Embed Size (px)
DESCRIPTION
In questo numero: Una perfetta integrazione nelle vernici per le macchine movimento terra/ Il Paradiso per la ricerca e lo sviluppo nel settore della verniciatura dell’auto/ La robotica come massimizzazione dell’efficienza di processo: le scelte di Carraro Drivetech/ CNH Industrial: l’eccellenza nei sistemi di produzione e verniciatura come segno della responsabilità ambientale, sociale e d’impresa/ Alte performance per la verniciatura di prodotti per la fotografia/ Impianto di depurazione delle acque funzionale per soddisfare i requisiti di impatto ambientale presso l’impianto Caterpillar/ Verniciare a polveri i materiali polimerici: sogno o realtà?/ L’impianto di verniciatura con la più grande capacità produttiva in Italia per il segmento delle macchine agricole/ L’utilizzo del Life Cycle Assessment (LCA) per validare i nuovi orizzonti nella ricerca di leganti per vernici in polvere sostenibili: poliesteri superdurabili a bassa temperatura di reticolazione/ e molto altro
Citation preview

ZanioloCdA-1.14
S O F T E F F E C T
NEW SPECIAL EFFECTS
8/11 April 2014 - Visit us at
Hall2 - Stand 2340
The fi rst international magazine for surface treatments
20145th YEAR
BimonthlyN°25-January/February
® ipcm digital onwww.ipcm.it
ISSN 2280-6083
Visit our
brand-new
Website!Website
www.ipcm.it

LEADING SOLUTION
FOR BOOST THE PRODUCTIVITYwww.wagner-group.com

[email protected] - www.dollmar.com


EDITORIAL
BRAND-NEW
HIGHLIGHTS OF THE MONTH
14A Perfect Integration in the Coatings for Heavy MachineryUna perfetta integrazione nelle vernici per le macchine movimento terra
20The Paradise for R&D in the Automotive Coating IndustryIl Paradiso per la ricerca e lo sviluppo nel settore della verniciatura dell’auto
FOCUS ON TECHNOLOGY
24Robotics as the Maximisation of the Process Effi ciency: Carraro Drivetech’s Investment DecisionsLa robotica come massimizzazione dell’effi cienza di processo: le scelte di Carraro Drivetech
34
Cnh Industrial: Excellence in Manufacturing and Coating Systems as a Sign Of Environmental, Social and Corporate ResponsibilityCNH Industrial: l’eccellenza nei sistemi di produzione e verniciatura come segno della responsabilità ambientale, sociale e d’impresa
44High Performance Products for Coating Photographic EquipmentAlte performance per la verniciatura di prodotti per la fotografi a
52
A Waste Water Treatment System to Meet Caterpillar’s Environmental Impact RequirementsImpianto di depurazione delle acque funzionale per soddisfare i requisiti di impatto ambientale presso l’impianto Caterpillar
62Powder Coatings for Polymeric Materials: Dream or Reality?Verniciare a polveri i materiali polimerici: sogno o realtà?
68
The Paintshop with the Largest Production Capacity in Italy in the Agricultural Machinery SectorL’impianto di verniciatura con la più grande capacità produttiva in Italia per il segmento delle macchine agricoleCONTENTS
JANUARY/FEBRUARY 2014
© Andy Potts

www.futuraconvogliatori.com
CONTENTS
INNOVATIONS: PRESENT&FUTURE
74
Using Life Cycle Assessment (Lca) to Validate New Horizons in the Research of Sustainable Powder Coating Binders: Low Thermal Curing Superdurable Polyester L’utilizzo del Life Cycle Assessment (LCA) per validare i nuovi orizzonti nella ricerca di leganti per vernici in polvere sostenibili: poliesteri superdurabili a bassa temperatura di reticolazione
82 Stop Corrosion!Arresta la Corrosione!
90Reliability and High Performance of Pvd Coatings in the Decorative Sector: the Importance of ControlAffi dabilità ed elevate prestazione dei rivestimenti PVD nel settore decorativo: l’importanza del controllo
STANDARDS & LEGISLATION
98 Ecodesign Directive: Electric MotorsRegolamento Ecodesign dei motori elettrici
TRADE FAIRS & CONFERENCES
ZOOM ON EVENTS
© thinkstock.com/yuryzap
JANUARY/FEBRUARY 2014


by Paola Giraldo
international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25 3
EDITORIAL
I settori delle macchine agricole e movimento terra sono da sempre settori trainanti del tessuto industriale di qualsiasi paese, soprattutto di quelli con un tasso di crescita elevato o in via di sviluppo, perché sono strettamente connessi con due bisogni primari dell’uomo: il cibo e la casa.
L’industria delle macchine agricole ha beneficiato di mercati agricoli piuttosto in salute nel 2013, pur riconoscendo un’evoluzione del clima economico mondiale non omogeneo tra i vari Paesi1.Il mercato globale del movimento terra evidenzia uno spostamento del proprio polo nevralgico verso Cina, Asia e Oceania, aree che assorbono già il 50% della domanda complessiva (la domanda europea si aggira intorno al 7%)2. È facilmente comprensibile come la quota export delle aziende europee in questi due set-tori sia elevatissima.Questi due settori industriali sono anche all’avanguardia nella ricerca e nello sviluppo tecnologico, dove agiscono con un dinamismo simile a quello che si riscon-tra nel settore dell’auto, da cui derivano molte tecnologie produttive, di assemblaggio e di finitura.Anche per le macchine da “lavoro”, infatti, si punta su affidabilità, comfort, sicurezza ed estetica di primo livello.Non dimentichiamoci che in Europa, e soprattutto in Italia, lo sviluppo della tecnologia delle vernici a base acqua è stato trainato dall’industria delle macchine pesanti, dove hanno conquistato da subito quote di mercato elevate grazie a un aspetto estetico e prestazionale della finitura pari a quello delle vernici a solvente ma con emissioni inquinanti dimezzate.Questo numero di ipcm® (distribuito a Samoter e a Fiera Agricola di Verona) presenta un focus sulla verniciatura delle macchine agricole e movimento terra: le case-study realizzate presso le aziende leader mondiali in questi due settori dimostrano come i maggiori costruttori di impianti di verniciatura per il settore au-tomotive a livello europeo siano i fornitori principali anche di queste industrie e che gli investimenti nel reparto verniciatura riguardino non solo la tecnologia applicativa e l’automazione ma anche il trattamento delle acque reflue. Tutto motivato da un unico grande obiettivo: l’efficienza di processo, quell’efficienza che consente di rimanere competitivi a livello globale e che si traduce in una maggiore qualità del prodotto, quindi in ulteriore elemento competitivo.Questo numero inoltre prosegue l’informazione sull’adozione delle vernici in polvere per la finitura di susbtrati termosensibili, in questo caso si parla di resine fe-noliche. Infine un impiantista italiano ha risolto brillantemente i problemi legati alla verniciatura di piccoli pezzi.Buona lettura.
T he fi elds of earthmoving and agricultural machinery have always been leading sectors in the industry of any Country, particularly those with a high growth rate or the developing Countries, because they are closely connected with two basic human needs: food and home.
The agricultural machinery industry has benefi ted from rather healthy agricultural markets in 2013, despite a non-uniform evolution of the global economic climate in the various Countries1.The global industry of earthmoving machinery is showing a shift of its main hub to China, Asia and Oceania, which already account for 50% of the total demand (the European demand is around 7%)2. It is easily understandable that the export share of the European companies operating in these two fi elds is very high.These two industries are also at the forefront of research and technological development, where they act with a dynamism similar to that found in the automotive industry, from which they also derive many production, assembly and fi nishing technologies.Also for the work machines, in fact, top class reliability, comfort, safety and aesthetics are a must.Let us not forget that in Europe, and especially in Italy, the development of the water-based coating technology has been driven by the heavy equipment sector, where it has immediately gained high market shares thanks to a look and a fi nishing performance equal to that of solvent-based coatings, but with half the emissions.This issue of ipcm® (which will be distributed at Samoter and at Fieragricola, in Verona) focuses on the coating of agricultural and earthmoving machinery: the case studies carried out at the world’s leading companies in these two fi elds prove that the major manufacturers of coating systems for the automotive industry at the European level are also the leading suppliers of these industries, and that the investments in coating equipment involve not only the application technology and the automation, but also the waste water treatment process. The goal is only one: process effi ciency, which enables to remain globally competitive and results in a higher quality of the product, and therefore in a further competitive element.We also continue to provide information on the adoption of powder coatings for fi nishing heat-sensitive substrates, specifi cally phenolic resins. Finally, an Italian plant engineer has brilliantly solved the problems related to the coating of small parts.Happy reading!
1 Source: Sole 24 Ore 2 Source: www.economiaoggi.it, from an interview with the Chief Executive Offi cer of Komatsu Italia
Alessia VenturiEditor-in-chief / Direttore Responsabile
1 Dati Sole 24 Ore2 Dati www.economiaoggi.it da un’intervista all’Amministratore Delegato
di Komatsu Italia

4
BRAND-NEW
N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
ICR – YOUR COATING PARTNER
I CR Industria Chimica Reggiana Spa ha una storia lunga 50 anni e piena di successi nel settore del car-refi nish con il Marchio Sprint,
divenuto nel tempo sinonimo di alta qualità e garanzia di ottimi risultati.La strategia della diversifi cazione, intrapresa oltre quindici anni fa dal Gruppo ICR e tradotta in investimenti in ricerca e sviluppo, in nuove tec-nologie ed in importanti acquisizioni, premia oggi con i risultati ottenuti: ICR può infatti a pieno titolo essere considerata azienda di riferimento per il mercato delle vernici industrialiCon il marchio Sprint Coating, ICR offre innumerevoli soluzioni tecniche all’avanguardia proponendo cicli di verniciatura affi dabili e di alta qua-lità per manufatti metallici e in materiali plastici; già ben apprezzati da importanti aziende italiane ed estere produttrici di macchine agricole, macchine movimento terra, veicoli commerciali, caschi, componentisti-ca e molto altro.Con il marchio PAI-KOR, acquisito nel 2010, ICR offre una gamma di prodotti appositamente sviluppati per clienti con esigenze altamente specifi che (ad es. verniciatura serigrafi ca dei loghi automobilistici, lac-catura di manufatti di pregio o componenti arredo di design).
I CR Industria Chimica Reggiana Spa has a 50 years long history
of success in the car refi nishing industry with the brand Sprint,
which has become synonymous with high quality and excellent
results. The diversifi cation strategy, started over fi fteen years ago
by the ICR Group and implemented through investments in R&D,
new technologies and major acquisitions, is now bearing fruits:
In fact, ICR can be considered a company of reference in the
industrial coating market.
With the brand Sprint Coating, ICR offers numerous cutting-edge
technical solutions. Its reliable and high quality coating systems
for metal and plastic components are already well appreciated by
many important Italian and foreign manufacturers of agricultural
machinery, earthmoving machinery, commercial vehicles, helmets,
hardware and much more.
With the brand PAI-KOR, acquired in 2010, ICR offers a range of
products specially developed for customers with highly specifi c
requirements (e.g. screen printing varnishing of car logos,
lacquering of valuable parts or design furniture pieces).

5
by Paola Giraldo
international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
ICR has subsidiaries, licensees and qualifi ed distributors both
in Europe and in Africa, Asia, Middle East and Latin America, a
turnover of over 36 million Euro and 130 employees.
Production versatility and supply of product + serviceThe strategy of ICR to carve out a leading role in the fi eld of
industrial coatings is based on the provision of a combination
of products and
services, as
well as on the
versatility of its
production in terms
of customisation
and size of the
batches that can be
produced.
The production sites
are in the two Italian
cities of Reggio
Emilia (20,000 m2)
and San Martino in
Strada – Lodi (26,000
m2, Fig. 1), where the new manufacturing unit, dedicated solely to
the industrial coatings for products with high quality standards, is
located. The two plants enable the company to produce different
types of lots, using either the Dromont industrial tinting system
(Fig. 2) or dissolvers and mixers, depending on the lot size to be
obtained.
1
5555555555555555555555555555555555555555555555555555555555555555 iiiintntntntntntntntnn eereeereree nananaanananaanatitititititititiononononono alaaaalaaa PPPPAAIAIINNTTTTT&CCOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOAOOAAOAOOOAO TITITTTTITTITTITITTITITITTTITTITTITITTITITTITITTTITITITITITTTITITTITTTTTTTTTITTTTTTTITTT NGNGNGNGNGNGNGNGNNNGNNNNNNNGNGNNGNNGNGNGNGNGNGNGNNGNGNNNNNGNGNGNNGNNNNNNGNGNNGNGNGNNGNGNGGNGGNNGNGNG mmm mmmmmmm mmmmmmmmmmmmm mmmmmmm mmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmmagagagagagagagagagagagagagagagagagagagagagagagagagagaggagagaagagagagagagagagaggagagagagagagaagaagagagaagagaagggaggazazazazazazazazazazazazazazazazazazazaazazazazazaazaazazazzazazazazazazazazaazazazazazazzzazzazazazzzazaaa inininininiininniniininnninnininininininnnnininnininninininnininnininniiniiiinnneeeeeeee ee e eeeee eeeeeeee eeeeeeeeeeeeeeeeeeeeeeeeee eeeeeeeee -- -------- --- --------- JAJAJAJAJAJAJAJAJAAJAJAJAJAJAJAJAJJAJAAJAAJAJAJAJAJAJAJAJAJAJAJAJAJAAAJAJAJAJAAJAJAJAJAJAAAJAJAJAAAJAAAAAAJAAJAAJAJ NUNUNUNUNUNUNUNUNUNUNUNUNUNUNUNUNUNUNUNUNUNUNUNUNUNNNUNUNUNUUNUNUNUNUNUNUNUNUNUNUNUNUUNUNUNUNUNNUNUNUNUNUNUUNUNUUUNNUNNUARARARARARRARARARARARARARARARARARARARARARARARARARARARARARRARARARRARARARARARARARAARARARARARARARARARARARARAARARARARAARAARARARARARY/Y/Y/Y/YYYY/YY/Y/Y/Y/YYYY/Y/Y//Y/Y/Y/Y/Y/Y/Y/Y/YY/YY/Y/Y/Y/Y/Y/Y/Y/Y/Y/Y/Y/YY/Y/Y/Y/Y/Y/Y/YYY//Y/Y//Y/Y/YYY/FEFEFEFEFEFEEFEFEFEFEFEFEFEFEFEFEFEFEEFEFFEFEFEFEFEFEFEFEFEFEFFEFEFEEFEFEFEFEFEFEFEFFEFEFEFEEFEFFEFEFEFEFFEFFEFEFFEEFEFFEFEBRBRBRBRBRBRBRBRBRBRBRBRRBRBRBBRBRBRBRBRBRBRBRBRBRBRBRBRBRBRBRBRBRBRBRRBRBRBRBRBRBRBRBRBRBRBRBRBRBRBRBRBRBRBRBBRBRBRBRBRBBBRBRBB UAUAUAUAUAUAUAUAAUAUAUAUAUAAAAUAAUAUAUAAUAAAUAUAAAUAUAAAUAUAUAAAAUAUAAUAUAUAUAUAAUAUAUAUAUAUAUAUAUUAAAUAAUAUARYRYRYRYRYRYRYRYRYRYRYRYRYRYRYRYRYRYYRYRYRYRYRYRYRYRYRYRYRYRYRYRYRYRYRYRYRYRYRYRYRYRYRYRYRYRYRRYRYRYRYRYRYYRYRYRYRYRRYYY 222 2222 2 22 2 2222222222222222222222222222222222 22222222 22222222201010100101010100100101010101001011010101011010100101001010101010101001010101010101010101010100101010101010110101010 44444444444444444444444444444444444444444444444444444JJJJJJJJJJJJJJJJJJJJJJJJ - ------------------ ---------- NN NNNNNNNN NNNNNNNNNNNNNN NNNNNNNNNNNNNNNN NNNNN.... . 252525252525252525252525252252525252525252525252525252525252525225252525225552225252525225252222525252555225525222
ICR è presente sia in Europa che in Africa, Asia Mediorientale ed America Latina, operando con consociate, licenziatarie e qualifi cati distributori, rag-giungendo un fatturato consolidato di oltre 36 milioni di Euro e 130 dipendenti.
Versatilità produttiva e fornitura di prodotto + servizioLa strategia ICR per ritagliarsi un ruolo di primo piano nel settore delle vernici industriali è basata sulla fornitura della combinazione
di prodotto e ser-vizio, nonché sul-la versatilità della produzione in ter-mini di personaliz-zazione per clien-te e dimensione di lotti producibili.Le unità produtti-ve sono a Reggio Emilia (20.000 m2) e a San Martino in Strada – Lodi(26.000 m2 fi g. 1), il nuovo centro
produttivo dedicato alle sole vernici industriali per produzioni con elevati standard qualitativi.I due impianti consentono all’azienda emiliana di produrre diver-se tipologie di lotti, utilizzando il tintometro industriale Dromont (fi g. 2) o dispersori e mulini. Ciò in base alle dimensioni del lotto che si vogliono ottenere.
© IC
R In
dust
ria
Chim
ica
Regg
iana

6
BRAND-NEW
N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
by Paola Giraldo
Nelle citate sedi sono pre-senti laboratori dotati di per-sonale esperto e strumenti analitici all’avanguardia, costantemente dedicati a valutare le nuove materie prime disponibili, nonché a verifi care con precisione la performance dei prodotti vernicianti applicati su la-mierini o supporti standard, rispetto ai requisiti dei più severi capitolati di fornitura.I clienti più esigenti posso-no apprezzare le attività di co-engineering per i propri
processi di verniciatura e di monitoraggio del livello qualitativo conseguito.
Diversifi cazione dell’offertaICR diversifi ca la propria offerta nei seguenti settori:- Industrial Coatings: con speciali primer e fi niture a base solvente e a ba-se acqua, destinati soprattutto ai settori delle macchine movimento terra, macchine agricole, macchinari industriali ecc.
- Special Coatings: comprende inchiostri serigrafi ci e smalti speciali per aziende che trattano componentistica per l’automobile.
- Plastica: il settore della plastica è raggiunto con speciali prodotti ad ade-sione diretta su ABS e PC (verniciatura per caschi e componentistica).
- E-coat: con la linea E-coat, ICR fornisce il business delle tecnologie dell’elettrodeposizione, offrendo alla clientela industriale prodotti innova-tivi. In questo ambito ICR fornisce primarie aziende produttrici di radiatori e scambiatori termici.
- Sistemi tintometrici all’acqua e solvente: con i due sistemi tintometrici Hydromix e Sprintmix, ICR presidia il mercato della rivendita delle vernici industriali. Si tratta di due sistemi tintometrici, di cui uno a base acqua e l’altro a base solvente, che avvalendosi di paste coloranti concentrate e numerosi converter, permettono di realizzare più di 15.000 colori pastello e metallizzati/perlati, di cui sono anche forniti riferimenti colore di precisio-ne e un software che ne permette la ricerca veloce.
Per la diversifi cazione dell’offerta, il servizio e la fl essibilità produttiva ICR è quindi da considerarsi partner di primo livello per le aziende industriali che considerano la verniciatura dei propri manufatti una componente strategica fondamentale per il loro successo.Per maggiori informazioni: www.icrsprint.it
In both premises, there
are laboratories with
experienced staff and
advanced analytical tools,
dedicated to constantly
assess the new raw
materials available, but
also the performance
of the coatings applied
to standard plates, as
well as their compliance
with the strictest
specifi cations.
The most demanding
customers can enjoy the
co-engineering activities
offered for their coating and quality monitoring processes.
Product diversifi cationICR has diversifi ed its activities in the following industries:
- Industrial coatings: Special solvent and water based primers
and fi nishes especially intended for the sectors of earthmoving
machinery, agricultural machinery, industrial machinery, etc.
- Special coatings: It includes screen printing inks and special
enamels for companies dealing with automotive components.
- Plastic: Special direct adhesion products for ABS and PC
(coatings for helmets and components).
- E-coat: A range of innovative products for the electroplating
technology fi eld. In this sector, ICR supplies some leading
manufacturers of radiators and heat exchangers.
- Solvent and water based tinting systems: Thanks to its tinting
systems called Hydromix and Sprintmix, ICR is a leader in the
resale market of industrial paints. These two tinting systems, one
of which is water based and the other is solvent based, make use
of concentrated colorants and several converters to obtain more
than 15,000 pastel and metallic/pearlescent colours, which are
supplied with precise colour references and a software package
for a quick search.
Thanks to the diversifi cation of its products, the services offered
and its manufacturing fl exibility, ICR is to be considered a fi rst
level partner for those companies that consider the coating of their
products a key strategic component to their success.
For more information: www.icrsprint.it
2 © ICR Industria Chimica Reggiana


8
BRAND-NEW
N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
NEW ARCHITECTURAL LIGNUM SUBLIMATION SAMPLE RANGENuovo campionario ArchitecturalLignum per sublimazione
by Paola Giraldo
Europolveri has provided its sales network, customers and fi nal users
with a new consultation tool aimed at simplifying the choice of the
most suitable product for the specifi c requirements.
It is a new sample range, manufactured in collaboration with i.dek, a
leading company in the production of sublimation fi lms and other products
for technical applications. The new sample range includes a wide range of
“wood effect” test plates manufactured employing sublimation technology.
The new sample range consists of test plates with dimensions (they
measure 195 x 85 mm) and faithfulness that allow to fully appreciate all
the characteristics and pluses of the treatment: The aesthetic value of the
surface, the variety of colour shades, the diversity and perfect reproduction
of wood grain obtained employing the ArchitecturalLignum paints
produced by Europolveri and the polyester fi lms manufactured by i.dek.
The sublimation process requires the application on the metal surface
(extruded aluminium or even steel) of specifi c powder coatings that favour
the absorption of the polyester fi lm decorations. After cross-linking in
the oven, the component or semi-processed piece is wrapped in the
fi lm containing the decorations, which is then sealed and any residual
air extracted by means of the vacuum
technique so as to create a perfect
adhesion between the fi lm and the
surface to be treated. Then the
sublimation phase is carried out by
inserting the piece in the oven at
preset temperatures and times; in this
phase the decorations in the fi lm are
transferred permanently to the coating of
the metal surface. At the end, the remaining
fi lm is removed by blowing.
The quality level of the ArchitecturalLignum powder
coatings developed by Europolveri for sublimation technology
applications is guaranteed by the “Qualideco” licence obtained by this
range of products.
The ArchitecturalLignum product range as well as the series for sublimation
application techniques also includes a series of polyester based powder
coatings for “powder on powder” technique application both on horizontal
and vertical surfaces.
The ArchitecturalLignum powder coatings are a valid solution whenever a
faithful reproduction of wood grain is required on metal artefacts destined
of outdoor and indoor use: Doors, shutters, windows, entrance doors, up-
and-over doors, architectural structures and coatings, home appliances,
furnishing elements. For further information: www.europolveri.it/intro.html
E uropolveri ha realizzato per la propria rete vendita, per i clienti e gli uti-lizzatori fi nali, un nuovo strumento di consultazione fi nalizzato a ren-
dere più agevole la scelta e l’individuazione del prodotto più affi ne e adatto alle specifi che esigenze.Si tratta di un nuovo campionario, realizzato in collaborazione con i.dek, azienda leader nella produzione di fi lm per sublicromia e altri prodotti per ap-plicazioni tecniche. Il nuovo campionario raccoglie un’ampia serie di lamieri-ni “effetto legno” realizzati con tecnologia di sublimazione. Il nuovo campionario raccoglie lamierini che per dimensione (misurano 195 x 85 mm) e per la fedeltà del risultato consentono di apprezzare in modo asso-lutamente realistico ed esaustivo tutte le caratteristiche e i plus del trattamento: la valenza estetica della superficie, la varietà di tonalità cromatiche, la diversità e perfetta riproduzione delle venature lignee realizzate con l’impiego di vernici ArchitecturalLignum, prodotte da Europolveri, e film poliesteri realizzati da i.dek.Il processo di sublimazione prevede l’applicazione sulla superfi cie metallica
(alluminio estruso o anche ferro) di vernici in pol-vere specifi che che favoriscono l’assorbi-mento delle decorazioni del fi lm polieste-re; dopo la reticolazione in forno, segue l’avvolgimento del manufatto o semilavo-rato con il fi lm su cui è realizzata la decora-zione, la sua saldatura e quindi l’estrazione dell’aria residua mediante tecnica sottovuo-
to, al fi ne di creare una perfetta aderenza tra fi lm e superfi cie da trattare. Si procede quindi
alla fase di sublimazione con passaggio in forno a temperature e tempi prefi ssati. In questa fase, le
decorazioni del fi lm vengono trasferite in modo per-manente nel rivestimento che ricopre la superfi cie metal-
lica. Infi ne, si rimuove il fi lm residuo mediante soffi atura.Il livello qualitativo delle vernici in polvere ArchitecturalLignum, for-
mulate da Europolveri per applicazione con tecnologia di sublimazione, è garantito dalla licenza “Qualideco” ottenuta per questa serie di prodotti.La gamma di prodotti ArchitecturalLignum oltre alla serie per l’applicazione con tecnica di sublimazione, comprende anche una serie di vernici in polve-re, a base poliestere, per l’applicazione con tecnica “polvere su polvere” sia per impianti in orizzontale sia per impianti in verticale.Le vernici in polvere della serie ArchitecturalLignum trovano valida applica-zione nei casi in cui è richiesta una fedele riproduzione della venatura lignea su manufatti metallici destinati all’esterno o all’interno, come porte, serra-menti, fi nestre, portoni, basculanti, accessori, strutture architettoniche e rive-stimenti, elettrodomestici ed elementi d’arredo.Per maggiori informazioni: www.europolveri.it/intro.html
© E
urop
olve
rirations. After cross-linkin in s-linking in
ssed piece is wrappeded in the
then sealed and any resesidual
f
ing
um powder um powd
(alluminio
lrzd
to,tomfi lm mm
allaa faa tempmpe
decorazionmanente nel riv
ca. Infi ne, si rimuovelica
urop
olve
ri©
Eur
o

COATING
IMPREGNATIONRESEARCH &
DEVELOPMENT
CLEANING
TECNOFIRMA SpA - V.le Elvezia, 35 - 20900 Monza (MB) - Tel. +39 039.23601 - Fax +39 039.324283 - [email protected] - www.tecnofirma.com
Up to the surface60 years of excellence in surface treatments
Per Tecnofi rma salire in superfi cie vuol dire raggiungere sempre il massimo livello di eccellenza in tecnologia, innovazione e perso-nalizzazione, con impianti e macchine di Lavaggio, Impregnazione e Verniciatura industriale per ogni superfi cie in plastica e metallo.
Up to the surface is Tecnofi rma’s mission: to reach top level of excellence in technology, innovation, custom-engineering, with its range of washing machines, impregnation machines, painting lines for each plastic and metal surfaces to be treated.
Saliamo in SUPERFICIE
da 60 anni l’eccellenza nei trattamenti di superfi cie

10
BRAND-NEW
N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
VALSPAR – INVER: A NEW SUPPLIER OF PAINTS FOR THE EUROPEAN INDUSTRIAL SEGMENTSValspar – Inver: la nuova realtà industriale per la fornitura di vernici nei segmenti industriali europei
L o scorso 1 Agosto la statunitense Valspar Corporation, con sede a Minneapolis (MN) ha fi nalizzato l’acquisizione dell’italiana
Inver Holding Srl, e quindi di tutto il Gruppo Inver, produttore leader in Europa di vernici industriali liquide e in polvere.Con 4 miliardi di dollari di vendite globali (dato 2012), di cui il 48% ge-nerate al di fuori degli Stati Uniti, oltre 10.000 dipendenti e operazioni in 25 paesi, Valspar è il 5° fornitore globale di vernici.La missione di Valspar è trasferire ai propri clienti nel mondo le ultime innovazioni tecnologiche, la qualità più alta e il miglior servizio clien-ti dell’intera industria delle pitture e delle vernici liquide e in polvere. Se da un lato Valspar segue un intenso programma di investimen-to nei mercati emergenti (India, Brasile, Cina e Sud Est Asiatico), dall’altro fornisce un continuo supporto e una presenza costante suo mercati consolidati, con un focus molto forte sul basso impat-to ambientale e i sistemi con ridotto COV. L’acquisizione di Inver, leader nella tecnologia dei sistemi di verniciatura a base acqua e in polvere, si inserisce in una strategia di sviluppo focalizzata a poten-ziare la presenza e il servizio di Valspar nei paesi europei, soprat-tutto verso i clienti general industrial, e a rafforzare le tecnologie eco-compatibili.Dei 4 miliardi di dollari di vendite globali, Valspar realizza la quo-ta maggiore (2,2 miliardi) nel settore dei rivestimenti per i settori general industry, packaging, coil coating e legno. Il resto delle ven-dite è realizzato nel settore delle pitture murali, fai-da-te e delle ver-nici per carrozzeria (1,6 miliardi), mentre una percentuale minore si riferisce a prodotti speciali come polimeri e coloranti.Per storia e tradizione, Inver è leader italiana nella fornitura di ver-nici liquide e in polvere per i mercati industriali, con una grande esperienza in ambienti produttivi diversi. In particolare, l’azienda di Bologna vanta una storia di ricerca e sviluppo sulle vernici all’ac-qua che risale ai primi anni 70. Oggi il portfolio Inver comprende una vasta gamma di primer, smalti e additivi a base acqua mentre di recente sviluppo sono i sistemi di verniciatura con contenuto di COV vicino allo zero (vedi ipcm® Vol. 3, n. 15, Maggio-Giugno 2012 pagg. 30-31), che vantano eccellente qualità, e superiori prestazio-ni di resistenza chimica.L’integrazione del portfolio Inver con quello esistente di Valspar con-sentirà alla nuova realtà industriale di fornire prodotti di qualità e tecnologie innovative a base acqua, base solvente, ad alto solido, in polvere e per elettrodeposizione, ai mercati dell’architettura metalli-ca, dei trasporti, delle macchine agricole, da cantiere, e movimento terra, dell’anticorrosione e dell’energia in tutto il mondo.Per maggiori informazioni: www.valsparglobal.com o www.inver.com
V alspar Corporation, a company based in Minneapolis (MN),
USA, fi nalised the acquisition of Inver Holding Srl, and therefore
of the whole Inver Group, one of Europe’s leading manufacturers of
industrial liquid and powder coatings, on August, 1st 2013.
With $ 4 billion of global sales (as of 2012) of which 48% is generated
outside of the United States, more than 10,000 employees and
operations in 25 countries, Valspar is the 5th global supplier of paints.
Valspar’s mission is to supply its customers around the world with
the latest technological innovations, the highest quality and the best
customer service in the entire industry of paints as well as liquid and
powder coatings. On the one hand, it has an intensive investment
program in the emerging markets (India, Brazil, China and South East
Asia), while, on the other one, it provides an ongoing support and
a constant presence in the established markets, with a very strong
focus on the low environmental impact and the low VOC content of
its products. The acquisition of Inver, a leader in the sectors of water-
borne and powder coating systems, is part of a development strategy
aimed at strengthening the presence and the service of Valspar in
the European countries, especially towards the general industrial
customers, and at focusing on eco-friendly technologies.
The largest share (2.2 billion) of Valspar’s global sales comes from
the fi eld of coatings intended for the general, packaging, coil coating
and wood industries. The rest of the sales is achieved in the fi elds
of mural painting, DIY and automotive refi nish (1.6 billion), while a
smaller percentage refers to special products such as polymers and
colorants.
By tradition, Inver is an Italian leader in the supply of industrial liquid and
powder coatings, with extensive experience in different manufacturing
environments. In particular, the Bologna-based company has a history
of research and development on water-borne coatings that dates back
to the early 1970s. Nowadays, Inver offers a wide range of water-borne
primers, enamels and additives, and has recently developed some
coating systems with near zero VOC content (see ipcm® Vol. 3, no.
15, May-June 2012 pags. 30-31), ensuring excellent quality and higher
chemical resistance.
The integration of the product range offered by Inver with that
of Valspar will enable this new industrial business to provide the
architectural, transportation, agricultural machinery, construction
machinery, earthmoving machinery, anti-corrosion, and energy
industries worldwide with high quality water-based, solvent-based,
high solid, powder, and electrodeposition products and innovative
technologies.
For further information: www.valsparglobal.com or www.inver.com

11
by Paola Giraldo
international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
“COATING IN PINK”: A WOMAN WHO BUILT A COMPANY“La verniciatura in rosa”: una donna che ha fatto l’impresa
L ast October 29th 2013, Maria Berera
Minelli (Fig. 1), founder of Verind
company (Rodano, MI, Italy) - now part of
the Dürr Group - celebrated a very important
milestone with an amazing party in the
headquarters in Milan: Her fi rst 90 years
(Fig. 2). “Knowing myself, and especially
knowing my mother, what can be more
weird than thinking about preparing a book
about her ‘fi rst’ 90 years?”. With these words
Claudio Minelli introduce the book “Coating in
pink” (Fig. 3, La verniciatura in rosa), a delicate
and engaging story about Maria Berera Minelli
presented during the party attended by all
the employees, the press and the managing
bodies of the sector’s associations.
Rainer Gausepohl, Vice
President and CFO of
Dürr Systems GmbH, also
attended the celebration,
giving to Mrs. Maria Berera
Minelli his best wishes from
the German multinational
company.
It’s impossible to describe
Maria Berera Minelli’s life
without mentioning the strong
connection with Verind, her
company, the pride which,
even today, sees her every morning on the bridge
deck.
For 55 years Verind has been a leading industrial protagonist
in design, production and installation of coatings application
system. In the 90s, the company allied with Dürr Group,
Stuttgart (Germany), global leader in the fi nishing treatments
for the automotive fi eld, which manufactures innovative
plants and robots.
The Italian genius and fantasy form – together
with the German organization – a winning
formula. Maria Berera Minelli, with her ability
of being “fl exibly determined”, represents an
effective synthesis of both of these qualities.
For further information: www.verind.net
L o scorso 29 ottobre 2013 Maria Berera Minelli (fi g. 1), fondatrice del-
la società Verind di Rodano (MI), oggi parte del gruppo Dürr, ha festeggiato un importante traguardo con una magnifi ca festa in azienda sita in Milano: i suoi primi 90 anni! (fi g. 2)“Conoscendomi, ma soprattutto cono-scendo mia mamma, cosa ci può essere di più anomalo che pensare di preparare un libro sui suoi “primi” 90 anni?” Con que-sto pensiero Claudio Minelli introduce il li-bro “La verniciatura in rosa” (fi g. 3), un de-licato e coinvolgente racconto della storia di Maria Berera Minelli presentato durante la festa, cui hanno partecipato tutti i dipen-
denti, la stampa e gli organi direttivi delle associazioni di settore.Anche Rainer Gausepohl, Vice President & CFO Dürr Systems GmbH, ha partecipato ai festeggia-menti, rivolgendo alla sig.ra Berera Minelli gli auguri sentiti da parte della multinazionale tedesca.È impossibile pensare di descrivere la vita di Maria Berera Minelli sen-za un legame a corda doppia con la sua Verind, la sua azienda, l’orgo-glio che, ancora oggi, la vede tutte le mattine sul ponte di comando.Da 55 anni Verind è una realtà in-
dustriale di primo piano nella progettazione, produ-zione e installazione di sistemi di applicazione verni-
ci. Negli anni 90 la società si è alleata al Gruppo Dürr di Stoccarda, leader mondiale nei trattamenti di fi nitura
in campo automobilistico, che produce impianti e robot ultrainnovativi.
Genialità e fantasie italiane che insieme all’or-ganizzazione tedesca formano un insieme vin-cente. Maria Berera Minelli, con la sua capacità di essere “fl essibilmente decisa”, rappresenta un’effi cace sintesi di entrambe queste qualità.Per maggiorni informazioni: www.verind.net
lapif
t
s
zci
di in c
ultra
1
Maria Berera Minelli, founder of Verind company, celebrated a very important milestone with an amazing party in the headquarters: Her fi rst 90 years.
Maria Berera Minelli, fondatrice della società Verind, ha festeggiato un importante traguardo con una magnifi ca festa in azienda: i suoi primi 90 anni.
2
The party was attended by all the employees, the press and the managing bodies of the sector’s associations.
Alla festa hanno partecipato tutti i dipendenti, la stampa e gli organi direttivi delle associazioni di settore.
3
The book “Coating in pink” (La verniciatura in rosa), a delicate and engaging story about Maria Berera Minelli.
Il libro “La verniciatura in rosa”, un delicato e coinvolgente racconto della storia di Maria Berera Minelli.

08 - 11 April 2014Fiera di Karlsruhe, Germania
Exhibition Center Karlsruhe, Germany
www.paintexpo.com
FairFair GmbHMax-Eyth-Str. 19D- 72644 OberboihingenTel.: +49 7022 60255 0E-Mail: [email protected]
In collaborazione con: In cooperation with:
Partner per la formazione: Educational Partner:
Organizzatore:Organised by:
PaintExpole tecnologie di verniciatura industriale
Leading International Trade Fair for Industrial Coating Technology

ipcmN°25 - January/February
®
... On the road to IPCM® n. 25......Verso IPCM® n. 25...

14 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Christian LucanoInver Valspar, Bologna, [email protected]
A PERFECT INTEGRATION IN THE COATINGS FOR HEAVY MACHINERYUna perfetta integrazione nelle vernici per le macchine movimento terra
B eing a leader in an industry does not only mean having a complete range of products and services
but also a winning mentality that is relentlessly focused on innovative solutions. When Minneapolis based Valspar Corporation, with over 200 years in the production of paints and coatings, and global revenues of about $ 4 billion, has acquired the entire Inver Group in August 2013, a unique partnership in the fi eld of industrial coatings was formed.The resulting entity is a company with more than 10,000 employees in 25 countries that is primarily focused on being the leader in the paints and coatings industry in technical innovation, safety, environmental stewardship, and continuous improvement.Inver has always taken great pride in being a leading technical solutions provider for a variety of industrial segments, and particularly for the Heavy Machinery or ACE (Agricultural and Construction Equipment (Ref. Opening Photo - Figs. 1 and 2) market. Similarly, Valspar also has focused its research in this area, resulting in strong and enduring relationships with customers such as Caterpillar, John Deere, and Komatsu.
E ssere leader in un’industria non signifi ca solo avere una gamma di prodotti e servizi completa, ma anche una
mentalità vincente focalizzata senza sosta su soluzioni inno-vative. Quando Valspar Corporation, con sede a Minneapolis (USA), da più di 200 anni nel settore della produzione di vernici e rivestimenti e con un fatturato globale di circa 4 miliardi di dollari, ha acquisito Inver Group nell’agosto 2013, si è formata una partnership unica nel campo delle vernici industriali. Il risultato è una società con più di 10 mila dipendenti in 25 nazioni, focalizzata principalmente sull’essere leader dell’industria delle vernici e dei rivestimenti in tema di in-novazione, sicurezza, responsabilità ambientale e migliora-mento continuo.Inver è sempre stata orgogliosa del proprio ruolo di fornito-re di soluzioni tecniche di primo piano per diversi segmen-ti industriali, in particolare per il mercato delle Macchine Movimento Terra o ACE (Agricultural and Construction Equipment, macchine agricole - foto d’apertura e fi g. 1 - ed edili – fi g. 2). Allo stesso modo, anche Valspar ha focalizzato la sua ri-cerca in quest’area, tessendo relazioni solide e durature con clienti come Caterpillar, John Deere e Komatsu.
Opening photo:Inver is proud to be a leading supplier of painting solutions for a variety of industrial segments, in particular for the Heavy Machinery market.
Foto d’apertura: Inver è sempre stata orgogliosa di essere un fornitore di primo piano di soluzioni tecniche di verniciatura per diversi segmenti industriali, in particolare per il mercato delle macchine movimento terra.

HIGHLIGHT OF THE MONTH
15 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
The combined entity of Valspar and Inver off ers the most complete and technically advanced product and service solutions for the Heavy Machinery market – anywhere on planet earth! The company is committed to providing customers a total cost solution by bringing innovative products and improving application process. This last commitment could consist on productivity increase, material usage reduction, energy saving while keeping the performance and robustness of our coatings.Solvent-borne coatings, high solids, ultra high solids, water-borne coatings, powder and electrophoresis; Inver and Valspar cover this entire range like no other coating company with a range of high quality products, customized specifi cally to meet the needs of each individual customer.Years of experience and continuous research have led to the development of traditional solvent-borne coatings both in the high solids and the ultra high solids range. These platforms both fully satisfy the expectations of the most demanding customers in the Heavy Machinery industry. Valspar and Inver can off er the widest range of primers, topcoats, and direct to metal products, both in mono and two-component chemistries, and will customize each of these products according to the requirements and the application conditions of each customer. The high solids and ultra high solid technology, well-established in the United States, Asia, India, and Latin America, allows customers to switch easily from a higher emission solvent-borne systems to a low solvent emission system, without substantial changes to performance or application properties.The Heavy Machinery industry has long been focused on the use of eco-friendly coatings, such as water-borne, ultra high solids and powder. With these types of coatings, emissions of volatile organic compounds (VOC) into the atmosphere are drastically reduced, allowing compliance with environmental regulations, even for customers with high consumption of coatings.The change from solvent-borne systems to water-borne, keeping unaltered the characteristics of the coating applied in terms of durability, chemical and physical resistance, is followed with complete support from Valspar,
L’unione di Valspar e Inver off re le soluzioni di prodot-to e di servizio tecnicamente più avanzate per il merca-to delle macchine movimento terra in tutto il mondo. Si impegna a fornire ai clienti una soluzione di costo globa-le off rendo prodotti innovativi e migliorando i processi di applicazione. Quest’ultimo aspetto consiste, per esempio, nell’aumento della produttività, nella riduzione del con-
sumo di materiali e nel ri-sparmio energetico, man-tenendo al tempo stesso le prestazioni e la solidità delle vernici fornite.Vernici a base solvente, alto solido, ultra alto solido, ver-nici a base acqua, polvere ed elettroforesi: Inver e Valspar coprono l’intera gamma co-me nessun’altra azienda di vernici, con una varietà di prodotti di alta qualità, per-sonalizzati specifi catamente
per soddisfare i bisogni di ogni singolo cliente.Anni di esperienza e ricerca continua hanno portato al-lo sviluppo di vernici tradizionali a base solvente, sia nella gamma alto solido sia ultra alto solido. Entrambe le piat-taforme soddisfano le aspettative dei clienti più esigenti nell’industria delle macchine movimento terra. Valspar e Inver possono off rire la più ampia scelta di primer, smalti a mano unica, sia mono che bicomponenti, e personalizzare ognuno di questi prodotti secondo i requisiti e le condizioni di applicazione di ogni cliente. La tecnologia alto solido e ultra alto solido, consolidata negli Stati Uniti, in Asia, India e America Latina, consente ai clienti di passare facilmente da sistemi a basa solvente con emissioni elevate a sistemi a solvente con basse emissioni, senza variazio-ni sostanziali alle prestazioni o nelle proprietà di applicazione.L’industria delle macchine movimento terra è da tempo concentrata nell’uso di vernici a basso impatto ambienta-le, per esempio a base acqua, ad alto solido e in polvere. Con queste tipologie di vernici, le emissioni di composti or-ganici volatili (COV) nell’atmosfera si riducono drasticamen-te, raggiungendo la conformità con i regolamenti ambien-tali, anche per i clienti con elevati consumi di vernice.Il passaggio dai sistemi a base solvente ai sistemi a base ac-qua, mantenendo inalterate le caratteristiche della vernice applicata in termini di durabilità e resistenza chimica e fi si-ca, è completamente supportato da Valspar, sia durante la fase di pre-analisi del processo che durante lo sviluppo del-le formule, seguiti da prove pilota fi no al raggiungimento

16 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
A Perfect Integration in the Coatings for Heavy Machinery
during the pre-analysis phase of the process, during the development of the formulations, and is followed by pilot trial, until we achieve the mutually agree upon goals.The system consists of water-borne Inverpur primer + Inverpur topcoat, using the same catalyst , and it is now used by most of the Italian customers in the Agricultural and Construction sectors, and their subcontractors. The primary reason for this is because it allows them to obtain excellent outdoor performance, while providing excellent aesthetics, and all this with virtually no solvent emissions. This system has no equal in the global market.The following table (Table 1) summarizes some of the features of a traditional solvent-borne cycle, water-borne acrylic (Inverpur) cycle and a cycle of water-borne epoxy-acrylic (Idroxinver + Inverpur).The comparisons were performed on samples in cold-rolled and sandblasted sheet and in cold-rolled, iron salts phosphated steel. These samples were all coated in the Inver laboratory and subjected to the tests after the complete transformation of the fi lm. Substrate: SA 2. sandblasted Fe DC04 1.50 mm sheet and cold-rolled, iron salts phosphated steel.
Table1. comparison between a two-component solvent-based acrylic system and two waterbornesystems (epoxy-acrylic and acrylic) -
degli obiettivi prefi ssati con la clientela.Il sistema costituito dal primer a base acqua Inverpur + ma-no a fi nire Inverpur, con l’utilizzo dello stesso catalizzatore, attualmente viene utilizzato dalla maggior parte dei clienti italiani dei settori agricolo e costruzioni, oltre che dai loro terzisti. Il motivo principale di questa scelta risiede nel fatto che permette di ottenere eccellenti prestazioni all’esterno, off rendo al tempo stesso un eccellente aspetto estetico, tutto questo, praticamente senza emissioni. Questo sistema non ha eguali nel mercato globale.La seguente tabella (tab. 1) riassume alcune delle caratteri-stiche di un ciclo tradizionale a base solvente, un ciclo acri-lico a base acqua (Inverpur) e un ciclo epossidico a base ac-qua (Idroxinver + Inverpur). I confronti sono stati eseguiti su campioni di lamierini lami-nati a freddo e sabbiati, e in acciaio laminato a freddo e fo-sfatato ai sali di ferro. Questi campioni sono stati verniciati nel laboratorio Inver e sottoposti ai test dopo la completa trasformazione del fi lm. Substrato: lastra laminata a freddo sabbiata con grado SA 2 Fe DC04 1.50 mm e acciaio laminato a freddo fosfatato ai Sali di ferro.
Tabella 1: confronto tra un sistema acrilico bicom-ponente a base solvente e due sistemi a base acqua (epossidico-acrilico e acrilico)
1
The combined entity of Valspar and Inver off ers the most advanced painting systems for the Heavy Machinery markets worldwide. The company is committed to off er to providing customer a total cost solution by bringing innovative products and improving application processes.
L’unione di Valspar e Inver off re le soluzioni di verniciatura tecnicamente più avanzate per il mercato delle macchine movimento terra in tutto il mondo. L’azienda si impegna per fornire ai clienti una soluzione di costo totale off rendo prodotti innovativi e migliorando i processi di applicazione.
1

17
HIGHLIGHT OF THE MONTH
Coating system
Two-component Solvent Two-component Waterborne
Test 2K Epoxy Pr imer (Epoxinver primer CT113)2K Polyurethane Topcoat(Inverplast/B)
2K Epoxy Primer (Idroxinver/e extra primer)2K Acrylic Topcoat (Inverpur topcoat)
2K Acrylic Primer (Inverpur primer)2K Acrylic Topcoat (Inverpur topcoat)
Dry fi lm tickness 120 – 150 μm 130 – 150 μm 100 – 120 μm
Gloss (ASTM D523)reading angle 60°
92 gloss 90 gloss 90 gloss
Adhesion (ISO2409) 2 mm comb
Gt 0 Gt 0 Gt 0
*Conical Mandrel Flexibility
Slight cracking of the fi lm in the fi rst 1.5 cm
No cracking of the fi lm No cracking of the fi lm
*Cylindrical Mandrel Bending
No cracking of the fi lm No cracking of the fi lm No cracking of the fi lm
*Direct Impact Test From 200 mm
No cracking of the fi lm No cracking of the fi lm No cracking of the fi lm
Salt Spray (500 h) Penetration in the cross: 1-2 mm
Penetration in the cross: 1-2 mm
Penetration in the cross:1-2 mm
Water Test (500 h) No deviation in the fi lmAdhesion GT 0
No deviation in the fi lmAdhesion GT 0
No deviation in the fi lmAdhesion GT 0
UV Condenser (200 h)Yellow topcoat
Gloss retention = 97%Color change ΔE = 0.9
Gloss retention = 97%Color change ΔE = 0.4
Cycle: light (8h) + condensation (4h), total duration 400 h
Gloss retention = 91%Color change ΔE = 0.9
Gloss retention = 97%Color change ΔE = 0.4
* Non-sandblasted steel samples have been used
So, whether your application and requirements are best suited to solvent-borne or water-borne systems – the combined entity of Valspar and Inver are uniquely positioned to meet or exceed your expectations.Many Heavy Machinery manufacturers utilize powder coatings because they off er easy application, nearly zero solvent (VOC) emissions, and excellent performance.Valspar and Inver have a wide range of DTM (direct to metal – monolayer) powder coatings that off er excellence performance, and are approved by the leaders in the Heavy Machinery market. If increased performance is desired, a variety of primers can be used to accomplish this goal.If electrocoat is required, Valspar and Inver off er Vectrogard 950 and Vectrogard 950E; superior technology that off ers complete coverage with a thin epoxy primer layer. If waterborne liquid coatings are required, Valspar and Inver can off er
* Sono stati usati campioni di acciaio non sabbiato
Quindi, sia che si tratti di un’applicazione i cui requi-siti sono più adatti ai sistemi a base solvente o a base acqua, la nuova entità dall’unione di Valspar e Inver è in una posizione unica per soddisfare o superare ogni aspettativa.Molti produttori di macchine movimento terra utiliz-zano vernici a polvere perché off rono facilità di ap-plicazione, emissioni di solvente (COV) quasi zero e prestazioni eccellenti.Valspar e Inver hanno un’ampia gamma di vernici in polvere DTM (direct to metal, mano unica) che off ro-no prestazioni eccellenti e sono approvate dai lea-der di mercato delle macchine movimento terra. Per avere un aumento delle prestazioni, è disponibile un’ampia scelta di primer di varia natura.Se è richiesta l’elettrodeposizione, Valspar e Inver of-frono Vectrogard 950 e Vectrogard 950E: tecnologia superiore che off re una completa copertura con un sottile strato di primer epossidico. Se sono richieste vernici a base acqua, Valspar e Inver off rono Idrayon,
CATENE PER CONVOGLIATORI
CUSCINETTI
CATENE SPECIALI
CATENE AEREE
CATENE INOX
Via G. Parini, 17CESANA BRIANZA (LC)
tel. +39 031 655727 fax +39 031 657027
[email protected] www.orbita.it
Visit us atPaintExpo 2014,
hall 1 stand 1226

18 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Idrayon, with excellent anticorrosive characteristics and suitable for overcoating with powder coatings.But the latest Valspar and Inver research and development eff ort has resulted in the formulation of Valde ECP (Edge Coverage Powder), a two coat, single cure system that is revolutionizing powder application. This innovative system provides Heavy Machinery customers best in class edge corrosion resistance, class A appearance, and does so with signifi cant cost and cycle time savings when compared to current systems. Combine this with the excellent environmental profi le, and the result is innovation, low cost, and environmental stewardship. Considering that premature corrosion costs the Heavy Machinery industry $250 million annually, and that edge corrosion is the primary problem, Valde ECP is a true “game changer”.Technical service has become a critical requirement for every industrial customer. Having a network of INVERCOLOR, specialized retailers and distribution points of coatings throughout Europe, allows customers to have constant and reliable support for each request. With the help of Inverama tintometric liquid systems (solvent and water-borne), and with the recent development of the Inverspeed powder tintometric system, Inver can ensure the delivery of small amounts of coatings in a short time and with the color requested by the customer. The next few years will see considerable expansion of distribution points across Europe, which will support the manufacturing plants already present in Italy, France, UK, Germany, Poland and Finland. Additionally, Valspar and Inver will look to replicate this system around the globe, ensuring that multi-national or global customers can benefi t from the customer focused leadership this combined entity creates wherever they do business today and in the future.
con eccellenti caratteristiche anticorrosive e adatto per la sovra verniciatura con vernici in polvere.Il più recente risultato nella ricerca e sviluppo di Valspar e Inver è la formulazione di Valde ECP (Edge Coverage Powder), un sistema a doppio strato di ver-nici in polvere con unica polimerizzazione, che sta rivo-luzionando l’applicazione nel settore delle macchine movimento terra. Questo sistema innovativo off re ai clienti la migliore copertura dei bordi, aumentandone
la resistenza alla corrosio-ne, che costa al l ’ industr ia delle macchi-ne movimento terra circa 250 milioni di dol-lari all’anno. Inoltre un ele-vato aspetto estetico e no-tevoli risparmi nei costi e nel tempo/c ic lo rispetto agli altri sistemi attuali, combi-
nati ad un eccellente profi lo ambientale, fanno si che Valde ECP sia un prodotto in polvere davvero rivolu-zionario.Il servizio tecnico è diventato una necessità per ogni cliente industriale. Il network INVERCOLOR, con riven-ditori specializzati e punti di distribuzione per vernici in tutta Europa, permette ai clienti di avere un supporto continuo e affi dabile per ogni richiesta. Con l’ausilio dei sistemi tintometrici Inverama (a base acqua e solvente) e con il recente sviluppo del sistema tintometrico a polveri Inverspeed, Inver può assicurare la consegna di piccole quantità di vernice in poco tempo, con il colore richiesto dal cliente. Nei prossimi anni assisteremo a una considerevole espansione dei punti di distribuzione in Europa, che sup-porteranno gli impianti produttivi già presenti in Italia, Francia, Regno Unito, Germania, Polonia e Finlandia. Inoltre, Valspar e Inver intendono replicare questo siste-ma in tutto il mondo, in modo che le multinazionali e i clienti globali possano trarre benefi ci dalla leadership fo-calizzata sul cliente che questa organizzazione crea ovun-que essi operino, oggi e in futuro.
A Perfect Integration in the Coatings for Heavy Machinery
2
The Heavy Machinery a industry has long been focused on the use of eco-friendly coatings, such as waterborne, ultra high solids, and powder. With these types of coatings, emissions of volatile organic compounds (VOC) into the atmosphere are drastically reduced allowing compliance with environmental regulations, even for customer with high consumption of coatings.
L’industria delle macchine movimento terra e agricole è da tempo concentrata nell’uso di vernici attente all’ambiente, per esempio a base acqua, ad alto solido e in polvere. Con questi tipi di vernici, le emissioni di composti organici volatili (COV) nell’atmosfera si riducono drasticamente, raggiungendo la conformità con i regolamenti ambientali, anche per i clienti con elevati consumi di vernice.
2

SURFACE TREATMENT TECHNOLOGY

20 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Alessia Venturi,ipcm®
THE PARADISE FOR R&D IN THE AUTOMOTIVE COATING INDUSTRYIl Paradiso per la ricerca e lo sviluppo nel settore della verniciatura dell’auto
“P ardis” means “paradise” in Persian. Devoid of any religious connotation, this term refers to a utopian
peaceful place not subject to the passing of time, a garden off ering quietness and happiness. Authors like Xenophon used this word for the famous “paradise” imperial garden in Persia – the symbol of the sovereign’s ordering ability, as opposed to the chaotic rest of the world.The Pardis Innovation Centre – the world’s most important technology hub in the fi eld of automotive pre-treatment and coating systems (See Opening Photo) – is the brainchild of a visionary entrepreneur, Ali Reza Arabnia (Fig. 1), the Chairman, CEO and President of the Geico Group. He wanted to give his company and his employees a place for focusing on research and development, organising meetings with the automotive manufacturers’ representatives, and experimenting with green paint processes, but also
“P ardis” in Persiano signifi ca “paradiso” un termine che, scevro di qualsiasi connotazione religiosa, ri-
manda a un luogo utopico sereno e non soggetto al trascor-rere del tempo, un giardino caratterizzato da pace e felicità. Fonti come Senofonte usavano questo termine per indicare il famoso giardino “paradiso” imperiale persiano, simbolo
visibile della capacità ordinatrice del so-vrano, contrapposta al resto del mondo caotico.Il Pardis Innovation Centre – il polo tec-nologico più importante del mondo nel campo degli impianti di pretrattamento e verniciatura auto (rif. foto d’apertura) – è fi glio della mente di un imprendito-re visionario, Ali Reza Arabnia (fi g. 1), Chairman, CEO e Presidente del gruppo Geico, che ha voluto donare alla propria azienda e ai propri dipendenti un luogo dove fare ricerca e sviluppo, organizzare incontri con le delegazioni automobilisti-che, sperimentare processi di vernicia-tura green, ma anche un’area ricreativa
Opening Photo: Pardis Innovation Centre, the R&D facility devoted to the automotive coating sector, at Geico’s headquarters in Cinisello Balsamo (MI), Italy.
Foto d’apertura: Il Pardis Innovation Centre, il centro di ricerca specifi co per la verniciatura dell’auto, all’interno della sede Geico a Cinisello Balsamo (MI).
1
Ali Reza Arabnia, Chairman, CEO and President of the Geico Group, in the Laura’s Garden of Thoughts.
Ali Reza Arabnia, Chairman, CEO e Presidente del gruppo Geico, all’ingresso del Giardino dei Pensieri di Laura.
1

HIGHLIGHT OF THE MONTH
21 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
a recreational area where they could relax, socialise, play sports, read, and eat good food: a non-place, helping the employees better withstand the sometimes frenetic pace of this Group that, since 1963, has built automotive coating systems all over the world.“I have dedicated this place called _Laura’s Garden of Thoughts_ to my wife Laura,” Ali Reza Arabnia explained during the inauguration of the centre on 10th May 2013, “because her presence and her support have been crucial to Geico’s success. And I want to give it to my employees to return the love that I have received during these years in Italy.”Geico’s Pardis Innovation Centre has existed since 2009 as a research centre devoted to the automotive coating sector, but on the occasion of the fi ftieth anniversary of the company and of the HQ relocation to a new, futuristic seat in Cinisello Balsamo, near Milan, the laboratories (Fig. 2) have been combined with a leisure area with indoor gardens (Fig. 3), a restaurant (Fig. 4), a gymnasium, an amphitheatre (Fig. 5) for cultural events and an area devoted to literature and photography (Fig. 6) available to all employees.
dove rilassarsi, socializzare, fare sport, leggere e mangiare buon cibo: un non-luogo, dove i dipendenti possono sop-portare meglio i ritmi operativi talvolta frenetici di questo Gruppo che, dal 1963, costruisce impianti di verniciatura per auto in tutto il mondo.“Ho voluto dedicare Il Giardino dei Pensieri di Laura a mia moglie, Laura,– spiega Ali Reza Arabnia durante l’inaugura-zione del centro lo scorso 10 maggio 2013 – perché la sua presenza e il suo supporto sono stati fondamentali per por-tare Geico ai livelli dove si trova ora. E ho voluto donare quest’area ai miei dipendenti, sui quali cerco di trasferire l’af-fetto che io ho ricevuto in questi anni di attività in Italia”.Il Pardis Innovation Centre, come centro di ricerca specifi co per la verniciatura dell’auto, è presente in Geico sin dal 2009, ma in occasione del cinquantenario dell’azienda e del trasfe-rimento dell’HQ in una nuova sede di avveniristica concezio-ne a Cinisello Balsamo, alle porte di Milano, la struttura di ricerca e sviluppo (fi g. 2) è abbinata ad un’area ricreativa do-tata di giardini interni (fi g. 3), ristorante (fi g. 4), palestra, anfi -teatro (fi g. 5) per eventi culturali e area dedicata a letteratura e fotografi a (fi g. 6) a disposizione di tutti i dipendenti.
2
All the main plant engineering technologies by Geico, from the pre-treatment and cataphoresis lines to the latest generation booths, are available at the Pardis Innovation Centre.
Presso il Pardis Innovation Centre si trovano le principali tecnologie impiantistiche Geico, dalla linea di pretrattamento e cataforesi alle cabine di ultima generazione.
2
3
Laura’s Garden of Thoughts, the emotional and cultural area inside Geico headquarters.
Il Giardino dei Pensieri di Laura, l’area culturale ed emozionale della sede Geico.
4
The bistrot restaurant available to the employees.
Il ristorante bistrot a disposizione dei dipendenti.
3 4

22 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
The Paradise for R&D in the Automotive Coating Industry
The property has an area of 6,000 m2. Its construction has required an investment of 11 million Euros and eight months of work. “The coating systems are still one of the most energy-consuming ones in a car manufacturing plant,” Arabnia states. “The ultimate goal we have set for ourselves at the Pardis is to build a zero impact, self-suffi cient system by 2020.”Here, pioneering sustainable systems have been conceived, which were later adopted by the major car manufacturers that Geico provides (including Fiat, Mitsubishi, Renault, Peugeot-Citroën, Audi, Nissan, General Motors, Ford, and Qoros), and always new application concepts and targeted solutions to reduce consumption and pollutants are being designed. While in 2000 the average energy consumption of a coating plant was about 900 kW per bodywork, now Geico off ers solutions with a consumption of about 400 kW per bodywork. The company aims at designing by 2020 completely energy autonomous systems that should be highly effi cient, ensure a 70% saving on consumption (e.g. by being fl exible and adaptable to any changes in the production rates) and use 30% renewable energy from sources such as solar panels and wind energy (Fig. 7).
La struttura ha una superfi cie di 6.000 m2, ha richiesto un investimento di 11 milioni di euro e otto mesi di lavoro per la sua costruzione. “Gli impianti di verniciatura restano an-cora oggi i più grandi utilizzatori di energia in uno stabili-mento di produzione auto – spiega Arabnia – L’obiettivo fi -nale che ci poniamo al Pardis è quello di realizzare entro il 2020 un impianto autosuffi ciente a impatto zero”.Presso il Pardis Innovation Centre sono nati pioneri-stici sistemi ecosostenibili, adottati poi dalle gran-di case automobilistiche clienti di Geico (fra le qua-li Fiat, Mitsubishi, Renault, Peugeot-Citroën, Audi, Nissan, General Motors, Ford, Qoros) e sono allo stu-
dio sempre nuove implementazioni e soluzioni mirate a contenere i livelli dei consumi e degli in-quinanti. Se nel 2000 il consumo energe-tico medio di un im-pianto di vernicia-tura era di circa 900 kw per scocca, oggi la Geico off re delle soluzioni che porta-no i consumi a circa 400 kW per scocca con l’obiettivo di ar-rivare entro il 2020
a progettare impianti di verniciatura completamente autonomi dal punto di vista energetico, un’effi cienza garantita con un 70% di risparmio sui consumi (ren-dendoli, ad esempio, fl essibili e adeguati al variare dei tassi di produttivi) e con un 30% ottenuto da fonti energetiche rinnovabili come i pannelli solari e l’ener-gia eolica (fi g. 7).
5
The auditorium used for meetings as well as cultural and literary events.
L’auditorium utilizzato per incontri, riunioni, presentazioni culturali e letterarie.
6
The area devoted to reading and photography exhibitions.
L’area dedicata alla lettura e alle mostre fotografi che.
5 6
7
7
The scale model of an energy autonomous coating plant, powered by renewable sources.
Il modellino di un impianto di verniciatura completamente autonomo dal punto di vista energetico con approvvigionamento da fonti rinnovabili.
8
The car manufacturers’ delegations can see the last technological solutions developed by the company.
Le delegazioni delle case automobilistiche possono vedere le ultime soluzioni tecnologiche messi a punto dall’azienda.

HIGHLIGHT OF THE MONTH
EU
RO
MA
SK
®
ww
w.e
uro
mas
k-s
ho
p.c
om
RIS
OLV
IAM
O O
GN
I P
RO
BL
EM
A
DI
MA
SC
HE
RA
TU
RA
Azi
en
da c
on
S
iste
ma Q
ualita
’ C
ert
ifica
to
prod
otto
da
FIN
ISH
ING
GR
OU
P s
.r.l.
Via
B. C
ellin
i, 6
2002
0 So
laro
(M
I) -
Ital
ian°
verd
e 800.0
29.4
66
Tel.
+39
02
9678
0055
- 9
6910
01 -
Fax
+39
02
9678
2993
e-m
ail:
info
@eu
rom
ask-
shop
.com
The Pardis Innovation Centre will continue to be a regular destination for the major car manufacturers, for whom recurring Experiment Days are organised. More than 40 events over the last two years have gathered in Cinisello Balsamo specialists from almost all the major car companies in the world. “During an Experiment Day,” Arabnia continues, “the delegations are shown the last innovations in terms of processes and patents (Fig. 8); a brainstorming session follows to discuss the critical expectations of the customers and create work groups with the aim to fi nd the best technical solutions.” Geico – a member of the Poliefun association, which promotes the industrial culture in the surface treatment fi eld together with Politecnico di Milano – is also organising some events in collaboration with schools and universities, to make the Pardis a favoured destination of students and researchers.The fi ftieth anniversary of the company (as well as the hundredth anniversary of its partner Taikisha, established in 1913), is coinciding with a successful year. Geico has recently been chosen to build the second complete system for AvtoVAZ-Renault-Nissan in Togliattigrad, Russia, for an amount of 70 million Euros. For the same customer and in the same city, last year Geico completed a similar, 100 million dollars worth project.“Being reconfi rmed as a reference partner for the AvtoVAZ-Renault-Nissan alliance is a great satisfaction for us,” Luciano Dinatale, the Commercial Director of the Group, states. “Currently, we are key partners for some automotive companies that, over the last fi ve years, have entrusted us with four orders of great importance. The new Geico plant, with its annual production capacity of 300,000 bodyworks, will be one of the greatest ones in terms of area and production, and will be located inside the largest manufacturing centre in the world, able to handle about a million cars per year with its 140 km long production lines.”
Il Pardis continuerà ad essere meta abituale di delegazio-ni delle maggiori case automobilistiche, cui sono dedicati gli Experiment Day: oltre 40 appuntamenti nel corso de-gli ultimi due anni, che hanno portato a Cinisello Balsamo gli specialisti diquasi tutte le case automobilistiche più importanti al mondo. “Durante l’Experiment Day – pro-segue Arabnia – le delegazioni vengono accompagnate alla scoperta degli ultimi procedimenti e brevetti (fi g. 8); poi si organizzano incontri di brainstorming per indi-viduare le aspettative critiche dei clienti e organizza-re gruppi di lavoro con l’obiettivo di trovare le adegua-te soluzioni tecniche”. Geico – membro del consorzio Poliefun che sotto la guida del Politecnico di Milano promuove la cultura industriale nel settore del tratta-mento delle superfi ci – ha inoltre allo studio iniziative in collaborazione con il mondo della Scuola e delle Univer-sità, per fare del Pardis una meta privilegiata di studenti e ricercatori.Il cinquantesimo dell’azienda (nonché centenario del partner Taikisha, fondata nel 1913), sta coincidendo con un anno ricco di soddisfazioni. Geico ha infatti da poco ottenuto l’incarico di realizzare il secondo impian-to completo Avtovaz-Renault Nissan di Togliattigrad, in Russia, per un controvalore di 70 milioni di euro. Per i medesimi committenti Geico aveva portato a ter-mine lo scorso anno, nella stessa città, un altro progetto analogo da 100 milioni di dollari.“È un enorme soddisfazione per noi essere riconferma-ti come partner di riferimento per l’alleanza tra Avtovaz e Renault Nissan – commenta Luciano Dinatale, Diret-tore commerciale del Gruppo – oggi siamo interlocutori principali per case automobilistiche che negli ultimi cin-que anni ci hanno affi dato quattro commesse di assolu-ta rilevanza. Il nuovo impianto Geico, con la sua capacità
produttiva annua-le di 300.000 scoc-che, sarà uno dei più grandi in asso-luto per superfi cie e produzione, e si collocherà al’inter-no del polo produt-tivo più ampio al mondo, in grado di realizzare circa un milione di vetture all’anno su una lun-ghezza di 140 km di linee produttive”.
8

24 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Alessia Venturiipcm®
ROBOTICS AS THE MAXIMISATION OF THE PROCESS EFFICIENCY: CARRARO DRIVETECH'S INVESTMENT DECISIONSLa robotica come massimizzazione dell’effi cienza di processo: le scelte di Carraro Drivetech
L o sviluppo del Gruppo Carraro rappresenta una case history di successo di una realtà imprendito-
riale che, attraverso strategie di diff erenziazione, in-novazione ed internazionalizzazione, è divenuta una realtà multinazionale leader mondiale nel settore dei sistemi per la trasmissione di potenza (fi g. 1) altamen-te effi cienti ed eco-compatibili. Con un fatturato con-solidato 2012 di oltre 874 milioni di Euro, rappresenta una realtà manifatturiera d’eccellenza nel mondo in-dustriale italiano.Le scelte di investimento dell’azienda, dalla fi ne degli anni 90 ad oggi, sono sempre state mirate all’inter-nazionalizzazione della produzione intesa non come semplice delocalizzazione per abbattere i costi, bensì come strategia di sviluppo per garantire il doppio bi-nario manifatturiero e commerciale Italia/Estero, con logiche diverse e specifi che a seconda del paese e del mercato di riferimento.Il recente investimento in automazione e robotica fatto da Carraro Drivetech (rif. foto d’apertura), una
T he Carraro Group’s development is a successful case history of a business
that, through diff erentiation, innovation and internationalisation strategies, has become a multinational world leader in the fi eld of highly effi cient and eco-friendly power transmission systems (Fig. 1). With a consolidated turnover in 2012 of over 874 million Euros, it is a manufacturing company of excellence in the Italian industry.The investment decisions of the fi rm, from the late 1990s to today, have always been aimed at the internationalisation of the production understood not as a simple off shoring project to reduce costs, but as a development strategy to produce and trade both in Italy and abroad, with diff erent logics depending on the Country and the target market.The recent investment in robotics and automation made by Carraro Drivetech (see opening photo), one of the three business areas of the Group, on
Opening Photo: The Carraro Drivetech premises, where advanced power transmission systems are manufactured
Foto d’apertura: l’interno della factory Carraro Drivetech dove si producono sistemi all’avanguardia per la trasmissione di potenza.
© Andy Potts

FOCUS ON TECHNOLOGY
25 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
delle tre aree di business del Gruppo, sull’impianto di verniciatura di Campodarsego (PD), ha seguito pro-prio questa logica: innovare la fase di applicazione con le tecnologie più recenti per migliorare l’effi cienza di processo, rendere più competitivo lo stabilimento senza agire unicamente sulla forza lavoro, e massimiz-zare lo sfruttamento degli asset produttivi dell’azien-da garantendo ritmi produttivi elevati senza sprechi e senza fermi impianto.“A causa di scelte tecnologiche del passato – commenta Tommaso Dorigo, Process Engineering Manager di Car-raro Drivetech – il nostro impianto di verniciatura dove-va essere migliorato al fi ne di ottimizzare la produttività e massimizzare l’effi cienza. Con l’adozione della tecno-logia di applicazione elettrostatica della vernice a mez-zo di robot antropomorfi e la sostituzione della centrale vernici e di tutti i circolatori, non solo abbiamo ottenuto l’effi cienza e l’economia di processo prefi ssate ma ab-biamo anche gettato le basi per future implementazio-ni che coinvolgeranno l’intero impianto”.
Un po’ di storiaOggi Il Gruppo Carraro si compone di una holding di controllo, la Carraro Spa, articolata a sua volta in tre aree di business: Carraro Drivetech, il cui core business sono i sistemi di trasmissione; Agritalia, che si occupa della costruzione di trattori speciali per vigneto e frut-teto prevalentemente a marchio di terzi (John Deere, Claas e Massey Ferguson) con potenze fi no a 100 ca-valli; Elettronica Santerno che si occupa di elettronica di potenza sia per il settore fotovoltaico che industria-le. Più nel dettaglio Carraro Drivetech, che rappresen-ta la business area principale del gruppo, compren-de diversi stabilimenti nel mondo specializzati in sistemi di trasmissione (dall’India alla Germania, dalla Cina all’Argentina) e include anche plant focalizzati sul-la produzione di ingranaggi off highway (a Maniago, Poggiofi orito ed a Pune, in India) e di ingranaggi per al-tri settori (on highway, powertools …) negli stabilimen-ti di Padova e Suzhou, in Cina. Carraro nasce nel 1932 e si dedica inizialmente al-la produzione di seminatrici per l’agricoltura destina-te ad un mercato interregionale. A partire dagli an-ni ’50 la società entra nel mercato dei trattori agricoli (fi g. 2), con la produzione nel 1958 del primo tratto-re con il marchio “Tre Cavallini”. Tra gli anni ’70 e gli anni ’80 si compie una prima svolta nel percorso di crescita di Carraro: “Mario e Oscar Carraro hanno la grande intuizione di cambiare paradigma – spiega
the coating plant of Campodarsego (PD), Italy, has followed precisely this logic: innovating the application stage with the latest technologies to improve the effi ciency of the process, make the plant more competitive without acting solely on the workforce, and maximise the use of the company’s production assets by achieving high production rates without waste and downtime.“Because of some past technological choices,” Tommaso Dorigo, the Process Engineering Manager of Carraro Drivetech, says, “our coating system needed to be improved in order to optimise its productivity and maximise its effi ciency. With the adoption of the electrostatic application technology by means of robots and the replacement of the coating unit and of all circulators, not only have we obtained the required effi ciency and savings, but we have also laid the groundwork for the future implementations that will involve the entire plant.”
HistoryThe Carraro Group currently consists of a holding company, Carraro Spa, divided into three business areas: Carraro Drivetech, whose core business is the production of transmission systems; Agritalia, which deals with the construction of special tractors up to 100 horsepower for vineyards and orchards, mainly under third-party brands (John Deere, Claas and Massey Ferguson); and Elettronica Santerno, specialising in power electronics both for the photovoltaic and the industrial sectors. More specifi cally, Carraro Drivetech, which is the main business area of the Group, includes several plants around the world manufacturing transmission systems (from India to Germany, from China to Argentina) as well as plants focused on the production of off -highway gears (in Maniago and Poggiofi orito, Italy, and in Pune, India) and of gears for other sectors (on-highway, power tools, etc., in the premises of Padua, Italy, and Suzhou, China).Carraro was established in 1932 and, initially, focused on the production of seeders intended for an inter-regional market. In the 1950s, the company entered the market of agricultural tractors (Fig. 2) with the production of the fi rst tractor under the brand name “Tre Cavallini”, in 1958. Between the 1970s and the 1980s, there

26 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Robotics as the Maximisation of the Process Effi ciency: Carraro Drivetech's Investment Decisions
Massimiliano Franz, Responsabile Comunicazione del Gruppo – A partire dal 1973 la società si specializza nella progettazione e produzione di assali e trasmis-sioni per trattori agricoli e macchine movimento terra. Nel corso degli anni successivi le attività legate a que-sta divisione diventano il core business della società, tanto che nel 1985 Carraro diventa leader mondiale di mercato, con oltre 100.000 assali venduti”.A partire dalla metà degli anni ’80 Carraro inizia un pro-cesso di decentramento delle produzioni accessorie, at-traverso l’acquisizione e la costituzione di società spe-cializzate in attività funzionali al business principale. Si costituisce così il Gruppo Carraro.
Gli anni ’90 rappresenta-no il periodo di svolta per il Gruppo, che avvia il proprio processo di internaziona-
lizzazione. “La quotazio-ne in borsa è una scelta strategica per ottene-
re le leve fi nanziarie
necessarie per muoversi all’estero – prosegue Franz – in questo processo di internazionalizzazione la vocazio-ne di Carraro non è mai stata quella di delocalizzare per contenere i costi bensì di mantenere alta l’attenzione su ogni singolo mercato in un’ottica local for local”.A fronte della pesante crisi evidenziata in ogni mercato di riferimento ed area geografi ca a partire dall’ultimo trimestre 2008, il Gruppo si è attivato in modo tempe-stivo avviando una serie di azioni con lo scopo di capi-talizzare al meglio i propri asset in modo da trovare una rinnovata posizione competitiva all’interno dei nuovi scenari di mercato. “Sulla base di tali premesse nasce il progetto “Carraro 2.0”, un percorso strategico a supporto della fase di turnaround”, conclude Franz”.
was a turning point: “Mario and Oscar Carraro realised that it was time to change the paradigm,” Massimiliano Franz, the Communication Manager of the Group, explains. “In 1973, the company began to specialise in the design and manufacture of axles and transmissions for tractors and
earthmoving machines. Over the following years, the activities related to this sector became the core business of the company, so much so that, in 1985, Carraro became the world market leader, with more than 100,000 axles sold.”Since the mid-1980s, Carraro started an outsourcing process through the acquisition and the establishment of companies specialising in functional activities to the main business. The Carraro Group was therefore founded.The 1990s were a period of change for the Group, which started a process of internationalisation. “The stock-exchange listing has been a strategic choice to have the necessary fi nancial levers to operate abroad,” Franz continues. “In this process of internationalisation, the intention of Carraro has never been to off shore so as to contain the costs, but to focus on each market on a‘local for local basis.”In order to face the severe crisis in each target market and geographical area since the last quarter of 2008, the Group reacted in a timely manner initiating a series of actions aimed at capitalising on its assets so as to regain a competitive position in the new market scenarios. “The Carraro 2.0 project, a strategic plan to support the turnaround stage, has been created on the basis of these premises”, Franz concludes.
1
A Carraro 20.22 SI axle.
Un assale Carraro 20.22 SI.
1
© M
arco
Per
on

FOCUS ON TECHNOLOGY
27 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
Un investimento sull’effi cienza di processo“Come già accennato, l’obiettivo di massimizza-re tutti gli asset aziendali ha riguardato anche l’im-pianto di verniciatura – interviene Tommaso Dorigo. Esso è stato modifi cato in due componenti fon-damentali: i robot e il sistema applicativo. I robot precedenti, che risalivano al 1998, evidenziavano alcune diffi coltà nella programmazione e nel confe-rire stabilità e ripetibilità ai movimenti della pistola. Per tali ragioni ci siamo convinti a sostituirli e, con essi, a sostituire anche il sistema applicativo, no-nostante avesse subito un’importante modifi ca nel 2007 con il passaggio dalle vernici a solvente a quel-le vernici idrosolubili”.Con la confi gurazione precedente della parte appli-cativa dei 10 circuiti a disposizione solo 4 utilizzava-no la tecnologia elettrostatica mentre il nuovo im-pianto, progettato e fornito da Wagner, è costituito da 12 circuiti di alimentazione vernice più un circu-ito jolly per le piccole produzioni, tutti funzionanti con tecnologia elettrostatica (fi g. 3).
An investment on effi ciency“As already mentioned, the objective of maximising all the business assets also involved our coating plant,” Tommaso Dorigo adds. “Two fundamental components have been changed: the robots and the application system. The old robots, dating back to 1998, caused some diffi culties in the programming stage and in ensuring the stability and repeatability of the gun movements. That is why we have decided to replace them, together with the application system, although the latter had undergone a major change in 2007 with the transition from solvent-based to water-based paints.”With the previous confi guration of the application system, only 4 out of the 10 circuits available exploited the electrostatic technology, while the new plant, designed and supplied by Wagner, consists of 12 paint supply circuits plus an extra circuit for small productions, all working with the electrostatic technology (Fig. 3).

28 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Robotics as the Maximisation of the Process Effi ciency: Carraro Drivetech's Investment Decisions
“Abbiamo puntato sulla tecnologia elettrostatica e sul passaggio ad un sistema in alta pressione, sia nella cabina automatica che nella cabina per i ritocchi ma-nuali, per diminuire drasticamente l’overspray – spie-ga Dorigo. Sostituire i robot senza sostituire la parte applicativa o viceversa non avrebbe portato ai risulta-ti sperati: muovere un sistema applicativo con una di-rezionalità maggiore richiede anche una precisione di posizionamento più puntuale. Il nostro ritorno dell’in-vestimento, infatti, è dato dall’effi cienza di processo, intesa come recupero della vernice di overspray e di quella persa durante il cambio colore, ma anche come limitazione massima di eventuali fermi impianto a ga-ranzia di ritmi produttivi elevati”.“Il secondo obiettivo era eff ettuare la sostituzione del-la parte applicativa nel minor tempo possibile, sfrut-tando le sole due settimane di pausa estiva ad ago-sto – proseguono Tommaso Dorigo e Lorenzo Bilato,
“We have opted for the electrostatic technology and for the transition to a high pressure system, both in the automatic and in the manual booths, to dramatically reduce the overspray,” Dorigo states. “Replacing the robots without changing the application system or vice versa would have not led to the expected results: an application system with a greater directionality also requires a greater positioning accuracy. Our return on investment, in fact, results from the effi ciency of the process, understood as the recovery of the overspray paint as well as of the coating product lost during the colour changes, but also as a maximum reduction in downtime, which ensures high production rates.”“The second objective was to replace the application system in the shortest possible time, during our two-week summer break in August,” Tommaso Dorigo and Lorenzo Bilato, the Maintenance Manager,
2
Early in its history, Carraro's core business was the production of agricultural tractors.
All’inizio della sua storia industriale, il core business Carraro era la produzione di trattori agricoli.
2
© A
ndy
Pott
s

responsabile manutenzioni – In qualità di componentisti ab-biamo oltre 400 codici di pezzi diversi in produzione. La nostra produzione non è standardizzata ma altamente diversifi cata per far fronte alle esigenze dei nostri diversi clienti e alla variazione di mix produttivi dettati dalla fl essibilità richiesta dal mercato in questi anni. Non dimentichiamo, poi, che su questo impian-to di verniciatura confl uisce la produzione di altri stabilimenti Carraro. Per questo esso deve avere la massima fl essibilità in termini di numero di programmi di verniciatura diversi, numero di cambi colore, il tutto con un set up zero. Infi ne se consideria-mo la possibilità dei reparti di lavorazione meccanica di lavorare a ciclo continuo, è facilmente comprensibile come l’impianto di verniciatura debba mantenere ritmi produttivi elevati senza di-ventare un collo di bottiglia (fi g. 4)”.
AutoapprendimentoLa scelta tecnologica è ricaduta su un’azienda italiana storica nel-la fornitura di robot di verniciatura, CMA di Pradamano (UD), che ha garantito all’azienda due aspetti: la possibilità di lavorare con una programmazione dei robot anche in autoapprendimento, e il rispetto delle tempistiche di sostituzione impianti.“Grazie a delle scelte tecniche vincenti siamo riusciti a raggiun-gere due obiettivi tutt’altro che semplici – racconta Dorigo – Pro-grammare da zero i nuovi robot costituiva lo scoglio principale per il riavvio della produzione. Ciò che ci ha portato a scegliere CMA
continue. “As component manufacturers, we produce over 400 diff erent parts. Our production is not standardised, but highly diversifi ed to meet the needs of our customers and cope with the variations in the production mix due to the fl exibility required by the market. Let us not forget that this coating system also handles the products manufactured in other Carraro plants. For this reason, it must have maximum fl exibility in terms of amount of coating programs and colour changes, all with a zero set-up. Finally, if we consider the ability of the machining department to work with a continuous cycle, it is easily understandable why the coating plant must ensure high production rates without becoming a bottleneck (Fig. 4).”
Self-learningThe choice has fallen on CMA, a well-established company specialising in coating robots based in Pradamano (UD), Italy, able to ensure both the possibility to program the robots on a self-learning basis and the compliance with the schedule for the replacement of the plant.“Thanks to our winning technical choices, we have managed to achieve two far from simple objectives,” Dorigo says.

30 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Robotics as the Maximisation of the Process Effi ciency: Carraro Drivetech's Investment Decisions
era la possibilità di lavorare in autoapprendimento, oltre ad avere la modalità di programmazione punto a punto ed offl ine. Per il nostro tipo di prodotti, con un’elevata complessità superfi ciale e che richiedono movimenti particolari del cono di spruzzatura (fi g. 5), la sola modalità di programmazione punto a punto of-fl ine avrebbe richiesto un tempo molto lungo per la messa a punto di tutti i programmi, un tempo che le logiche di mercato attuali non ci concedevano. CMA ci ha fornito un sistema molto reattivo alle nostre esi-genze senza richiedere grandi competenze specifi che in termini di programmazione. In questo modo abbia-mo ripreso in poco tempo la piena operatività del no-stro impianto”.
“Programming the new robots from scratch would have been the main obstacle to the resumption of the production. We have chosen CMA because it would have provided us with a self-learning programming option besides the offl ine, point-to-point one. For our type of products, presenting a high surface complexity and requiring special movements of the spray cone (Fig. 5), the offl ine point-to-point programming would have taken a very long time for the development of all programs, which we could not aff ord due to the current market logics. CMA has provided us with a very responsive system, which does not require much expertise in programming. In this way, our plant has been back in full operation within a very short time.”
3
The new coating unit for the electrostatic application process consists of 12 paint supply circuits plus an extra circuit used for special colours and small batches.
La nuova centrale vernici per l’applicazione elettrostatica possiede 12 circuiti di alimentazione vernici e una linea jolly utilizzata per i colori speciali e i piccoli lotti.
3 © Marco Zanta

FOCUS ON TECHNOLOGY
31 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
Lavorare con programmazione punto a punto offl ine richiede competenze bene determinate sull’utilizzo dei software. Le numerose problematiche poste da un processo di verniciatura (come il comportamento dell’elettrostatica e del cono di spruzzatura, l’avvolgi-mento d-el pezzo, la copertura) obbligano a una com-plessa messa a punto fi nale della programmazione dei robot pur lavorando in anticipo sul software. Con oltre 90 programmi di verniciatura diversi, correggere ogni singolo programma in modalità punto a punto diretta-mente in linea, avrebbe signifi cato un numero troppo elevato di fermi impianto. La programmazione in au-toapprendimento si è invece rivelata la scelta miglio-re per Carraro, dal momento che le modifi che ai pro-grammi possono essere eseguite anche dal personale interno di verniciatura (appositamente formato).“Gli attuali sistemi di programmazione in autoappren-dimento forniti da CMA (fi g. 6) ci garantiscono ottima fl essibilità perché ci consentono di copiare le singole componenti valide all’interno di un programma di ver-niciatura in un’altro e, qualora ci fosse una modifi ca su una di queste componenti, essa si può ripercuotere an-che su tutte gli altri programmi che richiamano quella singola componente senza bisogno di doverli rifare tutti – spiega Cristian Nostran, responsabile dell’impianto di
The offl ine, point-to-point programming requires expertise in the use of the software package. The many challenges arising from a coating process (such as the behaviour of electrostatics and of the spray cone, the handling of the parts and their uniform coverage) result in the need for a complex robot programming process even after having previously worked on software. With over 90 diff erent coating programs, correcting each program on a point-to-point basis and directly in line would have caused an excessive number of plant stoppages. The self-learning programming option, on the other hand, has proven the best choice for Carraro, since the program changes can also be performed by the internal staff (specifi cally trained).“The current self-learning programming systems provided by CMA (Fig. 6) ensure excellent fl exibility, since they enable to copy the valid components of a coating program into another one and, if one of these components is changed, this is automatically refl ected in every relevant program,” so Cristian Nostran, the Coating Plant Manager. “Our coating programs diff er in the handling method (Fig. 7), in the cast parts’ size
4
A pair of axles exiting the coating plant.
Una coppia di assali verniciati in uscita dall’impianto di verniciatura.
4 © Marco Zanta

32 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Robotics as the Maximisation of the Process Effi ciency: Carraro Drivetech's Investment Decisions
verniciatura – I nostri programmi di verniciatura diff eri-scono in base al percorso sull’impianto (fi g. 7), alle for-me o agli ingombri diversi delle fusioni, e ancora in base alle diverse famiglie ingegneristiche: si tratta di una pro-duzione molto varia che comporta un’elevata comples-sità di gestione. Per cui Il sistema per gestire questa pro-duzione complessa deve essere semplice e fl essibile”.Le modalità di programmazione punto a punto e in offl ine comunque rimangono a disposizione per un eventuale utilizzo per programmi specifi ci che lo ri-chiedano.Per sveltire oltremodo la programmazione dei robot, i tecnici Carraro Drivetech hanno allestito un sistema di simulazione della forma dell’impianto senza movimen-
and shape, and in the relevant engineering families: it is a very diverse production involving a highly complex management. That is why the system used to manage this complex production must be simple and fl exible.”The offl ine and point-to-point programming options, however, remain available for a possible use on specifi c programs that require them.In order to further speed up the robot programming process, the Carraro Drive Tech engineers have set up a simulation system of the shape of the plant without continuous movement: in this way, it has been possible
5
The two robots installed by CMA have been self-learning programmed and ensure a perfect coating of the parts despite their high complexity.
La coppia di robot installati da CMA è stata programmata in autoapprendimento e garantisce un perfetto avvolgimento del pezzo nonostante l’elevata complessità superfi ciale dei pezzi Carraro.
5
© D
avid
e Pi
zzar
di

FOCUS ON TECHNOLOGY
33 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
to continuo: così è stato possibile creare le prime com-ponenti dei programmi prima di procedere allo sman-tellamento della linea.“Dopo 4 mesi di utilizzo intensivo dei robot siamo sod-disfatti, superato chiaramente l’avviamento dell’elet-trostatica in un regime di importanti volumi di carica”, commenta Dorigo.Come accennato più sopra, il progetto di investimento in favore dell’effi cienza di processo ha coinvolto anche la sostituzione di tutto il sistema applicativo con una nuova centrale vernici. Tutta la parte applicativa, sia i robot che i sistemi a carica diretta, sono stati realizzati in conformità con le ultime evoluzioni della normativa sull’utilizzo della tecnologia elettrostatica in cabine au-tomatiche con prodotti infi ammabili.
ConclusioniAttualmente lo stabilimento di Campodarsego (PD) di Carraro Drivetech vernicia oltre 100.000 assali e 10.000 trasmissioni l’anno con prodotti idrosolubili.Tutto il nuovo sistema è stato studiato e installato in previsione delle prossime implementazioni previste nell’impianto”.
to create the fi rst program components before proceeding to the dismantling of the line. “After 4 months of intensive use of the robots we are satisfi ed, even considering the diffi culties of the start-up stage in a large volume regime,” Dorigo says.As mentioned above, the investment project in favour of the process effi ciency has also involved the replacement of the entire application system with a new coating unit. The whole coating application part, i.e. both robots and direct-charge systems, has been designed in compliance with the regulations about the use of the electrostatic technology in automatic booths with fl ammable products.
ConclusionsCurrently, the Carraro Drive Tech plant located in Campodarsego (PD), Italy, coats over 100,000 axles and 10,000 transmissions per year with water-soluble products. The whole new system has been designed and installed in view of the upcoming implementations to the system.”
6
The investment on the automation of the application system ensures high process effi ciency.
L’investimento impiantistico sull’automazione della parte applicativa garantisce a Carraro un’elevata effi cienza di processo.
7
The masking area of the painting line.
L’area di mascheratura dell’impianto.
6 7
© D
avid
e Pi
zzar
di
© C
arra
ro D
rive
tech

34 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Alessia Venturiipcm®
CNH INDUSTRIAL: EXCELLENCE IN MANUFACTURING AND COATING SYSTEMS AS A SIGN OF ENVIRONMENTAL, SOCIAL AND CORPORATE RESPONSIBILITYCNH Industrial: l’eccellenza nei sistemi di produzione e verniciatura come segno della responsabilità ambientale, sociale e d’impresa
F ra i “grandi” che si contendono oggi il mercato mon-diale delle macchine agricole (rif. foto d’apertura),
New Holland Agricolture è uno dei più rilevanti, forte anche della propria ampia storia e della presenza glo-bale come full liner. L’obiettivo di fornire ai clienti un pacchetto di soluzioni completo, che comprende il fi -nanziamento all’acquisto di macchinari e servizi con-nessi, l’assistenza post vendita, i ricambi e la professio-nale consulenza di più di 2000 dealer in oltre 170 Paesi nel mondo sono i capisaldi che affi ancano un’off erta prodotto di primo rilievo, dai trattori compatti alle alte potenze, dalle macchine da raccolta alle presse traina-te, dal cingolato alla vendemmiatrice semovente.Lo stabilimento CNH Industrial Italia Spa di Jesi contri-buisce dal 1977 al successo di New Holland, producen-do oggi tutti i trattori speciali venduti nel mondo, i cin-golati e buona parte dei trattori di media potenza.
N ew Holland Agriculture is one of the major companies currently vying for the world market
of agricultural machinery (Ref. Opening Photo), also on the strength of its history and of its global presence as a full liner. The goal of providing its customers with a total solutions package – including loans for the purchase of machinery and related services, after sales and spare parts services and the professional advice of more than 2,000 dealers in over 170 countries worldwide – is a cornerstone that combines with a fi rst class product range, from compact to high power tractors, from harvesting machinery to presses, from caterpillar tractors to grape gathering machines.The plant of CNH Industrial Italia Spa in Jesi contributes to the success of New Holland since 1977, now producing all the special tractors sold worldwide, caterpillar tractors and most medium power tractors.
Opening Photo:A new Holland Agricolture Tractor.
Foto d’apertura:un trattore della gamma New Holland Agricolture.
© CNH Industrial Italia Spa

FOCUS ON TECHNOLOGY
35 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
Operando su 185.000 metri quadri, e con circa 1.000 di-pendenti, lo stabilimento di Jesi assembla mediamente 25.000 trattori l’anno articolati fra 12 diverse famiglie di prodotto. Ogni trattore viene allestito secondo le scelte del cliente, che può combinare centinaia di option fra le 11.000 gestite dallo stabilimento, in modo da soddisfare nel modo più effi cace le proprie esigenze (fi g. 1).“Quello di Jesi si distingue fra i 3 stabilimenti trattori europei, oltre che per importanza dei volumi, anche per complessi-tà e fl essibilità delle linee produttive. CNH Industrial Italia adotta la metodologia del World Class Manufacturing1 che migliora l’effi cienza, riduce gli sprechi, riduce i costi e aumenta la qualità di tutti i processi produttivi” spiega Santi Cugno, Jesi Plant Manager, (fi g. 2) che ci ha accol-to per una visita dello stabilimento produttivo e dell’im-pianto di verniciatura - alla base dell’investimento in una tecnologia di applicazione della vernice all’avanguardia vi è proprio la necessità di realizzare effi cienze di processo
1 La metodologia TPM (Total Productive Maintenance), la logiche Lean Manufacturing (Produzione snella) ed il Total Quality Management sono la base del W.C.M (World Class Manufacturing) che si diff erenzia da questi in quanto alla base della scelta delle strategie e degli impianti “critici” vi è il cosiddetto Cost Deployment. Ciò signifi ca aff rontare le problematiche (manutentive, logistiche, qualitative, di sicurezza, organizzative) sulle base della loro incidenza economica. Le attività di tutti i team sono orientate alla realizzazione di progetti (Kaizen) i cui obiettivi sono: zero difetti, zero guasti, zero sprechi e zero magazzino, fi nalizzate ad una generale riduzione dei costi dello stabilimento. – Fonte Wikipedia
With an area of 185,000 square metres and approximately 1,000 employees, the plant of Jesi assembles an average of 25,000 tractors a year divided into 12 diff erent product families. Each tractor is built according to the choices of the customers, who can combine hundreds of options among the 11,000 off ered by the fi rm, so as to meet their needs in the most eff ective way (Fig. 1).“The factory of Jesi stands out among the three European plants manufacturing tractors, as well as for the production volumes, for the complexity and fl exibility of its production lines. CNH Industrial Italia applies the World Class Manufacturing principles1, which improve effi ciency, reduce waste, cut costs and increase the quality of all production processes,” so Santi Cugno, the Jesi Plant Manager (Fig. 2), who has welcomed us for a tour of the factory and of the coating plant. “Behind our investment in a cutting-edge application technology there is precisely the need to
1 The TPM (Total Productive Maintenance) method and the Lean Manufacturing and Total Quality Management concepts are the basis of the W.C.M (World Class Manufacturing) program, which diff ers from these in that behind the “critical” choices in terms of strategies and plant engineering there is the so-called Cost Deployment. Any problem (regarding maintenance, logistics, quality, safety, and organisation) is tackled on the basis of its economic impact. The activities of all teams are project-oriented (Kaizen) and their objectives are zero defects, zero failures, zero waste and zero inventory, aiming at a general reduction in the costs of the plant. – Source Wikipedia
1
A bird’s eye view of the assembly shop of the CNH Industrial Italia in Jesi (AN).
Una panoramica del reparto di assemblaggio dello stabilimento CNH Industrial Italia di Jesi (AN).
1© IPCM F. Stucchi

36 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Cnh Industrial: Excellence in Manufacturing and Coating Systems as a Sign of Environmental, Social and Corporate Responsibility
in termini di consumi di prodotto verniciante, di energia impiegata e, di rifl esso, di ottenere dei benefi ci ambienta-li in termini di emissioni in atmosfera nonché di sicurezza dell’operatore”. Lo studio per capire quale fosse la tecnologia più idonea per raggiungere questi due risultati impegnativi, conside-rando le diffi coltà legate alla forma complessa dell’oggetto da trattare, è stato fatto da Verind di Rodano (MI), parte del Gruppo tedesco Dürr.“L’azienda ci ha fornito un sistema, specifi co per la tipolo-gia del nostro manufatto, che integra l’applicazione in elet-trostatica ad alta effi cienza di trasferimento modulante in tensione e corrente, con sistemi automatici per il dosag-gio e la miscelazione di prodotti vernicianti bicomponen-te con tecnologia “coriolis” - esordisce Teodosio De Bonis, Manufacturing Engineer (fi g. 2).
La nascita di un trattoreIl processo produttivo dello stabilimento di Jesi si articola su sei diverse linee di assemblaggio (fi g. 3) che realizzano le trasmissioni (fi g. 4), le cabine e l’assemblaggio fi nale dei trattori New Holland (fi g. 5).Il trattore prende forma dalla trasmissione, su cui viene as-semblato il motore FIAT Power Train, garanzia di prestazio-ni e di rispetto per l’ambiente, e l’assale anteriore prodot-
achieve process effi ciencies in terms of consumption of coating product and energy used, and, consequently, to achieve environmental benefi ts in terms of emissions as well as safety.” The study to identify the most suitable technology to achieve these two challenging goals, also considering the diffi culties related to the complex shape of the objects to be treated, has been carried out by Verind, a company based in Rodano (MI), Italy, belonging to the German Dürr Group.“The company has provided us with a custom-tailored system that integrates the high transfer effi ciency electrostatic application, featuring adjustable voltage and current, with automatic systems for the dosing and mixing of two-component coatings by exploiting the Coriolis eff ect,” Teodosio De Bonis, the Manufacturing Engineer, says (Fig. 2).
Construction of a tractorThe manufacturing process at the plant of Jesi is organised in six diff erent assembly lines (Fig. 3) devoted to the production of transmissions (Fig. 4) and cockpits and to the fi nal assembly of the New Holland tractors (Fig. 5).The tractor takes shape starting with the transmission, on which a FIAT Power Train motor, ensuring excellent performance and respect for the environment, and
2
On the right Santi Cugno, Plant Manager, with Teodosio De Bonis, Manufacturing Engineer of CNH Industrial Italia SpA, Jesi plant.
A destra Santi Cugno, Plant Manager con Teodosio De Bonis, Manufacturing Engineer di CNH Industrial SpA, stabilimento di Jesi.
2 © IPCM F. Stucchi

FOCUS ON TECHNOLOGY
37 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
to nello stabilimento CNH Industrial di Modena; questo “corpo” trattore (fi g. 6) viene quindi verniciato insieme ai componenti principali in sequenza con l’assemblaggio, uti-lizzando un processo robotizzato che garantisce l’ottimiz-zazione della copertura attraverso quasi 600 programmi diversi in grado di riconoscere le possibili combinazioni di option dello specifi co ordine cliente.Si producono mediamente 110 trattori al giorno, movi-mentando ed assemblando oltre 20.000 diversi compo-nenti; ogni addetto linea verifi ca e certifi ca la qualità delle operazioni e liste di controllo dinamiche supportano il col-laudo al 100% dei prodotti fi niti (conformità, funzionalità e delibera fi nale – fi g. 7) prima di essere consegnati ai clienti.
Una fi nitura di livello automotive“Rispetto ai tradizionali processi di verniciatura impie-gati nell’ambito del movimento terra e delle macchine agricole il nostro si avvicina molto di più al processo classico impiegato nel settore auto – riprende Teodosio De Bonis – Il ciclo si compone di due mani: primer + topcoat bicomponenti con applicazione elettrostatica in alta tensione. La scelta dell’applicazione elettrostati-ca è una scelta di qualità e di effi cienza, per aumentare il trasferimento della vernice sul pezzo e per avere una maggiore uniformità di spessori su tutta la superfi cie della macchina”.“Verniciamo quella che viene defi nita drive line o cor-po trattore – prosegue Teodosio De Bonis – ossia tut-
a front axle produced by the CNH Industrial plant of Modena are assembled. The “body” of the tractor (Fig. 6) is then coated together with all the major components in sequence, using a robotic process that ensures optimal coverage through nearly 600 diff erent programs able to identify the combination of options chosen by the specifi c customer.About 110 tractors are produced every day by handling and assembling more than 20,000 diff erent components. Each operator verifi es and certifi es the quality of the process; dynamic checklists are used for a 100% inspection of the end products (compliance, functionality and fi nal resolution – Fig. 7) before delivery.
Automotive level fi nish“Compared to the conventional coating processes used in the fi eld of earthmoving and agricultural machinery, ours is much closer to the typical process employed in the auto industry,” Teodosio De Bonis continues. “The system consists of two coats: primer + top coat, both two-component products, with high-voltage electrostatic application. The choice of the electrostatic application technique ensures quality and effi ciency, improves the transfer of the coating on the workpiece and results in a greater uniformity of thickness on the whole surface of the machine.”“We paint the so-called drive-line, or tractor body,” Teodosio De Bonis adds, “that is, the entire mechanical
3
The beginning of the assembly of the driveline. Engines, accessories, valves, tubes and loader will be mounted on the die casts.
L’inizio dell’assemblaggio del corpo trattore con i corpi fusione su cui saranno montati motori, accessori, valvole, tubazioni e caricatori.
4
The gear box at the beginning of its assembly.
La trasmissione all’inizio dell’assemblaggio.
3 4
© IP
CM F
. Stu
cchi
© IP
CM F
. Stu
cchi

38 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Cnh Industrial: Excellence in Manufacturing and Coating Systems as a Sign of Environmental, Social and Corporate Responsibility
ta la parte di meccanica che va a costituire il trattore. La diff erenza sostanziale rispetto al settore dell’auto, che si trova a verniciare superfi ci sostanzialmente “piane”, continue e regolari – se escludiamo le curvature di pa-rafanghi, taglio dei vetri e delle luci, e del cofano – è che la nostra macchina è costituita da corpi di fusione su cui sono applicati accessori quali motori, tubazioni rigide in metallo per il trasferimento dei fl uidi vettori, valvole di distribuzione, e appendici come caricatori frontali o po-steriori. La complessità delle forme, dunque, è notevole e la presenza di anse, in positivo e negativo, molto alta (fi g. 8). Per poter ottenere il grado di copertura della su-perfi cie richiesta oggi dal mercato come indice di qualità con una spruzzatura tradizionale rischieremmo di con-sumare quantità spropositate di prodotto verniciante. Questo sarebbe in contrasto con la logica del World Class Manufacturing che guida la nostra produzione. Vi è poi un discorso di effi cienza energetica e di emissioni: minori consumi di prodotto generano minori emissioni interne ed esterne; minori consumi di energia comportano una riduzione dell’impronta al carbonio del nostro impianto”.“Dobbiamo poi garantire sia l’aspetto estetico che le pre-stazioni di resistenza delle nostre macchine – interviene Santi Cugno – ciò signifi ca controllare accuratamente lo spessore del fi lm applicato. Va sempre ricordato che le no-stre macchine operano in un contesto aggressivo quindi la garanzia dell’aspetto estetico e della brillantezza è fonda-mentale perché il cliente è sempre più attento alla com-ponente estetica anche per la macchina “da lavoro”, ma dobbiamo soprattutto garantire la protezione dei compo-nenti. Questa duplice sfi da ci ha portato ad andare oltre lo standard con la tecnologia di applicazione. I risultati otte-nuti oggi dimostrano che abbiamo avuto ragione”.
part of the machine. The main diff erence with the auto sector, in which the surfaces to be coated are “fl at”, continuous and regular (if we exclude the curves of mudguards, windows, lights and bonnets), is the fact that our machines consist of casting bodies on which accessories such as motors, metallic rigid pipes for operating fl uids, distribution valves, and front or rear loaders are applied. The complexity of shapes is therefore considerable and the presence of curves very high (Fig. 8). In order to obtain with a conventional spray coating process the degree of surface coverage currently required by the market as a quality index, we would run the risk of consuming huge amounts of paint. This would be contrary to the World Class Manufacturing logic. Finally, also aspects such as energy effi ciency and emissions must be taken into consideration: the lower the consumption of coating product, the fewer the internal and external emissions; the lower the energy consumption, the lower the carbon footprint of our plant.”“We also need to guarantee both the aesthetic and the resistance performance of our machines,” Santi Cugno states. “This results in the need to accurately control the thickness of the applied fi lm. We should always remember that our machines operate in harsh environments, so much so that the look and the gloss are crucial aspects, since the customers are always more attentive to the aesthetics of work machines. On the other hand, we must above all ensure the protection of our components. This dual challenge has led us to go beyond the standard in terms of application technology. The results now show that we were right.”
5
At the Jesi plant the complete assembly of the tractors takes place.
Lo stabilimento di Jesi si occupa dell’assemblaggio fi no al trattore fi nito.
6
The complete drive line, i.e. the combination of gear box, axle, and engine, once painted.
La drive line completa verniciata, ossia l’insieme di trasmissione, assale e motore.
5 6
© IP
CM F
. Stu
cchi
© IPCM F. Stucchi

FOCUS ON TECHNOLOGY
Il ciclo di verniciaturaDopo un pretrattamento a quattro stadi (prelavag-gio, lavaggio alcalino, risciacquo con acqua di re-te e risciacquo con acqua demineralizzata), il cor-po trattore transita in un forno di asciugatura (fi g. 9) e in una cabina di soffi atura per eliminare qualsia-si residuo d’acqua. Dopo un’accurata mascheratura (il corpo motore assemblato è particolarmente com-plesso e molte componenti non devono essere rico-perte dalla vernice), il processo di applicazione della fi nitura si snoda in due fasi: applicazione del primer (fi g. 10) con spessore di 50 μm, appassimento di circa 15 minuti, applicazione dello smalto con spessore di 50 μm e polimerizzazione in forno convenzionale ad aria calda per circa 45 minuti a 70°C. L’impianto appli-ca prevalentemente un colore, il dark grey ma è pre-vista anche l’applicazione di colori speciali a richiesta.L’intero processo di applicazione è automatizzato: una stazione di codifi ca all’ingresso della cabina asse-gna il codice di programma di verniciatura alle appa-recchiature di applicazione; un manipolatore (fi g. 11)
Coating systemAfter a four-stage pre-treatment process (pre-washing, alkaline washing, rinsing with fresh water and rinsing with demineralised water), the tractor body passes through a drying oven and (Fig. 9) an air blowing chamber to remove any residual water. After a careful masking operation (the assembled engine body is particularly complex and many components must not be coated), the fi nishing process occurs in two steps: application of the primer with a thickness of 50μm, fl ash off for about 15 minutes, application of the enamel layer (Fig. 10) with a thickness of 50 μm, and polymerisation in a conventional hot air oven for about 45 minutes at 70°C. The system usually applies a dark grey colour, but other special shades can be applied on request.The entire application process is automated: an encoding station at the entrance of the booth sends the coating program code to the application devices; a manipulator (Fig. 11) coats the lower part of the tractor body, while two robots coat its sides.
www.olpidurr.it
DÜRR:
Tutti i nostri sforzi sono rivolti a portare vantaggi al cliente. La nostra efficienza ha come risultatola sostenibilità: meno energia, meno acqua, menovernice e meno CO2.

40 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Cnh Industrial: Excellence in Manufacturing and Coating Systems as a Sign of Environmental, Social and Corporate Responsibility
vernicia la parte inferiore del corpo trattore mentre due robot antropomorfi (fi g. 12) verniciano la fi an-cata. “Da specifi ca dobbiamo garantire un minimo di 70-80 μm di spessore – spiega De Bonis – data la com-plessità di alcune superfi ci sul corpo trattore avremo punti con 70 μm e punti con 100 μm, fermo restando che la brillantezza deve essere perfettamente unifor-me tanto quanto nel settore auto”.
La scelta tecnologicaL’alto grado di stabilità e qualità di fi nitura richie-sto ad un prodotto verniciante a due componenti (2K) è assicurato dall’elevata precisione e affi dabili-tà dell’apparecchiatura di dosaggio e miscelazione in-stallata.Queste caratteristiche di processo sono soddisfatte con l’impiego di una specifi ca tecnologia Verind che prevede fl ussimetri “coriolis” (fi g. 13), in grado di ga-rantire un controllo totale dei parametri di dosaggio e miscelazione (fi g. 14).Questa tecnologia assicura importanti vantaggi ri-spetto ai sistemi con fl ussimetri ad ingranaggi quali:
“As per specifi cations, we have to ensure a minimum thickness of 70-80 μm,” De Bonis explains. “Given the complexity of some surfaces, on the body of the tractor there will be areas with a coating thickness of 70 μm and areas with a thickness of 100 μm, it being understood that the gloss should be perfectly uniform, as much as in the automotive industry.”
Technological choicesThe high degree of stability and fi nishing quality required for the two-component coatings (2K) is ensured by the high accuracy and reliability of the dosing and mixing equipment installed. These process requirements are met with the use of a specifi c technology by Verind with Coriolis fl ow metres (Fig. 13), able to ensure a total control of the dosing and mixing parameters (Fig. 14).This technology provides important advantages compared to the systems with gear fl ow metres, such as:
7
The key moment of the production process: At the end of the functional test, the machine is started by the specialized staff and driven to the fi nal test area before the delivery.
Il momento clou della produzione: al termine del collaudo di tutte le funzionalità del trattore, la macchina viene messa in moto dal personale specializzato e portata alla zona di delibera fi nale prima della consegna.
7© CNH Industrial Italia Spa

FOCUS ON TECHNOLOGY
41 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
FOCUS ON TECHNOLOGY
• assenza di elementi in rotazione a contatto con le vernici
• assenza di usura nei componenti di misura• assenza di manutenzione• lavaggio e cambio colore ottimale• misura della temperatura e densità per il canale com-
ponente A e B• alta affi dabilità e stabilità• assenza di stress sui prodotti vernicianti.L’applicazione elettrostatica con generatori di ultima generazione avviene con ciclo automatico ad intermit-tenza. La generazione di un campo elettrostatico for-te e ben distribuito è assicurata dal generatore Verind EcoHTG500 che comprende la parte elettronica di con-trollo e/o unità innalzatrice alta tensione. L’unità è con-fi gurata nella funzione di lavoro a corrente o tensione costante con valori sino a 500 microamp e 100 KV.
• absence of rotating elements in contact with the coating
• no wear in the measurement components• no maintenance needed• optimum washing and colour change operations• measurement of temperature and density for the
components A and B• high reliability and stability• no stress on the coating products.The electrostatic application with generators of the latest generation occurs with an automatic, intermittent cycle. The generation of a strong and homogeneous electrostatic fi eld is ensured by the Verind EcoHTG500 generator, which includes an electronic control component and/or a high voltage riser unit. The unit is confi gured to work at a constant voltage or current with values up to 500 microamps and 100 KV.
8
The complex shapes of the drive line is clearly visible in this close up.
La complessità delle forme della drive line è ben evidente in questo primo piano.
9
The tractors’ body hanged on the painting installation proceed from the pre-treatment tunnel to the drying oven.
I corpi trattore appesi sulla linea di verniciatura transitano dal tunnel di pretrattamento ad immersione al forno di asciugatura.
10
The fi rst automatic spray booth for the primer application.
La prima cabina automatica di applicazione del primer.
8
10
9
© IP
CM F
. Stu
cchi
© IPCM F. Stucchi
© IPCM F. Stucchi

42 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Cnh Industrial: Excellence in Manufacturing and Coating Systems as a Sign of Environmental, Social and Corporate Responsibility
“Come già accennato i metodi WCM richiedono più ef-fi cienza anche in termini di consumi di energia e di emissioni – spiega De Bonis – una delle soluzioni è sta-ta optare per una generazione dell’elettrostatica solo nel
momento in cui l’aerografo automatico è pronto ad ero-gare prodotto e non durante i trasferimenti fra un percor-so di verniciatura e l’altro. Ci sono, infatti, dei momenti in cui l’applicazione non è abili-tata a verniciare e in quel mo-mento non ha senso generare tensione. Ciò ha ricadute po-sitive misurabili sui consumi, sulla riduzione delle morchie in cabina, ma anche sulla sicu-rezza del personale che lavora sull’impianto perché si tratta di una tecnologia secondo le normative ATEX e si riducono al minimo necessario i rischi legati alla presenza di alta ten-sione”.“Per concludere i vantaggi che abbiamo ottenuto e che sono
misurabili dall’installazione di queste due nuove tecno-logie applicative sono una marcata riduzione dei consu-mi di vernice e un miglioramento dell’aspetto estetico e della resistenza della verniciatura grazie a una miglio-re distribuzione degli spessori rispetto al passato. In una parola: effi cienza di processo estrema che si rifl ette su ambiente e costi ma che non signifi ca minore qualità”.
“As already mentioned, the WCM principles require more effi ciency also in terms of energy consumption and emissions,” De Bonis explains. “That is why we have opted for the generation of an electrostatic fi eld only when the automatic airbrush is ready to dispense the coating product and not during the transfers between one process step and another. In fact, when the tractor is not being coated, generating voltage does not make sense. This has measurable positive eff ects on consumption, on the reduction of sludge in the booth, but also on the safety of the operators, since this is a technology in compliance with the ATEX standards, minimising the risks related to the presence of high voltage.”“In summary, the measurable advantages that we have obtained with the installation of these two new application technologies are a signifi cant reduction in the consumption of paint and an improvement in terms of look and resistance of the coating, thanks to a better distribution of the thickness compared to the past. In a word: a high process effi ciency that has an impact on the environment and our costs, but that does not result in lower quality.”
11
Close-up of the robot that paints the lower part of the tractor body.
Un dettaglio del manipolatore che vernicia la parte inferiore del corpo trattore.
12
The very high transfer effi ciency allowed by Verind electrostatic technology is clearly visible: The overspray is almost zero.
È evidente l’altissima effi cienza di trasferimento garantita dalla tecnologia elettrostatica Verind: l’overspray è praticamente nullo.
13
The “Coriolis” mixing devices the featured by MixVer dosing and mixing equipment manufactured by Verind.
I miscelatori “Coriolis” contenuti nell’apparecchiatura di miscelazione e dosaggio MixVer di Verind.
11 12
13
© IP
CM F
. Stu
cchi
© IP
CM F
. Stu
cchi
© Verind

FOCUS ON TECHNOLOGY
43 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
ConclusioniL’evoluzione del trattore, come macchina polivalente per le aziende agricole e gli allevatori, continua da quasi 120 anni in un continuo processo di affi namento che lo rende sempre più confortevole, sicuro, performante e ecocompatibile. Al pari della tecnologia “di prodotto”, anche la tecnologia di produzione evolve seguendo le stesse ispirazioni.“Oggi la fi losofi a del World Class Manufacturing mirata ad aumentare effi cienza e qualità attraverso la fi losofi a del miglioramento continuo anche a livello di verniciatura, ad esempio, ha portato all’ottimizzazione delle procedure e della formazione degli operatori – conclude Santi Cugno – operatori che, utilizzando i Kaizen, attaccano ogni fase del processo, eliminando perdite e elevando i livelli qualitati-vi. Per mantenere vivo il focus sul processo di verniciatura dobbiamo porci delle nuove sfi de: le prossime potrebbero riguardare l’adozione dei prodotti all’acqua o dei recenti ci-cli monolayer, sempre nell’ottica dell’effi cienza e del rispet-to per l’ambiente. Questo è un semplice esempio della ri-cerca costante verso l’eccellenza che i clienti New Holland chiedono e apprezzano nei nostri prodotti”.
ConclusionsThe evolution of the tractor as a multi-purpose machine for farmers and breeders has been continuing for nearly 120 years in a constant refi nement process that is making it more and more comfortable, safe, effi cient and environmentally friendly. And, like the product technology, also the production technology is evolving in the same direction.“The World Class Manufacturing philosophy, aimed at increasing effi ciency and quality through a continuous improvement also in terms, for example, of coating process, has led us to the optimisation of procedures and training programs,” Santi Cugno concludes. “Using the Kaizen method, each process stage is perfected, eliminating the losses and raising the quality levels. To keep the focus on the coating process, we must now set ourselves new challenges: maybe, the adoption of water-based products or of the recent one-layer systems, always with a view to effi ciency and respect for the environment. This is a simple example of the constant strive for excellence that New Holland’s customers require and appreciate in our products.”
14
The technology installed by Verind at CNH is derived from the automotive industry and is one of the most advanced technologies in the fi nishing industry. It perfectly completes a “green plant” concept for an effi cient and environmentally friendly painting.
Quella installata presso il gruppo CNH da Verind è una tecnologia di derivazione automotive fra le più aggiornate ed innovative nel settore della fi nitura. Essa si integra perfettamente in un progetto di “green plant” per una verniciatura effi ciente e a basso impatto ambientale.
14
14© Verind

44 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Francesco Stucchiipcm®
HIGH PERFORMANCE PRODUCTS FOR COATING PHOTOGRAPHIC EQUIPMENTAlte performance per la verniciatura di prodotti per la fotografi a
L a verniciatura industriale di piccoli componenti ha sempre riscontrato problematiche non indiff erenti a
causa della diffi coltà nella gestione dei pezzi durante le operazioni di fi nitura. Visa Impianti di Tregasio di Triuggio (MB) ha dimostrato di essere in grado di superare anche le problematiche più complesse con la progettazione di un impianto di verniciatura a polvere per prodotti alta-mente tecnologici come quelli rientranti nei settori video e fotografi a, installato presso lo stabilimento della socie-tà Manfrotto di Feltre (BL)Manfrotto è un marchio storico italiano: la società fu fondata da Lino Manfrotto con altri due soci nel 1972. Nel 1989 è entrata a far parte di Vitec Group.«Vitec Group – ci spiega Andrea De Danieli, Industrial Engineering and Facility Manager (fi g. 1) – è un gruppo in-ternazionale, quotato alla borsa di Londra, fornisce prodot-ti a clienti che operano nei settori Broadcast & Video, fo-tografi co e militare, e i mercati Aerospace & Government. Lino Manfrotto srl, in particolare, è una delle società della divisione Imaging del gruppo, divisione che si occupa della progettazione, produzione, distribuzione di attrezzature e accessori per la fotografi a e il video (fi gg. 2 e 3).
T he industrial coating of small components has always encountered signifi cant problems due to diffi culties in
the handling of parts during the fi nishing operations. Visa Impianti, an Italian company based in Tregasio di Triuggio (MB), has proven to be able to overcome even the most complex problems by designing its powder coating plant for high-tech products, such as those from the video and photography sector, installed at the premises of Manfrotto, in Feltre (BL), Italy.Manfrotto is a well-known company in Italy. It was established by Lino Manfrotto with two partners in 1972; in 1989, it became part of the Vitec Group.“Vitec Group,” Andrea De Danieli, the Industrial Engineering and Facility Manager of Manfrotto (Fig. 1), says, “is an international group listed on the London Stock Exchange, which provides products to customers from the Broadcast & Video fi elds, photography and military industries, and to the Aerospace & Government markets. Lino Manfrotto Srl, in particular, is one of companies of the Group’s Imaging division. This division deals with the design, production and distribution of devices and accessories for photography and video (Fig. 2 and 3).”
© Manfrotto

FOCUS ON TECHNOLOGY
45 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
La produzioneManfrotto ha mantenuto circa l’80% della sua produzione in Italia. Solo una piccola parte della produzione è eff ettuata all’estero.L’uffi cio tecnico che progetta e sviluppa i prodotti si trova a Bassano del Grappa (VI); questi vengono poi realizzati nel-lo stabilimento di Feltre (BL). Uno dei mercati di elezione di Manfrotto è quello americano, dove è leader nel mondo della fotografi a sia professionale che amatoriale.Lo stabilimento produttivo di Feltre presenta sette unità: una è dedicata alla progettazione, costruzione e manutenzione di stampi per iniezione, pressofusione o conchiglia di alluminio o magnesio e plastica.
“Il classico treppiede è co-stituito dalla testa e dalle gambe in alluminio o car-bonio e dai vari componen-ti – prosegue De Danieli. Internamente non abbia-mo né il reparto fonde-ria né la produzione del tubo ma siamo proprie-tari degli stampi che for-niamo alle fonderie del Nord Italia. Internamen-te prepariamo, sbavia-mo e puliamo le superfi -
ci delle fusioni e procediamo a una prima lavorazione e alla verniciatura. Se richiesto, procediamo a un’ulte-riore lavorazione post-verniciatura: trattiamo i fi letti e sottoponiamo tutte quelle geometrie particolari di par-ti utili a raccogliere interferenze, tipo cuscinetti o altro, a lavorazioni meccaniche di precisione su centri di la-voro CNC. Abbiamo anche un’unità che si occupa del-la lavorazione dei tubi: riceviamo il tubo di carbonio o alluminio o acciaio in barre di 6 metri che vengono poi tagliate e lavorate per creare fori, fi letti, deformazioni e quant’altro. A questo punto del processo le fusioni e i tubi sono inviati all’assemblaggio: due unità produttive sono dedicate a questa operazione, uno si occupa di as-semblare i treppiedi, l’altra di assemblare le teste”.
L’importanza del coloreNella sede di Feltre vengono creati i prodotti per due marchi: Manfrotto, quello storico, e Gitzo, particolar-mente rinomato per la qualità e ricercatezza delle fi ni-ture e dei materiali utilizzati, come il tubo in carbonio. La qualità di Gitzo è ben al di sopra dello standard, già a partire dalla lavorazione meccanica e dall’assem-
ProductionManfrotto has kept about 80% of its production in Italy. Only a small range of products has been manufactured abroad.The technical department that designs and develops all the products is located in Bassano del Grappa (VI), while the manufacturing plant is in Feltre (BL). One of the main markets for Manfrotto is the American one, where it is a leader in both the professional and the amateur photography fi elds.The manufacturing plant of Feltre has seven units. One of them is devoted to the design, construction and maintenance of moulds for injection moulding as well as aluminium or magnesium and plastic die casting.“A classic tripod consists of aluminium or carbon head and legs, plus various components,” De Danieli continues. “We do not deal in-house neither with the casting nor with the production of tubes, but we own the moulds used by the foundries of Northern Italy on which we rely. On the other hand, we prepare, deburr and clean in-house the surfaces of the die-cast parts and we deal with a fi rst processing and with the coating operations. If required, we also perform a post-coating process: we treat the threads and subject the components with the most complex shapes, such as bearings, to precision machining operations using CNC machines. We also have a unit that deals with the tube processing: we receive the carbon or aluminium or steel tubes as 6 metre long bars, which are then cut and processed to produce holes, threads, deformations and so on. At this point of the process, the castings and the tubes are sent to the assembly stations: two production units are devoted to this task, one dealing with the assembly of the tripods, and the other one with the assembly of the heads.”
The importance of colourThe plant of Feltre manufactures products for two brands: Manfrotto, the original one, and Gitzo, a particularly renowned brand for the quality of the fi nishes and the materials used, such as carbon tubes. Gitzo’s quality is well above the standard, starting from the mechanical machining and the assembly of the
1
Andrea De Danieli, the Industrial Engineering and Facility Manager of Manfrotto.
Andrea De Danieli, Industrial Engineering and Facility Manager di Manfrotto.
1
© IP
CM F
. Stu
cchi

46 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
High Performance Products for Coating Photographic Equipment
blaggio: mentre per i prodotti a marchio Manfrotto si fa riferimento a dei parametri statistici di qualità, i pro-dotti a marchio Gitzo sono controllati uno per uno dopo la verniciatura e prima dell’assemblaggio.Per tutti i prodotti il ruolo della fi nitura è fondamentale. “Per i prodotti a marchio Gitzo utilizziamo una vernice a pol-vere particolare, che noi chiamiamo “Noir Decor” e che ca-ratterizza questo brand. I prodotti del brand Manfrotto sono invece caratterizzati da una fi nitura nera raggrinzata – spie-ga De Danieli - Questa scelta di colore è dettata da aspet-ti tecnici legati alla fotografi a. Per la nostra serie di prodotti amatoriali possiamo mettere sul mercato dei treppiedi co-lorati, ma un professionista non acquisterà mai un prodotto del genere, perché il colore dell’attrezzatura è un elemento fondamentale e determinante: deve essere il meno rifl et-tente possibile e non deve compromettere la gestione della luce da parte del fotografo” conclude De Danieli.
Criticità della fase di verniciaturaA parte le gambe in alluminio e carbonio e le viterie, il 90% dei prodotti Manfrotto in alluminio e magnesio è verniciato. Le gambe sono fi nite con ossidazione anodi-ca, demandata all’esterno. Il resto è verniciato in un uni-co impianto situato nello stabilimento di Feltre, in funzio-ne a partire dall’aprile 2013. Il progetto di portare la verniciatura all’interno dell’azien-da nacque circa 3 anni fa. In precedenza, l’azienda si ser-viva di un unico terzista, poi affi ancato da un secondo. La scelta dell’insourcing per l’operazione di verniciatura è nata dalla volontà di ridurre a cinque giorni la tempistica di realizzazione del prodotto dal momento dell’arrivo del pezzo fi no alla consegna: cioè lavorazione pre-verniciatu-ra, verniciatura e lavorazione post-verniciatura.
components: while, for the Manfrotto branded products, statistical parameters of quality are considered, the Gitzo branded ones are checked one by one after coating and before assembly.For all products, however, the role of the fi nish is critical. “For Gitzo, we use a special powder coating that we call “Noir Decor” and that characterises this brand. The products of the brand Manfrotto, on the other hand, are characterised by a wrinkle black fi nish,” De Danieli explains. “This choice is dictated by technical aspects related to photography. For our amateur product range, we can also sell coloured tripods, but a professional will never purchase such a product, because the equipment colour is a fundamental and crucial aspect: it must be as little refl ective as possible and must not impair the management of light by the photographer,” De Danieli concludes.
Criticalities of the coating processAside from the legs in aluminium and carbon as well as the screws, 90% of the Manfrotto products made in aluminium and magnesium are coated. The legs are fi nished by anodic oxidation, by a contractor. The rest is coated in one system located in the plant of Feltre, in operation since April 2013.The project of dealing in-house with the coating process was started three years ago. Earlier, the company relied on one contractor, subsequently joined by a second one. The choice of insourcing the coating operations was made with the aim of reducing to fi ve days the production time, from the arrival of a component to its delivery, including the pre-coating processing, coating and post-coating processing stages.
2 3
Some details of the products that are coated by Manfrotto: heads of tripods for cameras.
Alcuni particolari dei prodotti verniciati in Manfrotto: le teste dei treppiedi per macchine fotografi che.
4
The spray pre-treatment tunnel.
Il tunnel di pretrattamento a spruzzo.
2 3
© M
anfr
otto
© M
anfr
otto

FOCUS ON TECHNOLOGY
«Date le problematiche tecniche derivanti dalle dimensioni con-tenute dei pezzi da verniciare e dall’elevata diff erenziazione, pri-ma di acquistare l’impianto, abbiamo visitato lo stabilimento di un’azienda che ha una produzione molto simile alla nostra per vo-lumi, materiali e dimensioni e movimentazione pezzi, per far-ci un’idea più precisa delle future esigenze produttive – racconta De Danieli - Durante la fase di progettazione dell’impianto, dati i volu-mi iniziali che ci eravamo prefi ssati di realizzare a livello di verniciatura, avevamo considerato la possibilità di installare un impianto più com-plesso, in grado di lavorare su 2 o 3 turni. Inizialmente il progetto preve-deva l’inserimento della granigliatura in linea con due macchine, una dedicata all’alluminio e una al magnesio. Il ciclo, quindi, avrebbe pre-visto granigliatura, pretrattamento chimico, verniciatura, polimerizza-zione e scarico. Il telaio di appensione vuoto sarebbe poi rientrato nella granigliatrice per la sverniciatura”.
“Given the technical issues arising from the small size of the parts to be coated and from their high diff erentiation, before buying a plant we have visited the factory of a company that has a very similar production to ours in terms of volumes, materials, sizes and handling system, so as to get a better idea of our future production needs.” De Danieli says. “During the design stage, considering the capacity we wanted to achieve, we had considered the possibility of installing a more complex system, able to work on two or three shifts. Initially, the project involved the implementation of an in-line shot blasting process with two machines, one for the aluminium components and one for the magnesium ones. The system, therefore, would have included: shot blasting, chemical pre-treatment, coating, polymerisation and unloading. Afterwards, the empty load frame would have returned to the shot blasting machine for the paint stripping operation.”
4
© M
anfr
otto

48 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
High Performance Products for Coating Photographic Equipment
“Questa possibilità progettuale è stata però scartata, prin-cipalmente perché il sistema di appensio-ne del pezzo avrebbe presentato diffi col-tà di posizionamento corretto del manu-fatto per svolgere in modo effi cace tutte e tre le operazioni, os-sia granigliatura, pre-trattamento e verni-ciatura – prosegue De Danieli – Nono-
stante gli indubbi vantaggi del-la granigliatura in linea, il sistema sarebbe stato più rigido. Abbiamo deciso quindi di spostare la grani-gliatura fuori linea”.
Oggi Il 95% dei pezzi è granigliato per rendere la superfi cie più omo-genea, successivamente subisco-no un pretrattamento chimico con prodotti Chemetall (fi g. 4) per au-mentare la qualità fi nale del fi lm di verniciatura e l’adesione.
«L’impianto – interviene Paolo Massari di Visa Impianti - prevede un lettore di codice a barre che ricono-sce il pezzo e determina la tipologia di ciclo di verniciatura nonché l’avvia-mento della linea. Abbiamo cercato di integrare l’impianto il più possibi-le nel processo produttivo globale: è
stato infatti collocato in un capannone dove sono state trasfe-rite anche le lavorazioni meccaniche pre- e post-verniciatura: il layout è stato studiato in modo tale che l’impianto di ver-niciatura si integri perfettamente nel processo di lavorazione. Un’altra particolarità progettuale è la collocazione delle due cabine Wagner Itep gemelle per l’applicazione della polve-re all’interno di un locale chiuso, pressurizzato e climatizzato (una sorta di cleanroom) a temperatura costante per favorire una fi nitura di alta qualità”.Attualmente l’impianto vernicia 33.000 pezzi/giorno sebbene la capacità produttiva a saturazione sia di 40-50.000 pezzi/giorno.
“This project, however, has been rejected, mainly because the part hanging system would have presented diffi culties in the correct positioning of the component to effi ciently perform all the three operations, that is, shot blasting, pre-treatment and coating,” De Danieli continues. “Despite the undoubted advantages of the in-line shot blasting process, the system would have been infl exible. We have therefore decided to perform the shot blasting stage off -line.”
Currently, 95% of parts are shot blasted to make the surface more homogeneous. Then, a chemical pre-treatment with Chemetall products (Fig. 4) is performed to improve the quality and the adhesion of the fi lm.
“The plant,” so Paolo Massari from Visa Impianti, “is equipped with a bar code reader that identifi es the component, determines the coating process needed and starts the line. We have tried to integrate as much as possible the system in our production process. It is located in the area that we have devoted to the pre and post-coating machining operations: the layout has been designed in such a way that the coating plant integrates perfectly in the machining process. Another peculiarity is the placement of the two Wagner Itep booths for the powder coating application within an enclosed, pressurized and air-conditioned room (a sort of clean room) at a constant temperature to promote a high quality fi nish.”Currently, the plant coats 33,000 parts/day, although its full capacity is 40-50,000 parts/day.
5
One of the two Wagner Itep booths.
Una delle cabine gemelle Wagner Itep.
6
The powder coating feed system by Wagner Itep.
La centrale di alimentazione polvere Wagner Itep.
6
5
© M
anfr
otto
© M
anfr
otto

FOCUS ON TECHNOLOGY
49 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
Il ciclo di verniciaturaIl pezzo arriva in magazzino e viene subito sbavato e granagliato per togliere i residui di fusione. Di fronte alla linea di granigliatu-ra ci sono i telai di appensione che sono caricati dagli operatori in base alle informazioni contenute nel codice a barre di ogni ti-pologia di pezzo (fig. 7). Ogni pezzo è contrassegnato da un co-dice contenente tutte le informazioni di verniciatura: codice
prodotto, tipologia di telaio di appensione, numero di pezzi da posizionare su ogni telaio, colore da applicare, finanche il contenitore da predisporre per lo scarico di quella tipologia di pezzo. All’ingresso dell’impianto, il software legge il codice a barre e imposta il program-ma di verniciatura corri-spondente. Dopo il pretrat-tamento chimico, i telai sono inviati in un forno di asciuga-tura e degasaggio in cui per-
mangono a 190°C per un tempo uguale a quello di polimerizza-zione: questo serve ad anticipare, prima dell’applicazione della vernice in polvere, l’esplosione di eventuali bolle di fusione.La parte di applicazione comprende una postazione di pre-ritocco manuale e due cabine automatiche a cambio colo-re rapido di ultima generazione, realizzate da Wagner Itep di Valmadrera (LC) (figg. 5 e 6). Le cabine, che consentono un re-cupero totale della polvere, possono gestire dodici colori, no-nostante l’80% della produzione preveda la finitura di colore nero raggrinzato. L’applicazione delle polveri è in mano unica con due reciprocatori contrapposti.
Coating systemAt their arrival, the components are immediately deburred and shot blasted to remove any casting residues. In front of the shot blasting line, the parts are hung into the load frames by the operators according to the information contained in the bar code (Fig. 7). Each workpiece is marked with a code containing all the information needed for the coating operations: product code, type of load frame, number of parts to be placed in each frame, colour to be applied, and even the container needed for the unloading operation. At the entrance to the plant, management software reads the barcode and sets the corresponding coating program. After the chemical pre-treatment, the frames are sent to a drying and degassing oven in which they remain at 190°C for a time equal to that of polymerisation: this provides the explosion of any air bubbles before the application of the powder coating.The application section includes a manual pre-retouch station and two last generation automatic booths with a quick colour change supplied by Wagner Itep, an Italian company based in Valmadrera (LC), Italy (Fig. 5 and 6). The booths, enabling the complete recovery of the powder, can handle twelve colours, although 80%
7
Load frames.
I telai per il trasporto dei pezzi.
© Manfrotto 7
8 9 10
© IP
CM F
. Stu
cchi
8
Parts entering a coating booth.
L’ingresso nella cabina di verniciatura dei manufatti da verniciare.
9 10
Parts of tripods during the coating operations.
Le parti dei treppiedi durante la fase di verniciatura.
© M
anfr
otto
© IP
CM F
. Stu
cchi

50 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
High Performance Products for Coating Photographic Equipment
L’ingresso dei pezzi in cabina è gestito sempre dal codice a barre del pezzo, il software di gestione riconosce quale colore è carica-to nelle due cabine gemelle e seleziona la cabina da mettere in funzione per l’applicazione e relativi parametri (figg. 8, 9 e 10). La movimentazione dei pezzi è gestita da un trasportatore biro-taia, progettato da Futura Convogliatori, che riveste un’impor-tanza notevole al fine dell’integrazione della verniciatura nella linea di produzione (fig. 11). La polimerizzazione finale dei pezzi avviene in un forno a campana tradizionale, con tempo di per-manenza di 20 min a 180 °C. (fig. 12).Anche la parte trattamento acque è stata progettata da Visa Impianti in collaborazione con Ecoteam di Scandicci (FI). Il siste-ma prevede un ciclo chiuso, dal momento che sul territorio do-ve sorge Manfrotto non è prevista la possibilità di scarichi indu-striali.“Abbiamo studiato insieme a Manfrotto e Ecoteam – spiega Paolo Massari – un sistema di ricircolo totale (scarico zero) costi-tuito da un impianto di demineralizzazione e da un evaporatore sottovuoto entrambi forniti da Ecoteam.L’impianto di trattamento realizzato si è dimostrato di facile uti-lizzo, con un costo di gestione molto basso e permette di otte-nere un elevata qualità in produzione.L’evaporatore utilizza la tecnologia della ricompressione mecca-nica dei vapori e permette il riuso in produzione dell’evapora-to pari al 95% dei reflui trattati (fig. 13); l’impianto di deminera-lizzazione, tramite un trattamento su carbone attivo e resine a
of the production requires a wrinkle black fi nish. The application is in one coat with two opposing reciprocators.Again, the entrance of the components in the booths is managed through the bar code. Computer software identifies the colour in use in the two booths and selects the one to be put into operation (Fig. 8, 9 and 10). The parts are handled by a two-rail conveyor designed by Futura Convogliatori, which is of considerable importance for the purpose of integrating the coating stage in the production process (Fig. 11). The final polymerisation takes place in a traditional bell oven for 20 minutes at 180°C (Fig. 12).Also the waste water treatment system has been designed by Visa Impianti, in collaboration with Ecoteam, another Italian company based in Scandicci (FI). It is a closed loop system, since industrial waste discharges are not allowed in the area.“Together with Manfrotto and Ecoteam,” Paolo Massari explains, “we have developed a total recirculation (zero discharge) system consisting of a demineralisation plant and a vacuum evaporator, both supplied by Ecoteam. It has proven easy to use; moreover, it has a low management cost and ensures a high quality production.The evaporator exploits the mechanical vapour recompression technology and enables us to reuse 95% of the waste water treated (Fig. 13). The demineralisation plant, through a treatment with activated carbon and
11
A detail of the handling system.
Un particolare del sistema di trasporto dei telai.
12
The polymerisation oven.
Il forno di polimerizzazione.
13
The evaporator for the waste water treatment process.
L’evaporatore per il trattamento delle acque.
14
Columns with the resins for the production of demineralised water,
Le colonne a resine per la produzione di acqua demineralizzata.
11 © Manfrotto 12 © Manfrotto
13 © IPCM F. Stucchi 14 © IPCM F. Stucchi

FOCUS ON TECHNOLOGY
scambio ionico (fig. 14), fornisce acqua demineralizzata a bassa conducibilità riutilizzata completamente nel processo di produ-zione. La rigenerazione delle resine è affidata a una ditta ester-na certificata ISO 14001”.
Conclusioni“Sono soddisfatto dell’investimento che ci ha consentito di portare all’interno una fase produttiva chiave come la verni-ciatura – afferma Danieli – stiamo raggiungendo i livelli di qua-lità desiderati, abbiamo avviato l’impianto nei tempi previsti e stiamo producendo i volumi prefissati: 30-35.000 pezzi/g su un turno lavorativo. Il nostro target, tuttavia, è di 50.000 pez-zi su due turni. Abbiamo oltre 800 codici prodotto da gestire: oggi, ne stiamo gestendo circa 300 internamente, ma l’obietti-vo è introdurre ogni mese più codici possibili fino ad arrivare a saturare l’impianto.Produciamo 1 milione e mezzo di unità l’anno, dai treppiedi alle teste e agli stativi1. Si può ben comprendere perché vogliamo raggiungere gli obiettivi prefissati nel minor tempo possibile. Devo dire che per ora stiamo percorrendo la strada giusta”.
1 supporti a cui vengono attaccati luci, illuminatori, diff usori, ndr
ion exchange resins, provides demineralised water with a low conductivity that can be fully reused in the production process. The regeneration of the resins is performed by a certifi ed fi rm (Fig. 14).”
Conclusions“I am pleased with this investment, which has allowed us to insource a key production stage such as the coating operation,” De Danieli states. “We we are reaching the desired quality level, we have started the plant on schedule and we are producing the volumes we had planned: 30-35,000 parts/day on one shift. Our goal, however, is 50,000 parts/day on two shifts. We handle over 800 diff erent products: currently, 300 of them are treated in-house, but we aim at adding more and more components each month up to the full capacity of the system.We produce one and a half million parts per year, from tripods to heads and light stands1. One can well understand why we want to achieve our goals in the shortest time possible. I must say that, for the time being, we are going the right way.”
1 A stand for lights, illuminators, and diff users, Ed.

52 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
A WASTE WATER TREATMENT SYSTEM TO MEET CATERPILLAR'S ENVIRONMENTAL IMPACT REQUIREMENTSImpianto di depurazione delle acque funzionale per soddisfare i requisiti di impatto ambientale presso l’impianto Caterpillar
Francesco Stucchiipcm® L a Caterpillar Hydraulics Italia, con sede a Jesi (AN),
produce cilindri oleodinamici di varie dimensioni, forme e diametri per macchine movimento terra. All’in-terno dello stabilimento, che occupa una superfi cie pa-ri a 150.000 m2 di cui 19.000 coperti (fi g. 1), ha installa-to nel settembre 2012 un impianto chimico-fi sico fornito da Simpec di Carate Brianza (MB) per il trattamento degli scarichi derivanti dai processi di pretrattamento chimico dei componenti, allo scopo di rispondere ai requisiti am-bientali richiesti dagli enti regionali e locali.«La storia della nostra società – ci spiega Giovanni Bolognini, Plant Manager – iniziò nel 1926 con la produzione di mac-chine agricole. Nel 1967 cambiò il settore di appartenenza dedicandosi alla realizzazione di componenti idraulici e ole-odinamici. Nel 1971 la sede dell’azienda fu trasferita nello stabilimento in cui ci troviamo oggi e, nel 1996, la nostra so-cietà è stata acquisita da Caterpillar, leader mondiale nella costruzione di macchine movimento terra, motori diesel, propulsori e generatori elettrici. Oggi siamo il principale produttore di cilindri del gruppo Caterpillar a livello euro-peo con un volume produttivo pari a 250.000 unità l’anno, circa 1.000 cilindri al giorno di circa 200 tipi diversi (fi g. 2)».
C aterpillar Hydraulics Italia, based in Jesi (AN), produces oil-hydraulic cylinders in various sizes,
shapes and diameters for earthmoving machinery. In September 2012, it installed at its premises, occupying an area of 150,000 m2 of which 19,000 are covered (Fig. 1), a chemical-physical system provided by Simpec, a company based in Carate Brianza (MB), Italy, to treat the waste water produced by the chemical pre-treatment processes of components, in order to meet the environmental standards required at the regional and local level.“The history of our company,” Giovanni Bolognini, the Plant Manager, explains, “began in 1926 with the production of agricultural machines. In 1967, however, it started focusing on hydraulic and oil-hydraulic components. In 1971, the company was transferred to the current seat and, in 1996, it was acquired by Caterpillar, a world leader in the construction of earthmoving machinery, diesel engines, propellers and generators. At the moment, we are the leading manufacturer of cylinders in the Caterpillar Group at the European level, with a production volume of 250,000 units per year, that is, about 1,000 cylinders of about 200 diff erent types per day (Fig. 2).”
Opening photo:The cylinders produced by this company are intended for the Caterpillar earthmoving machines: the picture shows a backhoe loader1.1 For a machine of this type, 10/12 cylinders are used.
Foto d’apertura:i cilindri prodotti nello stabilimento marchigiano sono destinati alle macchine movimento terra Caterpillar: in fi gura una terna1.1Per una macchina di questo tipo vengono impiegati 10/12 cilindri.
© IPCM F. Stucchi

FOCUS ON TECHNOLOGY
53 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
La verniciatura dei cilindriL’impianto di verniciatura è attivo a ciclo continuo su tre turni lavorativi per la fi nitura di circa 1.200 pezzi al giorno.«Il progetto per l’impianto di verniciatura è nato nel 2004 per concludersi nel 2007, anno della sua instal-lazione – precisa Roberto Pierandrei Manufacturing Engineer Manager – in seguito all’implementazione di un programma di lean transformation, messo in atto per razionalizzare il più possibile la produzione e organizzarla per linee produttive. L’impianto pre-cedente era infatti datato e non era più in grado di
sostenere la t rasformazio-ne produttiva d e l l ’a z i e n d a . È stato quindi sostituito per aumentare la capacità pro-duttiva, adat-tandolo alla nuova confi gu-razione delle li-nee produtti-ve, e migliorare l’impatto am-bientale.Attualmente la produzione è
organizzata in linee ognuna delle quali produce un determinata tipologia di prodotto. Alla fi ne della li-nea otteniamo il cilindro completo, che viene appe-so direttamente al telaio di carico per la verniciatu-ra. Questo è uno degli elementi più innovativi della lean transformation, che ha raddoppiato la capacità produttiva: l’assenza di una fase intermedia di movi-mentazione tra le varie operazioni di produzione del pezzo, verniciatura compresa, che ci permette di non accumulare materiale e garantisce una continuità produttiva. Al termine di ognuna delle sei linee pro-duttive vi è una baia di carico per l’appensione diret-ta del pezzo sull’impianto. La linea di verniciatura è anch’essa in continua evolu-zione: possiamo dire che ancora oggi non è nella sua versione defi nitiva, nel senso che, in base alle sem-pre nuove esigenze produttive, abbiamo provveduto e provvediamo ancora oggi ad apportare modifi che e miglioramenti».
Coating the cylindersThe coating system operates in a continuous mode on three shifts, fi nishing approximately 1,200 parts per day.“Its design process started in 2004 and ended in 2007 with its installation,” Roberto Pierandrei, the Manufacturing Engineer Manager, says, “following the implementation of our lean transformation program, conceived to rationalise the production and organise it on a production line basis. The previous system was outdated and was no longer able to support the productive needs of the company. Therefore, it has been replaced and adapted to the new confi guration of the production lines, so as to increase our production capacity and reduce its environmental impact.Currently, our production is organised in lines, each of which handles a particular type of component. At the end of the line, we obtain a complete cylinder, which is hung directly to a load frame for the coating stage. This is one of the most innovative elements of our lean transformation process, which has doubled our production capacity: the absence of an intermediate handling stage between the various manufacturing operations, including the coating one, enables us not to stockpile material and ensures the continuity of production. At the end of each of the six production lines, there is a loading area where the components are hung directly into the system.The coating line is constantly evolving, too: we can say that the current one is not its fi nal version, because, based on the ever changing production requirements, we have made and we are still making changes and improvements.”
1
A bird's eye view of the Caterpillar plant in Jesi, in the province of Ancona.
Panoramica dello stabilimento Caterpillar di Jesi, in provincia di Ancona.
1
© IP
CM F
. Stu
cchi

54 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
3
The water coating stage inside the booth. Caterpillar's products are divided into categories according to the type of outdoor exposure. Obviously, the components coated by Caterpillar Hydraulics fall into the highest exposure categories. The quality of the products is verifi ed by an American laboratory, called Tech Center, which has the task of responding to all technical requirements of the Group's subsidiaries worldwide.
La verniciatura ad acqua dei pezzi all’interno della cabina. Tutti i prodotti Caterpillar sono suddivisi in categorie in base al tipo di esposizione che hanno all’esterno. Ovviamente i componenti verniciati in Caterpillar Hydraulics rientrano nelle categorie ad esposizione più elevata. La qualità del prodotto è verifi cata da un laboratorio americano, chiamato Tech Center, che si occupa di rispondere a tutte le esigenze tecniche provenienti dalle divisioni della multinazionale distribuite in tutto il mondo.
A Waste Water Treatment System to Meet Caterpillar's Environmental Impact Requirements
Il ciclo di verniciaturaLa linea di verniciatura è costituita dalle classiche tre parti: tunnel di pretrattamento nanotecnologico, verni-ciatura e polimerizzazione.«Il pretrattamento nanotecnologico è a cinque stadi, cioè sgrassaggio, due stadi di risciacquo, di cui il secon-do con acqua demineralizzata, fosfatazione, ulteriore risciacquo con acqua demineralizzata e asciugatura» – continua Pierandrei.«Successivamente il pezzo arriva nell’area di applica-zione della vernice dove ci sono due linee in parallelo: su ciascuna linea abbiamo installato due cabine a velo d’acqua, perché il ciclo prevede applicazione del primer e dello smalto. Avere due linee ci dà la possibilità di es-sere fl essibili per quanto riguarda il colore e per la ti-pologia del pezzo. Infatti, una linea è completamente automatica a mezzo di reciprocatori, l’altra è semi-auto-matica con una postazione manuale per quei prodotti di forma più complessa che sulla linea automatica non possono essere verniciati (fi gg. 3 e 4).
Coating systemThe coating line consists of the three usual parts: nanotechnology pre-treatment tunnel, coating and curing stations.“The nanotechnology pre-treatment process includes fi ve stages: degreasing, two rinsing steps, the second of which with demineralised water, phosphation, further rinsing with demineralised water and drying,” Pierandrei continues. “Subsequently, the part reaches the coating application area, where there are two parallel lines: on each line, we have installed two water veil booths, because the system provides for the application of a primer and an enamel layer. Having two lines gives us the ability to be fl exible as regards the colour and the type of component to be treated. One line is fully automatic by means of reciprocators, the other one is a semi-automatic, with a manual station for the products with such a particularly complex shape that they cannot be coated in the automatic line (Fig. 3 and 4).
2
An example of the cylinders produced by Caterpillar Hydraulics Italia.
Un esempio dei cilindri prodotti da Caterpillar Hydraulics Italia.
2
© IP
CM F
. Stu
cchi
3 © IPCM F. Stucchi

FOCUS ON TECHNOLOGY
La terza fase è quella della polimerizzazione in for-no di cottura a 80-90 °C e raff reddamento fi nale: questo ci consente di poter scaricare dalla linea i ci-lindri in tempo reale, senza dover aspettare il raf-freddamento naturale dei pezzi (fi g. 5).
Focus sull’ambiente: riduzione delle emissioni e degli scarichi“Utilizziamo solo vernici all’acqua e abbiamo ri-dotto di molto le emissioni» – interviene Fabio Vitali, Safety and Environment Coordinator di Caterpillar Hydraulics – Grazie al nuovo impian-to di verniciatura, all’introduzione dell’elettro-statica e delle vernici all’acqua siamo nettamen-te scesi sotto i limiti imposti. L’ottimo risultato del minor impatto ambientale si è completato grazie all’installazione di un nuovo impianto chi-mico-fisico per il trattamento delle acque reflue di pretrattamento».
The third stage is that of polymerisation in an oven at 80-90°C and fi nal cooling. This enables us to unload the cylinders from the line “in real time”, without having to wait for the natural cooling of the parts (Fig. 5).”
Focus on the environment: reduction of emissions and waste“We use only water-based paints and we have greatly reduced emissions,” so Fabio Vitali, the Safety and Environment Coordinator of Caterpillar Hydraulics. “Thanks to the new coating plant as well as the adoption of the electrostatic technology and of water-based products, we are defi nitely below the limits imposed. The excellent result of a lower environmental impact has been completed with the installation of a new chemical-physical plant for the waste water produced in the pre-treatment stage.”
4
A detail of the coated cylinders. The colours used are those of the brand: yellow and black.
Un dettaglio dei cilindri verniciati. I colori utilizzati sono quelli del brand: il giallo e il nero.
4 © IPCM F. Stucchi

56 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
A Waste Water Treatment System to Meet Caterpillar's Environmental Impact Requirements
L’impianto di trattamento delle acque«Avevamo un vecchio depuratore chimico-fi sico-biologi-co degli anni Settanta con vasche in cemento interrate» - continua Vitali. «Con le nuove normative, non sarem-mo più riusciti a rispettare i parametri indicati e abbia-mo deciso di provare a valutare dei nuovi impianti di de-purazione. Abbiamo conosciuto la società Simpec ad una fi era e abbiamo deciso di procedere con un impianto di trattamento chimico-fi sico. Abbiamo smantellato il vec-chio impianto biologico su cui conferivamo gli scarichi della mensa e dei bagni, installando un degrassatore e una fossa Imhoff . Abbiamo anche studiato soluzioni al-ternative per le acque di raff reddamento delle lavorazio-ni meccaniche. Infatti, alla fi ne della linea di produzione il cilindro viene collaudato con un test idraulico e l’olio del banco di collaudo è trattato con un sistema di raff redda-mento ad acqua che prima era a perdere, cioè l’acqua passava attraverso gli scambiatori di calore e poi, tramite la fognatura, raggiungeva il vecchio impianto di depura-zione chimico-fi sico. Quando abbiamo valutato la neces-sità di costruire il nuovo impianto, abbiamo deciso da su-bito di non far confl uire queste acque all’impianto, ma di creare un sistema a circuito chiuso per riutilizzare le ac-que. Abbiamo iniziato installando questo impianto per le acque di raff reddamento a circuito chiuso, poi abbiamo smantellato l’impianto biologico e iniziato a costruire al suo posto il nuovo impianto chimico-fi sico».
Waste water treatment system“We had an old chemical, physical and biological purifi er built in the 1970s, with buried concrete tanks,” Vitali continues. “With the new regulations, we would have been no longer able to meet the parameters required. Therefore, we have decided to replace it. We have met Simpec at a trade fair and we have decided to opt for a chemical-physical treatment plant. We have dismantled the old biological system that treated the waste water from the cafeteria and the bathrooms, installing a grease separator and an Imhoff tank. We have also designed alternative solutions for the cooling water from the mechanical processing: at the end of the production line, the cylinders are subjected to a hydraulic test and the oil of the test bench is treated with a cooling water system. Initially, this water passed through heat exchangers and then, through the sewer, it reached the old chemical-physical treatment plant. However, we have soon decided not to use the new system to treat this cooling water, but to create a closed-loop system to reuse it. We have started by installing the closed-loop system for the cooling water, and then we have dismantled the biological plant and began to build the chemical-physical one.”
5
Components just outside the drying oven.
I componenti appena fuoriusciti dal forno di asciugatura.
6
The two tanks placed between the pre-treatment tunnel and the coating plant, where the concentrate from the nanotechnology pre-treatment process is stored.
I due serbatoi collocati tra il tunnel di pretrattamento e l’impianto di verniciatura, dove viene stoccato il concentrato risultante dai processi di pretrattamento neotecnologico.
5 6 © IPCM F. Stucchi
© IP
CM F
. Stu
cchi

FOCUS ON TECHNOLOGY
L’impianto installato da Simpec raccoglie i refl ui della fase di pretrattamento in questo modo: le tre vasche di risciacquo hanno lo scarico in continuo. Al depura-tore confl uisce circa 1 m3 di acqua di risciacquo all’ora. Le due vasche di processo, invece, dove si raccolgono i concentrati del lavaggio e della passivazione nano-tecnologica, vengono svuotate e pulite 2 volte l’anno. Prima dell’installazione del nuovo impianto, la pulizia di queste vasche doveva essere affi data ad una ditta esterna.
Il concentrato deri-vante dalle vasche di processo è stoc-cato in due serba-toi posizionati nei pressi all’impianto di verniciatura (fi g. 6), per poi essere tratta-to durante l’orario di lavoro insieme alle acque di risciacquo. Dall’interno dello stabilimento, con-dutture sotterranee proseguono fi no al sito dove è sta-to posizionato l’im-pianto di depura-zione (fi gg. 7, 8 e 9). Qui si trova un primo serbatoio di equa-lizzazione di 16 m3,
dove il liquido sosta per avere un’omoge-neizzazione ideale. Nel caso ci fosse un problema sull’im-pianto di vernicia-tura o nella parte fi nale del depurato-
re, questo serbatoio consente di avere una riserva per diverse ore, senza dover fermare la produzione. Da questo equalizzatore si diramano 2 pompe che, per motivi di sicurezza, funzionano in modo alter-nato. Qui inizia la fase di depurazione vera e propria che comprende l’acidifi cazione (da 1 ½ m3), la coa-gulazione (da 2 m3) e la neutralizzazione. Il target massimo dell’impianto è di 5 m3/h, ad oggi è setta-to su circa 3 m3/h.
The plant installed by Simpec collects the waste water from the pre-treatment stage as follows. The three rinse tanks have a continuous drain function; about 1 m3 of rinsing water per hour fl ows to the purifi er. The two process tanks collecting the waste water from the washing and nanotechnology passivation stages, on the other hand, are emptied and cleaned 2 times a year. Prior to the installation of the new plant, the cleaning of these tanks had to be entrusted to another fi rm.The concentrate from the process baths is stored in two tanks located near the coating plant (Fig. 6), and then, during the working hours, it is treated with the rinsing water. From inside the building, underground pipelines reach the site where the waste water treatment plant is located (Fig. 7, 8 and 9). Here, there is a fi rst 16 m3 large equalisation tank, where the liquid dwells to be correctly homogenised. In case there is a problem in the coating plant or at the end of the purifi er, its capacity allows not to stop the production for several hours. Two pumps, which, for safety reasons, operate alternately, are linked to the equalisation tank. Here, the purifi cation stage begins, which includes an acidifi cation (from 1½ m3), a coagulation (from 2 m3) and a neutralisation step. The maximum level that can be reached by the plant is 5 m3/h, but it is currently set at approximately 3 m3/h.
7 8
Interior and exterior of the building where the waste water treatment plant is located.
Veduta esterna e interna del capannone dove è situato l’impianto di depurazione.
7
8
© IP
CM F
. Stu
cchi
© IP
CM F
. Stu
cchi

58 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
A Waste Water Treatment System to Meet Caterpillar's Environmental Impact Requirements
«Simpec ci ha indicato anche i prodotti da utilizzare per l’impianto di depurazione – racconta Vitali - l’acido solfo-rico, il coagulante (cloruro ferrico), la soda caustica, il car-bone in polvere e il latte in calce. Tutti questi prodotti at-traverso le varie pompe e i dosatori confl uiscono nelle rispettive vasche».
Acidifi cazione, coagulazione e neutralizzazioneI refl ui pervengono alla vasca di coagulazione, dove vie-ne dosato il cloruro ferrico (FeCl3), che opera un eff etto coagulante e successivamente, se necessario, viene do-sato anche l’acido solforico, al fi ne di mantenere il pH ad un valore ottimale per consentire il dosaggio del reattivo neutralizzante nella successiva apposita sezione di neu-tralizzazione (fi g. 10).In questa sezione viene dosata la sospensione di latte di calce allo scopo di incrementare il pH. Il latte di calce ha la funzione di fornire ioni per la precipitazione dei metalli inquinanti.
“Simpec has also suggested us the best products for our purifi cation plant,” Vitali says, “that is, sulphuric acid, coagulant (ferric chloride), caustic soda, pulverised coal and lime slurry. All these products fl ow in the appropriate tanks through the diff erent pumps and feeders.”
Acidifi cation, neutralisation and coagulationThe waste water reaches the coagulation tank, where ferric chloride (FeCl3), which has a coagulating eff ect, is dosed. Subsequently, if necessary, sulphuric acid is added, in order to maintain the pH at an optimal value to allow the dosage of the neutralising agent in the following stage (Fig. 10).At this point, lime slurry is dosed, in order to increase the pH value. Lime slurry has the function of providing ions for the precipitation of polluting metals.
9
The layout of the waste water treatment plant designed by Simpec. In the upper part, useful chemicals for this process are listed
Il layout dell’impianto per lo scarico delle acque, progettato da Simpec. Nella parte superiore dello schema sono elencati i prodotti chimici utili per l’operazione di depurazione degli scarichi refl ui.
9
© S
impe
c

Flocculazione e decantazioneDopo la neutralizzazione, la fase successiva è quella della fl occu-lazione. Il fl occulante ha il compito di rendere più grossi i fi occhi di fango, formati durante la precedente neutralizzazione, aggre-gandoli tra loro.«Il fl occulante crea un fi occo più pesante che converge al decan-tatore lamellare» - continua Vitali. «Il decantatore ha la funzione di separare la parte liquida dalla parte fangosa. La parte liquida viene raccolta in una vasca di pompaggio e, successivamente, in-viata, tramite 2 pompe, alla batteria di fi ltri: il primo fi ltro è al quarzo, il secondo fi ltro al carbone.I fanghi, invece, dopo essere stati estratti dal decantatore, sono inviati all’ispessitore e, tramite una pompa, convergono in un fi l-tro pressa da cui fuoriesce il fango solido, che viene gestito come rifi uto.
Flocculation and sedimentationAfter neutralisation, the fl occulation stage begins. The fl occulant has the task of making the mud fl akes (formed during the neutralisation process) bigger, aggregating them to each other.“The fl occulant creates heavier fl akes, which converge to the lamellar settling tank,” Vitali explains, “which has the function of separating the liquid part from the sludgy one. The liquid part is collected in a pumping tank and then sent through two pumps to the fi lter unit, with a quartz fi lter and a carbon one. The sludge is extracted from the settling tank and sent to the thickener. Through a pump, then, it converges in a fi lter press that produces solid sludge to be managed as waste.
10
The coagulation and neutralisation tanks.
Le due vasche di coagulazione e di neutralizzazione.
10
© IP
CM F
. Stu
cchi

60 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
A Waste Water Treatment System to Meet Caterpillar's Environmental Impact Requirements
Le acque chiarifi cate, raccolte a valle della fi ltrazione, sono trattate nella vasca di correzione pH allo scopo di correggerlo prima dell’invio delle stesse alla successi-va sezione di trattamento fi nale con resine selettive, la cui funzione è quella di rifi nire il processo di abbat-timento di eventuali tracce di metalli pesanti (fi g. 11). Dopo di che l’acqua che fuoriesce dal depuratore di-venta acqua superfi ciale di scarico».
Conclusioni«La collaborazione con i tecnici Simpec è stata in-dispensabile anche per quanto riguarda la proget-tazione delle opere murarie. Con loro abbiamo in-fatti studiato la costruzione della platea in cemento che ritenevamo più idonea per questa struttura e la copertura mobile, che nel precedente impianto non era prevista, valutata in base alle temperature invernali ed estive del nostro territorio – conclude Vitali – Grazie al nuovo impianto abbiamo ridotto il consumo delle acque in prelievo ed in scarico, ci sia-mo uniformati ai parametri ambientali normativi in-dicati e abbiamo sostituito un impianto datato con uno di ultima generazione ai massimi livelli tecnolo-gici e progettuali: quelli che una società del gruppo Caterpillar non può non raggiungere».
The clarifi ed water, collected downstream of the fi ltration process, is treated in a pH correction bath before it is conveyed to the fi nal treatment stage with selective resins, whose function is to complete the process of abatement of any heavy metals traces (Fig. 11). Afterwards, the water that comes out of the purifi er becomes surface waste water.”
Conclusions“The collaboration with the Simpec engineers has been essential also with regard to the building works. Together with them, we have designed the most suitable concrete foundation pit as well as a movable cover, which was absent in the previous system and which has been conceived taking into consideration the winter and summer temperatures in our area,” Vitali concludes. “Thanks to the new system, we have reduced the consumption of both the used and the discharged water, we comply with the new environmental regulatory parameters and we have been able to replace an outdated system with a latest generation one, at the highest levels of technology and design – those that a company from the Caterpillar Group cannot but reach.”
11
The last stage of the sludge treatment process occurs in the fi lter press, which dehydrates it and turns it into solid waste to be disposed of by a specialist company.
L’ultimo passaggio del trattamento dei fanghi è il fi ltro pressa che li disidratata e li trasforma quindi in rifi uto solido, da smaltire con una ditta specializzata.
12
The tank containing 475 litres of selective chelating resin, whose function is to complete the process of abatement of any heavy metals.
La colonna contenente 475 litri di resina selettiva chelante, la cui funzione è quella di rifi nire il processo di abbattimento di eventuali metalli pesanti.
11 12
© IP
CM F
. Stu
cchi
© IP
CM F
. Stu
cchi


62 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Luca Antoliniipcm®
POWDER COATINGS FOR POLYMERIC MATERIALS: DREAM OR REALITY?Verniciare a polveri i materiali polimerici: sogno o realtà?
L a verniciatura a polveri dei materiali polimerici (fi g. 1) è un procedimento che presenta diversi aspetti critici
che infl uenzano inevitabilmente il risultato fi nale, fi no com-prometterne completamente il successo dell’operazione. Uno dei fattori più complessi da risolvere riguarda l’adesione della vernice su questo tipo di superfi cie: la rugosità superfi -ciale molto bassa e l’incompatibilità chimica con le normali resine utilizzate normalmente non consente alla vernice di aderire al substrato, rendendo così vano il processo di rive-stimento. Un altro fattore che ha sempre rappresentato un grande ostacolo per la verniciatura, soprattutto quella a pol-vere, riguarda la termosensibilità dei materiali plastici, carat-teristica condivisa con altri materiali come l’MDF. Le vernici in polvere, infatti, polimerizzano soltanto a temperature ele-vate, insostenibili per materiali come quelli polimerici.
T he powder coating of polymeric materials (Fig. 1) is a process with several critical aspects that
inevitably infl uence the fi nal result, up to potentially compromise its success. One of the most complex problems concerns the adhesion of the coating on this kind of surfaces: their very low surface roughness and their chemical incompatibility with the normally used resins do not allow the paint to adhere to the substrate, thus making the coating process ineff ective. Another obstacle for the coating operation, especially with powders, is the thermosensitivity of plastic materials, a characteristic shared with other materials such as MDF. Powder coatings polymerise only at high temperatures, which are unbearable for materials such as the polymeric ones.
Opening photo: handles in polymeric material powder coated by Color System Srl.
Foto d’apertura: maniglie di materiale polimerico verniciate a polveri da Color System Srl.
© Color System Srl

FOCUS ON TECHNOLOGY
63 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
Come hanno dimostrato altri articoli pubblicati su ipcm® nel recente passato (ved. Ipcm Vol. 4 n. 23 Settembre-Ottobre 2013 pagg. 42-54), verniciare l’MDF oggi non è più un’utopia ma un processo industrializza-to. Come per la verniciatura a polvere dei materiali po-limerici.Per superare i problemi in fase di fi nitura di un manufat-to plastico servono ingegno, tecnologia e vernici di al-ta qualità, una combinazione di caratteristiche che si ri-trova in Color System Srl, azienda di Castelfi dardo (AN). La società si occupa di verniciatura industriale conto terzi, e in particolare di verniciatura liquida di metalli e verniciatura in polvere di materiali plastici.
Color System SrlI settori di riferimento della società sono l’arredamento
(foto d’apertura), gli elettrodome-stici e il setto-re energetico. Opera anche nel mercato dei rivestimen-ti con prodot-ti tecnici come il PPA 571 e sta ottenendo un grande succes-so negli Stati Uniti, con un prodotto dedica-to alle piattafor-me petrolifere. “Riusciamo a rag-giungere il cliente
fi nale perché non ci occupiamo soltanto di una fase del processo di produzione di un manufatto, ma anche di tut-te le fasi intermedie dalla progettazione al prodotto fi ni-to spiega” Fabrizio Romoli, responsabile commerciale di Color System e titolare dell’azienda.Il reparto verniciatura dell’azienda è dotato di tre cabine di applicazione vernici liquide (due manuali e una automati-ca con robot antropomorfi ) e una cabina di applicazione polveri (automatica, con reciprocatore). Fra i cicli applica-ti ne troviamo anche uno misto, con un fondo a polveri e uno smalto liquido. L’impianto integrato è effi ciente e compatto (fi g. 2). Color System dispone anche di un im-pianto di produzione e verniciatura a polveri in Albania, equipaggiato per fornire prodotti che superino la prova di 1.000 ore in nebbia salina su alluminio e 500 ore su ferro.
As illustrated in other articles previously published on ipcm® (see Ipcm Vol. 4 no. 23 September-October 2013 pages 42-54), coating MDF is no longer a utopia, but the result of an industrialised process, as is the powder coating of polymeric materials. To overcome the problems arising in the fi nishing stage of a plastic component, ingenuity, technology and high quality coatings are needed: a combination of features that can be found in Color System Srl, a company based in Castelfi dardo (AN), Italy. The fi rm specialises in contract coating services, particularly metal liquid coating and plastic powder coating.
Color System SrlThe company operates in the furniture (opening photo), household appliances and energy sectors. It also operates in the market of coatings with technical products such as PPA 571, and is achieving great success in the United States with a product intended for oil platforms.“We manage to reach our end customers because we do not deal with only one stage of the production process, but with all the intermediate operations, from the design to the end product,” Fabrizio Romoli, owner and sales manager of Color System srl, says.The coating department of the company is equipped with three liquid coating application booths (two manual ones and an automatic one with robots) and a powder coating application booth (automatic, with a reciprocator). Among the systems applied, there is also a hybrid one, with a powder base-coat and a liquid enamel layer. The integrated plant is effi cient and compact (Fig. 2). Color System also has a production and powder coating plant in Albania, equipped to provide products able to withstand 1,000 hours in a salt spray test on aluminium and 500 hours on iron.
1
Example of powder coated metal garden furniture.
Esempio di applicazione polveri su mobili da giardino.
((foto d aperturafoto d ap ), g
ttilogsoUprtome“Rgiugiucause we do not
1
© IP
CM F
. Stu
cchi

64 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Powder Coatings for Polymeric Materials: Dream or Reality?
La continua ricerca della qualità unita al costante desi-derio di portare innovazione nel settore hanno portato Color System a ideare un pretrattamento chimico che, in combinazione con una vernice in polvere per substrati termosensibili messa a punto da Tiger Drylac Italia, per-mette di verniciare a polveri manufatti in resina fenolica, come i manici delle pentole.
Verniciatura a polveri di resine fenoliche: un’innovazione di successoColor System è in grado di applicare vernici in polvere, oltre che su alluminio, zama e leghe di zinco, anche su materiali polimerici, come polipropilene isotattico, nylon e resine fenoliche, ad esempio la bachelite (fi g. 3). Ogni materiale ha bisogno di un ciclo di pretrattamento specifi co. La scommessa di verniciare le resine fenoli-che è nata dal titolare della Color System e dall’ammini-stratore delegato di TIGER Drylac Italia Srl, Klaus Karner.
The continuous search for quality and the constant desire to bring innovation in the industry have led Color System to devise a chemical pre-treatment process that, in combination with a powder coating for heat sensitive substrates developed by TIGER Drylac Italia, enables to powder coat products in phenolic resin, such as pan handles.
Powder coatings for phenolic resins: a successful innovationColor System is able to powder coat aluminium, Zamac and zinc alloys, as well as polymeric materials such as isotactic polypropylene, nylon and phenolic resins, e.g. bakelite (Fig. 3). Each material needs a specifi c pre-treatment process. When deciding to coat phenolic resins, the owner of Color System and the CEO of TIGER Drylac Italia Srl, Klaus Karner, have taken a chance. TIGER is the
2
The loading area of the powder coating plant installed by Color System Srl.
Zona di carico dell’impianto di verniciatura a polveri presso Color System Srl.
2 © IPCM F. Stucchi

TIGER è l’azienda che da anni fornisce a Color System le vernici in polvere e con cui ha instaurato una profi cua collaborazione. A partire dalla sua fondazione, all’inizio degli anni ‘30, TIGER si è costantemente sviluppata puntando su ricerca e innovazione: nel 1968 fu la prima azienda ad intraprendere una sperimenta-zione nella tecnologia delle vernici in polvere.“In seguito alle nostre ricerche e a diversi tentativi, siamo riusci-ti ad alterare chimicamente le caratteristiche della superfi cie di resina fenolica, che normalmente non è possibile verniciare, in modo da variare la sua tensione superfi ciale e permettere alla vernice di aderire (fi g. 4)”, dichiara Romoli. La chiave per l’ade-sione a questo tipo di materiali, infatti, risiede nel pretratta-mento della superfi cie. Attraverso un pretrattamento chimico è possibile creare una superfi cie porosa che permette alla vernice di penetrare.Il ciclo e il prodotto utilizzati per ottenere questo risultato so-no segreti, come evidenziano le parole dello stesso Romoli: “la formula chimica utilizzata nel pretrattamento è stata svilup-pata internamente all’azienda, per cui non c’è nessun labora-torio esterno a conoscenza di questi dati. È stato possibile rag-giungere questo risultato grazie alla solida esperienza in ambito galvanico, partita da mio padre oltre 30 anni fa, fattore che ci ha permesso di conoscere a fondo i processi chimici e i materiali”.
company that has been supplying Color System with powder coatings for years: with time, the two fi rms have built a solid relationship.Since its establishment, at the beginning of the 1930s, TIGER has constantly grown by focusing on research and innovation: in 1968, it was the fi rst company to do experimentation on the powder coating technology.“As a result of our R&D work and of several attempts, we have managed to chemically alter the surface characteristics of phenolic resin, which normally cannot be coated, so as to change its surface tension and allow the paint to adhere (Fig. 4),” Romoli states. The key to the adhesion to this type of materials, in fact, lies in the pre-treatment of the surface: with a chemical pre-treatment process, it is possible to create a porous surface that allows the coating to penetrate.The system and the product used to obtain this result are secret, as evidenced by the words of Romoli: “The chemical formula used in this pre-treatment process has been developed in-house. Therefore, no external laboratory is aware of it. The result has been achieved thanks to our solid experience in the galvanic fi eld, started with my father’s work over 30 years ago: a factor that has allowed us to fully
www.gemapowdercoating.com
New Gema Automatic Line - OptiFlex A2 cabinet with reduced space- Modular system- New gun control CG08 with PCC mode- Precised Charge Control 0 -10 μA
New Automatic OptiGun GA03- Designed for metallic powder application- Robust and rugged design- Quick Color change capability
Perfect Control of ALL POWDER Types

66 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Powder Coatings for Polymeric Materials: Dream or Reality?
I prodotti vernicianti TIGER, inoltre, sono stati formu-lati specifi catamente per le esigenze di Color System.Si tratta di un prodotto in polvere altamente reatti-vo che abbiamo sviluppato per la verniciatura di ma-
nufatti termosensibili una tecno-logia derivata
dall’MDF che presenta una r e s i s t e n z a
agli agenti chimici e proprietà meccaniche mol-to buone in applicazioni per interni.
Queste polveri sono disponibili nelle fi niture metallizzate, se-milucide, opache e micro te-sturizzate.
In sintesi nel settore conto terzi oggi c’è molta concorrenza nei mercati molto aff ollati l’unico modo per essere davvero concorren-ziali è off rire prodotti di fascia alta, diffi cilmente re-plicabili. È a tale scopo che Color System ha concepi-to questo pretrattamento chimico speciale, e utilizza una vernice in polvere di qualità elevata come quella di TIGER.
understand chemical processes and materials.”The TIGER coating products, moreover, have been formulated specifi cally for the needs of Color System. They are highly reactive powder products that TIGER has developed for the coating of thermosensitive parts. They are based on a technology derived from MDF, with excellent resistance to chemical agents and good mechanical properties for indoor applications. These powder coatings are available as metallic, semi-gloss, matte and micro textured fi nishes.In summary, there is currently a lot of competition in the contracting industry. In crowded markets, the only way to be truly competitive is off ering high-end, diffi cult to replicate products. That is why Color System has developed a special chemical pre-treatment process and uses high quality powder coatings such as those by TIGER.”
lo
agli agenti chimici e proprietà mecto buone in applicazion
Queste polveri sonelle fi niture memilucide, opachsturizzate.
ased on a technoology derived xcellent resistancce to and good mechanical
door applicationss. atings are availaable -gloss,
3
A small part of the range of products treated by Color System Srl.
Esposizione di una piccola parte della gamma dei prodotti trattati da Color System Srl.
4
Bakelite handle coated by Color System Srl.
Maniglia in bachelite verniciata da Color System Srl.
3
4© IPCM F. Stucchi
© IPCM F. Stucchi


68 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Nicoletta Melloni
THE PAINTSHOP WITH THE LARGEST PRODUCTION CAPACITY IN ITALY IN THE AGRICULTURAL MACHINERY SECTORL’impianto di verniciatura con la più grande capacità produttiva in Italia per il segmento delle macchine agricole
T he painting of agricultural machinery is putting increasingly strict quality requirements, similar to
those of the automotive industry, even if the surface to be fi nished are much more complex and demanding.To identify the most suitable solution from the point of view of both productivity and budget optimisation as well as increasingly important factors such as managerial fl exibility, energy consumption, respect for the environment, liveability and aesthetics of the system is a key factor for success.Imel of Codroipo (UD, Italy) has paid attention to the individual, i.e. the person that work within the projects, making it a point of strength. It is precisely thanks to devices adjusted on the direct operator, “on the man” needs, that the company has improved the performances of “the machine”, i.e. the paintshop. This approach contrasts with the most widespread investment on improving technological parameters and prioritising them over the human ones.In recent years, Imel has designed a number of state-of-the-art systems for all the important names in the production of agricultural machinery worldwide, such as
Il segmento della verniciatura delle macchine agri-cole pone requisiti di qualità sempre maggiori, affi -
ni a quelli richiesti nel settore auto, sebbene le super-fi ci da verniciare siano più complesse e impegnative.Ricercare la soluzione più idonea sia dal punto di vista della produttività sia per quanto riguarda dei fattori sempre più emergenti, come la fl essibilità gestionale, i consumi energetici, il rispetto dell’ambiente, la vivi-bilità e l’estetica dell’impianto di verniciatura è diven-tato un aspetto imprescindibile.Imel di Codroipo (UD) ha fatto dell’attenzione all’indi-viduo, cioè di colui che opera all’interno dei progetti realizzati, un punto di forza: è proprio grazie ad ac-corgimenti studiati sull’operatore diretto, “sull’uo-mo”, che l’azienda ha migliorato le performance “del-la macchina”, dell’impianto di verniciatura, processo in controtendenza con il più diff uso investimento nel migliorare i parametri tecnologici trascurando quelli umani.Imel ha progettato impianti all’avanguardia per i grandi nomi della produzione dei macchinari agri-coli del panorama mondiale, come per i bielorussi
Opening picture: A painted component of an agricultural machine of the brand Maschio.
Foto d’apertura:un componente verniciato di una macchina agricola del brand Maschio.
© Imel

FOCUS ON TECHNOLOGY
69 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
for the Belarusians Gomselmash (2010) and Amkodor (2013); for the French Siac (2001), Sulky-Burel (2010) and Carré: for the Turks Verimkabin (2013) and Yarish (2011); for the Russians Voronezhselmash (2012) and announcing in 2013 an agreement with the famous Maschio Gaspardo Unigreen for the construction of 2 new painting systems intended for the Italian plants of Campodarsego (PD, Italy) and Concordia Sagittaria (VE, Italy) of the Moro Aratri partner.The most important system of the order, the one intended for Campodarsego (PD, Italy), will have a surface area of more than 10 thousand square meters and will be the Italian paintshop with the largest production capacity in the country in the agricultural machinery sector. The system designed by Imel set out to integrate into a single structure three diff erent types of painting: cataphoresis, liquid and powder (Opening picture), able to double the current capacity of the previous systems of the Group. The system, created to operate with low environmental-impact technologies and with the highest safety standards for the welfare of employees, will be managed by approximately 20 employees per shift.
Gomselmash (2010) e Amkodor (2013); per i france-si Siac (2001), Sulky-Burel (2010) e Carré: per i tur-chi di Verimkabin (2013) e Yarish (2011); per i russi Voronezhselmash (2012) fi no ad annunciare nel 2013 un accordo con la celeberrima Maschio Gaspardo Unigreen per la realizzazione di due nuovi impian-ti di verniciatura destinati agli stabilimenti italiani di Campodarsego (PD) e di Concordia Sagittaria (VE) del partner Moro Aratri.L’impianto più importante della commessa, quello de-stinato a Campodarsego (PD), avrà una superfi cie di ol-tre 10mila metri quadrati e sarà l’impianto di vernicia-tura italiano con la più grande capacità produttiva del Paese per il segmento delle macchine agricole. L’im-pianto progettato da Imel è stato pensato per integra-re in un’unica struttura tre diversi tipi di verniciatura: a cataforesi, a liquido e a polvere (foto d’apertura), in grado di raddoppiare l’attuale capacità produttiva dei precedenti impianti del Gruppo Maschio.L’impianto, realizzato per lavorare con tecnologie a basso impatto ambientale e con i più alti standard di sicurezza per il benessere dei dipendenti, sarà gestito da circa 20 addetti per turno.
1
The process scheme of Maschio Gaspardo paint shop, that integrates three diff erent painting lines: cataphoresis, powder coating, liquid painting.
Lo schema di processo dell’impianto Maschio Gaspardo che integra tre linee di verniciatura: cataforesi, polveri e liquido.
1
© Im
el

70 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
The Paintshop With the Largest Production Capacity in Italy in the Agricultural Machinery Sector
The technologyThe system was conceived and designed following the requirements of the end user and all the productive and qualitative requirements today demanded by the market were taken into consideration. In this sense, Maschio Gaspardo Unigreen intended to invest in a highly technological innovative system that would also satisfy a series of needs with regard to energy savings.The order consists of a painting system that is one of the most futuristic in existence today on the global scene (Fig. 1) able to satisfy the objectives of a company in full expansion in a highly competitive market. Maschio Gaspardo Unigreen has always strictly focused on producing lasting machines of a higher quality (Fig. 2), since, in its own segment of the market, the quality is fundamental and is, in fact, comparable to the automotive industry (Fig. 3).
Description of the main lines of the system.
Power & Free conveyorGiven the complexity of the paintshop composed of several processes, the system designed by Imel consists of an overhead double-rail conveyor or Power & Free which is made up of several independent circuits. Each circuit serves its own process line. This conveying system was designed to make the process as fl exible as possible in interaction with all the circuits in order to ensure complete operation, in compliance with the various production schedules. All the piece racks are coded for production management in order to facilitate the organisation of work batches: this is all controlled by a system of automation and PLC for control of the entire system.
La TecnologiaL’impianto è stato studiato e progettato seguendo le neces-sità dell’utilizzatore fi nale e sono state prese in considera-zione tutte le richieste produttive e qualitative oggi giorno richieste dal mercato. In tal senso, Maschio Gaspardo Uni-green ha voluto investire in un impianto innovativo alta-mente tecnologico, che esaudisse anche una serie di esigen-ze sul piano del risparmio energetico.La commessa consiste in un impianto di verniciatura tra i più avveniristici oggi esistenti sul panorama globale (fi g. 1), che potesse soddisfare gli obiettivi di un’azienda in piena espan-sione in un mercato altamente concorrenziale. Maschio Gaspardo Unigreen (fi g. 2) ha sempre puntato rigorosa-mente a produrre macchine durature e di qualità superiore, in quanto, nel proprio segmento di mercato, l’aspetto quali-tativo è di importanza fondamentale ed è, di fatto, parago-nabile al settore automobilistico (fi g. 3).
Descrizione delle principali linee dell’impianto
Linea di trasporto Power & FreeData la complessità dell’impianto composto da più processi, il sistema progettato da Imel consiste in un trasportatore aereo birotaia o Power & Free, composto da diversi circuiti indipendenti. Ogni circuito serve una propria linea di processo. Questo sistema di trasporto è stato concepito per rendere l’impianto il più fl essi-bile possibile nell’interagire con tutti i circuiti, così da garantire il completo funzionamento, nel rispetto del-le diverse cadenze produttive. Tutte le bilancelle porta pezzi sono codifi cate per la gestione produttiva, in mo-do da agevolare l’organizzazione dei lotti di lavorazio-ne: il tutto è comandato da un sistema di automazione e PLC per il controllo dell’intero sistema.
2
The layout of the system.
il layout dell’impianto.
2
© Im
el

FOCUS ON TECHNOLOGY
71 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
Shot blasting machineShot blasting is needed to remove from some pieces any roughness and phenomena of oxidation in order to ensure a proper surface preparation before painting. The conveyor system of the plant has been designed to choose the path of the diff erent racks, which enters the shot blasting machine only if required by the painting program.
Line of chemical pre-treatment and dual colour cataphoretic painting.The immersion chemical pre-treatment system that was selected is zinc phosphate based. The main treatment stages are degreasing, deoxidisation, activation and zinc phosphating, all with the relative rinsing stages. The process ensures an excellent surface treatment of the pieces before the paint fi nish. The pieces hanged on the racks are processed in the various treatment baths with the help of dual movement programmable carriages (ascent-descent translation) with rack movement devices inside the most important baths. Automation is guaranteed by a PLC based control that allows setting and modifying the diff erent treatment times. The whole process can be displayed on an LCD panel.After the chemical pre-treatment stage, the pieces enters the cataphoresis tank followed by two washing stages with ultra fi ltered liquid: then the treated surfaces are subjected to a short process of drying in a hot air convection oven.The system is provided with two cataphoresis tanks and it is possible to apply two diff erent colours, depending on the destination of the fi nished product.After cataphoresis and ultra fi ltered washing, the productive cycle involves the application of the fi nishing coat (powder or liquid) on two diff erent lines.
Linea di granigliaturaLa granigliatura è necessaria per togliere eventuali asperità e fenomeni di ossidazione, in modo da assicu-rare una buona preparazione prima della fase protetti-va di verniciatura. Il sistema di trasporto dell’impianto è stato progettato per scegliere il percorso dei telai, in-fatti questi entrano nella zona di granigliatura solo se necessario.
Linea di pretrattamento chimico e verniciatura cata-foretica a due colori.L’impianto di pretrattamento chimico a immersione che è stato scelto è un sistema a fosfati di zinco. I processi di trattamento principali sono sgrassaggio, dissosidazione, attivazione, fosfatazione allo zinco, tutti con le relative fasi di risciacquo. I processi ga-rantiscono un ottimo trattamento superficiale dei manufatti prima della verniciatura. I pezzi appesi alle bilancelle sono processati nei diversi bagni di
t r a t t a m e n t o con l’ausilio di carri program-mabili a due m o v i m e n t i (traslazione e discesa-salita) con dispositivi di movimen-tazione del-le bilancelle all’interno dei bagni più im-portanti. L’au-tomazione è
garantita da un controllo tramite PLC che permette di impostare e modificare i diversi tempi di tratta-mento. Tutto il processo può essere visualizzato su un pannello LCD.Dopo la fase di pretrattamento chimico, i pezzi en-trano nella vasca di cataforesi, seguita da due fasi di lavaggio con liquido ultra filtrato: quindi le superfici trattate vengono sottoposte a un breve processo di appassimento in un forno a convezione d’aria calda.L’impianto è dotato di due vasche di cataforesi ed è possibile quindi applicare due doversi colori, a se-conda della destinazione del prodotto finito.Se necessario, dopo la cataforesi il ciclo produttivo prevede l’applicazione della mano a finire (a polve-re o liquida) su due linee diverse.
3
An unfi nished piece of Maschio agricultural machine.
Un componente grezzo di una macchina agricola Maschio.
3 © Imel

72 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
The Paintshop With the Largest Production Capacity in Italy in the Agricultural Machinery Sector
Epoxy powder coating lineAfter the cataphoresis stage, the pieces that require only the cataphoresis as single coat fi nish can be removed from the dual rail conveyor. Other types of pieces can have an additional layer of thermosetting epoxy powder coating with the possibility of applying diff erent colors. The application takes place in a latest generation booth assisted by two multi-axis robots to which is added the option of manual touch up. To ensure an excellent surface fi nish without defects, the booth is located in a clean room, where air conditioning is ensured to avoid any type of external contamination. Subsequently, the pieces are treated in a hot air convection polymerisation oven at a temperature of approximately 180°C, to ensure the curing of the thermosetting powder coatings. The piece racks are conveyed, after a period of cooling, to two unloading stations, one of which is equipped with an electromechanical descender to unload the bulkier and heavier pieces.
Liquid paint lineOnce the surface pre-treatment has been completed with a spray nanotechnological cycle and drying specifi c to each type of materials, the pieces proceed to the liquid painting line. The painting is a two-coat cycle, primer and topcoat, and takes place in two automatic booths equipped with a multi-axis paint robots and the manual touch up stations. The booths are designed with a wet captation system and are thermoregulated to ensure the best environmental conditions for the painting. After each coat the pieces enters a hot air fl ash off area; fi nally, the pieces are cured in a hot air convection oven at approximately 80°C. The piece racks, after the last cooling period, fi nally reaches the end of the paint shop at the two unloading stations.
ConclusionsThe future of industrial painting, in particular in the automotive, transportation and heavy duty machinery fi elds, is asking for paint shops with very high performances, environmentally friendly processes and technologies.The design policy of the company is going from the simple eco-sustainable to the more structured eco-responsible: the same target but with an ethical path that includes relocating the human fi gure to the center of the project, in order to design and install paint shops that meets the needs of both the company and the operator.
Linea di verniciatura a polvere epossidiche.Dopo il trattamento cataforetico, i manufatti che prevedono la cataforesi come mano unica a fi nire possono essere scari-cati dal trasportatore birotaia. Altre tipologie di pezzi possono essere fi niti con vernice a polvere epossidica termoindurente, con la possibilità di applicare diversi colori. L’applicazione av-viene in una cabina di ultima generazione con l’ausilio di due robot multi-asse ai quali si aggiunge la possibilità di interveni-re per un ritocco manuale. Per garantire un’ottima fi nitura su-perfi ciale priva di difetti, la cabina è inserita in un locale deno-minato clean room, dove sono garantiti il condizionamento e la fi ltrazione dell’aria al fi ne di evitare qualunque tipo di conta-minazione esterna. Successivamente, i pezzi sono polimeriz-zati in un forno a convezione, alla temperatura di circa 180°C. Le bilancelle porta pezzi sono convogliate, dopo una sosta di raff reddamento, alle due stazioni di scarico, una delle quali è dotata di un discensore elettromeccanico per lo scarico dei pezzi più ingombranti e pesanti.
Linea di verniciatura a liquidoUna volta ultimata la fase di pre-trattamento superfi ciale con ciclo nanotecnologico a spruzzo e asciugatura specifi -ca per alcuni tipi di materiali, i manufatti proseguono sulla linea di verniciatura a liquido. La verniciatura avviene con ciclo a due mani, primer e mano a fi nire, nelle due cabine automatiche attrezzate per ospitare dei robot di vernicia-tura multi-asse e le postazioni manuali di ritocco. Le cabine sono state progettate con un sistema di captazione a umi-do e termoregolate, al fi ne di assicurare le migliori condi-zioni ambientali per la verniciatura. Dopo l’applicazione di ogni mano di verniciatura, segue la fase di appassimento a caldo; infi ne, i pezzi transitano in un forno a convezione d’aria calda a circa 80°C. Dopo la zona di raff reddamento i pezzi giungono nelle due stazioni di scarico.
ConclusioniIl futuro del settore della verniciatura industriale, so-prattutto nei comparti dell’auto, dei trasporti e delle macchine movimento terra e agricole, richiederà sem-pre di più impianti dalle elevate prestazioni che preve-dono processi produttivi a basso impatto ambientale, grazie a tecnologie rispettose dell’ambiente. La politica progettuale di Imel passa dal semplice ecosostenibile al più strutturato eco-responsabile: stesso obiettivo, ma con un percorso etico cha passa attraverso la ricolloca-zione della fi gura umana al centro del progetto, ossia realizzare impianti di verniciatura che soddisfi no sia le esigenze del committente, sia quelle del tecnico specia-lizzato preposto a fruirne.

74 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Andrea Capra, Donato Di Lorenzo, Gianfranco Ghiglione, Luca Mellano, Davide Ghisolfi , Irene Panero Momentive Specialty Chemicals,S. Albano Stura (CN), Italy
USING LIFE CYCLE ASSESSMENT (LCA) TO VALIDATE NEW HORIZONS IN THE RESEARCH OF SUSTAINABLE POWDER COATING BINDERS: LOW THERMAL CURING SUPERDURABLE POLYESTER L’utilizzo del Life Cycle Assessment (LCA) per validare i nuovi orizzonti nella ricerca di leganti per vernici in polvere sostenibili: poliesteri superdurabili a bassa temperatura di reticolazione
IntroduzioneIn anni recenti, il mercato ha richiesto in misura sempre maggiore tecnologie innovative a basso im-patto ambientale. Momentive Specialty Chemicals (“Momentive”) ha fatto di questo orientamento il motore principale di sviluppo di nuove tecnologie di resine per vernici in polvere e ha utilizzato la meto-dologia del Life Cycle Assessment (LCA) come stru-mento per misurare le prestazioni ambientali della sua nuova linea di prodotti estremamente durabili. Questa nuova piattaforma tecnologica comprende resine poliesteri Superdurabili che possono essere re-ticolate termicamente a temperatura ridotta rispetto alle condizioni tradizionali di cottura e che presenta-no prestazioni molto buone in applicazioni severe co-me le macchine agricole, i trasporti e l’architettura. La piena validazione attraverso l’LCA è il risulta-to di una collaborazione tecnica fra Momentive e il Politecnico di Torino. La capacità di reticolazione a bassa temperatura di queste nuove resine, combina-ta con la maggior durabilità del rivestimento fi nale, consente di apportare una riduzione dell’impronta di carbonio del prodotto fi nito verniciato.
IntroductionIn recent years, the market has demanded increasingly advanced technologies with low environmental impact. Momentive Specialty Chemicals (“Momentive”) has embraced this concept as a major driver for the development of new resin technologies in powder coating, using Life Cycle Assessment (LCA) methodology as a tool for measuring the environmental performance of its new, extremely durable product line. This novel technology platform comprises Superdurable polyester resins which can be thermally cured in lower temperature cycles than conventional stoving conditions and which perform well in challenging applications such as Agricultural, Transportation and Architectural. This successful validation through LCA is the product of a technical collaboration between Momentive and the university, Politecnico di Torino (Italy). Their low temperature curing capabilities, combined with the extended life spans of the fi nished coatings, enable these new resin technologies to achieve carbon footprint reduction of the fi nal coated product.
© th
inks
tock
.com
/yur
yzap

INNOVATIONS: PRESENT&FUTURE
75 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
Il background del progettoPer soddisfare le richieste dell’industria, recentemente cresciute in materia di sostenibilità e prestazioni avan-zate e poiché l’azienda è impegnata nello sviluppo di chimiche che promuovano la salvaguardia dell’ambien-te e la riduzione dell’impronta di carbonio, Momentive ha cercato di introdurre una nuova linea di prodotto con una superiore durabilità agli esterni e un impatto ambientale inferiore accertato.Questo obiettivo si può raggiungere aumentando la durabilità del rivestimento fi nale e riducendo l’energia consumata per la sua applicazione.Sono state utilizzate metodologie come il Life Cycle Assessment (LCA) come potenziale strumento di misura-zione delle prestazioni ambientali. Inoltre, Momentive sta investendo in collaborazioni tecnico-scientifi che con organizzazioni o istituzioni in grado di supportare ricerche complesse.
Uno sguardo alla tecnologia delle vernici in polvere SuperdurabiliUna maggiore durabilità delle vernici in polvere è attual-mente molto richiesta per molte applicazioni, ad esem-pio le costruzioni, le macchine agricole e da cantiere.Le tecnologie superdurabili sono studiate per garantire un’alta qualità in termini di resistenza agli esterni di lun-ga durata e di prestazioni meccaniche tali da soddisfare i requisiti delle specifi che GSB e Qualicoat. Se da una par-te una superiore durabilità agli esterni signifi ca una mi-nor manutenzione e una vita utile del prodotto fi nito più lunga, dall’altra le vernici devono comunque mantenere distensione eccellente, stabilità allo stoccaggio e consi-stenza dei risultati.In risposta alla richiesta del mercato di tecnologie avan-zate, Momentive ha sviluppato una piattaforma com-pletamente innovativa di resine per vernici in polvere Superdurabili a bassa temperatura di reticolazione (LTC, Low Temperature Curing). Queste resine sono progetta-te per ridurre l’impronta di carbonio della fase di appli-cazione di vernici in polvere, off rendo allo stesso tempo proprietà tecniche migliorate, aspetto estetico e presta-zioni uguali o migliori di quelle delle resine per vernici in polvere tradizionali.Con modifi che minime, gli attuali processi di produzione di vernici possono facilmente adattarsi a questa nuova tecnologia, ottenendo risultati costanti che soddisfano le aspettative degli utilizzatori fi nali.Momentive off re prodotti Superdurabili che reticolano a temperature di 160 °C.
Project BackgroundTo meet the recently increased industry demands for sustainability and improved performances, and because the company is committed to developing chemistries that promote environmental protection and carbon footprint reduction, Momentive sought to introduce a new product line with superior outdoor durability and documented lower environmental impact.This goal is achievable by increasing the lifespan of the fi nished coating and by reducing the energy consumed in its application.Methodologies such as Life Cycle Assessment (LCA) as a potential tool for measuring the environmental performance have been implemented. Further, Momentive is investing in technical-scientifi c collaborations with organizations or institutions equipped to support complex research.
Superdurable Powder Coating Technologies, At a GlanceIncreased powder coating durability is currently in high demand for many applications, such as Construction, Agricultural and Heavy-duty Machinery.Superdurable technologies are designed for long-lasting, high quality outdoor and mechanical performance meeting GSB and Qualicoat specifications. While superior outdoor durability means lower maintenance and an extended lifespan for finished products, useful technologies must still maintain excellent flow, storage stability and consistency.In response to market demand for advanced technologies, Momentive has developed a complete innovative platform of Low Temperature Curing (LTC) Superdurable powder coating resins. These resins are designed to reduce the carbon footprint of powder coating application, while offering improved technical properties, aesthetics and performance equal to or better than those of standard powder coating resins., With minimal adjustments, coating manufacturers’ current processes can easily accommodate this new technology, producing consistent results that meet end-users’ expectations.Momentive offers Superdurable products that cure at temperatures as low as 160 °C.

76 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Using Life Cycle Assessment (Lca) to Validate New Horizons in the Research of Sustainable Powder Coating Binders: Low Thermal Curing Superdurable Polyester
Proprietà fi siche e applicativeSono state comparate quattro resine in termini di pro-prietà fi siche e applicative:• Resina campione LTC con durabilità standard• Resina campione Superdurabile a reticolazione standard• Resina Superdurabile a bassa temperatura di reticola-
zione• Resina campione fl essibile Superdurabile a reticolazione
standard.Il grafi co 1 riassume le prestazioni generali della nuo-va resina Superdurabile LTC in formulazione marrone RAL8014, con cicli di cottura di 15’ a 160°C (ciclo a bas-sa temperatura) e 5’ a 200°C (ciclo più breve).
Physical & Applicative PropertiesFour resins are compared in terms of physical & applicative properties:• Standard durable LTC benchmark• Superdurable conventional curing benchmark• Superdurable Low Temperature Curing • Flexible Superdurable conventional curing
benchmark The spiderchart summarizes the overall performance of the new Superdurable LTC resin on brown RAL8014, with a baking schedule of 15’ at 160°C (low temperature cycle) and 5’ at 200°C (shorter time cycle).
Queste immagini fi g. 2 documentano l’impatto diretto di 80kg•cm su lamie-rini di acciaio QD36, con cicli di cottu-ra di 15’ a 160°C e 5’ a 200° C (formu-lazione marrone RAL8014).
These pictures Fig. 2 document the direct impact of 80kg•cm on steel panels QD36, cured for 15’ at 160°C and 5’ at 200° C (brown RAL8014).
1
2
© M
omen
tive
2
Flexibility on 80kg•cm direct impact to steel.
Flessibilità ad impatto diretto (80kg•cm) su acciaio.

Le proprietà estetiche dei rivestimenti basati sulla nuova resina LTC Superdurabile sono stati raggiunti mantenendo la temperatura di transizione vetrosa (Tg) ad un valore tale da mantenere una buona sta-bilità della vernice.La resina Superdurabile LTC presenta prestazioni migliori rispetto alle re-sine Superdurabili esistenti se reticolate in condizioni di LTC. Essa combi-na un’eccellente durabilità agli esterni con miglioramenti considerevoli delle proprietà meccaniche (in termini di prove Erichsen, Piegatura con Mandrino e Impatto) e un’ottima distensione. Le sue superiori prestazio-ni agli esterni la rendono adatta per vernici conformi ai requisiti Qualico-at Classe 2 e GSB Master Class. La maggiore reattività consente l’impiego di questo nuovo legante in applicazioni dove le condizioni di reticolazio-ne sono critiche per le resine Superdurabili standard.
Obiettivi di sviluppoNello sviluppare e valutare tecnologie sostenibili e all’avanguardia, Momentive impiega il Life Cycle Assessment. LCA è uno strumento per analizzare le prestazioni ambientali di prodotto al fi ne di valutare i ca-richi ambientali ad esso connessi, dal design (ecodesign) attraverso la produzione e fi no allo smaltimento.La ricerca sui leganti sostenibili per vernici in polvere si è focalizzata sul-la selezione della struttura della resina e delle materie prime adatte a soddisfare specifi che severe, come la temperatura ridotta di retico-lazione, una maggiore durabilità e una minore impronta di carbonio.
The aesthetic properties of coatings based on the new Superdurable LTC resin have been achieved while keeping the glass transition temperature (Tg) at a level suitable to maintain good coating stability. The Superdurable LTC resin improves on the performance of existing Superdurable resins under LTC conditions. It combines excellent outdoor durability with considerable improvement in mechanical properties (shown as Erichsen, Mandrel Bending and Impact) and excellent fl ow. Its excellent outdoor performance makes it suitable for coatings in compliance with Qualicoat Class 2 and GSB Master Class requirements. The superior combined reactivity enables the use of this new binder in applications where the curing conditions are critical for standard Superdurable resins.
Development TargetsIn developing and evaluating sustainable, cutting edge technologies, Momentive employs Life Cycle Assessment. LCA is a tool for analyzing the environmental performance of products in order to evaluate the environmental charges linked to them, from design (ecodesign) through manufacture and disposal.Research on sustainable powder coating binders has been focused on selecting resin backbones and raw materials to suit demanding specifi cations, such as reduced curing temperature, longer life span and decreased carbon footprint.
Sistema automatico dimiscelazione delle vernici liquide pluri-componenti
con metodo proporzionale
Sistema di verniciatura a polveri senz’aria DDFP o w d e r c o a t i n g s y s t e m A i r l e s s D D F
Partners:
A u t o m a t i c m i x i n g o f m u l t i - c o m p o n e n tl iqu id pa int s wi th a proportionate system
w w w. c m s p r a y. i t
c m s p r a y @ c m s p r a y . i t
CM SPRAY s.r.l.

78 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Using Life Cycle Assessment (Lca) to Validate New Horizons in the Research of Sustainable Powder Coating Binders: Low Thermal Curing Superdurable Polyester
Life Cycle Assessment per identifi care l’innovazioneMomentive riconosce l’impatto ambientale come una delle considerazioni chiave nella fase di valutazione di un nuovo prodotto per il mercato. Nel 2013 Momenti-ve ha condotto un’LCA1 in cui è stato valutato l’impat-to delle vernici LTC, con durabilità superiore (Superdu-rabili) rispetto alle vernici convenzionali (reticolazione standard vs. bassa temperatura).
Realizzazione dell’LCA: Defi nizione degli scopi e degli obiettiviGli obiettivi dello studio LCA sono i seguenti:1) Identifi care gli impatti ambientali (from-cradle-
to-gate) per la produzione di resine poliesteri, al fi -ne di individuare gli elementi sensibili e valutare le opzioni adeguate per il miglioramento.
2) Identifi care gli impatti ambientali (from-cradle-to-gate) per la produzione di vernici in polvere, al fi ne di identifi care gli elementi sensibili.
3) Quantifi care i benefi ci ambientali ottenibili attra-verso l’utilizzo di vernici in polvere a bassa tempera-tura di reticolazione (LTC).
4) Quantifi care i benefi ci ambientali ottenibili attra-verso l’utilizzo di sistemi LTC progettati per un’estre-ma durabilità agli esterni/resistenza all’invecchia-mento (Superdurabili).
Le Unità Funzionali (Functional Units FU) utilizzate sono tipi-che per LCA di prodotti chimici e vernici come questi in valu-tazione, adeguate allo scopo dell’analisi. Esse sono state defi nite rispettivamente come segue:1) 1kg di resina2) 1kg di vernice in polvere3) 1m2 di superfi cie verniciata di un pezzo metallico massi-
vo (in questo studio LCA si considerano sfere di acciaio dal peso di 1 Kg) con vernice in polvere Superdurabile
4) 1m2 di superfi cie verniciata di un pezzo metallico massivo con vernice in polvere a bassa temperatura di reticolazione / 1 anno
Ci sono 4 diverse Unità Funzionali relative rispettivamente alle 4 parti dello studio. In particolare, le FU utilizzate sono le seguenti:- Parte 1: FU è “1 kg di resina, all’impianto chimico”;- Parte 2: FU è “1 kg di vernice in polvere pigmentata”;- Parte 3: FU è “1 m2 di superfi cie verniciata di un pez-
zo metallico massivo con vernice in polvere Superdurabile”;
1 Lo studio consiste in un report ed un modello informatico realizzato grazie al software SimaPro 7.3 e al database Ecoinvent 2.
Life Cycle Assessment to Identify InnovationMomentive recognizes environmental impacts are key considerations when evaluating new products to market. In 2013 Momentive have conducted a LCA1 in which the impact of LTC coatings, with extended durability (Superdurable) has been evaluated in comparison with conventional (standard/low temperature curing) coatings.
LCA Execution: Goal and scope defi nitionThe objectives of the LCA study were as follows:1) Identify the environmental impacts (from-cradle-
to-gate) for the production of polyester resins, in order to detect environmentally sensitive elements and to evaluate suitable options for improvement.
2) Identify the environmental impacts (from-cradle-to-gate) for the production of powder coatings, in order to identify environmentally sensitive elements.
3) Quantify the environmental benefi ts achievable through the use of low curing temperature (LTC) powder coatings.
4) Quantify the environmental benefi ts achievable through the use of LTC systems designed for extremely high weathering/outdoor durability (Superdurable)
The used functional units are typical for LCA of chemicals and of paintings such as these, adequate for the purpose of the analysis. They were defi ned respectively to the objectives as follows:1) 1kg of resin2) 1kg of powder coating 3) 1m2 of coated surface of massive (in this LCA
study = 1kg steel spheres) metallic object with a superdurable powder coating;
4) 1m2 of coated surface of massive metallic object with a low temperature curing powder coating / 1 year
There are 4 diff erent FUs related respectively to the 4 parts of the study. In particular, the FUs used are the following:- Part 1: FU is “1 kg of resin, at chemical plant”;- Part 2: FU is “1 kg of pigmented powder coating;- Part 3: FU is “1 m2 of coated surface of a metallic
massive with a superdurable powder coating”;
1 The study consists of a report and a computer model made by SimaPro 7.3 software and Ecoinvent 2 database.

INNOVATIONS: PRESENT&FUTURE
79 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
- Parte 4: FU è “1m2 di superfi cie verniciata di un pez-zo metallico massivo con vernice in polvere a bassa temperatura di reticolazione/ anno”.
I confi ni di sistema variano per le diverse fasi del ciclo di vi-ta, come mostrato nel diagramma sottostante (fi g. 3):
Realizzazione dell’LCA: Analisi di InventarioL’analisi di Inventario è una delle fasi più importanti di uno stu-dio LCA.Si basa sulla capacità di correlare unità di processo con i fl us-si di materiale e di energia all’interno del sistema analizzato.È stata raccolta la maggior parte possibile di dati relativi ad ogni confi ne di sistema.Parte 1) Dati primari forniti dallo staff di Momentive
Specialty Chemicals srl riferiti alla produzione dell’impianto chimico nell’anno 2011.
Parte 2) Ricorso a un set di dati preesistente di Inventa-rio ( voce del database Ecoinvent v. 2 chiamato “Coating powder, at plant” ) adattato alle speci-fi che del processo produttivo in esame.
Parti 3-4) Simulazione del processo di verniciatura con uno specifi co modello di impianto (Euro 90-1 modello “Base”, costruito da Euroimpianti srl, Valeggio sul Mincio - VR, Italy) nelle seguenti condizioni:
• Sfere di acciaio dal peso di 1 Kg, che simulano l’elevata inerzia termica di un pezzo di macchina agricola di grosse dimensioni, rivestite con uno spessore di 70 micron di vernice in polvere.
• Reticolazione a temperature standard ( STC 180°C) e reticolazione a bassa temperatura (150°-160°C) a confronto.
• Forno di reticolazione a pieno carico. • Recupero completo dell’overspray.
- Part 4: FU is “1 m2 of coated surface of a metallic massive object with a low temperature curing powder coating /year”.
The boundaries of the system vary for the diff erent steps of the life cycle, as shown in the diagram below (Fig. 3):
LCA Execution: Inventory analysis Inventory analysis is one of the most important steps of a LCA study. It is based on the capacity to correlate process units with material and energy fl ows inside the system analyzed.The most data as possible related to each system boundary were collected.Part 1) Primary data provided by Momentive Specialty
Chemicals srl staff referred to year 2011 chemical plant production.
Part 2) Recourse to an existing inventory dataset (Ecoinvent v. 2 record set named “Coating powder, at plant” ) adapted to the specifi cs of the production process in exam.
Part 3-4) Simulation of the coating process with a specifi c coating plant model ( Euro 90-1 “Base” model, made by Euroimpianti srl, Valeggio sul Mincio - VR, Italy) under the following conditions:
• 1kg steel spheres, simulating the high thermal inertia of large ACE/machinery parts, have to be covered with a 70 micron thick layer of powder coating
• Standard temperature(180°C) curing vs. Low Temperature ( 150°-160°C) curing baking conditions
• Curing oven at full load • Complete recovery of overspray
© M
omen
tive
3

80 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Using Life Cycle Assessment (Lca) to Validate New Horizons in the Research of Sustainable Powder Coating Binders: Low Thermal Curing Superdurable Polyester
Realizzazione dell’LCA: Stima dell’ImpattoI benefi ci ambientali sono mostrati in termini di pro-duzione di gas serra (impronta di carbonio) mediante indicatore GWP 100a con il metodo IPCC 2007 V1.02 (International Panel on Climate Change)- Vernice in polvere LTC vs. STC
I processi di ver-niciatura a bassa temperatura con-sentono l’11%2 di riduzione per l’indi-catore GWP (Global Warming Potential) 100a rispetto a un processo condot-to alla temperatura standard per ver-nici con la medesi-ma resistenza agli esterni (fi g. 4).
- Vernici in polvere Superdurabili vs. Vernici con dura-bilità standard
Il grafi co mostra chiaramente il van-taggio dell’utilizzo della vernice in pol-vere Superdurabile. In termini di impatto ambientale, vi è una riduzione del GWP 100a di oltre il 60%2 rispetto al valore osservato con l’uti-lizzo di una vernice in polvere LTC con durabilità standard (fi g. 5).
Realizzazione dell’LCA: InterpretazioneLo studio LCA realizzato da Momentive e revisionato criticamente dal Politecnico di Torino ha evidenzia-to e quantifi cato il seguente aspetto: l’utilizzo delle vernici in polvere prodotte con le resine Superdura-bili a bassa temperatura di reticolazione sviluppate da Momentive possono ridurre il GWP 100a del pro-dotto fi nale.
2 Questi sono i valori validati dalla revisione critica dell’LCA del Novembre 2013, sostituendo qualsiasi dato preliminare presentato in precedenza.
Less GWP for m2
Less GWP for m2 for year
LCA Execution: Impact AssessmentEnvironmental benefi ts are shown in terms of production of greenhouse gases (carbon footprint) calculated by IPCC 2007 GWP 100y V1.02 method (International Panel on Climate Change)- LTC vs. Standard Curing Powder CoatingsThe low temperature coating processes allow 11%2 reduction in GWP 100y environmental impact compared with the process at standard temperature for coatings with same outdoor resistance (Fig. 4).
- Superdurable vs. Standard Durable Powder CoatingsThe chart shows clearly the advantage of using a Superdurable powder coating. In terms of environmental impact, there is a GWP 100y reduction of more than 60%2 compared with the value observed when a standard durable powder coating with LTC capabilities is used (Fig. 5).
LCA execution: InterpretationThe LCA study designed by Momentive and reviewed by Politecnico di Torino has highlighted and quantifi ed the following aspect: the use of powder coatings produced with Superdurable, low crosslinking temperature resins developed by Momentive can lower the GWP 100y of the fi nal product.
2 These are the values validated by the fi nal LCA review of November 2013, replacing any preliminary data presented before.
© M
omen
tive
© M
omen
tive
4
5

INNOVATIONS: PRESENT&FUTURE
81 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
ConclusioniIl sistema innovativo, flessibile, Superdurabile e a bassa tempe-ratura di reticolazione sviluppato da Momentive fornisce una durabilità in esterno molto buona con flessibilità migliorata e distensione superiore, senza pregiudicare la buona stabilità al-lo stoccaggio della vernice.Questo sistema è adatto a vernici conformi ai requisiti previsiti dai protocolli GSB Master Class e Qualicoat Classe 2.La sua reattività superiore consente l’impiego di questo nuovo legante in applicazioni dove le condizioni di reticolazione sono critiche per le resine Superdurabili reticolabili a temperature standard.I campi tipici di applicazione sono macchine agricole, movi-mento terra e trasporti, ma anche il settore Architectural, do-ve è richiesta una maggiore fl essibilità.Questo studio LCA ha evidenziato e quantifi cato quanto l’uti-lizzo delle vernici in polvere prodotte con le resine Super-durabili a bassa temperatura di reticolazione sviluppate da Momentive possa ridurre il GWP 100a del prodotto fi nale.Questi risultati sono il frutto dei continui sforzi di Momentive per migliorare la sostenibilità ambientale dei suoi prodotti.
RiconoscimentiVorremmo ringraziare il prof. Gian Andrea Blengini e l’Ing. Giorgio Cantino di DIATI– Il Dipartimento di Ingegneria Am-bientale, Terrestre e delle Infrastrutture del Politecnico di Torino, per aver condotto la revisione critica dello studio LCA.Vorremmo anche ringraziare l’Ing. Irene Panero di Momentive Specialty Chemicals, specializzata in Life Cycle Assessment alla Scuola di Dottorato del Politecnico di Tori-no, per la sua consulenza e assistenza nello studio LCA.Un ringraziamento speciale va alla D.ssa Roberta Operti e ai tecnici del laboratorio Synthesis & Application di Sant’Albano Stura (CN) per il loro valido supporto e contri-buto alla fi nalizzazione del progetto.
References
1. ANPA, (2000), I-LCA Banca Dati Italiana a supporto della valutazione del ciclo di vita. Version 2.0.2. Badino, V. and Baldo, G. (1998), LCA Istruzioni per l’Uso. Progetto Leonardo. Esculapio. Bologna, Italy.3. Boustead, I. and Hancock, G.F. (1979), Handbook of Industrial Energy Analysis, ISBN 0-85312-064-1,
EllisHorwood, Chichester/John Wiley, New York.4. BUWAL 250, (1998), Life cycle inventory for packagings, Volume I and II. Environmental Series
No.250/I and II, Swiss Agency for the Environment, Forest and Landscape (SAE FL), Berne, Switzerland.5. Chalmers University of Technology (2010), CPM LCA Database http://cpmdatabase.cpm.chalmers.se6. EC, JRC, IES (2010), ILCD Handbook: General Guide for Life Cycle Assessment - Detailed Guidance, JRC,
IES, http://lct.jrc.ec.europa.eu/assessment/assessment/projects7. Ecoinvent (2007), Life Cycle Inventories of Metals - Ecoinvent report No. 10, Swiss Centre for Life Cycle
Inventories, Zürich and Dübendorf http://www.ecoinvent.ch.
8. Guinée, J.B. (2002), Handbook on Life Cycle Assessment – Operational Guide to the ISO Standards, Kluwer Academic Publishers, Dordrecht.
9. IPCC. (2001), Revised 2001 IPCC Guidelines for National Greenhouse Gas Inventories.10. ISO 14040 (2006), Environmental management: life cycle assessment: principles and guidelines,
International Organization for Standardization, Geneva.11. ISO 14044 (2006), Environmental management – Life cycle assessment – Requirements and
guidelines, International Organization for Standardization, Geneva.12. SEMC (2000), MSR 1999:2 - Requirements for Environmental Product Declarations, Swedish Environmental
Management Council, Available online at http://www.environdec.com (last access July 2007).13. SETAC (1993), Guidelines Life Cycle Assessment: a code of practice – SETAC Bruxelles14. SimaPro 7 (2006), Pre ́Consultants BV, Amersfoort, The Netherlands
ConclusionThe innovative, fl exible, Superdurable and Low Temperature Curing system developed by Momentive provides very good outdoor durability with improved fl exibility and superior fl ow, without impairing the coating’s good storage stability..This system is suitable for coatings in compliance with GSB Master Class and Qualicoat Class 2 requirements. Its superior reactivity enables the use of this new binder in applications where the curing conditions are critical for conventional Superdurable resins. Typical application fi elds are ACE, Transportation and Earth Moving, but also Architectural, where improved fl exibility is needed.A LCA study has highlighted and quantifi ed that the use of powder coatings produced with Superdurable, low crosslinking temperature resins developed by Momentive can lower the GWP 100a of the fi nal product. These results are the fruit of continued eff orts by Momentive to improve their products’ environmental sustainability.
AcknowledgmentsWe would like to thank Professor Ing. Ph.D. Gian Andrea Blengini and Ing. Ph.D. Giorgio Cantino of DIATI– the Department of Environmental, Land and Infrastructure Engineering of Politecnico di Torino (Italy), for conducting the LCA study critical review..We would also like to thank Ing. Irene Panero of Momentive Specialty Chemicals, specializing in Life Cycle Assessment at the Doctoral School of Politecnico di Torino, for her advice and assistance in the LCA study.Special thanks should be given to Dr. Roberta Operti and the technicians of the Synthesis & Application laboratory of Sant’Albano Stura (Italy) for their valuable support and contribution in fi nalizing the project.
© 2013 Momentive Specialty Chemicals Inc. All rights reserved.® and ™ denote trademarks owned by or licensed to Momentive Specialty Chemicals Inc.The information provided herein was believed by Momentive Specialty Chemicals (“Momentive”) to be accurate at the time of preparation or prepared from sources believed to be reliable, but it is the responsibility of the user to investigate and understand other pertinent sources of information, to comply with all laws and procedures applicable to the safe handling and use of the product and to determine the suitability of the product for its intended use. All products supplied by Momentive are subject to Momentive’s terms and conditions of sale. MOMENTIVE MAKES NO WARRANTY, EXPRESS OR IMPLIED, CONCERNING THE PRODUCT OR THE MERCHANTABILITY OR FITNESS THEREOF FOR ANY PURPOSE OR CONCERNING THE ACCURACY OF ANY INFORMATION PROVIDED BY MOMENTIVE, except that the product shall conform to Momentive’s specifi cations. Nothing contained herein constitutes an off er for the sale of any product.

82 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Franco MartinazzoST Powder Coatings Spa, Montecchio Maggiore (VI), Italy [email protected]
STOP CORROSION!Arresta la Corrosione!
The corrosionAs reported in Treccani encyclopaedia, the corrosion is “a chemical phenomenon which causes a gradual destruction of materials, usually metals, due to external agents”.For most of these materials, the metallic state is not the most thermodynamically favourite one.This means that, in determinate weather atmospheric conditions and with suitable oxidizing agents, the metals tend to react in order to move toward a more stable state, which generally consists of oxides and salts.Not all metals have the same tendency to react with oxidizing substances. Some of them, such as gold, hardly combine with other elements, because of their chemical inertia. Other ones, such as aluminium, tend to react easily with the oxygen, however this reaction forms a very compact oxide layer which acts as a protective barrier stopping the corrosion process (in this case it’s talking about metal passivation compared to the surrounding environment).Other metals, such as iron, instead, are highly reactive toward oxygen and other oxidizing agents, they do not fi nd the protection under their own oxide layer because it is too uneven and porous. In this case, the corrosion process continues till a complete metal consumption. This is the reason why in the nature there are no metallic iron mines, but only iron compounds mines, such as hematite (Fe2O3) and magnetite (Fe3O4).
La corrosioneCome riportato nell’enciclopedia Treccani, la corrosione viene definita come un “fenomeno chimico che provoca il graduale deterioramento di una sostanza solida, per lo più un metallo, per effetto di agenti esterni”.Per la maggior parte di questi elementi, lo stato metallico non è la forma termodinamicamente favorita. Questo significa che in determinate condizioni ambientali e in presenza di opportune sostanze ossidanti, i metalli tendono a reagire per portarsi ver-so uno stato più stabile costituito, in genere, da ossidi e da sali.Non tutti i metalli hanno la stessa tendenza a reagire con le sostanze ossidanti. Alcuni di essi, come ad esempio l’oro, si combinano con molta diffi coltà con gli altri elementi, grazie alla loro inerzia chimica. Altri, come l’alluminio, reagiscono facilmente con l’ossigeno ma lo strato di ossido che si forma, di natura molto compatta, si comporta come una barriera protettiva arrestando, di fatto, il processo corrosivo (si parla in questo caso, di passivazione del metallo rispetto all’am-biente che lo circonda).Altri metalli come il ferro, invece, molto reattivi verso l’ossige-no e altre sostanze ossidanti, non trovano alcuna protezione sotto il proprio strato di ossido essendo, quest’ultimo, trop-po disomogeneo e poroso. Il processo di corrosione prose-gue, in questo caso, fi no al completo consumo del metallo. Questo è il motivo per il quale, in natura, non esistono mi-niere di ferro metallico ma solo miniere di composti del ferro come l’ematite (Fe2O3) e la magnetite (Fe3O4).

INNOVATIONS: PRESENT&FUTURE
83 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
Corrosion’s typesDepending on the type of reaction between metal and oxidant, the corrosion process can be distinguished between “chemical corrosion” and “electrolytic corrosion”.
Chemical corrosion: when a metal such as iron is immersed in a solution which contains, for example, hydrochloric acid there is a chemical reaction as reported below:
Fe + 2 HCl → FeCl2 + H2
Generally the presence of strong acids and bases entails the complete dissolution of the metal in a very short time.Electrolytic corrosion: an electrolytic corrosion occurs when, in the metal, there is a creation of a system that behaves as a galvanic cell. A galvanic cell is made of two diff erent metals (with diff erent electrochemical potential) combined with an electrolyte that keeps them in contact. In these conditions the less noble metal (i.e. with lower electrochemical potential, the anode) tends to corrode.A classic example is the iron oxidation in case of humidity (Fig. 1). The iron alloys, in fact, are never perfectly homogeneous and may present areas with diff erent electrochemical potential.The inhomogeneity can be of chemical type (due to fl uctuations of the chemical composition) or physical type (due to the production process of the iron object as, for example, welding and polishing). In case of condensation (there is always some dissolved oxygen which behaves as electrolyte) a classic galvanic cell is created and the area with lower electrochemical potential is oxidized.
Corrosion protectionThe man’s battle against corrosion is almost as long as the human history itself. The use of paints and coatings as a protective system against the corrosion has its roots in the third century BC when, in a small town of North Africa, a particular vegetal resin was used to coat and to protect several objects1.1 The word “varnish” derived from the Medieval Latin “veronix-icis”, in turn
from the Greek “bereníkë” or “beroníkë”, which indicated a “resinous tree” or even a “sweet-smelling resin” itself. This term is originated, probably, from the name of a city in North Africa, Berenice, Benghazi today, where this resin was collected and used to produced a sort of varnish for objects’ protection.
Tipi di corrosioneA seconda del tipo di reazione che intercorre tra metallo e ossidante, il processo di corrosione viene distinto in “cor-rosione chimica” e “corrosione elettrolitica”.
Corrosione chimica: Quando un metallo come il ferro viene im-merso in una soluzione contenente, ad esempio, acido cloridrico avviene tra i due una reazione chimica come di seguito riportato:
Fe + 2 HCl → FeCl2 + H2
In genere la presenza di acidi e basi forti comporta la totale dissoluzione del metallo in tempi molto rapidi.Corrosione elettrolitica: la corrosione elettrolitica avviene quando nel metallo si crea un sistema che si comporta come
una cella galvanica. La cella galvani-ca è costituita da due metalli di na-tura diversa (con potenziale elet-trochimico diverso) associati ad un elettrolita che li tiene a contatto. In queste condizioni il metallo me-no nobile (cioè con potenziale elet-trochimico minore) tende a corro-dersi.Un classico esempio è l’ossidazio-ne del ferro in presenza di umidità (fi g. 1). Le leghe di ferro, infatti, non sono mai perfettamente omoge-nee e possono presentare zone
con potenziale elettrochimico diverso. Le disomogeneità possono essere di tipo chimico (dovute a fl uttuazioni della composizione chimica) o fi sico (dovute alle lavorazioni che i manufatti in ferro possono subire come, ad esempio, saldature e lucidature). In presenza di condensa (la quale contiene sempre dell’ossigeno disciolto e si comporta da elettrolita) si genera la classica pila galvanica e la zona a più basso potenziale elettrochimico si ossida.
Protezione contro la corrosioneLa battaglia dell’uomo contro la corrosione è lunga quasi quanto la storia dell’uomo stesso. L’utilizzo delle vernici qua-le sistema protettivo contro la corrosione aff onda le sue ra-dici nel terzo secolo Avanti Cristo dove, in una piccola città del nord Africa, si utilizzava una particolare resina vegetale per rivestire e proteggere diversi tipi di manufatto1.
1 Il termine “vernice” deriva dal latino medievale veronix-icis, a sua volta dal greco bereníkë o beroníkë, e indica un ‘albero resinoso’ e forse la sua stessa ‘resina odorifera’. Il termine ha origine probabilmente dal nome di una città in Nord Africa, Berenice, oggi Bengasi, dove questa resina veniva estratta ed utilizzata per produrre delle vernici protettive.
© S
t Pow
der C
oati
ngs
1

84 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Stop Corrosion!
The coatings’ corrosion protection can be carried out in various ways. Ones of the most important are the “sacrifi cial anode” eff ect, through the use of fi llers based on metallic zinc, and the “barrier” eff ect, given by particular fi llers that hinder the path of oxidizing agents to the metal.Sacrifi cial anode: the coatings, which contain a high percentage of zinc, off er a signifi cant cathodic protection when applied to ferrous substrates (Fig. 2). Zinc, in fact, thanks to its low electrochemical potential, acts as the cathode during the corrosion process and degrades in place of ferrous support.Barrier eff ect: some types of fi llers are not limited to “reduce” the cost of a coating formulation but give a high degree of protection against corrosion to coating through the so-called barrier eff ect. The protection, in this case, is physical, a shield that is interposed between the oxidizing agents that are outside (air, humidity, chemical agents, etc.) and the metal. The best fi llers used for this specifi c purpose have lamellar particles which are arranged parallel to the surface, making arduous the infi ltration of the external oxidizing agents (Fig. 3).
Correlation between corrosion and environment – ISO 12944 descriptionThe type and the amount of corrosion to which a metal is subjected depend strongly on the environment where the manufactured object is located. It is well know, in fact, that articles identical for composition and manufacture, placed in diff erent locations, can be damaged by the corrosion in very diff erent ways. Starting from this assumption, the International Organization for Standardization (ISO) has classifi ed, in the Standard ISO 12944, diff erent environments (outdoor and indoor) as a function of their corrosivity levels.
Water,Oxygen, Corrosive species Water,Oxygen, Corrosive species
a. Film pigmented with spherical particles b. Film pigmented with lamellar particles
La protezione contro la corrosione offerta dalle vernici può es-sere espletata in vari modi. Tra i più importanti ricordiamo l’ef-fetto “anodo sacrificale” ottenibile attraverso l’uso di filler a ba-se di zinco metallico e l’effetto barriera dato da particolari filler
che ostacolano il percorso degli agenti ossidanti verso il metallo.Anodo sacrificale: Le vernici contenenti una elevata per-centuale di zinco offrono una rilevante protezione catodica quando applicate su substra-ti ferrosi (fig. 2). Lo zinco, infat-ti, dato il suo basso potenziale elettrochimico, funge da catodo durante il processo di corrosio-
ne e si degrada al posto del suppor-to ferroso. Effetto barriera: Alcuni tipi di ca-riche non si limi-tano solo a “ri-durre” il costo formulativo di un rivestimento ma impartiscono alla vernice una ele-vata protezione contro la corrosio-
ne attraverso il cosiddetto effetto barriera. La protezione è, in questo caso, una protezione fisica, uno scudo che si interpone tra gli agenti ossidanti che si trovano all’esterno (aria, umidità, agenti chimici, etc.) e il metallo del manufatto. I migliori filler usati per questo specifico scopo hanno le particelle di tipo la-mellare le quali si dispongono parallele alla superficie renden-do impervio il cammino degli agenti ossidanti esterni (fig. 3).
Legame tra corrosione e ambiente - Descrizione della ISO 12944Il tipo e l’entità di corrosione al quale un manufatto in metallo è sottoposto dipende fortemente dall’ambiente ove esso si trova. È risaputo, infatti, che manufatti iden-tici per composizione e manifattura, posizionati in loca-lità diverse, possono subire danni dovuti alla corrosione molto diversi tra loro. Partendo da questo presupposto, la International Organization for Standardization (ISO) ha classifi cato, all’interno della norma ISO 12944, i diversi ambienti (inter-ni ed esterni) in funzione della loro classe di corrosività.
2
3
INNOVATIONS: PRESENT&FUTURE
The classifi cation is summarized in the table below:
Corrosivity Level Typical outdoor environment Typical indoor environment
C1- Heated buildings with clean/neutral atmosphere,
for example offi ces, schools, hotels, shops.Very LowC2 Environments with low pollution,
mainly rural areas.Not heated buildings where condensation may be formed, for examples warehouses, sport’s room.Low
C3 Urban and industrial environments, moderate sulphur dioxide pollution. Coastal areas with low salinity.
Production areas with high humidity and a relative pollution level; for example alimentary industry, laundries, breweries, dairies.Medium
C4Industrial and coastal areas with moderate salinity. Chemical processing plants, swimming pools,
coastal sites for boats.HighC5-I Industrial areas with high humidity and aggressive
atmosphere.Buildings or areas with almost permanent condensation and with high pollution.Very High (Industrial)
C5-MCoastal and offshore areas with high salinity. Buildings or areas with almost permanent condensation and with
high pollution.Very High (Marine)
The ISO Standard just mentioned, besides the corrosive environments’ classifi cation, establishes also the protection type necessary for a steel object according to the environment where it will stay. The sense of the ISO 12944, in other words, is to give an adequate support in choosing the right pre-treatment and the right curing
La classifi cazione è riassunta nella seguente tabella:
La norma ISO appena citata, oltre a classifi care i diversi ambienti corrosivi, stabilisce anche quale tipo di pro-tezione deve essere data ad un manufatto in acciaio in funzione dell’ambiente dove esso dovrà operare. Il senso della Norma ISO 12944, in altre parole, è quel-lo di dare un adeguato supporto nella scelta del tipo

86 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Stop Corrosion!
cycle in order to have a maximum durability according to the environment where the coated object will stay. The durability of a coating system should then be tested through the accelerated aging tests contained in Standard UNI EN ISO 12944-6.It is important to note that the term “durability” indicates a forecast of the eff ectiveness of a complete curing cycle (substrate’s preparation, pre-treatment, pre-treatment’s quality, coating, polymerization, etc.) in order to obtain a good protection against corrosion. The durability, therefore, does not equate to a guarantee time but it is only an indication of time that can elapse the painting and the subsequent maintenance’s action. The durability is divided in 3 levels according to the UNI EN ISO 12944-1: • Low (L) = from 2 to 5 years • Medium (M) = from 5 to 15 years • High (H) = more than 15 years
The durability is also associated to some chemical-physical tests. Some of these tests, according to corrosion levels, are shown in the table below.
Corrosion level as determinated byISO 12944-2
Durability Level ISO 2812-1 (chemical resistance) hours
ISO 2812-2 (water immersion) hours
ISO 6270 (water’s condensation) hours
ISO 9227 (neutral salt spray) hours
C2 Low (L) _ _ 48 _
Medium (M) _ _ 48 _
High (H) _ _ 120 _
C3 Low (L) _ _ 48 120Medium (M) _ _ 120 240High (H) _ _ 240 480
C4 Low (L) _ _ 120 240Medium (M) _ _ 240 480High (H) _ _ 480 720
C5-I Low (L) 168 _ 240 480Medium (M) 168 _ 480 720High (H) 168 _ 720 1440
C5-M Low (L) _ _ 240 480Medium (M) _ _ 480 720High (H) _ _ 720 1440
As mentioned before, the Standard UNI EN ISO 12944, besides giving information about the tests to be performed, gives also information about the type of pre-treatment and coating to be done in order to reach the goal. Let’s consider, for example, a C4 aggressive environment. For this type of environment, the ISO Standard enunciates that the steel structures must be: a) sandblasted with SA 2,5 grades;
di pretrattamento e del ciclo di verniciatura per ottenere la massima durabilità in funzione dell’ambiente in cui è si-tuato il manufatto. La durabilità di un sistema verniciante deve poi essere provato mediate i test di invecchiamento accelerato riportati nella normativa UNI EN ISO 12944-6.È importante precisare che con il termine durabilità si in-tende una previsione indicativa dell’effi cacia di un ciclo completo di verniciatura (preparazione del supporto, pre-trattamento, qualità del pretrattamento, verniciatura, polimerizzazione, etc.) al fi ne di ottenere una buona pro-tezione anticorrosiva. La durabilità, quindi, non è una ga-ranzia di durata ma solo un’indicazione dell’intervallo di tempo che può intercorrere tra la verniciatura ed il succes-sivo intervento di manutenzione. La durabilità è suddivisa, in base alla norma UNI EN ISO 12944-1, in 3 classi: • Bassa (L) = da 2 a 5 anni • Media (M = da 5 a 15 anni • Alta (H = oltre 15 anni
ed è associata ad una serie di test chimico-fi sici. Alcuni di essi sono riportati nella seguente tabella in funzione della classe di corrosione.
Come già detto in precedenza, la Norma UNI EN ISO 12944, oltre a dare informazioni sui test da eseguire, da indicazioni anche sulla tipologia di pretrattamen-to e di verniciatura da eseguire per il raggiungimento dell’obiettivo. Consideriamo, ad esempio, l’ambiente aggressivo di tipo C4. Per questo tipo di ambiente la norma dice che le strutture in acciaio devono essere:a) sabbiate con grado SA 2,5;

INNOVATIONS: PRESENT&FUTURE
87 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
b) coated with one or two layers of a suitable primer (80 micron thickness);
c) fi nished with two or three layers of a suitable “top coat” (120 -240 micron thickness, according to the type of powder coating and the durability required);
d) the fi nal thickness of the fi lm should be between 200 and 320 micron, according to the durability required.
Salt spray test for a C4 environment is showed below:
Environment Durability Level ISO 9227 (Neutral salt spray)
C4Low (L) 240 hoursMedium (M) 480 hoursHigh (H) 720 hours
ST Powder Coatings’ Anticorrosive PrimerIn order to meet the needs of many customers, ST Powder Coatings’ R&D labs have developed two specifi c anticorrosive primer to prevent the corrosion and to protect steel objects from it.
EZ-658-7300-010The primer EZ-658-7300-010, based on “sacrifi cial anode” technology, carries out its protection thanks to its high content of metallic zinc. The anticorrosive performances of this primer, combined with a suitable pre-treatment cycle, closely matches the hot dip galvanized steel ones.
EY-658-7300-001The anticorrosive primer EZ-658-7300-010, although carrying out his anticorrosive duties perfectly, may not be accepted by the fi nal users because of raw materials considered dangerous for the environment (zinc powder). ST Powder Coatings’ R&D labs, therefore, have studied and developed an Anticorrosive Primer, totally dangerous substances free, based on an exceptional “barrier eff ect”. The product code of this primer is EY-658-7300-001.The tables below show the results of the salt spray tests carried out in parallel on samples coated with Primer EZ-658-7300-010 and with the new Primer EY-658-7300-001, both over coated with white polyester.
b) rivestite con 1 o 2 mani di un adeguato primer (spes-sore 80 micron);
c) fi nite con un 2 o 3 mani di un adeguato “top coat” (spessore da 120 a 240 micron a seconda del tipo di vernice e della durata richiesta).
d) Lo spessore totale del fi lm di vernice deve essere tra i 200 e i 320 micron, a seconda della durata richie-sta.
Il test di nebbia salina previsto per l’ambiente C4 è ri-portato nella seguente tabella:
Primer Anticorrosivi di produzione ST Powder CoatingsPer far fronte alle esigenze di molti clienti, i laboratori della ST Powder Coating hanno sviluppato due specifi ci primer anticorrosivi per prevenire e proteggere i ma-nufatti in acciaio dalla corrosione.
EZ-658-7300-010Il primer EZ-658-7300-010, basato sul-
la tecnologia dell’anodo sacrifi cale, svolge la sua azione protettiva grazie
al suo elevato contenuto di zinco metallico. Le performance anti-corrosive di questo primer, in combinazione con un adeguati ciclo di pretrattamento, si avvi-cinano a quelle dell’acciaio zin-cato a caldo.
EY-658-7300-001Il primer anticorrosivo EZ-658-7300-010,
pur svolgendo egregiamente le sue funzio-ni anticorrosive, può non essere accettato dagli uti-
lizzatori fi nali in quanto contenente materie prime con-siderate pericolose per l’ambiente (lo zinco in polvere). I laboratori di Ricerca e Sviluppo ST, perciò, hanno studiato e realizzato un Primer Anticorrosivo totalmente privo di sostanze pericolose che basa la sua effi cacia anticorrosiva su un eccezionale eff etto barriera. Il codice del primer in questione è EY-658-7300-001.Le seguenti tabelle riportano l’esito dei test in nebbia sa-lina eff ettuati in parallelo su provini verniciati con il Pri-mer EZ-658-7300-010 e con il nuovo EY-658-7300-001 e sovra verniciati con un poliestere liscio lucido bianco.
sed y,
-t
may not bbe
EZ 658 7300 01058 7300 0Il primerp
la tecnsvolge
am
c
EY-658Il prim
pur svolglgosive pni anticorro pu

88 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Stop Corrosion!
Table 1:Corrosion resistance of EY-658-7300-001 and EZ-658-7300-010 on Zinc phosphate steel panels, over coated with polyester powder coatings code P2-858-9010-010 (ISO 9227 neutral salt spray).
Primer Tested 1.000 hours 2.000 hours 3.000 hours 4.000 hours 5.000 hours
EY-658-7300-001 No blistering. No fi lm detachment.
No blistering. No fi lm detachment.
No blistering. No fi lm detachment.
No blistering. No fi lm detachment.
No blistering. No fi lm detachment.
EZ-658-7300-010 No blistering. No fi lm detachment.
No blistering. No fi lm detachment.
No blistering. No fi lm detachment.
No blistering. No fi lm detachment.
No blistering. No fi lm detachment.
Table 2: Corrosion resistance of EY-658-7300-001 and EZ-658-7300-010 on Iron phosphate steel panels, over coated with polyester powder coatings code P2-858-9010-010 (ISO 9227 neutral salt spray).
Primer Tested 500 hours 1.000 hours 2.000 hours
EY-658-7300-001 No blistering. No fi lm detachment.
No blistering. No fi lm detachment.
No blistering. Film detachment near the crosscut (3-6 mm)
EZ-658-7300-010 No blistering. No fi lm detachment.
No blistering. No fi lm detachment.
No blistering. Film detachment near the crosscut (1-8 mm)
The anticorrosive properties of both primer (EZ and EY), combined with an appropriate pre-treatment cycle, allow to reach and widely exceed the corrosion resistance tests for the highest durability levels described in Regulation ISO 12944 (C5-I e C5-M). Some coated panels subjected to accelerating aging test are shown in the images below.
Tabella 1:Resistenza alla corrosione di EY-658-7300-001 e EZ-658-7300-010 applicati su pannelli in acciaio pretrattati con Fosfati di Zinco e sovraverniciati con fi nitura poliestere cod. P2-858-9010-010 (ISO 9227 neutra).
Tabella 2: Resistenza alla corrosione di EY-658-7300-001 e EZ-658-7300-010 applicati su pannelli in acciaio pretrattati con Fosfati di Ferro pesante e sovraverniciati con fi nitura poliestere cod. P2-858-9010-010 (ISO 9227 neutra).
Le proprietà anticorrosive di entrambi i primer, combi-nati con un adeguato ciclo di pretrattamento, consen-tono di raggiungere e superare ampiamente i test di re-sistenza alla corrosione previsti per le più alte classi di durabilità descritte nella Norma ISO 12944 (C5-I e C5-M). Una immagine dei provini sottoposti al test di invec-chiamento accelerato è riportata di seguito.

Messe Düsseldorf GmbH
P.O. Box 10 10 06 _ 40001 Düsseldorf _ Germany
Tel. +49 (0)2 11/45 60-01 _ Fax +49 (0)2 11/45 60-6 68
www.messe-duesseldorf.de
Wire, Cable,
Fibre Optic,
Wire Products
and Machinery
Fastener
Technology
Mesh Welding
Machinery
Springmaking
www.wire.de
join the best7 – 11 April 2014Düsseldorf, Germany
International Wire and Cable Trade Fair
Meeting point: wire 2014 in Düsseldorf!join the best – welcome to the world’s leading trade fair for the wire and
cable industry! Those who wish to find comprehensive information about the latest
innovations in wires and cables, manufacturing machinery and equipment need look
no further. It can all be found here at the world’s most important exhibition –
the meeting point for international experts, specialists and global market leaders.
A focal point of wire 2014: The growing importance of copper wires in automotive
engineering, in telecommunication or electronics.
An important fixed date in your calendar – your visit to wire 2014 in Düsseldorf!

90 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Beatrice BarbaP&P Holding,Bedizzole (BS), Italy [email protected]
RELIABILITY AND HIGH PERFORMANCE OF PVD COATINGS IN THE DECORATIVE SECTOR: THE IMPORTANCE OF CONTROLAffi dabilità ed elevate prestazione dei rivestimenti PVD nel settore decorativo: l’importanza del controllo
Preliminary remarksAs for all the processes relating to the coating of metals, the production process of PVD coatings begins with a washing stage.In this step, the control of products is almost exclusively visual and is needed to ensure optimal conditions before the PVD coating stage (absence of oxidation, of polishing paste residues, of stains, etc.). Many defects can be avoided with a careful control of the surface preparation, although this is obviously not suffi cient to ensure the end quality of the coating.This happens through specifi c standard methods that will be briefl y presented in this article, together with the tools used for this purpose.
Reference parameters for PVD coatings intended for the decorative sector and related instruments1) Thickness: it is generally measured in microns and can vary from a few tens of nanometres to a few microns. The thickness of a deposit can be gauged with ease, albeit relatively precisely, with a profi lometer (Fig. 1), by measuring the “step” created between a coated and an uncoated area. These areas can be singled out by partially removing the coating at the end of the deposit process or by screening a part of the sample prior to the same process (by means of a polymeric fi lm, which is removable with solvent). The test is performed by placing the tracer point of the profi lometer in the area between the coated and the uncoated part, and the advancement of the tip should be suffi cient to detect the “step” between the two surfaces. The thickness of this “step” corresponds to that of the deposit.Alternatively, various tools such as, for example, the Calo tester (generally used to measure thicknesses greater than one micron) and the X-ray spectrophotometer
IntroduzioneIl processo produttivo dei rivestimenti PVD inizia, come per tutti i processi che riguardano il ricoprimento di metalli, con il lavaggio.In questa fase il controllo dei prodotti è quasi esclusivamen-te visivo e serve a garantire le condizioni ottimali prima del rivestimento PVD (assenza di ossidazione, di residui di pasta di lucidatura, di macchie, ecc.). Molti difetti possono essere evitati grazie a un attento controllo della preparazione delle superfi ci anche se ciò non è ovviamente suffi ciente a garan-tire le caratteristiche qualitative del rivestimento fi nale.Questo avviene grazie a metodologie standardizzate specifi -che che verranno illustrate sinteticamente in questo artico-lo, unitamente agli strumenti utilizzati a questo scopo.
Parametri di riferimento per i rivestimenti PVD a scopo decorativo e relativi strumenti1) Spessore: generalmente misurato in micron, può va-riare da qualche decina di nanometri fi no a raggiun-gere qualche micron. Lo spessore del deposito può essere misurato con facilità, seppure in maniera rela-tivamente precisa, attraverso il profi lometro (fi g. 1),
misurando il gradino che si crea tra una zona rive-stita e una non rivestita. Nel dettaglio, è possibile ottenere queste due zone rimuovendo parzialmen-te il rivestimento a fi ne deposito, oppure scher-mando una parte del cam-pione prima del deposito (mediante un fi lm polime-rico, rimuovibile poi con del solvente). La prova si esegue posizionando il ta-statore del profi lometro nella zona tra la parte ri-vestita e quella non rive-stita e l’avanzamento della
punta deve essere tale da rilevare il gradino che esiste tra i due piani. Lo spessore del gradino corrisponde a quello del deposito.In alternativa, possono essere utilizzati diversi strumen-ti come, per esempio, il Calotest (solitamente impiega-to per misurare spessori superiori al micron), oppure lo
1
A profi lometer (courtesy of ProtimLafer Coating Division).
Immagine di un profi lometro (cortesia di ProtimLafer Coating Division).
1 © ProtimLafer

INNOVATIONS: PRESENT&FUTURE
91 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
can be used. In the latter case, to make reliable measurements, it is necessary to calibrate the instrument with specifi c reference algorithms and standards depending on the type of coating.
2) Roughness: it indicates the presence of geometric micro imperfections on the surface, which are generally not visible to the naked eye. The surface irregularities are assessed by supposing to dissect the surface with an orthogonal plane to the surface. The actual profi le is the line resulting precisely from the intersection between the surface and the orthogonal plane (Fig. 2).The measurement of the surface roughness is performed with a roughness tester, which inspects the surface with a thin tracer point and records the irregularities showing them on a chart (or on a display) with a precision up to a thousandth of a micron. The PVD coatings do not signifi cantly alter the surface roughness of the substrate: this is one of the main reasons why they are used for decorative applications with a high aesthetic impact. Generally, for the PVD coatings with a glossy fi nish used in the decorative fi eld, the recorded values are around Ra 0.01μm (average roughness) and Rz 0.05μm (maximum roughness averaged over fi ve peaks and fi ve valleys).
03) Colour Coordinates: colours can be perceived diff erently. For this reason, it is essential to use a standard method for their correct defi nition.One of the most used reference systems is the CIELAB model (Fig. 3) with the use of the three coordinates L, a, and b:- L = coating lightness (with values from 0 to 100, from black to white);- a, b = two colour ranges going from green (negative) to
spettrofotometro a raggi X. In questo ultimo caso, per eff ettuare misure attendibili, è necessario tarare lo stru-mento con algoritmi e standard di riferimento dedicati in funzione della tipologia di rivestimento.
2) Rugosità: identifi ca la presenza di microimperfezioni geometriche presenti sulla superfi cie e generalmente
poco visibili a occhio nudo. Le irregolarità superfi ciali si misurano immaginando di se-zionare la superfi cie secondo un piano, detto piano di rilie-vo, ortogonale alla superfi cie stessa. Il profi lo reale è la li-nea risultante dall’intersezio-ne della superfi cie reale con il piano di rilievo (fi g. 2).Il rilievo della rugosità viene eseguito con un apparecchio detto “rugosimetro”, che ispeziona la superfi cie con un sottile tastatore e registra le irregolarità riportandole su
un diagramma (o su un display) con una precisione che raggiunge il millesimo di micron. I rivestimenti PVD non alterano signifi cativamente la rugosità superfi ciale del substrato: è uno dei motivi principali per cui sono utiliz-zati per impieghi decorativi dall’elevato impatto estetico. Generalmente, per i rivestimenti PVD in ambito decora-tivo con fi nitura lucida i valori registrati sono intorno a 0,01μm per Ra (rugosità media) e 0,05μm per Rz (rugosi-tà massima mediata su cinque picchi e cinque valli).
03) Coordinate colore: i colori possono essere percepiti dif-ferentemente a seconda degli individui. Per questo mo-tivo è indispensabile utilizzare una metodologia normata per la loro corretta defi nizione.Uno dei sistemi di riferimento più utilizzati è costituito dal
modello unifi cato CIELAB (fi g. 3) con l’utilizzo di tre coordinate - L, a, b - che determinano rispettiva-mente:- L = luminosità del rive-stimento (con valori da 0 a 100, da nero a bianco);- a, b = rappresentano due gamme di colore che vanno rispettiva-
2
An orthogonal plane for the roughness measurement.
Piano di rilievo per il calcolo della rugosità.
2
3
The CIELAB 1976 colour space.
Scala colorimetrica CIELAB 1976.
3

92 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Reliability and High Performance of Pvd Coatings in the Decorative Sector: the Importance of Control
red (positive) as regards the “a” value, and from blue (negative) to yellow (positive) as regards the “b” value.The colour measurement can be performed by means of a tool called “spectrophotometer”, with which the colour coordinates are electronically provided through a simple measurement. The spectrophotometer is preferable to other simpler tools, such as the colorimeter, for the high level of accuracy achieved thanks to the numerous functions that make the measurement independent of the type of substrate and of fi nish (gloss, satin, matte, etc.).In the characterisation stage, moreover, it is essential to test the stability of the colour. The test is performed by immersing the sample in distilled water at a temperature of 80°C for 24 hours, in compliance with the standard ASTM D870. At the end of the test, the colour is measured to assess how much the coordinates “a” and “b” have changed: if the range is less than 0.3 and 3.5 respectively, the test result is positive and the colour can be considered stable in time.Thanks to the PVD technology, it is possible to obtain diff erent types of deposits and, therefore, several colours: metallic colours, obtained through the evaporation of pure metals such as Cr, Ti, Zr, etc., and so-called “reactive” colours, typical of binary and ternary compounds, obtained from the reaction of pure metals with process gases. In this case, shades of yellow, gray and black, as well as bronze, blue, etc. can be obtained.Figure 4 shows the standard colours that can be obtained. However, through the variation of certain process parameters, it is possible to create further tones.
04) Adhesion: it is surely a fundamental parameter for the optimum performance of PVD coated objects. By measuring the coating adhesion, it is possible to assess the cohesion between the deposited fi lm and the substrate. The tests used for the adhesion measurement vary depending on the substrate. For metals, a tool
mente dal verde (negativo) al rosso (positivo) per quanto riguarda il valore di “a”, e dal blu (negativo) al giallo (posi-tivo) per quanto riguarda il valore di “b”.La misura del colore può essere eseguita per mezzo di uno strumento chiamato “Spettrofotometro”, grazie al quale vengono fornite elettronicamente le misure delle coordinate colore tramite una semplice misura. Lo spettrofotometro è preferibile ad altri strumenti più sem-plici, quali il colorimetro, per l’elevato livello di precisione raggiunta grazie alla molteplicità di funzioni che rendono la misurazione indipendente dalla tipologia di substrato e dal-la fi nitura (lucida, satinata, opaca, ecc.).In fase di caratterizzazione, inoltre, è fondamentale testare la stabilità del colore. Il test consiste nell’immergere il cam-pione in acqua distillata alla temperatura di 80°C per 24 ore, in accordo con la norma ASTM D870. Al termine della pro-va si misura il colore e si valuta di quanto sono cambiate le coordinate “a” e “b”: se il range è rispettivamente inferiore di 0,3 e 3,5, allora l’esito della prova è positivo e il colore può considerarsi stabile nel tempo.Grazie alla tecnologia PVD, è possibile realizzare diverse ti-pologie di depositi e quindi svariate colorazioni: le colora-zioni metalliche, ottenute tramite l’evaporazione di metalli puri quali ad esempio Cr, Ti, Zr, ecc., e le colorazioni cosid-dette “reattive”, caratteristiche di composti binari o ternari, ottenuti dalla reazione dei metalli puri con gas di processo. In quest’ultimo caso sono ottenibili colori quali, per esem-pio, le gradazioni del giallo, del grigio e del nero, il bronzo, il blu,ecc.La fi gura 4 mostra le colorazioni standard che si possono ot-tenere. Tuttavia, tramite la variazione di alcuni parametri di processo, è possibile ottenere ulteriori sfumature.
04) Aderenza: è sicuramente un parametro fonda-mentale per ottenere ottime prestazioni in esercizio di manufatti rivestiti tramite PVD. L’aderenza del rive-stimento misura la coesione tra il fi lm depositato e il substrato. I test utilizzati per la misura dell’aderenza
4
PVD standard fi nishes (courtesy of P&P).
Finiture standard PVD (cortesia di P&P).
4© P&P

INNOVATIONS: PRESENT&FUTURE
93 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
called “microscratcher” (Fig. 5) is used. The test is done by dragging a Rockwell diamond tip with a normalised shape and size (C, 120°) along a fl at surface on the sample, at constant speed and with an incremental applied load (30 N or higher values for thicknesses greater than 1μm, while for lower values the loads generally range from x to 5 N). The standard ASTM C1624 calls for a diameter of the stylus around 200μm.Actually, it is necessary to adjust the size depending on the thickness of the coating to be tested, so as to concentrate the forces at the “interface” between coating and substrate. Usually, for thicknesses less than one micron, a tip with a diameter of 20 μm is used, while for thicknesses greater than 1 μm the diameter can reach 100 μm.After running the test, the sample is observed with an optical microscope to determine the critical load at which the coating has been damaged.Figure 6 shows an example of analysis of a PVD coating following the microscratch test. Case A shows a well controlled detachment within the scratch, which indicates a compliant deposit that fl akes in a regular way under the applied load. In Case B, on the other side, the coating is not compliant, given the macroscopic and uncontrolled detachments on the edges, which are symptoms of an anomaly or of a suboptimal, if not critical, adhesion.
05) Surface Hardness: it is a numeric value that indicates the plastic deformation properties of a material. It is defi ned as “resistance to permanent deformation”. This parameter is calculated using a laboratory test called “nanoindentation”. During this test, a normal force increasing up to a predetermined load (necessary for the indenter tip to penetrate 10%÷20% of the coating thickness) is applied using a pyramidal Berkovich indenter (142.5°). Subsequently, the force applied is made to decrease until the tip is lifted from the surface of the sample. The relation between the force and the penetration of the indenter into the substrate determines the mechanical
variano a seconda del substrato. Per quanto riguarda i materiali metallici, si utilizza uno strumento chiama-to “microscratcher” (fi g. 5). Il test si esegue trascinan-do una punta Rockwell di diamante, di geometria e di-mensione normalizzata (C, 120°), lungo una superfi cie piana del campione a velocità costante e carico appli-cato incrementale (30 N o valori maggiori per spesso-ri superiori a 1μm, mentre per valori inferiori i carichi generalmente variano tra e 5 N). La normativa ASTM C1624 indica un diametro del puntatore intorno ai 200μm.In realtà, è necessario variare la dimensione in funzione dello spessore del rivestimento che si sta testando, in maniera tale da concentrare le forze all’interfaccia tra rivestimento e sub-strato. Generalmente, per spessori inferiori al micron, si utilizza una punta di diametro pari a 20 μm, mentre per spessori supe-
riori a 1 μm si arriva fino a 100 μm.Una volta eseguito il test, il campione viene osservato al microsco-pio ottico per determi-nare in corrispondenza di quale carico critico il rivestimento è stato danneggiato.In figura 6 è riportato un esempio di analisi del rivestimento PVD a se-guito del Microscratch test. Il caso A mostra un
distacco ben controllato all’interno del solco (scratch), il che indica un deposito conforme che si sfalda in maniera regola-re sotto il carico applicato. Invece, l’immagine relativa al caso B evidenzia un coating non conforme, con distacchi macroscopi-ci e incontrollati sul bordo, sintomo di un’anomalia o comun-que di un’aderenza non ottimale, se non addirittura critica.
05) Durezza superficiale: è un valore numerico che indica le caratteristiche di deformabilità plastica di un materiale. È de-finita come la “resistenza alla deformazione permanente”. Tale parametro è calcolato tramite un test di laboratorio chia-mato “Nano indentazione”. Durante tale prova, viene appli-cata - tramite un penetratore Berkovich di forma piramida-le (142,5°) - una forza normale e crescente fino a un carico prestabilito (necessario per raggiungere un affondamento del penetratore del 10%÷20% dello spessore del rivestimen-to). Successivamente, la forza applicata viene fatta decresce-re fino a che il puntatore si solleva dalla superficie di prova.
5
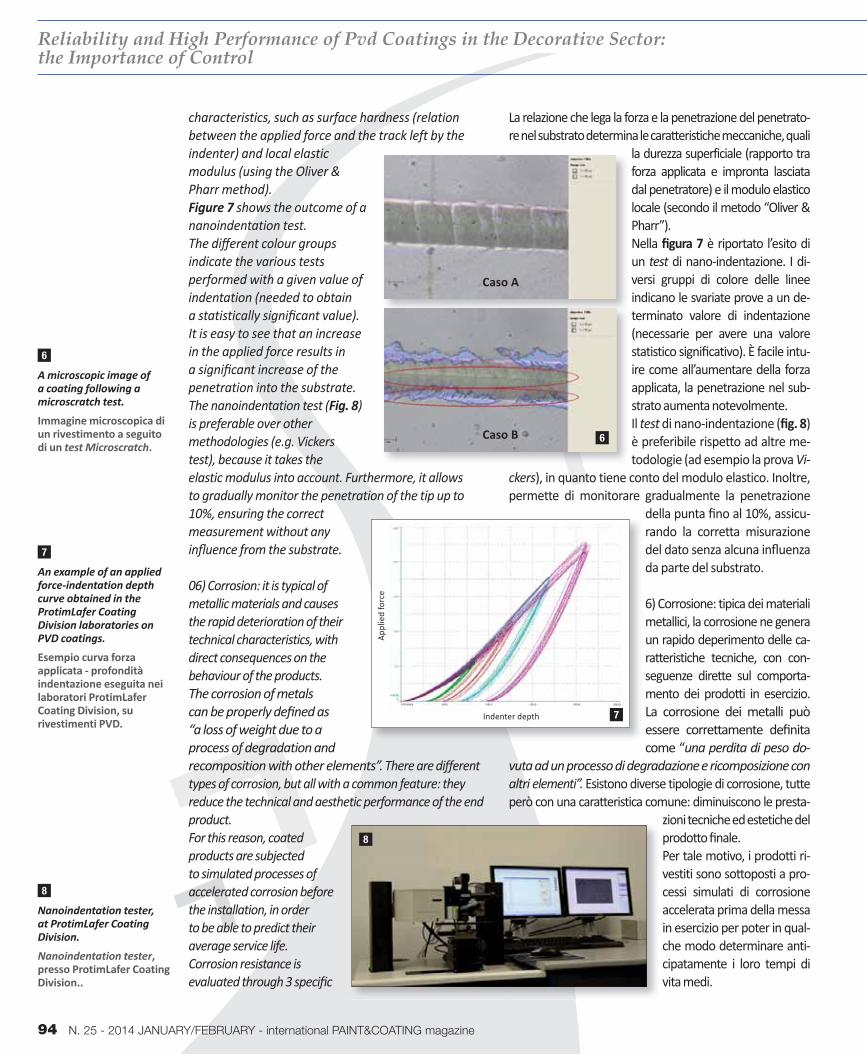
94 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
La relazione che lega la forza e la penetrazione del penetrato-re nel substrato determina le caratteristiche meccaniche, quali
la durezza superficiale (rapporto tra forza applicata e impronta lasciata dal penetratore) e il modulo elastico locale (secondo il metodo “Oliver & Pharr”).Nella fi gura 7 è riportato l’esito di un test di nano-indentazione. I di-versi gruppi di colore delle linee indicano le svariate prove a un de-terminato valore di indentazione (necessarie per avere una valore statistico signifi cativo). È facile intu-ire come all’aumentare della forza applicata, la penetrazione nel sub-strato aumenta notevolmente.Il test di nano-indentazione (fi g. 8) è preferibile rispetto ad altre me-todologie (ad esempio la prova Vi-
ckers), in quanto tiene conto del modulo elastico. Inoltre, permette di monitorare gradualmente la penetrazione
della punta fi no al 10%, assicu-rando la corretta misurazione del dato senza alcuna infl uenza da parte del substrato.
6) Corrosione: tipica dei materiali metallici, la corrosione ne genera un rapido deperimento delle ca-ratteristiche tecniche, con con-seguenze dirette sul comporta-mento dei prodotti in esercizio. La corrosione dei metalli può essere correttamente defi nita come “una perdita di peso do-
vuta ad un processo di degradazione e ricomposizione con altri elementi”. Esistono diverse tipologie di corrosione, tutte però con una caratteristica comune: diminuiscono le presta-
zioni tecniche ed estetiche del prodotto fi nale.Per tale motivo, i prodotti ri-vestiti sono sottoposti a pro-cessi simulati di corrosione accelerata prima della messa in esercizio per poter in qual-che modo determinare anti-cipatamente i loro tempi di vita medi.
characteristics, such as surface hardness (relation between the applied force and the track left by the indenter) and local elastic modulus (using the Oliver & Pharr method).Figure 7 shows the outcome of a nanoindentation test. The diff erent colour groups indicate the various tests performed with a given value of indentation (needed to obtain a statistically signifi cant value). It is easy to see that an increase in the applied force results in a signifi cant increase of the penetration into the substrate.The nanoindentation test (Fig. 8) is preferable over other methodologies (e.g. Vickers test), because it takes the elastic modulus into account. Furthermore, it allows to gradually monitor the penetration of the tip up to 10%, ensuring the correct measurement without any infl uence from the substrate.
06) Corrosion: it is typical of metallic materials and causes the rapid deterioration of their technical characteristics, with direct consequences on the behaviour of the products. The corrosion of metals can be properly defi ned as “a loss of weight due to a process of degradation and recomposition with other elements”. There are diff erent types of corrosion, but all with a common feature: they reduce the technical and aesthetic performance of the end product.For this reason, coated products are subjected to simulated processes of accelerated corrosion before the installation, in order to be able to predict their average service life.Corrosion resistance is evaluated through 3 specifi c
Reliability and High Performance of Pvd Coatings in the Decorative Sector: the Importance of Control
Caso A
Caso B
6
A microscopic image of a coating following a microscratch test.
Immagine microscopica di un rivestimento a seguito di un test Microscratch.
7
An example of an applied force-indentation depth curve obtained in the ProtimLafer Coating Division laboratories on PVD coatings.
Esempio curva forza applicata - profondità indentazione eseguita nei laboratori ProtimLafer Coating Division, su rivestimenti PVD.
8
Nanoindentation tester, at ProtimLafer Coating Division.
Nanoindentation tester, presso ProtimLafer Coating Division..
6
Appl
ied
forc
e
Indenter depth 7
8

tests: NSS (Neutral Salt Spray), CASS (Copper-Accelerated Acetic Acid Salt Spray) and AASS (Acetic Acid Salt Spray), using a salt spray chamber in which a solution is sprayed – respectively, neutral for the fi rst test and acid for the other two.The test is performed by subjecting the samples to certain levels of humidity, temperature and pH in such a way as to simulate the aggressive action of external agents. The parts are placed in the salt spray chamber and visually inspected at defi ned time intervals to assess how much time is needed to detect surface defects due to the phenomenon of corrosion.The corrosion resistance of PVD coatings varies considerably depending on the type of substrate, the substrate preparation to the deposit process and the type of PVD coating.
ConclusionThe technological evolution in the world of surface coatings is now following a trend of rapid growth, while the performance characteristics required by the market are more and more specifi c and stringent. Those described in this article are just some of the methods that enable a quality control that is often quick and easy, but also signifi cant; many others can be chosen as a function of the parameters to be monitored.
La resistenza alla corrosione viene valutata tramite 3 specifi ci test: NSS( Neutral Salt Spray), CASS ( Cupro- acetic Sal t Spray)e AASS( Acetic Acid Salt Spray),che utilizzano una camera di nebbia salina in cui viene nebulizzata una soluzione rispettivamente neutra per il primo test, o acida per gli altri due.Il test viene eseguito sottoponendo i campioni a determinati livelli di umi-dità, temperatura e pH in modo tale da simulare l’azione aggressiva degli agenti esterni.In particolare i pezzi sono posizionati all’interno della camera di nebbia salina e controllati visivamente ad intervalli di tempo definiti, per poter individuare dopo quanto tempo mostrano difetti superficiali dovuti al fe-nomeno della corrosione.La resistenza alla corrosione dei rivestimenti PVD varia notevolmente in funzione della tipologia di substrato, dalla preparazione del substrato al deposito finale, e della tipologia di rivestimento PVD.
ConclusioneL’evoluzione tecnologica nel mondo dei rivestimenti superfi ciali sta ormai seguendo un trend di rapida crescita e sempre più specifi -che e stringenti sono le prestazioni richieste dal mercato.Le analisi sinteticamente descritte in questo articolo sono solo al-cune delle metodiche che permettono un controllo qualitativo spesso rapido e veloce, ma anche signifi cativo; molte altre posso-no essere scelte in funzione dei parametri da monitorare.
Filtrazione per impianti di verniciatura
Via Vincenzo Monti 173
Special application

Reliability and High Performance of Pvd Coatings in the Decorative Sector: the Importance of Control
9
La P&P, azienda leader nei rivestimenti sotto vuoto, of-fre ai propri clienti un servizio costante di monitoraggio e controllo dei propri rivestimenti, al fi ne di garantire al cliente fi nale l’affi dabilità del prodotto sia nel campo del-le applicazioni decorative che di quelle tecniche. Le analisi di controllo e di caratterizzazione svolte di rou-tine, sono integrate da analisi più sofi sticate e complesse affi date in maniera continuativa ad Università ed Istituti di ricerca all’avanguardia in Italia ed in Europa. Il controllo qualità della P&P si occupa di monitorare, alle proprietà dei rivestimenti, anche i parametri di processo (analisi dei database degli impianti) al fi ne di progettare le più opportune modifi che hardware e software degli impianti in funzione dei sempre più evoluti processi mes-si a punto.Alta qualità ed affi dabilità sono la chiave di successo per il mercato attuale.
P&P, a leader in vacuum coatings, provides its customers with a service of constant monitoring and control of its coatings, in order to ensure reliable products both in the decorative and in the technical application fi elds. The control and characterisation analyses carried out routinely are supplemented by more sophisticated and complex analyses assigned on an ongoing basis to universities and research institutes at the forefront in Italy and Europe. The quality control of P&P monitors the coating properties as well as the process parameters (analysis of the system databases) in order to design the most appropriate hardware and software changes in the light of the increasingly sophisticated processes developed. High quality and reliability are the key to success in the current market.

WWW.INDUSTRIE-EXPO.COM
9 SECTEURSau service de
votre performance industrielle
INDUSTRIE PARIS 2014LE SALON DES TECHNOLOGIES DE PRODUCTION
31 MARS 4 AVRIL 2014 PARIS – NORD
VILLEPINTE
En tenue conjointe

98 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
Marcello ZinnoUCIF Italian surface treatment equipment manufacturers' association,Milan, Italy
Photo Courtesy of Euroimpianti Srl
ECODESIGN DIRECTIVE: ELECTRIC MOTORSRegolamento Ecodesign dei motori elettrici
T he Regulation 2014/4/EU, amending the Regulation 640/2009/EC on the
eco-design requirements for electric motors, was published on the Offi cial Journal of the European Union of 7/1/2014.The amendment introduces two main changes.The fi rst one is intended to change the scope of the exclusions from the Directive, in order to prevent some producers from circumventing the application of the Regulation by misusing the exclusions themselves. Specifi cally, the Directive does not apply to:a) motors specifi ed to operate wholly
immersed in a liquid;b) motors completely integrated into a product
(for example gear, pump, fan or compressor) of which the energy performance cannot be tested independently from the product;
c) motors specifi ed to operate exclusively: i at altitudes exceeding 4,000 metres
above sea-level; ii. where ambient air temperatures exceed
60°C; iii. in maximum operating temperature
above 400°C; iv. where ambient air temperatures are
less than -30°C for any motor or less than 0°C for a motor with water cooling;
v. where the water coolant temperature at the inlet to a product is less than 0°C or exceeding 32°C;
vi. in potentially explosive atmospheres as defi ned in Directive 94/9/EC of the European Parliament and of the Council;
d) brake motors,except as regards the information requirements of Annex I, points 2.3 to 2.6 and 2.12.
The second change will allow to indicate on the motor nameplate only the nominal effi ciency (η) at maximum rated load and voltage, thus eliminating, for space reasons, that at 75% and 50% of the nominal load and voltage.The new version of the Regulation is to be considered applicable six months after the entry into force (scheduled 20 days after the publication took place on 7th January 2014).
Sulla Gazzetta Uffi ciale dell’Unione Europea del 7/1/2014 è stato pubblicato il Regola-
mento 2014/4/EU che modifi ca il Regolamento 640/2009/CE in merito alle specifi che per la pro-gettazione ecocompatibile dei motori elettrici.L’emendamento introduce sostanzialmente due modifi che.La prima ha lo scopo di modifi care il campo del-le esclusioni dal Regolamento allo scopo di evitare che alcuni produttori continuino ad aggirare l’ap-plicazione del Regolamento tramite l’uso impro-prio delle esclusioni. In particolare il Regolamento non si applica:a) ai motori progettati per funzionare interamen-
te immersi in un liquido;b) ai motori completamente integrati in un pro-
dotto (ad esempio in un cambio, una pompa, un ventilatore o un compressore) per i quali non è possibile testare le prestazioni energeti-che autonomamente dal prodotto;
c) ai motori progettati per funzionare esclusivamente: i. a più di 4 000 metri di altitudine sul livello del
mare; ii. a temperature dell’aria ambiente superiori a
60 °C; iii. a una temperatura massima di esercizio su-
periore a 400 °C; iv. a temperature dell’aria ambiente inferiori a
– 30 °C per qualsiasi tipo di motore o inferiori a 0 °C per motori muniti di raff reddamento ad acqua;
v. a una temperatura del refrigerante dell’ac-qua in entrata al prodotto inferiore a 0°C o superiore a 32°C.
vi. in atmosfera potenzialmente esplosiva, quale defi nita nella direttiva 94/9/CE del Parlamento europeo e del Consiglio;
d) in motori auto frenanti,ad eccezione dei re-quisiti in materia d’informazioni di cui all’alle-gato I, punti da 2.3 a 2.6 e 2.12.
La seconda modifi ca permetterà invece di riporta-re sulla targhetta del motore solo l’effi cienza no-minale (η) a carico e tensione nominali massimi, eliminando, per motivi di spazio, quelle al 75 % e al 50 % del carico e della tensione nominali.La nuova versione del Regolamento è da consi-derarsi applicabile 6 mesi dopo l’entrata in vigore (prevista 20 giorni dopo la pubblicazione avvenu-ta il 7 Gennaio 2014).

STRADALE
organized by
sustain.ability.ability
the power of
29th Salone Internazionale Triennale Macchine Movimento Terra, da Cantiere e per l’Edilizia
SAMOTER’S
ANNIVERSARY
TH
1964-2014
DEMO AREARENTAL AREAMOVIMENTOTERRA FRANTUMAZIONESOLLEVAMENTO VEICOLI COMPONENTIPERFORAZIONE CALCESTRUZZO
sponsored by
www.samoter.com www.asphalt ica. i t
cco-lo-lococatated withed with
8 - 11 MAGGIO 2014 - VERONA, Italy
SAMOTER CANTIERI STRADE COSTRUZIONI.indd 1 10/01/14 11.20

TRADE FAIRS & CONFERENCESFiere e Convegni
100 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
TRADE FAIRS & CONFERENCESFiere e Convegni
MARCH 2014MIDOMilan, ItalyMarch 1-3, 2014www.mido.it
PAINT INDIAMumbai, IndiaMarch 6-8, 2014www.paintindia.in/
MIDDLE EAST COATING SHOWDubai, UAEMarch 10-12, 2014www.coatings-group.com/show/mecs/2014
INTERLAKOKRASKAMoscow, RussiaMarch 11-14, 2014www.interlak-expo.ru/en/
EXPO SURFACEKielce, PolandMarch 26-28, 2014www.targikielce.pl/index.html?k=expo_surface_en&s=index
MECSPEParma, ItalyMarch 27-29, 2014www.senaf.it
INDUSTRIE Paris, FranceMarch 31- April 4, 2014www.industrie-expo.com/
APRIL 2014ALUMINIUM BRAZILSao Paulo, BrazilApril 1-3, 2014www.aluminium-brazil.com/
WIREDüsseldorf, GermanyApril 7-11, 2014www.wire.de/
AMERICAN COATINGS SHOWAtlanta, GA, USAApril 8-10, 2014www.american-coatings-show.com/
PAINTEXPOKarlsruhe, GermanyApril 8-11, 2014www.paintexpo.de
SALONE DEL MOBILEMilan, ItalyApril 8-13, 2014www.cosmit.it
COAT EXPO CHINAGuangzhou, ChinaApril 23-25, 2014www.coatexpo.cn/
ICMCTFSan Diego, CA, USAApril 28-May 2, 2014www2.avs.org/conferences/icmctf/
FEBRUARY 2014FIERAGRICOLAVerona, ItalyFebruary 6-9, 2014www.fi eragricola.it
EXPO COATINGMoscow, RussiaFebruary 18-20, 2014expocoating.primexpo.ru/en/

101
by Paola Giraldo
international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
MAY 2014COATECHMonterrey, MexicoMay 6-8, 2014www.coatechmexico.com/2014/
TPA ITALIAMilan, ItalyMay 6-9, 2014www.tpa-italia.com
SAMOTERVerona, ItalyMay 8-11. 2014www.samoter.com
LAMIERABologna, ItalyMay 14-17, 2014www.lamiera.net/ita/index.cfm.html
INACOATINGJakarta, IndonesiaMay 15-17,2014www.inacoating-exhibition.com/index.php
SURFEXBirmingham, UKMay 20-21,2014www.surfex.co.uk/
JUNE 2014BIEMHBilbao, SpainJune 2-7, 2014www.biemh.com
SURFEXPoznan, PolandJune 3-6, 2014http://surfex.mtp.pl/en/
SURFAIRBiarritz, FranceJune 5-6, 2014www.surfair-congres.com/
METEFVerona, ItalyJune 11-13, 2014www.metef.com
ALUMOTIVEVerona, ItalyJune 11-13, 2014www.alumotive.com
SURFACE & COATINGSBangkok, ThailandJune 19-22, 2014www.surfaceandcoatings.com/
O&SStuttgart, GermanyJune 24-26, 2014www.messestuttgart.de
PARTS2CLEANStuttgart, GermanyJune 24-26, 2014www.messe.de/fair/parts2clean/2014/478656
JULY 2014ALUMINIUM CHINAShanghai, ChinaJuly 9-11, 2014www.aluminiumchina.com

ZOOM on events
102 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
PAINTEXPO – ANSWERS FOR DEMANDING COATING REQUIREMENTSPaintExpo: ecco le risposte ai severi requisiti della verniciatura
E ver greater demands are being placed on surfaces, and thus on
coating technologies as well. On the one hand, effi cient use of
resources, individuality and environmental compatibility are decisive in
this respect. On the other hand, new ranges of applications, quality and
fl exibility play a signifi cant role as well. With numerous new and further
developments, the exhibitors at the 5th PaintExpo will provide answers
on how these challenges can be met. The leading international trade fair
with more than 400 exhibitors will take place at the exhibition centre in
Karlsruhe from the 8th through the
11th of April, 2014.
Whether motor vehicles, consumer
goods, machinery and equipment,
communications, electronics,
architecture, medical technology
or energy are concerned – there’s
hardly an industry sector in which
coating technology is not ever-
present. And it’s always important to
apply coatings or paint using as little
material and as few resources as
possible, as ecologically as possible,
and with the best possible quality –
regardless of the base material.
Trends in Effi cient CoatingThe exhibitors at PaintExpo offer new solutions and further
developments to this end, throughout the entire process sequence
for liquid painting, powder coating and coil coating. For instance,
where the pre-treatment of metallic substrates is concerned, iron
phosphating which becomes effective at temperatures of as low as 30
to 35° C, instead of 40 to 60° C, as well as nano-ceramic systems, are
becoming more and more prevalent. In the meantime, products based
on renewable raw materials are also available for the pre-treatment and
cleaning of components made of steel, iron and aluminium. Alternative
processes such as snow blasting and plasma cleaning are also on the
advance for the pre-treatment of plastic parts.
Paints with Optimised FunctionIn the fi eld of painting, there’s a trend towards systems which fulfi l
decorative as well as functional requirements. For solvent-based
paints and clear coats used on metals, plastics and wood, additives
are available which provide the paint with, amongst other things,
antimicrobial characteristics. These are based on organometallic
S i pongono requisiti sempre più importanti sulle superfi ci, e quindi an-che sulle tecnologie di verniciatura. Da un lato, in questo senso so-
no fondamentali l’uso effi ciente delle risorse e la compatibilità ambientale. Dall’altro, anche le nuove serie di applicazioni, la qualità e la fl essibilità gio-cano un ruolo signifi cativo. Grazie ai numerosi nuovi sviluppi, gli espositori della quinta edizione di PaintExpo forniranno risposte su come affrontare queste sfi de. La più importante fi era internazionale con oltre 400 espositori si svolgerà dall’8 all’11 aprile 2014 presso l’Ente Fiera di Karlsruhe.
Se i settori dei veicoli a motore, dei beni di consumo, dei macchinari e delle apparecchiature, delle comu-nicazioni, dell’elettronica, dell’archi-tettura, della tecnologica medica o dell’energia risultano coinvolti da questa fi era è perché diffi cilmente si può trovare un settore industriale in cui la tecnologia di verniciatura non sia onnipresente. È sempre impor-tante applicare vernici o pitture usan-do meno materiale e risorse possibi-li, nel modo più ecologico e con la migliore qualità possibile, a prescin-dere dal materiale di partenza.
Le tendenze per una verniciatura effi caceA questo proposito gli espositori di PaintExpo offrono nuove soluzio-ni e innovazioni per il ciclo complessivo della verniciatura liquida, a polvere e per il coil coating. Per quanto riguarda il pretrattamento del substrato metallico, per esempio, la fosfatazione ferrosa, che diven-ta effi cace a temperature inferiori ai 30 - 35 °C, invece che ai 40 - 60 °C, ed i sistemi nanoceramici si stanno diffondendo sempre di più. Nel frattempo prodotti basati su materie prime rinnovabili sono dispo-nibili anche per il pretrattamento e il lavaggio del componenti in accia-io, ferro e alluminio. Inoltre i processi alternativi come la sabbiatura a neve con CO2 e il lavaggio al plasma sono innovativi per il pretratta-mento delle parti in plastica.
Vernici con funzioni ottimizzateNel campo della verniciatura la tendenza è verso sistemi che soddisfi no requisiti sia decorativi che funzionali. Per le vernici a base solvente e quel-le trasparenti usate per metallo, plastica e legno, sono disponibili additivi che conferiscono alla vernice, tra le altre cose, anche caratteristiche an-timicrobiche, che sono basate su sostanze organometalliche con effetto

103 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
Doris Schulz,Schulz. Presse. Text, Korntal, Germany,
substances which have an ionising effect. These substances are also
being used in newly developed powdered enamels with antimicrobial
effect. For components used in, for example, construction and
farm machinery, as well as in outdoor applications, requirements
have become stricter for corrosion protection and resistance to
UV radiation and weathering. These requirements can be fulfi lled
effectively and ecologically with an epoxy-based primer powder
which is free of zinc and heavy metals. It fulfi ls corrosion protection
requirements up to C5-I lang, and can be painted over with powder
coatings as well as liquid paints. The corrosion protection primer
is offered as a solution which is ideally matched to the substrate to
be coated (ferrous metals, substrates with sharp edges, castings).
Another newly developed 2-layer powder coating solution for highly
effective corrosion protection allows for coating without energy-
intensive, intermediate cross-linking. Primer and top coat are applied
to the component using a powder-on-powder process based on
tribotechnology, and both layers are subsequently cross-linked in a
single step.
UV Technology On the AdvanceThe signifi cance of UV technology continues to grow for plastic as
well as metal parts, because more and more complex workpieces
can be coated with the help of this method. UV curing takes place in
an inert gas atmosphere, for which CO2 or nitrogen is used to reduce
oxygen content. This prevents the radicals which are required for the
polymerisation process from reacting with oxygen in the atmosphere,
thus ruling out the possibility of a co-called oxygen inhibition.
Curing can thus take place at larger intervals, and areas which are
subjected to signifi cantly less UV radiation are better cured as well. In
addition to gas discharge tubes, LED radiators are also used for curing
UV paints in the meantime.
Nitrogen Instead of Compressed AirIn the interest of material effi ciency for the application of solvent, water-based
and high-solid paints, alternative atomising gases are also being tested.
The use of nitrogen allows for material savings ranging from 5% to 45%.
Beyond this, a corresponding process which, in the meantime, has proven
its worth in various series applications in the automotive industry, offers
advantages with regard to painting quality, throughput and system availability.
Innovations and further developments will await visitors throughout the entire
exhibition programme at PaintExpo.
Further information and a preliminary exhibitor list can be accessed at
www.paintexpo.com
ionizzante. Queste sostanze sono utilizzate anche nelle vernici in polvere con effetto antimicrobico, recentemente sviluppate.Per i componenti impiegati per esempio per le macchine edili o agricole, come nelle applicazioni esterne, i requisiti richiesti diventano più rigidi per la protezione dalla corrosione e la resistenza ai raggi UV e ai fenomeni atmosferici. Queste richieste possono essere soddisfatte in modo effi ca-ce ed ecologico con un primer a polvere a base epossidica senza zinco e metalli pesanti, che soddisfa i requisiti di protezione dalla corrosione fi no alla classe C5-I e può essere sovra verniciato sia con vernici a polvere che liquide.Il primer anticorrosivo è presentato come la soluzione ideale per substrati in metalli ferrosi, con bordi taglienti o fusioni. Un’altra vernice a polvere a 2 mani appena sviluppata per una protezione dalla corrosione altamente effi cace permette di verniciare senza una reticolazione intermedia che ri-chiederebbe un elevato consumo di energia.Il primer e la mano a fi nire sono applicati sul pezzo usando un processo polvere su polvere basato sulla tecnologia tribo, e entrambi gli strati sono reticolati successivamente in un unico passaggio.
La tecnologia UV avanzaL’importanza della tecnologia UV continua a crescere sia per i supporti in plastica che per quelli in metallo, perché manufatti sempre più complessi possono essere verniciati con l’ausilio di questo metodo. La polimerizza-zione UV avviene in un’atmosfera di gas inerte, per cui l’anidride carbo-nica o l’azoto sono usati per ridurre il contenuto di ossigeno. Questo pre-viene i radicali richiesti per il processo di polimerizzazione dal reagire con l’ossigeno in atmosfera, così da escludere la cosiddetta inibizione dell’os-sigeno. La polimerizzazione può così avere luogo a intervalli più ampi e le aree che sono soggette a una radiazione UV signifi cativamente inferiore sono anche polimerizzate meglio. In aggiunta ai tubi a scarica di gas, si possono usare anche gli irradiatori a LED per polimerizzare le vernici UV.
Azoto in sostituzione dell’aria compressaAl fi ne di ottenere l’effi cienza nell’applicazione di vernici al solvente, all’ac-qua e ad alto solido, si sperimentano anche gas di atomizzazione alterna-tivi. L’uso dell’azoto fa risparmiare dal 5 al 45% del prodotto. Oltre a questo, un processo corrispondente che, nello stesso tempo, ha dimostrato il suo valore nella variegata gamma di applicazioni dell’industria automotive, offre vantaggi per quanto riguarda la qualità di verniciatura, il volume di produzione e la disponibilità del sistema.Le innovazioni e i nuovi sviluppi aspetteranno i visitatori per tutta la durata della manifestazione PaintExpo. Ulteriori informazioni e la lista espositori provvisoria sono disponibili sul sito: www.paintexpo.com
PaintExpo

ZOOM on events
104 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
CHEMETALL ALUMINIUM CONFERENCE 2013Chemetall Aluminium Conference 2013
T he fi rst Chemetall Aluminium
Conference took place in Frankfurt
am Main, Germany, on November 27th and
28th. Dr. Thomas Vortmüller, Chemetall
Sales Director for Germany, Austria and
Switzerland opened the conference by
introducing the company and its worldwide
activities.
As of one of the leading global companies
of surface treatment, Chemetall focuses on
the development of modern, user-friendly
and environmentally-sound technologies.
The company is committed to the highest
standards of health, safety and environment.
These substantial efforts can be seen in
Chemetall’s daily activities. Recent product
developments were presented to the
conference audience made of customers,
partners and press. Besides a strong focus
on research, development and innovation,
Chemetall emphasizes that one key element of
success is its long-term customer relationship.
Together with its global organisation, broad
market expertise and comprehensive technical
services Chemetall is in the position to enable
customers’ growth in every region.
The topic of the conference focused on
chromium-free technologies in surface
treatment for aluminium substrates in
architectural applications and building
industry. The programme was very educational
and provided up-to-date information on
research fi ndings, legal frames and currently available surface treatment
technologies. Werner Mader, Managing Director of GSB International,
talked about chrome-free surface preparation of aluminium and state-of-
the-art technologies. Chrome is considered as a hazardous substance
and chrome (VI) processes are expected to be abandoned as of
September 2017. Mr. Mader explained that cost-intensive exceptional
cases can be applied for until March 2016, but even architects and house
builders are increasingly asking for chrome-free materials nowadays.
Dr. Schubach, Vice President Technology and Member of the Chemetall
Board, informed the audience about innovations and application
technologies at Chemetall. He explained that his company has already
La prima conferenza Chemetall Aluminium si è svolta il 27 e il 28 novembre a Francoforte
sul Meno, in Germania. Thomas Vortmüller, Sales Director di Chemetall per Germania, Austria e Svizzera, ha dato inizio al convegno presentando la società e le sue attività internazionali.Chemetall è uno dei gruppi mondiali più importan-ti per il trattamento delle superfi ci e, come tale, si è concentrato sullo sviluppo di tecnologie moder-ne, di facile utilizzo e totalmente eco-compatibili.L’impegno della società è rivolto al raggiungimen-to dei più elevati standard di salute, sicurezza e ambiente. Questi notevoli sforzi sono visibili nelle attività quotidiane di Chemetall.Al pubblico presente, costituito da clienti, partner e stampa, sono state presentate le ultime innovazio-ni in termini di prodotto.Oltre ad una grande attenzione a ricerca, svilup-po e innovazione, Chemetall ha sottolineato che un elemento chiave del proprio successo è il rap-porto di lungo periodo con il cliente. Grazie alla sua organizzazione globale, la piena conoscenza del mercato e il servizio tecnico completo, Chemetall è nella posizione di poter accrescere la propria clientela in ogni regione.Il tema principale del convegno era costituito dal-le tecnologie esenti cromo nel trattamento delle superfi ci in alluminio per le applicazioni architet-toniche e in edilizia. Il programma è stato molto esauriente ed ha fornito informazioni aggiornate sui risultati delle ricerche, le disposizioni di legge
e le tecnologie di trattamento delle superfi ci attualmente disponibili.Werner Mader, Managing Director di GSB International, ha parlato della pre-parazione delle superfi ci di alluminio esenti cromo e dello stato dell’arte delle tecnologie. Il cromo è considerato una sostanza pericolosa e le lavorazioni con cromo (VI) saranno abbandonate a partire da settembre 2017. Mader ha spiegato che in casi eccezionali altamente costosi si potrà fare domanda fi no a Marzo 2016, ma anche gli architetti e i costruttori oggi richiedono sem-pre di più l’impiego di materiali esenti-cromo. Il Dr. Schubach, Vice Presidente della divisione Technology e membro del consiglio direttivo Chemetall ha in-formato i presenti sulle innovazioni e le tecnologie di applicazione dell’azien-da. Ha spiegato che l’azienda aveva cominciato a sviluppare soluzioni al-ternative alle tecnologie contenenti cromo per l’alluminio già negli anni ’90.
aaaAstniOpouppomèèccIls
p

105 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
Nicole Kraus, ipcm®
started to develop alternatives to chromium-containing technologies for
aluminium in the 90s. Today the company can present a wide portfolio of
environmental-friendly technologies for the aluminium fi nishing industry.
The fi rst day closed with an extensive tour through the Chemetall lab.
The Frankfurt lab is one of three worldwide research and development
centers of excellence and houses the central research and development
activities as well as an excellent equipped laboratory and analytics
department.
The second day started with a laboratory presentation on Chemetall’s
chrome-free pre-treatment processes like the zircon-titanium technology
(Gardobond X4707) and the silan-based Oxsilan technology.
Dr. Birkenheuer from the Chemetall Technical Competence Center Aluminium
Treatment explained that both processes
are worldwide established for many years.
The Gardobond technology is especially
developed for aluminium pre-treatment,
while Oxsilan is a multimetal pretreatment
technology. The latter one can be used for
all common metals such as aluminium,
steel and stainless steel. This makes the
Oxsilan technology much more multifaceted.
The process can not only be used for the
aluminium industry but also for any other
industries such as the appliance, the coil
coating and automotive industry. As far as
corrosion protection is concerned, both
processes are highly valued. On top, both comply with GSB and Qualicoat
specifi cations. Mike Schirdewahn, Technical Sales Manager at Chemetall,
gave some practical insights on the changeover from chromium-containing
to chrome-free technologies. The experiences show that a changeover can
be easily done. It takes just a few days to clean the line and to adjust and re-
set the parameters of the production line. Dr. Mattern, General Manager of
IGP Pulvertechnik, focused on the changeover to chrome-free pre-treatment
processes from the point of view of a powder coating manufacturer. His
speech provided information on the needs, the practical aspects and the
requirements to switch to chrome-free pre-treatment processes.
The fi rst Chemetall Aluminium Congress was very successful, as shown by
the discussions during the conference and the breaks.
Chemetall, a division of Rockwood Holdings, Inc., is a leading global supplier
of special chemicals. With its 2,100 employees the company focuses on
processes for the surface treatment of metals and plastics. Chemetall is
headquartered in Frankfurt am Main, Germany, and comprises about 40
companies and 22 production sites worldwide.
Oggi l’azienda è in grado di presentare un vasto portfolio di tecnologie eco-compatibili per l’industria della fi nitura dell’alluminio.Il primo giorno si è chiuso con un lungo tour presso il laboratorio Chemetall. Il laboratorio di Francoforte è uno dei tre centri di eccellenza per la ricerca e lo sviluppo a livello mondiale e ospita le attività di ricerca e sviluppo principali, ol-tre a laboratorio attrezzato in maniera eccellente e un dipartimento di analisi.Il secondo giorno è iniziato con una presentazione del laboratorio sui proces-si Chemetall di pretrattamento esenti cromo come la tecnologia in zirconio-titanio (Gardobond X4707) e quella Oxsilan a base di silani. Il Dr. Birkenheuer, del competence center Chemetall per il trattamento dell’al-luminio, ha spiegato che entrambi i processi sono conosciuti a livello mon-diale da molti anni. La tecnologica Gardobond è stata sviluppata specifi ca-
tamente per il pretrattamento dell’alluminio, mentre Oxsilan è una tecnologia di pretrat-tamento multimetal. Quest’ultima può essere usata per i metalli più comuni come alluminio, acciaio e acciaio inox.Questo rende Oxsilan una tecnologia polie-drica. Il processo può essere usato non so-lo per l’industria dell’alluminio ma anche per ogni altro settore come quello dell’elettrodo-mestico, del coil coating e dell’automotive.Per quanto riguarda la protezione dalla corrosione, entrambi i processi sono mol-to considerati. Inoltre, sono entrambi con-formi alle specifi che Qualicoat e GSB.
Mike Schirdewahn, Technical Sales Manager di Chemetall, ha dato la sua opinione pratica sul passaggio dalle tecnologie contenenti cromo a quelle esenti cromo.Le esperienze mostrano che il cambiamento può essere fatto facilmente. Ci vogliono solo pochi giorni per pulire, regolare e risistemare i parametri della linea di produzione. Il Dr. Mattern, General Manager di IGP Pulvertechnik, ha analizzato il passaggio ai processi di pretrattamento esente cromo dal punto di vista del produttore di polveri. Il suo intervento ha fornito informazioni sulle esigenze, gli aspetti pratici e i requisiti per passare ai processi di pretrattamen-to esenti cromo.Il primo convegno Chemetall Alluminium è stato un successo, come dimo-strato dalle discussioni durante la conferenza e le pause.Chemetall, una divisione di Rockwood Holdings Inc., è un importante forni-tore globale di prodotti chimici speciali. Con i suoi 2.100 dipendenti il grup-po è mirato ai processi per il trattamento delle superfi ci in metallo e plastica. Chemetall ha la propria sede principale a Francoforte sul Meno, in Germania, e comprende circa 40 aziende e 22 siti produttivi in tutto il mondo.

ZOOM on events
106 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
RADTECH EUROPE BRINGS WIDE-RANGING OVERVIEW OF THE MARKET FOR ENERGY CURING AT BIENNIAL CONFERENCE Ampia panoramica sul mercato dell’energy curing alla conferenza biennale di RadTech Europe
T he Hague, the Netherlands, December 5th 2013 - The
biennial RadTech Europe Conference and Exhibition is a
mainstay on the radiation curing industry’s calendar, across a
wide range of downstream markets - from printing and packaging
to fl ooring, automotive, electronics, and consumer goods.
2013 was no exception: Around 400 delegates from the world
of radiation curing converged on Basel’s Congress Centre
last October, to explore the event’s headline theme: ‘UV/EB –
growing through innovation’. The event was an opportunity to
learn about what is new in the scientifi c arena, in regulatory and
health and safety concerns, and in
innovation across a broad spectrum of
applications.
RadTech Europe 13 was not only the
thirteenth such annual event, but also
the opportunity to celebrate RadTech
Europe’s 25 years as the professional
pan-European association promoting
the use of UV/EB curing technology for
inks, coatings, and adhesives. “Curing”,
says RadTech Europe President David
Helsby, “is a process in the manufacture
of many products, and a key factor in
fi nishing that makes fi t-for-purpose
goods”. The association’s high visibility
within the industries it serves is, he
adds, “a refl ection of our exceptionally
strong, expert membership, and of the committed volunteer
teams that constitute our board, and the conference programme
committee”.
Current market profi le for energy curingWith supply and demand of crude acrylic acid now very close,
new capacity needs to be identifi ed to keep the industry on
track. In 2010, it represented 1.9% of the global coatings
market, projected to grow by the end of 2013 to 3% and
3.9% in 2014. The Asia-Pacifi c region commands the major
market share – 5.4%. Worldwide, usage is mostly in industrial
coatings (44%), with OP lacquers a 21% share, electronics
applications 19%, and printing inks 12%.
In Europe, it is the German-speaking countries – Germany,
Austria, and Switzerland – that command by far the largest
market share overall, 40%. In terms of end-use markets, wood
L’Aia, Paesi Bassi, 5 dicembre, 2013 - La conferenza ed esposizione biennale di RadTech Europe è un appuntamento fi sso nel calenda-
rio del settore della tecnologia del trattamento con radiazioni, che interessa inoltre un’ampia gamma di mercati a valle, dalla stampa e dall’imballaggio alle pavimentazioni, dall’industria automobilistica e dall’elettronica ai beni di consumo. L’edizione del 2013 non ha fatto eccezione. Nell’ottobre scorso circa 400 de-legati provenienti dal settore del trattamento con radiazioni si sono incontrati al Centro Congressi di Basilea per sondare l’argomento che ha dato il tito-lo all’evento: “Tecnologie UV e a fascio di elettroni: innovare per crescere”.
L’evento ha costituito un’opportunità per infor-marsi sulle novità in campo scientifi co, sulle pre-occupazioni relative alla sicurezza, alla salute e alla regolamentazione normativa nonché su una vasta gamma di applicazioni. RadTech Europe 13 non ha coinciso solo con la tredicesima edizione dell’evento, ma anche con le celebrazioni del 25° anniversario di RadTech Europe come associazione che promuove l’uti-lizzo della tecnologia del trattamento a raggi ul-travioletti e a fascio di elettroni per inchiostri, ri-vestimenti e adesivi. “Il curing - commenta il presidente di RadTech Europe, David Helsby - è un processo che concorre alla realizzazione di molti prodotti e un fattore chiave della fi nitura che rende i prodotti idonei al loro scopo”. L’alta visibilità dell’associazione all’interno dei settori
che serve è, aggiunge, “il rifl esso della forza eccezionale e delle conoscenze specialistiche dei nostri membri e dei team di volontari impegnati che costitui-scono il nostro consiglio e il comitato del programma della conferenza”.
Profi lo attuale del mercato dell’energy curingPoiché l’approvvigionamento e la domanda di acido acrilico greggio sono temi molto vicini, si devono individuare nuove possibilità per mantenere il settore sulla rotta giusta. Nel 2010, l’acido acrilico greggio rappresentava l’1,9% del mercato globale dei rivestimenti, con una crescita prevista entro la fine del 2013 fino al 3% e al 3,9% nel 2014. La regione Asia-Pacifico detiene la maggiore quota di merca-to con il 5,4%. A livello mondiale, l’utilizzo si attesta principalmente nel settore dei rivestimenti industriali (44%), con una quota del 21% per le vernici da sovrastam-pa, del 19% per le applicazioni elettroniche e del 12% per gli inchiostri di stampa.In Europa, sono i Paesi di lingua tedesca, Germania, Austria e Svizzera, a de-tenere la quota complessiva di gran lunga maggiore del mercato con il 40%. In termini di mercati di utilizzo fi nale, il settore dei rivestimenti per il legno è senza

by Paola Giraldo
107 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
coating is by far the most important, representing 38% of
usage, with OP lacquers and printing inks in joint second
place with 22% of the market.
According to The Global Radiation Cured Products Industry
market report, produced by Kusumgar, Nerlfi & Growney,
Inc. in the spring of 2013, the current market trends include
“new applications such as inkjet, fi eld applied fl oor coatings,
and water-based UV could stimulate growth beyond modest
growth prospects”.
There is also a current incursion of UV LED into traditional
UV lamp territory – expected to grow at a CAGR of 43%
through 2017, and new developments in 3D technology
– once seen as prototyping, now often seen as OEM
manufacture’.
Innovative applicationsBeyond these trends there is an exciting
list of applications for radiation curing taken
from RadTech Europe’s innovation sessions
– which included such tasks as marble
repair on and offsite; cosmetic fi ngernail
decoration; repairs to car windscreens;
dental curing tasks; textiles and clothing;
inkjetted solar panels; membrane panels;
and the production of contact lenses.
Graphic artsIn the graphic arts markets, there are differences in
predicted growth rates. Between 2011 and 2016,
mainstream packaging use will grow at an estimated 24%,
but UV inkjet print for labels and fl exible packaging will see
an estimated 250% growth over the same period.
Environmental considerations are as strong in the market for
printing inks as elsewhere, and of all the environmentally-
friendly ink technologies, UV inks are the fastest growing.
UV inkjet inks are a major global growth opportunity,
accelerating to an estimated 38% of the total market
by 2017.
Industrial coatingsIn industrial coatings, a geographical growth to the east
of Europe is evidenced, alongside signifi cant technology
shifts refl ecting increased emphasis on energy costs,
ombra di dubbio il più importante, pari al 38% dell’utilizzo complessivo, con le vernici da sovrastampa e gli inchiostri di stampa a pari merito al secondo posto con il 22% del mercato.Stando al rapporto sul mercato settoriale globale dei prodotti trattati con ra-diazioni, compilato dalla Kusumgar, Nerlfi & Growney, Inc. nella primavera del 2013, le attuali tendenze di mercato comprendono “nuove applicazioni quali gli inchiostri per stampanti a getto di inchiostro, i rivestimenti per pavimenti appli-cati sul posto e gli inchiostri UV a base di acqua (che) potrebbero stimolare la crescita oltre le modeste previsioni”.Attualmente si registrano anche un’incursione della tecnologia UV LED nel ter-ritorio della tradizionale tecnologia a lampada UV, tendenza destinata ad au-mentare secondo le stime fi no a un tasso CAGR del 43% nel 2017, e nuovi sviluppi nel settore della tecnologia 3D, una volta considerata prototipica e oggi spesso vista come produzione OEM.
Applicazioni innovativeOltre a queste tendenze, è stato interessante elenco di applicazioni per il trattamento con radiazioni emer-so dalle sessioni dedicate all’innovazione di RadTech Europe, comprendente operazioni quali la riparazione dei marmi sul posto e in laboratorio, la decorazione co-smetica per unghie, la riparazione dei parabrezza di au-tomobili, i trattamenti odontoiatrici, i tessuti e l’abbiglia-mento, i pannelli solari con getto d’inchiostro, i pannelli a membrana e la produzione di lenti a contatto.
Industria grafi caNei mercati dell’industria grafi ca si riscontrano delle differenze nei tassi di crescita previsti. Tra il 2011 e il 2016, si prevede che l’utilizzo per imbal-laggi crescerà fi no al 24%, mentre la stampa a getto d’inchiostro UV per etichette e imballaggi fl essibili vedrà una crescita del 250% nello stesso periodo.Le rifl essioni relative all’ambiente sono tanto forti nel mercato degli in-chiostri di stampa quanto negli altri mercati, e di tutte le tecnologie ecolo-giche per inchiostri, gli inchiostri UV sono quelli che registrano la crescita più rapida. Gli inchiostri UV per stampanti a getto d’inchiostro rappresen-tano una delle principali opportunità di crescita globale e passeranno al 38% del mercato complessivo entro il 2017.
Rivestimenti industrialiNel settore dei rivestimenti industriali, si registra una crescita geografi ca nell’Est europeo, insieme a importanti cambiamenti tecnologici che rifl et-tono la maggiore enfasi posta sui costi dell’energia, sulla resistenza agli

ZOOM on events
108 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
agenti atmosferici e alla corrosione, tra gli altri fattori, e un maggiore inte-resse per i sistemi UV e a fascio di elettroni su base acquosa.
Normative e conformitàI requisiti normativi e di conformità, da REACH e dalle ordinanze svizzere e tedesche alle norme di conformità e alle restrizioni per i titolari di marchi in me-rito a componenti quali solventi e BPA, rendono diffi cile la situazione per tutti i sistemi di curing, mentre il trattamento con radiazioni ha le carte in regola per soddisfarli.
‘Fattori imprevedibili’Le vere minacce per il settore di oggi e di domani sono costituite da quelli che sono stati defi niti “fattori imprevedibili”, quali per esempio la volatilità del petrolio greggio, i prezzi e la disponibilità delle materie prime nonché i tassi di interesse e di spedizione e fl uttuazioni nei mercati valutari e azionari.
Sessioni specialistiche parallele alla ConferenzaIl programma della Conferenza ha coperto do dici ses-sioni specialistiche parallele e oltre 90 sessioni tecni-che che hanno registrato un’intensa partecipazione. Tutti i procedimenti della Conferenza RadTech Europe sono disponibili online nel Knowledge Center di RadTech Europe (www.radtech-europe.com). I pro-cedimenti sono disponibili sotto forma di articoli e pos-sono essere reperiti effettuando una ricerca per titolo, autore e/o settore. I membri RTE possono scaricare gli articoli gratuitamente, mentre i non membri pagano una cifra esigua per ciascun articolo.RadTech Europe 13 ha offerto straordinarie opportu-nità di comunicazione in tutta la rete della catena di ap-
provvigionamento con un programma formale della conferenza che ha man-tenuto appieno le promesse anticipate dal suo titolo “Innovare per crescere”.
Informazioni su RadTechRadTech Europe (RTE), fondata nel 1988 a Basilea (Svizzera) e con sede centrale a L’Aia (Paesi Bassi), è l’associazione settoriale europea che promuo-ve lo sviluppo, l’impiego e i vantaggi delle tecnologie di trattamento mediante UV e fascio di elettroni per inchiostri, rivestimenti e adesivi. E ciò per un’ampia varietà di segmenti, tra cui i rivestimenti, la stampa e l’imballaggio, l’elettronica e tutta una serie di applicazioni emergenti. L’adesione a RTE offre accesso a una piattaforma di collaborazione, per lo scambio di competenze nell’ambito di eventi formativi e di networking, e consente di godere di un’effi cace rappresen-tanza collettiva in iniziative pubbliche.
weatherability and corrosion resistance, among other factors,
and increased interest in water-based UV and EB systems.
Regulations and complianceRegulatory and compliance requirements, from REACH and the
Swiss and German ordinances to brand owner compliances and
restrictions on components such as solvents and BPA create
challenges for all curing systems – but radiation curing is well placed
to meet them.
‘The Unpredictables’The real threats to the industry, today and tomorrow, are being
described as ‘The Unpredictables’: volatility in crude oil and raw
materials prices and availability, as well as in freight and interest rates,
and fl uctuations in currency and stock markets.
Specialist parallel conference sessionsThe conference programme covered twelve
specialist parallel sessions covering well
over 90 well attended technical sessions.
All proceedings of the RadTech Europe
conference can be obtained in the online
Knowledge Center of RadTech Europe (www.
radtech-europe.com). The proceedings are
included as articles and can be search by title,
author and/or industry. RTE members can
download the articles for free, non members
pay a small amount per article.
RadTech Europe 13 combined outstanding
networking opportunities across the whole
supply chain and a formal conference agenda that unquestionably
answered the chosen theme – growth through innovation.
About RadTechRadTech Europe (RTE), founded in 1988 in Basel (Switzerland) and
headquartered in The Hague (The Netherlands), is the European
industry association that promotes the development, use and benefi ts
of UV/EB curing technology for inks, coatings and adhesives. And this
for a wide variety of industrial segments, such as coatings, printing and
packaging, electronics and an array of new emerging applications. RTE
membership provides access to a collaborative platform, for knowledge
transfer at educational, and networking events and achieves effective
representation as a body in public affairs initiatives.

by Paola Giraldo
109 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
T he two globally leading trade fairs wire and Tube will be staged - for the
14th time already – at the Düsseldorf Exhibition Centre from 7 to 11 April
2014. On a total net floor space of more than 100,000 square meters, they
will showcase the accumulated technology prowess of the wire, cable and
tube manufacturing and processing sectors. More than 2.000 exhibitors are
presenting their latest technologies and products at Düsseldorf fairgrounds.
The range of offerings at wire 2014 will cover a wide spectrum, from wire
manufacturing and finishing equipment, mesh welding machinery, process
engineering tools and auxiliary components all the way through to input materials
and speciality wires. Innovative solutions from the cable, measurement, control
and test engineering sectors round off the portfolio, and specialised sectors such
as logistics, conveying systems and packaging will also be represented. In total
more than 1.200 exhibitors will present their latest products and technologies on
an exhibitions area of 58.000 square metres.
The wire event will be spread out across Halls 9 to
12 and 15 to 17. The areas wire, cable and fibre
optic machinery, and wire and cable production
and trade will be located in Halls 9 to 12, 16 and
17. Fastener technology can be found in Hall 15;
spring making and mesh welding machinery will
be located in Hall 16. For the first time, the mesh
welding machinery sector will have its own compact
presentation forum – a Special Show in just one hall.
The Tube event will present its 2014 ranges in Halls
1 to 7.0 and Hall 7a. The sector’s entire range will
be on display, from tube manufacturing to tube
processing and finishing. More than 1.100 exhibitors
have applied on a total of 50.000 square metres.
Additional exhibits will range from tube materials,
tubes and accessories, tube manufacturing
machinery and second-hand equipment
to process engineering tools and auxiliary
components all the way through to measurement
and control technology. Test technology and specialised areas such as stock
automation and control systems will supplement the extensive ranges.
Tube accessories will be found in Halls 1 and 2, whereas Tube trading and
manufacturing will be located in Halls 2 to 4 and Hall 7.0./7.1. Also in Hall 2 - the
China Pavilion!
Look for forming technology in Hall 5 and for pipe and tube processing
machinery in Halls 6 and 7a. The plant and machinery area will be in Hall 7a and
sections will be found throughout Halls 1 to 7.0.
Current information about both trade fairs can be found at: www.wire.de and
www.Tube.de
Le due manifestazioni leader wire e Tube si terranno, per la 14° volta, presso l’Ente Fiera di Düsseldorf dal 7 all’11 Aprile 2014. Su una superficie esposi-
tiva netta di oltre 100,000 metri quadri, mostreranno il valore tecnologico globale dei settori di produzione e lavorazione del filo, del cavo e del tubo. Oltre 2.000 espositori presenteranno le ultime tecnologie e prodotti alla fiera di Düsseldorf.L’offerta di wire 2014 coprirà uno spettro molto ampio, dalla produzione del fi lo alle apparecchiature di fi nitura, macchine per la saldatura della rete, utensili di processo e componenti ausiliari fi no ai materiali di partenza e al fi lo di ferro speciale. Soluzioni innovative dai settori del cavo, della misurazione, controllo e collaudo completano il portfolio, e saranno rappresentati anche i settori spe-cialistici della logistica, dei sistemi di trasporto e del packaging. In totale oltre 1.200 espositori presenteranno i loro prodotti e tecnologie più innovative su un’area espositiva di 58.000 m2.
L’evento wire si svilupperà nei padiglioni da 9 a 12 e da 15 a 17. Le aree dei macchinari per fi lo, cavo e fi bra ottica, nonché la produzione e la commercializ-zazione di fi lo e cavo saranno posizionati nei padi-glioni da 9 a 12, 16 e 17. Le tecnologie di serraggio saranno nel padiglione 15; macchinari per produzio-ne delle molle e saldatura delle reti saranno nel padi-glione 16. Per la prima volta, il settore della saldatura delle rete avrà un proprio forum compatto di presen-tazioni – uno Special Show in un unico padiglione.L’evento Tube presenterà la propria offerta 2014 nei padiglioni da 1 a 7.0 e nel padiglione 7a. L’intera gamma del settore sarà in esposizione, dalla produ-zione del tubo alla sua lavorazione e fi nitura. Oltre 1.100 espositori si sono registrati per un’area espo-sitiva totale di 50.000 m2.Altre categorie espositive comprendono i materiali per i tubi, tubi e accessori, macchinari di produzione tubi e apparecchiature di seconda mano, utensili di processo e componenti ausiliari, tecnologie di con-
trollo e di misurazione. Le tecnologie di collaudo e le aree specializzate come l’automazione per magazzini e i sistemi di controllo completano la gamma.Gli accessori per tubi si trovano nei padiglioni 1 e 2, mentre produzione e com-mercializzazione del tubo nei padiglioni da 2 a 4 e nel padiglione 7.0./7.1. sen-za dimenticare il padiglione 2 - il padiglione Cina! Le tecnologie di formatura saranno nel padiglione 5 mentre i macchinari per la lavorazione di tubi e condotte nei padiglioni 6 e 7a. L’area degli impianti sarà nel padiglione 7a con sezioni all’interno dei padiglioni da 1 a 7.0. Informazioni aggiornate su entrambi gli eventi sono reperibili su www.wire.de e www.Tube.de
WIRE 2014 AND TUBE 2014 IN DÜSSELDORF: TECHNOLOGY DOUBLE-PACK MAKES DÜSSELDORF GLOBAL MEETING POINT OF AN ENTIRE INDUSTRYWire 2014 e Tube 2014 a Düsseldorf: un doppio pacchetto di tecnologia fa di Düsseldorf il punto di incontro globale di un’intera industria
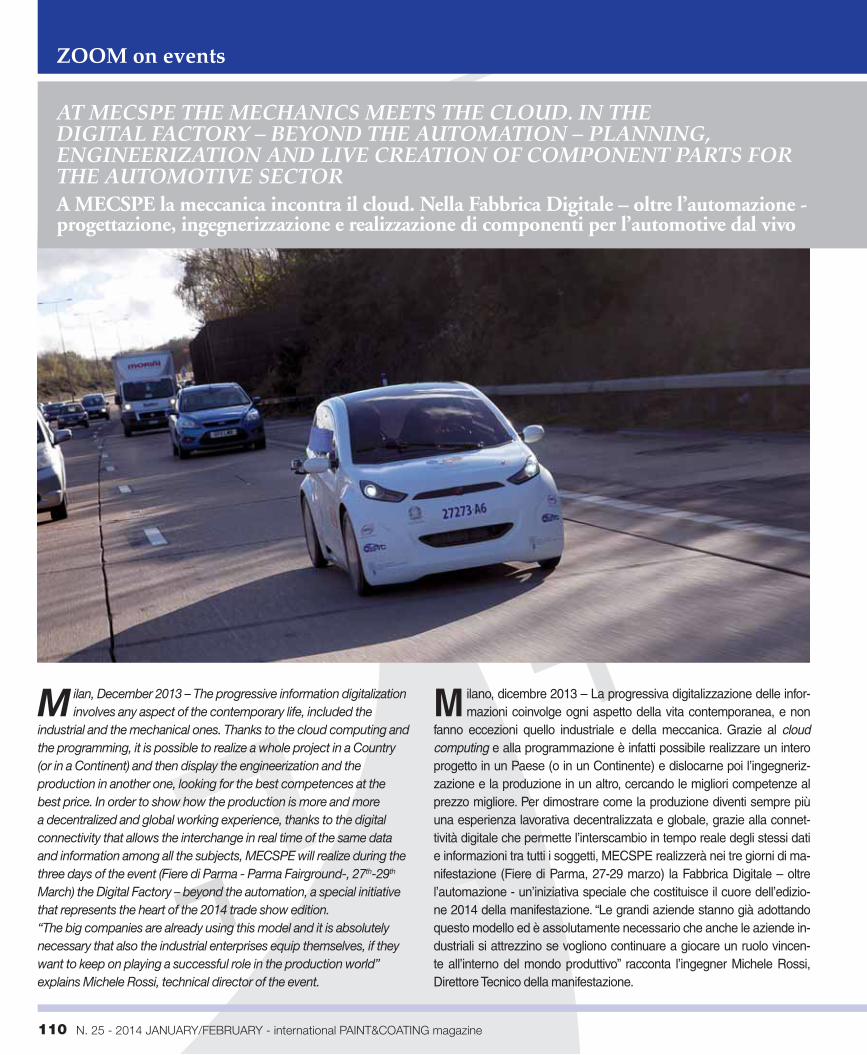
ZOOM on events
110 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
M ilan, December 2013 – The progressive information digitalization
involves any aspect of the contemporary life, included the
industrial and the mechanical ones. Thanks to the cloud computing and
the programming, it is possible to realize a whole project in a Country
(or in a Continent) and then display the engineerization and the
production in another one, looking for the best competences at the
best price. In order to show how the production is more and more
a decentralized and global working experience, thanks to the digital
connectivity that allows the interchange in real time of the same data
and information among all the subjects, MECSPE will realize during the
three days of the event (Fiere di Parma - Parma Fairground-, 27th-29th
March) the Digital Factory – beyond the automation, a special initiative
that represents the heart of the 2014 trade show edition.
“The big companies are already using this model and it is absolutely
necessary that also the industrial enterprises equip themselves, if they
want to keep on playing a successful role in the production world”
explains Michele Rossi, technical director of the event.
M ilano, dicembre 2013 – La progressiva digitalizzazione delle infor-mazioni coinvolge ogni aspetto della vita contemporanea, e non
fanno eccezioni quello industriale e della meccanica. Grazie al cloud computing e alla programmazione è infatti possibile realizzare un intero progetto in un Paese (o in un Continente) e dislocarne poi l’ingegneriz-zazione e la produzione in un altro, cercando le migliori competenze al prezzo migliore. Per dimostrare come la produzione diventi sempre più una esperienza lavorativa decentralizzata e globale, grazie alla connet-tività digitale che permette l’interscambio in tempo reale degli stessi dati e informazioni tra tutti i soggetti, MECSPE realizzerà nei tre giorni di ma-nifestazione (Fiere di Parma, 27-29 marzo) la Fabbrica Digitale – oltre l’automazione - un’iniziativa speciale che costituisce il cuore dell’edizio-ne 2014 della manifestazione. “Le grandi aziende stanno già adottando questo modello ed è assolutamente necessario che anche le aziende in-dustriali si attrezzino se vogliono continuare a giocare un ruolo vincen-te all’interno del mondo produttivo” racconta l’ingegner Michele Rossi, Direttore Tecnico della manifestazione.
AT MECSPE THE MECHANICS MEETS THE CLOUD. IN THE DIGITAL FACTORY – BEYOND THE AUTOMATION – PLANNING, ENGINEERIZATION AND LIVE CREATION OF COMPONENT PARTS FOR THE AUTOMOTIVE SECTORA MECSPE la meccanica incontra il cloud. Nella Fabbrica Digitale – oltre l’automazione - progettazione, ingegnerizzazione e realizzazione di componenti per l’automotive dal vivo

by Paola Giraldo
111 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
In the middle of the Factory there is the human intelligence, represented
by a ‘smart’ product that presents details with a particular production
interest; at its service there is fi rst of all an ‘artifi cial intelligence’, in
order to digitalize the project of the piece, analyse the order and make
the connected evaluation, and then a series of production unities that,
gotten the order, will produce live the piece, thanks to the use of working
machines. “The Digital Factory is a new initiative in the worldwide trade
show sector, because it represents the only example of concrete and
functioning realization of the evolution of the development model of the
manufacturing factories for the next years” explains Rossi.
Protagonist of the Digital Factory, the Xam 2.0 (eXtreme Automotive
Mobility) project, realized by the H2politO Team from the Polytechnic
Institute in Turin, a prototype of an electric car – mainly conceived to take
part in the races on a racetrack – that has the ambitious aim to stimulate
the development of new ideas concerning the city mobility, presenting
interesting features for a city
car. Xam 2.0 presents very
advanced component parts for
its category with subsystems
which are innovative but easy
to be industrialized, that before
will be engineerized and then
realized by the companies which
decided to take part in the Digital
Factory, from a performances
improvement point of view,
using technologies, materials
and machining that point to the
lightening of the piece and to its
eco-compatibility.
The component parts of Xam,
that will be developed during the
trade show, will contribute to the realization of the most advanced model
of the car. “We are developing a 3.0 version of XAM and we will make it as
an innovative start-up, spin off of the Polytechnic Institute in Turin – tells
Andrea Airale, Team Leader – We aim to realize a modular ‘platform’ in
order to create vehicles for car sharing or swap in the stations, and usable
for the green development of the urban mobility”. On this side, Xam 2.0
received the Best Extended Range Vehicle Prototype award during the
Future Car Challenge 2012. “The XAM 2.0 project gave us the chance to
realize a dream: creating a functioning prototype of a vehicle that take part
in a race on roads open to the traffi c, competing with the most ‘noble’
Al centro della Fabbrica c’è l’intelligenza umana, rappresentata da un pro-dotto ‘smart’ che presenta dettagli di particolare interesse produttivo, al cui servizio è messa in prima battuta una ‘intelligenza artifi ciale’, per digitaliz-zare il progetto del pezzo, analizzare la commessa e fare le relative valuta-zioni, e poi una serie di unità produttive che, recepito l’ordine, produrranno dal vivo il pezzo, grazie all’utilizzo di macchinari funzionanti. “La Fabbrica digitale è una iniziativa mai vista nell’ambito fi eristico mondiale perché rap-presenta l’unico esempio di realizzazione concreta e funzionante dell’evo-luzione del modello di sviluppo delle fabbriche manifatturiere per i prossimi anni” spiega Rossi.
Protagonista della Fabbrica Digitale il progetto Xam 2.0 (eXtreme Automotive Mobility) realizzato dal Team H2politO del Politecnico di Torino, un prototipo di automobile elettrica – concepito principalmente per parte-cipare alle competizioni su pista – che si pone l’ambizioso obiettivo di sti-molare lo sviluppo di nuove idee relative alla mobilità cittadina, presentan-
do caratteristiche interessanti per una vettura dello scenario urba-no. Xam 2.0 presenta componen-ti molto avanzate per la sua cate-goria con sottosistemi innovativi ma facilmente industrializzabili, che verranno prima ingegneriz-zati e poi realizzati dalle aziende che hanno deciso di partecipare alla Fabbrica Digitale, in un’ottica di miglioramento delle prestazio-ni, usando tecnologie, materiali e lavorazioni che puntino all’alleg-gerimento del pezzo e alla sua ecocompatibilità. I componenti di Xam che verranno svilup-pati in fi era, contribuiranno alla
realizzazione del modello più avanzato della vettura. “Stiamo sviluppan-do una versione 3.0 di XAM e lo faremo come start-up innovativa, spin off del Politecnico di Torino – racconta Andrea Airale, Team Leader - Il nostro obiettivo è quello di creare una “piattaforma” modulare per realizzare veicoli per il car sharing o lo swap nelle stazioni, e impiegabili nello sviluppo gre-en della mobilità urbana”. Su questo fronte, Xam 2.0 ha ricevuto il premio Best Extended Range Vehicle Prototype alla Future Car Challenge 2012. “Il progetto XAM 2.0 ci ha dato la possibilità di realizzare un sogno: creare un prototipo funzionante di veicolo che partecipasse ad una competizione su strade aperte al traffi co gareggiando con i più “blasonati” marchi di auto al

ZOOM on events
112 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
brands of car worldwide – states Alessandro Ferraris, Project Manager
– But the biggest teaching of this experience is that the team work, the
organization, the humility and the goodwill are able to motivate the people
to pursue goals that can also seem very diffi cult to reach”.
The enthusiasm of both young engineers is also in the spirit that moved the
Team in order to undertake the challenge of the Digital Factory, as confi rms
Massimiliana Carello, Faculty Advisor and team supervisor: “MECSPE
will the an interesting chance to show the parallelism between the digital
integration of the single XAM 2.0 technologies and the concept of the digital
factory, and it is also an experience in line
with our project aims, that wants to create
a new generation of engineers, who are
more ‘ready’ because are used to the
collaboration with the companies and the
industrial Italian tissue”. A collaboration
that is anything but passive: “We can
always learn from people with a huge
experience, but we also want to bring
some enthusiasm into the industrial world
that, in this period, has to face in some
sectors a very deep crisis”. Therefore at
the base of the Digital Factory project,
there will be an exchange of ideas and
competences between the research world and the companies, which will
be the concrete proof that “the world of university, research and companies
can and have to work ‘side by side’, if they want to give life to success
projects with high technological content, also realized with relatively low
costs” concludes engineer Carello.
MECSPE’s 7 trade showsMacchine & Utensili – machine tools, tools and equipment; Eurostampi
– the world of mould and moulding; Plastix Expo – the world of plastic
materials machining; Subfornitura – the biggest Italian exhibition for the
manufacture on behalf of a third party; Motek Italy – automation, robotics
and power transmissions; Control Italy – metrology and quality;
Logistica – systems for logistics management, machines and equipment.
The numbers of 2013 edition28,307 visitors, 1,023 exhibitors, 5 Demonstrative Units, 26 Working Isles,
11 Theme Districts, 10 Excellence Squares, 15 meetings and 90 mini-
conferences organized by companies, universities and research institutes.
For further information www.mecspe.com
mondo – commenta Alessandro Ferraris, Project Manager – Ma il più gran-de insegnamento di questa esperienza è che il lavoro di Team, l’organizza-zione, l’umiltà e la buona volontà sono in grado di motivare le persone a per-seguire obiettivi che possono anche sembrare molto diffi cili da raggiungere”.
L’entusiasmo dei due giovani ingegneri si ritrova nello spirito con cui il Team ha deciso di intraprendere la sfi da della Fabbrica Digitale, come conferma Massimiliana Carello, Faculty Advisor e responsabile del Team: ”MECSPE sarà un’occasione interessante per mostrare il parallelismo tra l’integrazio-ne digitale delle singole tecnologie di XAM 2.0 e il concetto di fabbrica di-
gitale, nonché un’esperienza in linea con gli obbiettivi del nostro progetto che vuole formare una nuova generazione di inge-gneri, più ‘pronti’ perché abituati alla colla-borazione con le aziende e con il tessuto industriale italiano”. Una collaborazione tutt’altro che passiva: “Abbiamo sempre da imparare da chi ha una grande espe-rienza, ma vogliamo anche portare un po’ di entusiasmo al mondo industriale che, in questo momento, si trova ad affrontare, in alcuni settori, una crisi molto profonda”. Alla base del progetto Fabbrica Digitale, ci sarà dunque uno scambio di idee e com-
petenze tra mondo della ricerca e imprese, e sarà dunque la testimonianza concreta “il mondo dell’Università, della ricerca e delle aziende possono e devono lavorare “gomito a gomito” se vogliono dar vita a progetti di succes-so ad alto contenuto tecnologico, realizzati anche con costi relativamente contenuti” conclude Carello.
I 7 saloni di MECSPE:Macchine e Utensili – macchine utensili, utensili e attrezzature; Eurostampi – il mondo degli stampi e dello stampaggio; Plastix Expo - il mondo della la-vorazione delle materie plastiche; Subfornitura – la più grande fi era italiana per le lavorazioni in conto terzi; Motek Italy – l’automazione, la robotica e le trasmissioni di potenza; Control Italy – la metrologia e la qualità; Logistica – i sistemi per la gestione della logistica, le macchine e le attrezzature.
I numeri dell’edizione 201328.307 visitatori, 1.023 espositori, 5 Unità Dimostrative, 26 isole di lavorazio-ne, 11 quartieri tematici, 10 piazze d’eccellenza, 15 convegni e 90 momenti di miniconferenze organizzati da aziende, università e istituti di ricerca. Per ulteriori informazioni www.mecspe.com


ZOOM on events
114 N. 25 - 2014 JANUARY/FEBRUARY - international PAINT&COATING magazine
SAMOTER AND ASPHALTICA 2014Samoter e Asphaltica 2014
T he 29th edition of Samoter, the International Triennial Earth
Moving and Building Machines Exhibition, scheduled 8-11 May
2014 at Veronafi ere, confi rms its status as a preferential place for
meetings, trade and analysis in a sector which, despite the diffi cult
global economic situation, is still a driving force in remains the
development of the international industrial system.
In line with developments implemented in 2011,
Samoter 2014 will focus again on the question of
sustainability in the construction sector in its broadest
sense, i.e. economic, social and environmental
responsibility. The objective of the event is to provide an
occasion for knowledge, training and analysis of the topic
from various perspectives: safety and attention to the
building process, the relationship between environment
and economy, regulations and laws on construction sites,
products and tools, ethics and design.
L a 29° edizione di Samoter, Salone Internazionale Triennale del-le Macchine a Movimento Terra, da Cantiere e per l’Edilizia, in pro-
gramma dall’8 all’11 Maggio 2014 nel quartiere di Veronafi ere, si confer-ma come luogo privilegiato di incontro, scambi commerciali ed analisi per un comparto che, nonostante la delicata congiuntura economica globa-
le, rimane trainante per lo sviluppo del sistema industriale internazionale.In linea con quanto iniziato nel 2011, Samoter 2014 ripropo-ne il tema della sostenibilità nella fi liera delle costruzioni nel-la sua accezione più ampia, ovvero di responsabilità econo-mica, sociale ed ambientale. Obiettivo della manifestazione è quello di fornire un’occasione di conoscenza, formazione e approfondimento sulla tematica, analizzandola da diverse prospettive: la sicurezza e l’attenzione al processo edilizio, il rapporto tra ambiente ed economia, le norme e le leggi sui cantieri, i prodotti e gli strumenti, l’etica e la progettazione.

by Paola Giraldo
115 international PAINT&COATING magazine - JANUARY/FEBRUARY 2014 - N. 25
Veronafi ere has signed an important cooperation agreement with
Siteb, the Italian Road Asphalt Bitumen Association, with the
aimed of transferring Asphaltica - the solutions and technology
show for road paving, safety and infrastructures - to Verona.
This simultaneous scheduling comes into being with the
objective of qualifying Asphaltica as the European landmark
for the entire value chain, through reliance on the Samoter’s
important status and impressive international visibility.
This important agreement ensures that Asphaltica can work with
a consolidated partner to develop synergies for growth, thanks
to Veronafi ere’s track record as a leader in direct organisation
of exhibitions and Siteb’s collaboration within the scope of
Samoter going back many years.
The new exhibition event will occupy an area of approximately
23,000 m2 and will welcome many of the innovations
characterising an area experiencing constant technological
evolution. GREEN ROADS will be the main theme and attraction
at Asphaltica in 2014, outlining solutions for building roads
with alternative and 100% recyclable materials characterised
by low environmental impact and low energy consumption
technologies.
SAMOTER 2014 enhances its positioning and operations on international marketsThe event increasingly aims to become a landmark on a European
level as well as an international stage for companies, institutions
and category associations involved in the building universe.
In 2014, the event is the landmark occasion in Europe and
ensures a preferential observatory for the construction world to
take stock and look into the future. While waiting for the recovery
on the still slipping domestic market, exports of machinery
made in Italy continue to take the lion’s share, posting 1.8 billion
euros in value in the fi rst nine months of 2013. Exports are
therefore the best way to continue to development the sector
and Veronafi ere, through Samoter, is the tool at the service of
the internationalisation of this important segment of the Italian
industrial system, that is worth more than 2.5 billion euros in
overall terms.
Veronafi ere, in collaboration with Chambers of Commerce
and ICE offi ces in Rome, has worked and invested to increase
incoming business missions of buyers and professionals from
Europe, Eastern Europe, Middle East, the Americas and Africa.
For more information www.samoter.com
Veronafi ere ha siglato un importante accordo di collaborazione con Siteb, l’Associazione Italiana Bitume Asfalto Strade, fi nalizzato al trasferimento a Verona di Asphaltica, il salone delle soluzioni e tec-nologie per pavimentazioni, sicurezza e infrastrutture viarie.Questa collocazione in contemporanea nasce con l’obbiettivo di qualifi care Asphaltica quale punto di riferimento europeo per l’intera fi liera, potendo contare sugli importanti numeri di Samoter e sulla sua ampia visibilità internazionale.L’importante accordo garantisce ad Asphaltica di lavorare con un partner consolidato con cui sviluppare effi caci sinergie di crescita, grazie al track records da leader nell’organizzazione diretta di even-ti fi eristici di Veronafi ere ed alla pluriennale collaborazione di Siteb nell’ambito del Samoter.La nuova rassegna fi eristica occuperà un’area di circa 23.000 m2 e ospiterà le tante innovazioni che caratterizzano un settore in costante evoluzione tecnologica. Nel 2014 saranno le GREEN ROADS la grande attrazione di Asphaltica, ovvero le soluzioni per realizzare strade con materiali alternativi e riciclabili al 100%, carat-terizzate da tecnologie a basso impatto ambientale e bassi consumi energetici.
SAMOTER 2014 incrementa il posizionamento e il presidio dei mercati internazionaliLa manifestazione ambisce ad essere sempre più punto di riferimen-to a livello europeo e palcoscenico internazionale per imprese, isti-tuzioni ed associazioni di categoria appartenenti all’universo delle costruzioni.Nel 2014 la manifestazione rappresenta l’unico evento di rife-rimento in Europa, offrendo un osservatorio privilegiato per fa-re il punto e guardare al futuro del mondo del construction do-ve, in attesa della ripresa del mercato interno ancora in fl essione, l’export di macchinari made in Italy continua a fare la parte del leone, con 1,8 miliardi di euro di controvalore nei primi nove mesi del 2013. L’estero costituisce quindi la via privilegiata per lo svi-luppo del comparto e Veronafi ere, attraverso Samoter, è lo stru-mento a servizio dell’internazionalizzazione di questo importante segmento del sistema industriale italiano, che vale nel complesso oltre 2,5 miliardi di euro. Veronafi ere, con la collaborazione delle Camere di Commercio e de-gli uffi ci ICE di Roma, ha lavorato per incrementare l’incoming di mis-sioni commerciali provenienti da Europa, Est Europa, Medio Oriente, continente americano e africano.Per maggiori informazioni www.samoter.com

It is forbidden to reproduce articles and illustrations of “IPCM®” without authorization and without mentioning the source. The ideas expressed by the authors do not commit nor magazine nor eos Mktg&Communication S.r.l and responsibility for what is published is the authors themselves.
È vietata la riproduzione di articoli e illustrazioni di “IPCM®” senza autorizzazione e senza citarne la fonte. Le idee espresse dagli autori non impegnano nè la rivista nè eos Mktg&Communication S.r.l e la responsabilità di quanto viene pubblicato rimane degli autori stessi.
Gli abbonamenti possono essere sottoscritti versando il relativo importo a mezzo b/b IBAN IT97F0844033270000000084801 intestato a eos Mktg&Communication Srl.
L’Iva sugli abbonamenti, nonchè sulla vendita di singole copie è assolta ai sensi dell’art.74 comma 1 lett. C DPR 633/72, DM 29/12/1989.
Subscriptions can be made by bank transfer to the following account: Eos Mktg&Communication SrlIBAN IT97F0844033270000000084801.
SWIFT CODE CRCBIT22.The VAT on subscriptions and sale of single copies is over
Adolfo Acquati:Enamelling lines
Attilio Bernasconi:Paint stripping technologies and cryogenic processes
Ernesto Caldana:Coil coating pretreatment
Michele Cattarin:Electrostatic application of powder coatings
Enzo Colapinto:UV systems and technologies
Ivano Pastorelli:Measurement and quality control
Dott. Fabrizio Pitacco:PVD coatings
Dr. Ezio Pedroni:Coil coating
Loris Rossi:Surface treatment on aluminium
Dr. Thomas Schmidt:Powder coatings and inks
Gianfranco Verona:Water treatment
Dario Zucchetti:Coating lines
Lauro Gatti:Air treatment
Dr. Felice Ambrosino:Marketing
Prof. Massimiliano Bestetti:Department of Chemistry, Material and Chemical Engineering, Politecnico of Milan – Section of Applied Chemistry and Physics
Dr. Franco Busato:European environmental legislation and new technologies
Prof. Paolo Gronchi:Department of Chemistry, Material and Chemical Engineering, Politecnico of Milan – Chemical Engineering Section
Kevin BillerThe Powder Coating Research Group
Prof. Fabrizio Pirri:Department of Material Sciences and Chemical Engineering, Politecnico of Turin, Micro and Nanosystems, Nanomaterials and Surfaces
Prof. Stefano Rossi:Material Engineering and IndustrialTechnologies, University of Trento - Product Design
Dr. Antonio Tolotto:Marine and industrial anticorrosive coating cycles
Dr. Fulvio Zocco:Environmental and quality
EDITOR IN CHIEF/ DIRETTORE RESPONSABILEALESSIA VENTURI [email protected]
EDITORIAL DIRECTOR / DIRETTORE EDITORIALEFRANCESCO [email protected]
EDITORIAL OFFICE / REDAZIONEPAOLA [email protected]
LUCA [email protected]
NICOLE [email protected]
MEDIA SALES FRANCESCO [email protected]
NICOLE [email protected]
Eos Mktg&Communication [email protected]
Redazione - Sede Legale:Via Giacomo Matteotti, 1620811 - Cesano Maderno (MB) - Italy
TECHNICAL ADVISORY BOARD
EDITORIAL BOARD
The first international magazine for surface treatments
La prima rivista internazionale sui trattamenti superficiali
ZanioloCdA-1.14
S O F T E F F E C T
NEW SPECIAL EFFECTS
8/11 April 2014 - Visit us at
Hall2 - Stand 2340
The fi rst international magazine for surface treatments
20145th YEAR
BimonthlyN°25-January/February
® ipcm digital onwww.ipcm.it
ISSN 2280-6083
Visit our
brand-new
Website!Website
www.ipcm.it
Registrazione al Tribunale di Monza N° 1970 del 10 Dicembre 2009Eos Mktg&Communication srl è iscritta nel Registro degli Operatori di Comunicazione con il numero 19244
POSTE ITALIANE SPA – SPED. IN A.P. 70% LO/MILANO
LAYOUT/ IMPAGINAZIONELASER GRAFICA 90www.lasergrafica.it
PRINT/ STAMPAA.G. PRINTING SRLwww.agprinting.it
LAYOUT/ IMPAGILASER GRAFICA www.lasergrafica
PRINT/ STAMPAA.G. PRINTING SRwww.agprinting.i
Questo periodico è associatoall’Unione Stampa Periodica Italiana
®
SERVICE SUBSCRIPTION - SERVIZIO ABBONAMENTI:
Sale only on subscription - Vendita solo su abbonamentoE.mail [email protected] copy - Fascicolo singolo: 10,00 euroBack issues - Arretrati: 20,00 euroSubscription Rates 2014 - Tariffe Abbonamento 2014:Italy/Abroad 70,00 € - Italia/Estero 70,00 €Subscription Rates 2014 digital version - Abbonamento 2014 versione digitale:50,00 € + iva

It’s what’s inside that counts.TM
Pre-treatment is changing.
You need solutions that meet the real demands of the industry: efficiency, savings, and most of all, safety. You need solutions that are reliable and adaptable to your operations – not someone else’s. That’s why you need Npcoil Dexter. Our new heavy metal free solutions can be tailored to your particular requirements to ensure not only excellent corrosion protection but also reliable adhesion to subsequent paint coatings. Because at the heart of the metal surface treatment industry, you’ll find us.
INNOVATIVE PRE-TREATMENT SOLUTIONS

Powdercoatings
LiquidPaints
E-coat Industrialtinting system
Epoxy, epoxy-polyesters, polyesters
for architecture, special effects,
low temperature, UV curing, high
resistant, functional for oil&gas
pipelines, for sublimation, metallic
and bonded, low thickness for white
goods, ISO-TS certified for the
automotive industry
Solvent-based mixed cycles for wheels and light alloys Waterborne and solvent-based painting cycles for plastics Waterborne and solvent-based epoxy finishesWaterborne and solvent-based polyurethane finishesWaterborne and solvent-based primers
Anaphoresis-acrylic primers and topcoats
Cataphoresis-epoxy primers
Cataphoresis-acrylic topcoat
Different types of waterborneimmersion paints
The new and revolutionary Gemini
Project allows to produce more
than 5,000 solvent-based codi-
fied colours and more than 5,000
water-based codified colours using
the same colour formula
A complete and successful team for industrial coatings
Made in Italywww. .com