Embed Size (px)
DESCRIPTION
In questo numero: - Soluzioni prive di cromo (VI) per il pretrattamento dell'alluminio per applicazioni in architettura e nell'industria delle costruzioni - Il futuro delle vernici a polveri in applicazioni esterne: basso assorbimento solare, alta riflettività - La sverniciatura chimica in linea con il processo FaStrip - Sviluppi recenti dei pigmenti silicei anticorrosivi a scambio ionico - Sistema di passivazione non cromica per l'alluminio visibile agli UV
Citation preview

ZanioloCdA-12.13
N E W S P E C I A L E F F E C T S
P O W D E R T E C H N O L O G Y
[email protected] - www.europolveri.it
“effetto sorprendente”“surprise effect”
The fi rst international magazine for surface treatments
20134rd YEAR
BimonthlyN°20-March/April
® ipcm digital onwww.ipcm.it
ISSN 2280-6083
Focus on smartmaterials
[email protected] - www.dollmar.com


It’s what’s inside that counts.TM
Pre-treatment is changing.
You need solutions that meet the real demands of the industry: efficiency, savings, and most of all, safety. You need solutions that are reliable and adaptable to your operations – not someone else’s. That’s why you need Npcoil Dexter. Our new heavy metal free solutions can be tailored to your particular requirements to ensure not only excellent corrosion protection but also reliable adhesion to subsequent paint coatings. Because at the heart of the metal surface treatment industry, you’ll find us.
INNOVATIVE PRE-TREATMENT SOLUTIONS

EDITORIAL
ANALYSIS
4Focus 2013: Successfully Shape Your Future with the Right Personnel PolicyFocus 2013: modellate con successo il vostro futurocon la giusta politica del personale
8 Uncertainty is Not Good for the IndustryL’incertezza non fa bene all’industria
BRAND-NEW
HIGHLIGHTS OF THE MONTH
28
Chrome(VI)-Free Solution for the Pretreatment of Aluminum for Architectural Applications and the Construction IndustrySoluzioni prive di cromo (VI) per il pretrattamento dell’alluminio per applicazioni in architettura e nell’industria delle costruzioni
36 Lechler: From the First Small Step to Giant LeapsLechler: dal primo piccolo passo a balzi da gigante
FOCUS ON TECHNOLOGY
44Disano Group: an Industrial Concept for “Enlightening” CoatingsGruppo Disano: una visione industriale per una verniciatura “illuminante”
50Effi cient Manual Coating. Furniture Surfaces in Premium QualityRivestimento manuale effi ciente: superfi ci dei mobili di qualità premium
54
Increased Productivity with a Double Rail Conveyor for Handling Heavy and Large ComponentsAumento della produttività con trasportatore bi-rotaia per la movimentazione di manufatti di grande peso e dimensioni
CONTENTS
MARCH/APRIL 2013
© Lechler Spa
© Graco
Surface treatment technologies:Eco-friendly processes for
sustainable success.
Chrome(VI)-free pretreatment and anodizing technologies for an aesthetic and long-lasting aluminium surface.Excellent adhesion and a reliable corrosion performance can be easily achieved with Chemetall’s advanced aluminium pretreatment and anodizing technologies. As a renowned one-stop supplier to the aluminium finishing industry we have the power to supply you with a complete range of highly efficient processes. Expect more from Chemetall: innovative technologies, environmentally-sound processes, comprehensive technical support, a global network and dedicated people – inspired for your success.
www.chemetall.com · [email protected]
MARCH/APRIL 2013
CONTENTS
INNOVATIONS: PRESENT&FUTURE
58The Future of Powder Coatings in Outdoor Applications: Low Solar Absorption, High Refl ectivityIl futuro delle vernici a polveri in applicazioni esterne: basso assorbimento solare, alta rifl ettività
64Violet, Purple, Blue and Green: Interference Colours with Innovative PVD TechnologiesViola, porpora, azzurro, verde: i colori d’interferenza con innovative tecnologie PVD
70 In-line Chemical Stripping with the FaStrip ProcessLa sverniciatura chimica in linea con il processo FaStrip
72Recent Developments in Ion-Exchanged Silica Anti-Corrosive PigmentsSviluppi recenti dei pigmenti silicei anticorrosivi a scambio ionico
84A Uv-Visible System for the non Chromate Passivation of AluminiumSistema di passivazione non cromica per l’alluminio visibile agli UV
90Powder Coatings to Provide Metal with the Colour, Feeling and Warmth of WoodTrasferire i colori, le sensazioni e il calore del legnosul metallo con le vernici in polvere
94Electrodialysis Cells for ED Painting – Part OneCelle di elettrodialisi per verniciature elettroforetiche – Prima parte
106Enamelling Techniques for Boilers and Tanks - Part TwoMetodi di smaltatura per bollitori e serbatoi – Seconda parte
TRADE FAIRS & CONFERENCES
ZOOM ON EVENTS
© Europolveri Spa
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20
by Paola Giraldo
international PAINT&COATING maga 3
EDITORIAL
S correndo gli articoli di questo numero di ipcm® si noteranno due fi li conduttori: da un lato vi è il tema forte dell’alluminio come materiale chiave per le applicazioni architettoniche moderne e il conseguente focalizzarsi della ricerca sulla messa a punto di tecnologie innovative
che rispondano a tre esigenze: aumentare la resistenza alla corrosione e all’invecchiamento in esterno dell’alluminio, off rire effi cienza ener-getica e dei costi sia del processo produttivo che dell’involucro architettonico, infi ne garantire piena rispondenza alla legislazione internazio-nale in materia ambientale e di salute e sicurezza.Qui si inserisce il secondo fi lo conduttore di questo numero di ipcm®, quello della pressione legislativa come driver di innovazione.Il peso economico del recepimento e della messa in atto delle misure legislative è gravoso e costituisce talvolta un freno allo sviluppo di un’azienda, pur essendo espressione della sacrosanta volontà di preservare la salute e la sicurezza umana e dell’ambiente. Tuttavia, è inne-gabile che dover conformare prodotti e processi a direttive ambientali e regolamenti sempre più stringenti, costringe le aziende a mettere in campo molte risorse per la ricerca.Lo abbiamo visto nel settore del lavaggio industriale relativamente all’impiego dei solventi, cui ipcm® ha appena dedicato un numero spe-ciale di ICT–Industrial Cleaning Technologies, lo vedremo ancora di più nel settore della fi nitura dei metalli. Il congresso Aluminium 2000, che si terrà il prossimo maggio a Milano, e di cui ipcm® è media partner, off rirà una ribalta importante per l’analisi di questi temi e la presen-tazione delle tendenze tecnologiche nel mondo dell’alluminio.Un terzo tema forte per l’industria del futuro è quello dell’integrazione, ossia la tendenza alla digitalizzazione dei processi per consentire alle macchine, ai materiali e ai pezzi in lavorazione di “dialogare” per scambiarsi dati in tempo reale sui parametri di processo e aumentare così effi cienza, sicurezza e sostenibilità della produzione. Ma il tema dell’industria integrata può anche essere defi nito come la sfi da aff rontata da tutte le aree industriali nella ricerca di una cooperazione che scavalchi i confi ni aziendali e di settore.Questo il tema portante di un secondo evento importante di questa primavera, la rassegna fi eristica internazionale Hannover Messe di aprile, di cui ipcm® è media partner, che quest’anno ospita anche il salone Surface Technology: vedremo come il settore della fi nitura saprà interpre-tare e fare proprio questa tendenza.
S crolling through the articles in this issue of ipcm®, you will notice two common threads: on the one hand, there is the concept of aluminium as a key material for the modern architectural applications and the resulting focus of research on the development of innovative technologies able to
meet three requirements: increasing the corrosion and aging resistance of aluminium in outdoor applications, off ering energy and cost effi ciency in both production processes and architectural structures, and ensuring full compliance with the relevant international environmental and safety regulations.The second leitmotif of this issue of ipcm® is precisely that of legislative pressure as a driver of innovation.The economic burden of the transposition and implementation of regulations is heavy and is sometimes an obstacle to the development of a company, although they certainly result from the desire to preserve the health and safety of workers and the environment. However, it is undeniable that having to adapt products and processes to the increasingly more stringent environmental directives and regulations forces the companies to invest many resources in research.We have seen this in the fi eld of industrial washing in relation to the use of solvents, to which ipcm® has just dedicated the special issue ICT-Industrial Cleaning Technologies, and it will become even more evident in the fi eld of metal fi nishing. The Aluminium 2000 conference, to be held May 2013 in Milan, and of which ipcm® is a media partner, will provide a stage for the analysis of these issues and for the presentation of the technological trends in the world of aluminium.A third important issue for the industry of the future is integration, i.e. the digitisation of processes in order to enable machines, materials and workpieces to “interact” and exchange real-time data on the process parameters and thus increase effi ciency, safety and sustainability of production. But the integrated industry can also be defi ned as the challenge faced by all industrial sectors in the search for a cooperation that bypasses the boundaries of business and industry.This is the main theme of the second major event of this spring, the Hannover Messe international trade fair of April, of which ipcm® is a media partner, and which, this year, will also include the Surface Technology exhibition. We will see how the fi nishing fi eld will interpret and embrace this trend.
Alessia VenturiEditor-in-chief / Direttore Responsabile

N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine4
P ermanent overexertion due to professional demands and more and more personnel
shortfalls caused by sickness are pivotal issues in German businesses.For a long time overexertion was a phenomenon only of the top management. By now it can be experienced in the entire corporate landscape. All companies, independently from their levels and sizes, are aff ected as well as all hierarchy levels, from executive managers of big corporations, managing directors of mid-sized and small companies, in middle management to the employee without managerial functions.The daily workload grows, work consolidation increases, and the technological progress elevates the pressure. In addition, the number of overtime hours rises. Deadline pressure, multitasking and internationalisation of markets – all these factors challenge and overburden the individual. An additional strain is the never-ending fl ow of information and an often negative organisational climate. One consequence of these factors is an increasing number of shortfalls due to sickness, which cost a lot of money to the companies. Yet, this is not the only problem. Productivity of the companies had already decreased long before the present situation because the work performances of the aff ected persons ware already greatly reduced prior to their collapse and shortfall due to sickness. In particular, psychological diseases, such as depression and chronic fatigue syndrome, are on the rise. They burden the persons aff ected and the companies similarly.According to a study by Allianz Deutschland AG from 2011 the economic costs related to depression and other stress-related diseases amount to up to
L’iperaff aticamento permanente a causa di esi-genze professionali e le sempre maggiori assen-
ze del personale dovute a malattia sono questioni cruciali per le aziende tedesche.Per molto tempo, l’iperaff aticamento è stato un fe-nomeno che si verifi cava solo nel top management. Ora invece può colpire tutto l’organico aziendale. Ne sono colpite tutte le aziende, indipendentemen-te dal loro livello e dalla loro dimensione, oltre a tutti i livelli gerarchici, dai dirigenti delle grandi im-prese agli amministratori delegati di aziende piccole e medie, dai quadri intermedi ai dipendenti senza funzioni dirigenziali.Il carico di lavoro giornaliero cresce e il progresso tecnologico aumenta la pressione. Cresce anche il numero di ore di lavoro straordinario. La pressione dovuta alle scadenze, il multitasking e l’internazio-nalizzazione dei mercati: tutti questi fattori sfi dano
e sovraccaricano l’individuo. Un ulteriore stress è costituito dal fl usso infi nito di informazioni e
da un ambiente organizzativo spesso nega-tivo. Una conseguenza di questi fatto-
ri è un numero crescente di assenze do-vute a malat-tia, che costa alle imprese
molto dena-ro. Tuttavia,
questo non è l’unico problema.
La produttività delle imprese era già diminuita molto prima della si-
tuazione attuale poiché le prestazioni di la-voro delle persone colpite erano già note-
volmente diminuite prima del loro esaurimento e dell’assenza a causa della malattia. In particolare, le malattie psicologiche, come la depressione e la sindrome da stanchezza cronica, sono in aumento. Esse colpiscono le persone interessate e le aziende allo stesso modo.Secondo uno studio condotto da Allianz Deutschland AG, dal 2011 i costi economici legati alla depressio-ne e ad altre malattie legate allo stress ammonta-no fi no a 22 miliardi di euro all’anno in Germania. Le spese mediche dirette sono circa 5 miliardi di eu-
Nicole Kraus, Organisation, Personal, Vetrieb, Groß-Gerau, Germany, [email protected]
FOCUS 2013: SUCCESSFULLY SHAPE YOUR FUTURE WITH THE RIGHT PERSONNEL POLICYFocus 2013: modellate con successo il vostro futuro con la giusta politica del personale
Nicole KrausManagement consultant/Trainer/Coach in Germany, Austria, and Switzerland. Ms. Kraus advises and coaches companies in the areas of organisation, personnel, marketing + corporate health management.
Nicole Kraus - Consulente aziendale/Istruttrice/Insegnante in Germania, Austria e Svizzera. La signora Kraus supporta le imprese in materia di organizzazione, personale, marketing e gestione della salute aziendale.
© iQoncept - Fotolia

ANALYSIS
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 5
ro. La parte di gran lunga maggiore, oltre 9 miliardi di euro, è imputabile ai costi sostenuti per gli erro-ri commessi da personale depresso ed esausto sul luogo di lavoro, o quando le loro scadenze non ven-gono rispettate. Questi dati illustrano il danno eco-nomico derivante da malattie legate allo stress e al superlavoro nelle aziende, con una tendenza al ri-alzo. Sempre più aziende si stanno già assumendo la propria responsabilità a questo riguardo. Prende-re seriamente la situazione dei dipendenti è la stra-da giusta. L’importanza di una gestione della salute strutturale a tutti i livelli aziendali non si può più ne-gare, perché quando la salute del dipendente soff re, danneggia anche l’azienda nel lungo periodo.Indubbiamente, modifi care i processi di gestione può spesso essere una misura ragionevole che, pe-rò, senza comunicazione suffi ciente e l’attuazione di tali misure nella routine quotidiana, porta a grande incertezza per molti dipendenti. I cambiamenti pos-sono essere accettati con successo ed essere perce-piti come arricchimento solo se i dipendenti stessi possono partecipare attivamente ai processi all’in-
22 billion euro annually in Germany. Direct medical expenses are about 5 billion euro. The larger portion, by far, of more than 9 billion euro are costs incurred by mistakes made by depressed and exhausted personnel at the workplace or when their deadlines are not respected. These fi gures illustrate the economic damage resulting from stress-related diseases and overwork in companies, with an upward tendency. More and more companies are already rethinking and taking responsibility in this matter. Taking the situation of the employees seriously is the right way. The importance of a structural health management at all company levels cannot be denied anymore, for when the employee’s health suff ers, it also damages the company in the long term.Change management processes can often, without question, be a reasonable measure that nevertheless, without suffi cient communication and implementation of these measures into daily work routine, leads to great uncertainty for many employees. Changes can then be lived successfully
pubblicità
SALCHI
6 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Focus 2013: Successfully Shape Your Future with the Right Personnel Policy
and be perceived as enrichment only if the employees can actively participate in the processes within the company. The health of the personnel and their motivation are corporate success factors and are hence the responsibility of the management. Companies that invest in corporate health management consequently invest in future corporate success and growth.For qualifi ed personnel, attractive and up-to-date personnel development is an increasingly important criterion when choosing an employer. If someone wants to win and keep the right personnel during times of demographic changes, he should recognize the signs of the times and present himself as a holistically oriented company. The problem is to determine what measures are reasonable and promising for a company and which can work for every single individual. This involves a customized corporate process for that requires a long period of time and which is systematically accompanied by competent experts in health improvement. Initial changes and positive results are realised in small steps. Employees, but also managing directors of small and mid-sized companies, often feel overburdened and stressed for their daily work organisation. They have the subjective sensation not to be able to get a grip on their tasks. Special training and coaching help in this matter which concretely deal with the subject matters of work organization in connection with time and self-management. This includes taking one’s own feelings of overstraining seriously, correctly assessing the actual work load and actively and successfully countersteering with appropriate instruments. Thus, restructuring of the workplace and the daily tasks will be achieved and one has the good feeling of having control over one’s daily work again. This is what this fi eld-proven training can accomplish.Specifi c seminars for the reduction of stress, avoidance of states of exhaustion, and strengthening of a work-life balance, but also seminars for executive managers with regard to the subject of healthy management are easily implemented. These activities have an eff ective and motivating impact on the processes and on the working climate very quickly and improve the results of the company permanently.
terno dell’azienda. La salute del personale e la lo-ro motivazione sono fattori di successo aziendali e sono quindi responsabilità della dirigenza. Le azien-de che investono nella gestione della salute azien-dale investono quindi nel futuro successo aziendale e nella crescita.Per il personale qualificato, uno sviluppo del perso-nale interessante e aggiornato è un criterio sempre più importante nella scelta di un datore di lavoro. Se qualcuno vuole eccellere e mantenere il per-sonale adeguato durante i periodi di cambiamen-ti demografici, deve riconoscere i segni dei tempi e presentarsi come un’azienda olistica. La questio-ne riguarda quali misure siano ragionevoli e pro-mettenti per un’impresa e valide per ogni singolo individuo. Si tratta di un processo aziendale per-sonalizzato che richiede un lungo periodo e che va sistematicamente accompagnato da esperti com-petenti nel campo del miglioramento della salute. I cambiamenti iniziali e i risultati positivi sono rag-giunti a piccoli passi. I dipendenti, ma anche i di-rettori generali delle aziende di piccole e medie dimensioni, spesso si sentono oberati di lavoro e stressati per la loro organizzazione giornaliera del lavoro. Hanno la sensazione soggettiva di non esse-re in grado di mantenere il controllo sui loro com-piti. La formazione specifica e l’allenamento aiuta-no in questa materia, che affronta concretamente l’organizzazione del lavoro in relazione con il tempo e l’autogestione. Questo richiede di prendere seria-mente in considerazione i problemi di stress dei di-pendenti, valutando correttamente il carico di lavo-ro effettivo e reagendo attivamente e con successo con appositi strumenti. Così, la ristrutturazione del posto di lavoro e delle attività giornaliere sarà rag-giunta e le persone avranno la piacevole sensazione di avere di nuovo il controllo sul proprio lavoro quo-tidiano. Questo è ciò che la formazione in questo campo può realizzare.Seminari specifici per la riduzione dello stress, evitare stati di esaurimento e il rafforzamento dell’equilibrio vita-lavoro, ma anche seminari per i dirigenti riguardanti il tema della gestione sana dell’organico sono di facile implementazione. Que-ste attività hanno un impatto motivante e sono ef-ficaci sui processi e sull’ambiente lavorativo molto velocemente, migliorando i risultati dell’azienda in modo permanente.


N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine8
UCIF – Unione Costruttori Impianti di Finitura, Federation Anima Confi ndustria, Milan, Italy [email protected]
UNCERTAINTY IS NOT GOOD FOR THE INDUSTRYL’incertezza non fa bene all’industria
C on ansia attendevamo una svolta in questo primo trimestre del 2013. Nonostante le notevoli diffi -
coltà, l’industria italiana continua a rispondere ai vari mercati, a puntare all’export (battiamo la Germania con 1.215 prodotti sul saldo commerciale a livello mondiale, segno che la qualità produttiva del nostro Paese viene apprezzata) e scommettere su un rilancio economico. Ma più di tutti, nella nebbia dell’attuale situazione, la scadenza elettorale poteva costituire il faro in grado di illuminare un percorso specifi co, una strada che avreb-be (se non condotto) guidato la nostra industria e la no-stra economia fuori dal periodo burrascoso che vivia-mo da vari anni. Ciò che stupisce non è tanto il risultato elettorale, comunque espressione del volere dei cittadi-ni, ma la farraginosità con cui i vari schieramenti politici si calano nelle necessità del Paese. Il sentore che i gio-chi politici di alleanze e di scontri prevalgano sulle reali decisioni (riforme, ma non solo) che l’Italia ha bisogno è ormai cosa evidente. Eppure alcuni segnali su come valorizzare la nostra ricchezza, industria e meccanica in primis, potrebbero raccogliere non solo il favore collet-tivo ma anche essere trasmessi in maniera semplice e veloce.Prima di tutto il sistema ha bisogno di fi ducia e di stabili-tà. UCIF, che in Italia rappresenta il settore della fi nitura e del trattamento delle superfi ci in generale, sente che l’importanza di una valorizzazione del mercato naziona-le in termini economici e produttivi sia assolutamente fondamentale, senza comunque dimenticare le sfi de concorrenziali estere che stanno fungendo da ossigeno nell’epoca attuale. Probabilmente è tempo che anche in Italia si dia la giusta importanza ai veri “vantaggi compe-titivi” di cui disponiamo e che siamo fi eri di presentare al mondo quali nostre tradizioni storiche e imprendito-riali. Sicuramente ci troviamo dinanzi ad una situazione che va ripresa sotto più punti di vista (consumi/doman-da interna, fi ducia, attrattività del Paese, solidità e sta-bilità fi nanziarie…) ma, per riportare un’aff ermazione di Marco Fortis Vice Presidente Fondazione Edison, “è soprattutto la macchina produttiva dell’industria, cioè quella che più genera ricchezza e indotto, ad aver subìto l’impatto maggiore del binomio letale rigore-recessione come prova anche il fatto che essa ha contribuito da so-la per il 75% alla perdita complessiva di unità di lavoro nel quadriennio di crisi”. È necessario quindi, al di là del-le questioni politiche, un intervento per salvaguardare e dare nuova linfa all’industria italiana.
I n this fi rst quarter of 2013, we have been impatiently waiting for a turning point.
Despite the considerable diffi culties, the Italian industry is continuing to meet the needs of the various markets, to focus on export (we outdo Germany with a balance of trade of 1,215 products worldwide, a sign that the production quality of our country is appreciated) and to believe in an economic recovery. In the current, confused, situation, the recent politic elections could have been the guiding light leading the Italian industry and economy out of the troubled period that they have been facing for several years. What is surprising, however, is not the outcome of the election, which is always expression of the will of the people, but the diffi culty of the political parties in understanding the needs of the country. The feeling that the political games of alliances and clashes may overshadow the actual decisions to be taken (e.g. reforms) is now obviously confi rmed. Yet a few ways to enhance our wealth – industry and engineering know-how in the fi rst place – may not only be largely approved, but also be quickly and easily realised.First of all, the system needs confi dence and stability. UCIF, which represents the fi eld of fi nishing and surface treatment in Italy, feels that the enhancement of the national market in terms of economy and production is absolutely essential, without forgetting the competitive challenges abroad that are acting as oxygen at the present time. Perhaps, it is time that the real “competitive advantages” that we have and proudly show the world, that is our historical and entrepreneurial traditions, were given the due attention. Surely, we are faced with a problem that needs to be solved from many points of view (consumption/domestic demand, confi dence, attractiveness of the country, economic solidity and stability...), but, quoting Marco Fortis, Vice President of the Edison Foundation, “it is especially the productive industry, that is, the one that generates the most wealth and the most related activities, that has suff ered the most from the lethal combination of rigour and recession, as proved by the fact that 75% of the overall loss of work units in the four years of crisis is attributable to it alone.” It is therefore necessary, beyond any political issues, to take action to safeguard and give new life to the Italian industry.

Airless 3” 5” 7”Airless 3” 5” 7”
Advanced applicationtechnologies for industrialpainting: the coating excellencein the automotive sectoravailable for the large industry
EcoBell 2 EcoBell 3
S.p.A.
10 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
BRAND-NEW
HT COATINGS: A YOUNG AND EXPERT MANUFACTURER OF THERMOSETTING POWDER COATINGSHT COATINGS: una giovane e competente realtà nelle polveri termoindurenti
I n today’s industrial and economic scenario in the fi eld of
thermosetting powders, the establishment of a new company
should not be regarded only as a pleasant exception, but also,
and above all, as a sign of reversal of the current trends.
In effect, most players in the powder coatings market (both
multinational and local, private companies) are increasingly
reinforcing the current negative trend
by freezing investment until even the
conditions for the disinvestment are set.
HT COATINGS Srl was established in
January 2011, that is in this climate of
confusion and inaction.
Thanks to the takeover of the production
and market activities of Whitford Italy,
based in Brescia, it has had immediate
access to a strong technical and business background.
As is well known, Whitford Italy, the Italian subsidiary of the
giant Whitford, had bought the entire know-how of the high
temperature thermosetting powder market from the Non Stick
division of Akzo Nobel Coatings, the fi rst and largest company
in the world of powder coatings.
HT COATINGS, therefore, has shown up on the Italian
market with the best credentials to deal with the fi eld of high
temperature powders with full competence and to be on a
par with the competition. The experience gained over the
years by the companies from which it has acquired its know-
how allows HT COATINGS to offer the best and widest range
of products for all needs in this sector, both in the traditional
fi eld of cookware and in the industrial and the car/motorcycle
accessories ones.
The CEO and driving force behind this young company is
Antonio Stanganelli, who supports this exciting new project
with his solid experience in the sale of application plants and,
for the past sixteen years, in the commercial management of the
sales structures of some important companies in the powder
fi eld.
The objectives of HT COATING Srl are simple: in the short
term, consolidating the results achieved by Whitford Italy with
the main users of powders for high temperature applications
and, in the medium term, becoming the main Italian partner for
the production and supply of these high technology products,
marketed with the well-known brand XYLAN.
For further information: [email protected]
N ell’attuale panorama industriale ed economico del settore del-le polveri termoindurenti, la nascita di una nuova azienda non
è solo una piacevole eccezione ma deve essere anche e soprattutto considerata come un segnale positivo per un’inversione delle tenden-ze attuali.La maggior parte degli attori del mercato delle polveri (multinazio-
nali o aziende locali e private che siano), infatti, sta sempre più consolidando la ten-denza negativa al congelamento di ogni investimento, se addirittura non ha già av-viato le condizioni di un’attività di disinve-stimento. In questo clima generale di per-plessità e immobilismo, nasce nel gennaio 2011 HT COATINGS S.r.l., forte da subi-to di un background tecnico e commercia-
le derivante dall’aver rilevato le attività produttive e di mercato della Whitford Italia di Brescia, consociata italiana del colosso Whitford.Com’è noto, la Whitford Italia aveva acquistato alcuni anni prima l’in-tero know-how del mercato delle polveri termoindurenti per alta tem-peratura dal ramo Non Stick di Akzo Nobel Coatings, la prima e più grande azienda del mondo nel settore delle polveri.HT COATINGS quindi si presenta al mercato italiano sin dal primissi-mo giorno con le migliori credenziali per affrontare il settore dell’alta temperatura con piena competenza e per competere alla pari con la concorrenza esistente. L’esperienza maturata negli anni dai prece-denti partner da cui HT COATINGS ha rilevato il know-how, le per-mette di offrire la migliore e più ampia gamma di prodotti per tut-te le esigenze dell’alta temperatura, sia nel tradizionale settore del cookware che in quelli più tipicamente industriali o dell’accessorio auto-motociclistico.L’Amministratore Delegato e motore di questa giovane azienda è Antonio Stanganelli, che può offrire a questo nuovo ed entusiasman-te progetto una solida esperienza maturata prima nella vendita d’im-pianti di applicazione e, negli ultimi sedici anni, nella gestione com-merciale delle strutture di vendita d’importanti aziende del settore polveri.Gli obiettivi di HT COATING S.r.l. sono semplici. Consolidare nel bre-ve periodo i risultati realizzati da Whitford Italia con i principali utiliz-zatori di polveri per alta temperatura e diventare nel medio periodo il principale interlocutore italiano per la produzione e fornitura di questi prodotti di altissima tecnologia, che si presentano sul mercato con il conosciutissimo marchio XYLAN.Per maggiori informazioni: [email protected]
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 11
by Paola Giraldo
PRO XP™: ELECTROSTATIC SPRAY GUNS THAT DELIVER EXPERT PERFORMANCEPresentazione di Pro Xp™: pistole a spruzzo elettrostatiche per prestazioni professionali
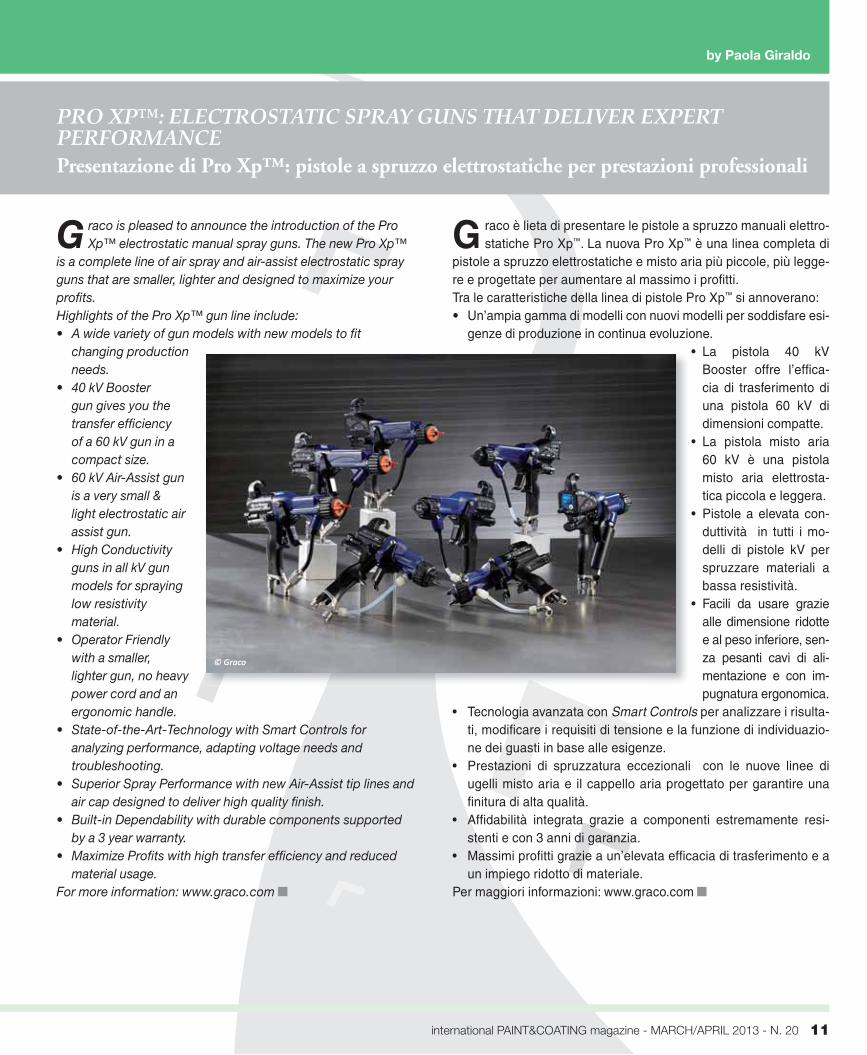
G raco is pleased to announce the introduction of the Pro
Xp™ electrostatic manual spray guns. The new Pro Xp™
is a complete line of air spray and air-assist electrostatic spray
guns that are smaller, lighter and designed to maximize your
profi ts.
Highlights of the Pro Xp™ gun line include:
• A wide variety of gun models with new models to fi t
changing production
needs.
• 40 kV Booster
gun gives you the
transfer effi ciency
of a 60 kV gun in a
compact size.
• 60 kV Air-Assist gun
is a very small &
light electrostatic air
assist gun.
• High Conductivity
guns in all kV gun
models for spraying
low resistivity
material.
• Operator Friendly
with a smaller,
lighter gun, no heavy
power cord and an
ergonomic handle.
• State-of-the-Art-Technology with Smart Controls for
analyzing performance, adapting voltage needs and
troubleshooting.
• Superior Spray Performance with new Air-Assist tip lines and
air cap designed to deliver high quality fi nish.
• Built-in Dependability with durable components supported
by a 3 year warranty.
• Maximize Profi ts with high transfer effi ciency and reduced
material usage.
For more information: www.graco.com
G raco è lieta di presentare le pistole a spruzzo manuali elettro-statiche Pro Xp™. La nuova Pro Xp™ è una linea completa di
pistole a spruzzo elettrostatiche e misto aria più piccole, più legge-re e progettate per aumentare al massimo i profi tti. Tra le caratteristiche della linea di pistole Pro Xp™ si annoverano:• Un’ampia gamma di modelli con nuovi modelli per soddisfare esi-
genze di produzione in continua evoluzione.• La pistola 40 kV
Booster offre l’effi ca-cia di trasferimento di una pistola 60 kV di dimensioni compatte.
• La pistola misto aria 60 kV è una pistola misto aria elettrosta-tica piccola e leggera.
• Pistole a elevata con-duttività in tutti i mo-delli di pistole kV per spruzzare materiali a bassa resistività.
• Facili da usare grazie alle dimensione ridotte e al peso inferiore, sen-za pesanti cavi di ali-mentazione e con im-pugnatura ergonomica.
• Tecnologia avanzata con Smart Controls per analizzare i risulta-ti, modifi care i requisiti di tensione e la funzione di individuazio-ne dei guasti in base alle esigenze.
• Prestazioni di spruzzatura eccezionali con le nuove linee di ugelli misto aria e il cappello aria progettato per garantire una fi nitura di alta qualità.
• Affi dabilità integrata grazie a componenti estremamente resi-stenti e con 3 anni di garanzia.
• Massimi profi tti grazie a un’elevata effi cacia di trasferimento e a un impiego ridotto di materiale.
Per maggiori informazioni: www.graco.com
© Graco

12 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
BRAND-NEW
DÖRKEN MKS-SYSTEME - PROXIMITY TO THE CUSTOMER AT ALL TIMES ALSO AT HANNOVER MESSEDörken MKS-Systeme - Vicinanza al cliente in ogni momento anche all’Hannover Messe
I l tema della leadership di mercato attraverso le competenze di con-sulenza tecnica e la presenza in tutto il mondo saranno al centro del-
la presentazione di Dörken MKS-Systeme alla fi era Hannover Messe, in Germania, 8 – 12 aprile 2013, presso il salone SurfaceTechnology.I sistemi a micro-strato per la protezione dalla corrosione sono in uso ovunque moduli e componenti necessitino di una protezione dalla corro-sione e da altre infl uenze. Da oltre 30 anni Dörken MKS-Systeme GmbH
und Co. KG, Herdecke (Germania), sviluppa e produce questi siste-mi con il marchio DELTA-MKS®.
In questo l’azienda stabilisce continuamen-te nuovi standard nel mercato globale e soddisfa le esigenze sempre più comples-se dei propri clienti nei settori automobili-
stico, energia eolica, elettrica, costruzioni e dell’aviazione.
Le strade per il successoDietro il successo di Dörken MKS-Systeme c’è una strategia aziendale sostenibile: contat-to stretto e diretto con tutti i clienti lungo la ca-tena della valorizzazione - dalle imprese di rivestimenti ai produttori di componentistica fi -no agli OEM - il tutto a livello mondiale. I siste-mi di rivestimento sono sviluppati e prodotti esclusivamente in Germania, nel pieno rispet-
to di tutte le specifi che rilevanti del settore automotive internazionale. Altre in-dustrie seguono il loro esempio e omologano i sistemi Delta-MKS® nei loro standard. Per Dörken la sostenibilità ambientale non è una semplice moda ma è profondamente radicata nella fi losofi a aziendale di questa media impre-sa a conduzione famigliare. L’omissione del cromo (VI) e di altre sostanze tos-siche, utilizzando al tempo stesso basse temperature di polimerizzazione, è stato un fattore che ha distinto la società dai suoi concorrenti per oltre 30 anni.
Novità in fi eraCome da tradizione, per la fi era Dörken MKS-Systeme si attende allo stand una presenza elevata di business partner provenienti da tutta la ca-tena della valorizzazione. Gli argomenti di discussione saranno l’effi cienza dello strato di base (basecoat) 2-in-1 Delta-Protekt® KL 105 (fi g. 1), in par-ticolare per i rappresentanti dei produttori francesi di automobili. Il risparmio sui costi che questo prodotto garantisce è un fattore particolarmente im-portante per il mercato francese, attualmente in sofferenza congiunturale. L’azienda è stata premiata per il suo impegno con l’omologazione in tutte le specifi che importanti francesi, come quella di PSA e Renault-Nissan, ma
T he subject of market leadership through technical consulting expertise
and worldwide presence will be the focus of the presentation of
Dörken MKS-Systeme at the Hannover Messe trade fair (Germany), 8 to 12
April 2013, at the SurfaceTechnology show hall 3, booth C47.
Micro-layer corrosion protection systems are in use everywhere where
modules and components need to be protected against corrosion and
other infl uences. For over 30 years Dörken MKS-Systeme GmbH und Co.
KG, Herdecke (Germany), has been developing and
manufacturing these systems under the
DELTA-MKS® brand.
In this the company continuously sets new
standards in the global market and fulfi ls
the increasingly complex requirements of
its customers in the automobile, wind energy,
electrical, construction and aviation sectors.
Routes to successBehind the success of Dörken-MKS Systeme
there is a sustainable corporate strategy:
Direct, close contact with all customers
throughout the value chain - from coating
companies to parts manufacturers and OEMs
- worldwide.
The coating systems are developed and
produced exclusively in Germany, fulfi lling all
relevant global automobile specifi cations. Other industries also follow
their example and include Delta-MKS® systems in their standards.
Environmental sustainability is no mere fad for Dörken, it is deeply
rooted in the philosophy of the medium-sized, family-run company.
The omission of chromium(VI) and other toxic substances whilst at the
same time utilising low curing temperatures has been a factor that has
set the company apart from its competitors for over 30 years.
News at the fairAs usual for the fair, Dörken MKS-Systeme awaits a high frequency of
business partners from throughout the value chain at the fair stand. Topics
for discussions will be the effi ciency of the 2-in-1 basecoat Delta-Protekt®
KL 105 (Fig. 1), mainly for representatives of the French car manufacturers.
The cost savings that this product represents are a particularly important
factor for the currently suffering French car market. The company was
rewarded for its efforts with inclusion in all key French specifi cations, such
as those of PSA and Renault-Nissan, but also in other European markets
such as Italy, at Fiat.
und Co. KG, Herdecke (Gmi co
In
stsde
LD
and a
1
Many OEMs count on the effi cient 2-in-1-solution: Delta-Pro-tekt® KL 105 is a basecoat with an integrated lubricant and thus a defi ned coeffi cient of friction.
Molti OEM contano sull’effi ciente soluzione 2-in-1: la mano di fondo Delta-Protekt® KL 105 è dotata di un lubrifi cante integrato e quindi di un coeffi ciente di attrito defi nito.
©Dörken MKS-Systeme GmbH & Co. KG

13
by Paola Giraldoby Paola Giraldo
anche in altri mercati europei come l’Italia, per la Fiat.Anche la mano a fi nire (topcoat) Delta-Protekt® VH 301.1 GZ (fi g. 2), che si è sviluppata positivamente ed è ormai ben collaudata, sarà ancora una volta oggetto di attenzione, in particolare tra i rappresentanti del set-tore automobilistico tedesco. In questo caso, la caratte-ristica distintiva è che una superfi cie può essere assem-blata su substrati diversi, consentendo a questo topcoat premium tribologico di fi ssare gli standard in materia di effi cienza e qualità. Lanciata sul mercato di recente, nel 2011, l’impiego di questo topcoat è ormai consolidato presso quasi tutti gli OEM tedeschi - e senza che siano state segnalate le tipiche diffi coltà di conversione.Un altro argomento che ha catturato l’attenzione del set-tore automobilistico, ed in particolare dei suoi esperti di
elementi di fi ssaggio, è il pro-blema fi no ad ora irrisolto delle superfi ci nere. Dei ten-tativi sono ancora in corso per trovare una soluzione
effi ciente ed economica nel campo dello zinco lamellare che risolva in modo soddi-sfacente sia le diffi coltà d’in-stallazione sia di protezio-ne dalla corrosione. Dörken MKS-Systeme presenterà i primi prototipi alla fi era e di-scuterà la situazione con gli esperti. Il termine “Scatola
Nera” sta pertanto acquisendo un signifi cato molto reale.
A proposito di DörkenDörken, a Herdecke (Germania) sviluppa sistemi a micro-strato di protezione dalla corrosione da 30 anni ed è ora il leader europeo nel settore dei sistemi di zin-co lamellare senza cromo (VI). Con il marchio DELTA-MKS®, l’azienda produce e confi gura una protezione della superfi cie estremamente effi cace, in particolare per l’impiego nell’industria automobilistica e dell’energia eolica. I prodotti specifi ci di livello globale sono privi di metalli pesanti. Maggiori informazioni su questo tema sono disponibili all’indirizzo www.doerken-mks.com.
The topcoat Delta-Protekt® VH 301.1 GZ (Fig. 2) has
also developed positively and become well established
- it will certainly again be the subject of attention
amongst German automobile industry representatives
in particular. The distinctive characteristic here is that
a surface can be bolted against different backings,
enabling the tribological premium topcoat to set
standards with regard to effi ciency and quality.
Launched on the market as recently as 2011, the top
coat has now become fi rmly established with nearly all
German OEMs – and without any teething problems
reported.
A further topic that has seized the
attention of the automobile sector
and its fastening experts
in particular is the
previously unresolved
problem of black
surfaces. Attempts are
still being made to fi nd
an effi cient, economical
solution in the fi eld of zinc
fl ake that satisfactorily
resolves both installation
diffi culties and corrosion
protection. Dörken MKS-
Systeme will present initial
prototypes at the fair and
discuss the situation with
experts. The term “Black
Box” is consequently acquiring a very real signifi cance.
About DörkenDörken in Herdecke (Germany) has been developing
micro-layer corrosion protection systems for 30
years and is now the European market leader in
chromium(VI)-free zinc fl ake systems. Under the
brand name DELTA-MKS®, the company produces
and confi gures extremely effective surface protection,
especially for use in the automotive and wind power
industry. The globally specifi ed products are free of
heavy metals.
More information at www.doerken-mks.com.
2
The topcoat Delta-Protekt® VH 301.1 GZ can be easily assembled against aluminium and prevents stick-slip eff ect against especially diffi cult assemblies such as Chrome(VI)-free surfaces against e-coated surfaces.
La mano di fi nitura Delta-Protekt® VH 301,1 GZ può essere facilmente applicata sull’alluminio e previene l’eff etto stick-slip con applicazioni particolarmente diffi cili, come superfi ci senza cromo(VI) contro superfi ci rivestite in elettroforesi.
©Dörken MKS-Systeme GmbH & Co. KG
www.walther-pilot.dewww.pistolen-scout.de
WALTHER Spritz- und Lackiersysteme GmbH Kärntner Str. 18-30, D-42327 Wuppertal
Phone +49(0)202 787-0 [email protected]
The Coatings Experts
� Paint spray systems
� Special spray solutions
for complex shapes
� Material tanks in many
sizes and models
Let‘s meet: Hall 3, D13(9)
Un altro argomento cheche ha ctore automobilistico, ed in pao, ed in pa
elee
ecc
sector
2
©Dörken MKS-Systeme GmbH & Co. KGMKS-Systeme GmbH

14 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
BRAND-NEW
NEW LINE OF AUTOMATIC SPRAY GUNS WITH QUICK-CHANGE ADAPTER PLATES Nuova linea di pistole a spruzzo automatiche con piastre di adattamentoper il cambio rapido
A ll’Hannover Messe, Walther Pilot, azienda di Wuppertal (Germania), presenta una nuova unità a spruzzo automatico in un design com-
patto. Può essere usata per ogni attività nella verniciatura liquida e nell’ap-plicazione degli adesivi. Pilot WA 900, recentemente sviluppata, prevede un sistema modulare semplice che rende possibile ogni combinazione che potrebbe essere necessaria per il rivestimento. Ci sono due modelli di base: uno con il controllo interno; il secondo preparato per la regolazio-ne esterna dei parametri di spruzzo. Sono state sviluppate due differenti piastre di adattamento per il cambio rapido e ognuna di esse può essere utilizzata con entrambi i modelli. L’utente può scegliere tra una piastra di adattamento standard (alluminio nichelato) e una piastra di basso profi lo in acciaio inox. Le unità possono essere collegate a una diramazione o a una linea ad anello per la circolazione del materiale. Nel Pilot WA 900 - come con la maggior parte delle pistole automatiche a spruzzo Walther Pilot - la sezione frontale e tutte le parti a contatto con il materiale sono realizzate in acciaio inox (con la sola eccezione della piastra standard). La fi nitura PTFE sul corpo della pistola a spruzzo rende quest’unità particolarmente facile da pulire.
Per quanto riguarda la tecnica di atomizzazione, l’utente ha diverse op-zioni tra cui scegliere. Oltre alle tecnologie convenzionali e di spruzzatu-ra HVLP, questo produttore offre anche la nuova tecnologia degli ugelli HVLPPlus. Questo contribuirà a risparmiare materiale e aria compressa, pur garantendo la migliore atomizzazione a elevate velocità di lavoro.Per maggiori informazioni: www.walther-pilot.de
A t the Hannover Messe, Walther Pilot, Wuppertal (Germany) will be
presenting a new automatic spray unit in a compact design.
It can be used for every assignment in wet painting and when applying
adhesives. The newly developed Pilot WA 900 involves a simple
modular system that makes possible every combination that might be
required for coating. There are two basic models – one with internal
control, the second prepared for external adjustment of the spray
parameters. Two different quick-change adapter plates have been
developed and each can be used with either model. The user can
choose between a standard adapter plate (nickel-plated aluminum)
and a low-profi le adapter plate made of stainless steel. The units can
be connected to a branch line or to a material circulation ring line.
In the Pilot WA 900 – as with most Walther Pilot automatic spray guns
– the forward section and all the parts in contact with the material
are made of stainless steel (the only exception being the standard
plate). The PTFE fi nish on the body of the spray gun makes this unit
especially easy to clean.
In regard to the atomizing technique, the user has several options
to choose from. In addition to conventional and HVLP spray
technologies, this manufacturer also offers the newly developed
HVLPPlus nozzle technology. This will help to save material and
compressed air on the one hand while still guaranteeing the fi nest
atomization at high working speeds.
For further information: www.walther-pilot.de
© Walther Pilot

international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 15
by Paola Giraldo
RÖSLER COMPANY INVESTS 8.5 MILLION EURORösler investe 8,5 milioni di euro
L’ azienda leader di mercato nei settori della fi nitura di massa e della granigliatura ha appena ampliato il suo sito produttivo di
Memmelsdorf, in Germania, con un magazzino verticale di 17 piani. E i due nuovi edifi ci per il taglio laser e il magazzino compatto sono opera-tivi già dallo scorso autunno.
Negli ultimi mesi, la sede Rösler di Memmelsdorf, in Germania, ha avuto l’aspetto di un enorme cantiere: Rösler Oberfl ächentechnik GmbH ha infatti in-vestito 8,5 milioni di euro per ampliarla (fi g. 1), dando così un chiaro segnale all’intera industria produttiva tedesca. Di particolare rilievo è il nuovo magaz-zino verticale: con una superfi cie totale di 1400 metri quadrati e ben 17 piani, è in grado di ospitare, in tutto, 7741 pallet (fi g. 2) di prodotti di consumo (composti
e media per la fi nitura di massa), componenti per macchine e ricambi. Un grande e moderno magazzino che permetterà all’azienda di reagi-re ancora più velocemente alle richieste dei clienti nel campo dei servizi post-vendita.
Perfettamente entro la data di completamento previ-sta, il magazzino verticale, in grado di gestire l’ingres-so/uscita di 100 pallet all’ora, è entrato in funzione nella prima settimana di gennaio. Ma anche l’area produttiva è stata recentemente ampliata: nell’autunno del 2012, sono stati ultimati altri due edifi ci per un totale di 3500 metri quadrati, che ora ospitano l’intero reparto di taglio al laser, comprese le due unità Trumpf pre-esistenti e i relativi sistemi di stoccaggio compatto. A questi, si so-no aggiunte due nuove pressa piegatrici con una forza di 400 tonnellate metriche ciascuna.Ma l’espansione della sede tedesca rifl ette solo in piccola parte la storia di successo di Rösler Oberfl ächentechnik GmbH, con una rete di vendita globale che vanta oltre 60 fi liali commerciali e distributori. Grazie al rapido aumen-
to delle vendite registrato negli ultimi anni sia in Germania che all’este-ro, la società ha potuto assumere numerosi nuovi dipendenti proprio a Memmelsdorf, cosa che ha anche richiesto l’ingrandimento dell’area di parcheggio. È per questa ragione che il pacchetto di investimenti da 8,5 milioni di euro ha incluso, tra l’altro, la creazione di 240 nuovi parcheggi de-stinati al personale, per un totale di 9500 metri quadrati.Per informazioni www.rosler.com
T he market leader for mass fi nishing and shot blast technology is
expanding its main manufacturing plant in Memmelsdorf, Germany,
with a 17 storey high bay warehouse. Two new buildings for laser cutting and
a compact warehouse went already into operation last fall.
During the past months the Rösler location in Memmelsdorf, Germany,
resembled a huge construction site: The
Rösler Oberfl ächentechnik GmbH has
invested 8.5 million Euros to expand its
equipment manufacturing facility (Fig. 1).
With this new investment the company
is sending a clear signal in favor of the
manufacturing base Germany. A special
highlight is the new high bay warehouse.
With a footprint of 1,400 square meters
(14,000 square feet) and 17 fl oors this
new warehouse offers a total of 7,741
pallet locations (Fig. 2) for warehousing
consumables (mass fi nishing compounds and media) as well as machine
and spare parts. With this investment in “intelligent” warehousing capacity
Rösler expects to signifi cantly improve the response times for customer
requests for after-sales-service.
Exactly within the scheduled completion date, the high bay
warehouse went into operation during the fi rst week of
January. It allows receiving/dispatching 100 pallets per hour
through the truck load/unload station. Rösler also expanded
its manufacturing area. Last fall two new buildings were
completed with a total footprint of 3,500 square meters
(35,000 square feet). Essentially the complete laser cutting
& warehousing operation was transferred into these new
buildings. This includes the two existing Trumpf laser
cutting units with the linked compact storage systems.
New equipment additions were two new press brakes,
each with a pressing force of 400 metric tons.
But the expansion of the German manufacturing
capacity refl ects only part of the success story of the
Rösler Oberfl ächentechnik GmbH with its global sales network of
more than 60 sales branches and distributors. Due to the rapid domestic and
international sales growth the company added numerous new employees
at its Memmelsdorf location requiring an expansion of the employee parking
lot. For this reason, the investment package of 8.5 million Euros also included
the creation of 240 additional parking spaces on the company premises with
a total area of 9,500 square meters (95,000 square feet).
For further information: www.rosler.com
smaren40MpaGm
1
2
© Rösler
© Rösler

16 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
BRAND-NEW
DÜRR PAINTING TECHNOLOGY: NOT JUST FOR CAR BODIESSistema di verniciatura Dürr: non solo per scocche auto
B ietigheim-Bissingen, Germania, 6 Febbraio 2013 – Dürr sta costruen-do, come general contractor, un impianto di verniciatura completa-
mente automatico per parti in plastica nello stabilimento Volkswagen AG di Wolfsburg (Germania). In questo impianto, che vernicia paraurti, sportelli del serbatoio e piccole parti della nuova Golf, Volkswagen utilizza prevalente-mente vernici all’acqua e un processo a basso impatto ambientale.La linea di produzione si adatta perfettamente alle esigenze della verniciatura di piccoli pezzi. Comprende le aree di pulizia, di applicazione del primer, della base e del trasparente, i forni di polimerizzazione e le dotazioni delle posta-zioni di lavoro. Sia il primer che le basi sono all’acqua, mentre il trasparente è una vernice bi-componente a solvente. L’applicazione della vernice è effet-
tuata da 24 Robot EcoRP L033. Le parti in plastica vengono preparate in modo ottimale con il sistema SnowClean e la flammatura, che pulisco-no e attivano la superficie per garantire l’adesione della vernice. Il sistema SnowClean sostituisce il tradizionale impianto di lavaggio a spruzzo in continuo, eliminando così l’utilizzo di prodotti chimici, il consumo e lo smalti-mento di acqua. Questo processo elimina inoltre il rischio di umidità residua sui pezzi da verniciare, una possibile causa di rischio per la qualità finale della verniciatura.L’applicazione del primer 2K all’acqua avviene tramite gli atomizzatori EcoBell3 ad elevata velocità di rotazio-ne l’alta tensione. L’utilizzo congiunto del cambio colore lineare EcoLCC2 garantisce minime perdite di vernice durante il cambio colore e un elevato grado di effi cienza di trasferimento durante la verniciatura.
Anche in questo impianto viene utilizzato EcoDryScrubber, sistema di ab-battimento a secco dell’overspray. Questa tecnologia permette di rispar-miare energia grazie al ricircolo dell’aria nella cabina di verniciatura. Un ul-teriore risparmio energetico si ottiene grazie al forno di essicazione con deumidifi cazione, che opera con aria a bassa temperatura e deumidifi cata. Questo migliora l’assorbimento dell’umidità dovuta all’impiego di vernice all’acqua. Infatti, il forno di essiccazione viene riscaldato solo fi no a 40-50°C rispetto ai tradizionali 80 °C. In questo modo è possibile fare a meno della zona di raffreddamento, il che consente di risparmiare energia e spazio: la linea, infatti, ha una lunghezza inferiore del 30%. Grazie alla combinazione di SnowClean, EcoDryScrubber ed essiccazione con deumidifi cazione, la ver-niciatura delle parti in plastica diventa un processo quasi privo d’acqua, inno-vativo, che costituisce la tendenza da seguire nella verniciatura della plastica.L’impianto di verniciatura di Wolfsburg, commissionato da VW nel primo tri-mestre del 2012, entrerà in funzione nell’agosto 2013.Per maggiori informazioni: www.durr.com
B ietigheim-Bissingen, Germany, February 6th, 2013 - Dürr is the
general contractor for a fully automatic paint shop for plastic parts for
Volkswagen AG in Wolfsburg Germany. Volkswagen uses mainly water-
based paints and an environmentally friendly process in this facility. Bumpers,
fuel tank covers and small parts for the new Golf are to be painted.
The production line is aligned to the requirements of small parts painting.
It includes cleaning and applying primer, the technology for base and clear
coat application, as well as the oven and the workspace equipment. From the
primer to the base coat, water-based paints are used, while the clear coat area
uses a 2-component solvent-based paint.
Paint application is carried out by 24 EcoRP L033 robots.
Through the application of SnowClean
and fl ame treatment, plastic parts can be
optimally prepared for painting, this means
cleaning and activating the surface for
paint adhesion. SnowClean in this case
replaces the previously common chemical
pre-treatment plant. As a result the use of
chemicals and water can be completely
dispensed with. This procedure eliminates
the risk of residual water on the part to be
painted and therefore reduces the quality
risk for subsequent painting.
The primer application of 2K water-based
paint is carried out by EcoBell3 atomizers
in high rotation mode and without high
voltage. In conjunction with the EcoLCC2
linear color changer, minimal color loss per color change and optimum
transfer effi ciency can be achieved during painting.
The EcoDryScrubber, the dry separation of overspray, is also included
in this line. This technology saves energy in the paint booth through air
recirculation. The dehumidifying oven produces an additional energy
savings effect through drying with cold, dry air. This better absorbs the
moisture of the water-based paint. In this case the oven is heated up to
only 40 to 50°C in contrast to the usual 80°C. This eliminates the cooling
zone downstream of the oven which, in addition to energy, also saves
space as the line is shortened by 30%. Through the combination of
SnowClean, EcoDryScrubber and dehumidifying drying, the painting of
plastics is virtually free of process water. This is new and trendsetting for the
painting of plastic parts.
The plastic component paint shop in Wolfsburg, commissioned by VW in the
fi rst quarter of 2012, will come into operation in August 2013.
For further information: www.durr.com
1
The EcoDryScrubber from Dürr saves energy and space thanks to air recirculation.
EcoDryScrubber di Dürr, grazie al ricircolo d’aria, permette di risparmiare energia e spazio.
1

international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 17
by Paola Giraldo
22 - 24 OctoberPIACENZA - ITALYPiacenzaExpo - Hall 1
THE COATING AND COLOUR SECTORS COME TOGETHER IN ITALY
International Exhibition & Congressfor the paint, printing ink, varnish, glue and adhesive industries
Participate in Eurocoat 2013Because nothing can replace personal contact
www.eurocoat-expo.com
DIVERSIFY YOUR INVESTMENTS NOT TO RELY ON 1 SINGLE SHOW
COATING - PACKAGING - HANDLING EQUIPMENTS
An event co-organised by:
YOUR CONTACTS
Cyril LADET - [email protected] - Ph.: + 33 (0)1 77 92 96 84David GARNIER - [email protected] - Ph.: + 33 (0)1 77 92 94 79

18 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
BRAND-NEW
BYK-GARDNER - SEMINARS IN ITALY IN 2013Seminari BYK-Gardner: i seminari in Italia nel 2013
P er il 2013 BYK-Gardner organizza due serie di corsi di forma-zione e di approfondimento sull’utilizzo degli strumenti di con-
trollo per le vernici e le plastiche e i loro relativi software, dedicati ai tecnici di laboratorio, ai responsabili del controllo qualità, ai formula-tori, ai responsabili di produzione, ai responsabili del servizio tecnico esterno.Tutti i corsi si terranno a Parma, presso l’Hotel Parma&Congressi, in due sessioni: il 15 e 16 maggio e il 26 e 27 settembre 2013.Nella prima giornata di Maggio si tratterà degli strumenti per il con-trollo delle proprietà fi siche delle vernici, tali come i misuratori di abrasione, adesione, durezza, viscosità, elasticità, spessore, tempo di essiccazione, temperatura dei forni, ecc. La seconda, invece, sa-rà incentrata sugli strumenti di misurazione della qualità dell’aspet-
to estetico, come la brillantezza, la velatu-ra, la buccia d’arancia e il colore. Entrambe le giornate prevedono sia una parte teori-ca, effettuata dall’Ing. Pasquale Roberti, Responsabile Italia della BYK-Gardner, e sia una parte più cospicua di workshop pratico, in cui i partecipanti potranno diret-tamente provare gli strumenti ed effettuare veri e propri test, anche su campioni pro-pri. Per questi due primi corsi, i partecipan-ti possono scegliere di partecipare anche a una sola giornata perché sono del tutto indipendenti tra loro.Le altre due giornate di Settembre, inve-ce, sono un vero e proprio corso avanzato di due giorni, per utenti esperti che hanno già dimestichezza nell’uso degli strumenti
BYK-Gardner per l’apparenza, quali il wave-scan (per la misurazio-ne della buccia d’arancia), il BYK-mac (per la misura del colore dei metallizzati), e il cloud-runner (per la misurazione delle macchie), e che vogliono avere informazioni più approfondite sul loro utilizzo, sulla tecnologia e sul loro software.In questo caso la partecipazione prevede entrambe le giornate di corso. Anche in questo caso si terrà una parte teorica e una parte di prove pratiche e utilizzo del nuovo software smart-chart.Per avere ulteriori notizie sulla partecipazione ai corsi, sui costi e per ottenere la scheda di partecipazione, contattare la Sig.ra Sara Malanchini c/o Hulss & Capelli Spa allo 02/38031531, oppure [email protected] maggiori informazioni: www.byk.com/it/home.html
I n 2013 BYK-Gardner will organize 2 modules of trainings and
analysis upon the use of the QC instruments for paints and
plastics and the software, addressed to the laboratory technicians,
the QC managers, the chemists, the production managers,
the technical assistants. All the courses will take place in Parma,
at Hotel Parma&Congressi, in 2 sessions: May 15th and 16th,
and September 26th and 27th 2013.
The fi rst day of May will give an overlook of the instruments used
to check the physical properties of the surfaces, as abrasion
testers, adhesion testers, hardness testers, viscometers, elasticity
testers, thickness gages, drying time recorders, oven temperature
recorders, etc. On the second day, the training will be about the
measurement of the esthetic qualities of surfaces, like gloss, haze,
orange peel and color.
Both the days will have a theoretical
part, hold by Ing. Pasquale Roberti,
Sales Manager Italy of BYK-Gardner,
and a bigger section of workshop,
when the participants will be able to
test directly the instruments and effect
the measurements, also on their own
samples.
For these two days, the participants
are free to choose to attend also just
for single days, as they are completely
independent to each other.
On the other side, the other two days in
September are a real two-day advanced
training course for experts who already
have the acknowledge and the experience
in using the BYK-Gardner instruments for appearance, like the
wave-scan, for the orange peel measurement, the BYK-mac, for
the metallic color characterization, and the cloud-runner, for the
mottling, and who wants to get deeper information on their use,
technology and software.
In this case the participation stands for both the training days.
Also in this module there will be a theoretical part and a workshop
with practical tests and use of the new software smart-chart.
For more detailed info about the participation to the trainings,
the costs and in order to get the participation form, please contact
Mrs. Sara Malanchini c/o Hulss & Capelli Spa, phone nr. 02/38031531,
email [email protected].
For further information: www.byk.com
© BYK

international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 19
by Paola Giraldo
S egnaliamo l’ultima uscita di MIX Trends N.27, il book di tendenze colore che questo semestre presenta i 4 studi di tendenza per
l’Autunno/Inverno 2014/2015: - Blush: i suoi colori sono presentati attraverso grandi linee che vo-
gliono raffi gurare il corredo tradizione del “dressing table”. - Frame: è una rifl essione ambivalente delle esigenze conformiste
che ci sovrastano; linee che disegnano un recinto che rifl ette le re-strizioni in cui viviamo.
- Axis: si concentra sui modelli del mondo naturale, dai cristalli di un fi occo di neve agli strani paesaggi rivelati dal microscopio elettronico.
- Herald: trasmette un senso di unità attraverso accesi pittogrammi, ricchi colori e decorazioni elaborate, che rafforzano un senso di identità.
Tutti e quattro gli studi di tendenza, at-traverso le loro essenziali palette co-lore, esprimono un messaggio sta-gionale con una forte identità subito riconoscibile dai lettori. Mix Trends è il book di tendenze co-lore pubblicato due volte l’anno dal Global Color Research™, azienda londinese famosa a livello internazio-
nale per l’accuratezza delle sue previ-sioni cromatiche. Al suo interno potrete trovare con 2 anni di antici-po le previsioni sui colori che domineranno il mercato nella stagione trattata.
ContenutiAl suo interno potrete trovare: - Le sezioni “Colour Overview”, “Observation in colour” e “Retrofl ow”
sono caratterizzate da un formato molto più compatto ed effi cace. - La sezione “Panel Member” presenta quali sono i settori industriali
che aiutano a contribuire alla creazione delle palette colore. - Una nuova sezione dedicata al binomio colore e psicologia. - Una sezione che tratta in maniera approfondita texture e superfi ci
dei diversi materiali.È possibile navigare attraverso le palette colore Globale, Europea, Nord Americana e Cinese e confrontarle tra loro in maniera facile e veloce.Per ulteriori informazioni: www.ncscolour.it
MIX TRENDS ISSUE 27- COLOUR TRENDS FOR AUTUMN/WINTER 2014/15Mix Trends Numero 27 - Previsioni cromatiche autunno/inverno 2014/2015
M ix Trends issue 27 is out now, with four new trends for
Autumn Winter 2014/15.
- Blush paints its colours on broad strokes, celebrating the
traditional accoutrements of the makeup table;
- Frame is an ambivalent refl ection to the conformist demands
that are placed upon us; linear and grid like patterns refl ect the
restrictions we live in.
- Axis focuses on patterns within
the natural world; from crystals
in a snowfl ake to the strange
landscapes revealed by an electron
microscope.
- Herald brings a sense of
togetherness through bold
pictograms, rich colours and ornate
decoration, all combine to reinforce
this sense of identity.
All four, very different messages are
expressed through essential colour
palettes, expressing a strong seasonal
message with a strong identity that your
customers will instantly identify with.
Mix Trends is published twice a year;
in July and December This unique
publication offers proven colour
trend information that you can rely on,
saving you valuable time by undertaking extensive market research
to create a dynamic working tool, covering residential, contract and
industrial colour and design concepts.
ContentYou will fi nd in Mix Trends:
- Colour Overview, Observations in colour and the Retrofl ow
sections are now in a much more compact and effective format.
- Panel Member section which better highlights the diverse
industry sectors that help contribute towards developing our
colour palettes.
- A brand new Colour Psychology section.
- Now there is in depth material textures and surfaces sections with
extensive information.
Navigate through and compare the Global, European,
North American and Chinese colour palettes with more ease.
For more information: www.ncscolour.it
COLOUR & MATERIAL TRENDS FOR AUTUMN WINTER 2014|15 CREATIVE INSPIRATION FOR ALL DESIGN SECTORSGLOBAL COLOR RESEARCH™
colourtexture
inspirationresidentialcontract
industrialconcepts

20 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
BRAND-NEW
1
The Softec Team - Highly qualifi ed and motivated: With their team of 22 employees Softec designs specialised software solutions for the surface-fi nishing industry.
Il team Softec, altamente qualifi cato e motivato: con il loro team di 22 dipendenti, Softec progetta soluzioni software specializzate per il settore della fi nitura superfi ciale.
1
SOFTEC – 25 YEARS OF ERP SOLUTIONS FOR THE SURFACE FINISHING SECTORSoftec - 25 anni di soluzioni ERP per il settore fi nitura delle superfi ci
S oftec, the German market leader for enterprise resource
planning solutions in the surface-fi nishing sector, celebrates
its 25th anniversary (Fig. 1). When founded in 1988 Softec was
the fi rst to develop software solutions for the metal coating
industry.
Several milestones in IT
development were to follow.
Today, more than 150 surface-
fi nishing companies plan,
control and improve their
processes with the ERP
solution OMNITEC by Softec.
“It’s the innovative spirit of our
highly-qualifi ed team that wins
the game“, says Softec CEO
Michael Hellmuth.
“Other important factors are
our years of expertise in the
industry and our readiness to
identify latest trends and the
needs of our customers”.
Softec software is therefore
highly adapted to the
specialised needs of the
surface fi nishing industry and
helps coating companies
to cope with tough market
conditions. Andreas Gehling,
general manager of Rotec,
S oftec, leader del mercato tedesco per le soluzioni di pianifi -cazione delle risorse aziendali nel settore della fi nitura delle
superfi ci, festeggia il suo 25° anniversario (fi g. 1). Quando è sta-ta fondata, nel 1988, Softec è stata la prima a sviluppare soluzio-
ni software per l’industria del ri-vestimento del metallo. Diverse tappe fondamentali nello svilup-po IT hanno seguito questo ri-sultato. Oggi, più di 150 aziende di fi nitura delle superfi ci pianifi -cano, controllano e migliorano i propri processi con la soluzione ERP OMNITEC di Softec.“È lo spirito innovativo del no-stro team altamente qualifi ca-to che vince la partita”, dichia-ra Michael Hellmuth, CEO di Softec. “Altri fattori importanti sono i nostri anni di esperien-za nel settore e la disponibili-tà a individuare le nuove ten-denze e le esigenze dei nostri clienti”. Il software Softec è quindi fortemente adattato alle esigenze specifi che dell’indu-stria di fi nitura delle superfi ci e aiuta le aziende di rivestimento a far fronte alle diffi cili condizio-ni di mercato. Andreas Gehling,
2
Softec donation campaign: Michael Hellmuth hands over a symbolic cheque to the star chef and ambassador of ROTE NASEN Sören Anders (center) at Karlsbad-Langensteinbach clinic.
Campagna di donazione Softec: Michael Hellmuth dona un assegno simbolico a Sören Anders (al centro), famoso chef e ambasciatore di ROTE NASEN, alla clinica Karlsbad-Langensteinbach.
2
by Paola Giraldo
Sistema automatico dimiscelazione delle vernici liquide pluri-componenti
con metodo proporzionale
Sistema di verniciatura a polveri senz’aria DDFP o w d e r c o a t i n g s y s t e m A i r l e s s D D F
Partners:
A u t o m a t i c m i x i n g o f m u l t i - c o m p o n e n tl iqu id pa int s wi th a proportionate system
w w w. c m s p r a y. i t
c m s p r a y @ c m s p r a y . i t
CM SPRAY s.r.l.
direttore generale di Rotec, una società tedesca di verniciatu-ra a polveri, scrive nelle sue congratulazioni per l’anniversario: “Noi vediamo Softec come un nostro partner innovativo, che anticipa spesso le nostre aspettative. Avanti così!”.Essendo in una posizione sicura per affrontare il futuro con ot-timismo, Softec continua il proprio impegno sociale con una campagna di donazione. La società di software supporta i clown opsedalieri di “ROTE NASEN - Clowns im Krankenhaus” (“Nasi Rossi – Clown in ospedale”) con l’invio di centinaia di nasi rossi da clown ai propri clienti e donando 5 euro per ogni foto con un naso rosso che ricevono in cambio (fi g. 2).Per dare il via alla campagna dell’anniversario, il 31 gennaio 2013, Michael Hellmuth ha consegnato un assegno di 1.500 euro per i clown ospedalieri. “Siamo orgogliosi di contribuire al-lo sforzo per sostenere i bambini gravemente malati. Facendo sorridere questi bambini, i clown danno loro un sollievo dalla routine giornaliera del ricovero e aiutano i piccoli pazienti a di-menticare il loro dolore e disagio, almeno per un po’”.Per maggiori informazioni: www.softec-ag.de
a German powder coating company, writes in his jubilee
congratulations: “We see Softec as our innovative partner
who often anticipates our expectations. Just carry on!”.
Being in the comfortable position to face the future
optimistically, Softec continues their social commitment
with a donation campaign. The software company
supports the clinic clowns of “ROTE NASEN - Clowns
im Krankenhaus” (“Red Noses – Clowns in Hospital) by
sending hundreds of red clown noses to their customers
and donating 5 euros for every photo with a red nose they
receive in return (Fig. 2).
To kick off the jubilee campaign, on January 31, 2013,
Michael Hellmuth handed over a cheque of 1,500 euros to
the clinic clowns. “We are proud to contribute to the effort
of supporting seriously ill children. By making these children
smile the clinic clowns create a welcome relief from the
daily hospital routine and help the little patients to forget
their pain and hardship at least for a while.”
For further information: www.softec-ag.de

22 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
BRAND-NEW
Q-LAB: A LONG HISTORY IN MATERIAL DURABILITY TESTSQ-Lab: una lunga storia nei test sulla durabilità dei materiali
Q -Lab Corporation è dal 1956 un fornitore globale di prodotti per i test sulla durabilità dei materiali. Progettiamo e realizziamo sub-
strati standard di prova, così come strumenti per test d’invecchiamen-to accelerato agli agenti atmosferici, di stabilità alla luce e di corrosione. Inoltre, presso le strutture Q-Lab Florida, Q-Lab Arizona, e Q-Lab Deutschland sono disponibili servi-zi di prova a contratto che includo-no test accelerati di laboratorio. Test di esposizione all’aperto agli agen-ti atmosferici, resistenza alla luce e corrosione sono disponibili presso Q-Lab Florida e Q-Lab Arizona. I nostri prodotti e servizi sull’invec-chiamento agli agenti atmosferici sono utilizzati da parte di ricercato-ri e tecnici dei materiali in numero-si settori, tra cui: additivi e coloranti, adesivi e sigillanti, automobilistico, materiali da costruzione (come co-perture e rivestimenti), tessuti/tes-sili, settore alimentare, bevande, arti grafi che/inchiostri, vernici e ri-vestimenti, prodotti farmaceutici e
cosmetici, plastica e imballaggio e il settore delle energie rinnovabili (come l’energia solare).
La nostre sedi aziendali, dipartimenti di R&D e impianti di produzione sono
situati a Westlake, un incantevole sobborgo di Cleveland, Ohio USA. Le nostre strutture di vendita e distri-buzione si trovano a Manchester, in Inghilterra, Saarbrucken in Germania e Shanghai in Cina. Il laboratorio di Q-Lab accreditato A2LA e le strut-ture per i test all’aperto sono situa-ti a Homestead, Florida e Buckeye, Arizona. Abbiamo appena aperto un nuovo laboratorio per prove accelera-te a contratto a Saarbrücken, presso la nostra sede in Germania.
Maggiori informazioni su www.q-lab.com
Q-Lab Corporation is a global provider of material
durability testing products since 1956. Q-Lab designs
and manufactures standard test substrates as well as
weathering, light stability, and
corrosion testers. In addition,
contract test services which
include accelerated laboratory
testing are available at Q-Lab
Florida, Q-Lab Arizona,
and Q-Lab Deutschland
Outdoor exposure testing
for weathering, lightfastness
and corrosion are available
at Q-Lab Florida and Q-Lab
Arizona.
Our weathering products
and services are used by
material scientists and
technicians in numerous
industries including: additives
and colorants, adhesive and
sealants, automotive, building
materials (such as roofi ng and
siding), fabrics/textiles, food
and beverages, graphic arts/
inks, paints and coatings, pharmaceuticals and cosmetics,
plastics and packaging, and renewable energy
(such as solar).
Our modern corporate headquarters, R&D, and
manufacturing facilities are located
in Westlake, a beautiful suburb
of Cleveland, Ohio USA. Q-Lab
sales and distribution facilities are
located in Manchester, England,
Saarbrucken, Germany, and
Shanghai, China. Q-Lab’s A2LA
accredited laboratory and outdoor
testing facilities are located in
Homestead, Florida and Buckeye,
Arizona. We’ve also just opened a
new accelerated testing lab at our
Saarbrücken, Germany location.
Further information at www.q-lab.com
R
Mag
M
R&D, and D
© Q-Lab
© Q-Lab

international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 23
by Paola Giraldo
INVER BETWEEN NEW COLLECTIONS OF COLORS, WOOD EFFECTS AND SPECIAL EFFECTS AT SAIE3INVER a SAIE3 tra nuove raccolte di colori, effetti legno ed effetti speciali
T he fi rst edition of SAIE3 - the international exhibition
of windows, doors, shutters and fi nishings for interiors
and exteriors - was held in Bologna (Italy) from February 28 to
March 2, 2013. An area of 35,000 square meters was occupied
by the event, with 276 companies and an innovative formula that
integrated the exhibition offer with shows, special events, meetings
and high-level guests. 35,716 visitors, including designers,
doors and windows manufacturers, blacksmiths, carpenters and
installers attended the trade fair.
Among the exhibitors, INVER also participated introducing -
among many other products - its new collection of specifi c
colors for architecture, called “Color Collection 12”. These new
twenty colors are reproducible in the INVERPUL PE/P /HD series,
homologated Qualicoat Class 2 and GSB Master Quality, to ensure
paint durability three times higher than the standard. Visitors
could also see the new collection of colors, INVER SUBLICOLOR,
which includes more than 40 wood effects and special effects to
be applied by the sublimation of color on aluminum supports, in
addition to many other proposals of colors and effects that the
company makes with powder or liquid paints.
Since the Bologna Exhibition Centre is just a few kilometers away
from the INVER plant in Minerbio, clients, architects, designers and
fabricators had the opportunity to visit the production and powder
coatings research laboratories, accompanied by the managers
of the company to observe how INVER studies and realizes the
industrial paints in one of the most important plants in Europe.
For more information: www.inver.com/en/
D al 28 febbraio al 2 marzo 2013 si è svolta a Bologna la pri-ma edizione di SAIE3, il salone internazionale della fi liera
di produzione del serramento e delle fi niture d’interni ed esterni. Uno spazio di 35.000 mq. è stato occupato dalla manifestazione, con 276 aziende e una formula innovativa che ha integrato la pro-posta espositiva con mostre, iniziative speciali, incontri e ospiti di alto livello. Hanno partecipato 35.716 visitatori, tra progettisti, ser-ramentisti, fabbri, falegnami e installatori.Tra gli espositori ha partecipato anche INVER che, tra i numero-si prodotti, ha presentato la nuova raccolta di colori specifi ci per l’architettura, chiamata “Color Collection 12”. Queste nuove ven-ti tinte sono riproducibili nella serie INVERPUL PE/P/HD omolo-gata Qualicoat Classe 2 e GSB Master Quality, per garantire una durabilità delle vernici di tre volte superiore allo standard. I visita-tori hanno potuto vedere anche la nuova raccolta di colori INVER SUBLICOLOR, che comprende più di 40 effetti legno ed effetti speciali da applicare tramite sublicromia a supporti in alluminio, oltre a tante altre proposte di colori ed effetti che l’azienda realizza con vernici in polvere o vernici liquide.Poiché la Fiera di Bologna è distante pochi chilometri rispetto allo stabilimento INVER di Minerbio, clienti, architetti, designer e ser-ramentisti hanno avuto la possibilità di visitare la produzione e i laboratori di ricerca delle vernici in polvere, accompagnati dai re-sponsabili dell’azienda a osservare come si studiano e realizzano le vernici industriali, in uno dei più importanti stabilimenti a livello europeo.Per maggiori informazioni: www.inver.com/it/

24 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
BRAND-NEW
LUTRO LAUNCHES ITS ENERGY-EFFICIENT PLANTS AT THIS YEAR’S SURFACE TECHNOLOGY AT THE HANNOVER MESSELUTRO lancia i suoi impianti per l’effi cienza energetica al Salone Surface Technology presso l’Hannover Messe
L’ effi cienza energetica è diventata una delle
questioni più importanti per la progettazione o l’aggior-namento degli impianti di verniciatura. È con questa prospettiva che LUTRO pre-senterà i suoi impianti di ver-niciatura, completati dalle at-trezzature di pre-trattamento per i processi a bagno e a secco, cabine di lavaggio e di granigliatura, sistemi di verni-ciatura e di asciugatura, es-siccatori della vernice e i re-lativi impianti di trasporto e movimentazione, al Salone Surface Technology presso la fi era Hannover Messe, 8 - 12 aprile 2013.Oltre alla tendenza verso l’aumento dell’effi cienza nel campo dell’ingegneria di si-
stema, vi è anche un focus sulle soluzioni sostenibili, ecocompatibili e che permettano un risparmio dei costi per il pre-trattamen-to, il lavaggio e i processi di rivestimento e asciugatura. Con gli impianti di trattamen-to delle acque LUTRO-POSEIDON e le robuste cabine di lavaggio della serie RK, LUTRO offre impianti a prezzi accessibili per un processo di pretrattamento e ricir-colo stabili, con costi di gestione minimi.Le soluzioni presentate sono inoltre do-tate di un ulteriore sviluppo nella proget-tazione delle cabine: sono garantite solu-zioni di montaggio fl essibili grazie ai fl ap del carroponte e ai segmenti completa-mente telescopici per processi effi cienti di rivestimento della superfi cie. LUTRO offre altre soluzioni avanzate per il ri-
sparmio energetico nel settore impiantistico, raggruppate sotto il nome di “LUTRO Green Energy Technology” (GET). Questi dispositivi tecnici,
E nergy effi ciency has
become one of the
most important issues when
designing or upgrading
coating plants. It is in this
perspective that LUTRO
will present its coating
plants, complete with pre-
treatment equipment for wet
and dry processes, cleaning
and shot blasting booths,
painting and drying systems,
paint dryers, and the relative
conveyor and handling
systems, at the Surface
Technology fair during the
Hannover Messe, April 8th –
12th, 2013.
Besides the trend towards
increasing effi ciency in the
system engineering fi eld,
there is also a focus on
sustainable, environmentally
friendly and cost saving solutions for
the pre-treatment, cleaning, coating
and drying processes. With the
LUTRO-POSEIDON water treatment
plants and the robust cleaning booths
from the RK Series, LUTRO offers
affordable plants for a stable and
recirculated pre-treatment process with
minimal operating costs.
The solutions presented are also
equipped with a further development
in the booths design: Flexible mounting
solutions are ensured by crane fl aps
and fully telescopable segments for
effi cient surface coating processes.
LUTRO offers other advanced solutions
for energy conservation in the plant
engineering fi eld, which are summarised
under the name “LUTRO Green Energy Technology” (GET).
These technical devices, such as atmospheric gas burners and heat
sssut
1
New shot blasting and powder coating centre consists of a shot blasting booth (centre), a powder coating booth (right) and a powder dryer (left).
Il nuovo centro di granigliatura e rivestimento a polveri è costituito da una cabina di granigliatura (al centro), una cabina di verniciatura a polveri (a destra) e un essiccatore (a sinistra).
2
New paint shop with a combined cleaning and drying booth (right), a combined coating and drying booth (centre) followed by a fl ash-off area, and a dryer (left). In the foreground, the overhead monorail conveyor with a maximum load of 200 kg/m.
Il nuovo impianto di verniciatura con una cabina di lavaggio e asciugatura combinata (a destra), una cabina di rivestimento ed asciugatura combinata (al centro) seguita da un’area di fl ash-off e un essiccatore (a sinistra). In primo piano, il trasportatore monorotaia sopraelevato con un carico massimo di 200 kg/m.
1
2
© Lutro
© Lutro

by Paola Giraldo
come i bruciatori atmosferi-ci a gas e i sistemi di recupe-ro del calore, i trasformatori a frequenza variabile e la venti-lazione localizzata della cabina, sono soluzioni intelligenti e so-stenibili che contribuiscono a un uso effi ciente dell’energia.In breve, grazie ai tempi di pro-cesso ottimizzati, i costi operativi
sono ridotti signifi cativamen-te e la qualità superfi ciale dei pezzi è migliorata.Nel padiglione 3, stand C21, LUTRO presenterà una serie di soluzioni fl essibili - comple-te e su misura per il cliente nel campo delle tecnologie di su-perfi cie - che rappresentano l’incontro tra lo stato dell’arte e i bisogni futuri in termini di effi cienza energetica e com-patibilità ambientale.www.lutro.de
recovery systems, variable
frequency transformers and
localised booth ventilation, are
smart and sustainable system
solutions that contribute to
the effi cient use of energy. In
brief, thanks to the optimised
process times, the operating
costs are signifi cantly
reduced and the surface
quality of components is
improved.
In the Hall 3, Stand C21,
LUTRO will present a range
of fl exible, but complete and
customer-tailored system
solutions in the surface
technology fi eld, which
mark the current state of
the art while meeting the
future requirements in terms
of energy effi ciency and
environmental compatibility.
www.lutro.de
ccrofrlasostusIn ce
4
The fully telescopable segments of the cleaning booth allow effi cient cleaning and drying processes on large machine parts.
I segmenti completamente telescopici della cabina di lavaggio consentono processi effi cienti di pulizia e asciugatura su pezzi molto grandi.
5
To use the indoor crane with the new paint booths, a special, a fl exible booth ceiling opening has been designed. It enables the handling of large and heavy components in the new paint shop.
Per utilizzare il carroponte interno con le nuove cabine di verniciatura, è stata progettata una nuova apertura fl essibile del tetto, che permette la gestione di pezzi pesanti di grandi dimensioni nel nuovo impianto di verniciatura.
3
Particularly cost effi cient waste water treatment with the LUTRO-POSEIDON system. The water consumption is reduced to a minimum by ultrafi ltration. This fully automatic waste water treatment system features a space-saving arrangement of components and an economical and effi cient operating principle.
Il sistema LUTRO-POSEIDON permette un trattamento delle acque particolarmente conveniente. Il consumo di acqua è ridotto al minimo attraverso l’ultrafi ltrazione. Questo impianto di trattamento delle acque completamente automatico è caratterizzato da un sistema di disposizione dei pezzi salva-spazio e da un principio di funzionamento economico ed effi ciente.
3
4 5
CATENE PER CONVOGLIATORI
CUSCINETTI
CATENE SPECIALI
CATENE AEREE
CATENE INOX
Via G. Parini, 17CESANA BRIANZA (LC)
tel. +39 031 655727 fax +39 031 657027
[email protected] www.orbita.it
© Lutro
© Lutro © Lutro

26 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
BRAND-NEW
CLADDING: THE ECO-FRIENDLY COATING RECOVERY SYSTEM LAUNCHED BY LECHLERCladding: la soluzione a basso impatto ambientale per i ripristini arriva da Lechler!
L echler has always offered coating solutions dedicated to the
recovery of industrial buildings’ coatings made with pre-painted
metal panels, commonly defi ned as “cladding”. With the entry into
force of the Additional Decree of 2010 with respect to the 2004/42/
EC Directive concerning the regulation of VOC emissions and the
impact of products also used to maintain the cladded buildings,
the R&D laboratories of Lechler have
focused on the development of water-
based products meeting the new
regulatory requirements.
Lechler is now able to offer a complete
coating system composed of an anti-
corrosion primer and two fi nishes – gloss
and matt – derived from the polyvalent tinting
system Lechsys Hydro. They are the rapid-
drying one-component acrylic top coats
HYDROCRYL 1K YD157 and YD158 and the
anti-corrosion product 1K HYDROPRIMER
YD101, available in a variety of colours, too.
The successful characteristics of the two
enamels are easiness of application and
good look, excellent mechanical properties
and fast drying quality; the primer, on the
other hand, has excellent adhesion properties
on the already existing coatings and good
direct adhesion on steel and cast iron.
Hydrocryl 1K has been developed to provide
the operators of the cladding fi eld with a
specifi c, low environmental impact solution for the restoration of buildings
subjected to cladding applied by airmix or airless spray. The advantage
for the companies from this sector is the opportunity to be supplied just-
in-time by any Lechler’s offi cial distributor who has the Lechsys Hydro
tinting system, with a rich colorimetry of colours specifi c for this sector.
Ad hoc colours can be realised, too, by tailoring them to the needs of the
customers who specifi c requests.
Hydrocryl 1K (in both the glossy and the matte versions) has been
extensively tested not only in the R&D laboratories of Como, Italy,
but also through some market tests carried out on the British
territory, where the cladding technology for industrial buildings is
widespread. The tests were conducted by professional applicators
specialising in this fi eld, with excellent results in terms of application
performance and system reliability.
For further information: www.lechler.eu
L echler da sempre offre soluzioni di verniciatura specifi che per il ri-pristino dei rivestimenti di edifi ci industriali realizzati con pannella-
ture metalliche pre-verniciate, comunemente defi nito dal mondo anglo-sassone Cladding. Con l’entrata in vigore del decreto aggiuntivo del 2010 della Direttiva legislativa 2004/42/CE inerente la regolamentazione delle emissioni di VOC e l’impatto dei singoli prodotti impiegabili per la ma-
nutenzione degli edifi ci Cladding, i laboratori R&S di Lechler hanno posto la loro attenzio-ne sullo sviluppo di prodotti a base acqua, che rispondessero con successo a queste esigenze normative.La proposta di Lechler si basa su un ciclo di verniciatura completo composto da un fon-do anticorrosivo e da due fi niture in versio-ne lucida e opaca tutte derivate dal sistema polivalente tintometrico Lechsys Hydro: si tratta di HYDROCRYL 1K YD157 e YD158, lo smalto acrilico monocomponente a ra-pida essiccazione e dell’anticorrosiva 1K HYDROPRIMER YD101, anch’essa dispo-nibile in svariate colorazioni. Le caratteristi-che premianti dei due smalti sono la facile applicabilità con un buon aspetto estetico, le eccellenti caratteristiche meccaniche e la rapida essiccazione; il primer dispone di una eccellente aderenza sulle preesistenti verni-ciature, con aggrappaggio diretto su acciaio e ghisa.
Hydrocryl 1K è stato sviluppato per offrire ai professionisti del settore Cladding una soluzione specifi ca a basso impatto ambientale per il ri-pristino degli edifi ci realizzati in Cladding in applicazione airmix o airless. Il vantaggio per le imprese del settore è l’opportunità di disporre just in ti-me, presso tutti i distributori uffi ciali Lechler che posseggono il sistema tit-ntometrico Lechsys Hydro, di una ricca colorimetria di tinte specifi che per il settore. Sono inoltre realizzabili tinte ad Hoc customizzate a seconda delle necessità dei clienti che ne fanno specifi ca richiesta.Hydrocryl 1K nelle versioni lucida e opaca è stato lungamente testato non solo presso i laboratori R&S di Como ma anche attraverso Market Test eseguiti sul territorio inglese, dove la costruzione di capannoni indu-striali con pannellature cladding è molto diffusa. I test sono stati condotti da applicatori professionali specializzati in questo settore con riscontri in termini di applicazione e affi dabilità del ciclo altamente performanti.Per ulteriori informazioni www.lechler.eu

Italianexperienceworldwidewarranty.
solutionsfor any metal surface
modular and customizedsystems
productivity for each size and quantity
advancedresearch and development
We believe in continuous improvement. Our customers believe in us.
systems to ensure the highest quality thanks to our know-how and expertise.
Energy savingNew generation technologies for ensuring the lowest environmental impact.
Fast assemblyProcess standardization for customized painting lines assures fast delivery and assembly.
Local staffSpecialized technicians are constantly trained by us for a prompt assistance in your country.
EUROIMPIANTI SRLVia Cavour 44, 37067 Valeggio sul Mincio - Verona (IT) Tel. +39 045 7950777Fax +39 045 7950026 - [email protected] - www.euroimpianti.com EUROIMPIANTI DO BRASIL - Ind. de máquinas para pintura LTDARodovia SC 444, km 18 Pedreiras Içara - SC - Brasil Fone +55 48 3443 2725Fax +55 48 3443 2725 - [email protected] - www.euroimpianti.com.br

28 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
CHROME(VI)-FREE SOLUTION FOR THE PRETREATMENT OF ALUMINIUM FOR ARCHITECTURAL APPLICATIONS AND THE CONSTRUCTION INDUSTRYSoluzioni prive di cromo(VI) per il pretrattamento dell’alluminio per applicazioni in architettura e nell’industria delle costruzioni
H exavalent chromium has been the technology of choice for the corrosion protection of
aluminium substrates for many years. According to ECHA, many people expect to have abandoned the use of chrome(VI) processes by 2018 when the new regulations will become valid. There is no need to be concerned to move away from chrome(VI) technologies as there are many proven alternatives available. The Frankfurt-based Chemetall GmbH is one of the leading suppliers of surface treatment technologies and off ers a variety of highly effi cient and Qualicoat-approved technologies.In recent years, almost 60 million metric tons of aluminium have been produced annually worldwide. The main users are the construction industry (Ref. Opening Photo) and the automotive market, as well as the machinery and plant engineering sectors. Due to its chemical properties, aluminium substrates, like many other metals, need an optimal protection to be safeguarded from environmental factors. For many decades, hexavalent chrome-based
P er molti anni il cromo esavalente è stato la tecnologia di punta per la protezione dalla corrosione dei sub-
strati di alluminio. Secondo l’ECHA (European Chemicals Agency), ci si attende che molti utilizzatori abbandoni-no l’impiego di processi a base di cromo(VI) entro il 2018 quando le nuove norme entreranno in vigore. Non c’è al-cuna ragione di preoccuparsi per l’abbandono delle tec-nologie a base di cromo(VI) dal momento che sono dispo-nibili molte alternative collaudate. Chemetall GmbH, con sede a Francoforte (Germania), è uno dei fornitori leader di tecnologie di trattamento superfi ciale e off re una varie-tà di tecnologie molto effi caci e approvate Qualicoat.Negli ultimi anni, nel mondo sono state prodotte circa 60 milioni di tonnellate metriche di alluminio all’anno. Gli utilizzatori principali sono l’industria delle costruzio-ni e il mercato dell’auto (Rif. Foto d’apertura), ma anche i settori della meccanica e dell’engineering impiantistico. Grazie alle sue proprietà chimiche, il substrato di allumi-nio, come molti altri metalli, necessita di una protezio-ne ottimale per salvaguardarlo dagli agenti ambientali. Per molti decenni, i processi a base di cromo esavalen-
Cristiano LauritaChemetall Italia S.r.l.,Birone di Giussano (MB), Italy [email protected]
HIGHLIGHT OF THE MONTH
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 29
processes have been the standard for aluminium pretreatment. However, more recently, chrome(VI)-based pretreatment processes have been increasingly dropped from many markets due to legal regulations, changed market demands and mounting awareness of rising costs related to health, safety and environmental protection.
“Sunset date” indicates the end of chrome(VI) usageChromium, as a hazardous substance, is on the ECHA candidate list and chrome(VI) processes are scheduled to come under very stringent regulation probably in August 2018. With that “sunset date” approaching many companies are now searching for viable alternatives, in order to prepare changes well ahead of the due date. First information with regards to chrome(VI) have been already published some time ago, as in 2000 the use of chrome(VI) in vehicles was prohibited by the EU End-of-Life Vehicle (ELV) Directive and the Waste Electrical and Electronic Equipment (WEEE) Directive prohibited its use in electrical goods as of 2006.
Qualicoat-approved alternativesThere should be no cause for concern as for some years now chrome(VI)-free technologies have successfully been introduced as a reliable alternative metal pretreatment. As a leading global supplier of surface treatment technologies, Chemetall off ers chrome(VI)-free Qualicoat-approved processes, such as the new chrome(III)-based Gardobond C 4749 or the complete chromium-free Gardobond X 4707 and Oxsilan AL 0510 technologies.Chemetall’s chrome(VI)-free alternatives are comparable to hexavalent processes in terms of quality performance. Taking a look at the cost-side, these processes are comparable or, considering all process cost elements, even less expensive. The adaption of the production cycle can be done easily and takes place without any major modifi cations. The processes are stable to run, and the combination with Chemetall’s vast experience and knowledge in the application of this technology gained over the past 15 years, is an excellent resource to step into a new area of aluminium pretreatment. Furthermore, quite often the technology switch leads to process simplifi cation and additional process cost savings (Table 1).
te hanno rappresentato lo standard nel pretrattamento dell’alluminio. Tuttavia, in tempi recenti, i processi di pre-trattamento a base di cromo(VI) sono stati abbandonati da un numero sempre maggiore di mercati a causa delle nor-mative legali, del cambiamento della domanda di mercato e dalla crescente consapevolezza di un aumento dei costi relativi alla protezione di salute, sicurezza e ambiente.
Una “data provvisoria” indica la fi ne dell’utilizzo del cromo(VI)Il cromo, come sostanza pericolosa, è uno dei candidati sulla lista della ECHA e i processi a base di cromo(VI) sa-ranno severamente normati probabilmente entro l’ago-sto del 2018. Con l’avvicinarsi di questa “data provviso-ria” molte aziende stanno attualmente cercando delle alternative fattibili, al fi ne di prepararsi bene al cambia-mento, in anticipo sulla data prevista. Le prime informa-zioni sul cromo(VI) furono già pubblicate alcuni anni fa; già nel 2000 l’uso del cromo(VI) nei veicoli era stato proi-bito dalla Direttiva ELV (End-of-Life Vehicle) dell’Unione Europea e la Direttiva WEEE (Waste Electrical and Electronic Equipment) ne proibisce l’impiego nei mate-riali elettrici a partire dal 2006.
Le alternative approvate QualicoatTuttavia, non dovrebbe esserci alcuna preoccupa-zione, dal momento che da alcuni anni sono sta-te introdotte tecnologie alternative affi dabili pri-ve di cromo(VI) per il pretrattamento dei metalli. Come fornitore leader globale di tecnologie di tratta-mento superfi ciale, Chemetall off re processi privi di cromo(VI) approvati Qualicoat, ad esempio il nuovo Gardobond C 4749 a base di cromo(III) o le tecnologie Gardobond X 4707 e Oxsilan AL 0510 completamente prive di cromo.Le alternative Chemetall prive di cromo(VI) sono pa-ragonabili in termini di qualità ai processi esavalen-ti. Dal punto di vista dei costi, questi processi sono comparabili o, considerando tutti gli elementi di co-sto di processo, anche meno costosi. Adattare il ciclo produttivo può essere facile e non prevedere modifi -che importanti. I processi sono stabili e la vasta cono-scenza che Chemetall ha acquisito negli ultimi 15 anni nell’applicazione di questa tecnologia, è una risor-sa eccellente per entrare in una nuova area del pre-trattamento dell’alluminio. Oltretutto, molto spesso il cambiamento tecnologico conduce a una semplifi -cazione dei processi e a una riduzione dei loro costi (Tabella 1).
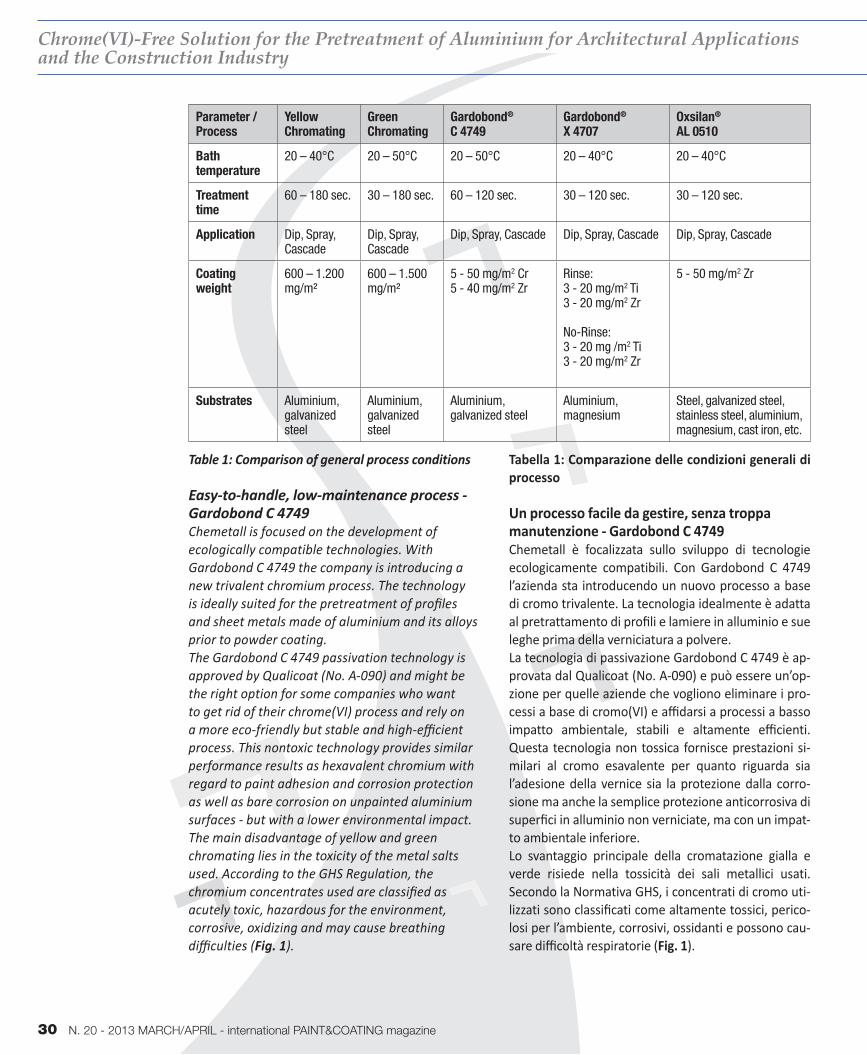
30 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Chrome(VI)-Free Solution for the Pretreatment of Aluminium for Architectural Applications and the Construction Industry
Parameter / Process
Yellow Chromating
Green Chromating
Gardobond® C 4749
Gardobond® X 4707
Oxsilan® AL 0510
Bath temperature
20 – 40°C 20 – 50°C 20 – 50°C 20 – 40°C 20 – 40°C
Treatment time
60 – 180 sec. 30 – 180 sec. 60 – 120 sec. 30 – 120 sec. 30 – 120 sec.
Application Dip, Spray, Cascade
Dip, Spray, Cascade
Dip, Spray, Cascade Dip, Spray, Cascade Dip, Spray, Cascade
Coating weight
600 – 1.200 mg/m²
600 – 1.500 mg/m²
5 - 50 mg/m2 Cr5 - 40 mg/m2 Zr
Rinse:3 - 20 mg/m2 Ti 3 - 20 mg/m2 Zr
No-Rinse:3 - 20 mg /m2 Ti 3 - 20 mg/m2 Zr
5 - 50 mg/m2 Zr
Substrates Aluminium, galvanized steel
Aluminium, galvanized steel
Aluminium, galvanized steel
Aluminium, magnesium
Steel, galvanized steel, stainless steel, aluminium, magnesium, cast iron, etc.
Table 1: Comparison of general process conditions
Easy-to-handle, low-maintenance process - Gardobond C 4749 Chemetall is focused on the development of ecologically compatible technologies. With Gardobond C 4749 the company is introducing a new trivalent chromium process. The technology is ideally suited for the pretreatment of profi les and sheet metals made of aluminium and its alloys prior to powder coating.The Gardobond C 4749 passivation technology is approved by Qualicoat (No. A-090) and might be the right option for some companies who want to get rid of their chrome(VI) process and rely on a more eco-friendly but stable and high-effi cient process. This nontoxic technology provides similar performance results as hexavalent chromium with regard to paint adhesion and corrosion protection as well as bare corrosion on unpainted aluminium surfaces - but with a lower environmental impact.The main disadvantage of yellow and green chromating lies in the toxicity of the metal salts used. According to the GHS Regulation, the chromium concentrates used are classifi ed as acutely toxic, hazardous for the environment, corrosive, oxidizing and may cause breathing diffi culties (Fig. 1).
Tabella 1: Comparazione delle condizioni generali di processo
Un processo facile da gestire, senza troppa manutenzione - Gardobond C 4749Chemetall è focalizzata sullo sviluppo di tecnologie ecologicamente compatibili. Con Gardobond C 4749 l’azienda sta introducendo un nuovo processo a base di cromo trivalente. La tecnologia idealmente è adatta al pretrattamento di profi li e lamiere in alluminio e sue leghe prima della verniciatura a polvere.La tecnologia di passivazione Gardobond C 4749 è ap-provata dal Qualicoat (No. A-090) e può essere un’op-zione per quelle aziende che vogliono eliminare i pro-cessi a base di cromo(VI) e affi darsi a processi a basso impatto ambientale, stabili e altamente effi cienti. Questa tecnologia non tossica fornisce prestazioni si-milari al cromo esavalente per quanto riguarda sia l’adesione della vernice sia la protezione dalla corro-sione ma anche la semplice protezione anticorrosiva di superfi ci in alluminio non verniciate, ma con un impat-to ambientale inferiore.Lo svantaggio principale della cromatazione gialla e verde risiede nella tossicità dei sali metallici usati. Secondo la Normativa GHS, i concentrati di cromo uti-lizzati sono classifi cati come altamente tossici, perico-losi per l’ambiente, corrosivi, ossidanti e possono cau-sare diffi coltà respiratorie (Fig. 1).
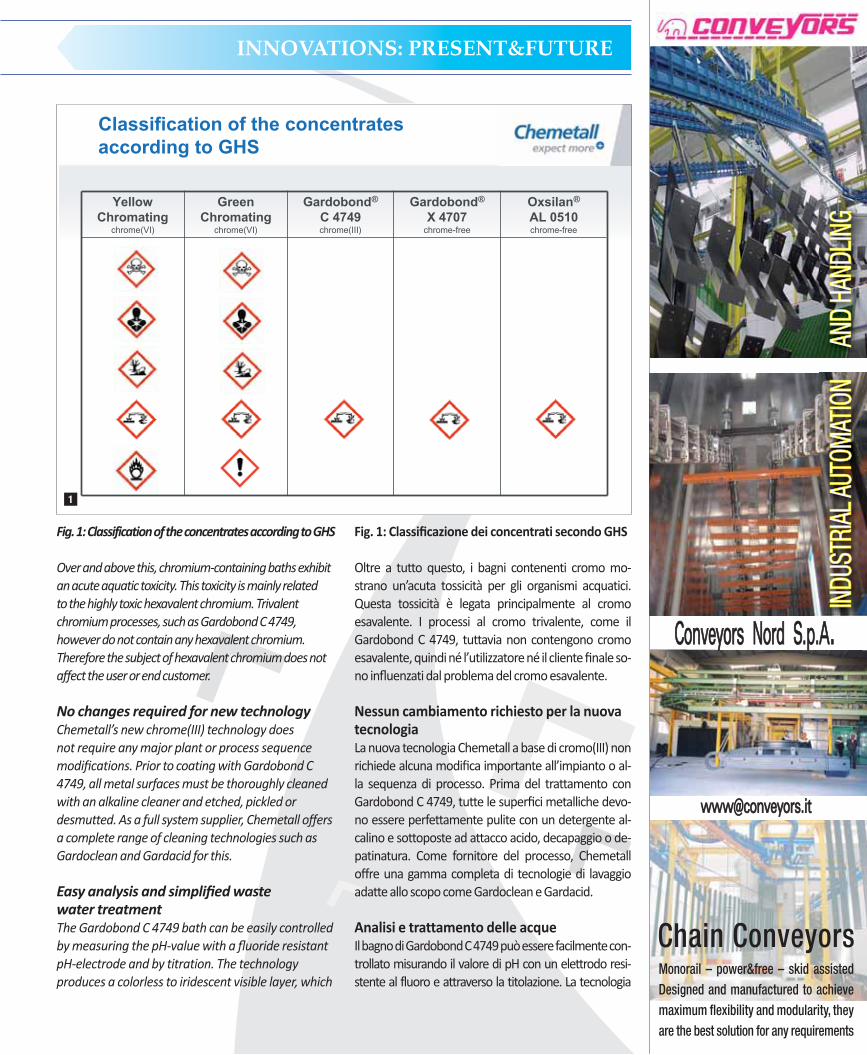
INNOVATIONS: PRESENT&FUTURE
Fig. 1: Classification of the concentrates according to GHS
Over and above this, chromium-containing baths exhibit an acute aquatic toxicity. This toxicity is mainly related to the highly toxic hexavalent chromium. Trivalent chromium processes, such as Gardobond C 4749, however do not contain any hexavalent chromium. Therefore the subject of hexavalent chromium does not aff ect the user or end customer.
No changes required for new technologyChemetall’s new chrome(III) technology does not require any major plant or process sequence modifi cations. Prior to coating with Gardobond C 4749, all metal surfaces must be thoroughly cleaned with an alkaline cleaner and etched, pickled or desmutted. As a full system supplier, Chemetall off ers a complete range of cleaning technologies such as Gardoclean and Gardacid for this.
Easy analysis and simplifi ed wastewater treatment The Gardobond C 4749 bath can be easily controlled by measuring the pH-value with a fl uoride resistant pH-electrode and by titration. The technology produces a colorless to iridescent visible layer, which
Fig. 1: Classifi cazione dei concentrati secondo GHS
Oltre a tutto questo, i bagni contenenti cromo mo-strano un’acuta tossicità per gli organismi acquatici. Questa tossicità è legata principalmente al cromo esavalente. I processi al cromo trivalente, come il Gardobond C 4749, tuttavia non contengono cromo esavalente, quindi né l’utilizzatore né il cliente fi nale so-no infl uenzati dal problema del cromo esavalente.
Nessun cambiamento richiesto per la nuova tecnologiaLa nuova tecnologia Chemetall a base di cromo(III) non richiede alcuna modifi ca importante all’impianto o al-la sequenza di processo. Prima del trattamento con Gardobond C 4749, tutte le superfi ci metalliche devo-no essere perfettamente pulite con un detergente al-calino e sottoposte ad attacco acido, decapaggio o de-patinatura. Come fornitore del processo, Chemetall off re una gamma completa di tecnologie di lavaggio adatte allo scopo come Gardoclean e Gardacid.
Analisi e trattamento delle acqueIl bagno di Gardobond C 4749 può essere facilmente con-trollato misurando il valore di pH con un elettrodo resi-stente al fluoro e attraverso la titolazione. La tecnologia
Classification of the concentrates
according to GHS
Yellow
Chromatingchrome(VI)
Green
Chromatingchrome(VI)
Gardobond®
C 4749chrome(III)
Gardobond®
X 4707chrome-free
Oxsilan®
AL 0510chrome-free
1
INDU
STRI
AL AU
TOM
ATIO
N
AND
HAND
LING
INDU
STRI
AL AU
TOM
ATIO
N
AND
HAND
LING
Chain ConveyorsMonorail – power&free – skid assistedDesigned and manufactured to achieve maximum flexibility and modularity, they are the best solution for any requirements
32 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Chrome(VI)-Free Solution for the Pretreatment of Aluminium for Architectural Applications and the Construction Industry
means that a simple visual check can be carried out. Additionally, the pretreatment layer can also be quickly measured using an X-ray fl uorescence (XRF) gun.Gardobond C 4749 allows for a more simplifi ed wastewater treatment compared to hexavalent chromium as the reduction of chrome(VI) to chrome(III) is obsolete. The new technology is also free of cobalt, nickel, organic complexing agents, nitrite and phosphates and meets the requirements of the RoHS Directive (2002/95/EC) and the WEEE Directive (2002/96/EC).
Chrome-free for the betterBesides its new trivalent chromium technology, Chemetall is focused on introducing completely chrome-free technologies to the aluminium construction industry. With Gardobond X 4707 and Oxsilan AL 0510 the company off ers established processes that have been in use around the world at customer plants for many years. Gardobond X 4707 is based on zirconium and titanium as coating components and shows excellent results in all common tests (AASS, CASS or Filiform). Even under the harshest outdoor conditions, such as the ten years GSB “Natural Weathering Test” (Hoek van Holland, a coastal area in the Netherlands), the test panels prepared with Gardobond X 4707 could rival chromated equivalents. A totally new approach was made with Chemetall’s Oxsilan technology, which is suitable for use in multi-metal applications. In addition to zirconium, silanes form the basis of this eco-friendly process replacing chromating and zinc-phosphating processes. Oxsilan as well as Gardobond X 4707 hold Qualicoat and GSB approval.
Sustainable successEconomic viability, process stability, good quality, long lifetime and a reliable supply chain are vital criteria in a highly competitive marketplace. As a leading global supplier of surface treatment technologies, Chemetall off ers a comprehensive portfolio of state-of-the-art processes including pretreatment and anodizing technologies as well as service products such as wastewater treatment. The focus of the company’s product development is always put on sustainable technologies as the way forward. Over the years, the eco-friendly processes have been continually improved and represent nowadays a viable alternative to the chrome(VI) technologies. Gardobond C 4749, Gardobond X 4707 and Oxsilan AL 0510 all off er excellent corrosion protection and paint adhesion and are increasingly used in the aluminium fi nishing industry today.
produce uno strato visibile iridescente, il che significa che si può eseguire un semplice controllo visivo. Inoltre, lo strato di pretrattamento può essere misurato velocemente con una pi-stola a fluorescenza a raggi X (XRF).Gardobond C 4749 consente un trattamento delle acque più semplice rispetto al cromo esavalente dal momen-to che la riduzione dal cromo(VI) al cromo(III) è superfl ua. La nuova tecnologia è anche priva di cobalto, nickel, agenti organici complessi, nitriti e fosfati e soddisfa i requisiti delle Direttive RoHS (2002/95/EC) e WEEE (2002/96/EC).
Esente cromo è meglioOltre alla nuova tecnologia a base di cromo trivalente, Chemetall si focalizza sull’introduzione completa di tecno-logie esenti cromo per l’industria delle costruzioni in allu-minio. Con Gardobond X 4707 e Oxsilan AL 0510 l’azienda off re processi consolidati in uso in tutto il mondo da mol-ti anni presso diversi clienti. Gardobond X 4707 si basa sul-lo zirconio e sul titanio come componenti del rivestimento e mostra risultati eccellenti in tutti i test più comuni (AASS, CASS o Filiform test). Anche nelle condizioni più severe in esterno, come la prova di invecchiamento di dieci anni GSB “Natural Weathering Test” (Hoek van Holland, un’area co-stiera in Olanda), i lamierini preparati con Gardobond X 4707 possono competere con gli equivalenti cromatati. Un approccio totalmente nuovo è quello della tecnologia Chemetall Oxsilan, adatta all’utilizzo in applicazioni multi-metal. Oltre allo zirconio, sono i silani la base di questi pro-cessi a basso impatto ambientale che sostituiscono i proces-si di cromatazione e fosfatazione allo zinco. Sia Oxsilan che Gardobond X 4707 detengono le approvazioni Qualicoat e GSB.
Un successo sostenibileFattibilità economica, stabilità di processo, buona qualità, lun-ga durata di vita e una filiera affidabile sono criteri vitali per es-sere altamente competitivi sul mercato. Come fornitore leader globale di tecnologie di trattamento superficiale, Chemetall of-fre un portfolio completo di processi all’avanguardia che inclu-dono tecnologie di pretrattamento e anodizzazione ma anche prodotti di servizio come il trattamento delle acque. L’obiettivo dello sviluppo dei prodotti dell’azienda è sempre quello di con-siderare le tecnologie sostenibili come la strada da percorrere. Nel corso degli anni i processi eco-compatibili sono stati conti-nuamente migliorati e rappresentano oggigiorno un’alternativa fattibile alle tecnologie a base di cromo(VI). Gardobond C 4749, Gardobond X 4707 e Oxsilan AL 0510 offrono tutti un’eccellen-te protezione dalla corrosione e adesione della vernice e sono utilizzati in modo crescente nell’odierna industria della finitura dell’alluminio.

INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 33
Cristiano Laurita (Fig. 2), Sales Manager of Chemetall Italy, answered to a few questions concerning the introduction of the chrome(III) technology for aluminium pretreatment.
Q: Why is Chemetall now introducing a chrome(III) technology?Laurita: For us as a leading global supplier it is important to develop sustainable surface treatment technologies. We have excellent and proven eco-friendly processes in our portfolio and our overall goal is the implementation of chrome-free technologies. In some countries however, we realize there is a certain reluctance to change to completely chromium-free technologies. Therefore we have introduced the new trivalent Gardobond C 4749 to respond to customer and market needs.
Q: Besides meeting legal requirements, where do you see the big benefi t for customers to change to eco-friendly technologies?Laurita: The hazardousness of hexavalent chromium has a strong impact on the economic viability of the process. Neutralizing, precipitating, separating and disposing of the chromium(VI)-contaminated water accounts for a major part of the overall process costs. Additionally high costs for regular analyses and controls by the environmental protection authorities are strongly aff ecting overall process costs. Product storage and health protection are additional matters which have to be addressed, with operators needing to take extensive precautions when handling the material. With chromium(VI)-free technologies these measures are redundant. Having considered all the
Cristiano Laurita (Fig. 2), Direttore Ven-dite di Chemetall Italia, ha risposto ad al-cune domande riguardanti l’introduzione della tecnologia a base di cromo(III) per il pretrattamento dell’alluminio.
Q: Perchè Chemetall sta introducendo adesso la tecnologia con cromo(III)?Laurita: Per noi, in qualità di fornitori leader globali, è importante sviluppare tecnologie di trattamento superfi ciale che siano soste-nibili. Il nostro portfolio comprende processi eco-compatibili collaudati e il nostro obietti-
vo globale è quello di implementare tecnologie esenti cro-mo. Tuttavia abbiamo realizzato che in alcuni paesi esiste una certa riluttanza a cambiare completamente adottando tecnologie esenti cromo. Per questo abbiamo introdotto il nuovo Gardobond C 4749 trivalente, per rispondere alle esi-genze dei clienti e del mercato.
Q: Oltre a soddisfare i requisiti legali, dove vedete i vantaggi maggiori per il cliente nel passaggio alle tecnologie eco-compatibili?Laurita: La pericolosità del cromo esavalente ha un im-patto molto forte sull’economia di processo. Neutra-lizzazione, precipitazione, separazione e smaltimento delle acque contaminate da cromo(VI) costituiscono una grossa porzione dei costi globali di processo. In aggiunta, i costi elevati per le analisi costanti e i con-trolli da parte delle autorità di protezione ambientale hanno una ricaduta pesante sull’economia di proces-so. Lo stoccaggio del prodotto e la protezione della salute sono altri aspetti da considerare: gli operato-ri devono prendere importanti precauzioni durante la manipolazione del materiale. Con le tecnologie esenti da cromo(VI) queste misure sono superfl ue.
2
34 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Chrome(VI)-Free Solution for the Pretreatment of Aluminium for Architectural Applications and the Construction Industry
facts and Chemetall’s positive experiences, I can only encourage companies to seriously consider eco-friendly alternatives.
Q: Is it diffi cult to implement a chrome(VI)-free technologies? Laurita: There is little diff erence between the chromium-containing and chromium-free technologies with regards to the process sequence. The substrates must be pre-cleaned and rinsed before the conversion coating can be applied. Major plant modifi cations are not needed.
Q: One argument frequently used against chromium-free processes is the alleged extra work for chemical analyses and greater expenditure for laboratory equipment. Is that true?Laurita: When looking at the time required for chemical analyses, it is almost identical for all processes. The same applies for the interval between the measurements. Gardobond C 4749 can be controlled by titration and measuring the pH-value, our chrome-free technologies Gardobond X 4707 and Oxsilan AL 0510 can also be controlled by titration or photometry and with the pH and conductivity values also being measured. A fl uoride measurement is only required in exceptional cases.
Q: How can you control a non-visual pretreatment layer? Laurita: You can use a quantitative or qualitative method. In the case of chromium(VI)-free processes, the coating applied is in most cases determined photometrically. Another reliable method is the XRF analyzer. Having a range of chrome-free technologies in our portfolio we can advice our customers on additional and easy methods of control.
Q: What is Chemetall doing diff erent than the competition?Laurita: At Chemetall we understand that true success lies in a close and partnership-based cooperation with our customers. Thus we strive to have a good understanding of our customers’ needs and processes. We support our customers in the continuous search for process cost reductions in their entire value chain of application of pretreatment technologies. This approach, combined with our unique technology portfolio, comprehensive technical support and broad expertise in diversifi ed markets, puts ourselves in an optimal position to off er customized system solutions - worldwide.
Considerando tutti questi aspetti e le esperienze positive di Chemetall, mi sento di incoraggiare le aziende a pren-dere in seria considerazione le alternative eco-compatibili.
Q: È diffi cile implementare le tecnologie esenti da cromo(VI)?Laurita: C’è una sottile diff erenza tra le tecnologie con-tenenti cromo e quelle esenti cromo considerando la sequenza di processo. I substrati devono essere lava-ti e risciacquati prima che il rivestimento di conversio-ne possa essere applicato. Non sono necessarie grosse modifi che agli impianti.
Q: Un argomento usato di frequente contro i processi esenti cromo è il presunto carico di lavoro extra per le analisi chimiche e i maggiori investimenti per le at-trezzature di laboratorio. È vero?Laurita: Quando si guarda al tempo impiegato per ana-lisi chimiche, è praticamente identico a tutti i processi. Lo stesso si può dire per l’intervallo tra le misurazioni. Gardobond C 4749 può essere controllato con la titolazio-ne e misurando il valore di pH, le nostre tecnologie esen-ti cromo Gardobond X 4707 e Oxsilan AL 0510 possono anch’esse essere controllate con la titolazione o la fotome-tria e con la rilevazione dei valori di pH e di conduttività. La misurazione del fl uoro è richiesta solo in casi eccezionali.
Q: Come si può controllare uno strato di pretratta-mento non visibile?Laurita: Si può usare un metodo quantitativo o qualitativo. Nel caso dei processi esenti cromo(VI), il rivestimento ap-plicato è nella maggior parte dei casi misurato fotometri-camente. Un altro metodo affi dabile è l’analizzatore XRF. Avendo una gamma di tecnologie esenti cromo nel nostro portfolio, possiamo consigliare i nostri clienti in merito ai metodi di controllo più convenienti.
Q: Come si diff erenzia Chemetall dalla concorrenza?Laurita: In Chemetall comprendiamo che il vero succes-so risiede in una stretta collaborazione di partnership con i nostri clienti. Per questo ci sforziamo di compren-dere appieno le esigenze e i processi dei nostri clien-ti. Li supportiamo nella continua ricerca di riduzione di costi di processo lungo l’intera catena dell’applicazio-ne di tecnologie di pretrattamento. Questo approccio, combinato con un portfolio tecnologico unico, un sup-porto tecnico globale e una vasta competenza in mer-cati diversifi cati, ci pone nella posizione ottimale per off rire soluzioni su misura in tutto il mondo.
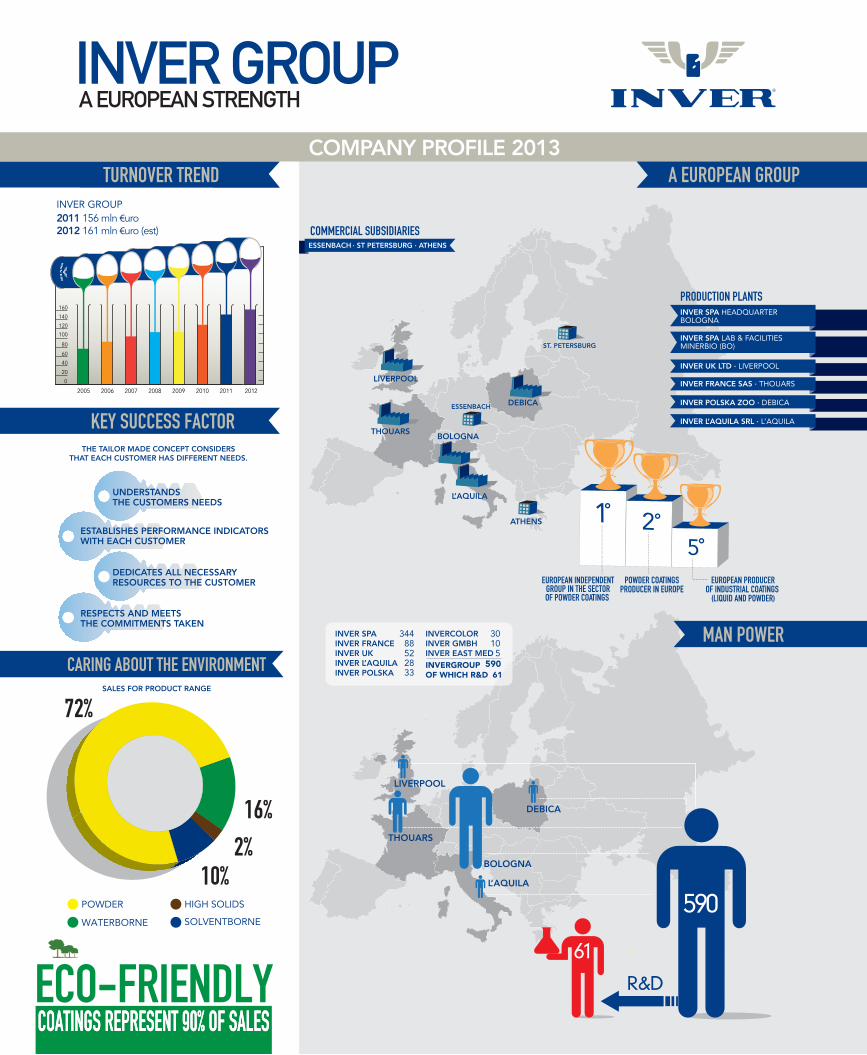
INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 35
2011 156 mln €uro2012 161 mln €uro (est)
COMPANY PROFILE 2013
3448852
30105
5902833
590

36 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Interview toAram ManoukianPresident and CEOof Lechler Spa,Como, Italy
LECHLER: FROM THE FIRST SMALL STEP TO GIANT LEAPSLechler: dal primo piccolo passo a balzi da gigante
L echler is a well known Italian company operating in the international coatings market through various
and diversifi ed areas in the fi elds of industry, refi nish, decorative and yachting. If its recent story is well known, maybe it isn’t so for its history, which travels back for more than 150 years. Aram Manoukian (Fig. 1), President and CEO of Lechler and President of the Board of Directors of AVISA – Federchimica (The Italian association which represents companies of the paint and coating, printing ink, adhesives and sealants sector), tells the story of the company in this interview and unveils what he expects from the future for the society and for the market.
Can you give us a brief history of the company and how it has grown over the years?“Lechler is a name which has been making history in the paint branch ever since 1858, when the establishment of the paint company born in Stuttgart (Germany). In 1889 the Italian subsidiary opened in Ponte Chiasso (Como, Italy, Fig. 2) and then became independent in 1910. The union between the Manoukian family and Lechler born in 1925, when Dr. Onnik Manoukian entered in the company as manager of the R&D activities: From this moment the Lechler brand has been deeply rooted in the country. The early developed international culture - with its roots planted in the industrial heart of Italy – allowed
L echler è un’azienda italiana aff ermata a livello euro-peo che opera nel mercato internazionale delle ver-
nici nei settori Industry, Refi nish, Decorative e Yachting. Se il suo presente è diff usamente conosciuto, forse non è lo stesso per quanto riguarda la sua storia, lunga oltre 150 anni.Aram Manoukian (fi g. 1), Presidente e Amministratore Delegato di Lechler e Presidente del Board di AVISA – Federchimica (l’associazione italiana che rappresenta le aziende del settore vernici e rivestimenti, inchiostri da stampa, adesivi e sigillanti), racconta la storia dell’azien-da in questa intervista e svela cosa si aspetta dal futuro per l’Impresa e per il mercato.
Puoi raccontarci brevemente la storia della società e come si è sviluppata nel corso degli anni?“Lechler è un nome che ha fatto la storia delle verni-ci sin dal 1858, quando l’azienda venne costituita a Stoccarda (Germania). Nel 1889 venne aperta a Ponte Chiasso (Como, Italia, fi g. 2) la fi liale italiana, che di-venne indipendente nel 1910. L’unione tra la fami-glia Manoukian e Lechler nacque nel 1925, quando il Dott. Onnik Manoukian entrò in azienda come re-sponsabile di Ricerca e Sviluppo: da quel momento in avanti, il marchio Lechler si è radicato profondamente nel Paese.La cultura internazionale, sviluppatasi cosi presto – ra-Photo courtesy of Lechler Spa
HIGHLIGHT OF THE MONTH
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 37
to grow an emerging presence in the European coatings markets.There were many other important events in the history of Lechler. In 1932 we created Syntex, the fi rst alkyd resin topcoat created by an original Italian formulation developed by the Research & Development department. In 1938 the company orientated itself towards the manufacture and marketing of refi nish and industry paints. In this period, Lechleroid (Fig. 3) was developed, the fi rst nitro-combi topcoat for car refi nish. In 1948 a new division named “F.lli Manoukian – Frama” developed the cosmetics make-up sector and in 1950 Frama’s products become the brand dedicated to decorative and fi ne art sectors. In 1956, Eng. Noubar Manoukian entered in the company and the technical restructuring of the production started. In 1962 the fi rst inks for textile printing were developed with the “Manoukian” brand. 1972 was the year of BSB: The new two-coat system for car refi nish. The Lechler product is used in the Fiat plant of Rivalta (Italy) for the new models in metallic colour of Fiat 128 and 131. 1980 is doubly important because Lechler developed its multipurpose system and enters the General Industry market acquiring in the meantime a company in Foligno (Italy) producing decorative paints (where now we have an important plant dedicated to waterborne technology).The global expansion phase started in 1995: Lechler Coatings UK opened near Manchester, forerunning Lechler Coatings France in Grenoble, Lechler Coatings Iberica in Barcelona and in 1999 the last subsidiary - Lechler Coatings Germany”.
What distinguishes the company from its competitors and what do you attribute to the company’s continued success?“The importance which we have always given to coating through the colour allowed us to bring new products and innovations to various spheres of industry, drawing on bodywork fi nishing, the sector of choice for the colour technologies in which we are a leading company, succeeding not only in standing out but also in providing exclusive products, creativity and innovation to our
dicata nel cuore industriale d’Italia – permise all’azien-da di diventare una presenza emergente nei mercati europei dei “rivestimenti”. Molti altri importanti even-ti si sono susseguiti nella storia di Lechler. Nel 1932 nacque Syntex, il primo smalto a base di resine al-chiliche fabbricato su formulazione originale italia-na sviluppato dal reparto R&S, e nel 1938 l’azienda si orientò verso la produzione e la commercializzazione di vernici per la carrozzeria. In questo periodo, ven-ne sviluppato Lechleroid (fi g. 3), il primo smalto ni-trocombinato per la carrozzeria. Nel 1948 nacque la “F.lli Manoukian - Frama” che sviluppa prodotti per il settore della Cosmesi, che in seguito divenne il marchio dedicato al settore decorativo. Nel 1956, l’Ing. Noubar Manoukian entrò in azienda e iniziò la fase di ristrutturazione tecnica della produzione. Nel
1962 vennero sviluppati i primi inchio-stri per la stampa tessile con il marchio “Manoukian”. Il 1972 fu l’anno del BSB: il nuovo sistema a doppio stra-to per la carrozzeria, che venne uti-lizzato negli stabilimenti di Rivalta (TO) per i nuovi modelli in tinta metallizzata della Fiat 128 e 131. Il 1980 fu doppiamente importante perché con lo sviluppo dei sistemi po-livalenti, Lechler entra nel settore del-la General Industry, acquisendo nel frattempo un’azienda di Foligno (PG) per la produzione di vernici edili (dove ancora oggi risiede un importante im-pianto dedicato alla tecnologia all’ac-qua).
La fase di espansione ebbe inizio nel 1995: nasce nel Regno Unito Lechler Coatings UK a Manchester, e a seguire Lechler Coatings France a Grenoble, LechlerCoatings Iberica a Barcellona e, nel 1999, Lechler Coatings GmbH, in Germania”.
Che cosa distingue l’azienda dai suoi concorrenti e che cosa attribuisce al suo continuo successo?“L’importanza che da sempre abbiamo dato alla vernicia-tura attraverso il colore ci ha permesso di portare prodot-ti e innovazioni in diverse sfere industriali, basandoci sul mondo della carrozzeria, il settore di riferimento per le tecnologie del colore in cui siamo leader, riuscendo non solo a distinguerci ma anche a proporre prodotti esclu-sivi, creatività e innovazione ai nostri utenti, in modo da fornire loro un elemento vincente per i loro prodotti.
1
1
Aram Manoukian
38 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Lechler: From the First Small Step to Giant Leaps
users, so as to provide them with a winning element and an extra degree of appeal for their goods.I believe that Lechler success is due to continuously knowing how to break old habits and change traditional ways of doing things can contribute to a renewal of the process to provide a fresh impulse to the company management, of Lechler and of our partners”.
What sectors are your clients in?“Lechler today is leader in the retailing of four important sectors: Refi nish (for bodywork repairs), Decorative with the ‘Chrèon’ brand, Yachting with ‘Stoppani’ Brand and Industry, with the ‘Lechler Tech’ brand, that off ers the customisation of the product and customer assistance through the trade market and Business to Business too. As far as we are concerned, the domestic market is of course important, but in recent years we have also made great strides overseas, with large growth in many sectors that are not aff ected by the crisis and which seem to be developing. In fact we are going to put in place new resources and a new challenge. Although Europe is a market where there is still space for growth, that we wish to seize also through our affi liated, the goal is to go beyond the EU borders, creating new alliances with local partners”.
What are the main services you off er? Are there any new services, projects or developments you can tell us about?“The key features of Lechler Coatings lie in the high profi le given to research and innovation, training and service. The Centre for Excellence structures, located in Como (Italy) and Manchester (UK), host all the activities relating to theory and practical training on the colours, products and their technical application. Today our Training Centre can guarantee a high level of professional updating. With expertise and preparation they are able to deal with all the technological changes. All the training courses have been studied to be eff ective and to ensure the maximum result in the shortest time: This will ensure immediate results and will prove to save costs in the painting processes.
Credo che il successo di Lechler sia dovuto alla capa-cità di sapere come rinnovare continuamente vecchie abitudini, cambiando il modo tradizionale di fare le cose, contribuendo a un rinnovamento del processo per fornire un nuovo impulso alla gestione aziendale, di Lechler e dei nostri partner”.
In quali settori si trovano i vostri clienti?“Oggi Lechler è leader in quattro importanti settori: car refi nish (per le riparazioni di carrozzeria); Decorative, con il marchio ‘Chrèon’; Yachting, con il marchio ‘Stoppani’ e Industria, con il marchio ‘LechlerTech’, che consente alle imprese industriali di aggiungere un valore compe-titivo estetico e di performance al proprio prodotto attra-verso il canale Trade e B2B.Per quanto ci riguarda, il mercato nazionale è ovviamen-te importante, ma negli ultimi ci siamo sviluppati mol-
to anche all’estero, con una grande crescita in molti settori non colpi-ti dalla crisi e che, in con-trotendenza, sembrano essere in via di sviluppo. In realtà stiamo per mette-re in campo nuove risorse e per intraprendere nuove sfi de proprio in questa di-rezione. Sebbene l’Europa sia un mercato in cui c’è ancora spazio per la cre-
scita, che seguiamo tramite le nostre fi liali commercia-li, l’obiettivo è quello di andare oltre i confi ni dell’Unione Europea, creando nuove alleanze con partner locali”.
Quali sono i principali servizi che off rite? Ci sono dei nuovi servizi, progetti o sviluppi di cui può parlarci?“Le caratteristiche principali di Lechler si trovano nell’al-to profi lo dato alla ricerca e l’innovazione, la formazione e il servizio. Le strutture dei Centre for Excellence, che si trovano a Como (Italia) e a Manchester (Regno Unito), ospitano tutte le attività riguardanti la formazione te-orica e pratica su colori, prodotti e la loro applicazione tecnica. Oggi i nostri Centri di Formazione sono in gra-do di garantire un elevato livello di aggiornamento pro-fessionale, fornendo le competenze e la preparazione necessarie per aff rontare i cambiamenti tecnologici. Tutti i corsi di formazione sono stati studiati per essere effi caci e garantire il massimo risultato nel minor tem-po possibile, assicurando risultati immediati e permet-
2

Given the importance we attribute to training, the whole process – internal and external – is certifi ed by the most recent quality standard ISO 9001:2008”.
Can you tell us about any of the recent projects you have been involved with?“The experience gained on traditional tintometric systems allowed us to develop Lechsys Hydro: An advanced and complete system capable of producing waterborne products and from which are generated fi nishes cycles for plastic and metal with basecoats, primers, single and bi-component fi nishes, and from which come metallic, pearl and pastel coatings. The market fi eld that we can serve ranges over illuminating engineering, industrial machines, furnishing, urban furnish, industrial vehicles, diff erent objects and metallic minutia, petrol stations, household appliances and similar, bicycles and various components”.
tendo di risparmiare sui costi dell’intero processo di verniciatura. Data l’importanza che attribuiamo alla formazione, l’intero pro-cesso - interno ed esterno - è certifi cato dai più recenti standard di qualità ISO 9001:2008”.
Ci può raccontare uno dei progetti più recenti in cui siete coinvolti?“L’esperienza maturata sui sistemi tradizionali tintometrici ci ha permesso di sviluppare Lechsys Hydro: èil primo sistema tintome-trico polivalente all’acqua dal quale è possibile generare soluzio-ni di verniciatura Low V.O.C. un sistema avanzato e completo in grado di realizzare cicli per plastica e metallo, attraverso l’impie-go di primer e fi niture mono e bi-componenti, in migliaia di colori metallizzati, perlacei e pastello. I settori di mercato che possiamo servire spaziano dalla illuminotecnica, alle macchine industriali, passando attraverso l’arredo urbano, gli arredi per interni, i veicoli industriali, le minuterie metalliche, le stazioni di servizio, gli elet-trodomestici, le biciclette”.
3
Dovete usare polveri difficili da fluidificare e tendenti ad impaccarsi? Il sistema OptiFlex®2 S è esattamente ciò che vi occorre!
– Sistema con agitatore e pescaggio dal basso unico sul mercato
– Ideale per polveri a basso peso specifico
– Evita la separazione della polvere
– Permette di lavorare anche con piccolissime quantità di polvere
– Svuotamento completo della polvere residua
OptiFlex®2 any powder any part any place
Gema Europe SrlVia Goldoni, 29 | 20090 Trezzano s/N | Italy
T +39 02 48 400 486 | F +39 02 48 400 874
www.gemapowdercoating.com

40 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Lechler: From the First Small Step to Giant Leaps
How important is R&D and Innovation at your company?“In the Lechler Research and Development department more than 100 technicians work in specifi c labs which are integrated in a common net, aiming at appreciating and spreading the whole know-how. The multi-directional research, which is a consequence of the presence of our company in diff erent market sectors, has allowed the appreciating of innovative processes in diff erent application fi elds; this spin-off eff ect has allowed the Lechler end-user to benefi t from always updated solutions. The new products are in line with the qualitative standards foreseen by the marketing orders and with the respect of environmental and security laws for the user. The main part of investment and research is dedicated to the updating of the technical solutions proposed in Lechler catalogues. The whole process for the introduction on the market – from the research to the production and marketing - is certifi ed by the most recent quality standard ISO 9001:2008”.
What is the company’s approach to environmental responsibility?“The main objective of Lechler is to off er to the market products and services, which are able to combine performance and fi nal result together with a total respect for the Environment. Since the European Laws regarding the VOC emissions came into force in 2007, they have imposed the use of water-based and ultra-solid paints with a low environmental impact. Lechler believes that is our responsibility thinking at the future of the new generation, and it is our obligation to act now to improve the future of the world we’re living in. Lechler off ers systems and products water based in each business where it’s involved. We fi nd incredible that there are preconceived ideas that these kinds of products are more expensive or diffi cult to manage than solvents one: in 90% of the cases it is precisely the opposite. So we decided to make it through an “ECO IDENTITY” marketing campaign, developed through an image and communication campaign which had the aim to help the painters to transmit to their customers, through a wide range of specifi c materials, the use of products with a low solvent emission”.
Quanto sono importanti la ricerca e l’innovazione nel-la vostra azienda?Nel dipartimento di Ricerca e sviluppo Lechler, oltre cento tecnici operano in laboratori specialistici di setto-re, integrati in una rete comune che valorizza e diff on-de il know-how complessivo. La ricerca multi direzionale, conseguenza della presenza in più settori di mercato, ha più volte consentito di valorizzare i risultati dei processi innovativi in svariati campi d’applicazione; questo eff etto di spin-off – “ricaduta tecnologica” – ha garantito all’uti-lizzatore del prodotto Lechler di poter usufruire di solu-zioni sempre aggiornate, spesso di “frontiera”.I nuovi prodotti nascono in conformità con gli standard qualitativi previsti dalle commesse di marketing e nel ri-spetto delle norme ambientali e della sicurezza per l’uti-lizzatore, all’aggiornamento delle soluzioni tecniche pro-poste nei cataloghi Lechler di settore è dedicata larga parte dell’investimento di ricerca. Il processo complessi-vo per l’immissione di un prodotto sul mercato - dalla ri-cerca alla produzione e alla commercializzazione - è cer-tifi cato dai più recenti standard di qualità ISO 9001:2008.
Qual è l’approccio dell’azienda verso la responsabilità ambientale?“L’obiettivo principale di Lechler è quello di off rire al mercato prodotti e servizi in grado di coniugare presta-zioni e risultato fi nale con la salvaguardia dell’ambien-te. Le leggi europee riguardanti le emissioni COV sono entrate in vigore nel 2007, imponendo l’uso di vernici a base d’acqua e ultra-solido a basso impatto ambientale. Lechler è convinta che sia responsabilità di tutti pensa-re al futuro delle nuove generazioni, ed è nostro dovere agire ora per migliorare il futuro del mondo in cui vivia-mo.Lechler propone sistemi e prodotti a base acqua in ogni settore in cui opera. Troviamo incredibile che ci siano idee preconcette, secondo le quali si sostenga che le vernici all’acqua siano più costose e di onerosa gestione rispetto a quelle a solvente: nel 90% dei casi è proprio il contrario. Per questo in quegli anni abbiamo deciso di comunicare questo concetto attravers o la campagna di marketing “Eco-Identity”, sviluppata attraverso la vei-colazione di una vasta gamma di materiali di supporto, che ha avuto l’obiettivo di aiutare i nostri clienti a tra-smettere alla loro clientela i benefi ci dell’utilizzo di pro-dotti a bassa emissione di solventi”.
HIGHLIGHT OF THE MONTH
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 41
Experience the new generation of orange with Pyrisma® Ambercup Orange
Merck SpA BF Decorative Materials - Coatings
Via XI Febbraio 99 20090 VIMODRONE MI ph. +39 02 332035.203 fax +39 02 332035.206
FOCUS ON TECHNOLOGY
Dosatore multicomponente compatto di livello base
ProMixTM 2KE
Efficienti unità di spruzzatura airless e misto aria
La tecnologia più innovativa per le pompe a pistone
Mini MerkurTM ES
Finishing Applications
Pompe a soffietto
www.graco.comGraco BVBA - Slakweidestraat 31 - 3630 Maasmechelen - Belgium
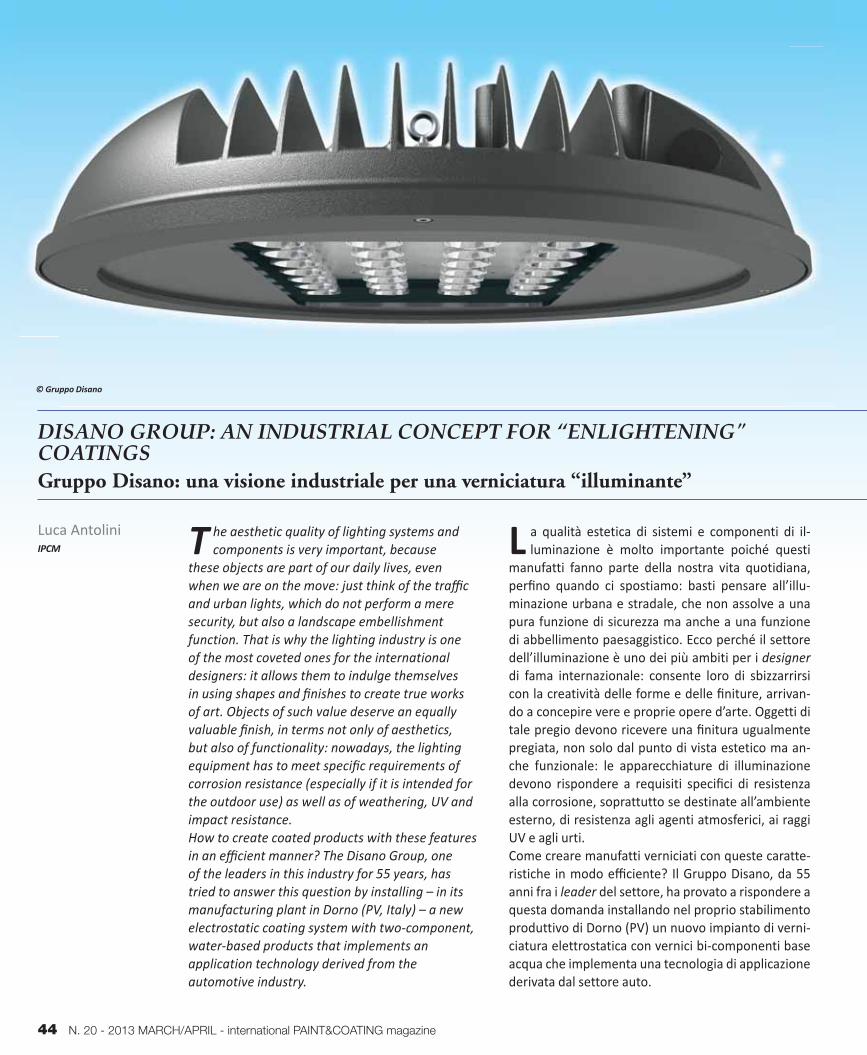
44 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
DISANO GROUP: AN INDUSTRIAL CONCEPT FOR “ENLIGHTENING" COATINGSGruppo Disano: una visione industriale per una verniciatura “illuminante”
Luca AntoliniIPCM L a qualità estetica di sistemi e componenti di il-
luminazione è molto importante poiché questi manufatti fanno parte della nostra vita quotidiana, perfi no quando ci spostiamo: basti pensare all’illu-minazione urbana e stradale, che non assolve a una pura funzione di sicurezza ma anche a una funzione di abbellimento paesaggistico. Ecco perché il settore dell’illuminazione è uno dei più ambiti per i designer di fama internazionale: consente loro di sbizzarrirsi con la creatività delle forme e delle fi niture, arrivan-do a concepire vere e proprie opere d’arte. Oggetti di tale pregio devono ricevere una fi nitura ugualmente pregiata, non solo dal punto di vista estetico ma an-che funzionale: le apparecchiature di illuminazione devono rispondere a requisiti specifi ci di resistenza alla corrosione, soprattutto se destinate all’ambiente esterno, di resistenza agli agenti atmosferici, ai raggi UV e agli urti.Come creare manufatti verniciati con queste caratte-ristiche in modo effi ciente? Il Gruppo Disano, da 55 anni fra i leader del settore, ha provato a rispondere a questa domanda installando nel proprio stabilimento produttivo di Dorno (PV) un nuovo impianto di verni-ciatura elettrostatica con vernici bi-componenti base acqua che implementa una tecnologia di applicazione derivata dal settore auto.
T he aesthetic quality of lighting systems and components is very important, because
these objects are part of our daily lives, even when we are on the move: just think of the traffi c and urban lights, which do not perform a mere security, but also a landscape embellishment function. That is why the lighting industry is one of the most coveted ones for the international designers: it allows them to indulge themselves in using shapes and fi nishes to create true works of art. Objects of such value deserve an equally valuable fi nish, in terms not only of aesthetics, but also of functionality: nowadays, the lighting equipment has to meet specifi c requirements of corrosion resistance (especially if it is intended for the outdoor use) as well as of weathering, UV and impact resistance.How to create coated products with these features in an effi cient manner? The Disano Group, one of the leaders in this industry for 55 years, has tried to answer this question by installing – in its manufacturing plant in Dorno (PV, Italy) – a new electrostatic coating system with two-component, water-based products that implements an application technology derived from the automotive industry.
© Gruppo Disano

FOCUS ON TECHNOLOGY
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 45
Disano: cinquant’anni di luceL’azienda, nata nel 1957, è oggi leader in Italia e ai primi posti in Europa nella produzione di apparecchi d’illuminazione (rif. foto apertura). La sede storica è a Rozzano (MI), in un’area produttiva di 15.000 m2, in cui è situato anche uno showroom di 1.000 metri quadrati. Un secondo stabilimento produttivo si tro-va a Dorno (PV), su un’area di 48.612 m2, totalmente coperti, con impianti automatizzati tecnologicamen-te all’avanguardia. Nel catalogo Disano si trova una scelta molto ampia di apparecchi per tutte le esigen-ze d’illuminazione esterna e interna. L’importanza posta dal Gruppo Disano sulla qualità di fi nitura è te-stimoniata dal numero di impianti di verniciatura che l’azienda possiede, suddivisi fra i due stabilimenti di Rozzano e Dorno:- Impianto di anaforesi acrilica bianca, stabilizzata ai
raggi UV;- Impianto di cataforesi epossidica resistente alla cor-
rosione per le apparecchiature da esterno;- Impianto di verniciatura a polvere epossipoliestere
e poliestere;- Impianto di fi nitura liquida all’acqua bi componente,
stabilizzata a i raggi UV.
Disano: fi fty years in the fi eldThe company, established in 1957, is the leader in Italy and among the fi rst ones in Europe in the production of luminaires (see opening photo). Its historical premises are in Rozzano (MI, Italy), in a production area of 15,000 square metres also hosting a showroom of 1,000 square metres. A second factory is located in Dorno (PV, Italy), on a fully covered area of 48,612 square metres with technologically advanced automated systems. Disano off ers a very wide range of equipment for all outdoor and indoor lighting needs. The importance placed by the Disano Group on the fi nish quality is proved by the number of coating plants that the company owns, in the two facilities of Rozzano and Dorno:- UV-stabilised white acrylic anaphoresis plant;- Corrosion resistant epoxy cataphoresis plant
for outdoor equipment;- Epoxy-polyester and polyester powder coating
plant;- UV-stabilised two-component, water-based
liquid fi nishing plant.
1
A few components of the lighting systems for outdoor use produced by Disano coming out of the polymerisation oven: the company uses mainly tactile, textured or embossed fi nishes.
Alcuni componenti dei sistemi di illuminazione Disano per esterni in uscita dal forno di polimerizzazione: l’azienda utilizza principalmente fi niture materiche, testurizzate o goff rate.
1 © IPCM

Disano Group: an Industrial Concept for “Enlightening" Coatings
46 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Questo ultimo impianto, localizzato nello stabilimen-to di Dorno, è stato completamente aggiornato dal punto di vista tecnologico nel secondo semestre del 2012.
Effi cienza, qualità e ambiente“Nello stabilimento di Dorno lavoriamo materie pla-stiche e metalliche (principalmente allumino), le ver-niciamo e le assembliamo – spiega Mario Calvi, diret-tore dello stabilimento di Dorno – Tutto il materiale metallico che perviene a questo impianto di verni-ciatura a liquido ha subito una prima verniciatura in cataforesi per garantire la resistenza alla corrosio-ne. Con la mano a fi nire liquida conferiamo l’aspet-to estetico desiderato al prodotto e le caratteristiche necessarie per il contesto d’uso, come la resistenza ai raggi UV e agli urti”.“Da tempo stavamo valutando di aggiornare tutta la tecnologia applicativa e di prodotto verniciante di questo impianto per aumentare l’effi cienza e la qua-lità - prosegue Mario Calvi - avevamo già eff ettuato alcune prove di verniciatura con un prodotto liquido bi-componente all’acqua di Inver che avevano dato un risultato molto positivo, per cui motivati dalla vo-lontà di abbattere i costi energetici e aumentare l’ef-fi cienza produttiva, abbiamo industrializzato il pro-dotto verniciante e aggiornato tutta la tecnologia applicativa”.“Ci siamo affi dati a Verind, società facente parte del gruppo Dürr, con cui collaboriamo dal 1996 – spiega Alberto Moroni, responsabile SGQ – perché voleva-mo un sistema di applicazione altamente effi ciente e che garantisse una qualità elevata di fi nitura con il nuovo prodotto bi-componente (fi g. 1)”.
The latter plant, located in the factory of Dorno, has been technologically updated in the second half of 2012. Effi ciency, quality and environment“In the plant of Dorno, we treat, coat and assemble plastic and metal (mostly aluminium) parts – Mario Calvi, Plant Manager in Dorno, says. – All the metallic material that reaches our liquid coating plant has undergone a fi rst cataphoresis coating process to gain corrosion resistance. With the liquid top coat, we give the products the required look as well as the features needed depending on their context of use, such as UV resistance and impact resistance.”“For some time, we have been considering to update both the application technology and the coating product used on this plant in order to increase effi ciency and quality – Mario Calvi continues.– Therefore, we have performed some coating tests with a two-component water-based liquid product by Inver, which have given a very positive result. Finally, motivated by the desire to reduce the energy costs and increase the production effi ciency, we have industrialised the coating product and updated the application technology.”“We have relied on Verind, a company belonging to the Dürr Group, with which we have been working since 1996 – Alberto Moroni, Quality Manager, says, – because we wanted a system that could ensure high application effi ciency and high fi nish quality with the new two-component product (Fig. 1).”
2
Overview of the control systems of the new application technology provided by Verind-Dürr.
Panoramica dei sistemi di controllo della nuova tecnologia applicativa fornita da Verind-Dürr.
3
The coating centre adjacent to the plant, with the pumping units, the colour change system and the two-component mixing system.
La centrale vernici adiacente all’impianto, con i gruppi di pompaggio, il sistema di cambio colore e il sistema di miscelazione bi componente.
2 3© Verind © IPCM

FOCUS ON TECHNOLOGY
EU
RO
MA
SK
®
ww
w.e
uro
mas
k-s
ho
p.c
om
RIS
OLV
IAM
O O
GN
I P
RO
BL
EM
A
DI
MA
SC
HE
RA
TU
RA
Azi
en
da c
on
S
iste
ma Q
ualita
’ C
ert
ifica
to
prod
otto
da
FIN
ISH
ING
GR
OU
P s
.r.l.
Via
B. C
ellin
i, 6
2002
0 So
laro
(M
I) -
Ital
ian°
verd
e 800.0
29.4
66
Tel.
+39
02
9678
0055
- 9
6910
01 -
Fax
+39
02
9678
2993
e-m
ail:
info
@eu
rom
ask-
shop
.com
Panoramica della nuova eco-tecnologia di verniciaturaQuella installata alla Disano è una tecnologia in-dustriale di derivazione automotive, sviluppata da Verind-Dürr, fra le più aggiornate ed innovative nel settore della fi nitura. Al prodotto verniciante a due componenti a base acqua è richiesto un al-to grado di stabilità e qualità di fi nitura; paralle-lamente il sistema di gestione del bi-componente deve assicurare alta precisione e affi dabilità nel dosaggio e miscelazione del prodotto verniciante.Il sistema installato in Disano (fi g. 2) si compone di:- Gruppi di pompaggio con ricircolo per vernici a
base acqua- Apparecchiatura di dosaggio Mixver con l’im-
piego di fl ussimetri massici Coriolis ove sono controllati, oltre al rapporto di catalisi, anche la temperatura e la densità della vernice e del ca-talizzatore. In questo modo si ottiene un totale controllo dei parametri di dosaggio e miscela-zione e, rispetto alla tecnologia con fl ussimetri ad ingranaggi, vi è assenza di stress sui prodotti vernicianti (poiché non vi sono elementi in rota-zione a contatto con le vernici), assenza di usura nei componenti di misura, assenza di manuten-zione, lavaggio e cambio colore ottimali, alta af-fi dabilità e stabilità.
- Cicli di lavaggio e cambio colore controllati in vo-lume, con recupero prodotto in serbatoio speci-fi co, che evita l’inquinamento della cabina a velo d’acqua (fi g. 3).
- Tecnologia elettrostatica EcoBell 2 a carica ester-na ad alta effi cienza di trasferimento (fi gg. 4-5), per ridurre l’overspray, quindi i consumi di verni-ce e le emissioni di COV.
La caratteristica principale dell’impianto è la fl es-sibilità: la tecnologia elettrostatica a carica ester-na consente all’operatore di intervenire in qual-siasi momento sui gruppi di pompaggio vernici, sia per ricaricare che per il cambio colore senza fermare la linea.La generazione di un forte e ben distribuito campo elettrostatico è assicurata dal generatore Verind EcoHTG500 che comprende la parte elettronica di controllo e/o unità innalzatrice alta tensione. In questo caso specifi co l’unità è confi gurata nella funzione di lavoro a corrente costante valore max 500 microamp.
Overview of the new eco–friendly coating technologyThe technology installed by Disano has been derived from the automotive industry. It has been developed by Verind-Dürr and is one of the most updated and innovative ones in the fi eld of fi nishing. The two-component water-based coating product is required a high degree of stability and quality of fi nish; at the same time, the management system of the two-component product has to ensure high precision and reliability in the dosing and mixing of the coating product.The system installed by Disano (Fig. 2) consists of:- Pumping units with recirculation for water-
based coatings- Mixver dosing unit with the use of Coriolis
mass fl ow metres controlling the catalysis ratio, as well as the temperature and density of the paint and of the catalyst. In this way, a total control of the dosing and mixing parameters is achieved and, compared to the gear fl ow metre technology, there is no stress on the coating products (since there are no rotating elements in contact with them), absence of wear in the measurement components, no need for maintenance, optimal washing and colour change, high reliability and stability.
- Volume-controlled washing and colour change cycles with product recovery in a specifi c tank so as to avoid the pollution of the water veil booth (Fig.3).
- EcoBell 2 electrostatic technology with external charging and high transfer effi ciency (Figs. 4-5), to reduce overspray and, therefore, paint consumption and VOC emissions.
The main feature of the system is its fl exibility: the external charging electrostatic technology allows the operator to intervene at any time on the pumping units for both the recharge and the colour change operations without stopping the line.The generation of a strong and uniform electrostatic fi eld is ensured by the Verind EcoHTG500 generator, which includes the electronic control component and/or the high voltage riser unit. In this case, the unit is confi gured to work with constant current (max. value 500 microamps).

Disano Group: an Industrial Concept for “Enlightening" Coatings
48 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Alla nuova tecnologia di applicazione elettrostatica è stato poi integrato un sistema generatore di azoto, con-trollato e regolato in temperatura, come vettore fl uido/dinamico di atomizzazione della vernice. Grazie alle ca-ratteristiche del gas anidro è stata eliminata la presen-za di umidità residua che in molti casi infi cia la qualità fi nale del fi lm.
ConclusioniIl prodotto bi-componente ci consente di ridurre le tem-perature di polimerizzazione, passate dai precedenti 180° ai 90° attuali. Dal punto di vista estetico, la nostra qualità era già elevata e non utilizzando fi niture brillan-ti, bensì testurizzate, gli indubbi miglioramenti a livello di distensione e uniformità sono meno apprezzabili - spiega Mario Calvi “Abbiamo ottenuto un risparmio del 20-30% sul consumo di vernice, grazie all’inserimento congiunto delle coppe alto rotanti e dell’azoto. Il cambio colore au-tomatizzato è molto più effi ciente: dai 30 minuti richiesti dal vecchio impianto, siamo scesi a qualche minuto. La procedura è anche più sicura perché esclude la possibili-tà di errore umano che, con un prodotto bicomponente, potrebbe causare gravi conseguenze. Abbiamo due colo-ri sempre pronti nella cabina automatica e una terza po-stazione “jolly” manuale”.Tutti questi fattori di miglioramento hanno permesso di aumentare la produttività. “Abbiamo circa 2.500-3.000 codici di prodotti fi niti – conclude Alberto Moroni – un numero che fa capire la quantità enorme di pezzi che dobbiamo verniciare. La velocità di linea è aumentata del 20% e l’impianto è più produttivo del precedente, con circa 25 m2 all’ora di superfi ci verniciate con un alto gra-do di fi nitura superfi ciale, il tutto integrando tecnologie di verniciatura a basso impatto ambientale”.
4 5
The EcoBell 2 electrostatic rotating bell atomiser with external charging installed on the automatic coating station: the overspray is reduced to a minimum.
La coppa elettrostatica alto rotante EcoBell 2 a carica esterna installata sulla postazione di verniciatura automatica: l’overspray è ridotto ai minimi termini.
4 5
The new electrostatic application technology has been subsequently integrated with a temperature controlled and adjusted nitrogen generator acting as a fl uid/dynamic coating atomisation carrier. Thanks to the characteristics of the anhydrous gas, the presence of residual moisture, which, in many cases, aff ects the fi nal quality of the fi lm, has been eliminated. Conclusions“The two-component product has allowed us to reduce the polymerisation temperature from the 180°C to 90°C. Since, from the aesthetic point of view, our quality was already high and since we do not use gloss, but textured fi nishes, the undoubted improvements in the coating stretching and uniformity are less noticeable – Mario Calvi states. – We have achieved a 20-30% saving on the consumption of paint, thanks to the joint use of high-speed rotating bells and nitrogen. The automated colour change is much more effi cient: the 30 minutes required by the old system are now only a few. The process is also safer, because it has eliminated the possibility of human error that, with a two-component product, may cause serious consequences. We have two colours always ready in the automatic booth and a third one in the manual station”.All these improvement factors have allowed the company to increase its productivity.”We have about 2500-3000 product codes – Alberto Moroni concludes, – a number suggesting the huge amount of parts that we have to coat. The line speed has been increased by 20% and the plant is more productive than the previous one, with about 25 m2 per hour of coated surfaces with a high degree of surface fi nish – a result achieved, incidentally, with low environmental impact technologies”.
© IPCM © Verind
DELTA® protects surfaces.
QU
ALI
TY
Hannover Messe (HMI)
Hall 3 / booth C47
The secret world capitalof quality.At Dörken MKS-Systeme quality doesn’t come from just anywhere, it comes from Herdecke. Because to us, the place of origin of our products secures our future, we develop and produce our corrosion protection systems in Germany.With ideas, innovations and passion. That’s what makes our products better. And our customers all over the world appreciate this premium “made in Herdecke” quality. More information at www.doerken-mks.com

50 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
EFFICIENT MANUAL COATING. FURNITURE SURFACES IN PREMIUM QUALITYRivestimento manuale effi ciente: superfi ci dei mobili di qualità premium
Karin SchumannFinishing Brands UK LtdGerman offi ce, Dietzenbach, Germania, kschumann@fi nishingbrands.eu
F leiner Innenausbau produce mobili esclusivi su ordi-nazione: di questi circa il 90 per cento hanno super-
fi ci laccate. Per la verniciatura l’azienda ripone la propria fi ducia nell’innovativo pacchetto di spruzzatura Aircombi Raptor. I risultati sono impressionanti anche dal punto di vista economico.Il nome Fleiner comprende tre divisioni aziendali: Living and Lifestyle, con collezioni speciali di mobili, Object and Offi ce per ambienti di lavoro eccezionali e Fleiner Innenausbau GmbH. La società, con sede a Leonberg, vi-cino a Stoccarda (Germania), con il suo team di 20 dipen-denti si dedica alla produzione di mobili personalizzati per le zone abitative e lavorative (rif. foto di apertura).Già fi n dalla sua nascita, nel 1928, la fi losofi a è sempre stata: qualità di classe elevata. Questa fi losofi a inizia dal-la progettazione e continua attraverso la produzione, fi no alla consegna. “La laccatura rappresenta una parte molto importante ed emozionante di questo processo. In questa fase è possibile distruggere in un breve lasso di tempo ciò che il falegname ha fatto per diversi giorni. Per questo mo-tivo valorizziamo questa fase utilizzando degli strumenti di
F leiner Innenausbau makes exclusive furniture pieces per order - from which around 90 percent have
lacquered surfaces. For coating the company places its trust in the innovative AirCombi spray package Raptor. The results are very impressive also from an economic point of view.Behind the name Fleiner one will be able to fi nd three company divisions: Living and Lifestyle with special furniture collections, Object and Offi ce for exceptional working environments and Fleiner Innenausbau GmbH. The company, based in Leonberg, near Stuttgart (Germany), with its team of 20 employees is dedicated to manufacturing individual furniture for living and working areas (Ref. Opening photo).Already since its establishment in 1928 the maxim has been: High class quality. This starts from the planning and continues on through manufacturing up to the delivery. “The lacquering represents a very important and exciting part of this process. Here it is possible that what the carpenter has made over several days is destroyed in just a short space of time. For this reason
Opening picture: Fleiner Innenausbau manufactures high quality furniture for individual customized production. Around 90 percent of the individual pieces are coated.
Foto d’apertura: Fleiner Innenausbau costruisce mobili di alta qualità per una produzione personalizzata. Circa il 90 per cento dei singoli pezzi sono verniciati.
Photos courtesy Finishing Brands

FOCUS ON TECHNOLOGY
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 51
alta qualità (fi g. 1)”, dichiara Martin Buhl, Direttore Opera-tivo di Fleiner Innenausbau.Quando fu presa la decisione di sostituire il sistema di ri-vestimento, quindi, venne eff ettuata un’analisi di mercato molto dettagliata. Erano due i fornitori nella rosa dei candi-dati insieme al pacchetto di spruzzatura Aircombi di Binks, che alla fi ne si è aggiudicato l’appalto. Il sistema compat-to di rivestimento comprende una pompa a pistone ad al-ta pressione MX 4/32, in acciaio inossidabile, una pistola a spruzzo Aircombi AA4400M con ugello, un pacchetto tubo e un treppiedi. “Per la nostra decisione è stata fondamen-tale, da un lato, la perfetta fi nitura della superfi cie che sa-remmo stati in grado di raggiungere con questo sistema; dall’altro, il fatto che l’apparecchio è leggero e semplice da usare. Questo è un fattore particolarmente evidente durante una giornata lavorativa di otto ore in un reparto di verniciatura. Inoltre, hanno avuto peso anche i buoni consigli e la vicinanza del nostro rivenditore specializzato Georgoulis GmbH, oltre all’ottimo rapporto qualità-prez-zo”, ha spiegato il Direttore Operativo.
Alimentazione della vernice senza pulsazioniL’alimentazione della vernice senza pulsazioni fornisce un importante contributo per un risultato di alta qualità. Ciò si ottiene grazie a un innovativo commutatore magne-tico. Rispetto alle pompe che utilizzano la tecnologia mec-canica, MX 4/32 garantisce che non ci siano oscillazioni del getto durante la commutazione. Si possono così evitare i problemi che generalmente si riscontrano con le pom-pe convenzionali, come l’uscita irregolare della vernice a causa di cambi improvvisi della corsa del pistone e i difetti che ne conseguono come l’ombreggiatura della superfi cie. Durante le operazioni, la squadra di verniciatura ha scoper-to un ulteriore vantaggio off erto dalla pompa controllata magneticamente: è molto silenziosa. “Il livello di rumore
we attach value in using top quality tools in this area (Fig. 1),” Martin Buhl reports, Operating Manager at Fleiner Innenausbau.A very detailed market analysis therefore was undertaken when the decision was made to replace the coating system. Two providers were on the short list with the AirCombi spray package from Binks – which in the end awarded the contract. The compact coating system comprises of a high pressure piston pump MX 4/32, made of stainless steel, an AirCombi spray pistol AA4400M with nozzle as well as a hose package and tripod. “Crucial for our decision was on the one hand the perfect surface fi nishing that we were able to achieve with this system. On the other hand the appliance is light and simple to use. This is a particularly noticeable factor during an eight hour working day in a paint shop. And not least the good advice and close proximity to our specialized dealer Georgoulis GmbH as well as the excellent price-quality ratio played a role too”, the Operating Manager explained.
Pulsation-free paint supplyThe pulsation-free paint supply provides an important contribution to the high quality result. This is achieved with the assistance of an innovative magnetic switchover. Compared to pumps that use mechanical technology the MX 4/32 ensures there are no fl uctuations at the spray jet during the switchover. Issues which are usually experienced with conventional pumps such as erratic paint output due to the stroke change as well as the associated irregularities and shading on the surface can be avoided. During operation the paint team discovered a further advantage the magnetically controlled pump off ers: It works considerably quieter: “The noise
1
The diff erent furniture pieces are manually coated in the paint cabin. It is necessary to fulfi ll high quality requirements.
I diversi pezzi dei mobili sono verniciati manualmente nella cabina di verniciatura. È necessario soddisfare requisiti di alta qualità.
2
The spray pistol with HVLP air fl ap generates/produces a smooth and very fi ne spray jet. This will not only ensure ideal coating results but also increase the application effi ciency and minimize overspray.
La pistola a spruzzo con i fl ap HVLP dell’aria genera un getto armonioso e molto fi ne. Ciò non solo garantisce risultati ideali di verniciatura, ma aumenta anche l'effi cienza dell’applicazione e riduce al minimo l’overspray.
1 2
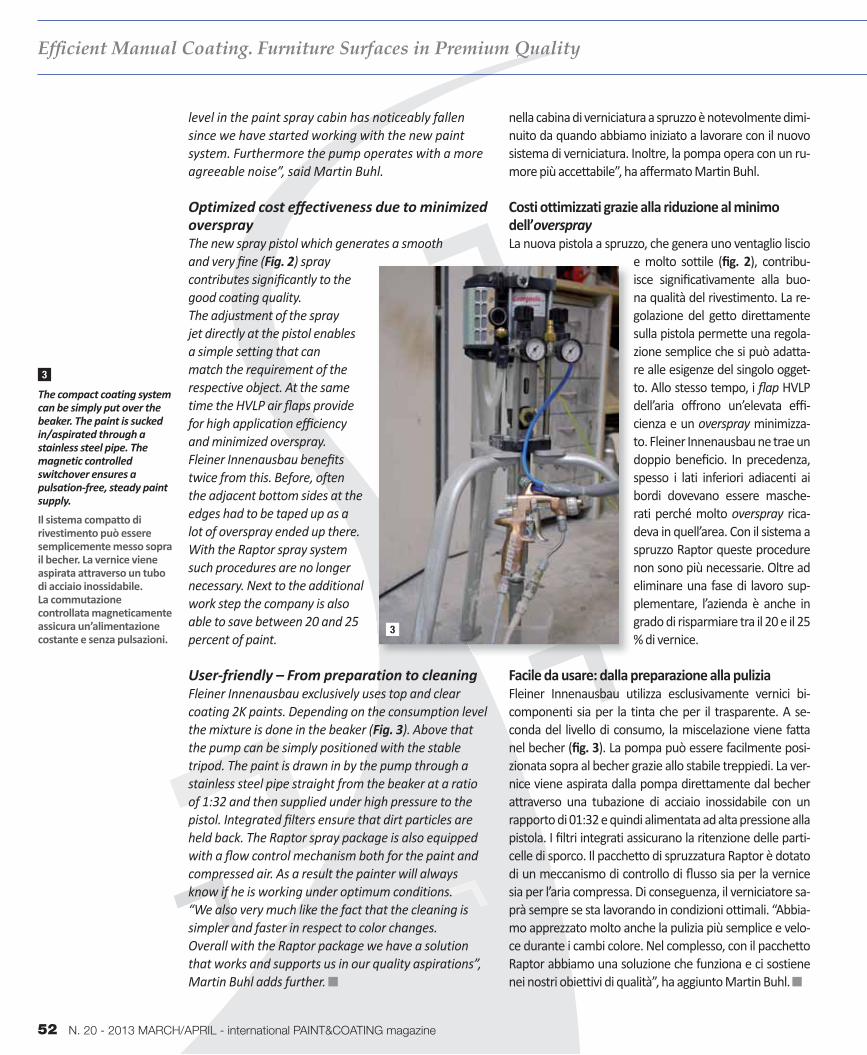
52 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Effi cient Manual Coating. Furniture Surfaces in Premium Quality
nella cabina di verniciatura a spruzzo è notevolmente dimi-nuito da quando abbiamo iniziato a lavorare con il nuovo sistema di verniciatura. Inoltre, la pompa opera con un ru-more più accettabile”, ha aff ermato Martin Buhl.
Costi ottimizzati grazie alla riduzione al minimo dell’oversprayLa nuova pistola a spruzzo, che genera uno ventaglio liscio
e molto sottile (fi g. 2), contribu-isce signifi cativamente alla buo-na qualità del rivestimento. La re-golazione del getto direttamente sulla pistola permette una regola-zione semplice che si può adatta-re alle esigenze del singolo ogget-to. Allo stesso tempo, i fl ap HVLP dell’aria off rono un’elevata effi -cienza e un overspray minimizza-to. Fleiner Innenausbau ne trae un doppio benefi cio. In precedenza, spesso i lati inferiori adiacenti ai bordi dovevano essere masche-rati perché molto overspray rica-deva in quell’area. Con il sistema a spruzzo Raptor queste procedure non sono più necessarie. Oltre ad eliminare una fase di lavoro sup-plementare, l’azienda è anche in grado di risparmiare tra il 20 e il 25 % di vernice.
Facile da usare: dalla preparazione alla puliziaFleiner Innenausbau utilizza esclusivamente vernici bi-componenti sia per la tinta che per il trasparente. A se-conda del livello di consumo, la miscelazione viene fatta nel becher (fi g. 3). La pompa può essere facilmente posi-zionata sopra al becher grazie allo stabile treppiedi. La ver-nice viene aspirata dalla pompa direttamente dal becher attraverso una tubazione di acciaio inossidabile con un rapporto di 01:32 e quindi alimentata ad alta pressione alla pistola. I fi ltri integrati assicurano la ritenzione delle parti-celle di sporco. Il pacchetto di spruzzatura Raptor è dotato di un meccanismo di controllo di fl usso sia per la vernice sia per l’aria compressa. Di conseguenza, il verniciatore sa-prà sempre se sta lavorando in condizioni ottimali. “Abbia-mo apprezzato molto anche la pulizia più semplice e velo-ce durante i cambi colore. Nel complesso, con il pacchetto Raptor abbiamo una soluzione che funziona e ci sostiene nei nostri obiettivi di qualità”, ha aggiunto Martin Buhl.
level in the paint spray cabin has noticeably fallen since we have started working with the new paint system. Furthermore the pump operates with a more agreeable noise”, said Martin Buhl.
Optimized cost eff ectiveness due to minimized oversprayThe new spray pistol which generates a smooth and very fi ne (Fig. 2) spray contributes signifi cantly to the good coating quality. The adjustment of the spray jet directly at the pistol enables a simple setting that can match the requirement of the respective object. At the same time the HVLP air fl aps provide for high application effi ciency and minimized overspray. Fleiner Innenausbau benefi ts twice from this. Before, often the adjacent bottom sides at the edges had to be taped up as a lot of overspray ended up there. With the Raptor spray system such procedures are no longer necessary. Next to the additional work step the company is also able to save between 20 and 25 percent of paint.
User-friendly – From preparation to cleaningFleiner Innenausbau exclusively uses top and clear coating 2K paints. Depending on the consumption level the mixture is done in the beaker (Fig. 3). Above that the pump can be simply positioned with the stable tripod. The paint is drawn in by the pump through a stainless steel pipe straight from the beaker at a ratio of 1:32 and then supplied under high pressure to the pistol. Integrated fi lters ensure that dirt particles are held back. The Raptor spray package is also equipped with a fl ow control mechanism both for the paint and compressed air. As a result the painter will always know if he is working under optimum conditions. “We also very much like the fact that the cleaning is simpler and faster in respect to color changes. Overall with the Raptor package we have a solution that works and supports us in our quality aspirations”, Martin Buhl adds further.
3
3
The compact coating system can be simply put over the beaker. The paint is sucked in/aspirated through a stainless steel pipe. The magnetic controlled switchover ensures a pulsation-free, steady paint supply.
Il sistema compatto di rivestimento può essere semplicemente messo sopra il becher. La vernice viene aspirata attraverso un tubo di acciaio inossidabile. La commutazione controllata magneticamente assicura un’alimentazione costante e senza pulsazioni.
FOCUS ON TECHNOLOGY
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 53

54 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
INCREASED PRODUCTIVITY WITH A POWER & FREE CONVEYOR FOR HANDLING HEAVY AND LARGE COMPONENTSAumento della produttività con trasportatore bi-rotaia per la movimentazione di manufatti di grande peso e dimensioni
Alessia Venturi I motori elettrici che asservono argani, gru e altri sistemi di sollevamento sono manufatti di grande peso e dimen-
sione. Un’azienda leader internazionale nella produzione di questi manufatti, recentemente ha rivi-sto completamente il proprio processo di verniciatura installando un nuovo im-pianto per la fi nitura con vernici liquide per la propria gamma di motori (rif. foto d’apertura).I motivi di questa scelta sono:- maggiore fl essibilità di lavoro;- incremento della produttività grazie
all’automazione;- aumento del livello qualitativo della fi nitura.Per raggiungere questi tre obbiettivi, i progettisti dell’im-pianto di verniciatura si sono concentrati sulla movimenta-zione dei pezzi. Il trasportatore bi-rotaia, fornito dal brand Flowlink del gruppo olandese Railtechniek, è il perno di tut-to l’impianto ed è stato concepito per ottimizzare, oltre allo spazio disponibile, anche l’operatività della linea, aumen-
T he electric motors used on winches, cranes and other lifting systems are normally heavy-weighted and
large-sized. A major company, an international leader in the production of these components, has recently updated its coating process by installing a new liquid fi nishing plant for its range of motors (Ref. Opening Photo).There have been several reasons for this change:-The need for greater fl exibility;-The increased productivity through automation;-The increasing level of the fi nish quality.To achieve these three objectives, the designers of the coating plant have focused on the handling of the workpieces. The Power & Free conveyor, provided by the Flowlink brand of the Dutch Railtechniek Group, is the fulcrum of the whole system and has been designed to optimise not only the space available, but also the line
Opening photo: The parts leaving the drying oven reach the manual touch-up station, positioned along the line before the unloading station.
Foto di apertura: I pezzi in uscita dal forno di asciugatura procedono verso la postazione di ritocco manuale, posizionata lungo la linea prima della stazione di scarico.
© IPCM

FOCUS ON TECHNOLOGY
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 55
tando il numero di manufatti trattati grazie all’automa-zione. Si tratta di un bi-rotaia con 27
unità di trasporto, con una portata per bilancella di 2000 Kg e una velocità della catena di 7 metri al minuto.
Maggiore fl essibilità operativaNella zona di carico, i motori arrivano su un carroponte: un gancio speciale provvede a posizionare il manufatto sulle bi-lancelle appese al trasportatore bi-rotaia (fi g. 1). Per garan-tire la massima fl essibilità operativa alla zona di carico e la massima potenzialità di alimentazione dell’impianto, sono stati inseriti alcuni polmoni d’accumulo.I buff er previsti a valle e a monte della postazione di carico consentono all’operatore di assolvere a compiti diversi e non solo al carico dell’impianto. Consentono anche di gesti-re la cadenza produttiva dell’impianto in funzione dei tempi di cottura e di verniciatura.
AutomazioneIl precedente impianto di verniciatura era dotato di una sola postazione di verniciatura manuale, con ritocco fuori linea. La nuova linea prevede due postazioni di verniciatu-ra, una automatica, realizzata in previsione della futura in-stallazione di un robot antropomorfo, e una manuale.La caratteristica principale del trasportatore è proprio all’in-terno della cabina di verniciatura a liquido: qui due sistemi di rotazione automatici (fi g. 2), conformi alla norme ATEX, gestiscono il posizionamento della bilancella in modo che la rotazione del pezzo sia completamente automatica e che la direzione di spruzzatura sia sempre verso la parete aspirante della cabina (fi g. 3). Quando la bilancella entra in cabina e si posiziona nel sistema di rotazione avviene il centraggio del-la stessa con delle guide a rulli. Un sistema pneumatico di sgancio interviene per lo sblocco della rotazione del pigno-ne rotante. Solo a questo punto la parte di motorizzazione, basculando per mezzo di cilindri pneumatici, innesta il pi-
effi ciency, thus increasing the number of items treated thanks to automation. It is a Power & Free rail conveyor with 27 units of transport, with a maximum load per piece carrying jig of 2000 kg and a chain speed of 7 metres per minute. Higher operating fl exibilityThe motors reach the loading station by an overhead travelling crane. A special hook locates the workpieces on the piece carrying jigs hung to the Power & Free conveyor (Fig. 1). A few storage buff ers have been created in order to ensure maximum operating fl exibility of the loading area and to exploit the system at best.The buff ers set up downstream and upstream of the loading station allow the operator to fulfi l other tasks besides the loading operations. They also allow to manage the production process of the plant as a function of the fi ring and coating times. AutomationThe old coating plant was only equipped with one manual coating station, and the touch-ups were performed outside the line. The new line includes two coating stations: an automatic one, on which an anthropomorphic robot will be installed in the future, and a manual one.The main feature of the conveyor is inside the spray painting booth, where the two automatic rotation systems (Fig. 2), complying with the ATEX standards, manage the positioning of the piece carrying jig so that the rotation of the motor is completely automatic and that the spray is always directed towards the suction wall of the booth (Fig. 3). When the piece carrying jig enters the booth and is positioned within the rotation system, it is centred through roller rails. A pneumatic release device unlocks the rotation of the rotating pinion. Only at this point, the motorised element, tilting by means of pneumatic cylinders, engages the rotating pinion, thus enabling the operator to manage the movement from the button panel and rotate the workpiece so as to operate in
1
The loading station followed by a fi rst storage buff er before the coating application booth.
La postazione di carico pezzi cui segue un primo polmone di accumulo prima della cabina di applicazione della vernice.
2
The automatic rotation system of the workpieces engages the piece carrying jig and ensures its optimal positioning with respect to the spraying direction, so that the operator never needs to touch the parts.
Il sistema di rotazione automatico del pezzo aggancia la bilancella e ne gestisce il posizionamento ottimale rispetto alla direzione di spruzzatura in modo che l’operatore non debba mai toccare il pezzo.
3
Thanks to the automatic rotation system, the operator always works in the best operating conditions to fully exploit the effi ciency of the booth.
Grazie al sistema automatico di rotazione pezzi l’operatore è sempre nelle condizioni operative migliori per sfruttare appieno l’effi cienza della cabina.
1 3
2
© IPCM
© IPCM
© IPCM

56 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
gnone di rotazione dando la possibilità all’ope-ratore di comandare dalla pulsantiera il movi-mento, facendo ruotare il pezzo a piacimento in modo da operare nella migliore posizione ri-spetto all’aspirazione della cabina stessa (fi g. 4). Finite le operazioni di verniciatura, un encoder
nel sistema di rotazione riconosce la posizione del pigno-ne, riportandolo in automatico nella posizione zero, ossia “di viaggio”, e inserendo nuovamente il blocco di rotazione. In questo modo la bilancella può uscire dalla cabina e passare alla successiva stazione di appassimento e asciugatura (fi g. 5).Questo sistema garantisce che nelle fasi di trasporto, le bi-lancelle sono bloccate in posizioni predefi nite in quanto il peso, la geometria e le grandi dimensioni dei manufatti potrebbero causare dei movimenti oscillatori che infi ce-rebbero la sicurezza degli operatori.
Produttività e qualitàIl posizionamento in punti strategici di alcuni polmoni d’accu-mulo, consente di evitare tempi morti nelle varie fasi di lavora-zione e da la possibilità di aumentare i tempi di appassimento e di cottura a vantaggio della produttività e della qualità finale della verniciatura. Le zone di accumulo sono così distribuite:1. Buffer di nr 3 bilancelle per appassimento2. Buffer di nr 10 bilancelle nel forno di cottura temperatura
80 gradi.3. Buffer di nr 1 bilancella per raffreddamento.4. Buffer di nr 3 posizioni di ritocco manuale.
Altre caratteristiche del sistemaDue sono le caratteristiche salienti del trasportatore: un inno-vativo sistema di lubrificazione con quadro elettrico e software di gestione separati (fig. 6), che lo rendono un dispositivo indi-pendente ed autonomono dal resto dell’impianto. La lubrifica-zione dei diversi componenti del trasportatore (catena o carrelli) può così avvenire in tempi e con frequenze diverse indipende-temente dal quadro elettrico dell’impianto di verniciatura.Un’altra peculiarità è il gruppo di traino: l’impianto non uti-lizza il classico caterpillar con denti di traino bensì una tra-zione con dispositivo elicoidale che garantisce uno spo-stamento più uniforme e lineare della catena biplanare e quindi delle unità di trasporto della linea con minori oscilla-zioni delle bilancelle e dei pezzi.
the best position with respect to the suction system of the booth (Fig. 4). Upon completion of the coating process, an encoder in the rotation system identifi es the position of the pinion and puts it automatically back into the zero position, i.e. the “travelling position”, relocking the rotation. In this way, the piece carrying jig can leave the booth and reach the subsequent fl ash-off and drying station (Fig. 5).This system ensures that, during the handling stages, the piece carrying jigs are locked in preset positions as the heavy weight, the shape and the large size of workpieces could cause an oscillatory movement that may jeopardise the operators’ safety. Productivity and qualityThe creation of storage buff ers in strategic points allows to avoid dead times during the various processing stages and to increase the fl ash-off and fi ring times, which improves both the productivity and the fi nal coating quality. The storage buff ers are arranged as follows:1. Buff er for 3 piece carrying jigs for the fl ash-off stage2. Buff er for 10 piece carrying jigs in the fi ring oven at a
temperature of 80 degrees3. Buff er for 1 piece carrying jig for the cooling stage4. Buff er for 3 manual touch-up stations. Other features of the systemThis double rail conveyor has two main characteristics: first of all, it is equipped with an innovative lubrication system with independent electrical panel and management software (Fig. 6), which make it autonomous from the rest of the plant. In this way, the lubrication of the various components of the conveyor (chain and trolleys) can take place at different times and with different frequencies, independently from the electrical panel of the coating system.Another peculiarity is the driving unit: the system is not equipped with a traditional caterpillar with driving teeth, but rather with a helical device ensuring a more uniform and linear movement of the bi planar chain, and therefore of the units of transport of the line, with less oscillation of the motors.
4 6
5
4
The pneumatic release system unlocks the rotation of the rotating pinion. Afterwards, the motorised element, tilting by means of pneumatic cylinders, engages the rotating pinion, thus enabling the operator to manage the movement from the button panel.
Il sistema pneumatico di sgancio sblocca la rotazione del pignone rotante dopodiché la motorizzazione, basculando per mezzo di cilindri pneumatici, innesta il pignone di rotazione dando la possibilità all’operatore di comandare dalla pulsantiera il movimento del pezzo.
5
After the coating stage, the suspended tray conveyors are blocked again and carried to the fl ash-off and drying oven.
Terminata l’operazione di verniciatura le bilancelle, nuovamente bloccate, procedono verso la stazione di appassimento e il forno di asciugatura.
6
The lubrication device of the handling system is completely independent from the rest of the plant and can manage the lubrication of the chain and the trolleys separately and with diff erent frequencies.
Il dispositivo di lubrifi cazione dell’impianto di trasporto: completamente indipendente dal resto dell’impianto, può gestire separatamente e con frequenze diversa la lubrifi cazione di catena e carrelli.
© IPCM
© IPCM
© IPCM
FOCUS ON TECHNOLOGY
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 57
58 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Tullio RossiniAkzo Nobel Coatings S.p.A, Tavernola (CO), [email protected]
Russell DeaneAkzo Nobel Powder Coatings, Felling, [email protected]
THE FUTURE OF POWDER COATINGS IN OUTDOOR APPLICATIONS: LOW SOLAR ABSORPTION, HIGH REFLECTIVITYIl futuro delle vernici a polveri in applicazioni esterne: basso assorbimento solare, alta rifl ettività
Introduction“Low-solar absorption”, “High Refl ectivity”, “Cool coatings” are the new key words for the so-called “Architectural” segment, one of the main markets for thermosetting powder coatings, the market which covers Aluminium frames for windows and panels dedicated to facades and buildings. “Cool coatings” are able to reduce the heat generated through the solar absorption on the coated metal parts. Akzo Nobel has been developing and producing this kind of powder coatings since 2009.
The purpose of thermo-refl ective powder coatingsMost of the present Norms and Regulations, valid in many Countries, require the preferential usage of solar panels and/or thermo-refl ective systems and coatings.The building industry in general terms, and most particularly the producers and coaters of Aluminium frames, windows and panels, are looking for the possibility to stabilize as much as possible the temperature levels inside the buildings.This means cost and energy effi ciency and protection of the environment as the use of thermo-refl ective powder coatings limits the heating and air conditioning
Introduzione“Basso assorbimento solare”, “alta rifl ettività” e “ri-vestimenti freddi” sono le nuove parole chiave per il cosiddetto segmento “Architettonico”, uno dei princi-pali mercati per le vernici a polveri termoindurenti, il settore che riguarda i telai in alluminio per fi nestre e i pannelli dedicati alle facciate e agli edifi ci. I “rivesti-menti freddi” sono in grado di ridurre il calore gene-rato dall’assorbimento solare sulle parti metalliche ri-vestite. Akzo Nobel sviluppa e produce questo tipo di vernici in polvere dal 2009.
Lo scopo dei rivestimenti a polveri termo-rifl ettentiLa maggior parte delle attuali Norme e Regolamenti, valide in molti Paesi, richiede l’utilizzo preferenziale di pannelli solari e/o sistemi e rivestimenti termo-rifl et-tenti.L’industria delle costruzioni in generale, e più in partico-lare i produttori e i verniciatori di telai, fi nestre e pannelli in alluminio, sono alla ricerca della possibilità di stabiliz-zare il più possibile i livelli di temperatura all’interno degli edifi ci. Questo signifi ca effi cienza dei costi, del consumo energetico e tutela dell’ambiente, poiché l’uso di rivesti-menti in polvere termo-rifl ettenti limita i costi di riscal-
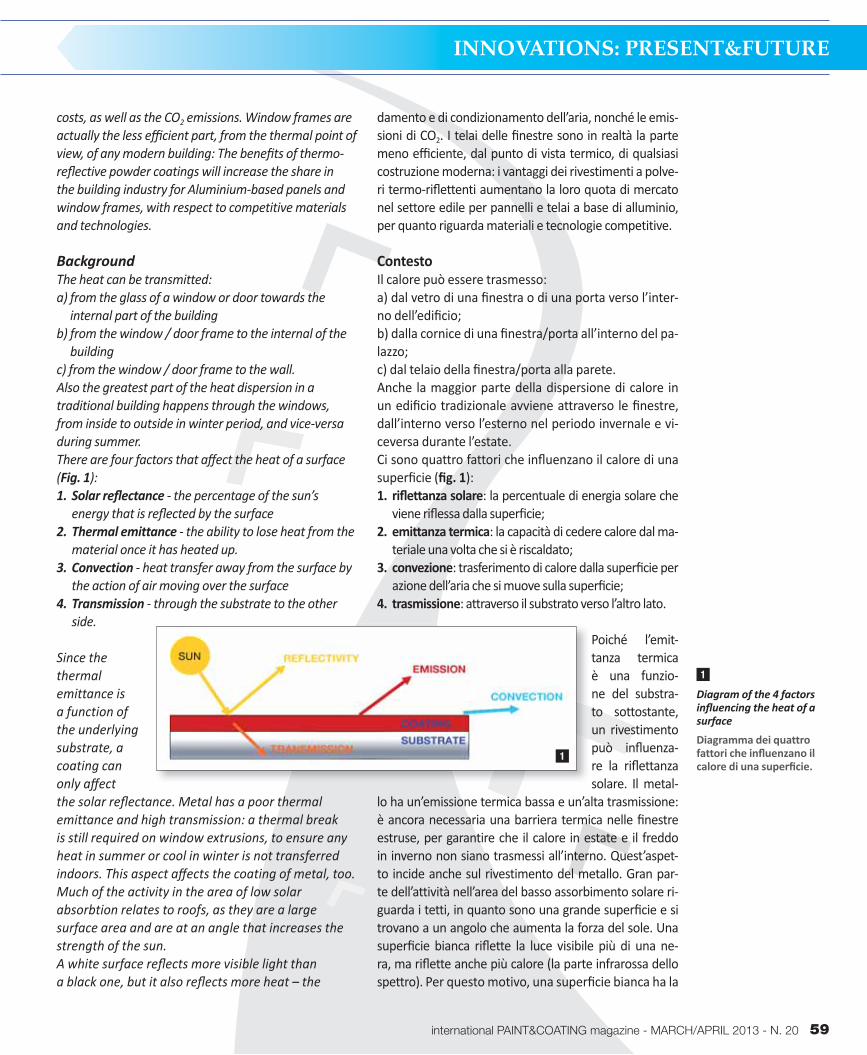
INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 59
costs, as well as the CO2 emissions. Window frames are actually the less effi cient part, from the thermal point of view, of any modern building: The benefi ts of thermo-refl ective powder coatings will increase the share in the building industry for Aluminium-based panels and window frames, with respect to competitive materials and technologies.
BackgroundThe heat can be transmitted: a) from the glass of a window or door towards the
internal part of the buildingb) from the window / door frame to the internal of the
buildingc) from the window / door frame to the wall.Also the greatest part of the heat dispersion in a traditional building happens through the windows, from inside to outside in winter period, and vice-versa during summer.There are four factors that aff ect the heat of a surface (Fig. 1): 1. Solar refl ectance - the percentage of the sun’s
energy that is refl ected by the surface 2. Thermal emittance - the ability to lose heat from the
material once it has heated up. 3. Convection - heat transfer away from the surface by
the action of air moving over the surface 4. Transmission - through the substrate to the other
side.
Since the thermal emittance is a function of the underlying substrate, a coating can only aff ect the solar refl ectance. Metal has a poor thermal emittance and high transmission: a thermal break is still required on window extrusions, to ensure any heat in summer or cool in winter is not transferred indoors. This aspect aff ects the coating of metal, too.Much of the activity in the area of low solar absorbtion relates to roofs, as they are a large surface area and are at an angle that increases the strength of the sun.A white surface refl ects more visible light than a black one, but it also refl ects more heat – the
damento e di condizionamento dell’aria, nonché le emis-sioni di CO2. I telai delle fi nestre sono in realtà la parte meno effi ciente, dal punto di vista termico, di qualsiasi costruzione moderna: i vantaggi dei rivestimenti a polve-ri termo-rifl ettenti aumentano la loro quota di mercato nel settore edile per pannelli e telai a base di alluminio, per quanto riguarda materiali e tecnologie competitive.
ContestoIl calore può essere trasmesso:a) dal vetro di una fi nestra o di una porta verso l’inter-no dell’edifi cio;b) dalla cornice di una fi nestra/porta all’interno del pa-lazzo;c) dal telaio della fi nestra/porta alla parete.Anche la maggior parte della dispersione di calore in un edifi cio tradizionale avviene attraverso le fi nestre, dall’interno verso l’esterno nel periodo invernale e vi-ceversa durante l’estate.Ci sono quattro fattori che infl uenzano il calore di una superfi cie (fi g. 1):1. rifl ettanza solare: la percentuale di energia solare che
viene rifl essa dalla superfi cie;2. emittanza termica: la capacità di cedere calore dal ma-
teriale una volta che si è riscaldato;3. convezione: trasferimento di calore dalla superfi cie per
azione dell’aria che si muove sulla superfi cie;4. trasmissione: attraverso il substrato verso l’altro lato.
Poiché l’emit-tanza termica è una funzio-ne del substra-to sottostante, un rivestimento può infl uenza-re la rifl ettanza solare. Il metal-
lo ha un’emissione termica bassa e un’alta trasmissione: è ancora necessaria una barriera termica nelle fi nestre estruse, per garantire che il calore in estate e il freddo in inverno non siano trasmessi all’interno. Quest’aspet-to incide anche sul rivestimento del metallo. Gran par-te dell’attività nell’area del basso assorbimento solare ri-guarda i tetti, in quanto sono una grande superfi cie e si trovano a un angolo che aumenta la forza del sole. Una superfi cie bianca rifl ette la luce visibile più di una ne-ra, ma rifl ette anche più calore (la parte infrarossa dello spettro). Per questo motivo, una superfi cie bianca ha la
1
Diagram of the 4 factors infl uencing the heat of a surface
Diagramma dei quattro fattori che infl uenzano il calore di una superfi cie.
1
60 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
The Future of Powder C0oatings in Outdoor Applications: Low Solar Absorption, High Refl ectivity
infra-red part of the spectrum. For this reason, a white surface has the highest solar refl ectance. People do not always want white roofs however, and so work has been ongoing across several industries to increase solar refl ectance in other colors.Measurement of solar refl ectance can be expressed in % or in a value from 0-1. The state of Georgia in the USA is a pioneer in this area, instituting a “Georgia White Roof Amendment,” which requires the use of additional insulation for roofi ng systems whose surfaces do not have test values of 0.75 (i.e. 75%) or more for both solar refl ectance and emittance. One early test of the technology was thus carried out in Georgia, on two identical school buildings (designed and built at the same time in 2002-3 by the same contractors). Both had metal roofs in the shade Hunter Green, but one was made using a cool roof coating, and the other with a standard green coating. Beneath each metal roof was vinyl-faced blanket insulation and then further insulation at the ceiling. The thermostats for each school were controlled from a district offi ce, and were set at the same temperature. After one year, the school with the cool metal roof had cost US$15,000 less in cooling costs. Progress has also been made on the glass used in windows. Typical glass transmits much of the visible light, but also the infra-red and ultra-violet portion. Tinted glass blocks out up to 55% of the visible spectrum, thus making rooms darker, but often still allows the infra red light through and so has no benefi t in reducing the heating of the building. Modern methods use a coating on the glass to produce low-emissivity or “low-E” glass, which blocks infra-red whilst letting most visible light through.Clearly the trend for materials that keep buildings cool has now moved to other aspects of the building envelope, including the metal used on window frames and curtain walling and cladding on the external walls.
The Technology to keep buildings coolThe radiation of the sun that reaches the earth is divided into three parts: • Ultraviolet - UV accounts for only about 5% of
the energy (however it is a major factor in the degradation of coatings);
• Visible - 50% of the suns energy make up the wavelengths that give us colour;
più alta rifl ettanza solare. Tuttavia il mercato non vuole sempre tetti bianchi, e quindi è in corso, in diversi set-tori, un lavoro di ricerca per aumentare la rifl ettanza solare di altri colori.La misurazione della rifl ettanza solare può essere espres-sa in % o in un valore da 0-1. Lo stato della Georgia, negli Stati Uniti, è un pioniere in questo campo, con l’introdu-zione di un “Emendamento del Tetto Bianco in Georgia”, che richiede l’uso di un ulteriore isolamento per sistemi di copertura le cui superfi ci non abbiano valori nei test di 0,75 (ossia il 75%) o più, sia per la rifl ettanza solare sia per l’emittanza. Un test di questa tecnologia è stato eff et-tuato in Georgia, su due edifi ci scolastici identici (proget-tati e costruiti nello stesso periodo nel 2002/2003 dagli stessi imprenditori edili). Entrambi avevano tetti metalli-ci della stessa gradazione verde Hunter, ma uno era stato fatto usando un rivestimento per tetto freddo, e l’altro con un rivestimento verde standard. Sotto ogni tetto in metallo c’era un isolamento completo vinilico e un ulte-riore isolamento del soffi tto. I termostati di ogni scuola erano stati controllati da un uffi cio distrettuale e fi ssati alla stessa temperatura. Dopo un anno, la scuola con il tetto freddo in metallo era costata 15.000 dollari in me-no in costi di raff reddamento.Dei progressi sono stati compiuti anche sul vetro utiliz-zato per le fi nestre. Il vetro classico trasmette molta luce visibile, ma anche la parte infrarossa e la porzione ultra-violetta. Il vetro colorato blocca fi no al 55% dello spet-tro visibile e, sebbene scurisca le stanze, spesso consen-te ancora alla luce infrarossa di passare e non da, quindi, alcun benefi cio nel ridurre il riscaldamento dell’edifi cio. I metodi moderni utilizzano un rivestimento sul vetro per produrre vetri a bassa emissività (o vetro “low-E”), che blocca gli infrarossi lasciando passare al tempo stesso più luce visibile.Chiaramente, la tendenza per i materiali che manten-gono gli edifi ci freschi si è ora spostata ad altri aspetti dell’involucro dell’edifi cio, compreso il metallo utilizzato sui telai di fi nestre e facciate continue, e per il cladding delle pareti esterne.
La tecnologia per mantenere gli edifi ci freschiLa radiazione del sole che raggiunge la terra è divisa in tre parti:• ultravioletti: i raggi UV valgono soltanto il 5%
dell’energia (si tratta comunque di un fattore impor-tante nella degradazione dei rivestimenti);
• visibile: il 50% dell’energia del sole costituisce le lunghezze d’onda che ci fanno percepire il colore;
2
Improvement of a black coating solar refl ectance by adding heat-refl ective pigments.
Miglioramento della rifl ettanza solare di un rivestimento nero aggiungendo pigmenti che rifl ettono il calore.

INNOVATIONS: PRESENT&FUTURE
• Infrared - 45% of the sun’s energy is in the infrared region.
It is the infrared light that contributes to heat build-up. Coatings containing infrared-absorbing pigments will heat up faster and to a greater degree than coatings using infrared-refl ecting pigments. Traditional coloured pigments tend to absorb infra-red.A new generation of pigments are now available which increase signifi cantly the spectral refl ectance of coatings. These are already used widely the coil coating fi eld.It is important to note that while the use of cool coating technology can improve the spectral refl ectance of coloured coatings compared to the standard versions of those colours, it does not raise them to the spectral refl ectance level of white coatings.A typical white coating over a black substrate has a spectral refl ectance around 70%; a black coating over a black substrate can have a refl ectance as low as 4%. Using heat-refl ecting pigments can improve the refl ectance of a black coating by as much as 7 times, as shown in Fig. 2 for tests carried out on powder coatings.
The fi nal result this depends on the initial colour (Table 1 and Fig. 3).
Table 1: improvement possible in solar refl ectivity of diff erent shades
Solar Refl ectance
RAL Shade Standard coating Cool coating Improvement
6008 5.9 43.8 642%
5013 7.2 34.9 385%
7011 10.8 36.3 236%
8000 20.2 49.2 144%
1014 61.9 67.6 9%
• infrarossi: il 45% dell’energia del sole è nella re-gione dell’infrarosso.
La luce infrarossa contribuisce all’accumulo di ca-lore. I rivestimenti contenenti pigmenti che assor-bono gli infrarossi si riscaldano più velocemente e in misura maggiore dei rivestimenti che utilizzano pigmenti che li rifl ettono. I tradizionali pigmenti colorati tendono ad assorbire gli infrarossi.È ora disponibile una nuova generazione di pig-menti, in grado di aumentare signifi cativamen-te la rifl ettanza spettrale dei rivestimenti. Questi sono già ampiamente utilizzati nel campo del coil coating. È importante notare che, mentre l’uso della tecnologia di rivestimento freddo può mi-gliorare la rifl ettanza spettrale dei rivestimenti colorati rispetto alle versioni standard di questi colori, non raggiunge il livello di rifl ettanza spet-trale dei rivestimenti bianchi. Un tipico rivesti-mento bianco su un substrato nero ha una rifl et-tanza spettrale di circa il 70%; un rivestimento nero su un substrato nero può avere una rifl et-
tanza a partire dal 4%. L’utilizzo di pigmenti ter-morifl ettenti può migliorare la ri-fl ettanza di un ri-vestimento nero di ben sette volte, come mostrato in fi gura 2 con i test eff ettuati sui rive-stimenti in polve-re.
Il risultato fi nale dipende dal colore iniziale (tabella 1 e fi g. 3).
Tabella 1: miglioramento possibile della rifl ettivi-tà solare di diverse sfumature
2
SPECIALISTEN IN TRANSPORTBAANSYSTEMEN
GROUP
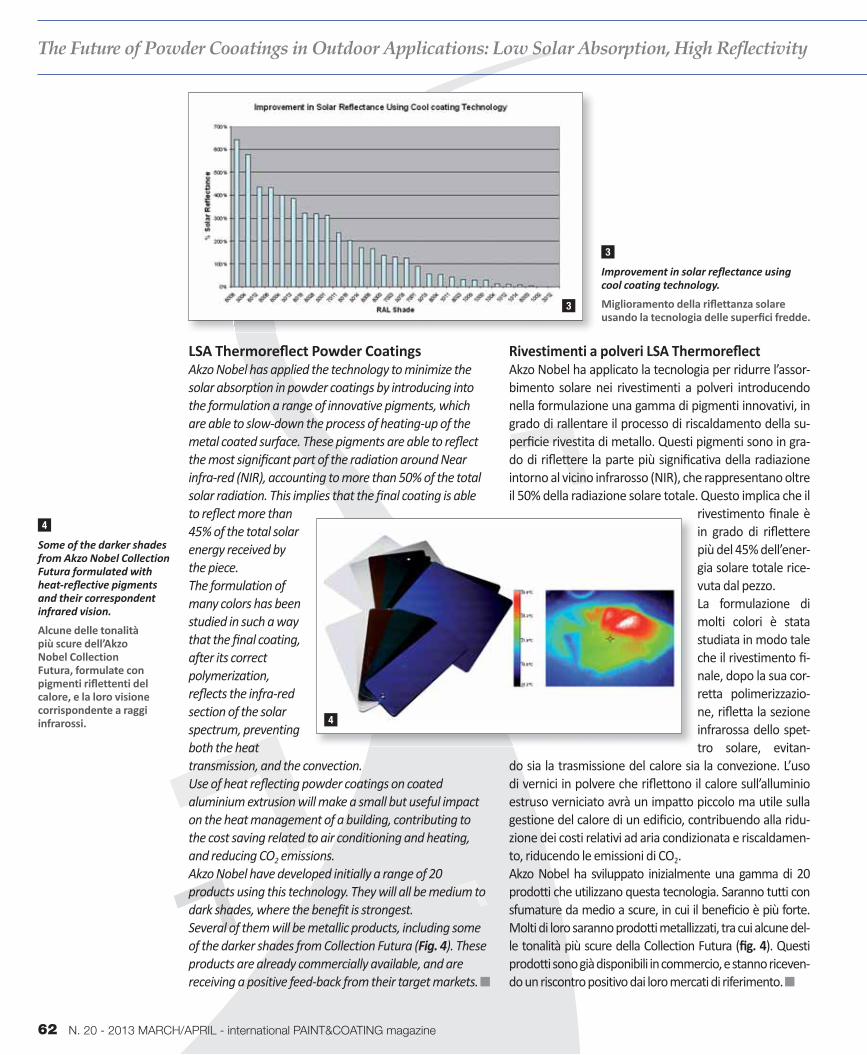
62 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
The Future of Powder C0oatings in Outdoor Applications: Low Solar Absorption, High Refl ectivity
LSA Thermorefl ect Powder CoatingsAkzo Nobel has applied the technology to minimize the solar absorption in powder coatings by introducing into the formulation a range of innovative pigments, which are able to slow-down the process of heating-up of the metal coated surface. These pigments are able to refl ect the most signifi cant part of the radiation around Near infra-red (NIR), accounting to more than 50% of the total solar radiation. This implies that the fi nal coating is able to refl ect more than 45% of the total solar energy received by the piece.The formulation of many colors has been studied in such a way that the fi nal coating, after its correct polymerization, refl ects the infra-red section of the solar spectrum, preventing both the heat transmission, and the convection.Use of heat refl ecting powder coatings on coated aluminium extrusion will make a small but useful impact on the heat management of a building, contributing to the cost saving related to air conditioning and heating, and reducing CO2 emissions.Akzo Nobel have developed initially a range of 20 products using this technology. They will all be medium to dark shades, where the benefi t is strongest. Several of them will be metallic products, including some of the darker shades from Collection Futura (Fig. 4). These products are already commercially available, and are receiving a positive feed-back from their target markets.
Rivestimenti a polveri LSA Thermorefl ectAkzo Nobel ha applicato la tecnologia per ridurre l’assor-bimento solare nei rivestimenti a polveri introducendo nella formulazione una gamma di pigmenti innovativi, in grado di rallentare il processo di riscaldamento della su-perfi cie rivestita di metallo. Questi pigmenti sono in gra-do di rifl ettere la parte più signifi cativa della radiazione intorno al vicino infrarosso (NIR), che rappresentano oltre il 50% della radiazione solare totale. Questo implica che il
rivestimento fi nale è in grado di rifl ettere più del 45% dell’ener-gia solare totale rice-vuta dal pezzo.La formulazione di molti colori è stata studiata in modo tale che il rivestimento fi -nale, dopo la sua cor-retta polimerizzazio-ne, rifl etta la sezione infrarossa dello spet-tro solare, evitan-
do sia la trasmissione del calore sia la convezione. L’uso di vernici in polvere che rifl ettono il calore sull’alluminio estruso verniciato avrà un impatto piccolo ma utile sulla gestione del calore di un edifi cio, contribuendo alla ridu-zione dei costi relativi ad aria condizionata e riscaldamen-to, riducendo le emissioni di CO2.Akzo Nobel ha sviluppato inizialmente una gamma di 20 prodotti che utilizzano questa tecnologia. Saranno tutti con sfumature da medio a scure, in cui il benefi cio è più forte. Molti di loro saranno prodotti metallizzati, tra cui alcune del-le tonalità più scure della Collection Futura (fi g. 4). Questi prodotti sono già disponibili in commercio, e stanno riceven-do un riscontro positivo dai loro mercati di riferimento.
3
3
Improvement in solar refl ectance using cool coating technology.
Miglioramento della rifl ettanza solare usando la tecnologia delle superfi ci fredde.
4
Some of the darker shades from Akzo Nobel Collection Futura formulated with heat-refl ective pigments and their correspondent infrared vision.
Alcune delle tonalità più scure dell’Akzo Nobel Collection Futura, formulate con pigmenti rifl ettenti del calore, e la loro visione corrispondente a raggi infrarossi. 4

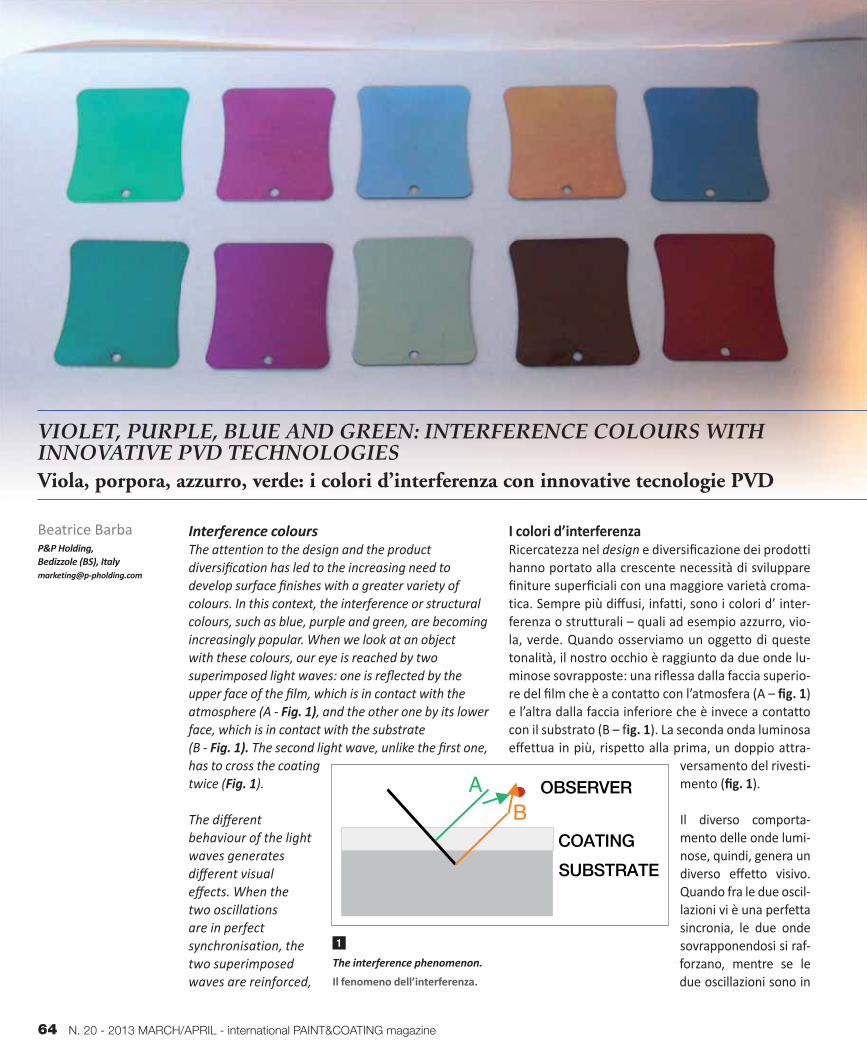
64 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Beatrice BarbaP&P Holding,Bedizzole (BS), Italy [email protected]
VIOLET, PURPLE, BLUE AND GREEN: INTERFERENCE COLOURS WITH INNOVATIVE PVD TECHNOLOGIESViola, porpora, azzurro, verde: i colori d’interferenza con innovative tecnologie PVD
SUBSTRATE
COATING
OBSERVER
BA
Interference coloursThe attention to the design and the product diversifi cation has led to the increasing need to develop surface fi nishes with a greater variety of colours. In this context, the interference or structural colours, such as blue, purple and green, are becoming increasingly popular. When we look at an object with these colours, our eye is reached by two superimposed light waves: one is refl ected by the upper face of the fi lm, which is in contact with the atmosphere (A - Fig. 1), and the other one by its lower face, which is in contact with the substrate (B - Fig. 1). The second light wave, unlike the fi rst one, has to cross the coating twice (Fig. 1).
The diff erent behaviour of the light waves generates diff erent visual eff ects. When the two oscillations are in perfect synchronisation, the two superimposed waves are reinforced,
1
The interference phenomenon.
Il fenomeno dell’interferenza.
I colori d’interferenzaRicercatezza nel design e diversifi cazione dei prodotti hanno portato alla crescente necessità di sviluppare fi niture superfi ciali con una maggiore varietà croma-tica. Sempre più diff usi, infatti, sono i colori d’ inter-ferenza o strutturali – quali ad esempio azzurro, vio-la, verde. Quando osserviamo un oggetto di queste tonalità, il nostro occhio è raggiunto da due onde lu-minose sovrapposte: una rifl essa dalla faccia superio-re del fi lm che è a contatto con l’atmosfera (A – fi g. 1) e l’altra dalla faccia inferiore che è invece a contatto con il substrato (B – fig. 1). La seconda onda luminosa eff ettua in più, rispetto alla prima, un doppio attra-
versamento del rivesti-mento (fi g. 1).
Il diverso comporta-mento delle onde lumi-nose, quindi, genera un diverso eff etto visivo. Quando fra le due oscil-lazioni vi è una perfetta sincronia, le due onde sovrapponendosi si raf-forzano, mentre se le due oscillazioni sono in
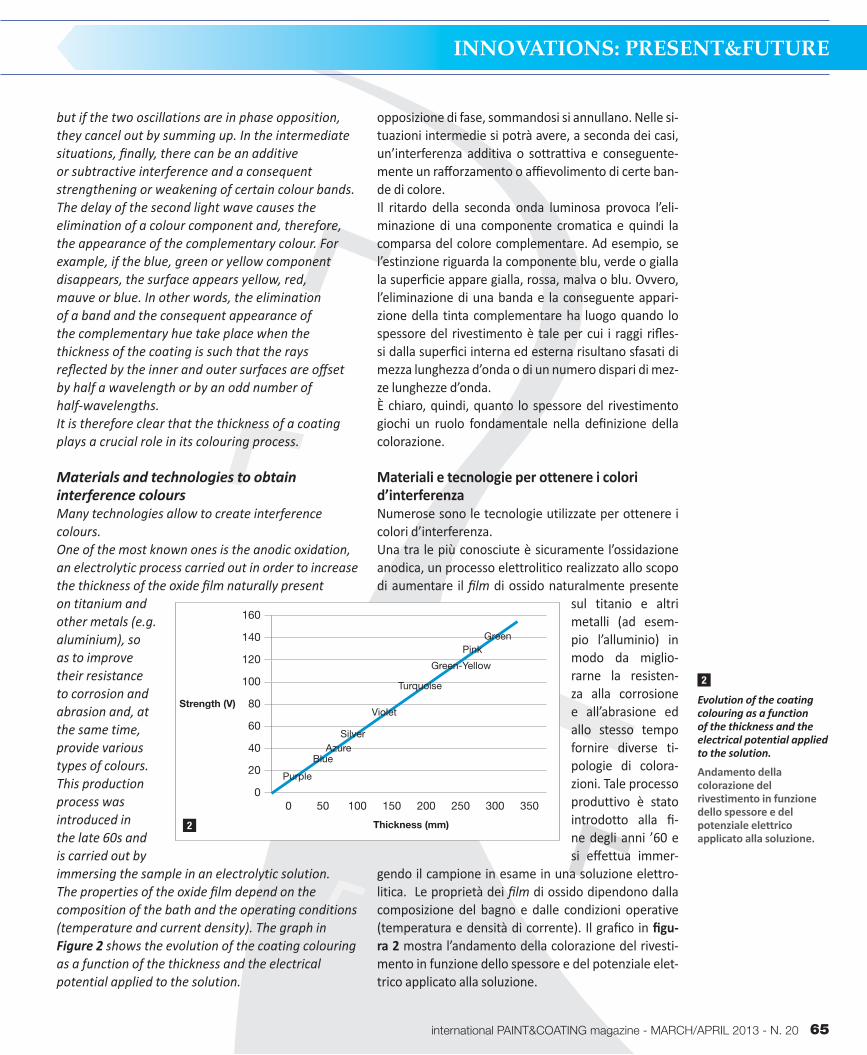
INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 65
but if the two oscillations are in phase opposition, they cancel out by summing up. In the intermediate situations, fi nally, there can be an additive or subtractive interference and a consequent strengthening or weakening of certain colour bands.The delay of the second light wave causes the elimination of a colour component and, therefore, the appearance of the complementary colour. For example, if the blue, green or yellow component disappears, the surface appears yellow, red, mauve or blue. In other words, the elimination of a band and the consequent appearance of the complementary hue take place when the thickness of the coating is such that the rays refl ected by the inner and outer surfaces are off set by half a wavelength or by an odd number of half-wavelengths. It is therefore clear that the thickness of a coating plays a crucial role in its colouring process.
Materials and technologies to obtain interference coloursMany technologies allow to create interference colours.One of the most known ones is the anodic oxidation, an electrolytic process carried out in order to increase the thickness of the oxide fi lm naturally present on titanium and other metals (e.g. aluminium), so as to improve their resistance to corrosion and abrasion and, at the same time, provide various types of colours. This production process was introduced in the late 60s and is carried out by immersing the sample in an electrolytic solution. The properties of the oxide fi lm depend on the composition of the bath and the operating conditions (temperature and current density). The graph in Figure 2 shows the evolution of the coating colouring as a function of the thickness and the electrical potential applied to the solution.
2
Evolution of the coating colouring as a function of the thickness and the electrical potential applied to the solution.
Andamento della colorazione del rivestimento in funzione dello spessore e del potenziale elettrico applicato alla soluzione.
0 50 100 150 200 250 300 350
160
140
120
100
80
60
40
20
0
Strength (V)
Thickness (mm)
Purple
BlueAzure
Silver
Violet
Turquoise
Green-Yellow
Pink
Green
2
opposizione di fase, sommandosi si annullano. Nelle si-tuazioni intermedie si potrà avere, a seconda dei casi, un’interferenza additiva o sottrattiva e conseguente-mente un raff orzamento o affi evolimento di certe ban-de di colore.Il ritardo della seconda onda luminosa provoca l’eli-minazione di una componente cromatica e quindi la comparsa del colore complementare. Ad esempio, se l’estinzione riguarda la componente blu, verde o gialla la superfi cie appare gialla, rossa, malva o blu. Ovvero, l’eliminazione di una banda e la conseguente appari-zione della tinta complementare ha luogo quando lo spessore del rivestimento è tale per cui i raggi rifl es-si dalla superfi ci interna ed esterna risultano sfasati di mezza lunghezza d’onda o di un numero dispari di mez-ze lunghezze d’onda. È chiaro, quindi, quanto lo spessore del rivestimento giochi un ruolo fondamentale nella defi nizione della colorazione.
Materiali e tecnologie per ottenere i colori d’interferenzaNumerose sono le tecnologie utilizzate per ottenere i colori d’interferenza.Una tra le più conosciute è sicuramente l’ossidazione anodica, un processo elettrolitico realizzato allo scopo di aumentare il fi lm di ossido naturalmente presente
sul titanio e altri metalli (ad esem-pio l’alluminio) in modo da miglio-rarne la resisten-za alla corrosione e all’abrasione ed allo stesso tempo fornire diverse ti-pologie di colora-zioni. Tale processo produttivo è stato introdotto alla fi -ne degli anni ’60 e si eff ettua immer-
gendo il campione in esame in una soluzione elettro-litica. Le proprietà dei fi lm di ossido dipendono dalla composizione del bagno e dalle condizioni operative (temperatura e densità di corrente). Il grafi co in fi gu-ra 2 mostra l’andamento della colorazione del rivesti-mento in funzione dello spessore e del potenziale elet-trico applicato alla soluzione.

66 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Violet, Purple, Blue and Green: Interference Colours with Innovative PVD Technologies
Another technology used for the interference deposits is the galvanic treatment. With this process, it is possible to obtain many diff erent colours, but the levels of reproducibility are low, both between diff erent batches and within the same bath.Furthermore, the increasingly strict regulations on the protection of the environment and workers have made this type of coating even more disadvantageous. Several expedients must now be adopted in terms of disposal of pollutants.During the galvanic deposition process, a very important role is played by both the deposition time and the temperature of the bath, as well as the concentrations of the solutions.To increase the variety of substrates on which it is possible to apply coatings with the most varied colours, the preferred choice is often the PVD (Physical Vapour Deposition) process, i.e. an atomic deposition process in which the material is evaporated from a solid source in the form of atoms or molecules and then transported in the form of vapour through a vacuum to the substrate where it condenses.Especially for interference colours, however, the most used technology is Magnetron Sputtering (Fig. 3). The plasma within the deposition chamber – generally consisting of atoms of Argon – has the function of eroding the target material (normally titanium, chromium or niobium). In this way, the atoms liberated – with opposite charge – are attracted onto the surface to be coated.
The PVD process is generally used to create coatings with a thickness of a few tens or hundreds of nanometres. As previously mentioned, in the case of interference colours, the control of the coating thickness during the production process is particularly important in order to obtain the right colour.The Table 1 roughly summarises the thickness needed to create diff erent shades.
3
Colours obtained by PVD technology (photo courtesy of P&P).
Colorazioni ottenute tramite tecnologia PVD (foto autorizzata da P&P).
3
Un’ulteriore tecnologia utilizzata per i depositi d’in-terferenza è il trattamento galvanico. Tramite questo processo è possibile ottenere svariate colorazioni, tuttavia i livelli di riproducibilità sono bassi sia tra lot-ti diff erenti che all’interno dello stesso.Inoltre, le sempre più ristrette normative a riguardo della tutela ambientale e dei lavoratori, hanno por-tato ulteriori svantaggi a questo tipo di rivestimento. Numerosi interventi al processo devono essere pre-si a riguardo dello smaltimento delle sostanze inqui-nanti.Durante il processo di deposizione galvanico giocano un ruolo molto importante sia il tempo di deposizio-ne, sia la temperatura del bagno e delle concentra-zioni delle soluzioni del bagno.Per aumentare la varietà di substrati sui quali poter applicare rivestimenti con le più svariate colorazioni, spesso si preferisce il processo PVD _ Physical Vapour Deposition, ovvero processi di deposizione atomica nei quali il materiale viene evaporato da una sorgen-te solida in forma di atomi o molecole e trasportato in forma vapore attraverso un ambiente sottovuoto fi no al substrato dove condensa.In particolare per i colori d’interferenza, la tecno-logia più utilizzata è quella Magnetron Sputtering
(fi g. 3). Il plasma all’interno della camera di depo-sizione – general-mente costituito da atomi di Ar-gon – ha la funzio-ne di erosione del target (general-mente titanio, cromo o niobio).
In questo modo gli atomi liberati, con carica opposta, sono attratti sulla superfi cie da rivestire.
Generalmente il PVD viene utilizzato per creare rive-stimenti di poche decine o centinaia di nanometri. Come detto precedentemente, per i colori d’interfe-renza risulta particolarmente importante nel proces-so produttivo il controllo dello spessore del rivesti-mento per determinare la giusta colorazione.La tabella 1 riassume indicativamente gli spessori necessari per creare le diverse tonalità.
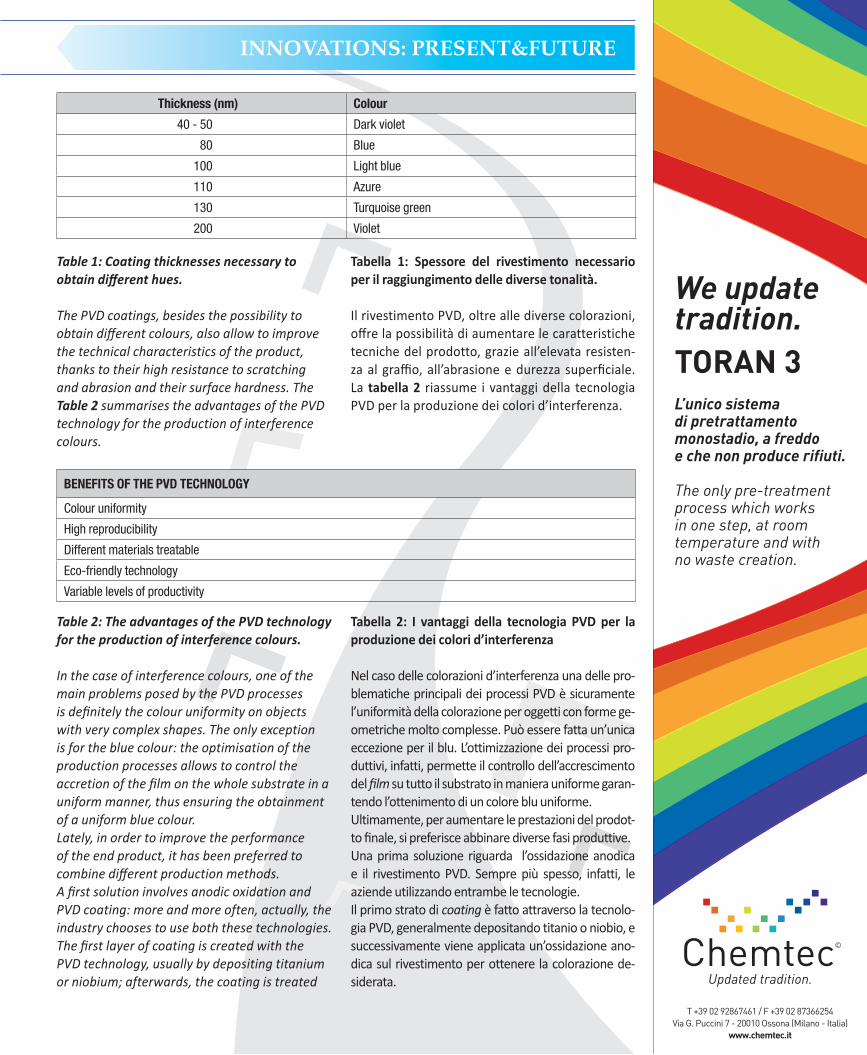
©
We updatetradition.
L’unico sistemadi pretrattamentomonostadio, a freddoe che non produce rifiuti.
The only pre-treatmentprocess which worksin one step, at roomtemperature and withno waste creation.
TORAN 3
INNOVATIONS: PRESENT&FUTURE
Thickness (nm) Colour
40 - 50 Dark violet
80 Blue
100 Light blue
110 Azure
130 Turquoise green
200 Violet
Table 1: Coating thicknesses necessary to obtain diff erent hues.
The PVD coatings, besides the possibility to obtain diff erent colours, also allow to improve the technical characteristics of the product, thanks to their high resistance to scratching and abrasion and their surface hardness. The Table 2 summarises the advantages of the PVD technology for the production of interference colours.
BENEFITS OF THE PVD TECHNOLOGY
Colour uniformity
High reproducibility
Different materials treatable
Eco-friendly technology
Variable levels of productivity
Table 2: The advantages of the PVD technology for the production of interference colours.
In the case of interference colours, one of the main problems posed by the PVD processes is defi nitely the colour uniformity on objects with very complex shapes. The only exception is for the blue colour: the optimisation of the production processes allows to control the accretion of the fi lm on the whole substrate in a uniform manner, thus ensuring the obtainment of a uniform blue colour.Lately, in order to improve the performance of the end product, it has been preferred to combine diff erent production methods.A fi rst solution involves anodic oxidation and PVD coating: more and more often, actually, the industry chooses to use both these technologies.The fi rst layer of coating is created with the PVD technology, usually by depositing titanium or niobium; afterwards, the coating is treated
Tabella 1: Spessore del rivestimento necessario per il raggiungimento delle diverse tonalità.
Il rivestimento PVD, oltre alle diverse colorazioni, off re la possibilità di aumentare le caratteristiche tecniche del prodotto, grazie all’elevata resisten-za al graffi o, all’abrasione e durezza superfi ciale. La tabella 2 riassume i vantaggi della tecnologia PVD per la produzione dei colori d’interferenza.
Tabella 2: I vantaggi della tecnologia PVD per la produzione dei colori d’interferenza
Nel caso delle colorazioni d’interferenza una delle pro-blematiche principali dei processi PVD è sicuramente l’uniformità della colorazione per oggetti con forme ge-ometriche molto complesse. Può essere fatta un’unica eccezione per il blu. L’ottimizzazione dei processi pro-duttivi, infatti, permette il controllo dell’accrescimento del fi lm su tutto il substrato in maniera uniforme garan-tendo l’ottenimento di un colore blu uniforme. Ultimamente, per aumentare le prestazioni del prodot-to fi nale, si preferisce abbinare diverse fasi produttive.Una prima soluzione riguarda l’ossidazione anodica e il rivestimento PVD. Sempre più spesso, infatti, le aziende utilizzando entrambe le tecnologie.Il primo strato di coating è fatto attraverso la tecnolo-gia PVD, generalmente depositando titanio o niobio, e successivamente viene applicata un’ossidazione ano-dica sul rivestimento per ottenere la colorazione de-siderata.

68 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Violet, Purple, Blue and Green: Interference Colours with Innovative PVD Technologies
with anodic oxidation so as to obtain the required colour.In other cases, the galvanic and PVD processes can be combined. A protective layer is generated by electrodeposition to prepare the base surface; then, the colour is obtained using the PVD technology.The base material, the applications, the morphology of the product, the production costs and especially the quality level to be achieved infl uence the choice and combination of the diff erent production processes.
Interference colours and high productivity with the PVD technologyThe application of PVD coatings on steel sheets or coils is increasingly widespread in the construction industry and beyond.The PVD plants, in fact, can be both batch and in-line systems, which greatly increases the productivity levels and the size of the objects that can be coated.
Figure 4 shows an example of a plant for the treatment of large steel sheets. The system consists of several chambers connected to each other. The number of chambers and sources necessary to the deposition varies depending on the level of productivity to be obtained.
ConclusionsThe higher performance technical features and the wide variety of colours and eco-friendly production processes are the main features of PVD coatings. The technological advances and the process improvement have quickly led to the use of vacuum technology in diff erent application fi elds.Another aspect on which P&P, the leader of this sector, focuses day after day is fl exibility. Its plant division, thanks to the work of the R&D laboratories, has developed a wide variety of solutions tailored to the production needs of each customer, by ensuring the company’s continued success in the market.
ws an example of e treatment of largee The system consists of bers connected to each other.f chambers and souurces necessary
In altri casi, invece, la combinazione tra diversi processi produttivi può avvenire tra rivestimento galvanico e PVD. In questo caso viene generato uno strato protettivo trami-te elettrodeposizione in modo tale da preparare la super-fi cie di base. Successivamente il colore viene realizzato tra-mite tecnologia PVD.Il materiale di base, le applicazioni, la morfologia del pro-dotto, i costi produttivi e soprattutto il livello qualitativo che si vuole raggiungere infl uiscono sulla scelta e la com-binazione dei diversi processi produttivi.
Colori d’interferenza ed alti livelli di produttività tramite tecnologia PVDSempre più diff use sono le applicazioni dei rivestimen-ti PVD su lastre di acciaio o su coil per il settore edilizio e non solo.Gli impianti PVD, infatti, possono essere sia batch che in linea, aumentando notevolmente la produttività e la dimensione degli oggetti rivestiti.
La fi gura 4 mo-stra un esempio di impianto per la realizzazione
di grosse lastre d’acciaio. Il sistema è
costituito da diverse camere collegate tra loro. Il numero di ca-
mere e sorgenti in-stallate necessarie
alla deposizione va-ria a seconda del livello di produttività
che si vuole ottenere.
ConclusioniCaratteristiche tecniche più performanti, ampia varietà cromatica e processi produttivi rispettosi dell’ambien-te sono le caratteristiche principali dei rivestimenti PVD. L’evoluzione tecnologica ed il miglioramento dei processi ha portato rapidamente all’utilizzo della tecnologia sotto vuoto in diversi campi applicativi.Un ulteriore aspetto, curato con attenzione giorno dopo giorno dall’azienda leader in questo settore P&P, è la fl es-sibilità. La divisione impianti, infatti, grazie ai laboratori di ricerca e sviluppo interni ha sviluppato un ampia varietà di soluzioni personalizzate in base alle esigenze produtti-ve dei singoli clienti garantendo un duraturo successo sul mercato.
4
Example of an in-line PVD deposition plant for stainless steel plates (Flexline system, courtesy of P&P).
Esempio di un impianto in linea per deposizione PVD su lastre di acciaio inox (Impianto Flexline, courtesy of P&P).
4
INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 69PRENOTAZIONE „BIGLIETTI“ (LAMIERINI): TIGER DRYLAC ITALIA srl. - M: [email protected] T: 035.4133580 F: 035.270387
70 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine770 N.N. 2 22220000 00 - 2013 MAAARCRCRCRCRCCH/H/APAPAPRIR LLL -- ii inttererrernaan ttionoonalal PPPPAIAIAIAIAIA NTNTNN &COAATIITINGNGGGNGNG mm m magagazazazininineeeLLL
Loris RossiAlufi nish Italia Srl,Gambellara (VI), Italyloris.rossi@alufi nish.it
IN-LINE CHEMICAL STRIPPING WITH THE FASTRIP PROCESSLa sverniciatura chimica in linea con il processo FaStrip
R azionalizzazione dei costi e maggiore effi cienza an-che in termini ambientali con la nuova sverniciatu-
ra chimica in linea.
In un mercato in rapida evoluzione come quello della verniciatura dove è sempre più necessario razionalizza-re i costi e off rire una qualità maggiore, le aziende oggi controllano le spese anche di quei processi che, fi no a pochi mesi fa, sembravano poco impattanti.Uno di questi processi è la sverniciatura dei ganci e dei telai. Normalmente questa attività viene affi data ad aziende terze specializzate o, in alternativa, le imprese stesse si attrezzano inte rnamente.La prima soluzione ha lo svantaggio che l’azienda deve attrezzarsi con un numero suffi ciente di ganci e telai per non rimanerne sprovvista intanto che lo sverniciatore procede al lavoro.La seconda soluzione mira tradizionalmente a gestire il processo internamente mediante forni pirolitici. In que-sto caso si registra un dispendio di tempo notevole, sia nel momento in cui gli operatori devono collettare il ma-teriale per l’infornata dei pezzi, sia dopo la sverniciatura per rimuovere la cenere. I pezzi, infatti, dovranno esse-re sabbiati e poi riportati nell’area dedicata al magazzino dei telai e dei ganci.Ottimizzare questa operazione è possibile con una sverniciatura in linea che permetta ai telai e ai ganci di uscire puliti e pronti per essere riutilizzati o stocca-ti nell’area telai. Questa è la base del processo FaStrip che consente una forte riduzione dei tempi di movi-mentazione dei telai, un’ottimizzazione dell’elettrosta-ticità sui pezzi e quindi un minor consumo di vernice, ma anche una più accurata qualità di verniciatura gra-zie alla perfetta pulizia garantita dal sistema FaStrip e una riduzione del numero di telai necessari per creare il giro tra quelli utilizzati durante la verniciatura e quelli in fase di sverniciatura.Considerando nello specifi co il settore della verniciatura di profi li di alluminio, molte aziende con linee di verni-ciatura in verticale si sono attrezzate di sistemi di sverni-ciatura in linea pirolitici, grazie anche alla semplicità e al-la costanza d’uso dei semplici ganci in acciaio armonico. I problemi però derivanti da questi sistemi sono diversi. Per esempio l’alto consumo di energia primaria richiesta per il processo pirolitico, l’infragilimento dei ganci per eff etto dell’alta temperatura e quindi la loro frequente sostituzione, il rischio di impiglio del gancio alle pareti della sverniciaganci pirolitica con conseguente pericolo
R ationalisation of costs and greater effi ciency also from the environmental point of view with the
new in-line chemical stripping process.
In a rapidly changing market such as that of coating, where it is increasingly necessary to rationalise the costs and off er higher and higher quality products, the manufacturers are starting to control the expenses even of those processes that, until a few months ago, seemed to have little or no impact.One of these processes is the stripping of the hooks and frames. Qualifi ed third-party companies are normally entrusted with this task; as an alternative, the companies themselves equip their facilities with paint stripping technologies.The fi rst solution has the disadvantage that the company needs to be equipped with a suffi cient number of hooks and frames to be used while a part of them is being restored.The second solution allows to manage the process in-house, traditionally with pyrolytic ovens. In this case, a considerable expenditure of time is required, both when the operators gather the material to start a treatment and after the stripping process, for the removal of the ash. Actually, the parts will need to be sandblasted and fi nally returned to the frames and hooks storage area.The optimisation of this operation is made possible by in-line paint stripping processes able to ensure perfectly clean frames and hooks, ready to be either reused or stored. This is the concept behind the FaStrip process, which enables a great reduction of handling times; an optimisation of electrostatic energy and therefore a reduction in the consumption of paint; a better coating quality thanks to the perfect cleanliness ensured; and a reduction in the overall number of frames needed to avoid any shortages in the factory.Specifi cally in the aluminium profi les coating fi eld, many companies equipped with vertical plants use simple hooks and in-line pyrolytic stripping systems, for obvious simplicity and constant use of spring steel hooks. Many problems, however, arise from the use of these systems: for example, the high consumption of primary energy required for the pyrolytic process; the embrittlement of the hooks due to high temperature and therefore their frequent replacement; the risk that the hooks get entangled in the walls of the pyrolytic plant with consequent danger of fi re; not to mention the waste of time required for cleaning the chimneys

INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 71
di incendio. Ma anche lo spreco di tempo per la pulizia dei camini della sverniciaganci per evitare intasamenti e, anche in questo caso, possibili incendi. Un problema di carattere ambientale è la gestione dei fumi di combu-stione della vernice. Infi ne non c’è la possibilità di appli-care questo processo per la sverniciatura in linea di telai.Ovviare a tutte queste limitazioni, abbattere i costi, ren-dere il processo meno rischioso anche dal punto di vi-sta ambientale signifi ca adottare FaStrip, ideato da Alu-fi nish Italia, per la sverniciatura di ganci e telai.Fastrip è un processo di sverniciatura chimica in linea che abbina l’effi cienza di un impianto ad immersione
con una particolare tecnologia ad ultra-suoni, sviluppata per questo particolare si-stema, ad un prodot-to chimico della serie Metalstrip, in grado di sverniciare i ganci ed i telai in un tempo mas-simo di 2 minuti. I pro-dotti svernicianti Me-talstrip sono esenti da composti clorurati ed ecologicamente com-patibili, formulati per
permetterne l’uso in questo nuovo sistema di svernicia-tura garantendo altissime prestazioni.Mediante questo processo, i ganci ed i telai risultano perfettamente sverniciati senza alcun residuo di verni-ce. Metalstrip è compatibile sia con telai costruiti in ma-teriale ferroso, sia in alluminio o altre leghe leggere.Le temperature di processo hanno range molto bassi, dai 40 ai 60°C, quindi non comportano alcun infragili-mento dei ganci e dei telai.Per le linee di verniciatura in verticale di profi li di allumi-nio, il processo FaStrip risulta molto conveniente, per-ché l’impianto è di larghezza ridotta e contiene anche poco sverniciante, visto che l’ingombro dei ganci usati è quasi insignifi cante. Il processo permette all’azienda di evitare sostituzioni di ganci, eliminerà anche i possibili problemi di impiglio e permetterà una sverniciatura più accurata e profonda dei ganci stessi.FaStrip ottimizza e migliora la qualità della svernicia-tura di ganci e telai, permettendo di ottenere una si-gnifi cativa riduzione dei consumi energetici, strategi-ci in un momento di forte crescita dei costi di energia primaria.
to prevent obstructions and, again, possible fi res. An environmental problem is the management of the combustion fumes of the paint. Finally, there is no possibility of applying this process to the in-line stripping of frames.The solution to overcome these limitations, reduce the costs and make the process less hazardous also from the point of view of the environment is the FaStrip process, designed by Alufi nish Italia for the stripping of hooks and frames.FaStrip is an in-line chemical stripping process that combines the effi ciency of an immersion plant with a special ultrasound technology specifi cally developed for this system to the chemicals from the Metalstrip range, able to paint strip hooks and frames in a maximum time of 2 minutes. The Metalstrip stripping products are free from chlorine compounds and environmentally friendly. They have been formulated to be used in this new stripping system in order to ensure high performance.With this process, the hooks and the frames are perfectly stripped, without any paint residue. Metalstrip is compatible with frames both in ferrous materials and in aluminium or other light alloys.The process temperatures are very low – from 40 to 60°C – and therefore do not cause the embrittlement of the hooks and frames.The FaStrip process is very advantageous for the vertical coating plants intended for aluminium profi les, because the system has a reduced width and contains little paint stripper, given that that the overall size of the hooks used is almost negligible. The process allows the company to avoid the need to replace the hooks, eliminates potential problems of entanglement and ensures a more accurate and deeper stripping of the hooks themselves.FaStrip optimises and improves the quality of the hooks and frames stripping process, thus enabling a signifi cant reduction in energy consumption, which is decisive at a time of increase in the cost of primary energy.

72 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Tim Fletcher Grace,Worms, Germanytim.fl [email protected]
RECENT DEVELOPMENTS IN ION-EXCHANGED SILICA ANTI-CORROSIVE PIGMENTSSviluppi recenti dei pigmenti silicei anticorrosivi a scambio ionico
1. IntroductionCost reduction, health, safety and environmental issues are primary drivers of change in today’s coatings industry. The users of all kinds of metal products are not only concerned that the products they buy will be long lasting with minimal maintenance costs, but also that the materials used are neither damaging to human health nor the environment. The coatings manufacturer is thus continually faced with the need to provide coatings with ever greater durability and protective properties to weathering and corrosion processes, without resorting to harmful substances.The present article is concerned with ion-exchanged silica (IES) anti-corrosive pigments, and in particular with recent developments in this fi eld. IES pigments were originally developed and introduced in the 1980’s as non-hazardous, environmentally compliant alternatives to traditional anti-corrosive pigments such as chromates and lead pigments as well as the existing zinc phosphate anticorrosive pigments. In the intervening period, long term outdoor exposure data has been obtained and considerable experience in their practical use has been gained.
1. IntroduzioneRiduzione dei costi, salute, sicurezza e istanze am-bientali sono le principali spinte verso il cambiamen-to nell’industria odierna delle vernici. Gli utilizzatori di qualsiasi tipo di manufatto metallico non si preoc-cupano solo che questo duri a lungo con minimi costi di manutenzione, ma anche che i materiali utilizza-ti non siano dannosi né per la salute umana né per l’ambiente. Quindi i produttori di vernici si confron-tano continuamente con il bisogno di fornire verni-ci con una durabilità e delle proprietà di resistenza all’invecchiamento e alla corrosione sempre maggio-ri, senza ricorrere a sostanze pericolose.Il presente articolo si concentra sui pigmenti anticor-rosivi di silica a scambio ionico (IES), e in particolare sui più recenti sviluppi in questo campo. I pigmen-ti IES furono originariamente sviluppati ed introdotti sul mercato negli anni 80 come alternative non peri-colose ed eco-compatibili ai tradizionali pigmenti an-ticorrosivi a base di piombo o cromo o ai fosfati di zinco. Nel frattempo, si è venuti in possesso dei dati di esposizione in esterno a lungo termine e di una notevole esperienza nel loro utilizzo pratico.Photos courtesy of Grace

INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 73
2. LegislationIncreasing concerns for the environment are leading to more and more legislative measures, essentially restricting the range of existing materials that may continue to be used. These measures in turn support the technology trend towards more environmentally friendly coating systems and the development of suitable raw materials to formulate these coatings. The pressure on the European Coatings industry towards the introduction of VOC free and EHS compliant technologies signifi cantly increased with the implementation of the EU VOC-legislation – which came into eff ect in 2007; and the ongoing EU-chemical legislation REACH – which has progressively come into eff ect starting from 2010.Common targets for registration under REACH are eff orts to ban all chemicals that may be considered as hazardous. In the Coatings Industry this amounts to approximately 20% of all chemicals used. As a consequence, alternatives to anti-corrosive pigment materials based on Cr(VI) and Zn compounds are under evaluation.Considering REACH (2008, Annex XIV), the use of Cr(VI) containing products may be subject to restriction in the near future. In January 2013, the European Chemical Agency has further recommended that strontium chromate be included in the Annex XIV of the REACH regulation, which will likely result in the phase-out of this pigment from the coatings industry within the next 4 to 5 years. Other legislative measures relating to anti-corrosive pigments include the ELV or “End of Life Vehicle” directive which included a phase-out of both lead pigments from 2003 and of Cr(VI) as a corrosion protection agent in primers and pre-treatments in 2007, along with WEEE & RoHS directives in 2006, which restricted the use of Cr(VI) in white goods. Also important is a 2006 USA OSHA regulation, which reduces employee permissible exposure limits (PEL) to Cr(VI) from 52μg/m3 to 5μg/m3.Porous silica-based ion-exchanged pigments are regarded as non-hazardous substances, and are therefore exempt from these legislative measures.
3. Review of non-toxic ion-exchanged silicasEnvironmental concerns over the use of traditional chromate and lead based compounds in anti-corrosion coating technology resulted in the introduction and use of ion-exchanged silica (IES)
2. LegislazioneLe crescenti preoccupazioni per l’ambiente condu-cono a misure legislative più ampie, che restringono pesantemente la gamma di materiali che si possono continuare ad utilizzare. A loro volta queste misure supportano la tendenza tecnologica verso sistemi di verniciatura a più basso impatto ambientale e lo svi-luppo di materie prime adatte a formulare queste ver-nici. La pressione sull’industria europea delle vernici verso l’introduzione di tecnologie esenti da COV e con-formi EHS è aumentata signifi cativamente con l’imple-mentazione della legislazione europea sui COV (entra-ta in vigore nel 2007), e l’attuale legislazione europea REACH in materia chimica (in vigore progressivamente dal 2010).Obiettivi comuni della registrazione nel REACH sono gli sforzi per bandire tutti i composti chimici ritenuti pe-ricolosi. Nell’industria delle vernici essi ammontano a circa il 20% di tutti i composti chimici usati. Di conse-guenza, alternative ai pigmenti anticorrosivi a base di composti di Cr(VI) e Zn sono attualmente in corso di valutazione.Considerando il REACH (2008, Allegato XIV), l’uso di prodotti contenenti Cr(VI) potrà essere soggetto a restrizioni nell’immediato futuro. A gennaio 2013, la European Chemical Agency ha ulteriormente rac-comandato che il cromato di stronzio venga incluso nell’Allegato XIV del regolamento REACH, e ciò proba-bilmente porterà alla progressiva eliminazione di que-sto pigmento dall’industria delle vernici nell’arco di 4 o 5 anni. Altre misure legislative relative ai pigmen-ti anticorrosivi includono la direttiva ELV “End of Life Vehicle” che prevedeva l’eliminazione sia dei pigmenti di piombo dal 2003 che del Cr(VI) come agente di pro-tezione anticorrosiva nei primer e nel pretrattamento dal 2007, insieme alle direttive WEEE e RoHS nel 2006, che limitavano l’uso di Cr(VI) negli elettrodomestici. Ugualmente importante è il regolamento statunitense OSHA del 2006, che riduce i limiti di esposizione al Cr(VI) consentiti agli operatori (PEL) da 52μg/m3 a 5μg/m3.I pigmenti di silica porosa a scambio ionico sono consi-derati sostanze non pericolose, e sono quindi esentati da queste misure legislative.
3. Revisione delle silici a scambio ionico atossiche
Le preoccupazioni ambientali sull’impiego dei composti tradizionali a base di cromo e piombo nelle tecnologie di verniciatura anticorrosiva ha portato all’introduzione
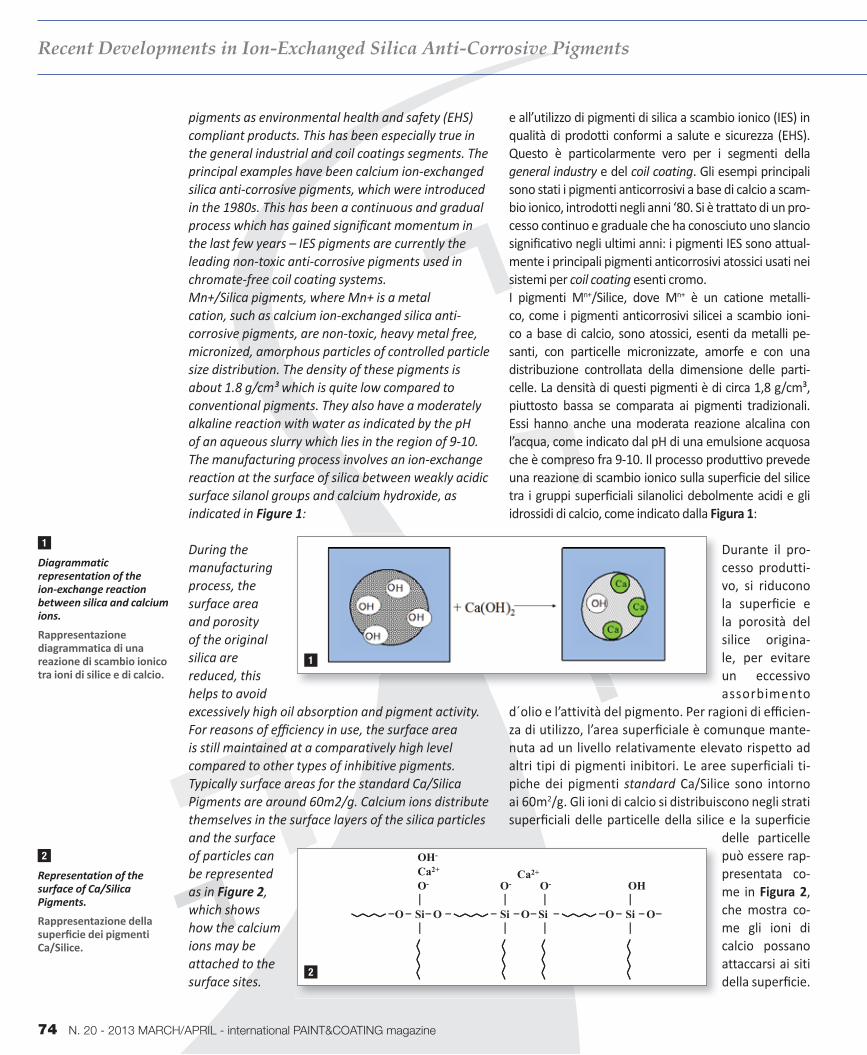
74 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Recent Developments in Ion-Exchanged Silica Anti-Corrosive Pigments
pigments as environmental health and safety (EHS) compliant products. This has been especially true in the general industrial and coil coatings segments. The principal examples have been calcium ion-exchanged silica anti-corrosive pigments, which were introduced in the 1980s. This has been a continuous and gradual process which has gained signifi cant momentum in the last few years – IES pigments are currently the leading non-toxic anti-corrosive pigments used in chromate-free coil coating systems.Mn+/Silica pigments, where Mn+ is a metal cation, such as calcium ion-exchanged silica anti-corrosive pigments, are non-toxic, heavy metal free, micronized, amorphous particles of controlled particle size distribution. The density of these pigments is about 1.8 g/cm³ which is quite low compared to conventional pigments. They also have a moderately alkaline reaction with water as indicated by the pH of an aqueous slurry which lies in the region of 9-10. The manufacturing process involves an ion-exchange reaction at the surface of silica between weakly acidic surface silanol groups and calcium hydroxide, as indicated in Figure 1:
During the manufacturing process, the surface area and porosity of the original silica are reduced, this helps to avoid excessively high oil absorption and pigment activity. For reasons of effi ciency in use, the surface area is still maintained at a comparatively high level compared to other types of inhibitive pigments. Typically surface areas for the standard Ca/Silica Pigments are around 60m2/g. Calcium ions distribute themselves in the surface layers of the silica particles and the surface of particles can be represented as in Figure 2, which shows how the calcium ions may be attached to the surface sites.
e all’utilizzo di pigmenti di silica a scambio ionico (IES) in qualità di prodotti conformi a salute e sicurezza (EHS). Questo è particolarmente vero per i segmenti della general industry e del coil coating. Gli esempi principali sono stati i pigmenti anticorrosivi a base di calcio a scam-bio ionico, introdotti negli anni ‘80. Si è trattato di un pro-cesso continuo e graduale che ha conosciuto uno slancio signifi cativo negli ultimi anni: i pigmenti IES sono attual-mente i principali pigmenti anticorrosivi atossici usati nei sistemi per coil coating esenti cromo.I pigmenti Mn+/Silice, dove Mn+ è un catione metalli-co, come i pigmenti anticorrosivi silicei a scambio ioni-co a base di calcio, sono atossici, esenti da metalli pe-santi, con particelle micronizzate, amorfe e con una distribuzione controllata della dimensione delle parti-celle. La densità di questi pigmenti è di circa 1,8 g/cm³, piuttosto bassa se comparata ai pigmenti tradizionali. Essi hanno anche una moderata reazione alcalina con l’acqua, come indicato dal pH di una emulsione acquosa che è compreso fra 9-10. Il processo produttivo prevede una reazione di scambio ionico sulla superfi cie del silice tra i gruppi superfi ciali silanolici debolmente acidi e gli idrossidi di calcio, come indicato dalla Figura 1:
Durante il pro-cesso produtti-vo, si riducono la superfi cie e la porosità del silice origina-le, per evitare un eccessivo assorbimento
d´olio e l’attività del pigmento. Per ragioni di effi cien-za di utilizzo, l’area superfi ciale è comunque mante-nuta ad un livello relativamente elevato rispetto ad altri tipi di pigmenti inibitori. Le aree superfi ciali ti-piche dei pigmenti standard Ca/Silice sono intorno ai 60m2/g. Gli ioni di calcio si distribuiscono negli strati superfi ciali delle particelle della silice e la superfi cie
delle particelle può essere rap-presentata co-me in Figura 2,che mostra co-me gli ioni di calcio possano attaccarsi ai siti della superfi cie.
1
Diagrammatic representation of the ion-exchange reaction between silica and calcium ions.
Rappresentazione diagrammatica di una reazione di scambio ionico tra ioni di silice e di calcio.
1
O Si O Si O Si O Si O
O-
Ca2+
OH-
O- O- OHCa2+
2
2
Representation of the surface of Ca/Silica Pigments.
Rappresentazione della superfi cie dei pigmenti Ca/Silice.
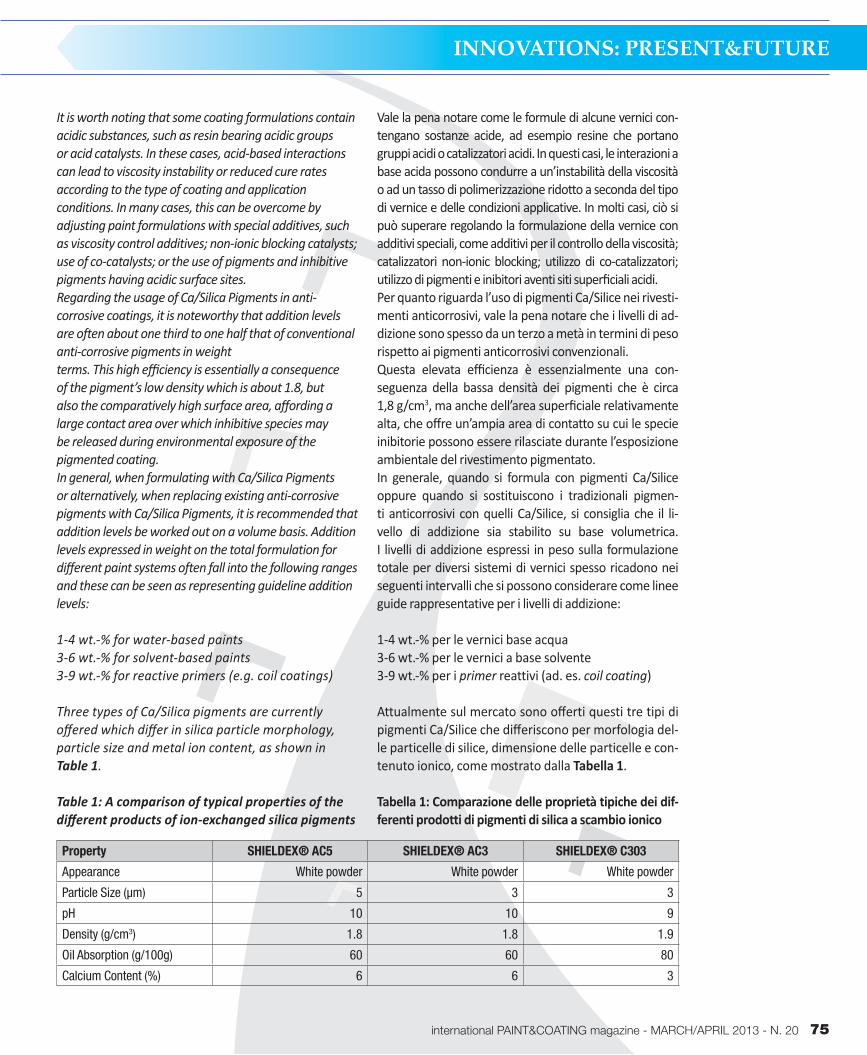
INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 75
It is worth noting that some coating formulations contain acidic substances, such as resin bearing acidic groups or acid catalysts. In these cases, acid-based interactions can lead to viscosity instability or reduced cure rates according to the type of coating and application conditions. In many cases, this can be overcome by adjusting paint formulations with special additives, such as viscosity control additives; non-ionic blocking catalysts; use of co-catalysts; or the use of pigments and inhibitive pigments having acidic surface sites.Regarding the usage of Ca/Silica Pigments in anti-corrosive coatings, it is noteworthy that addition levels are often about one third to one half that of conventional anti-corrosive pigments in weight terms. This high effi ciency is essentially a consequence of the pigment’s low density which is about 1.8, but also the comparatively high surface area, aff ording a large contact area over which inhibitive species may be released during environmental exposure of the pigmented coating.In general, when formulating with Ca/Silica Pigments or alternatively, when replacing existing anti-corrosive pigments with Ca/Silica Pigments, it is recommended that addition levels be worked out on a volume basis. Addition levels expressed in weight on the total formulation for diff erent paint systems often fall into the following ranges and these can be seen as representing guideline addition levels:
1-4 wt.-% for water-based paints3-6 wt.-% for solvent-based paints3-9 wt.-% for reactive primers (e.g. coil coatings)
Three types of Ca/Silica pigments are currently off ered which diff er in silica particle morphology, particle size and metal ion content, as shown in Table 1.
Table 1: A comparison of typical properties of the diff erent products of ion-exchanged silica pigments
Vale la pena notare come le formule di alcune vernici con-tengano sostanze acide, ad esempio resine che portano gruppi acidi o catalizzatori acidi. In questi casi, le interazioni a base acida possono condurre a un’instabilità della viscosità o ad un tasso di polimerizzazione ridotto a seconda del tipo di vernice e delle condizioni applicative. In molti casi, ciò si può superare regolando la formulazione della vernice con additivi speciali, come additivi per il controllo della viscosità; catalizzatori non-ionic blocking; utilizzo di co-catalizzatori; utilizzo di pigmenti e inibitori aventi siti superfi ciali acidi.Per quanto riguarda l’uso di pigmenti Ca/Silice nei rivesti-menti anticorrosivi, vale la pena notare che i livelli di ad-dizione sono spesso da un terzo a metà in termini di peso rispetto ai pigmenti anticorrosivi convenzionali.Questa elevata effi cienza è essenzialmente una con-seguenza della bassa densità dei pigmenti che è circa 1,8 g/cm3, ma anche dell’area superfi ciale relativamente alta, che off re un’ampia area di contatto su cui le specie inibitorie possono essere rilasciate durante l’esposizione ambientale del rivestimento pigmentato.In generale, quando si formula con pigmenti Ca/Silice oppure quando si sostituiscono i tradizionali pigmen-ti anticorrosivi con quelli Ca/Silice, si consiglia che il li-vello di addizione sia stabilito su base volumetrica. I livelli di addizione espressi in peso sulla formulazione totale per diversi sistemi di vernici spesso ricadono nei seguenti intervalli che si possono considerare come linee guide rappresentative per i livelli di addizione:
1-4 wt.-% per le vernici base acqua3-6 wt.-% per le vernici a base solvente3-9 wt.-% per i primer reattivi (ad. es. coil coating)
Attualmente sul mercato sono off erti questi tre tipi di pigmenti Ca/Silice che diff eriscono per morfologia del-le particelle di silice, dimensione delle particelle e con-tenuto ionico, come mostrato dalla Tabella 1.
Tabella 1: Comparazione delle proprietà tipiche dei dif-ferenti prodotti di pigmenti di silica a scambio ionico
Property SHIELDEX® AC5 SHIELDEX® AC3 SHIELDEX® C303
Appearance White powder White powder White powder
Particle Size (μm) 5 3 3
pH 10 10 9
Density (g/cm3) 1.8 1.8 1.9
Oil Absorption (g/100g) 60 60 80
Calcium Content (%) 6 6 3
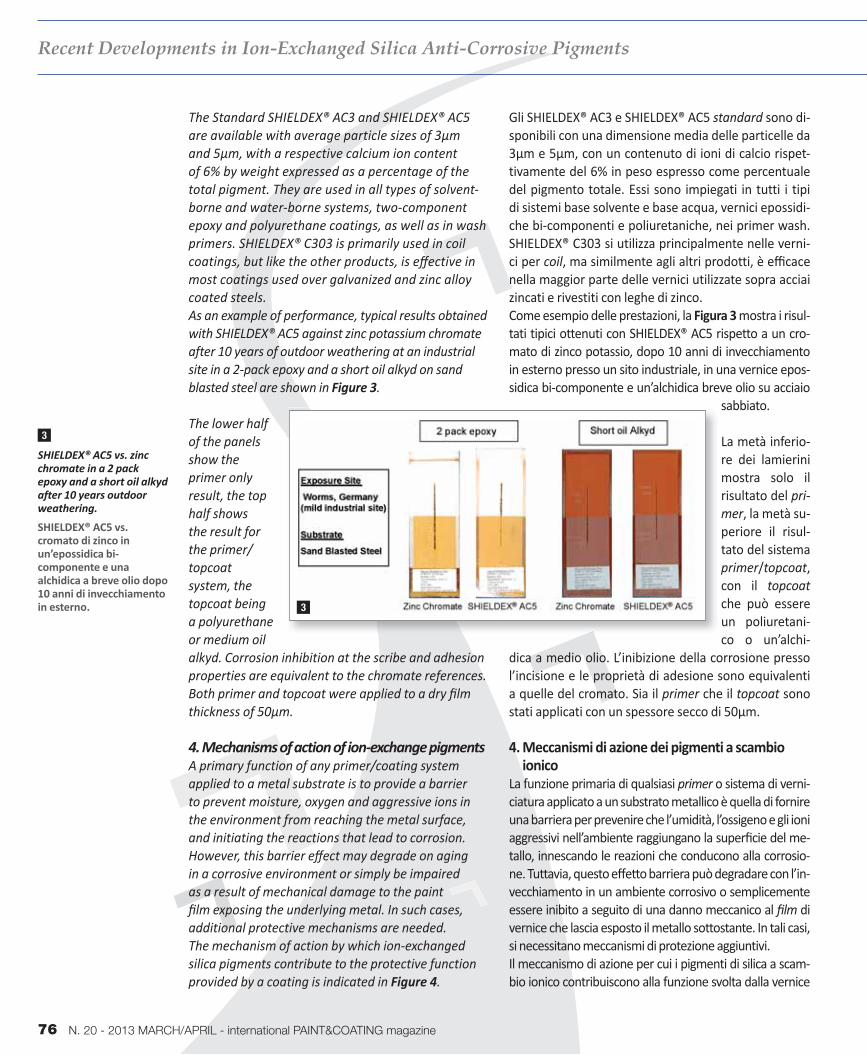
76 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Recent Developments in Ion-Exchanged Silica Anti-Corrosive Pigments
The Standard SHIELDEX® AC3 and SHIELDEX® AC5 are available with average particle sizes of 3μm and 5μm, with a respective calcium ion content of 6% by weight expressed as a percentage of the total pigment. They are used in all types of solvent-borne and water-borne systems, two-component epoxy and polyurethane coatings, as well as in wash primers. SHIELDEX® C303 is primarily used in coil coatings, but like the other products, is eff ective in most coatings used over galvanized and zinc alloy coated steels.As an example of performance, typical results obtained with SHIELDEX® AC5 against zinc potassium chromate after 10 years of outdoor weathering at an industrial site in a 2-pack epoxy and a short oil alkyd on sand blasted steel are shown in Figure 3.
The lower half of the panels show the primer only result, the top half shows the result for the primer/topcoat system, the topcoat being a polyurethane or medium oil alkyd. Corrosion inhibition at the scribe and adhesion properties are equivalent to the chromate references. Both primer and topcoat were applied to a dry fi lm thickness of 50μm.
4. Mechanisms of action of ion-exchange pigments A primary function of any primer/coating system applied to a metal substrate is to provide a barrier to prevent moisture, oxygen and aggressive ions in the environment from reaching the metal surface, and initiating the reactions that lead to corrosion. However, this barrier eff ect may degrade on aging in a corrosive environment or simply be impaired as a result of mechanical damage to the paint fi lm exposing the underlying metal. In such cases, additional protective mechanisms are needed.The mechanism of action by which ion-exchanged silica pigments contribute to the protective function provided by a coating is indicated in Figure 4.
Gli SHIELDEX® AC3 e SHIELDEX® AC5 standard sono di-sponibili con una dimensione media delle particelle da 3μm e 5μm, con un contenuto di ioni di calcio rispet-tivamente del 6% in peso espresso come percentuale del pigmento totale. Essi sono impiegati in tutti i tipi di sistemi base solvente e base acqua, vernici epossidi-che bi-componenti e poliuretaniche, nei primer wash. SHIELDEX® C303 si utilizza principalmente nelle verni-ci per coil, ma similmente agli altri prodotti, è effi cace nella maggior parte delle vernici utilizzate sopra acciai zincati e rivestiti con leghe di zinco.Come esempio delle prestazioni, la Figura 3 mostra i risul-tati tipici ottenuti con SHIELDEX® AC5 rispetto a un cro-mato di zinco potassio, dopo 10 anni di invecchiamento in esterno presso un sito industriale, in una vernice epos-sidica bi-componente e un’alchidica breve olio su acciaio
sabbiato.
La metà inferio-re dei lamierini mostra solo il risultato del pri-mer, la metà su-periore il risul-tato del sistema primer/topcoat, con il topcoat che può essere un poliuretani-co o un’alchi-
dica a medio olio. L’inibizione della corrosione presso l’incisione e le proprietà di adesione sono equivalenti a quelle del cromato. Sia il primer che il topcoat sono stati applicati con un spessore secco di 50μm.
4. Meccanismi di azione dei pigmenti a scambio ionico
La funzione primaria di qualsiasi primer o sistema di verni-ciatura applicato a un substrato metallico è quella di fornire una barriera per prevenire che l’umidità, l’ossigeno e gli ioni aggressivi nell’ambiente raggiungano la superfi cie del me-tallo, innescando le reazioni che conducono alla corrosio-ne. Tuttavia, questo eff etto barriera può degradare con l’in-vecchiamento in un ambiente corrosivo o semplicemente essere inibito a seguito di una danno meccanico al fi lm di vernice che lascia esposto il metallo sottostante. In tali casi, si necessitano meccanismi di protezione aggiuntivi.Il meccanismo di azione per cui i pigmenti di silica a scam-bio ionico contribuiscono alla funzione svolta dalla vernice
3
SHIELDEX® AC5 vs. zinc chromate in a 2 pack epoxy and a short oil alkyd after 10 years outdoor weathering.
SHIELDEX® AC5 vs. cromato di zinco in un’epossidica bi-componente e una alchidica a breve olio dopo 10 anni di invecchiamento in esterno. 3

INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 77
pubblicità
DURR
This diagram refers to ferrous substrates, although excellent protection is also found over galvanised steel and aluminium substrates.
Water and aggressive ions permeating the coating leads to a release of metal ions and soluble silica as inhibitive species. These diff use and migrate to the interface, where anode and cathode sites are beginning to develop on the metal surface due to ingress of the corrosive environment. At these sites, the inhibitive species form protective fi lms of calcium silicate in the case of Ca/silica pigments and other metal silicate compounds, according to the nature of the metal being protected.
è indicato in Figura 4. Questo diagramma si riferisce ai sub-strati ferrosi, sebbene si trovi un’eccellente protezione an-che sui substrati in acciaio zincato o alluminio.
L’acqua e gli ioni ag-gressivi che permeano il rivestimento condu-cono al rilascio di ioni metallici e silice solu-bili come specie inibi-torie. Queste si diff on-dono e migrano verso l’interfaccia, dove i si-ti di anodi e catodi ini-ziano a svilupparsi sul-la superfi cie metallica a causa dell’ingresso
dell’ambiente corrosivo. Presso questi siti, le spe-cie inibitorie formano un fi lm protettivo di silicati di calcio nel caso di pigmenti Ca/silice e altri composti metallici silicati, a seconda della natura del metallo
4
4
Diagrammatic representation of ion-exchanged silica pigments is shown here for ferrous substrates.
Rappresentazione diagrammatica di pigmenti di silica a scambio ionico su substrati ferrosi.
www.olpidurr.it
DÜRR:
Tutti i nostri sforzi sono rivolti a portare vantaggi al cliente. La nostra efficienza ha come risultatola sostenibilità: meno energia, meno acqua, menovernice e meno CO2.
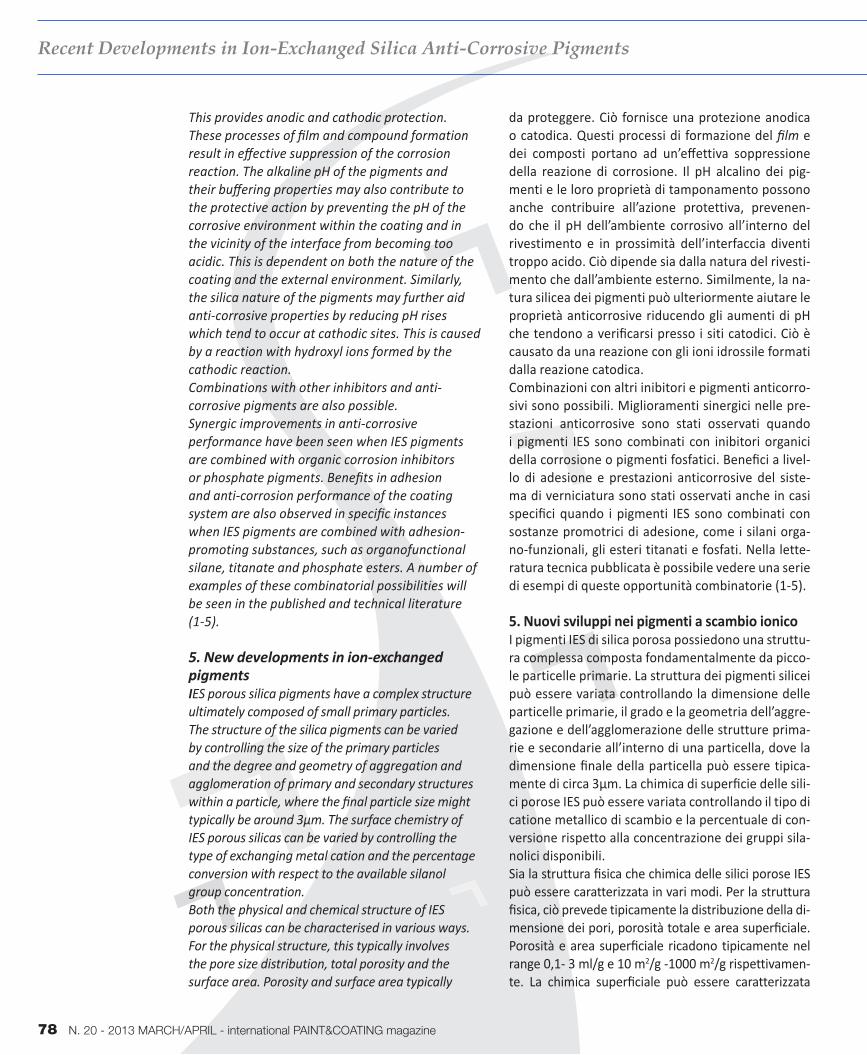
78 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Recent Developments in Ion-Exchanged Silica Anti-Corrosive Pigments
This provides anodic and cathodic protection. These processes of fi lm and compound formation result in eff ective suppression of the corrosion reaction. The alkaline pH of the pigments and their buff ering properties may also contribute to the protective action by preventing the pH of the corrosive environment within the coating and in the vicinity of the interface from becoming too acidic. This is dependent on both the nature of the coating and the external environment. Similarly, the silica nature of the pigments may further aid anti-corrosive properties by reducing pH rises which tend to occur at cathodic sites. This is caused by a reaction with hydroxyl ions formed by the cathodic reaction.Combinations with other inhibitors and anti-corrosive pigments are also possible. Synergic improvements in anti-corrosive performance have been seen when IES pigments are combined with organic corrosion inhibitors or phosphate pigments. Benefi ts in adhesion and anti-corrosion performance of the coating system are also observed in specifi c instances when IES pigments are combined with adhesion-promoting substances, such as organofunctional silane, titanate and phosphate esters. A number of examples of these combinatorial possibilities will be seen in the published and technical literature (1-5).
5. New developments in ion-exchanged pigments IES porous silica pigments have a complex structure ultimately composed of small primary particles. The structure of the silica pigments can be varied by controlling the size of the primary particles and the degree and geometry of aggregation and agglomeration of primary and secondary structures within a particle, where the fi nal particle size might typically be around 3μm. The surface chemistry of IES porous silicas can be varied by controlling the type of exchanging metal cation and the percentage conversion with respect to the available silanol group concentration.Both the physical and chemical structure of IES porous silicas can be characterised in various ways. For the physical structure, this typically involves the pore size distribution, total porosity and the surface area. Porosity and surface area typically
da proteggere. Ciò fornisce una protezione anodica o catodica. Questi processi di formazione del fi lm e dei composti portano ad un’eff ettiva soppressione della reazione di corrosione. Il pH alcalino dei pig-menti e le loro proprietà di tamponamento possono anche contribuire all’azione protettiva, prevenen-do che il pH dell’ambiente corrosivo all’interno del rivestimento e in prossimità dell’interfaccia diventi troppo acido. Ciò dipende sia dalla natura del rivesti-mento che dall’ambiente esterno. Similmente, la na-tura silicea dei pigmenti può ulteriormente aiutare le proprietà anticorrosive riducendo gli aumenti di pH che tendono a verifi carsi presso i siti catodici. Ciò è causato da una reazione con gli ioni idrossile formati dalla reazione catodica.Combinazioni con altri inibitori e pigmenti anticorro-sivi sono possibili. Miglioramenti sinergici nelle pre-stazioni anticorrosive sono stati osservati quando i pigmenti IES sono combinati con inibitori organici della corrosione o pigmenti fosfatici. Benefi ci a livel-lo di adesione e prestazioni anticorrosive del siste-ma di verniciatura sono stati osservati anche in casi specifi ci quando i pigmenti IES sono combinati con sostanze promotrici di adesione, come i silani orga-no-funzionali, gli esteri titanati e fosfati. Nella lette-ratura tecnica pubblicata è possibile vedere una serie di esempi di queste opportunità combinatorie (1-5).
5. Nuovi sviluppi nei pigmenti a scambio ionicoI pigmenti IES di silica porosa possiedono una struttu-ra complessa composta fondamentalmente da picco-le particelle primarie. La struttura dei pigmenti silicei può essere variata controllando la dimensione delle particelle primarie, il grado e la geometria dell’aggre-gazione e dell’agglomerazione delle strutture prima-rie e secondarie all’interno di una particella, dove la dimensione fi nale della particella può essere tipica-mente di circa 3μm. La chimica di superfi cie delle sili-ci porose IES può essere variata controllando il tipo di catione metallico di scambio e la percentuale di con-versione rispetto alla concentrazione dei gruppi sila-nolici disponibili.Sia la struttura fi sica che chimica delle silici porose IES può essere caratterizzata in vari modi. Per la struttura fi sica, ciò prevede tipicamente la distribuzione della di-mensione dei pori, porosità totale e area superfi ciale. Porosità e area superfi ciale ricadono tipicamente nel range 0,1- 3 ml/g e 10 m2/g -1000 m2/g rispettivamen-te. La chimica superfi ciale può essere caratterizzata
INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 79
fall in the range of 0.1 to 3 ml/g and 10 m2/g to 1000 m2/g respectively. The surface chemistry may be characterised by the type and content of metal ion exchanged onto the silica and the resulting acid-base properties For example, metal ions could be Ca2+, Mg2+, Sr2+ or Ce3+/Ce4+.Not all silicas and IES silicas are equal in terms of anti-corrosive performance. Changes in the chemistry and morphology of the IES particles can greatly infl uence the anti-corrosive effi ciency of the pigments within a coating. This realization has resulted in the development of a new generation of SHIELDEX® “ion-exchanged non-toxic anti-corrosive silica pigments”. Grace developed this product to meet the increasing demands for more effi cient environmentally friendly, anti-corrosive pigments,commercialised under the name of SHIELDEX® CS311. Typical properties of this product are given in Table 2. Table 2: Typical Properties of SHIELDEX® CS311
dal tipo e dal contenuto di ioni metallici scambiati sul-la silice e le risultanti proprietà a base acida Ad esem-pio, gli ioni metallici possono essere Ca2+, Mg2+, Sr2+ o Ce3+/Ce4+.Non tutte le silici e le silici IES sono equivalen-ti in termini di prestazioni anticorrosive. Mo-difi che nella chimica e nella morfologia del-le particelle IES può infl uenzare in larga misura l’effi cienza anticorrosiva dei pigmenti all’interno di un rivestimento. La comprensione di questo fatto ha portato allo sviluppo della nuova generazione di SHIELDEX® “pigmenti anticorrosivi atossici di silica a scambio ionico”. Grace ha sviluppato questo pro-dotto per soddisfare le crescenti richieste di pig-menti anticorrosivi a minor impatto ambientale, commercializzati con il nome di SHIELDEX® CS311. Le proprietà tipiche di questo prodotto sono date in Tabella 2. Tabella 2: Proprietà tipiche di SHIELDEX® CS311
Composition Ion-exchanged porous synthetic amorphous silica
Average Particle Size (μm) 3
Moisture Content (at 160°C) % 6
Oil Absorption (g/100g) 80
pH (5% aqueous suspension) 8.5
Skeletal Density (g/cm^3) 1.8
SHIELDEX® CS311 is suggested for use primarily in coatings applied to galvanized steel and related substrates, such as zinc alloy coated steels; where the zinc alloy contains low amounts of aluminium or magnesium. Recommended application areas include coil coating primers, general industrial primers, and primers for automotive coatings. SHIELDEX® CS311 is also suitable for use in single layer coatings applied over metal substrates and in the so-called primer-pretreatment coatings, designed to be both a primer and a metal pretreatment in a single layer. The use of SHIELDEX® CS311 can be particularly benefi cial in coatings to cure acidic conditions or those that require acid catalysis to achieve adequate cure (e.g acrylic and alkyd-melamine coatings). Other examples of successful and ongoing developments include the use of SHIELDEX® CS311 in radiation-curing (UV/EB) systems for Coil Coatings, and in Powder Coating Systems for General Industrial applications.In addition to the anti-corrosive properties conferred
L’utilizzo di SHIELDEX® CS311 è suggerito principalmen-te per le vernici applicate ad acciaio zincato e substrati relativi, come acciai rivestiti con leghe di zinco, laddove la lega di zinco contenga basse quantità di alluminio o magnesio. Fra i prodotti raccomandati per l’applicazione vi sono i primer per coil coating, i primer generici indu-striali, e i primer per la verniciatura dell’auto. SHIELDEX® CS311 è adatto anche per l’utilizzo in rivestimenti mo-nostrato applicati su substrati metallici e nei cosiddet-ti primer-pretreatment coating, concepiti per fungere sia primer che da pretrattamento metallico in un uni-co strato. L’uso di SHIELDEX® CS311 può essere parti-colarmente vantaggioso nelle vernici polimerizzate in condizioni acide o quelle che richiedono una catalisi acida per ottenere una polimerizzazione adeguata (ad es. vernici acriliche o alchidiche-melamminiche). Altri esempi di sviluppi presenti di successo includono l’uso di SHIELDEX® CS311 nei sistemi a polimerizzazione UV/EB per il coil coating, e nei sistemi di vernici a polvere per applicazioni nella General Industry.Oltre alle proprietà anticorrosive conferite a una ver-
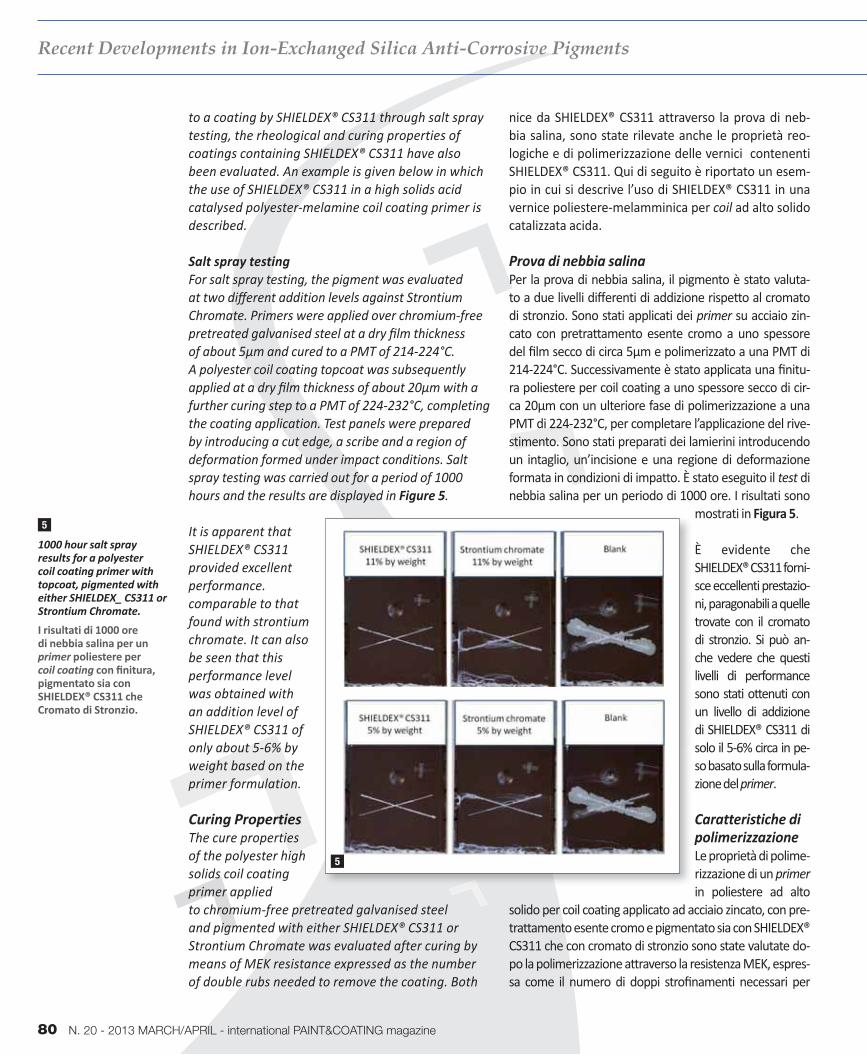
80 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Recent Developments in Ion-Exchanged Silica Anti-Corrosive Pigments
to a coating by SHIELDEX® CS311 through salt spray testing, the rheological and curing properties of coatings containing SHIELDEX® CS311 have also been evaluated. An example is given below in which the use of SHIELDEX® CS311 in a high solids acid catalysed polyester-melamine coil coating primer is described.
Salt spray testingFor salt spray testing, the pigment was evaluated at two diff erent addition levels against Strontium Chromate. Primers were applied over chromium-free pretreated galvanised steel at a dry fi lm thickness of about 5μm and cured to a PMT of 214-224°C. A polyester coil coating topcoat was subsequently applied at a dry fi lm thickness of about 20μm with a further curing step to a PMT of 224-232°C, completing the coating application. Test panels were prepared by introducing a cut edge, a scribe and a region of deformation formed under impact conditions. Salt spray testing was carried out for a period of 1000 hours and the results are displayed in Figure 5.
It is apparent that SHIELDEX® CS311 provided excellent performance.comparable to that found with strontium chromate. It can also be seen that this performance level was obtained with an addition level of SHIELDEX® CS311 of only about 5-6% by weight based on the primer formulation.
Curing PropertiesThe cure properties of the polyester high solids coil coating primer applied to chromium-free pretreated galvanised steel and pigmented with either SHIELDEX® CS311 or Strontium Chromate was evaluated after curing by means of MEK resistance expressed as the number of double rubs needed to remove the coating. Both
nice da SHIELDEX® CS311 attraverso la prova di neb-bia salina, sono state rilevate anche le proprietà reo-logiche e di polimerizzazione delle vernici contenenti SHIELDEX® CS311. Qui di seguito è riportato un esem-pio in cui si descrive l’uso di SHIELDEX® CS311 in una vernice poliestere-melamminica per coil ad alto solido catalizzata acida.
Prova di nebbia salinaPer la prova di nebbia salina, il pigmento è stato valuta-to a due livelli diff erenti di addizione rispetto al cromato di stronzio. Sono stati applicati dei primer su acciaio zin-cato con pretrattamento esente cromo a uno spessore del fi lm secco di circa 5μm e polimerizzato a una PMT di 214-224°C. Successivamente è stato applicata una fi nitu-ra poliestere per coil coating a uno spessore secco di cir-ca 20μm con un ulteriore fase di polimerizzazione a una PMT di 224-232°C, per completare l’applicazione del rive-stimento. Sono stati preparati dei lamierini introducendo un intaglio, un’incisione e una regione di deformazione formata in condizioni di impatto. È stato eseguito il test di nebbia salina per un periodo di 1000 ore. I risultati sono
mostrati in Figura 5.
È evidente che SHIELDEX® CS311 forni-sce eccellenti prestazio-ni, paragonabili a quelle trovate con il cromato di stronzio. Si può an-che vedere che questi livelli di performance sono stati ottenuti con un livello di addizione di SHIELDEX® CS311 di solo il 5-6% circa in pe-so basato sulla formula-zione del primer.
Caratteristiche di polimerizzazioneLe proprietà di polime-rizzazione di un primer in poliestere ad alto
solido per coil coating applicato ad acciaio zincato, con pre-trattamento esente cromo e pigmentato sia con SHIELDEX® CS311 che con cromato di stronzio sono state valutate do-po la polimerizzazione attraverso la resistenza MEK, espres-sa come il numero di doppi strofi namenti necessari per
5
1000 hour salt spray results for a polyester coil coating primer with topcoat, pigmented with either SHIELDEX_ CS311 or Strontium Chromate.
I risultati di 1000 ore di nebbia salina per un primer poliestere per coil coating con fi nitura, pigmentato sia con SHIELDEX® CS311 che Cromato di Stronzio.
5
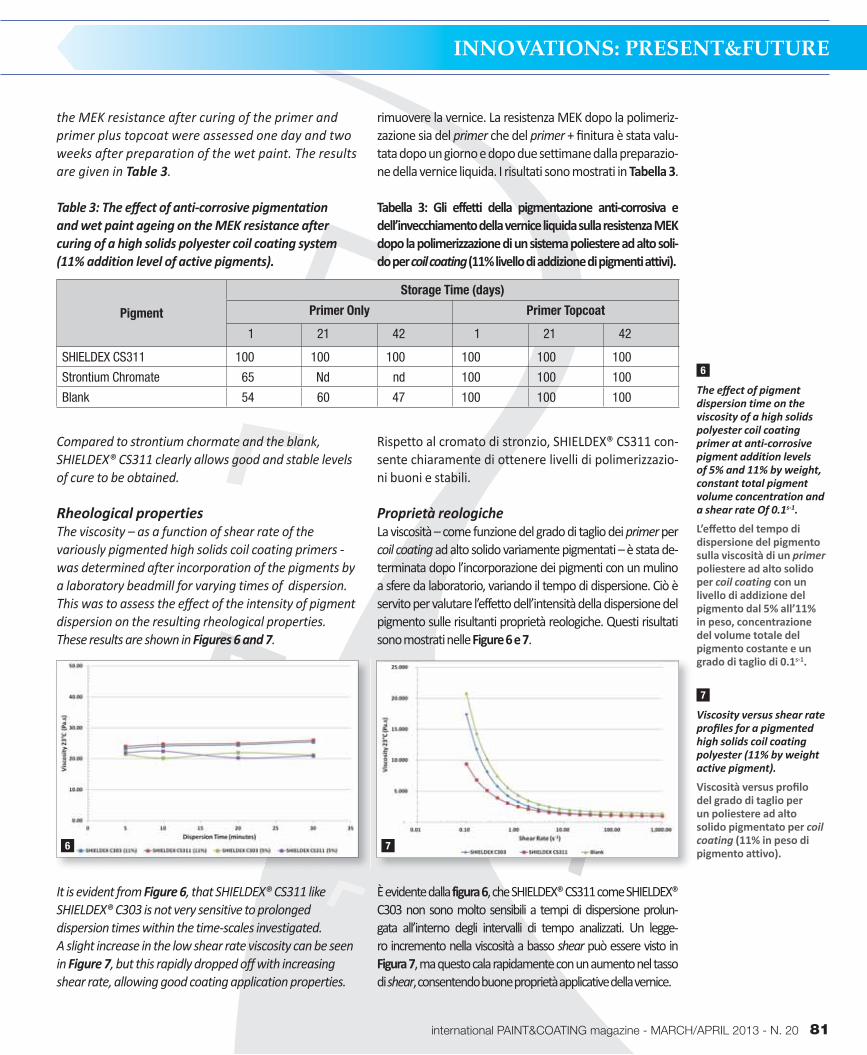
INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 81
the MEK resistance after curing of the primer and primer plus topcoat were assessed one day and two weeks after preparation of the wet paint. The results are given in Table 3.
Table 3: The eff ect of anti-corrosive pigmentation and wet paint ageing on the MEK resistance after curing of a high solids polyester coil coating system (11% addition level of active pigments).
rimuovere la vernice. La resistenza MEK dopo la polimeriz-zazione sia del primer che del primer + fi nitura è stata valu-tata dopo un giorno e dopo due settimane dalla preparazio-ne della vernice liquida. I risultati sono mostrati in Tabella 3.
Tabella 3: Gli effetti della pigmentazione anti-corrosiva e dell’invecchiamento della vernice liquida sulla resistenza MEK dopo la polimerizzazione di un sistema poliestere ad alto soli-do per coil coating (11% livello di addizione di pigmenti attivi).
Pigment
Storage Time (days)
Primer Only Primer Topcoat
1 21 42 1 21 42
SHIELDEX CS311 100 100 100 100 100 100
Strontium Chromate 65 Nd nd 100 100 100
Blank 54 60 47 100 100 100
Compared to strontium chormate and the blank, SHIELDEX® CS311 clearly allows good and stable levels of cure to be obtained.
Rheological properties The viscosity – as a function of shear rate of the variously pigmented high solids coil coating primers - was determined after incorporation of the pigments by a laboratory beadmill for varying times of dispersion. This was to assess the eff ect of the intensity of pigment dispersion on the resulting rheological properties. These results are shown in Figures 6 and 7.
It is evident from Figure 6, that SHIELDEX® CS311 like SHIELDEX® C303 is not very sensitive to prolonged dispersion times within the time-scales investigated. A slight increase in the low shear rate viscosity can be seen in Figure 7, but this rapidly dropped off with increasing shear rate, allowing good coating application properties.
Rispetto al cromato di stronzio, SHIELDEX® CS311 con-sente chiaramente di ottenere livelli di polimerizzazio-ni buoni e stabili.
Proprietà reologicheLa viscosità – come funzione del grado di taglio dei primer per coil coating ad alto solido variamente pigmentati – è stata de-terminata dopo l’incorporazione dei pigmenti con un mulino a sfere da laboratorio, variando il tempo di dispersione. Ciò è servito per valutare l’effetto dell’intensità della dispersione del pigmento sulle risultanti proprietà reologiche. Questi risultati sono mostrati nelle Figure 6 e 7.
È evidente dalla figura 6, che SHIELDEX® CS311 come SHIELDEX®C303 non sono molto sensibili a tempi di dispersione prolun-gata all’interno degli intervalli di tempo analizzati. Un legge-ro incremento nella viscosità a basso shear può essere visto in Figura 7, ma questo cala rapidamente con un aumento nel tasso di shear, consentendo buone proprietà applicative della vernice.
6
The eff ect of pigment dispersion time on the viscosity of a high solids polyester coil coating primer at anti-corrosive pigment addition levels of 5% and 11% by weight, constant total pigment volume concentration and a shear rate Of 0.1s-1.
L’eff etto del tempo di dispersione del pigmento sulla viscosità di un primer poliestere ad alto solido per coil coating con un livello di addizione del pigmento dal 5% all’11% in peso, concentrazione del volume totale del pigmento costante e un grado di taglio di 0.1s-1.
7
Viscosity versus shear rate profi les for a pigmented high solids coil coating polyester (11% by weight active pigment).
Viscosità versus profi lo del grado di taglio per un poliestere ad alto solido pigmentato per coil coating (11% in peso di pigmento attivo).
6 7
82 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Recent Developments in Ion-Exchanged Silica Anti-Corrosive Pigments
6. Summary and ConclusionsLegislative pressure is driving the trend to the use of more environmentally friendly coating systems. As the desire to couple high anti-corrosive performance with environmental awareness intensifi es, it is expected that ion-exchanged silica pigments will be increasingly turned to as the preferred non-toxic method of corrosion control in coatings.Ion-exchanged silica pigments are the leading non-toxic pigments in chromate-free coil coating systems. Essential to this success is their high performance and effi ciency in modern primer/topcoat systems, as well the promising results obtained over more than 10 years in outdoor weathering trials. Ion exchanged silica technology (IES) has established a long track record of successful use in coil coatings as a non-toxic alternative to strontium chromate.Inhibitive mechanisms of action of these pigments involve the formation of protective fi lms at anode and cathode sites. The eff ectiveness of this mechanism can in turn be infl uenced by the silica structure, the type of cation and the proportion of conversion of the available silanol groups existing at the silica surface.New developments in IES technology have been shown to provide improved anti-corrosive performance under accelerated testing, motivating longer term outdoor exposure trials. One particular product from this development is being commercialised under the name of SHIELDEX® CS311. It is expected that these new developments in IES technology will continue to support high standards of corrosion inhibition in environmentally friendly anti-corrosive coating systems.
6. Riassunto e conclusioniLa pressione legislativa sta spingendo la tendenza verso l’uso di sistemi di vernice a più basso impat-to ambientale. In seguito a un aumento della volontà di accoppiare elevate prestazioni anticorrosive con la coscienza ambientale ci si aspetta che i pigmenti di silica a scambio ionico diventino il metodo atossico preferito per il controllo della corrosione con le ver-nici.I pigmenti di silica a scambio ionico sono i principa-li pigmenti atossici nei sistemi di coil coating esenti cromo. Essenziale ai fi ni di questo successo è la lo-ro elevata performance ed effi cienza nei moderni si-stemi primer/topcoat, insieme ai promettenti risul-tati ottenuti in oltre 10 anni di prove di esposizione in esterno. La tecnologia delle silici a scambio ionico (IES) ha stabilito una reputazione di successo per un uso nelle vernici per coil come alternativa atossica al cromato di stronzio.I meccanismi di azione inibitoria di questi pigmenti prevede la formazione di fi lm protettivi presso i si-ti degli anodi e dei catodi. L’effi cacia di questo mec-canismo può essere di contro infl uenzata dalla strut-tura del silice, dal tipo di catione, dalla proporzione della conversione dei gruppi silanolici esistenti di-sponibili presso la superfi cie dell’area della silice.Nuovi sviluppi nella tecnologia IES sono stati mo-strati per fornire prestazioni anticorrosive migliora-te in prove di invecchiamento accelerato, che mo-tivano prove di esposizione in esterno per periodi più lunghi. Un prodotto in particolare derivante da questo sviluppo è commercializzato con il nome di SHIELDEX® CS311. Ci si attende che questi nuovi svi-luppi nella tecnologia IES continueranno a suppor-tare elevati standard di inibizione della corrosione nei sistemi di vernice anticorrosiva a basso impatto ambientale.
References
1. Advanced Silica Gel Products for Gloss Reduction and Corrosion Protection D.J. Kent, T. Fletcher, N. Wings, PPCJ Vol.194, 4482 (2004).
2. Ion Exchange Pigments for Anti-Corrosive Coatings by Tim Fletcher, European Coatings Journal, Vol 9, 1991, pages 553-560.
3. Ion Exchange Silicas as Alternatives to Strontium Chromate in Coil Coating Primers by Tim Fletcher, Polymer, Paint, Colour Journal, March 18th, 1992.
4. The eff ectiveness of chromate-free inhibiting pigments in coil coated galvanised steel by I.M. Zin; S.B.Lyon; S.J.Badger; J.D.Scantlebury; V.I.Pokhmurskii; JCSE, Volume 2, Paper 21; November 1999.
5. SHIELDEX_ Technical Literature: GRACE GmbH & Co. KG. (2012).

INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 83
L’innovazione al servizio del Cliente.
La divisione METALLURGY p pproduce e commercializza specialità chimiche per il trattamento superficiale dei metalli.
In particolare offriamo sgrassanti per l'industria e detergenti, interoperazionali, disossidanti, decapanti,fosfatanti, fosfosgrassanti, prodotti per la conversione dell'alluminio (ossidazione anodica, cromatanti,
fosfocromatanti, trattamenti di conversione esente cromo) svernicianti, coagulanti ed ausiliari di lavorazione. La divisione si occupa anche di prodotti per il trattamento di acciaio inox, trafilatura e brillantatura.
Proponiamo inoltre, per la preparazione alla verniciatura, una serie di prodotti innovativi abasso impatto ambientale esenti da cromo, fosfati e metalli pesanti.
Tecnologia e prodotti per il trattamento superficiale dei metalli
Per maggiori informazioni: +39.0321789760 · [email protected] · www.macdermid.com
Macdermid Italiana Via Vigevano 61 – 28069 San Martino di Trecate (NO)
84 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Roberto ZoboliMacDermid Italiana,San Martino di Trecate (NO), Italy [email protected]
A UV-VISIBLE SYSTEM FOR THE NON CHROMATE PASSIVATION OF ALUMINIUMSistema di passivazione non cromica per l’alluminio visibile agli UV
1. Preliminary remarksDue to the well known harmful eff ects of hexavalent chromium and chromium salts on the environment and humans, there has been a growing commitment to fi nd a suitable replacement to the chromating process currently used in the surface conversion of aluminium and its alloys.Most of the non chromate treatments currently available on the market can be divided into two types:- inorganic, based on trivalent chromium and
fl uorinated compounds;- organic, based on a combination of organic
polymers of diff erent nature and fl uorinated compounds.
These products, now used for years by the market, ensure excellent performance, but, unlike the treatment based on hexavalent chromium, are totally colourless, so that the surface of a treated component is identical to that of a non passivated one.Based on this gap, we have developed and marketed a product that has proven to be an eff ective substitute for the chromating process without being toxic and harmful, and that has turned out to be visible when illuminated by a UV lamp.
2. Types of conversion processes for prepainting aluminium bars
The products used in the coating of aluminium bars can be basically divided into two diff erent types of processes: processes with a fi nal conversion rinse and processes without a fi nal conversion rinse.We will later analyse their diff erences in terms of chemistry. In this fi rst part, however, we will focus on the plant engineering and management aspects of the diff erent processes.2.1 Processes without a fi nal rinseThe processes without a fi nal rinse, usually organic-based, are characterised by low concentrations of use to avoid any residues on the parts. They require one rinse less, but, on the other hand, the quality of the rinses prior to the treatment must be very high. The Qualicoat standards recommend that the conductivity of the water used does not exceed 20μS. The temperatures required for the drying stage are usually higher (100-130°C), because the resin must be allowed to polymerise and eff ectively react with the aluminium substrate.
1. IntroduzioneA causa dei noti eff etti nocivi del cromo esavalente e dei sali di cromo sull’ambiente e sull’uomo, c’è stato un impegno crescente nel ricercare un valido sostitu-to al processo di cromatazione attualmente utilizzato nella conversione superfi ciale dell’alluminio e sue le-ghe.La maggior parte dei trattamenti non cromici, attual-mente presenti sul mercato, si possono dividere in due tipologie:- inorganici, basati su cromo trivalente e composti
fl uorurati;- organici, basati su una combinazione di polimeri or-
ganici di varia natura e composti fl uorurati.Questi tipi di prodotti, ormai da anni utilizzati dal mer-cato, forniscono delle eccellenti prestazioni ma, a dif-ferenza del trattamento basato sul cromo esavalente, sono totalmente incolori e la superfi cie del particola-re trattato risulta identica al particolare non passivato.Basandoci su questa mancanza abbiamo sviluppato e commercializzato un prodotto che si è dimostrato es-sere un eff ettivo sostituto per la cromatazione senza essere tossico e dannoso e che risulta essere visibile se illuminato da una lampada UV.
2. Tipi di processi di conversione per la preverniciatura delle barre d’alluminio
I prodotti usati nella verniciatura delle barre di allumi-nio si possono dividere sostanzialmente in due diversi tipi di processi: processi con risciacquo fi nale della con-versione e processi senza risciacquo fi nale della conver-sione.Approfondiremo in seguito le diff erenze dal punto di vi-sta chimico, in questa prima parte ci dedicheremo alla parte impiantistica e gestionale dei diff erenti processi.2.1 Processi senza risciacquoI processi senza risciacquo fi nale, solitamente a base organica, sono caratterizzati da basse concentrazioni di utilizzo per evitare eventuali residui sui pezzi. Da un punto di vista impiantistico, essi richiedono un risciac-quo in meno, ma di contro necessitano una qualità dei risciacqui precedenti al trattamento molto elevata. Il Qualicoat raccomanda che la conducibilità di tali acque non superi i 20μS. Le temperature richieste per l’asciu-gatura sono solitamente più elevate, 100 – 130°C, que-sto perché si deve permettere alle resine di polimerizza-re e reagire effi cacemente con il substrato di alluminio.
INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 85
2.2 Processes with a fi nal rinseThe processes with a fi nal rinse, also including all of the old technologies based on hexavalent chromium, are usually totally inorganic. The conversion reaction takes place during the contact stage with the product. The rinse step avoids any problem of residues on the treated parts. Usually, these processes are heavier and tolerate more impurities and, because of that, the requirements for rinses prior to the treatment bath are more limited. The chromium-based products have a lower resistance to the high temperature drying and that is why it is usually recommended not to exceed 70-80°C.Only the chrome-free products bear higher temperatures, such as the product Iridite EXD manufactured by MacDermid.
3. Types of chromium conversion3.1 Hexavalent chromium-based chromating processThis category includes the traditional chromating processes for the pretreatment of aluminium, divided into “green” and “yellow”. These are the oldest passivation methods and they both contain hexavalent chromium in the solution. The green one is the oldest type, being already in use in the late 40s. Typically, these products are mixtures of phosphoric, hydrofl uoric and chromic acids that, when applied to aluminium, cause the precipitation of chromium phosphate on the surface of the aluminium itself; the green colour results from the presence of trivalent chromium in the coating.The yellow chromating, more widespread, is based on mixtures of chromic, nitric and hydrofl uoric acids. The colour of the coating varies with the increase of the coating weight – from iridescent yellow to golden, up to brown for the highest weights. In fact, the greater the mass of the coating, the higher the quantity of hexavalent chromium dissolved in the amorphous fi lm, which is precisely the reason for the yellow hue.3.2 Trivalent chromatingThe trivalent chromating process diff ers from the phosphochromating one in that its bath does not contain hexavalent chromium. Originally, the trivalent chromating process was applied (without rinsing) on coils intended for the construction sector and the can industry.In the last few years, new products requiring a rinse after the application have been developed; the most interesting ones have been created by the United States Navy.
2.2 Processi con risciacquoI processi con risciacquo fi nale, che comprende anche tutte le vecchie tecnologie a base di cromo esavalente, sono solitamente di natura totalmente inorganica e la reazione di conversione avviene durante la fase di con-tatto con il prodotto. Prevedendo un risciacquo non si hanno mai problemi di residui sui particolari tratta-ti. Solitamente sono dei processi più robusti, soppor-tano più impurezze e grazie a questo le richieste per i risciacqui precedenti al bagno di trattamento sono me-no stringenti. I prodotti a base di cromo hanno una re-sistenza alle alte temperature di asciugatura più basse e solitamente si raccomanda di non superare i 70-80°C.Solo i prodotti esenti cromo sopportano temperature più elevate, come il prodotto Iridite EXD prodotto da MacDermid.
3. Tipi di conversioni contenente cromo3.1 Cromatazione a base di cromo esavalenteIn questa categoria rientrano le cromatazioni classi-che per il pretrattamento dell’alluminio, suddivise in “verde” e “gialla”. Sono le passivazioni più vecchie, en-trambe contengono cromo esavalente nella soluzione, quella verde è il tipo più vecchio, già in uso alla fi ne de-gli anni 40’. Tipicamente questi prodotti sono delle mi-scele di acido fosforico, fl uoridrico e cromico che quan-do applicate all’alluminio, causano la precipitazione di fosfato di cromo sulla superfi cie dell’alluminio, il colore verde deriva dal cromo trivalente che è presente nel rivestimento.La cromatazione gialla, più diff usa, è basata su miscele di acido cromico, nitrico e fl uoridrico. Il colore del rive-stimento varia con l’aumentare del peso di rivestimen-to, il colore diventa da giallo iridescente a oro, fi no a diventare marrone per pesi più elevati. Infatti, aumen-tando la massa del rivestimento, aumenta anche il cro-mo esavalente disciolto nel fi lm amorfo ed è appunto questo la ragione del colore giallo.3.2 Cromatazione trivalenteLa cromatazione trivalente può essere distinta dalla fo-sfocromatazione per il fatto che il suo bagno non con-tiene cromo esavalente. Originariamente la cromata-zione trivalente era applicata, senza risciacquo, su coil destinati all’edilizia e all’industria delle lattine.Negli ultimi anni, sono stati sviluppati nuovi prodotti che prevedono un risciacquo dopo l’applicazione; i più interessanti sono stati ideati dal United States Navy.La tecnologia attuale si base sostanzialmente su misce-le di cromo trivalente e composti fl uorurati. Sulla su-
86 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
A UV-Visible System For The Non Chromate Passivation Of Aluminium
The current technology is essentially based on mixtures of trivalent chromium and fl uorine compounds. Here, an inorganic layer containing trivalent chromium is deposited on the treated aluminium surface. These technologies, like the products based on hexavalent chromium, require a fi nal rinse. The coating, however, is colourless because of the reduced thickness.One of the biggest problems of this technology is that, if the coating weight is excessive, the deposited layer becomes brittle, thus causing adhesion problems on the coated components.Very careful control on the concentrations, times and temperatures of the process are therefore needed, especially when vertical plants are used for the treatment of aluminium bars.It should be noted, however, that trivalent chromium can be oxidised to hexavalent chromium, if heated, in the presence of oxygen (as in the case of recycling plants) or due to cross contamination with other chemicals.
4. Types of non chromate conversion4.1 Inorganic and chrome-freeThe inorganic chrome-free products are based on fl uorine compounds and patented inorganic accelerators, which replace the presence of chromium. In this case, a conversion layer containing fl uorinated compounds and inorganic salts, which increase the corrosion resistance and the coating adhesion, is formed on the aluminium surface.This technology requires a fi nal rinse after the passivation bath.The only product on the market exploiting this technology, Iridite EXD, was developed by MacDermid in 2007.4.2 OrganicAll products of this kind have in common the fact that they contain an organic polymer based on polyacrylic acids and a source of fl uorides. The surface thus treated is rich in organic polymers and this makes it an excellent base to be coated. The treatments do not require any fi nal rinse; in this way, during the drying step, the reaction between the substrate and the solution can take place. At this stage, the chemical activity on the surface is increased by heat; the aluminium is dissolved from the substrate and incorporated into the polymeric layer, which becomes insoluble and binds with the substrate itself. Normally, the conversion coating is completely transparent and invisible.
perfi cie trattata dell’alluminio si deposita uno strato inorganico contente cromo trivalente. Questo tipo di tecnologia, similmente ai prodotti a base di cromo esa-valente, necessita di un risciacquo fi nale. Il rivestimen-to risulta però incolore a causa degli spessori ridotti.Uno dei problemi maggiori di questa tecnologia è che se il peso del rivestimento è eccessivo, lo strato depo-sitato si infragilisce causando problemi di adesione sui particolari verniciati.Si impongono quindi dei controlli molto precisi su con-centrazioni, tempi e temperature di processo, special-mente nell’utilizzo in impianti verticali per il trattamen-to delle barre di alluminio.Si deve però notare che il cromo trivalente si può ossi-dare a cromo esavalente se riscaldato o in presenza di ossigeno, come nel caso degli impianti di riciclaggio, o per contaminazione trasversale con altre sostanze chi-miche.
4. Tipologie di conversione superfi ciale non cromica
4.1 Inorganici esenti da cromoI prodotti inorganici esenti cromo, sono basati su com-posti fl uorurati e acceleranti inorganici brevettati, che sostituiscono la presenza del cromo. In questo ca-so sulla superfi cie dell’alluminio si forma uno strato di conversione contenente composti fl uorurati e sali inorganici che aumentano la resistenza a corrosione e l’adesione della vernice.Questo tipo di tecnologie richiede un risciacquo fi nale dopo il bagno di passivazione.L’unico prodotto sul mercato che sfrutta questa tecno-logia, Iridite EXD, è stato sviluppato da MacDermid nel 2007.4.2 OrganiciTutti i prodotti di questo tipo hanno in comune il fat-to di contenere un polimero organico a base di acidi poliacrilici e una fonte di fl uoruri. La superfi cie co-sì trattata risulta ricca di polimeri organici e grazie a questo diventa un’ottima base per la verniciatura. I trattamenti sono usati senza risciacquo fi nale, in questo modo durante l’asciugatura può avvenire la reazione tra il substrato e la soluzione. In questa fase l’attività chimica sulla superfi cie è incrementata dal calore, dal substrato si dissolve alluminio che viene incorporato nello strato polimerico, il quale diventa insolubile e si lega con il substrato stesso. Solitamen-te il rivestimento di conversione è completamente trasparente e invisibile.
INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 87
pubblicità
GRACE
To overcome this gap, an innovative product, Iridite NR4-T, visible under a UV lamp thanks to its special formulation, has been designed.
5. Features of Iridite NR4-TIridite NR4-T is a non chromate conversion product containing inorganic zirconium compounds and polymers of organic nature. It does not contain any heavy metal, nitrate and phosphate.5.1 Parameters and processes for the conversion of
aluminiumThe upstream process steps required for the product Iridite™ NR4-T are very similar to those required for the chromating process. It is generally recommended to carry out a 7-stage process as follows:
Per ovviare a questa mancanza si è studiato un pro-dotto innovativo, l’Iridite NR4-T che grazie alla parti-colare formulazione risulta visibile sotto una lampa-da UV.
5. Caratteristiche dell’Iridite NR4-TIridite NR4-T è un prodotto di conversione non cromi-ca contenente composti inorganici dello zirconio e po-limeri di natura organica. Non contiene metalli pesanti, nitrati e fosfati.5.1 Parametri e processi per la conversione superfi -
ciale dell’alluminioLe fasi di processo richieste a monte del prodotto Iridite™ NR4-T sono molto simili a quelle necessarie per il processo di cromatazione. In genere viene rac-comandato un processo a 7 stadi così composto:
SHIELDEX® CS311New Anti-Corrosion Pigment forCr(VI)-free Coil Coating Primers
Enriching Lives, Everywhere.®
� Ion-exchange silica-based replacement for strontium chromate
� Non-toxic, heavy metal-free
� Enhanced anti-corrosion protection
� Optimized curing stability, ideal for acid catalized systems
Grace GmbH & Co. KG · In der Hollerhecke 1 · 67545 Worms/Germany · Tel.: +49 6241 403 00
GRACE®, SHIELDEX® and ENRICHING LIVES, EVERYWHERE® are trademarks, registered in the United States and/or other countries, of W. R. Grace & Co.-Conn. This trademark list has been compiled using available published information as of the
publication date of this advert and may not accurately reflect current trademark ownership or status. Copyright © 2013 W. R. Grace & Co.-Conn.
www.grace.com
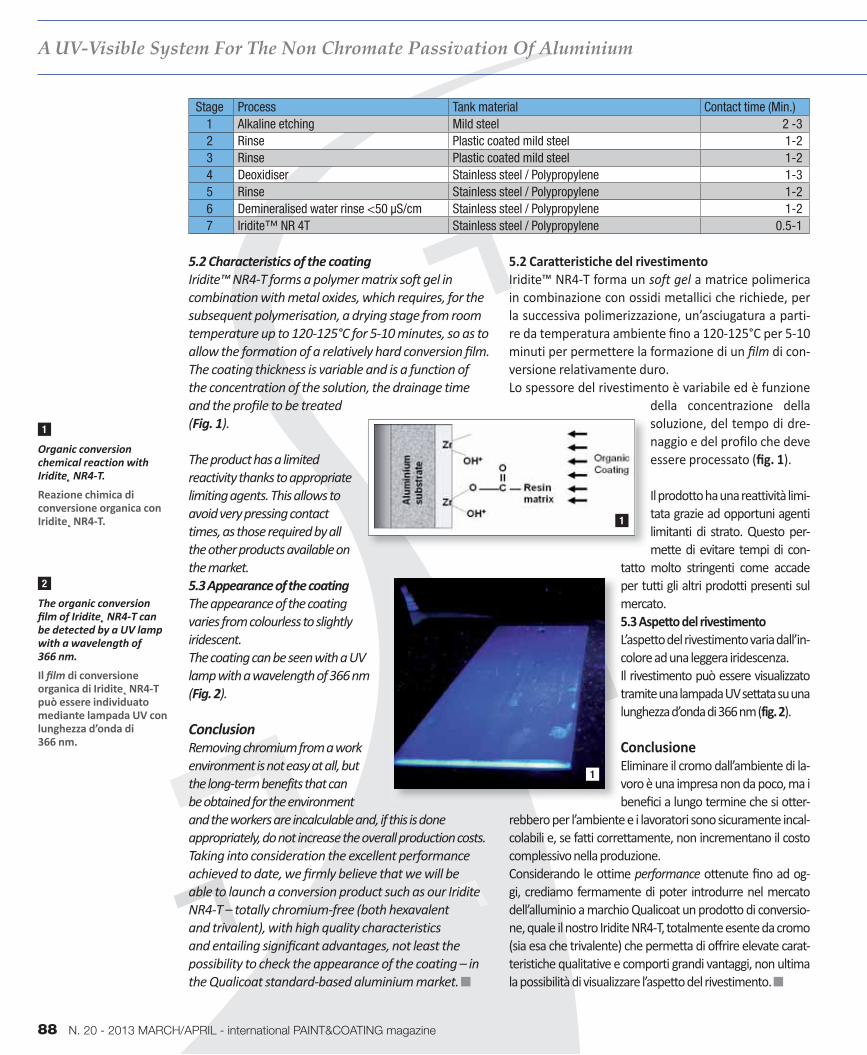
88 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
A UV-Visible System For The Non Chromate Passivation Of Aluminium
Stage Process Tank material Contact time (Min.)1 Alkaline etching Mild steel 2 -32 Rinse Plastic coated mild steel 1-23 Rinse Plastic coated mild steel 1-24 Deoxidiser Stainless steel / Polypropylene 1-35 Rinse Stainless steel / Polypropylene 1-26 Demineralised water rinse <50 μS/cm Stainless steel / Polypropylene 1-27 Iridite™ NR 4T Stainless steel / Polypropylene 0.5-1
5.2 Characteristics of the coatingIridite™ NR4-T forms a polymer matrix soft gel in combination with metal oxides, which requires, for the subsequent polymerisation, a drying stage from room temperature up to 120-125°C for 5-10 minutes, so as to allow the formation of a relatively hard conversion fi lm.The coating thickness is variable and is a function of the concentration of the solution, the drainage time and the profi le to be treated (Fig. 1). The product has a limited reactivity thanks to appropriate limiting agents. This allows to avoid very pressing contact times, as those required by all the other products available on the market.5.3 Appearance of the coatingThe appearance of the coating varies from colourless to slightly iridescent.The coating can be seen with a UV lamp with a wavelength of 366 nm (Fig. 2).
ConclusionRemoving chromium from a work environment is not easy at all, but the long-term benefits that can be obtained for the environment and the workers are incalculable and, if this is done appropriately, do not increase the overall production costs.Taking into consideration the excellent performance achieved to date, we fi rmly believe that we will be able to launch a conversion product such as our Iridite NR4-T – totally chromium-free (both hexavalent and trivalent), with high quality characteristics and entailing signifi cant advantages, not least the possibility to check the appearance of the coating – in the Qualicoat standard-based aluminium market.
5.2 Caratteristiche del rivestimentoIridite™ NR4-T forma un soft gel a matrice polimerica in combinazione con ossidi metallici che richiede, per la successiva polimerizzazione, un’asciugatura a parti-re da temperatura ambiente fi no a 120-125°C per 5-10 minuti per permettere la formazione di un fi lm di con-versione relativamente duro.Lo spessore del rivestimento è variabile ed è funzione
della concentrazione della soluzione, del tempo di dre-naggio e del profi lo che deve essere processato (fi g. 1).
Il prodotto ha una reattività limi-tata grazie ad opportuni agenti limitanti di strato. Questo per-mette di evitare tempi di con-
tatto molto stringenti come accade per tutti gli altri prodotti presenti sul mercato.5.3 Aspetto del rivestimentoL’aspetto del rivestimento varia dall’in-colore ad una leggera iridescenza.Il rivestimento può essere visualizzato tramite una lampada UV settata su una lunghezza d’onda di 366 nm (fig. 2).
ConclusioneEliminare il cromo dall’ambiente di la-voro è una impresa non da poco, ma i benefi ci a lungo termine che si otter-
rebbero per l’ambiente e i lavoratori sono sicuramente incal-colabili e, se fatti correttamente, non incrementano il costo complessivo nella produzione.Considerando le ottime performance ottenute fi no ad og-gi, crediamo fermamente di poter introdurre nel mercato dell’alluminio a marchio Qualicoat un prodotto di conversio-ne, quale il nostro Iridite NR4-T, totalmente esente da cromo (sia esa che trivalente) che permetta di off rire elevate carat-teristiche qualitative e comporti grandi vantaggi, non ultima la possibilità di visualizzare l’aspetto del rivestimento.
1
Organic conversion chemical reaction with Iridite˛ NR4-T.
Reazione chimica di conversione organica con Iridite˛ NR4-T.
2
The organic conversion fi lm of Iridite˛ NR4-T can be detected by a UV lamp with a wavelength of 366 nm.
Il fi lm di conversione organica di Iridite˛ NR4-T può essere individuato mediante lampada UV con lunghezza d’onda di 366 nm.
1
1
INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 89
Ucif, Unione Costruttori Impianti di Finitura,
celebra 40 anni di impegno, di passione, di traguardi raggiunti con successo portandoall’eccellenza il Made in Italy. La finitura accompagna ogni processo produttivo sin dal suo inizio. Lo sapevi?Se fai prodotti di qualità sicuramente sì!
Apparecchiature, impianti
e macchine di:
granigliatura
vibrofinitura
lavaggio
verniciatura
movimentazione e robotica
depurazione aria e acqua
Ucif, finitura per passione. Un punto di riferimento per tutta l’industria d’eccellenza.
Per maggiori informazioni: Ucif Unione Costruttori Impianti di Finitura | www.ucif.net | [email protected] Federata ANIMA / Confindustria
1973
2013
90 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Nicola BelottiEuropolveri Spa,Sandrigo (VI), Italy [email protected]
POWDER COATINGS TO PROVIDE METAL WITH THE COLOUR, FEELING AND WARMTH OF WOODTrasferire i colori, le sensazioni e il calore del legno sul metallo con le vernici in polvere
R icerca e sviluppo, come è radicato nel carattere di Europolveri, non conoscono fasi statiche ma sono
costantemente rivolte alla ricerca di nuove formulazio-ni fi nalizzate a nuove esigenze cercando soluzioni in grado di esprimere al meglio, valore ed effi cacia este-tica, durabilità e, quale comune denominatore, la fun-zionalità applicativa.Un prolungato lavoro di ricerca corredato da una co-piosa serie di test e di verifi che sul campo si è recen-temente concluso con la messa in produzione di una linea di vernici in polvere con caratteristiche chimi-che, fi siche e cromatiche tali da garantire non solo un elevato potere di protezione, che vuol dire durabilità nel tempo, ma anche un eccellente risultato in ter-mini estetici con diff erenziate possibilità applicative (fi g. 1).Le attività di ricerca e sviluppo di Europolveri nel cam-
I n the tradition of Europolveri, R&D is never in stasis, but is constantly focused on fi nding
new formulations aimed at meeting always new needs by off ering solutions that ensure aesthetic value and effi ciency, durability and – as a common denominator – application functionality.A long research process involving a plentiful of tests and fi eld checks has recently ended with the start of the production of a range of powder coatings with such chemical, physical and chromatic characteristics to ensure not only a high level of protection, and therefore durability, but also an excellent result in terms of look, with diff erent application possibilities (Fig. 1).The Europolveri R&D activity in the fi eld of wood eff ect powder coatings has a long history: Photos courtesy Europolveri

INNOVATIONS: PRESENT&FUTURE
91 international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20
po delle polveri per eff etto legno hanno una lunga storia: già nel 1998, l’azienda ottenne la prima cer-tifi cazione “Qualicoat” con la linea di vernici in pol-vere ad eff etto legno “Woodall”. Oggi la nuova linea “ArchitecturalLignum” identifi ca una serie di prodotti decisamente innovativi, formulati per riprodurre, con diff erenti tecnologie, l’eff etto delle più diverse essen-ze lignee su manufatti e/o strutture in metallo. A base di resine poliestere senza TGIC o resine poliu-retaniche, la nuova collezione conserva le medesime caratteristiche di resistenza e durabilità della linea di prodotto per architettura, e comprende due tipologie di prodotto diverse tra loro, oltre che per formulazio-ne, anche per metodologia di applicazione: sublima-zione o “polvere su polvere”.
Una prima serie di basi per eff etto legno, che in virtù delle specifi che caratteristiche ha ottenuto la licenza “Qualideco”, prevede l’utilizzo con tecnologia di su-blimazione secondo le seguenti fasi:1) Applicazione della vernice in polvere, con spessore
70-120 micron;2) Reticolazione completa in forno a 200-220°C (15 -
20 minuti);3) Avvolgimento e saldatura del fi lm;4) Estrazione dell’aria tramite vuoto;5) Sublimazione in forno a 200°C, trasferimento del
decoro dal fi lm alla barra;6) Distacco e rimozione del fi lm mediante soffi atura.
Una seconda serie di vernici in polvere a base polie-stere senza TGIC è stata studiata invece per la tecnica di applicazione “polvere su polvere” e prevede le se-guenti fasi:
already in 1998, the company obtained its fi rst Qualicoat certifi cation with its “Woodall” range of wood eff ect powder coatings. Now, the new “ArchitecturalLignum” range includes a number of very innovative products, formulated to give all sorts of wood eff ects to metal objects and/or structures with diff erent technologies.The new collection, based on TGIC-free polyester or polyurethane resins, has the same characteristics of strength and durability of the products for architecture and includes two types of product diff ering not only in the formulation, but also in the application method required: sublimation or “powder on powder”. A fi rst series of wood eff ect basecoats, which has obtained the Qualideco licence thanks to its special characteristics, requires the use of the sublimation technology as follows:1) Application of the powder coating with a
thickness of 70-120 microns;2) Complete cross-linking in an oven at 200-220°C
(15 - 20 minutes);3) Wrapping and welding of the fi lm;4) Air suction by vacuum;5) Sublimation in an oven at 200°C, transfer of the
decoration from the fi lm to the bar;6) Detachment and removal of the fi lm by
blowing. A second series of powder coatings based on TGIC-free polyester has been designed for the “powder on powder” application technique, which requires the following steps:
1 2

92 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Powder Coatings to Provide Metal With the Colour, Feeling and Warmth of Wood
Per impianti in linea orizzontale:1) Applicazione della vernice in polvere, con spessore
70-90 micron;2) Fusione del rivestimento applicato a 110-120°C (15 - 20
minuti);3) Applicazione della polvere per la venatura;4) Polimerizzazione standard 190-200°C (15 - 20 minuti).
Per impianti in linea verticale:1) Applicazione della vernice in polvere, con
spessore 70-90 micron2) Fusione del rivestimento applicato a 110-
120°C (15 - 20 minuti) o mediante infrarossi 4-6 minuti;
3) Applicazione della polvere per la venatura;4) Defi nizione della venatura mediante rulli e
spazzole;5) Polimerizzazione standard 190-200 °C (15 - 20
minuti).
Le vernici “ArchitecturalLignum” off rono a progettisti e utilizzatori una serie di indiscussi vantaggi:- la possibilità di scegliere tra
un’ampia gamma di prodotti che garantiscono la realisti-ca riproduzione di svariate essenze lignee;- un’accurata e qualifi cata
assistenza per formulazioni ed eff etti lignei particolari richiesti da architetti, pro-gettisti e designer (fi g. 2);
- garanzia che tutti i prodotti sono TGIC free;- certezza di un’elevata resistenza chimica, meccanica e
agli agenti esterni dei manufatti trattati;- garanzia di durabilità certifi cata da “Qualicoat” Classe1;- piena rispondenza ai requisiti “Qualideco”.
Le vernici in polvere “ArchitecturalLignum” trovano na-turale impiego ove sia necessario riprodurre fedelmen-te l’eff etto ed il calore del legno su manufatti o strutture metalliche destinati sia all’interno che all’esterno quali:- Componenti e strutture metalliche come porte, fi ne-
stre, basculanti (fi g. 3)- Strutture architettoniche e rivestimenti- Elementi d’arredo quali mobili, complementi d’arre-
do, illuminazione- Elettrodomestici.
For horizontal plants:1) Application of the powder coating with a thickness
of 70-90 microns;2) Melting of the applied coating at 110-120°C (15 - 20
minutes);3) Application of the powder for the
grain eff ect;4) Standard polymerisation at 190-
200°C (15 - 20 minutes). For vertical plants:1) Application of the powder coating
with a thickness of 70-90 microns;2) Melting of the applied coating at 110-
120 ° C (15 - 20 minutes) or by infrared (4 - 6 minutes);
3) Application of the powder for the grain eff ect;
4) Defi nition of the grain through rollers and brushes;
5) Standard polymerisation at 190-200°C (15 - 20 minutes).
The “ArchitecturalLignum” coatings provide designers and users with many signifi cant benefi ts:- The chance to choose from a wide range of products that ensure a realistic reproduction of various types of wood;
- Careful and qualifi ed assistance for special formulations and wood eff ects required by architects and designers (Fig. 2);
- Guarantee that all products are TGIC-free;- High chemical, mechanical and weathering resistance of the treated surfaces;
- Guarantee of durability as certifi ed by Qualicoat (Class 1);- Full compliance with the Qualideco requirements. The “ArchitecturalLignum” powder coatings fi nd their natural application wherever it is necessary to faithfully reproduce the look and the warmth of wood on metal objects or structures intended for both indoors and outdoors use, such as:- Metal components and structures such as doors,
windows, garage doors (Fig. 3)- Architectural structures and coatings- Pieces of furniture, furniture accessories, lighting- Household appliances
3) Applica ione della polvere4) Polimerizzazione standard
Per impianti in linea v1) Applicazione del
spessore 70-90 m2) Fusione del rive
120°C (15 - 20 m4-6 minuti;
3) Applicazione della4) Defi nizione della
spazzole;spa5) Polimerizzazione 5) Poli
minuti).minu
Le vernici “Aa pse-
ans formulations
3

INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 93
ENGINEERSUCCESSNew technologies New solutions New networks
Fiera di Hannover · Tel. 02 70 63 3 29 2 · [email protected]
Save the date:
8 – 12 aprile 2013
Da quali innovazioni trarrete vantaggio? Alla HANNOVER MESSE 2013 11 fiere leader internazionali vi offriranno una panoramica di mercato completa.
Potrete vedere gli ultimissimi sviluppi dell‘intera catena industriale del valore. Vi assicurerete l’ultimo know-how specialistico nei settori chiave automazione industriale e IT, tecnologie energetiche e ambientali, tecnica dell’azionamento e fluidotecnica, subfornitura industriale, tecnologie della produzione e servizi, ricerca e sviluppo.
Visitate il più importante evento espositivo mondiale dedicato alla tecnologia. Per saperne di più: hannovermesse.com NEW TECHNOLOGY FIRST
8–12 April 2013 · Hannover · Germany

94 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Dr. Marco Zavattoni Condoroil Chemical1 S.r.l. ,Casale Litta (VA), [email protected]
Eng. Jan Tump Membracon (NL)
ELECTRODIALYSIS CELLS FOR ED PAINTING – PART ONECelle di elettrodialisi per verniciature elettroforetiche – Prima parte
IntroductionIn ED painting (Electrophoretic Deposition) an important role is carried out by electrodialysis cells. The purpose of this report is to point out the principles of operation and to provide an overview of the technical proposals off ered by the market. In order to better introduce the topic let’s explain the reactions which regulate the ED processes.
ElectrophoresisElectrophoresis can be defi ned as the transport of resin molecules which are moved in colloidal form under the infl uence of an electric fi eld. Depending upon their electric charge, the resin in suspension can migrate towards the anode (anaphoresis) or the cathode (cataphoresis) dissociating from their base formulae. In the anaphoresis process, the resin separates from its alkaline neutralizing agent – usually amines – while in the cataphoresis process is the acid neutralizing agent which separates – usually organic acid (Fig. 1).
IntroduzioneNel processo di verniciatura elettroforetica un ruolo importante viene svolto dalle celle di elettrodialisi. Lo scopo di questo articolo è illustrarne i principi di fun-zionamento e fornire una panoramica delle proposte tecniche che vengono off erte dal mercato. Per intro-durre meglio l’argomento è però opportuno ricordare le reazioni che regolano i processi di elettroforesi.
ElettroforesiL’elettroforesi può essere defi nita come il trasporto di parti-
celle di resina disperse in forma colloidale sotto l’infl uenza di un campo elettrico. A seconda del-la loro carica elettrica, i colloidi in sospensione possono migra-re verso l’anodo (anaforesi) op-pure verso il catodo (cataforesi) dissociandosi dalle loro formule base.In particolare nel processo di anaforesi avremo la separazio-ne dell’agente neutralizzante al-
calino, generalmente sale di ammonio quaternario, mentre nel processo di cataforesi avremo la separazione dell’agente neutralizzante acido, generalmente acido organico (fi g. 1).
1 Exclusive distributor for Italy of Membracon (NL) cells and membranes
1
1
Illustration of an anaphoresis where the binding agent is attracted to the anode due to its negative charge.
Illustrazione di anaforesi ove l’agente legante è attratto all’anodo per la sua carica negativa.
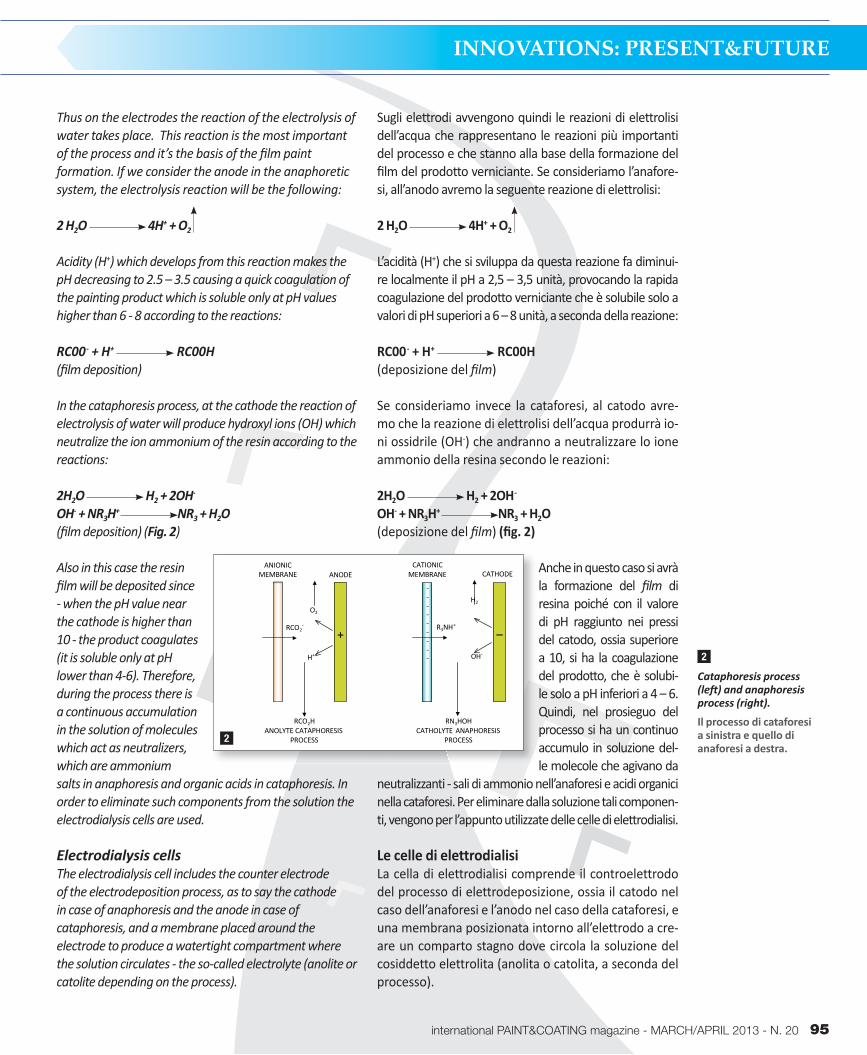
INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 95
Thus on the electrodes the reaction of the electrolysis of water takes place. This reaction is the most important of the process and it’s the basis of the fi lm paint formation. If we consider the anode in the anaphoretic system, the electrolysis reaction will be the following:
2 H2O 4H+ + O2
Acidity (H+) which develops from this reaction makes the pH decreasing to 2.5 – 3.5 causing a quick coagulation of the painting product which is soluble only at pH values higher than 6 - 8 according to the reactions:
RC00- + H+ RC00H (fi lm deposition)
In the cataphoresis process, at the cathode the reaction of electrolysis of water will produce hydroxyl ions (OH) which neutralize the ion ammonium of the resin according to the reactions:
2H2O H2 + 2OH-
OH- + NR3H+ NR3 + H2O(fi lm deposition) (Fig. 2)
Also in this case the resin fi lm will be deposited since - when the pH value near the cathode is higher than 10 - the product coagulates (it is soluble only at pH lower than 4-6). Therefore, during the process there is a continuous accumulation in the solution of molecules which act as neutralizers, which are ammonium salts in anaphoresis and organic acids in cataphoresis. In order to eliminate such components from the solution the electrodialysis cells are used.
Electrodialysis cellsThe electrodialysis cell includes the counter electrode of the electrodeposition process, as to say the cathode in case of anaphoresis and the anode in case of cataphoresis, and a membrane placed around the electrode to produce a watertight compartment where the solution circulates - the so-called electrolyte (anolite or catolite depending on the process).
Sugli elettrodi avvengono quindi le reazioni di elettrolisi dell’acqua che rappresentano le reazioni più importanti del processo e che stanno alla base della formazione del fi lm del prodotto verniciante. Se consideriamo l’anafore-si, all’anodo avremo la seguente reazione di elettrolisi:
2 H2O 4H+ + O2
L’acidità (H+) che si sviluppa da questa reazione fa diminui-re localmente il pH a 2,5 – 3,5 unità, provocando la rapida coagulazione del prodotto verniciante che è solubile solo a valori di pH superiori a 6 – 8 unità, a seconda della reazione:
RC00- + H+ RC00H (deposizione del fi lm)
Se consideriamo invece la cataforesi, al catodo avre-mo che la reazione di elettrolisi dell’acqua produrrà io-ni ossidrile (OH-) che andranno a neutralizzare lo ione ammonio della resina secondo le reazioni:
2H2O H2 + 2OH-
OH- + NR3H+ NR3 + H2O(deposizione del fi lm) (fi g. 2)
Anche in questo caso si avrà la formazione del fi lm di resina poiché con il valore di pH raggiunto nei pressi del catodo, ossia superiore a 10, si ha la coagulazione del prodotto, che è solubi-le solo a pH inferiori a 4 – 6. Quindi, nel prosieguo del processo si ha un continuo accumulo in soluzione del-le molecole che agivano da
neutralizzanti - sali di ammonio nell’anaforesi e acidi organici nella cataforesi. Per eliminare dalla soluzione tali componen-ti, vengono per l’appunto utilizzate delle celle di elettrodialisi.
Le celle di elettrodialisiLa cella di elettrodialisi comprende il controelettrodo del processo di elettrodeposizione, ossia il catodo nel caso dell’anaforesi e l’anodo nel caso della cataforesi, e una membrana posizionata intorno all’elettrodo a cre-are un comparto stagno dove circola la soluzione del cosiddetto elettrolita (anolita o catolita, a seconda del processo).
2
Cataphoresis process (left) and anaphoresis process (right).
Il processo di cataforesi a sinistra e quello di anaforesi a destra.
+++++++++
+
---------
_
O2
H+
RCO2-
RCO2HANOLYTE CATAPHORESIS
PROCESS
ANODECATIONIC
MEMBRANE CATHODE
H2
OH-
R3NH+
RN3HOHCATHOLYTE ANAPHORESIS
PROCESS
ANIONIC MEMBRANE
2

96 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Electrodialysis Cells for ED Painting - Part One
The dialysis membrane is the heart of the cell and it is produced by dispersion of an exchanging resin into a neutral polymer or by functionalization of a polymer matrix or by using polymers which already have ionic parts.This characteristic, which diff ers from the most common membranes whose acting force is the diff erence of hydrostatic pressure (reverse osmosis, ultrafi ltration and nano fi ltration) enables it to allow the passage of only positive charges (cationic membranes) or of only negative charges (anionic membranes). For this reason they are called “Ion Exchange Membranes” and obviously they are diff erent in case of cataphoretic or anaphoretic painting. In the cataphoresis process, the material of the counter electrode (anode) inside the cell can change if a higher corrosion resistance is required. An established practice, however, requires the use of electrodes in AISI 316 L (316 with low carbon) or in AISI 316 Ti (316 with addition of titanium). In specifi c cases of strong corrosion it is possible to use oxides coated titanium electrodes (DSA).In case of tubular electrodes it is good practise to place the welding line of the tubes towards the tank wall in order to reduce the current charge on the part that can be more easily etched. During the painting process the cells continuously remove electrolyte which, otherwise, as already explain, shall accumulate. The cells are placed along the tank and the electrolyte solution, which they contain, is recirculated in a dedicated smaller tank.The concentration of the component removed from the working tank, and which accumulate in the electrolyte small tank, is controlled by a simple conductivity measurement, drained and replenished with demineralised water to keep a steady concentration. Such concentration must be lower than the value at which the specifi c component produced by the working solution would migrate in the opposite direction by high concentration diff erences (Fig. 2 a).
ELCTROLYTEECIRCULATING
TANKS
ED CELLS PAINTING TANK2A
Sizing of the cells.
Dimensionamento celle.2A
La membrana di dialisi è il cuore della cella e viene pro-dotta per dispersione di una resina scambiatrice in un polimero neutro o per funzionalizzazione di una matri-ce polimerica o, infi ne, utilizzando polimeri che pos-seggono già parti ioniche.Questa sua particolarità, che la diff erenzia dalle più co-muni membrane in cui la forza agente è la diff erenza di pressione idrostatica (osmosi inversa, ultrafi ltrazione e nanofi ltrazione), la rende capace di permettere il passag-gio di sole cariche positive (membrane cationiche) o di sole cariche negative (membrane anioniche). Per questa ragione prendono anche il nome di “membrane di scam-bio ionico” e sono ovviamente diff erenti nel caso di pro-cesso di verniciatura cataforetica e anaforetica. Nel caso del processo, anche il contro elettrodo interno alla cella può cambiare se viene richiesta una maggiore resistenza alla corrosione. Una prassi consolidata, tuttavia, preve-de l’uso unifi cato di elettrodi in AISI 316 L (316 con basso carbonio) o in AISI 316 Ti (316 con aggiunta di titanio). In casi specifi ci di forte corrosione è possibile usare elettro-di in titanio rivestito da ossidi (DSA).Nel caso di elettrodi tubolari è buona regola posizionare la linea di saldatura dei tubi verso la vasca per ridurre il carico di corrente sulla parte più facilmente aggredibile.
Durante il proces-so di verniciatura le celle consentono di asportare in conti-nuo l’elettrolita che, altrimenti, come prima visto, si accu-mulerebbe. Le celle vengono posiziona-te lungo la vasca e la soluzione di elet-trolita in esse con-tenuta viene fatta ricircolare in una va-schetta dedicata.
La concentrazione del componente asportata dal-la vasca di lavoro, e che si accumula nella vaschet-ta dell’elettrolita, viene controllata con una semplice misura di conducibilità e drenata di conseguenza per mantenere una concentrazione costante. Tale concen-trazione deve essere inferiore al valore a cui comince-rebbero dei fenomeni diff usivi contrari che compor-terebbero la migrazione a ritroso per il gradiente di concentrazione, del componente specifi co, che si vie-ne a creare con la soluzione di lavoro (fi g. 2 a).
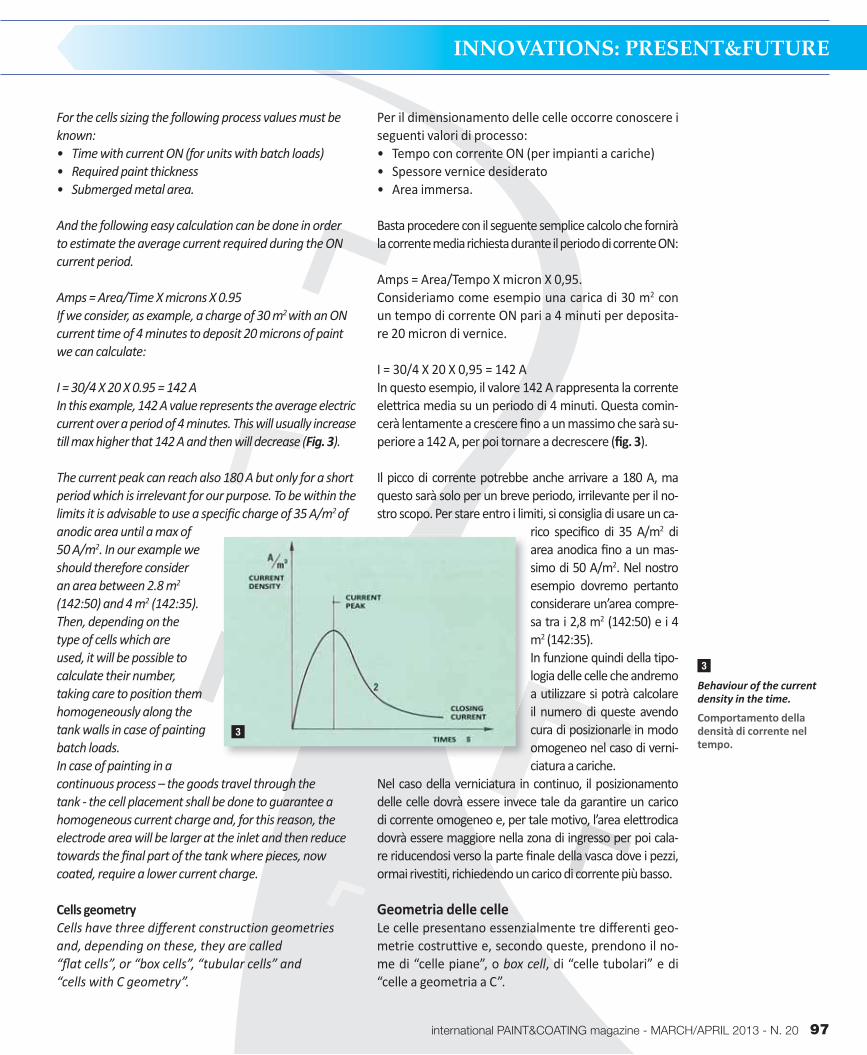
INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 97
For the cells sizing the following process values must be known:• Time with current ON (for units with batch loads)• Required paint thickness • Submerged metal area.
And the following easy calculation can be done in order to estimate the average current required during the ON current period.
Amps = Area/Time X microns X 0.95If we consider, as example, a charge of 30 m2 with an ON current time of 4 minutes to deposit 20 microns of paint we can calculate:
I = 30/4 X 20 X 0.95 = 142 AIn this example, 142 A value represents the average electric current over a period of 4 minutes. This will usually increase till max higher that 142 A and then will decrease (Fig. 3).
The current peak can reach also 180 A but only for a short period which is irrelevant for our purpose. To be within the limits it is advisable to use a specifi c charge of 35 A/m2 of anodic area until a max of 50 A/m2. In our example we should therefore consider an area between 2.8 m2 (142:50) and 4 m2 (142:35).Then, depending on the type of cells which are used, it will be possible to calculate their number, taking care to position them homogeneously along the tank walls in case of painting batch loads.In case of painting in a continuous process – the goods travel through the tank - the cell placement shall be done to guarantee a homogeneous current charge and, for this reason, the electrode area will be larger at the inlet and then reduce towards the fi nal part of the tank where pieces, now coated, require a lower current charge.
Cells geometryCells have three diff erent construction geometries and, depending on these, they are called “fl at cells”, or “box cells”, “tubular cells” and “cells with C geometry”.
3
Behaviour of the current density in the time.
Comportamento della densità di corrente nel tempo.
3
Per il dimensionamento delle celle occorre conoscere i seguenti valori di processo:• Tempo con corrente ON (per impianti a cariche)• Spessore vernice desiderato• Area immersa.
Basta procedere con il seguente semplice calcolo che fornirà la corrente media richiesta durante il periodo di corrente ON:
Amps = Area/Tempo X micron X 0,95.Consideriamo come esempio una carica di 30 m2 con un tempo di corrente ON pari a 4 minuti per deposita-re 20 micron di vernice.
I = 30/4 X 20 X 0,95 = 142 AIn questo esempio, il valore 142 A rappresenta la corrente elettrica media su un periodo di 4 minuti. Questa comin-cerà lentamente a crescere fi no a un massimo che sarà su-periore a 142 A, per poi tornare a decrescere (fi g. 3).
Il picco di corrente potrebbe anche arrivare a 180 A, ma questo sarà solo per un breve periodo, irrilevante per il no-stro scopo. Per stare entro i limiti, si consiglia di usare un ca-
rico specifi co di 35 A/m2 di area anodica fi no a un mas-simo di 50 A/m2. Nel nostro esempio dovremo pertanto considerare un’area compre-sa tra i 2,8 m2 (142:50) e i 4 m2 (142:35).In funzione quindi della tipo-logia delle celle che andremo a utilizzare si potrà calcolare il numero di queste avendo cura di posizionarle in modo omogeneo nel caso di verni-ciatura a cariche.
Nel caso della verniciatura in continuo, il posizionamento delle celle dovrà essere invece tale da garantire un carico di corrente omogeneo e, per tale motivo, l’area elettrodica dovrà essere maggiore nella zona di ingresso per poi cala-re riducendosi verso la parte fi nale della vasca dove i pezzi, ormai rivestiti, richiedendo un carico di corrente più basso.
Geometria delle celleLe celle presentano essenzialmente tre diff erenti geo-metrie costruttive e, secondo queste, prendono il no-me di “celle piane”, o box cell, di “celle tubolari” e di “celle a geometria a C”.
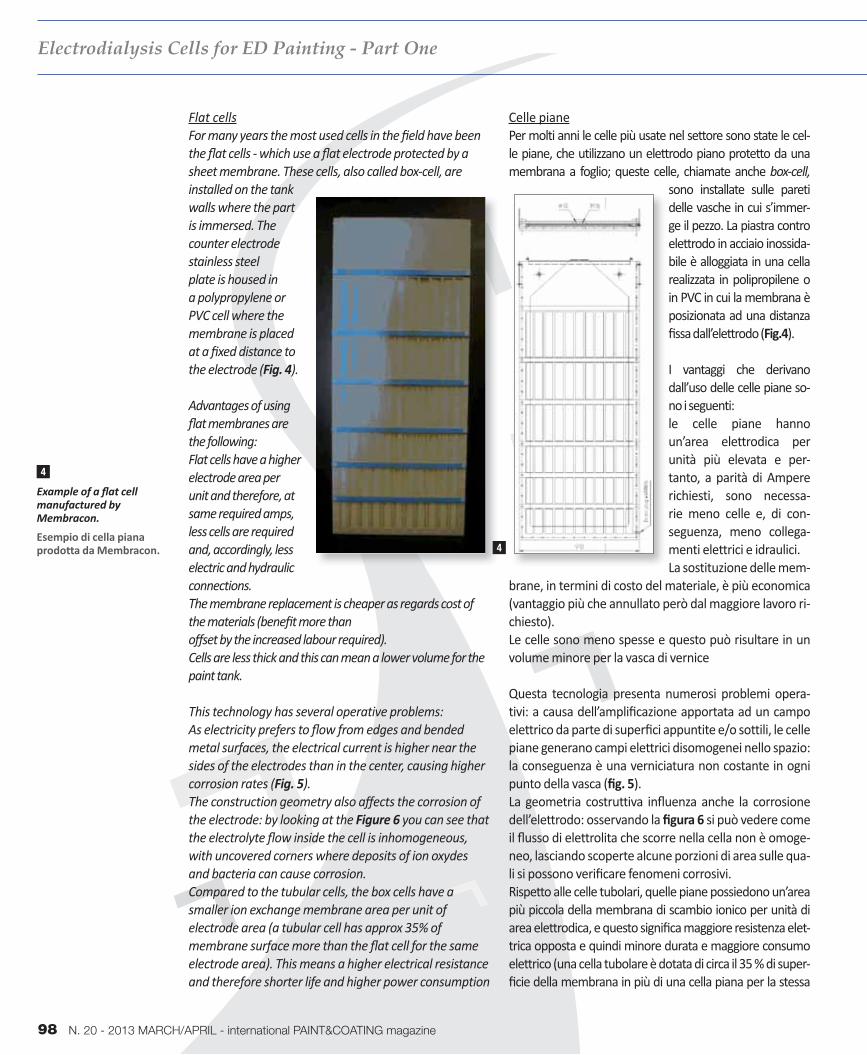
98 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Celle pianePer molti anni le celle più usate nel settore sono state le cel-le piane, che utilizzano un elettrodo piano protetto da una membrana a foglio; queste celle, chiamate anche box-cell,
sono installate sulle pareti delle vasche in cui s’immer-ge il pezzo. La piastra contro elettrodo in acciaio inossida-bile è alloggiata in una cella realizzata in polipropilene o in PVC in cui la membrana è posizionata ad una distanza fi ssa dall’elettrodo (Fig.4).
I vantaggi che derivano dall’uso delle celle piane so-no i seguenti:le celle piane hanno un’area elettrodica per unità più elevata e per-tanto, a parità di Ampere richiesti, sono necessa-rie meno celle e, di con-seguenza, meno collega-menti elettrici e idraulici.La sostituzione delle mem-
brane, in termini di costo del materiale, è più economica (vantaggio più che annullato però dal maggiore lavoro ri-chiesto).Le celle sono meno spesse e questo può risultare in un volume minore per la vasca di vernice
Questa tecnologia presenta numerosi problemi opera-tivi: a causa dell’amplifi cazione apportata ad un campo elettrico da parte di superfi ci appuntite e/o sottili, le celle piane generano campi elettrici disomogenei nello spazio: la conseguenza è una verniciatura non costante in ogni punto della vasca (fi g. 5).La geometria costruttiva infl uenza anche la corrosione dell’elettrodo: osservando la fi gura 6 si può vedere come il fl usso di elettrolita che scorre nella cella non è omoge-neo, lasciando scoperte alcune porzioni di area sulle qua-li si possono verifi care fenomeni corrosivi.Rispetto alle celle tubolari, quelle piane possiedono un’area più piccola della membrana di scambio ionico per unità di area elettrodica, e questo signifi ca maggiore resistenza elet-trica opposta e quindi minore durata e maggiore consumo elettrico (una cella tubolare è dotata di circa il 35 % di super-fi cie della membrana in più di una cella piana per la stessa
Electrodialysis Cells for ED Painting - Part One
Flat cellsFor many years the most used cells in the fi eld have been the fl at cells - which use a fl at electrode protected by a sheet membrane. These cells, also called box-cell, are installed on the tank walls where the part is immersed. The counter electrode stainless steel plate is housed in a polypropylene or PVC cell where the membrane is placed at a fi xed distance to the electrode (Fig. 4).
Advantages of using fl at membranes are the following:Flat cells have a higher electrode area per unit and therefore, at same required amps, less cells are required and, accordingly, less electric and hydraulic connections.The membrane replacement is cheaper as regards cost of the materials (benefi t more than off set by the increased labour required).Cells are less thick and this can mean a lower volume for the paint tank.
This technology has several operative problems:As electricity prefers to fl ow from edges and bended metal surfaces, the electrical current is higher near the sides of the electrodes than in the center, causing higher corrosion rates (Fig. 5).The construction geometry also aff ects the corrosion of the electrode: by looking at the Figure 6 you can see that the electrolyte fl ow inside the cell is inhomogeneous, with uncovered corners where deposits of ion oxydes and bacteria can cause corrosion.Compared to the tubular cells, the box cells have a smaller ion exchange membrane area per unit of electrode area (a tubular cell has approx 35% of membrane surface more than the fl at cell for the same electrode area). This means a higher electrical resistance and therefore shorter life and higher power consumption
4
Example of a fl at cell manufactured by Membracon.
Esempio di cella piana prodotta da Membracon. 4

INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 99www.lutro.deLUTRO Luft- und Trockentechnik GmbH70771 Leinfelden-Echterdingen, GermanyTel. +49 711 79094-0
Cleaning and Pre-Treatment Process – Painting and Drying – Transport SystemsSurface Finishing Systems
which in turn causes higher cooling costs for the paint tank. Flat cells require an extremely complex maintenance since - due to their placement - require the tank to be empty for inspection and replacement, while tubular cells don’t. Another negative point is the weight of the cells, much heavier than the tubular cells.In case of failure it is necessary, besides emptying the tank, to remove the cell and to replace it with a new one, while in case of tubular cells it is possible to remove the faulty cell and to bring the adjacent two cells nearer on a temporary basis without stopping the production.
rr Lines of force of the electric field
Lines of force of the electric fieldgenerated by flat cells
Electrolyte flow
Area of electrolytedeposition
5
Lines of force of the electric fi eld generated by fl at cells.
Linee di forza del campo elettrico generato da celle piane.
6
Track of the electrolyte inside the fl at cell.
Percorso dell’elettrolita all’interno di una cella piana.
5 6
area elettrodica). Inoltre questo si traduce in maggiori costi di raff reddamento a causa del maggiore eff etto Joule.Le celle piane richiedono una manutenzione estremamente complessa poiché, a causa della loro disposizione, richiedo-no lo svuotamento delle vasche per ispezione e sostituzione, mentre le celle tubolari no. Un altro punto negativo è il peso delle celle, molto più elevato delle tubolari.In caso di guasto è necessario, oltre al già citato svuota-mento della vasca, asportare la cella sostituendola con una funzionante, mentre con le celle tubolari è possibile, in via provvisoria, asportare la cella guasta e avvicinare le due adiacenti senza interrompere la produzione.
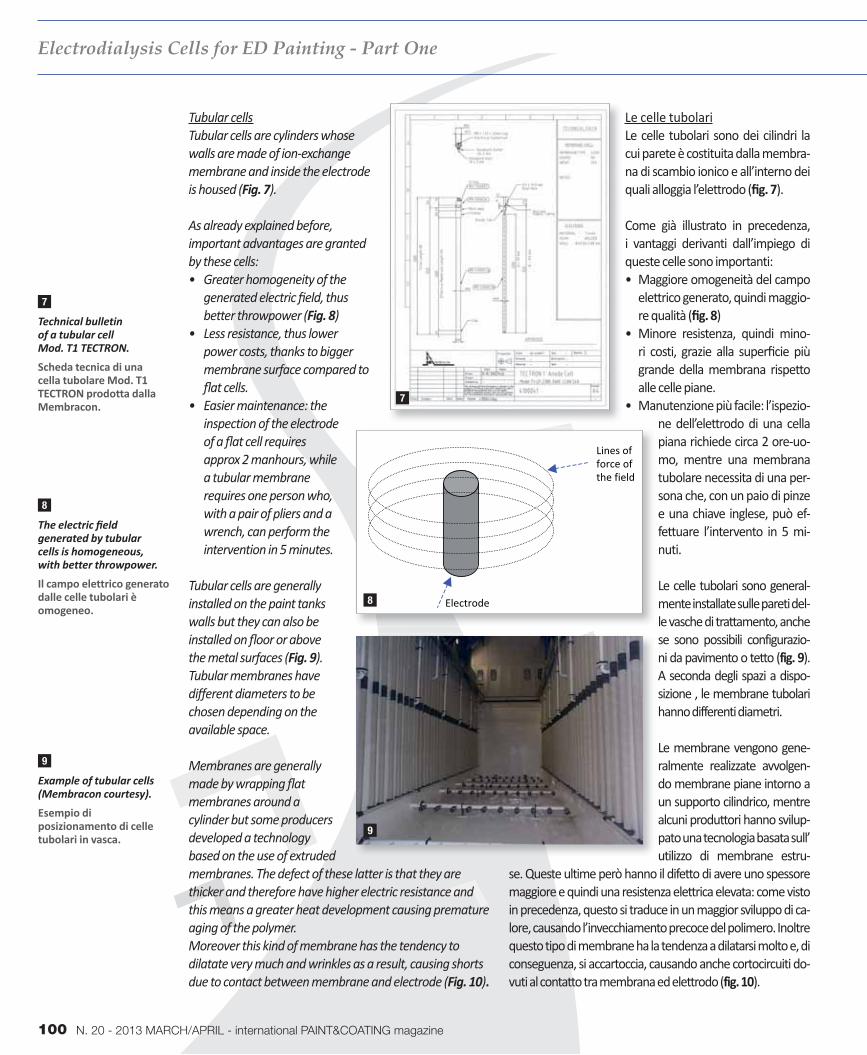
100 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Electrodialysis Cells for ED Painting - Part One
Tubular cells Tubular cells are cylinders whose walls are made of ion-exchange membrane and inside the electrode is housed (Fig. 7).
As already explained before, important advantages are granted by these cells:• Greater homogeneity of the
generated electric fi eld, thus better throwpower (Fig. 8)
• Less resistance, thus lower power costs, thanks to bigger membrane surface compared to fl at cells.
• Easier maintenance: the inspection of the electrode of a fl at cell requires approx 2 manhours, while a tubular membrane requires one person who, with a pair of pliers and a wrench, can perform the intervention in 5 minutes.
Tubular cells are generally installed on the paint tanks walls but they can also be installed on fl oor or above the metal surfaces (Fig. 9). Tubular membranes have diff erent diameters to be chosen depending on the available space.
Membranes are generally made by wrapping fl at membranes around a cylinder but some producers developed a technology based on the use of extruded membranes. The defect of these latter is that they are thicker and therefore have higher electric resistance and this means a greater heat development causing premature aging of the polymer.Moreover this kind of membrane has the tendency to dilatate very much and wrinkles as a result, causing shorts due to contact between membrane and electrode (Fig. 10).
Lines offorce ofthe field
Electrode
7
Technical bulletin of a tubular cell Mod. T1 TECTRON.
Scheda tecnica di una cella tubolare Mod. T1 TECTRON prodotta dalla Membracon.
8
The electric fi eld generated by tubular cells is homogeneous,with better throwpower.
Il campo elettrico generato dalle celle tubolari è omogeneo.
9
Example of tubular cells (Membracon courtesy).
Esempio di posizionamento di celle tubolari in vasca.
7
8
9
Le celle tubolariLe celle tubolari sono dei cilindri la cui parete è costituita dalla membra-na di scambio ionico e all’interno dei quali alloggia l’elettrodo (fi g. 7).
Come già illustrato in precedenza, i vantaggi derivanti dall’impiego di queste celle sono importanti:• Maggiore omogeneità del campo
elettrico generato, quindi maggio-re qualità (fi g. 8)
• Minore resistenza, quindi mino-ri costi, grazie alla superfi cie più grande della membrana rispetto alle celle piane.
• Manutenzione più facile: l’ispezio-ne dell’elettrodo di una cella piana richiede circa 2 ore-uo-mo, mentre una membrana tubolare necessita di una per-sona che, con un paio di pinze e una chiave inglese, può ef-fettuare l’intervento in 5 mi-nuti.
Le celle tubolari sono general-mente installate sulle pareti del-le vasche di trattamento, anche se sono possibili configurazio-ni da pavimento o tetto (fig. 9). A seconda degli spazi a dispo-sizione , le membrane tubolari hanno differenti diametri.
Le membrane vengono gene-ralmente realizzate avvolgen-do membrane piane intorno a un supporto cilindrico, mentre alcuni produttori hanno svilup-pato una tecnologia basata sull’ utilizzo di membrane estru-
se. Queste ultime però hanno il difetto di avere uno spessore maggiore e quindi una resistenza elettrica elevata: come visto in precedenza, questo si traduce in un maggior sviluppo di ca-lore, causando l’invecchiamento precoce del polimero. Inoltre questo tipo di membrane ha la tendenza a dilatarsi molto e, di conseguenza, si accartoccia, causando anche cortocircuiti do-vuti al contatto tra membrana ed elettrodo (fig. 10).

INNOVATIONS: PRESENT&FUTURE
101 international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20
In tubular cells the electrolyte is fl ushed from the bottom inside the electrode and, going up from the bottom, leaves the cell with an excess of electrolyte.In traditional cells the water fl ows into the electrode while in the more advanced cells it passes through a closed plastic tube which is sealed at the opposite side which prevents its return through the inside of the electrode.This solution eliminates the risk of creation of a preferential water path which may occur in case of pitting corrosion of the electrode with subsequent accumulation of electrolyte and heat in the part of the anode cell below the corrosion hole (Fig. 11).
Some cell confi guration, in case of failure, must be completely replaced while in others we have the big advantage to replace only the electrode or only the membrane.
Cells with C confi guration (Fig. 12).This geometry can be defi ned as intermediate between fl at and tubular. C-cells usually have bolts just like box cells but in one design, electrode, membrane and support are linked together to form an economic, light structure without bolts as shown in the drawings (Fig. 13).
OptionalClosed cells.In a standard confi guration the cells have the upper part open. This solution facilitates the inside inspection and a simple maintenance. However it is possible to close the upper part with a lid. This shall be connected to the circuit of the electrolyte and to the electric cable in order to work with cells under pressure where the electrolyte tank, or the outfl ow piping, are placed over the cell itself (Fig. 14).
Deformed membrane
Contact point withelectrode
10
12
Electrolyte by-pass in case of
electrodebreaking
Internal tubeseoled on the
bottom
Electrolyte flow(water)
Electrolyte flow(water)
11
10
Thermal deformation of tubular self-supporting membrane.
Deformazione termica di una membrana tubolare.
11
Exemplifi cation of the advantage of internal driven fl ushing.
Esemplifi cazione del vantaggio per fl ussaggio interno guidato.
12
Example of Membracon C cell positioning.
Esempio di posizionamento celle a C della Membracon.
Nelle celle tubolari l’elettrolita viene fl ussato dall’alto all’ interno dell’elettrodo e, risalendo dal fondo, esce dalla cella con l’eccesso di elettrolita.
Nelle tradizionali celle il fl usso di acqua entra nell’elettrodo toc-candolo fi sicamente al suo inter-no, mentre nelle celle più avan-zate passa in un tubo in plastica chiuso all’estremità opposta da un tappo che ne evita il passag-gio nell’elettrodo. Questa soluzio-ne elimina il rischio che, in caso di rottura dell’elettrodo, si crei un cammino preferenziale di acqua, con conseguente accumulo di elettrolita nello spazio tra elettro-
do e membrana (fi g. 11).
Alcune confi gurazioni di celle, in caso di guasto, de-vono essere sostituite com-pletamente, mentre in altre si ha l’indubbio vantaggio di potere cambiare il solo elettrodo, conservando la membrana.
Celle con confi gurazione a C (fi g. 12)
In questa geometria, che potrem-mo defi nire intermedia tra la confi -gurazione piana e quella tubolare, l’elettrodo, la membrana e il sup-porto sono legati insieme a formare una struttura economica, leggera e senza bulloni come evidenziato nei disegni riportati (fi g. 13).
OptionalCelle chiuseIn configurazione standard, le celle han-no la parte superiore aperta. Questa so-luzione permette una facile ispezione dell’interno e una manutenzione sem-plice. Tuttavia, è possibile chiudere la
parte superiore con un coperchio che sarà connesso al circui-to dell’elettrolita e al cavo elettrico al fine di operare con celle in pressione, mentre la vasca dell’elettrolita, o le tubazioni di deflusso, sono posizionate al di sopra della cella stessa (fig. 14).
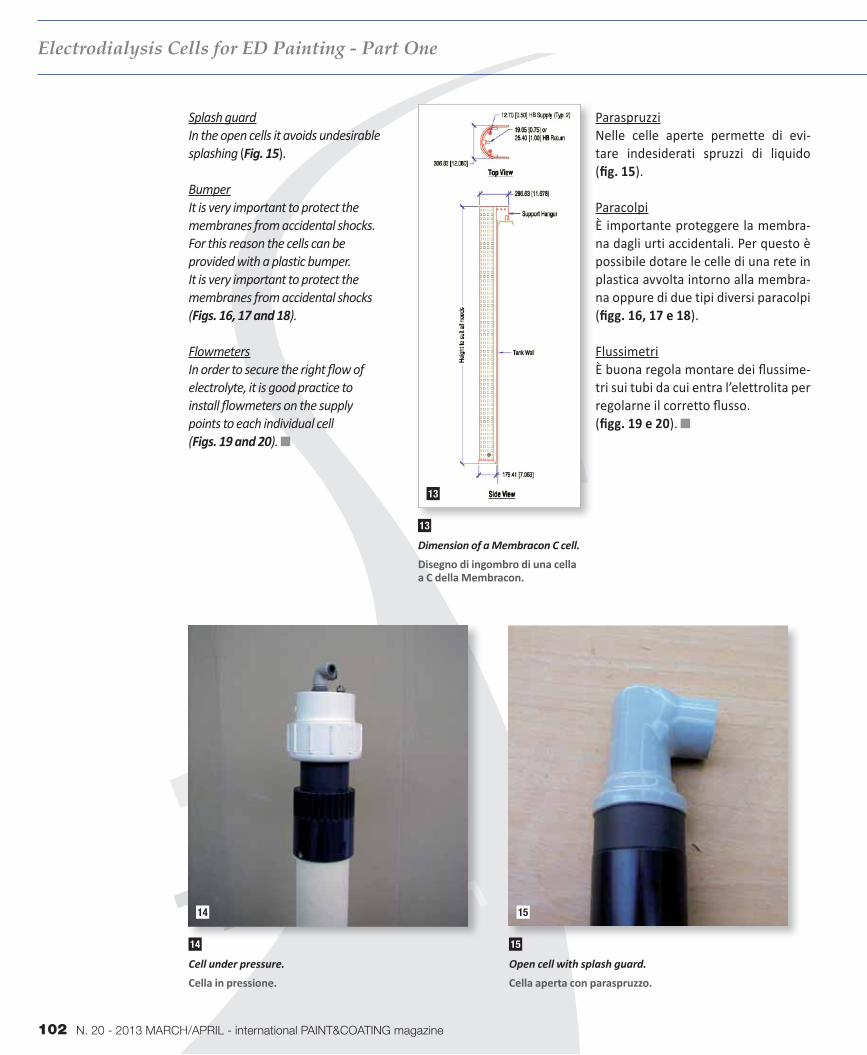
102 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Electrodialysis Cells for ED Painting - Part One
Splash guard In the open cells it avoids undesirable splashing (Fig. 15).
BumperIt is very important to protect the membranes from accidental shocks. For this reason the cells can be provided with a plastic bumper. It is very important to protect the membranes from accidental shocks (Figs. 16, 17 and 18).
FlowmetersIn order to secure the right fl ow of electrolyte, it is good practice to install fl owmeters on the supply points to each individual cell (Figs. 19 and 20).
13
14 15
13
Dimension of a Membracon C cell.
Disegno di ingombro di una cella a C della Membracon.
14
Cell under pressure.
Cella in pressione.
15
Open cell with splash guard.
Cella aperta con paraspruzzo.
ParaspruzziNelle celle aperte permette di evi-tare indesiderati spruzzi di liquido (fi g. 15).
ParacolpiÈ importante proteggere la membra-na dagli urti accidentali. Per questo è possibile dotare le celle di una rete in plastica avvolta intorno alla membra-na oppure di due tipi diversi paracolpi (fi gg. 16, 17 e 18).
FlussimetriÈ buona regola montare dei fl ussime-tri sui tubi da cui entra l’elettrolita per regolarne il corretto fl usso.(fi gg. 19 e 20).

16
17
16
Bumper.
Paracolpi.
17
Bumper.
Paracolpi.
18
18
Protective net.
Rete protettiva.
Filtrazione per impianti di verniciatura
Via Vincenzo Monti 173
Special application
19
20
19 20
Details on cells positioning.
Dettagli di posizionamento delle celle.
w w w . i p c m . i t
il punto di riferimento internazionale
per il trattamento delle superfici
accedere alla versione digitale di IPCM-International
Paint&Coating Magazine - aggiornamento costante
su tutto ciò che accade nel settore delle tecnologie
superficiali - informazioni su aziende e prodotti
grazie al motore di ricerca The World of Finishing
che indicizza centinaia di aziende del settore -
monitoraggio di fiere, eventi, convegni e seminari.
inserimento di profili e schede aziendali nel
motore di ricerca - servizi di marketing e pubblicità
online - invio di DEM (Direct Email Marketing).
ipcm.it
www.ipcm.it è INFORMAZIONE : possibilità di
www.ipcm.it è PROMOZIONE PER LA TUA AZIENDA:

INNOVATIONS: PRESENT&FUTURE
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20105
GUARANTEE OF MADE IN ITALY QUALITY FOR SURFACE TREATMENT TECHNOLOGIES.www.viax.it
C O M E V I S I T U S A TH A N N O V E R M E S S E H A L L 3 S T A N D F 4 0
106 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine106
ENAMELLING TECHNIQUES FOR BOILERS AND TANKS – PART TWOMetodi di smaltatura per bollitori e serbatoi – Seconda parte
Dario ZucchettiTrasmetal Spa,Milano, [email protected]
1. ApplicazioneIn base al tipo di bollitore da rivestire, è possibile in-dirizzarsi verso un trattamento a secco con polveri di smalto pronte all’uso, oppure con una torbida di smal-to e acqua che si ottiene in loco miscelando vari com-ponenti all’interno di un mulino o in un apposito ser-batoio.I due sistemi sono coesistenti sul mercato, anche se, per la sua semplicità di gestione, la smaltatura a sec-co - per pezzi con disegno relativamente semplice - è la più diff usa, mentre per i bollitori di grande diametro o con più serpentine, è d’obbligo l’applicazione a umido. Vediamo ora i due diversi impianti.
1.1 L’applicazione a seccoLa smaltatura di boiler con smalti in polvere è nota per la sua semplicità e, per questa ragione, la sua tecnolo-gia è ormai diff usa in tutto il mondo. L’applicazione av-viene per via elettrostatica, tramite apposite lance che vengono introdotte attraverso il foro fl angia (fi g. 1). Il pezzo, appeso a ganci del trasportatore aereo, si pre-senta in posizione e viene centrato (come nel caso della granigliatrice). A questo punto, appositi elevatori solle-vano le lance di applicazione fi no al punto desiderato. Queste sono dotate di ugelli speciali per rivestire le vi-role o le calotte dei bollitori. Il successo di questa tec-nologia è derivato dall’elevata automazione raggiun-
Fotoerre © Fotolia
The fi rst part of this article was published on IPCM No. 19 - January/February, pages 58 to 67. It dealt with various issues (starting with a brief introduction to the fi eld of boilers): why the enamelling process is important, what are the technologies used and, above all, what are the pre-treatment processes available. Here below, you fi nd the second and last part of the article.
La prima parte di quest’articolo è stata pubblicata su IPCM n°19 - Gennaio/Febbraio, pp. 58-67. In quel capitolo sono stati trattati diversi temi (partendo da una breve introduzione sul settore dei boiler): perché é importante smaltare; quali sono le tecnologie di smaltatura e - il tema centrale e il più approfondito - quali sono i processi di pretrattamento possibili e in cosa consistono. Qui di seguito, la seconda e ultima parte dell’articolo.
1. ApplicationDepending on the type of boiler to be coated, it is possible to choose a dry treatment with ready-to-use enamel powders or a process with a pulp of enamel and water that is obtained on site by mixing various components inside a mill or a special tank.Both these systems are available on the market although, due to its ease of management, the dry enamelling is the most common one for parts with a relatively simple design, while the wet application is required in case of boilers with a large diameter or more than one coil. Let us now analyse the two diff erent systems.
1.1 Dry applicationThe enamelling of boilers with powder enamels is known for its simplicity. That is why this technology is now widespread throughout the world. The application occurs by electrostatic process, through dedicated nozzles that are inserted in the fl ange hole (Fig. 1). The workpiece, hung to the hooks of the overhead conveyor, is positioned and centred (as in the case of the shot blasting process). At this point, special elevators lift the application nozzles, specifi cally designed to coat the tanks’ bodies or covers, to the desired height. The success of this technology results from the high automation Photos courtesy Trasmetal

INNOVATIONS: PRESENT&FUTURE
107 international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20
gibile, unita alla semplicità di recupero delle polveri di smalto, visto che l’over-spray è molto basso. In funzio-ne della produttività delle linee, i boiler entrano nelle cabine di applicazione polveri (fi g. 2) a gruppi di 2, 3 o 4 pezzi e vengono rivestiti da più robot equipaggiati con erogatori muniti di lance. Una volta terminata l’applica-zione, i pezzi escono dalla cabina e possono raggiunge-re in tempo brevissimo il forno di fusione.Fra cabina e forno é possibile sia un travaso dei pezzi in manuale sia un trasferimento automatico a mezzo di apposite macchine. Questi sistemi sono normalmente impiegati quando si utilizzano trasportatori aerei mo-norotaia; quando però si valuta la convenienza di utiliz-zare un trasportatore birotaia, sia pure con una spesa più onerosa, è norma che tutte le macchine che com-pongono l’impianto siano legate fra loro, con indubbi vantaggi di semplicità operativa. Il rapporto costi-bene-fi ci è sempre condizionato dalle situazioni ambientali, dai costi di mano d’opera e di energia, dalle possibilità d’investimento, ecc.
1.2 L’applicazione a umidoIl sistema a umido si presta per la smaltatura di ogni ti-po di bollitore - di qualsiasi diametro, con o senza ser-pentine interne, anche plurispire. Presenta indubbi vantaggi qualitativi per quel che riguarda il rivestimen-to uniforme delle saldature interne e dei serpentini. Lo smalto utilizzato viene preparato in loco per muli-natura o per miscelazione (fi g. 3). La torbida utilizzata può essere “ad hoc”, più performante, e si possono os-servare al meglio le richieste specifi che di resistenza. Allo stesso tempo, lo smalto liquido può risultare meno costoso rispetto a uno smalto in polvere. A livello d’in-vestimento economico, l’applicazione a umido è para-
1
Entrance of the application booth.
Ingresso in cabina di applicazione.
2
Booth interior.
Interno cabina.
1 2
level that can be reached, combined with the ease of recovery of the enamel powders, since the overspray is very limited. As a function of the productivity of the lines, the boilers enter the powder application booths (Fig. 2) in groups of 2, 3 or 4 and are coated by several robots equipped with nozzles. Afterwards, the parts exit the booth and can reach the melting kiln in a very short time.Between the booth and the oven, there can occur either a manual or an automatic (i.e. by special machines) transfer of the parts. These machines are normally employed when using mono-rail conveyors. On the other hand, if the use of a double-rail conveyor is more convenient, albeit more expensive, all the machines that make up the system are normally linked to one another, with undoubted advantages in terms of operational simplicity. The cost-benefi t ratio is always infl uenced by the environmental conditions, the costs of labour and energy, the investment opportunities, etc.
1.2 Wet applicationThe wet process is suitable for any kind of boiler – with any diameter, with or without internal coils, with single or multiple rows. It has evident advantages in terms of quality with regard the uniform coating of the internal welds and of the coils. The enamel used is prepared on site by whirling or mixing (fi g. 3). The pulp used can be ad hoc: it has a better performance and allows to meet any specifi c resistance requirement at best. At the same time, the liquid enamel may be less expensive compared to the powder one. In terms of economic investment, the wet application is comparable to

108 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Enamelling Techniques for Boilers and Tanks – Part Two
gonabile a quella a secco quando i livelli di produzione sono medio/alti, ma diventa ancor più interessante ai bassi volumi.L’applicazione può essere eseguita in diversi metodi:- 1.2.1 sotto vuoto- 1.2.2 per fl ow coating- 1.2.3 per parziale riempimento- 1.2.4 per rotobarile
1.2.1 Sotto vuotoIl sistema sotto vuoto (fi g. 4) è stato utilizzato da Trasmetal negli anni ’80 sfruttando un vecchio brevetto dell’Austria Email. L’impianto prevede che lo smalto sia contenuto in un’apposita vaschetta al cui interno, per mezzo di appositi pistoni pneumatici, viene sollevato un giunto a tenuta fi no a incontrare la fl angia inferiore del boiler. La parte inferiore del giunto si trova immersa nello smalto mentre, da un manicotto superiore, una pompa a vuoto aspira l’aria, creando nel boiler una de-pressione tale da far risalire la mescola di smalto che riempirà in maniera perfetta tutto il contenitore. Dopo lo svuotamento, una successiva rotazione e inclinazio-ne del pezzo permetterà la distensione uniforme dello spessore. A livello applicativo, non vi sono rischi di par-ti scoperte e gli spessori sono uniformi. L’impianto ben si presta per essere posto in linea su un trasportatore aereo per poter eseguire le successive fasi di asciuga-tura ed, eventualmente, di cottura. Dal punto di vista gestionale/manutentivo, è un impianto molto semplice e con poche necessità di ricambi poiché ci sono pochi elementi a rischio di abrasione poiché lo smalto viene mosso sfruttando il vuoto. Un neo del sistema dipende dalla necessità che il boiler sia dotato di un manicotto
the dry one when the production levels are medium-high, but it becomes even more interesting with low production volumes.The application can be performed in several ways:- 1.2.1 under vacuum- 1.2.2 by fl ow coating- 1.2.3 by partial fi lling- 1.2.4 by roto barrel method
1.2.1 VacuumThe vacuum system (Fig. 4) was used by Trasmetal in the 80s using an old Austria Email patent. The plant design provides that the enamel is contained in a separate tank inside which a leak proof joint is lifted by means of dedicated pneumatic pistons until it meets the lower fl ange of the boiler. The lower part of the joint is immersed in the enamel while a vacuum pump in an upper sleeve sucks the air, thus creating a depression in the boiler such as to make the enamel compound come up and perfectly fi ll the whole container. After the emptying, a subsequent rotation and inclination of the part allows the layer to stretch uniformly. In terms of application, there is no risk of uncoated parts and the thicknesses are uniform. The system lends itself to be integrated in line on an overhead conveyor, in order to perform the subsequent drying and, if necessary, fi ring stages. In terms of management and maintenance, it is a very simple plant and with little need for spare parts, as there are few elements at risk of abrasion, since the enamel is moved by exploiting the vacuum. On the other hand, however, the boiler has to be equipped with an upper sleeve from which the air is
3
Preparation of the enamel.
Preparazione dello smalto.
4
Vacuum system diagram.
Schema del sistemasotto vuoto.
43

INNOVATIONS: PRESENT&FUTURE
109 international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20
superiore da cui aspirare l’aria, cosa non sempre facil-mente accettata per ragioni economiche. Proprio per questa ragione, il sistema è praticamente in disuso.
1.2.2 Flow coatingIn questo caso, il bollitore è appe-so al trasportatore e si ferma con un certo angolo d’inclinazione ver-ticale davanti a un ugello che, a programma, proietta smalto liqui-do all’interno del pezzo mentre quest’ultimo ruota sul suo asse. Con questo metodo, il raggiungi-mento della calotta superiore è af-fi data alla pressione di uscita dello smalto dall’ugello di spruzzatura. Non sempre gli spessori risultano ottimali e per questo motivo, do-po la spruzzatura dello smalto, vengono poste le stazioni di rota-zione e inclinazione per favorire di-stensione e uniformità di spesso-re. In base al livello di produzione, l’avanzamento dei pezzi può essere eseguito a passi singoli o multipli.
1.2.3 Parziale riempimentoÈ un giusto compromesso fra il si-stema fl ow coating (1.2.2) e il roto-barile (1.2.4), in quanto accoppia il vantaggio di poter mantenere i pez-zi sul trasportatore aereo a quello della sicurezza di trattamento per il raggiungimento della calotta supe-riore.Come tipologia impiantistica asso-miglia molto alla 1.2.2 ma, a diff e-
renza di questa, il pezzo raggiunge un’inclinazione late-rale superiore a 90°, in modo da permettere allo smalto di raggiungere anche la calotta superiore. È diffi cilmen-te applicabile su boiler di grandi dimensioni.
1.2.4 RotobarileÈ un sistema che alla manualità, maggiore rispetto agli altri metodi fi nora descritti, accoppia la miglior quali-tà ottenibile su pezzi con o senza il serpentino interno. È, inoltre, l’unica strada percorribile nel caso di bollitori di grande diametro. Sono in commercio diverse tipolo-gie di rotobarili; i più diff usi comportano l’aggancio del
sucked, and this is not always easily accepted due to economic reasons. That is precisely why this system is now in disuse.
1.2.2 Flow coatingIn this case, the boiler is hanged to the conveyor and is positioned with a certain vertical inclination angle in front of a nozzle, which projects liquid enamel inside the workpiece while it rotates on its axis. With this method, it is the projection pressure of the enamel that ensures that the top cover is reached, too. The thicknesses are not always optimal. For this reason, the rotation and inclination stations are located after the spraying process, so as to promote the uniform stretching of the layer. Depending on the production levels, the advancing of the parts can be performed in single or multiple steps.
1.2.3 Partial fi llingIt is a good compromise between the fl ow coating (1.2.2) and the roto barrel (1.2.4) methods, as it combines the advantage of keeping the parts on the overhead conveyor to that of reaching also the top cover.As a system, it is very similar to the one described in the paragraph 1.2.2, but diff ers from it in that the workpieces reach a lateral inclination greater than 90°, thus allowing the enamel to reach the top cover, too. It is diffi cult to apply this method on large sized boilers.
1.2.4 Roto barrelThis system combines the manual intervention – in a higher degree than the other methods described so far – with the best quality achievable on workpieces with or without internal coil. It is also the only one that can be used in case of large diameter boilers. Diff erent types of roto barrels are available on the market; the most common ones require the upper
5
A boiler being treated.
Boiler in trattamento.
6
Uniforming stage.
Fase di uniformizzazione.
5
6

110 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Enamelling Techniques for Boilers and Tanks – Part Two
boiler tramite la staff a (o le staff e) superiore a un gan-cio della macchina.Inizia a questo punto il ciclo di applicazione (fi g. 5) che prevede, in sequenza programmata:- l’introduzione da posizione ergonomica della lancia
per lo smalto sul pezzo in rotazione;- il pompaggio di una quantità di smalto calcolata;- l’estrazione della lancia;- la rotazione e il basculamento per permettere allo smal-
to di raggiungere ogni punto delle superfi ci interne;- il sollevamento oltre i 90° del pezzo in rotazione;- la fuoriuscita dello smalto in eccesso;- le rotazioni a diversi angoli d’inclinazione per disten-dere e uniformare lo strato di smalto (fi g. 6).Esistono macchine a uno o più bracci, in funzione del-la produzione da raggiungere e, in base alle richieste, il processo può essere realizzato in modo semiautomati-co o completamente automatico, gestito da PLC.Un capitolo a parte riguarda i serbatoi da 3.000 l e ol-tre, per i quali esistono macchine più complesse e di produzione limitata. In questo caso, dato l’alto peso sia del serbatoio sia dello smalto caricato, non è con-veniente appendere il pezzo, che viene quindi appog-giato in verticale, capovolto, su un supporto inferiore. Dopo la centratura del serbatoio (fi g. 7) sul supporto, lo smalto è introdotto dall’alto tramite un apposito gioco di tubazioni (fi g. 8) movimentate da pistoni pneumati-ci. A questo punto, anche in questa macchina iniziano una serie d’inclinazioni e rivoluzioni per ottenere un ri-vestimento ottimale (fi g. 9).
Nella tabella 3, indichiamo, in linea di principio, quale potrebbe essere un raff ronto fra le alternative di appli-cazione.
bracket (or brackets) of the boiler to be hanged to one of the hooks of the plant.At this point, the application process takes place (fi g. 5) as follows:- insertion (from an ergonomic position) of the
nozzle for the application on the rotating part;- pumping of a preset quantity of enamel;- extraction of the nozzle;- rotation and tilting to allow the enamel to reach
every point of the internal surfaces;- lifting beyond 90° of the rotating part;- discharge of the enamel in excess;- rotation at diff erent angles of inclination to allow
the enamel layer to stretch uniformly (Fig. 6).The system can be equipped with one or more arms, depending on the production level to be achieved. If needed, the process can be carried out semi-automatically or fully automatically with a PLC.The tanks with a capacity of 3000 l or more, for which there are more complex and limitedly produced machines, deserve a separate mention. In this case, given the considerable weight of both the tank and the enamel needed, it is not convenient to hang the workpiece, which is therefore laid on a support in a vertical, upside down position. After the centring of the tank (Fig. 7) on the support, the enamel is poured from above through a special piping system (Fig. 8) moved by pneumatic pistons. At this point, also in this case, a series of inclinations and rotations begins in order to obtain an optimal coating result (Fig. 9). The Table 3 shows, as a matter of principle, a comparison between the diff erent application possibilities.
7
Centring of the parts.
Centraggio dei pezzi.
8
Enamel fi lling.
Riempimento smalto.
9
Stretching stage.
Fase di distensione.
7 8 9
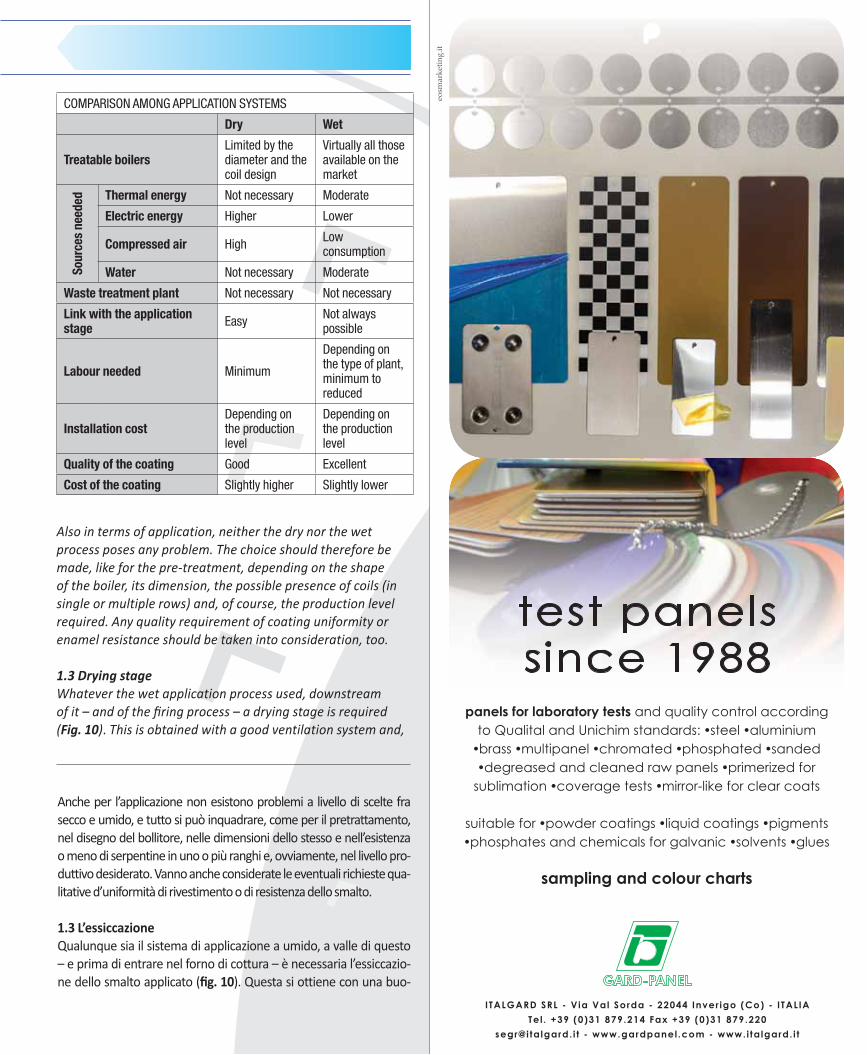
COMPARISON AMONG APPLICATION SYSTEMS
Dry Wet
Treatable boilersLimited by the diameter and the coil design
Virtually all those available on the market
Sou
rces
nee
ded Thermal energy Not necessary Moderate
Electric energy Higher Lower
Compressed air High Low consumption
Water Not necessary Moderate
Waste treatment plant Not necessary Not necessary
Link with the application stage
Easy Not always possible
Labour needed Minimum
Depending on the type of plant, minimum to reduced
Installation costDepending on the production level
Depending on the production level
Quality of the coating Good Excellent
Cost of the coating Slightly higher Slightly lower
Anche per l’applicazione non esistono problemi a livello di scelte fra secco e umido, e tutto si può inquadrare, come per il pretrattamento, nel disegno del bollitore, nelle dimensioni dello stesso e nell’esistenza o meno di serpentine in uno o più ranghi e, ovviamente, nel livello pro-duttivo desiderato. Vanno anche considerate le eventuali richieste qua-litative d’uniformità di rivestimento o di resistenza dello smalto.
1.3 L’essiccazioneQualunque sia il sistema di applicazione a umido, a valle di questo – e prima di entrare nel forno di cottura – è necessaria l’essiccazio-ne dello smalto applicato (fi g. 10). Questa si ottiene con una buo-
Also in terms of application, neither the dry nor the wet process poses any problem. The choice should therefore be made, like for the pre-treatment, depending on the shape of the boiler, its dimension, the possible presence of coils (in single or multiple rows) and, of course, the production level required. Any quality requirement of coating uniformity or enamel resistance should be taken into consideration, too.
1.3 Drying stageWhatever the wet application process used, downstream of it – and of the fi ring process – a drying stage is required (Fig. 10). This is obtained with a good ventilation system and,
GARD-PANEL

112 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Enamelling Techniques for Boilers and Tanks – Part Two
na ventilazione e sfruttando spesso i gas di scarico del for-no fi nale tramite un opportuno recuperatore di calore. Nel caso di bollitori trasportati da convogliatore aereo, gli ugelli sulla condotta d’aria sono posti allo stesso passo dei bollitori. Inoltre, se i bollitori sono di altezze diverse, per tenere sempre una distanza minima tra ugelli e bollitori è possibile usare ganci di lunghezza variabile, oppure alzare e abbassare la condotta d’aria calda. La scelta dipende dal metodo di funzionamento della macchina d’applicazione
dello smalto (punto zero basso o punto zero alto).La temperatura di essiccazione è rela-tivamente bassa rispetto a quanto av-viene normalmente con altri prodotti smaltati (per esempio i piani cucina), il cui disegno permette il libero sfogo del vapore che si produce durante il pro-cesso. Quello che è importante, nel caso dei bollitori, è una buona circola-zione d’aria, con un continuo ricambio che consenta di asportare il vapore ge-nerato all’interno del boiler, piuttosto che una temperatura elevata che pro-vochi una evaporazione troppo violen-ta. Nel caso rimanesse vapore all’in-terno di un bollitore troppo caldo, si possono generare due difetti:1. se il bollitore si raff redda prima di
entrare in forno (fi g. 11), il vapore ricondensa e danneggia lo strato di smalto applicato (colature di con-densa sulle pareti);
2. l’idrogeno che si sviluppa dal vapore alle alte temperature di cottura causa difetti di smaltatura (colpo d’unghia).
In genere, alla fi ne dell’essiccazione viene eff ettuata la pulizia dei fi letti e l’eventuale rimozione di eccesso di smalto dalle fl ange.
2. La cotturaDopo l’applicazione e l’essiccazione (nel caso di applica-zione a umido) i bollitori passano al forno di cottura.Il forno per la cottura dello smalto sui bollitori non è par-ticolarmente diverso da un tradizionale forno di smalta-tura (ad esempio, per cucine o per vasche da bagno) sal-vo che per i seguenti punti:- la temperatura di cottura deve essere leggermente più
alta, in particolare per i bollitori con smalto a umido ca-
often, by exploiting the exhaust gases of the kiln through a suitable heat recovery unit. In the case of boilers carried by an overhead conveyor, the nozzles on the air conduit are placed so as to have the same pace as the boilers. If the boilers have diff erent heights, it is possible to use hooks of variable length or to raise and lower the hot air conduit in order to always keep a minimum distance between nozzles and boilers. The choice depends on the enamel application method (high zero point or low zero point).The drying temperature is relatively low, compared to that normally required by other enamelled products (for example, the kitchen countertops), whose design allows the outlet of the steam that is produced during the process. What is important, in the case of boilers, is a good air circulation to remove the steam generated inside the boiler, rather than a high temperature that would cause a violent evaporation. If some steam remains in a hot boiler, it may cause two problems:1. if the boiler is cooled before
entering the kiln (Fig. 11), the steam condenses and damages the enamel layer (dripping condensation on the walls);
2. at high fi ring temperatures, the hydrogen developed from the steam causes defects in the enamel layer (scratch sign).
Typically, at the end of the drying process, the threads are cleaned and, if necessary, the excess enamel is removed from the fl anges.
2. Firing stageAfter the application and (in the case of a wet process) drying stages, the boilers enter the fi ring oven.The kiln used is quite similar to a conventional enamelling oven (e.g. for kitchens or bath tubs), except for the following characteristics:- The fi ring temperature has to be slightly higher,
especially with the wet enamelled boilers, characterised by a higher percentage of quartz;
10
A boiler during the drying stage.
Boiler in essiccazione.
11
Entrance of the oven.
Ingresso in forno.
10
11

INNOVATIONS: PRESENT&FUTURE
113 international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20
ratterizzato da una maggiore percentuale di quarzo;- deve essere assicurata una buona uniformità di tempera-tura sulla verticale, in particolare per i bollitori oltre i 200 litri che richiedono normalmente forni con camere di cot-tura di altezza ragguardevole;
- il preriscaldo non deve essere troppo lungo (la lamiera po-trebbe cominciare ad ossidarsi prima della fusione dello smalto);
- il raff reddamento deve essere molto lento, almeno fi no alla temperatura di 700°C (i gas in uscita dalla lamiera po-trebbero danneggiare lo smalto in fase di solidifi cazione).
I criteri di scelta del forno più adatto sono gli stessi seguiti per qualunque altro prodotto da smaltare, con particolare attenzione a:- dimensione dei pezzi;- quantità da trattare;- sistema di riscaldo e rendimenti del sistema di combustione.Normalmente, a bollitori di grande dimensione corri-spondono numeri relativamente bassi da trattare, per cui la scelta tra forni continui, forni intermittenti a pas-
so e forni a box è relativamente semplice. Se in-vece si tratta di pezzi di piccole dimensioni (scal-dabagni dome-stici o bollitori fi -no a 200 litri, per esempio), di soli-to si hanno quan-tità da produrre
che richiedono necessariamente un forno continuo.I forni a box con carica frontale (fi g. 12) sono quelli con la più bassa produttività. Il raff reddamento, per i motivi in-dicati in precedenza, deve avvenire all’interno del forno stesso. I cicli di trattamento sono estremamente lunghi.I forni intermittenti (con trasportatore che si muove a “passi”) (fi g. 13) hanno una produttività superiore ai forni a box. Hanno in genere due camere separate, una per la cottura e una per il primo raff reddamento lento.I forni continui (fi g. 14) infi ne sono ovviamente quelli a maggior produttività. Per diametri fi no a 800 mm si possono utilizzare forni a U, mentre per diametri supe-riori è consigliabile utilizzare forni rettilinei.Il sistema di riscaldo dipende dalle fonti energetiche di-sponibili. Utilizzando gas (metano o propano) il sistema di riscaldo è sempre a tubi radianti, con possibilità di scelta tra due tipi:
- The temperature has to be uniform on the vertical axis, especially for boilers with a capacity of more than 200 l, which normally require ovens with fi ring chambers of considerable height;
- The pre-heating stage should not be too long (the sheet could begin to oxidise before the melting of the enamel);
- The cooling process has to be very slow, at least until the temperature of 700°C (the gases coming out of the sheet may damage the enamel during the solidifi cation).
The criteria for choosing the most suitable oven are the same used for any other product to be enamelled, with particular attention to:- size of the parts;- amount of parts to be treated;- heating system and performance of the combustion
system.Normally, the greater the size, the lower the quantity of boilers to be treated. In the case of large-sized boilers, the choice between continuous, intermittent and box kiln is therefore relatively simple. On the other hand, when it comes to small products (e.g. domestic water heaters or boilers with a capacity up to 200 litres), the production levels necessarily require a continuous kiln.The front loading box kilns (Fig. 12) are those with the lowest productivity. For the reasons stated above, the cooling stage has to take place inside of the kiln itself. The treatment cycles are extremely long.The intermittent kilns (with a conveyor that moves in “steps”) (Fig. 13) have a higher productivity than the box ovens. Normally, they have two separate chambers: one for the fi ring and one for the fi rst slow cooling stage.The continuous kilns (Fig. 14), fi nally, are obviously those with the highest productivity. For diameters up to 800 mm, U-shaped ovens can be used, while for larger diameters straight ovens should be employed.The heating system depends on the energy sources available. If gases (methane or propane) are used, the heating system is always with radiant tubes, with the possibility to choose between:
12 12
12
Front loading box oven.
Forno a box con carica frontale.

114 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
Enamelling Techniques for Boilers and Tanks – Part Two
- tubi radianti con condotto fumi interno al forno (metal-fl ue) che recupera parte del calore residuo nei fumi lungo la zona di preriscaldo prima di uscire al camino;
- tubi radianti con bruciatori a recupero, ognuno con il pro-prio scambiatore indipendente per il recupero del calore residuo tramite riscaldo dell’aria di combustione.
La diff erenza principale tra i due sistemi di riscaldo è nel rendimento di combustione. In forni intermittenti, per forni continui rettilinei e per forni continui a U con camera di cot-tura fi no 15/16 metri di sviluppo, è più alto il rendimento dei sistemi di combustione con bruciatori a recupero. In forni continui a U con camera di cottura oltre 16 metri di sviluppo, in determinate condizioni (metal fl ue di lunghez-za e sezione opportune e ben costruito, carico uniforme del forno) può essere più alto il rendimento dei sistemi di com-bustione con metal fl ue. In forni a box o intermittenti per bollitori di grandi dimensioni (da 1.200 litri in su) è possibile montare i bruciatori a recupero orizzontalmente, diff eren-ziando la quantità di calore erogata alle varie quote della camera di cottura, realizzando così un incremento della re-sa energetica impossibile con un montaggio in verticale.
3. Sistemi di trasportoSebbene non sia un argomento specifi camente legato alla smaltatura, il sistema di trasporto necessario a movimenta-re i pezzi è importante e da valutare attentamente.Sono disponibili più sistemi riassunti nella tabella 4.
- radiant tubes with an inner fl ue pipe recovering part of the waste heat in the fumes along the pre-heating area before they exit the chimney;
- radiant tubes with regenerative burners, each with its own independent heat exchanger to recover the waste heat by heating the combustion air.
The main difference between the two heating systems lies in the combustion efficiency. In the intermittent kilns, the straight, continuous kilns and the U-shaped, continuous kilns with a firing chamber up to 15-16 meters long, the combustion efficiency is higher when regenerative burners are used.In the U-shaped, continuous kilns with a firing chamber over 16 metres long, the combustion efficiency – under certain conditions, such as flue pipe with suitable length and diameter and well constructed, and uniform load in the kiln – may be higher with a metal flue pipe. In the box kilns or the intermittent kilns for large-sized boilers (1,200 litres and up), it is possible to install horizontal regenerative burners, thus diversifying the amount of heat supplied at different heights of the firing chamber, thereby achieving an increase in energy efficiency that is impossible with a vertical installation.
3. Handling systemsAlthough not specifi cally linked to the enamelling process, the handling system is an important aspect that should be carefully analysed.There are many systems available, as shown in the Table 4.
Workpieces laid on the conveyor Workpieces hanging on the overhead conveyor
Pre-treatmentTranselevators and transferrers to the roto barrel
Transelevators and transferrers to the overhead conveyor
Single-rail Single-rail with transfer Power & Free
Application Roto barrel Overhead conveyor (single or Power & Free)
Firing Overhead conveyor (single or Power & Free)
13
Intermittent kiln with the subsequent cooling chamber (under construction)
Forno intermittente a passo con successiva camera di raff reddamento (in costruzione).
14
Firing chamber of a continuous kiln
Camera di cottura di un forno continuo.
13 14

INNOVATIONS: PRESENT&FUTURE
115 international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20
Ognuno di questi procedimenti presenta caratteristiche di-verse che possono essere più adatte a un sistema piuttosto che a un altro.Senza entrare troppo nel dettaglio, il trasportatore birota-ia, nonostante la complessità e il più alto costo d’acquisto, è spesso utilizzato nella smaltatura a secco perché ben si lega a un impianto continuo senza trasferimenti intermedi.Lo stesso tipo d’impianto si può realizzare anche con un tra-sportatore monorotaia, senza la necessità dell’intervento umano per i travasi da una sezione alla successiva, utilizzan-do, in questo caso, uno o più trasferitori automatici. La valu-tazione deve considerare la tipologia e la quantità dei pezzi
da produrre. In ogni caso, quando si utilizza un trasportatore aereo per introdurre i materiali nel forno fi nale (fi g. 15), la parte superiore del gancio deve essere dotata di apposite placche in acciaio (le co-siddette “scaglie”, fi g. 16) che, stri-sciando nella parte superiore del forno, ne limitano le perdite ter-miche.Nel caso, invece, si utilizzi un tra-sportatore pensile e, dopo l’esame del pezzo, si dovesse decidere che convenga maggiormente un’ap-plicazione a rotobarile, è naturale usare, per il pretrattamento, un si-stema robotizzato ed eff ettuare in seguito un trasferimento mecca-nizzato. Questo sistema si presta molto bene per bollitori di dimen-sione medio/grande e con peso ri-levante o meno.
Con l’eccezione di questi estremi (sistemi birotaia oppure tran-selevatori), qualsiasi soluzione di trasporto è possibile e la scel-ta dipende esclusivamente da fattori ambientali e specifici.
ConclusioniCome in quasi ogni tipo d’investimento, la scelta di un si-stema non è mai semplice e anche la smaltatura di bollitori e serbatoi può essere indirizzata verso una soluzione tecni-ca base a questioni oggettive o locali (energia disponibile, costo della mano d’opera, reperibilità delle materie prime, ecc.). Il consiglio che un tecnico e un impiantista possono dare, quando si deve aff rontare una spesa abbastanza im-portante come in questo caso, è di riunire gli esperti del settore smalti e impianti per poter trovare insieme la so-luzione che meglio si adatta alle esigenze dell’azienda.
Each method has diff erent characteristics, which may be more suitable for one system rather than another.Without going too much into detail, the Power & Free conveyor, despite the complexity and the higher purchase cost, is often used in the dry enamelling processes because in integrates well into a continuous system without the need for intermediate transfers.The same type of system can also be realised with a single-rail conveyor; in this case, there is no need for human intervention for the transfers from one station to another, since one or more automatic transferrers are used. In order to choose, the type and quantity of parts to be produced should be taken into consideration. In any case, when using an overhead conveyor for carrying the materials to the fi nal oven (Fig. 15), the upper part of the hook must be equipped with special steel plates (Fig. 16) that, crawling in the upper part of the oven, limit the thermal losses.On the other hand, if a hanging conveyor is used and the roto barrel method is considered more convenient, it is natural to choose a robotic system as regards the pre-treatment, and then to perform mechanised transfers. This system is well suited for medium and large-sized boilers with any weight.Apart from these exceptions (Power & Free systems or transelevators), any handling solution is possible and the choice depends solely on environmental and specifi c factors.
ConclusionsIn almost any type of investment, the choice of the system is never easy. In the case of the enamelling of boilers and tanks, the most suitable technical solution should be identifi ed based on objective or local issues (energy available, cost of labour, availability of raw materials, etc.). The advice that an engineer or a plant designer can give, in the case of a considerable investment like this, is to bring both enamelling and plant experts together and ask them to cooperate in order to fi nd the solution that best suits the company’s needs.
15
16
15
Typical oven.
Forno tipico.
16
Overhead conveyor with protection plates.
Trasportatore aereo con “scaglie” di protezione.

TRADE FAIRS & CONFERENCESFiere e Convegni
116 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
TRADE FAIRS & CONFERENCESFiere e Convegni
JULY 2013ALUMINIUN CHINAShanghai, ChinaJuly 2-4, 2013www.aluminiumchina.com
LATIN AMERICAN COATING SHOWMexico City, MexicoJuly 17-18, 2013www.coatings-group.com
APRIL 2013MADE IN STEELMilan, ItalyApril 3-5, 2013www.madeinsteel.it
HANNOVER MESSEHannover, GermanyApril 8-12, 2013www.hannovermesse.de/
SALONE DEL MOBILEMilan, ItalyApril 9-14, 2013www.cosmit.it
INDUSTRIELyon, FranceApril 16-19, 2013www.industrie-expo.com
ALUMINIUM MIDDLE EASTDubai, UAEApril 23-25, 2013www.aluminium-middleeast.com
ICMCTFSan Diego, CA, USAApril 29-May 3, 2013www.avs.org
MAY 2013ASIA COATINGS CONGRESSHo Chi Minh, VietnamMay 14-15, 2013www.coatings-group.com/congress/acc/
ALUMINIUM TWO THOUSANDMilan, ItalyMay 14-18, 2013www.aluminium2000.com/
SF EXPO CHINAGuangzhou, ChinaMay 21-23, 2013www.sf-expo.cn/en/index.asp
COAT EXPO CHINAGuangzhou, ChinaMay 21-23, 2013www.coatexpo.cn/en/index.asp
METALTECHKuala Lumpur, MalaysiaMay 21-25, 2013http://tradelink.com.my/metaltech/
SCANDINAVIAN COATINGGothenburg, SwedenMay 29-30, 2013www.scandinaviancoating.com/en/
JUNE 2013ITM POLANDPoznan, PolandJune 4-7, 2013www.surfex.mtp.pl
SURFACE & COATINGS Bangkok, ThailandJune 20-23, 2013www.surfaceandcoatings.com/html/about_show.html

by Paola Giraldo
117 international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20
by Paola Giraldo
SEPTEMBER 2013THE BIG 5 CONSTRUCT INDIAMumbai, India September 2-4, 2013 www.thebig5constructindia.com
ASIA PACIFIC COATING SHOWBangkok, ThailandSeptember 12-13, 2013www.coatings-group.com
ALUMINIUM INDIAMumbai, IndiaSeptember 12-14, 2013www.aluminium-india.com
PAINT EXPO EURASIAIstanbul, Turkey September 12-14, 2013 www.paintexpo.com
THE BIG 5 KUWAITKuwaitSeptember 16-18, 2013www.big5kuwait.com
COMPOSITE EUROPEStuttgart, GermanySeptember 17-19, 2013www.composites-europe.com/?sprache=englisch
CHEM-MEDMilan, ItalySeptember 24-26, 2013www.chem-med.eu
SURFACE WORLD SHOWBirmingham, UKSeptember 24-26, 2013www.surfaceworldshow.com
OCTOBER 2013CUMBRE 2013Bilbao, SpainOctober 1-4, 2013www.cumbreindustrialytecnologica.com/
MADE EXPOMilan, ItalyOctober 2-5, 2013www.madeexpo.it
THE POWDER COATING SHOWSt. Louis, Missouri, USAOctober 8-10, 2013www.powdercoatingshow.com
K 2013Dusseldorf, GermanyOctober 16-23, 2013www.k-online.de/
PARTS2CLEANStuttgart, GermanyOctober 22-24, 2013www.parts2clean.de
EUROCOATPiacenza, ItalyOctober 22-24, 2013www.eurocoat-expo.com
EUROFINISHGent, BelgiumOctober 23-24, 2013www.eurofinish.be
NOVEMBER 2013EICMAMilan, italyNovember 5-10, 2013www.eicma.it
CHINACOATShanghai, ChinaNovember 20-22, 2013www.chinacoat.net/2013/exh_en.htm
DECEMBER 2013SURFACE TECHNOLOGY INDIA New Delhi, IndiaDecember 17-20, 2013www.win-india.com/events/surface-technology-india

ZOOM on events
118 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
ALUMINIUM TWO THOUSAND CONGRESS OPENS THE DOORS TO THE MOST IMPORTANT COMPANIES IN ALUMINIUM FIELDCon il congresso Aluminium Two Thousand, porte aperte nelle più importanti aziende italiane dell’alluminio
S ometimes one must seize on an opportunity and the 8th edition of Aluminium Two Thousand Congress (Hotel
Meliã, Milan, Italy, 14-18 May, 2013) will provide plenty of it to delegates who will attend this unbelievable event.Here are some of the opportunities to be seized.
Special Focus “Aluminium for Africa, Africa for Aluminium”Nowadays, Africa is the new frontier of business; a large continent rich in raw materials, willing to stand out and ready to weave business relations with the Western world. A continent where millions of buildings and infrastructure are expected to arise, with the consequent need of Aluminum in large quantities.A unique event for the World of Aluminum, because it will be the fi rst time that the entrepreneurs of Aluminium will have the chance to meet and deal directly with the representatives of the most industrialized African countries, those that are now ready to dialogue with the industrial world, European and Italian in particular.Representatives of six African countries involved in the world of aluminum have decided, with great enthusiasm, to join the event and talk about these topics. They are ambassadors, consuls, honorary consuls and economic representatives of Angola, Ethiopia, Mozambique, Namibia, South Africa, Swaziland.The topic discussed during the Special Focus about Africa, scheduled on May 14th in plenary session, will be “Analysis and opportunities of the economic and
C i sono occasioni che bisogna “cogliere al volo” e, a questo pro-posito, l’ 8° edizione di Aluminium Two Thousand Congress
(Hotel Meliã, Milano, 14-18 Maggio, 2013) regalerà ai delegati che vi parteciperanno opportunità davvero eccezionali, diffi cili da ri-petere. Ecco alcune delle opportunità da “cogliere al volo”.
Special Focus “Aluminium for Africa, Africa for Aluminium”L’Africa: la nuova frontiera del commercio. L’Africa: un
grande continente ricchissimo di materie prime , desideroso di emergere e ormai pronto ad
intrecciare saldi rapporti di business con il mondo occidentale. L’Africa: dove si pre-
vede sorgeranno milioni di costruzioni e infrastrutture, con un conseguente in-cremento del fabbisogno di alluminio.Si tratta di un evento unico per il mondo dell’alluminio, perché per la prima volta gli imprenditori dell’alluminio avranno la possibilità di incontrare e confrontarsi
direttamente con i personaggi più rappre-sentativi - a livello economico - dell’Africa
più industrializzata. Quell’Africa, cioè, ormai pronta a dialogare con il mondo dell’industria,
con l’Europa e con l’Italia in particolare. Hanno ade-rito con grande en-tusiasmo i rappre-sentanti di sei paesi africani interessati al Mondo dell’Allumi-nio. Ambasciatori, Consoli, Consoli ono-rari e Rappresentanti economici di Angola, Etiopia, Mozambico, Namibia, Sudafrica, Swaziland. La temati-ca aff rontata nel cor-so di Focus Africa, in programma il 14 mag-gio in sessione ple-naria, sarà “Analysis and opportunities of the quick economic

by Paola Giraldo
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 119
social evolution in quick action in the African countries: business opportunities in the Aluminium industry with Europe and other continents” .
Technical toursFriday, May 17th, the most important Italian companies in the aluminium industry, will open their doors to present to the participants of the Congress, their plants and technologies. The technical tours have been organized in order to show the latest technologies and applications in diff erent fi elds of aluminum (extrusion, fi nishing with anodizing and coating, aluminum processing machinery).Visits not to be missed:
Bodega Spa - Bodega spa has been operating in the fi eld of aluminum extrusion and related processes since 1964.The company initially began with an of 800 ton press. Now it has three additional plants, of 1,250, 1,600 and 3,300 tons. The recent installation of a new plant has increased its production capacity from the current 14,000 tons, achieved over the years, to about 30,000 tons, and has brought the total space covered to more than 35.000 m2.In addition to the previous two, the new plant allows Bodega to face the third millennium with the authority of its leading technology. Bodega has a unique know-how in the fi eld of aluminum extrusion, complementary processes of all possible applications related to the market of specially designed profi les.
Presezzi Extrusion Spa - modern and dynamic company, operating on the market since 1994 to design, construct and commission aluminium, hard alloy, copper and brass extrusion presses. Presezzi manufactures an entire range of systems for aluminum, copper, brass and steel extrusion, including traditional, front loading, back loading, direct, indirect presses and presses with perforators. In November 2010, Presezzi Extrusion Spa offi cially became part of the Aluminum Extruders Council.
Ponzio Sud Srl - Since 1941 it is leader in anodizing, powder coating, wood fi nish, door and window systems and fabrication. Ponzio Sud srl has invested many years in the quality of products and processes, pursuing continuous improvement of the same and customer satisfaction, attested by ISO 9001 certifi cation. The process of improvement is pursued in the full environmental
and social evolution in action in the African countries: business opportunities in the Aluminium industry with Europe and other continents”.
Gite TecnicheVenerdì 17 maggio, le più importanti aziende italiane nel settore dell’alluminio apriranno le proprie porte per presentare, ai parte-cipanti al Congresso, i propri impianti e le proprie tecnologie. Partecipare alle Gite Tecniche sarà un’occasione per conoscere le tecnologie più moderne applicate ai settori dell’alluminio (estru-sione, fi nitura, anodizzazione, verniciatura, macchine di lavorazio-ne allumino).Le mete da non perdere:
Bodega Spa - opera dal 1964 nel settore dell’estrusione dell’allumi-nio e delle lavorazioni collegate a questa tecnologia. L’azienda, che nasce inizialmente con una pressa da 800 tonnellate, dispone oggi di ulteriori 3 impianti da 1250, 1600 e 3300 tonnellate. La recente en-trata in funzione del nuovo insediamento industriale ha incremen-tato l’attuale capacità produttiva dalle 14.000 tonnellate raggiunte nel corso degli anni, a circa 30.000 tonnellate, ed ha portato ad oltre 35.000 mq gli spazi complessivi coperti. Il nuovo stabilimento, ag-giungendosi ai due precedenti, consente alla Bodega Spa di aff ron-tare il terzo millennio con l’autorità di una tecnologia di avanguardia. Vanta un esclusivo know-how nel campo dell’estrusione dell’allumi-nio, delle lavorazioni complementari e di tutte le possibili applicazio-ni legate al mercato dei profi li speciali a disegno.
Presezzi Extrusion Spa - società moderna e dinamica, presen-te sul mercato dal 1994, Presezzi Extrusion Spa è impegnata nel-la progettazione, realizzazione e messa in servizio di presse per estrusione di profi li in alluminio, hard alloy, rame e ottone. La sua produzione copre l’intera gamma di impianti per l’estrusione di alluminio, rame, ottone e acciaio e comprende presse tradizio-nali, front loading, back loading, dirette, indirette e con foratore. Nel novembre 2010 è entrata uffi cialmente a far parte dell Alumi-nium Extruders Council.
Ponzio Sud Srl- Dal 1941 leader nell’anodizzazione, porte e fi ne-stre e sistemi di fabbricazione. La Ponzio ha investito da anni nella qualità dei prodotti e dei processi, perseguendo un costante mi-glioramento degli stessi e della soddisfazione del cliente, attesta-ti dalla certifi cazione ISO 9001. Il processo di miglioramento vie-

ZOOM on events
120 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
impact of their activities. The strength of this company is the installation of the new vertical painting plant, the latest generation of mechanics where production capacity and technology merge into a single result. In Ponzo Sud, you will have the opportunity to take a look at ALL-IN, a new software that has been implemented by Italtecno and Ponzio with the aim of checking and keeping under control the entire manufacturing process of Aluminium.
Profi lati Spa - The Group Profi lati (Profi lati S.p.A. e Trafi lerie Emiliane Sud SpA), has been working successfully for more of 30 years in the fi eld of extruded profi les, in the designing and production of systems for window and door frames as well as mechanical processing and fi nishing for custom-designed profi les. The Profi lati Group, with its own brand EKU, designs, creates and markets systems for use in the construction fi eld, created to off er the greatest fl exibility of use and it provides the ideal solutions for the design and construction of all types of window and door frames, casement doors or sliding doors, Including the production of curtain-walling.
ne perseguito nella piena compatibilità ambientale delle attività svolte. Punto di forza è l’istallazione del nuovo impianto verticale di verniciatura, dove capacità produttiva e tecnologia si fondono in un unico risultato. In Ponzio Sud, sarà possibile prendere visio-ne di ALL-IN, un nuovo software proposto da Italtecno a Ponzio con l’obiettivo di tenere costantemente sotto controllo l’intero processo di lavorazione dell’alluminio in tempo reale.
Profi lati Spa - Il Gruppo Profi lati (Profi lati S.p.A. e Trafi lerie Emiliane Sud S.p.A.) opera da oltre 30 anni con successo nella produzione di profi li estrusi in alluminio, nella progettazione e realizzazione di sistemi in alluminio per serramenti e nella lavorazione mecca-nica e fi nitura dei profi li a disegno. Il Gruppo Profi lati, col pro-prio marchio EKU, progetta, realizza e commercializza sistemi per l’edilizia concepiti per off rire la più ampia duttilità di im-piego e off rire la soluzione ideale per la progettazione e la co-struzione di tutte le tipologie di serramenti, a battente o scor-revoli, inclusa la realizzazione di facciate continue.
Exhibition Area.
Area espositiva.

by Paola Giraldo
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 121
Tekna Srl - For over 40 years TEKNA has produces machines for the processing of aluminum profi les. Many of their new ideas that have allowed many operators in the sector, to work better and more profi tably.Famous are its CNC machining centers: machines with a high technological standard, highly fl exible, that can replace more traditional machines. Tekna Ltd was one of the fi rst to realize Machining Centres for extruded in a variety of models to which it is possible to make signifi cant customizations.
Other key points of the CongressThe possibility to choose, during the three days of the Congress, among four parallel sessions and 120 technical papers presented by experts coming from 33 countries of the world, make this event unique in its kind and ensures the opportunity to meet hundreds of experts in the aluminum industry (entrepreneurs, engineers, scientists), with whom interacting and building business relationships.The Russian Day devoted to the meeting with the delegates from the great nation will open new export paths and business opportunities.Further information at www.aluminium2000.com
Tekna Srl - Da oltre 40 anni il nome TEKNA è sinonimo di macchine per la lavorazione degli estrusi di alluminio. Innumerevoli idee nuove che hanno permesso a molti operatori del comparto, di lavorare meglio e con maggior profi tto. Famosi sono i suoi centri di lavoro a controllo numerico: macchine ad elevato standard tecnologico, estremamente fl essibili, che possono sostituire più macchine tradizionali. Tekna srl è stata una delle prime a realizzare i Centri di Lavoro per estrusi, in sva-riati modelli ai quali è possibile apportare importanti personalizzazioni
Gli altri punti di forza del programma del CongressoLa possibilità di poter scegliere, nel corso dei tre giorni del Congresso, tra 4 sessioni parallele e 120 relazioni tecniche, presentate da esperti di 33 paesi del mondo, rende questo evento unico nel suo genere garan-tisce la possibilità di incontrare centinaia di esperti nel settore dell’al-luminio (imprenditori, tecnici, ricercatori), con cui dialogare e tessere rapporti di business.La Giornata Russa, dedicata soltanto agli operatori della grande nazione, può aprire nuove strade per l’export e concrete opportunità di business!Per ulteriori informazioni: www.aluminium2000.com
A message from the ChairmanMessaggio dal Chairman
Dr. Walter Dalla Barba, Congress Chairman
Since long I’ve noticed that talented persons rarely remained seated letting things happen.They went out and made them happen!” Leonardo da Vinci
Dear Congress Participants,The great names of the aluminium sector (industry and research institutes) from most countries of the world will gather in Milano, Hotel Meliã, May 14-18, 2013 at the 8th Aluminium Two Thousand Congress, following Leonardo da Vinci’s words…. To be convinced it is enough to skim through the program. There will be experts, scientists, researchers from international companies (see paper list in the preliminary program). Aluminium Two Thousand is an opportunity to learn about new technologies and try to forget and “leave behind” obsolete technologies.It is also a great occasion to be together, meet old friends and get to know new ones, and together we can, momentarily, leave behind the competition among companies and be united in projecting the aluminium industry towards the third millennium and contribute to render our metal more competitive, more known and more used.
To all of you a warm welcome and a wish for a good Aluminium Two Thousand in Milano.
“Da tempo avevo notato che le persone di talento raramente sono rimaste sedute lasciando che le cose avvenissero. Sono uscite e le hanno fatte accadere.”Leonardo da Vinci
Cari Partecipanti, I nomi più illustri dell’industria mondiale dell’alluminio si riuniranno a Milano presso l’Hotel Meliã, dal 14 al 18 Maggio 2013, per l’8° Congresso Internazionale Aluminium Two Thousand, guidati dalle parole di Leonardo Da Vinci… Per convincersi basta sfogliare il programma: esperti, scienziati e ricercatori di aziende e università provenienti da tutto il
mondo illustreranno gli argomenti più importanti e interessanti inerenti al settore dell’alluminio (come si può vedere nel programma preliminare).Aluminium 2000 è una opportunità per imparare nuove tecnologie e cercare di dimenticare, cioè “lasciarsi dietro le spalle” le tecnologie obsolete. Ma è anche una grande occasione per stare alcuni giorni insieme, salutare vecchi amici e farne dei nuovi, e insieme, lacsiando un momento da parte la competitività tra le aziende, trovarci tutti uniti per proiettare l’industria dell’alluminio nel terzo millennio e rendere così il nostro metallo più competitivo, più conosciuto e più impiegato.
A voi tutti un caldo benvenuto e un augurio di Buon Aluminium 2000 a Milano.

ZOOM on events
122 N. 20 - 2013 MARCH/APRIL - international PAINT&COATING magazine
MADE expo 2013
MADE expo is Italy’s most popular building construction show.
The international event is held every two years and is
acknowledged as a privileged meeting place for operators and
professionals across the industry. The fi gures for the 2013 event are more
than enough to back up that claim: over 1,500 exhibitors, 231,729 visitors,
including 31,235 from countries other than Italy, and more than 100
selected foreign delegations.
Six highly specialised vertical shows embody MADE expo’s response to
the industry’s need to match demand with supply with an increasingly
international outlook. The six shows are: Construction and Building
Site, Building Envelope and Windows, Interiors and
Finishings, Cities and Landscape, Software and
Hardware, Energy and Plants. The show is also valued
for its ability to stay ahead of the curve with the full
gamut of innovations across the entire sector.
MADE expo is indeed a comprehensive showcase
of the best quality, most competitive products to be
found in today’s construction industry: visitors to the
Building Envelope and Windows section, for instance,
will view products encompassing every stage of the
window manufacturing process; the Interiors and
Finishings area covers everything from the most minute
component to the most awesome designer products.
MADE expo’s front-line role is further enhanced
by its partnerships with the leading Italian trade
associations, including ATECAP (Economic-Technical
Association of Ready-Mixed Concrete Producers),
ASSOBETON (National Italian Association of Precast
Concrete Producers) and ACAI (Italian Association of
Steel Constructors) in the construction industry, and
UNCSAAL (Italian association of aluminium, steel and alloy window
frames), FederlegnoArredo (Italian Federation of Wood, Cork, Furniture
and Furnishing Industries), PVC Forum Italia and the EXO Outdoor
Excellence Consortium for the Building Envelope and Windows show.
A major drawcard at MADE expo 2013 is the MADE 4 CERAMIC
project. The foremost names in world class ceramics will be on
hand to interact with visitors and illustrate the most notable features,
applications and quality of their products. The event will set new
standards and redefi ne the whole concept of ceramics, to meet the
needs of the construction industry over the coming years.
MADE expo: the future of the construction and design industry is within
reach, at the Milan Fairgrounds Rho from 2 to 5 October 2013.
Per ulteriori informazioni: www.madeexpo.it
M ADE expo è la fi era biennale internazionale dedicata al mondo delle costruzioni più visitata in Italia, un punto di incontro privi-
legiato per gli operatori del settore. I numeri della scorsa edizione lo confermano: oltre 1.500 espositori, 231.729 presenze, di cui 31.235 estere, più di 100 delegati esteri selezionati.Sei saloni verticali fortemente specializzati sono la risposta di MADE expo alle esigenze delle aziende per garantire l’incontro tra domanda e offerta in una prospettiva sempre più internazio-nale: Costruzioni E Cantiere, Involucro E Serramenti, Finiture E
Interni, Città E Paesaggio, Software E Hardware, Energia E Impianti. Un pro-dotto fi eristico completo, riconosciuto come momento di massima rappre-sentazione delle innovazioni.MADE expo si conferma quindi una ve-trina completa dove è possibile cono-scere prodotti realmente qualitativi e competitivi, con uno sguardo comple-to a tutta l’offerta merceologica della fi liera costruzioni, come ad esempio per il Salone Involucro E Serramenti dove è rappresentato l’intero proces-so di lavorazione dei serramenti e per il Salone Finiture E Interni, dove è possibile trovare l’intera gamma dei prodotti dal componente al prodotto design.MADE expo rafforza il suo ruolo di primo piano anche grazie alle im-
portanti collaborazioni con le principali Associazioni del settore, tra cui ATECAP, ASSOBETON e ACAI, relativamente al mondo co-struzioni, e con UNCSAAL, FederlegnoArredo PVC Forum Italia e Consorzio EXO per il Salone Involucro E Serramenti.A MADE expo 2013 trova spazio il progetto Focus sulla Ceramica MADE 4 CERAMICS. Un padiglione dove le eccellenze del settore ceramico daranno vita ad un continuum interattivo e virtuoso, per il-lustrare e far emergere caratteristiche, applicazioni e qualità del pro-dotto: un percorso di ridefi nizione dinamica del mercato della cera-mica utile a soddisfare le esigenze del mondo delle costruzioni nei prossimi anni.MADE expo: il futuro per costruire e progettare è a Fiera Milano Rho dal 2 al 5 ottobre 2013.Per ulteriori informazioni: www.madeexpo.it
HardotcomsenMAtrinsccotofi pdsipp

by Paola Giraldo
TITOLO INGLESE ................ ................ ................Titolo italiano
international PAINT&COATING magazine - MARCH/APRIL 2013 - N. 20 123
BIENNALITÀ _ SPECIALIZZAZIONE _ INTERNAZIONALITÀI saloni di MADE expo: Costruzioni e Cantiere | Involucro e Serramenti | Interni e Finiture | Software e Hardware | Energia e Impianti | Città e Paesaggio
Tutte le soluzioni per PROGETTARE _ COSTRUIRE _ RIQUALIFICARE
Partnerwww.madeexpo.itwww.federlegnoarredo.it +39 051 66 46 [email protected]
Promossa da

It is forbidden to reproduce articles and illustrations of “IPCM®” without authorization and without mentioning the source. The ideas expressed by the authors do not commit nor magazine nor eos Mktg&Communication S.r.l and responsibility for what is published is the authors themselves.
È vietata la riproduzione di articoli e illustrazioni di “IPCM®” senza autorizzazione e senza citarne la fonte. Le idee espresse dagli autori non impegnano nè la rivista nè eos Mktg&Communication S.r.l e la responsabilità di quanto viene pubblicato rimane degli autori stessi.
Gli abbonamenti possono essere sottoscritti versando il relativo importo a mezzo b/b IBAN IT97F0844033270000000084801 intestato a eos Mktg&Communication Srl.
L’Iva sugli abbonamenti, nonchè sulla vendita di singole copie è assolta ai sensi dell’art.74 comma 1 lett. C DPR 633/72, DM 29/12/1989.
Subscriptions can be made by bank transfer to the following account: Eos Mktg&Communication SrlIBAN IT97F0844033270000000084801.
SWIFT CODE CRCBIT22.The VAT on subscriptions and sale of single copies is over
Adolfo Acquati:Enamelling lines
Attilio Bernasconi:Paint stripping technologies and cryogenic processes
Ernesto Caldana:Coil coating pretreatment
Michele Cattarin:Electrostatic application of powder coatings
Enzo Colapinto:UV systems and technologies
Ivano Pastorelli:Measurement and quality control
Dott. Fabrizio Pitacco:PVD coatings
Dr. Ezio Pedroni:Coil coating
Loris Rossi:Surface treatment on aluminium
Dr. Thomas Schmidt:Powder coatings and inks
Giuseppe Tarquini:Liquid coatings
Gianfranco Verona:Water treatment
Dario Zucchetti:Coating lines
Lauro Gatti:Air treatment
Dr. Felice Ambrosino:Marketing
Prof. Massimiliano Bestetti:Department of Chemistry, Material and Chemical Engineering, Politecnico of Milan – Section of Applied Chemistry and Physics
Dr. Franco Busato:European environmental legislation and new technologies
Prof. Paolo Gronchi:Department of Chemistry, Material and Chemical Engineering, Politecnico of Milan – Chemical Engineering Section
Kevin BillerThe Powder Coating Research Group
Prof. Fabrizio Pirri:Department of Material Sciences and Chemical Engineering, Politecnico of Turin, Micro and Nanosystems, Nanomaterials and Surfaces
Prof. Stefano Rossi:Material Engineering and IndustrialTechnologies, University of Trento - Product Design
Dr. Antonio Tolotto:Marine and industrial anticorrosive coating cycles
Dr. Fulvio Zocco:Environmental and quality
EDITOR IN CHIEF/ DIRETTORE RESPONSABILEALESSIA VENTURI [email protected]
EDITORIAL DIRECTOR / DIRETTORE EDITORIALEFRANCESCO [email protected]
EDITORIAL OFFICE / REDAZIONEPAOLA [email protected]
NICOLE KRAUS
MEDIA SALES FRANCESCO [email protected]
NICOLE [email protected]
Eos Mktg&Communication [email protected]
Redazione - Sede Legale:Via Giacomo Matteotti, 1620811 - Cesano Maderno (MB) - Italy
TECHNICAL ADVISORY BOARD
EDITORIAL BOARD
The first international magazine for surface treatments
La prima rivista internazionale sui trattamenti superficiali
ZanioloCdA-12.13
N E W S P E C I A L E F F E C T S
P O W D E R T E C H N O L O G Y
[email protected] - www.europolveri.it
“effetto sorprendente”“surprise effect”
The fi rst international magazine for surface treatments
20134rd YEAR
BimonthlyN°20-March/April
® ipcm digital onwww.ipcm.it
ISSN 2280-6083
Focus on smartmaterials
Registrazione al Tribunale di Monza N° 1970 del 10 Dicembre 2009Eos Mktg&Communication srl è iscritta nel Registro degli Operatori di Comunicazione con il numero 19244
POSTE ITALIANE SPA – SPED. IN A.P. 70% LO/MILANO
SERVICE SUBSCRIPTION - SERVIZIO ABBONAMENTI:
Sale only on subscription - Vendita solo su abbonamentoE.mail [email protected]
Single copy - Fascicolo singolo: 10,00 euroBack issues - Arretrati: 20,00 euro
Subscription Rates 2013 - Tariffe Abbonamento 2013:Italy/Abroad 70,00 € - Italia/Estero 70,00 €
Subscription Rates 2013 digital version - Abbonamento 2013 versione digitale:50,00 € + iva
LAYOUT/ IMPAGINAZIONELASER GRAFICA 90www.lasergrafica.it
PRINT/ STAMPAA.G. PRINTING SRLwww.agf-italia.it
50505050505050505050505050,0,0,0,0,00,0,0,00,0,00 00 0 00 0 00000 €€€€€€€ + + +++ + ivivvivivvvivvvvvvvaaaaaaaaaaaaa
LAYOUT/ IMPAGILASER GRAFICA www.lasergrafica
PRINT/ STAMPAA.G. PRINTING SRwww.agf-italia.it
Questo periodico è associatoall’Unione Stampa Periodica Italiana
®