Embed Size (px)
DESCRIPTION
3dprintconfny14
Citation preview

Additive Manufacturing
Reshaping Manufacturing: Understanding 3D Printing Processes
Prof. Brent StuckerFounder & CEO, 3DSIM, LLC
Edward R. Clark Chair of Computer Aided EngineeringDepartment of Industrial Engineering, University of Louisville
Inaugural Chairman, ASTM F42 Committee on Additive Manufacturing

Additive Manufacturing
AM has the potential to enable anyone to make many things they
require, anywhere!

Additive Manufacturing
AM enables…
…an advanced manufacturing facility to be set up using only electricity, some raw materials, and a computer.

Additive Manufacturing
AM enables…
…an entrepreneur to start selling a new product without ever needing to buy a machine, purchase a tool or prove out a mold; and start shipping products the day after the design is finalized.

Additive Manufacturing
AM is used for the…
…automatedmanufacture of hearing aids so that you simply scan the ear, print out a custom-fitted hearing aid, insert electronics, and ship them by the millions.

Additive Manufacturing
What is Additive Manufacturing?(3D Printing)
• The process of joining materials to make objects from 3D model data, usually layer upon layer, as opposed to subtractive manufacturing methodologies

Additive Manufacturing
University of Louisville’s Involvement in AM
• One of the best equipped additive manufacturing (AM) facilities in the world
• Performing Basic and Applied Research, since starting with SLS in 1993
• Over 20 people focused on AM• Close partner of leading AM users
– Boeing, GE, DoD, service bureaus, etc.
• Over 70 member organizations in our RP Center– Includes Haas Technical Education Center

Additive Manufacturing
Typical AM Process Chain
1. Create CAD Solid Model
2. Generate STL File3. Verify File & Repair4. Create Build File
1. Orientation, Location2. Slicing3. Support Material
Generation5. Build part layer-by-
layer6. Post-processing
Click for Movie

Additive Manufacturing
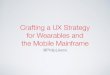
What is an STL Model File?
• Represents 3D solid models using groups of planar triangles– Describe each triangle by
• 3 vertices & unit normal vector– No topological information
• Enumerate all triangles • No special order
– Better accuracy = smaller triangles = larger files
• Set triangle accuracy relative to accuracy of machine used
• Holes between triangles, overlapping triangles, and inverted vectors can be problems
• No knowledge of dimensions (mm or inches)
Facet 1
Facet 2
Facet 3

Additive Manufacturing
New Additive Manufacturing File Format
• AMF– Additive Manufacturing Format– Additive Manufacturing File

Additive Manufacturing
General Concept(XML)
• Parts (objects) defined by volumes and materials– Volumes defined by triangular mesh – Materials defined by properties/names
• Color properties can be specified– Color– Texture mapping
• Materials can be combined– Graded materials– Lattice/Mesostructure
• Objects can be combined into constellations– Repeated instances, packing, orientation

<?xml version="1.0" encoding="UTF-8"?><amf units="mm">
<object id="0"><mesh>
<vertices><vertex>
<coordinates><x>0</x><y>1.32</y><z>3.715</z>
</coordinates></vertex><vertex>
<coordinates><x>0</x><y>1.269</y><z>2.45354</z>
</coordinates></vertex>...
</vertices><region>
<triangle><v1>0</v1><v2>1</v2><v3>3</v3>
</triangle><triangle>
<v1>1</v1><v2>0</v2><v3>4</v3>
</triangle>...
</region></mesh>
</object></amf>
Basic AMF Structure
Addresses vertex duplication, leaks of STL & UNITS

Additive Manufacturing
Compressibility
Comparison for 32‐bit Floats; need to look at double precision

CURVED PATCH(Curved using vertex normals)
PLANNAR PATCH
Optionally add normal/tangent vectors to some triangle mesh vertices
to allow for more accurate geometry.
CURVED PATCH(or curved using edge tangents)
Curved patches

Additive Manufacturing
Multiple Materials
Micro-structureGradient
Materials

Additive Manufacturing
Print Constellation
• Print orientation• Duplicated objects• Sets of different objects• Efficient packing• Hierarchical

Additive Manufacturing
Metadata
<metadata type=“Author”>John Doe”></metadata><metadata type=“Software”>SolidX 2.3”></metadata><metadata type=“Name”>Product 1></metadata><metadata type=“Revision”>12A”></metadata>
<object id=“1”><metadata type=“Name”>Part A ></metadata>
</object id=“1”>

Additive Manufacturing
How do we build parts using AM?
• 7 Process Categories– ASTM/ISO Standard terminology, categories &
definitions will be used
• What are the secret limitations you might not be aware of?
• What types of materials can you use?• What is each process good for?

Additive Manufacturing
Vat Photopolymerization
• An additive manufacturing process in which liquid photopolymer in a vat is selectively cured by light-activated polymerization. – Stereolithography– Envisiontec DLP– Micro-SLA– 2-photon lithography– …

Additive Manufacturing
Projection Systems
• Use a projector (LED or DLP) to illuminate the cross-section – Resolution limited by
pixels of projector– Typically faster per
layer– Common for micro-
stereolithography
http://www.cmf.rl.ac.uk/latest/msl.html

Additive Manufacturing
Envisiontec Perfactory
www.ajm-magazine.com www.crdm.co.uk

Additive Manufacturing
Developments in Vat Photopolymerization
• Increased proliferation of DLP/LCD/LED technology to cure entire layers at once.
• New photopolymer materials which mimic engineering photopolymers
• Expiration of initial stereolithography patents are opening up the marketplace
• Renewed interest in 2-photon polymerization for nano-scale components

Additive Manufacturing
Secrets of Vat Photopolymerization
• Always need supports– Thus, we must remove them– Downward facing surfaces are inferior
• Photopolymers do not have long-term stability in the presence of light– They continue to react and degrade over time.

Additive Manufacturing
Materials in VP
• Over 20 years of photopolymer research, including by major chemical companies, has led to many resins which you can buy
• No materials are “standard engineering-grade” polymers– Specially-formulated to mimic engineering polymers

Additive Manufacturing
What is VP best for?
• High accuracy parts that don’t have stringent structural requirements
• Patterns– Investment casting– RTV molding– …

Additive Manufacturing
Material Jetting
• An additive manufacturing process in which droplets of build material are selectively deposited– Wax or Photopolymers– Multiple nozzles – Single nozzles– Includes
• Objet• 3D Systems Projet• Stratasys Solidscape machines• Several Direct Write machines• Etc…

Additive Manufacturing
Single-Droplet
• Solidscape Modelmakers– 0.0005” layers – small, accurate parts made slowly

Additive Manufacturing
Multi-Droplet
• Thermojet and Actua from 3D Systems– Prints waxy-like materials
• No longer in production, but still serviced

Additive Manufacturing
Developments in Material Jetting
• New Stratasys/Objet Connex 500– Multi-material & Multi-color
• Many traditional “2D printing” companies are investigating 3D printing– Thermoplastics are difficult
• Viscosity issues
– Metals are starting to be publically discussed
• Significant interest in printed electronics– Major industry interest at the intersection between 2½D
& 3D geometries

Additive Manufacturing
Secrets of Material Jetting
• Always need supports– Thus, we must remove them– Downward facing surfaces are inferior (particularly true
if secondary support materials are not used)
• Secondary support materials make support removal easier– Water Soluble– Different Strength– Different Melting Temp

Additive Manufacturing
Material Jetting Materials
• Only commercial materials are wax-like materials or photopolymers– Need low viscosity– Waxes melt at low temperature, but solidify quickly– Photopolymers are cured using light just after
deposition
• No materials are “standard engineering-grade” polymers– Specially-formulated to mimic engineering polymers

Additive Manufacturing
What is Material Jetting best for?
• Smooth, accurate parts that don’t have stringent structural requirements
• Mixing of stiff and flexible materials/colors gives tremendous variability in design– Artwork– Full-color mock-ups– Gradient material assemblies– …

Additive Manufacturing
Binder Jetting
• An additive manufacturing process in which a liquid bonding agent is selectively deposited to join powder materials. – Zcorp– Voxeljet– ProMetal/ExOne– …

Additive Manufacturing
Developments in Binder Jetting
• 3D Systems purchased Zcorp and has changed marketing to “Colorjet”– Printing sugary food and ceramics (pottery & art)– Announced a color personal 3D printer
• ExOne is pushing “sand printing” and builds metal parts for Shapeways
• Voxeljet, fcubic, etc. make marketplace dynamic– Continuous build platform design has major
ramifications

Additive Manufacturing
Secrets of Binder Jetting
• Parts from starch/plaster look pretty but are quite brittle– Post-process infiltration of these materials by
cyanoacrylate or another material is needed for strength• Infiltration makes these parts very heavy
• Metal parts are not engineering-grade– Mostly applicable to art– Need infiltrated (highest accuracy)
or sintered (shrinks)

Additive Manufacturing
Binder Jetting Materials
• Majority of the build material is the powder– Makes the process very, very fast
• Materials are by nature “composite”• Gradients in color/properties possible by printing
different binders• Any powder which can be spread and then glued,
reacted, catalyzed, or otherwise fused using a binder is a candidate
• Living tissue and dental ceramics are promising

Additive Manufacturing
What is Binder Jetting best for?
• Color parts used for marketing or proof-of-concept.
• Metal parts for artistic purposes or with limited engineering functionality.
• Powder metal green parts• Sand casting molds

Additive Manufacturing
Material Extrusion
• An additive manufacturing process in which material is selectively dispensed through a nozzle or orifice– Based on Stratasys FDM
machines– Office friendly– DIY community– Best selling platform– …

Additive Manufacturing
Developments in Material Extrusion
• Expiration of initial FDM patents has led to a vast proliferation of personal 3D printers– More “personal” machines sold @$1k-$2k than “industrial”
machines for $10k-$200k– Lots of new materials, competitors, etc.– Many ways for consumers to access & buy these machines
• 3D Systems & Stratasys offer personal 3D printers in addition to their industrial offerings
• Renewed interest in “manufacturing” parts via extrusion– High-temp materials, concrete, fiber-reinforced composites, etc.– People seem to be taking it more seriously than a few years ago

Additive Manufacturing
Secrets of Material Extrusion
• Always need supports– Thus, we must remove them– Downward facing surfaces are inferior
• Secondary support materials make support removal easier– Water soluble, easier to remove, etc.
• Fundamental tradeoffs in build style mean you can NEVER be fully dense & simultaneously achieve maximum accuracy without post-processing

Additive Manufacturing
Material Extrusion Materials
• Commercial materials include easy to extrude engineering polymers– ABS, PC, PC/ABS, PPSF, etc.– Chocolate and meltable food products– Many DIY materials being explored
• Syringe & pumped nozzles also available– Pastes, glue, cement– Frosting & other food products
• Need materials which soften under shear load and maintain their shape after deposition

Additive Manufacturing
What is Material Extrusion best for?
• Inexpensive prototypes• Functional parts without
stringent engineering constraints– Limited fatigue strength
• Great platform on which to try lots of things– Living tissue– Food– Toys

Additive Manufacturing
Powder Bed Fusion
• An additive manufacturing process in which thermal energy selectively fuses regions of a powder bed– SLS, SLM, DMLS, EBM, BluePrinter, etc. – Polymers, metals & ceramics

CO2 LaserX-Y Scanning
Mirrors
FeedCartridges
PartCylinder
Counter-RotatingPowder LevelingRoller Laser Beam
SelectivelyMelts Powder
SELECTIVE LASER SINTERING

45
Loose Powder

46
Energy is Applied – Laser or Electron Beam Energy
Radiation/Heat from
Energy Source

47
The Powder Begins to Heat Due to Incident Radiation

48
The Outside of the Particles Heat More Quickly than the Inside

49
Smaller Particles Begin to Melt

50
Larger Particles May or May Not Melt Depending Upon Dwell Time of Radiation

51
Melted Portions of the Material Begin to Coalesce (Sinter) Resulting in a Physical Bond and Shrinkage

52
When the Heat is Removed, the Part Cools as a Porous Solid

53
Melting within a Powder Bed Can Lead to Curl

54
Melting within a Powder Bed Can Lead to Curl

55
Melting within a Powder Bed Can Lead to Curl

56
Melting within a Powder Bed Can Lead to Curl

57
Undesirable Shrinkage Controllable Shrinkage Heater Scanning System
Comparison of Shrinkage With and Without Heaters

58
Undesirable Shrinkage Controllable Shrinkage Scanning SystemHeaterHeater
Comparison of Shrinkage With and Without Heaters

59
Undesirable Shrinkage Controllable Shrinkage Scanning SystemHeater
Index
Comparison of Shrinkage With and Without Heaters

60
Undesirable Shrinkage Controllable Shrinkage Scanning SystemHeater
Comparison of Shrinkage With and Without Heaters

Additive Manufacturing
Metal Laser Sintering Methods for Controlling Shrinkage
Complex Scan Patterns Supports

Additive Manufacturing
Electron Beam Melting (EBM) Arcam
• Electrons are emitted from a heated filament >2500° C
• Electrons accelerated through the anode to half the speed of light
• A magnetic lens focuses the beam
• Another magnetic field controls deflection
• When the electrons hit the powder, kinetic energy is transformed to heat.
• The heat melts the metal powder
No moving parts!

Additive Manufacturing
EBM versus Laser Processes
• EBM Benefits – Energy efficiency– High power (4 kW) in a narrow
beam– Incredibly fast beam speeds
• No galvanometers– Fewer supports
• EBM Drawbacks– Only works in a vacuum
• Gases (even inert) deflect the beam
– Does not work well with polymers or ceramics
• Needs electrical conductivity– Needs larger powder particles

Additive Manufacturing
Developments in Powder Bed Fusion
• The most-used platform for “functional parts” • Significant R&D investments• Many metal laser sintering machine manufacturers
– SLM Solutions, ConceptLaser, EOS, Phenix, Renishaw, Realizer
• Starting to see new polymer machine manufacturers– Several companies entering the marketplace to compete with 3D
Systems & EOS
• Open versus Closed machine architecture battles• GE’s purchase of Morris Technologies (2012) is still
having major ramifications on the metal laser sintering marketplace

Additive Manufacturing
Secrets of Powder Bed Fusion
• An Expert User is the most critical aspect of getting a good part– User-selected trade-offs between speed, accuracy and
strength in polymer laser sintering– Takes about a year to learn enough to consistently make
good parts in metal processes
• Polymers are not 100% recyclable• Metal supports are a huge pain
– $50k-$100k/year per machine waste is common• Blade crashes and/or over-supporting

Additive Manufacturing
Polymer Materials in Powder Bed Fusion
• You can use any material you want, as long as it’s nylon – Or if it meets the
cooling curve
• Opposite of injection molding– Fast heating, slow
cooling

Additive Manufacturing
Metal Materials in Powder Bed Fusion
• Most casting and welding alloys can be processed using metal laser sintering– Very fast melting & solidification times gives unique
properties & challenges– High reflectivity, high thermal conductivity materials
are difficult to process (copper, gold, aluminum, etc.)
• Titanium is the “sweet spot” for EBM

Additive Manufacturing
Other Materials in Powder Bed Fusion
• Ceramics are difficult, but possible to directly process
• Green parts are easy to process– Powder metallurgy, sand casting, etc.

Additive Manufacturing
What is Powder Bed Fusion best for?
• Manufacturing end-use products– Polymer parts from Nylon 11 or 12 (including glass-
filled nylons)– Metal parts from Titanium, Stainless Steel, Inconel
super alloys, tool steels and more
• Prototyping components where functional testing is required on the prototype

Additive Manufacturing
Sheet Lamination
• An additive manufacturing process in which sheets of material are bonded to form an object.– Paper (LOM)
• Using glue
– Plastic • Using glue or heat
– Metal • Using welding or bolts• Ultrasonic AM…

Additive Manufacturing
Developments in Sheet Lamination
• Renewed interest in paper-based machines at the low-end by Mcor and others
• Fabrisonics sells 3 platforms based upon metal ultrasonic additive manufacturing
• Other solid state AM methods are being investigated– Friction stir AM, etc.

Additive Manufacturing
Secrets of Sheet Lamination
• Getting rid of excess material is difficult– Cut then Stack – versus –
Stack then Cut– Mechanical properties are
typically quite poor
http://www.cubictechnologies.com/

Additive Manufacturing
Materials in Sheet Lamination
• Paper is used for proof of concept parts– Color printing on the paper gives color parts
• Metal sheets can be cut and stacked for tooling and other applications
• Ceramic tapes can be cut and stacked and then fired for ceramic parts
• Polymer sheets (such as by Solido) can be bonded and cut to form prototypes

Additive Manufacturing
What is Sheet Lamination best for?
• Paper machines make cheap physical representations of your design
• Original LOM-like machines can be used like wood as patterns for sand casting, or as topographical maps, etc.
• Metal laminated tooling reduces the time to build large molds such as for stamping
• Micro-fluidic ceramic parts can be made using ceramic tapes

Additive Manufacturing
– Wire & Powder Materials– Lasers & Electron Beams– Great for feature addition & repair
Directed Energy Deposition
• An additive manufacturing process in which focused thermal energy is used to fuse materials by melting as they are being deposited

Additive Manufacturing
Developments in Directed Energy Deposition
• Electron Beam with wire seems to be leading for part production currently
• DoD is interested in laser powder deposition for repair (America Makes project)– Manufacturers are marketing
laser deposition heads as add-ons to existing machine tools

Additive Manufacturing
Secrets of Directed Energy Deposition
• Material needs something to land on (supports)– We don’t typically make 3D complex parts, just
complex parts with mostly upward-facing features
• There is a direct correlation between feature size and build speed. – Accurate processes are painfully slow– Fast process are very inaccurate
• Surface finish & accuracy requirements almost always require finish machining

Additive Manufacturing
Materials in Directed Energy Deposition
• Most metal alloys can be deposited with some success– Rapid cooling
affects properties
• Polymers and ceramics rarely used, but possible
Optical Absorption vs Wavelength
Wavelength (microns)

Additive Manufacturing
What is Direct Energy Deposition best used for?
• Adding features to existing structures– Replace complex forgings with sheet structures that we
build up near-net shape parts on
• Repair & refurbishment of existing components– Qualified for many high-performance applications

Additive Manufacturing
General Comments
• Powder Materials• Modeling• Implications of AM

Additive Manufacturing
Powders
• Small powder particles– Give better feature resolution, surface finish,
accuracy and layer thicknesses– Are difficult to spread and/or feed– Become airborne easily (repel in EBM)– React with oxygen easily
• Spherical powders with a tight PSD are best• Powder morphology, packing density, fines, etc.
make a HUGE difference in some processes

Additive Manufacturing
AM can now enable us to…
…control the overall geometry of a part, which could be made up of a truss network, where each truss has an optimized thickness and could have an individually controllable microstructure or material.
• But we don’t know how to:• Efficiently represent this type of multi-scale
geometry in a CAD environment, or• Efficiently optimize these multi-scale features, or• Efficiently simulate the link between AM
process parameters and microstructure, or• Efficiently compute the effects of changes in
microstructure on part performance
Courtesy David Rosen, Georgia Tech

Additive Manufacturing
Simulation Needs
• We need improved computational design tools for additive manufacturing
• Like those used for injection molding and casting/forging
• But, physics-based tools are inefficient when applied to AM• Requires dramatic simplification of the process and/or geometry
• Instead, AM-industry software focuses primarily on geometry and not process control or performance/quality
• Forces the AM industry to continue the Build/Test/ Redesign cycle of traditional manufacturing.

Additive Manufacturing
• Process simulations that are faster than an AM machine builds a part– Predict residual stress and distortion so we know how to place
supports and how to pre-distort our CAD model
• Material simulations which can predict crystal leveldetails and the resulting mechanical properties
• Lightning fast solutions on GPU-based platforms• We simulate only what we need to get a practical
answer as FAST as possible • Come tomorrow morning to hear more….

Additive Manufacturing
Engineering Implications
• More Complex Geometries– Internal Features– Parts Consolidation– Designed internal structures
• No Tools, Molds or Dies– Direct production from CAD
• Unique materials– Controllable microstructures– Multi-materials and gradients– Embedded electronics

Additive Manufacturing
Business Implications
• Enables business models used for 2D printing, such as for photographs, to be applied in 3D– Print your parts at home, at a local “FedEx Kinkos,”
through “Shapeways” or at a local store• Removes the low-
cost labor advantage• Entrepreneurship
– Patents expiring• New Machines
– Software tools– Service providers Pharmaceutical Manufacturing in China

Additive Manufacturing
Web 2.0 + AM = Factory 2.0
• User-changeable web content plus a network of AM producers is already enabling new entrepreneurial opportunities– Shapeways.com– Freedom of Creation– FigurePrints– Spore– …and more
87

Additive Manufacturing
Impact on Logistics
• Eliminates drivers to concentrate production
• “Design Anywhere / Manufacture Anywhere” is now possible– Manufacture at the point of
need rather than at lowest labor location
– Changing “Just-in-Time Delivery” to “Manufactured-on-Location Just-in-Time”

Additive Manufacturing
Big Picture Possibilities
• Additive Manufacturing has the potential to:– Make local manufacturing of products normative
• Small businesses can successfully compete with multi-national corporations to produce goods for local consumption
• Parts produced closer to home cost the same as those made elsewhere, so minimizing shipping drives regional production
– Reverse increasing urbanization of society • No need to move to the “big city” if I can design my product
and produce it anywhere– Make jobs resistant to outsourcing
• Creativity in design becomes more important than labor costs for companies to be successful
89