Embed Size (px)
DESCRIPTION
www.ipcm.it
Citation preview
20154th Year
QuarterlyN°14-June
ipcm digital onwww.ipcm.it
ISSN 2282-1767The new international magazine about corrosion control and prevention
ProtectiveCoatings
®

ZanioloCdA-3.15
protectivecoatings
Grenoble (France),gasometer
Vernici Veneziani accreditate presso:EDISON - ENEL - ENI - RFI - SAIPEM- SNAM RETE GAS
Il brand Veneziani protective coatings comprende unagamma di vernici, rivestimenti e prodotti intumescenti conelevate prestazioni in termini di protezione anticorrosiva efinitura estetica, resistenza agli agenti chimici, all’abrasioneed al fuoco, per manufatti da destinarsi a: infrastrutture ededilizia industriale, impianti chimici e petrolchimici, struttureoff-shore, impianti per la generazione d’energia, trattamentoacque e industria della difesa.
Veneziani protective coatings includes a wide range of paints,linings and intumescent coatings featuring high performancesin terms of anticorrosive protection and cosmetic finish,chemical, abrasion and fire resistance for steel structuresmeant for: infrastructures and industrial buildings, chemical andpetrochemical plants, offshore structures, power generationplants, water treatment and defense industry.
Soluzioni chevalgononel tempoLasting solutions
Colorificio Zetagì Srl - Olmo di Creazzo (VI)Tel. 0444.228300 - Fax [email protected] - www.zetagi.it
Ibérica

Una realtà nuova, forte di venticinque anni di esperienza, nella produzione di pitture per cicli di protezione anticorrosiva di opere nuove e per interventi manutentivi di strutture quali:
•• Ponti e viadotti
•• Impianti per la produzione di energia elettrica
•• Impianti petrolchimici
•• Impianti siderurgici
•• Impianti petroliferi e trattamento gas
•• Industria alimentare
•• Complessi di edilizia industriale
La gamma di prodotti Brega Srl comprende:
•• Primer alchidici e sintetici
•• Primer zincanti organici e inorganici
•• Primer epossidici a rapida essicazione “surface tolerant”
•• Intermedi epossidici e clorocaucciù
•• Finiture alchidiche e clorocaucciù – alchidiche
•• Finiture epossidiche ed epossi – viniliche
•• Finiture poliuretaniche
•• Pitture per alte temperature
•• Pitture epossicatrame
•• Rivestimenti a basso tenore di solvente
Brega Srl a socio unico - Via Marchi 58 - 26039 Vescovato (CR) - tel. +39 0372 81118 - fax +39 0372 830166Nuova Sede: Via delle Vigne - 26843 Castelnuovo Bocca d’Adda (LO)[email protected] www.bregaanticorrosione.com
NUOVA SEDE
EDITORIAL
ANALYSIS
02“Waterborne Zinc Coatings Remain a Challenge”. The Latest Trends and Challenges in the Field of Protective Coatings“I rivestimenti di zinco a base acqua rappresentano ancora una sfida”. Le ultime tendenze e sfide nel campo dei rivestimenti protettivi
BRAND-NEW
HIGHLIGHTS OF THE MONTH
16 Next-generation Paint Spraying Systems: the New WIWA EquipmentsSistemi di spruzzatura di ultima generazione: i nuovi dispositivi WIWA
20 Blasting Profiles – a New SolutionGranigliatura dei profili: una nuova soluzione
24 Carboline, the Right Solution for any Corrosion ProblemCarboline: la giusta soluzione per qualsiasi problema di corrosione
28 Ipcm® on TourIpcm® in tour
BUSINESS CARDS
FOCUS ON TECHNOLOGY
34 Automatic Internal and External Coating of Large Diameter PipesRivestimento interno ed esterno automatico di tubature di grande diametro
36 Total Flange Protection: Challenge AcceptedProtezione totale delle flange: sfida accettata
INNOVATIONS
40Is it Time to Take a Fresh Look at Thermoplastic Linings and External Coatings for the Water Industry?È tempo di guardare i rivestimenti termoplastici per interno ed esterno nel settore idrico da una nuova prospettiva?
44Treatment of Springs: Shot Blasting Technologies for Compression and ReleaseTrattamento delle molle: tecnologie di granigliatura per cicli di compressione e rilascio
48 Corrosion Protection Under InsulationProtezione dalla corrosione sotto coibente
56 New Material Consideration for Emergency RepairsAnalisi di nuovi materiali per le riparazioni di emergenza
EXHIBITIONS CALENDAR
ZOOM ON EVENTSCONTENTS
JUNE 2015
pag. 02
pag. 40
pag. 66
© Plascoat
© ASMET
© shsphotography - Fotolia.com

01ipcm® Protective Coatings - 2015 JUNE - N. 14
PROTECTIVE COATINGS | EDITORIAL
I l settore dell’anticorrosione e, più in generale, del surface engineering con finalità di protezione dei metalli da corrosione, usura e abrasione è, fra tutti i settori che rientrano nella cate-
goria del trattamento delle superfici, uno di quelli che esprime il know-how tecnologico più elevato, insieme a quello delle finiture per auto e per architettura metallica, ossia settori dove alle struttu-re esposte a forti sollecitazioni meccaniche, chimiche ed ambien-tali è richiesta una vita di servizio lunga e una sicurezza d’uso mol-to alta.I requisiti di natura funzionale posti ai rivestimenti utilizzati per la protezione dalla corrosione nell’industria pesante sono talmen-te severi, a causa sia dell’ambiente di utilizzo del manufatto su cui essi sono applicati sia delle condizioni di applicazione dei rivesti-menti stessi, da richiedere uno sforzo incessante in ricerca e svilup-po da parte delle aziende che li producono. Questa ricerca si con-cretizza in rivestimenti dalla resistenza sempre più elevata e in una semplificazione delle procedure di applicazione in cantiere.La sensazione che il settore dell’anticorrosione, inteso sia come produzione che come committenza, sia in grado non solo di espri-mere un tale livello tecnologico ma anche di riconoscerne l’im-portanza in termini economici, si respira partecipando alle fiere ad esso dedicate. Gli eventi dedicati alla presentazione e discussione tecnologica delle innovazioni in ambito di protezione e preven-zione della corrosione sono tanti e tutti di grande successo, anche quelli più nuovi.Nel corso dei primi sei mesi del 2015, ipcm®_Protective Coatings ha partecipato a tre manifestazioni, di cui due italiane, che coinvolgevano le tecnologie di anticorrosione: Offshore 2015 a Copenhagen, dedicata al mondo dell’energia eolica offshore; OMC di Ravenna dedicata al settore dell’Oil&Gas; IVS di Bergamo, che ha debuttato nel settore delle valvole. Tutti hanno goduto di un’ottima organizzazione e di una partecipazione elevata da parte di visitatori altamente specializzati, con potere decisionale e d’acquisto.Ritengo che il successo di questi eventi sia emblematico della ca-pacità degli operatori delle industrie che producono e utilizzano i rivestimenti anticorrosivi di valorizzare la propria tecnologia e di attribuire importanza al marketing, all’informazione e alla diffusio-ne della conoscenza e delle esperienze con i canali giusti.Questa è anche la strada che sta percorrendo, ormai da 4 anni, ipcm®_Protective Coatings: proponendo articoli e case-history molto tecnici e di respiro internazionale, diffondendo la rivista nei
mercati “che contano” per l’anticorrosione e diventando partner attivo degli enti che or-ganizzano fiere e congressi tecnici. Solo in questo modo è possibile entrare nel network degli operatori che esprimono tecnologia o che di questa tecnologia hanno estremo bisogno.
T he sector of corrosion and, more generally, of the surface engineering with the purpose of protecting metals against corrosion, wear and abrasion is one
of the fields from the surface treatment industry with the highest technological know-how, together with those of finishes for cars and metal architectures: These are all sectors where structures exposed to high mechanical, chemical and environmental stresses are required a long useful life and a very high safety of use.The functional requirements for the coatings used for corrosion protection in the heavy industry are so strict – due both to the environment of use of the objects on which they are applied and to their application conditions – that a relentless effort in research and development is required from their manufacturers. The results are the increasingly higher resistance of coatings and the simplification of on-site application procedures.The fact that the corrosion sector, including both the producers and the users, is capable not only of reaching such a technological level but also of recognising its importance in economic terms is very evident in the trade fairs dedicated to it. The events dedicated to the presentation of technological innovations in the field of corrosion protection and prevention are numerous and successful, even the newest ones.During the first six months of 2015, ipcm®_Protective Coatings has participated in three events, of which two in Italy, involving anti-corrosion technologies: Offshore 2015 in Copenhagen, dedicated to the world of offshore wind energy; OMC in Ravenna, dedicated to the Oil & Gas industry; and IVS di Bergamo, which debuted in the valves field. All have benefited from an excellent organisation and a very good participation by highly specialised visitors and decision makers. I believe that the success of these events is emblematic of the ability of the operators from the industries producing and using anti-corrosion coatings to enhance their technology level and give importance to the marketing, information and knowledge spreading activities performed though the right channels.This is the path that also ipcm®_Protective Coatings has been following for four years, presenting very technical and international articles and case histories, distributing the magazine in the most important markets related to the anti-corrosion field and becoming an active partner of the bodies that organise exhibitions and congresses. Only in this way it is possible to enter the network of the operators creating or needing technology.
Alessia VenturiEditor-in-chief Direttore Responsabile

02 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | ANALYSIS
“WATERBORNE ZINC COATINGS REMAIN A CHALLENGE”. THE LATEST TRENDS AND CHALLENGES IN THE FIELD OF PROTECTIVE COATINGS“I rivestimenti di zinco a base acqua rappresentano ancora una sfi da”. Le ultime tendenze e sfi de nel campo dei rivestimenti protettivi
Dr. Pascal Verbiest (Fig. 1), Umicore, talks about the challenges that remain in anti-corrosion coatings and reveals which trends he finds the
most interesting. The European Coatings Congress 2015 speaker also reveals the current scope for zinc usage.
Which trends in protective coatings do you find the most interesting?Dr. Pascal Verbiest: “Environmental and regulatory directives will give rise to further growth in high-solids paints; waterborne protective coatings will also evolve further, but only for certain markets, as they need to be applied in the proper conditions.Further interesting trends are definitely easy-to-use protective coatings, e.g. 1-component instead of 2-component products of equal performance, coatings
Il dott. Pascal Verbiest (fig. 1), Umicore, parla delle sfide esistenti nel settore dei rivestimenti anticorrosivi e rivela le tendenze che ritiene di maggiore interesse. Il relatore
di European Coatings Congress 2015 parla inoltre dell’at-tuale ambito di utilizzo dello zinco.
Quali sono le tendenze che trova più interessanti nei rivestimenti protettivi?Dr. Pascal Verbiest: “Le direttive ambientali e le norma-tive provocheranno un’ulteriore crescita delle vernici ad alto solido; anche i rivestimenti protettivi a base acqua si evolveranno maggiormente, ma solo in alcuni mercati, poiché devono essere applicati in condizioni appropriate.Altre tendenze interessanti riguardano i rivestimenti pro-tettivi easy-to-use, come l’utilizzo di prodotti monocom-ponente al posto di bicomponente a parità di prestazio-
© shsphotography - Fotolia.com

Interview with Dr. Pascal Verbiest, Umicore (Belgium),
carried out by the editorial staff of European Coatings Show (ECS)
with longer service life and reduced maintenance costs, as well as protective coatings that entail reduced surface preparation and maintenance like surface-tolerant coatings.Protective coatings offering additional functionalities, like ice-release, easy to clean, and those which are based on sustainable raw materials only are also interesting trends”.
Regarding the use of zinc in corrosion protection, where do you see room for innovation?Verbiest: “There is still a lot of room for innovation in the field of zinc paints. There is still a need for coatings which cure faster and which can be overcoated more quickly. Zinc coatings offering greater durability as of 30-40 years and improved corrosion performance are needed as the market looks more and more at the total package: coating cost plus coating application plus maintenance plus durability, where the coating itself is the lowest cost factor.As for zinc dust itself in protective coatings, zinc dusts with an improved shelf life with a minimum of two years is a ‘request’ that regularly comes back from the field, and improved performance would be an asset”.
What do you consider to be the main challenges?Verbiest: “The main challenges lie in making further improvements to coating performance while continuing to meet rising environmental and regulatory pressures.For small-and-medium-sized enterprises, the ever-increasing administrative burden, e.g. quality and environmental certifications, quality labels pose a major challenge and are tough to cope with. Waterborne zinc coatings remain a challenge: High-solids zinc coatings are currently available that address VOC environmental guidelines, but it is still questionable as to whether viable waterborne systems can be developed”. ‹
This article was first published in EC Show Daily 2, p. 17, 22 April 2015.
ni, vernici con una vita di servizio più lunga e costi di manutenzione ridotti, oltre a rivestimenti protettivi che consentono una minore preparazione della su-perficie e una manutenzione ridotta, come le verni-ci surface-tolerant.I rivestimenti protettivi che offrono funzionalità ag-giuntive, come antighiaccio, facilità di pulizia, e quel-le che si basano solo su materie prime sostenibili rap-presentano tendenze altrettanto interessanti”.
A proposito dell’utilizzo dello zinco nella pro-tezione contro la corrosione, dove pensa che ci sia spazio per l’innovazione?
Verbiest: “C’è ancora molto spa-zio per l’innovazione nel settore delle vernici allo zinco. Il bisogno di rivestimenti che polimerizzino più velocemente e che possano essere rapidamente sovraverni-ciati è ancora presente. Il merca-to richiede rivestimenti a base di zinco che offrano una maggio-re durata, 30-40 anni, e migliori prestazioni contro la corrosione. Inoltre, è sempre più interessa-to al pacchetto completo: costo della vernice + costo dell’applica-zione + manutenzione + durata, tra i quali quello della vernice co-stituisce il costo più basso”.
A suo parere quali sono le sfide maggiori?Verbiest: “Le sfide maggiori risiedono nell’appor-tare ulteriori miglioramenti alle prestazioni dei ri-vestimenti soddisfando al tempo stesso le pres-sioni ambientali e normative.Per le piccole e medie imprese, il costante au-mento degli oneri amministrativi, come ad esempio le certificazioni di qualità e ambientali, e le etichette di qualità rappresentano una gran-de criticità a cui è difficile fare fronte. I rivesti-menti di zinco a base acqua, inoltre, sono ancora una sfida: attualmente sono disponibili pitture a base di zinco ad alto solido che rispondono alle linee guida ambientali sui COV, ma è ancora te-ma di dibattito la possibilità concreta di svilup-pare sistemi a basa acqua”. ‹
Questo articolo è stato pubblicato per la prima volta su EC Show Daily 2, p. 17, 22 aprile 2015.
La Camerini & C., fondata nel 1922, inizia e sviluppa la sua attività come produttore di prodotti vernicianti per anticorrosione, volti principalmente alla protezione di strutture quali edifi ci, elettrodotti, strutture off -shore, ponti, impianti chimici, condotte forzate, centrali elettriche e raffi nerie.
Via Cavatigozzi, 1126028 SESTO ED UNITI (Cremona)tel + 39 0372 710705/710707fax + 39 0372 710725 [email protected]
© ECS
1
Dr. Pascal Verbiest, Umicore.
Il dott. Pascal Verbiest, Umicore.
1

04 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | BRAND-NEW
VALSPAR ANNOUNCES ADDITIONAL PRODUCTION CAPACITY FOR VALSPAR PIPECLAD TECHNOLOGY IN EUROPE Valspar annuncia la produzione in Europa della tecnologia di vernici a polvere Valspar PIPECLAD
V alspar Corporation (NYSE: VAL) is pleased to announce the expansion of its production capability for the Valspar Pipeclad family of fusion-bonded epoxy powder products
in Europe. In April, Valspar began expanded manufacturing of Pipeclad products at its Thouars, France facility to meet growing global demand. “Investing in the increased production of Valspar Pipeclad globally ensures that both applicators and pipeline owners around the world can continue to depend on Valspar to meet their growing needs”, said Karl Jorgenrud, vice president and general manager of Protective Coatings at Valspar. “Like our other powder coatings facilities, Thouars produces a range of high-quality, consistent coating products that are engineered to protect against corrosion in the harshest environments”.
Valspar Pipeclad fusion-bonded epoxy products are used as the corrosion protection layer for single-, dual- and three-layer applications on a wide variety of pipe sizes and wall thicknesses. With its advanced coating technology, Valspar products are the choice of major petroleum and gas producers around the world, providing long-term protection for more than 100,000 miles of pipelines. Valspar’s Pipeclad fusion-bonded epoxy coating protects against underground soil stress, bacteria and fungus attacks, soil acids and alkalis — as well as the corrosive elements associated with underwater use, including saltwater, wastewater, petrochemicals, solvents and corrosive gases. To meet demand from a growing world-wide customer base, Valspar Pipeclad is produced in several regions, including Asia, Europe and North and South America. Pipeclad products are part of Valspar’s broad lineup of coatings for automotive, packaging, architectural, wood and general industrial customers.For further information: www.valsparglobal.com, www.valsparindustrial.com ‹
V alspar Corporation (NYSE: VAL) è lieta di annunciare l’espan-sione della sua capacità produttiva in Europa per la famiglia di prodotti in polvere epossidica Valspar Pipeclad. Nel mese
di aprile, Valspar ha iniziato l’ampliamento della produzione dei pro-dotti Pipeclad a Thouars, il sito produttivo in Francia, per soddisfare la crescente domanda globale di questo tipo di vernici. “Investire nella maggiore produttività di Valspar Pipeclad garanti-sce agli applicatori e società detentrici di gasdotti in tutto il mon-do una continuità di fornitura tramite Valspar, per soddisfare le loro
esigenze di crescita”, ha dichiara-to Karl Jorgenrud, vice presiden-te e direttore generale del setto-re Protective Coatings in Valspar. “Come gli altri siti di vernici in pol-vere, Thouars produce una gam-ma di prodotti di alta qualità, pro-gettati per la protezione contro la corrosione negli ambienti più difficili”.
I prodotti epossidici Valspar Pipeclad vengono utilizzati come strato di protezione contro la cor-rosione per applicazioni a singo-lo, doppio e triplo strato, su una
vasta gamma di tubazioni di varie dimensioni e spessori. Con la sua tecnologia avanzata nel settore delle vernici in polvere, i prodotti Valspar sono la scelta primaria dei maggiori produttori di petrolio e di gas in tutto il mondo, fornendo una protezione a lungo termine ad oltre 160.000 Km di gasdotti. Valspar Pipeclad protegge contro le condizioni stressanti dell’am-biente sotterraneo, da attacchi di batteri e funghi e dalle azioni di acidi ed alcali del suolo - così come dagli elementi corrosivi presenti in ambienti sottomarini, tra cui acqua salata, acque reflue, prodotti petrolchimici, solventi e gas corrosivi. Per soddisfare la crescente domanda dei clienti in tutto il mondo, le vernici Valspar Pipeclad vengono prodotte in diverse aree geografi-che, tra cui Asia, Europa, Nord e Sud America. I prodotti Pipeclad fan-no parte della vasta gamma Valspar di vernici per i settori automotive, packaging, architettura, legno e general industrial.Per maggiori informazioni: www.valsparglobal.com, www.valsparindustrial.com ‹
© Valspar

ipcm® Protective Coatings - 2015 JUNE - N. 14 05
VOLTATEX 4204 RESIN FROM AXALTA COATING SYSTEMS ATTAINS GLOBAL CERTIFICATION BY UNDERWRITERS LABORATORIESLa resina Voltatex 4204 di Axalta Coating Systems ottiene la certifi cazione globale da parte degli Underwriters Laboratories
Axalta Coating Systems, one of the leading global suppliers of liquid and powder coatings, has received certification of its one-component impregnating resin, Voltatex® 4204,
by the independent global product safety testing and certification organisation Underwriters Laboratories (UL). The resin is designed specifically for use in electrical motor, generator and transformer applications in thermal class 180 (H). The UL certification recognises that Voltatex 4204 fulfils safety standards governing the operation of motors, which cover lifetime, ageing and electrical safety components.Voltatex 4204 is an innovative proprietary resin. More than a quarter of its component compounds are renewable raw materials. It offers low emissions and very good adhesion as well as having a high tolerance to cracking. Voltatex 4204 is applied easily, using all types of conventional dip and bake equipment. It comes ready to use and does not require the addition of an extra hardener or accelerator. It is used in electric motors, generators, transformers and mica tape insulated flat rolled litz wires (Fig. 1).“We are delighted that UL has recognised Voltatex 4204, which now joins the other forty-eight Voltatex products already included in the UL Certifications Directory. As UL certification is mandatory for many applications, this certification is essential for doing business with our customers,” says Andrea Busch, Marketing Manager for Axalta’s Energy Solutions – Voltatex in EMEA.For further information: www.axaltacoatingsystems.com ‹
Axalta Coating Systems, tra i maggiori fornitori globali di verni-ci liquide e in polvere, ha ottenuto la certificazione da parte di Underwriters Laboratories (UL), un’organizzazione indipenden-
te di certificazioni di sicurezza, per la resina impregnante mono-com-ponente Voltatex® 4204. La resina è progettata in modo specifico per un’applicazione su motori elettrici, generatori e trasformatori in classe termica H (180°). La certificazione UL ha riconosciuto che il Voltatex 4204 soddisfa gli standard di sicurezza che governano l’operatività dei motori, il ciclo vitale, l’invecchiamento e i componenti di sicurezza.Il Voltatex 4204 è un’innovativa resina brevettata. Più di un quarto dei suoi componenti provengono da materie prime rinnovabili; è un pro-dotto con basse emissioni e con ottime proprietà di adesione, oltre ad avere un’alta tolleranza alla fessurazione. Il Voltatex 4204 è facile da appli-care utilizzando tutte le normali attrezzature per immersione e per l’es-siccazione, viene fornito in confezioni pronte all’uso, non richiede alcuna aggiunta di indurente o acceleratore ed è utilizzato in motori elettrici, generatori, trasformatori e cavi litz piatti isolati con nastri mica (fig. 1).“Siamo felici del Certificato UL del Voltatex 4204 che va ora a raggiun-gere gli altri 48 prodotti Voltatex già presenti nel Registro delle Certi-ficazioni UL. Vista l’obbligatorietà della certificazione UL in molte ap-plicazioni, per i nostri clienti la certificazione stessa è essenziale per le attività quotidiane” ha detto Andrea Busch, Marketing Manager Energy Solutions – Voltatex di Axalta per la zona EMEA. Per maggiori informazioni: www.axaltacs.com/it ‹
1
A stator impregnated with the Voltatex 4204 solution.
Uno statore impregnato nella soluzione Voltatex 4204.
© A
xalta
Coa
ting
Syst
ems
06 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | BRAND-NEW
FORMER OLYMPIC STADIUM ROOF CONTRACT FOR SHERWIN-WILLIAMSSherwin-Williams ottiene un contratto per il rifacimento del tetto dell’Olympic Stadium
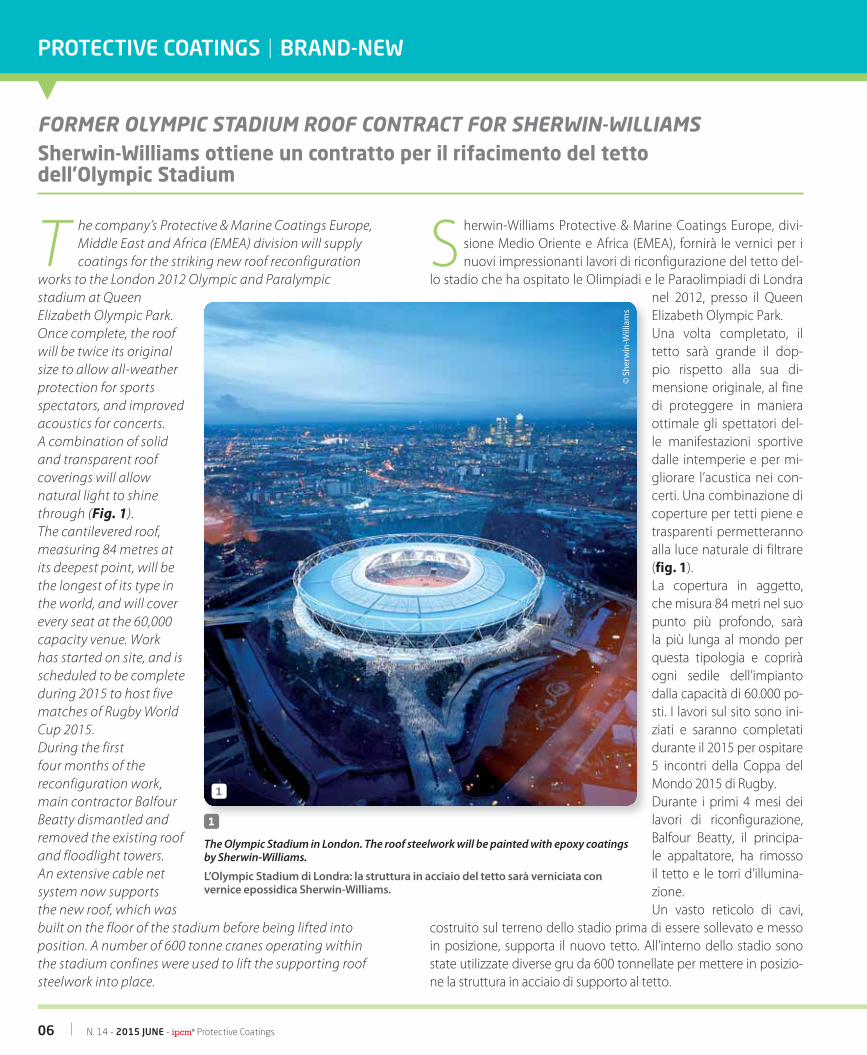
T he company’s Protective & Marine Coatings Europe, Middle East and Africa (EMEA) division will supply coatings for the striking new roof reconfiguration
works to the London 2012 Olympic and Paralympic stadium at Queen Elizabeth Olympic Park.Once complete, the roof will be twice its original size to allow all-weather protection for sports spectators, and improved acoustics for concerts. A combination of solid and transparent roof coverings will allow natural light to shine through (Fig. 1).The cantilevered roof, measuring 84 metres at its deepest point, will be the longest of its type in the world, and will cover every seat at the 60,000 capacity venue. Work has started on site, and is scheduled to be complete during 2015 to host five matches of Rugby World Cup 2015.During the first four months of the reconfiguration work, main contractor Balfour Beatty dismantled and removed the existing roof and floodlight towers.An extensive cable net system now supports the new roof, which was built on the floor of the stadium before being lifted into position. A number of 600 tonne cranes operating within the stadium confines were used to lift the supporting roof steelwork into place.
Sherwin-Williams Protective & Marine Coatings Europe, divi-sione Medio Oriente e Africa (EMEA), fornirà le vernici per i nuovi impressionanti lavori di riconfigurazione del tetto del-
lo stadio che ha ospitato le Olimpiadi e le Paraolimpiadi di Londra nel 2012, presso il Queen Elizabeth Olympic Park.Una volta completato, il tetto sarà grande il dop-pio rispetto alla sua di-mensione originale, al fine di proteggere in maniera ottimale gli spettatori del-le manifestazioni sportive dalle intemperie e per mi-gliorare l’acustica nei con-certi. Una combinazione di coperture per tetti piene e trasparenti permetteranno alla luce naturale di filtrare (fig. 1).La copertura in aggetto, che misura 84 metri nel suo punto più profondo, sarà la più lunga al mondo per questa tipologia e coprirà ogni sedile dell’impianto dalla capacità di 60.000 po-sti. I lavori sul sito sono ini-ziati e saranno completati durante il 2015 per ospitare 5 incontri della Coppa del Mondo 2015 di Rugby.Durante i primi 4 mesi dei lavori di riconfigurazione, Balfour Beatty, il principa-le appaltatore, ha rimosso il tetto e le torri d’illumina-zione.Un vasto reticolo di cavi,
costruito sul terreno dello stadio prima di essere sollevato e messo in posizione, supporta il nuovo tetto. All’interno dello stadio sono state utilizzate diverse gru da 600 tonnellate per mettere in posizio-ne la struttura in acciaio di supporto al tetto.
1
The Olympic Stadium in London. The roof steelwork will be painted with epoxy coatings by Sherwin-Williams.
L’Olympic Stadium di Londra: la struttura in acciaio del tetto sarà verniciata con vernice epossidica Sherwin-Williams.
© S
herw
in-W
illia
ms
1

La pista sulla quale Usain Bolt e Mo Farah hanno vinto le loro me-daglie alle Olimpiadi del 2012 è stato coperta per evitare eventuali danni causati dalle gru.La struttura in acciaio del tetto è fabbricata e verniciata da William Hare Ltd. Si prevede che saranno necessari più di 50.000 litri di ver-nici Sherwin-Williams.Sherwin-Williams fornirà 40.000 litri di Epigrip C400V3, vernice epossidica con fosfato di zinco multi funzionale, e 12.000 litri di Resistex C237, una finitura lucente.Leigh Hyde, Regional Business Manager per il Regno Unito e l’Irlanda di Sherwin-Williams, ha dichiarato: “I piani per l’Olympic Stadium sono davvero spettacolari. Abbiamo lavorato a stretto contatto con William Hare Ltd. per trovare il prodotto migliore per quest’opera, e sono stati scelti Epigrip e Resistex per le loro com-provate capacità di protezione”.Sherwin-Williams ha fornito i suoi prodotti per diverse impor-tanti costruzioni e progetti ingegneristici, tra i quali il grattacielo The Shard, il Leadenhall Building di Londra e le Flame Towers in Azerbaijan.Per maggiori informazioni: http://protectiveemea.sherwin-williams.com ‹
The track on which Usain Bolt and Mo Farah won their medals at the 2012 Olympics has been covered in order to avoid damage from the cranes.The roof steelwork is being fabricated and painted by William Hare Ltd, and it is estimated that more than 50,000 litres of Sherwin-Williams coatings will be required.Sherwin-Williams is supplying 40,000 litres of Epigrip C400V3 multi-functional epoxy zinc phosphate coating, and 12,000 litres of Resistex C237 sheen finish.Leigh Hyde, Sherwin-Williams’ regional business manager, UK and Ireland, said: “The plans for the former Olympic stadium roof are truly spectacular. We worked closely with William Hare Ltd to specify the best product for this work, and Epigrip and Resistex were the chosen solution because of their tried-and-tested protection capabilities.”Sherwin-Williams has supplied a number of landmark construction and engineering projects including London’s The Shard and Leadenhall Building, and Azerbaijan’s Flame Towers.For further information: http://protectiveemea.sherwin-williams.com ‹
Via Veneziana Badalasco 73 - 24045 Fara Gera D’Adda (BG) - Italy - Tel. +39 0363 399 266 - Fax +39 0363 398 360 - [email protected]
Your partner for the design, production and application of anticorrosive lining in ebonite, natural and synthetic rubber.
Since 1969
Anti-corrosive and anti-abrasive liningin ebonite, natural and synthetic rubber
Sand-blasting and painting
Vessel and piping in reinforced plastics
w w w. p e s s i n a . i t

08 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | BRAND-NEW
CORTEC® ANNOUNCES VPCI®-643: ENVIRONMENTALLY SAFE CORROSION SOLUTION FOR PROCESS APPLICATIONSCortec® presenta VpCI®-643: una soluzione ecosostenibile e sicura per le applicazioni di processo
I n desalination plants and closed circuit cooling and heating systems, solutions containing dissolved halogens can cause harmful corrosion. To fix this
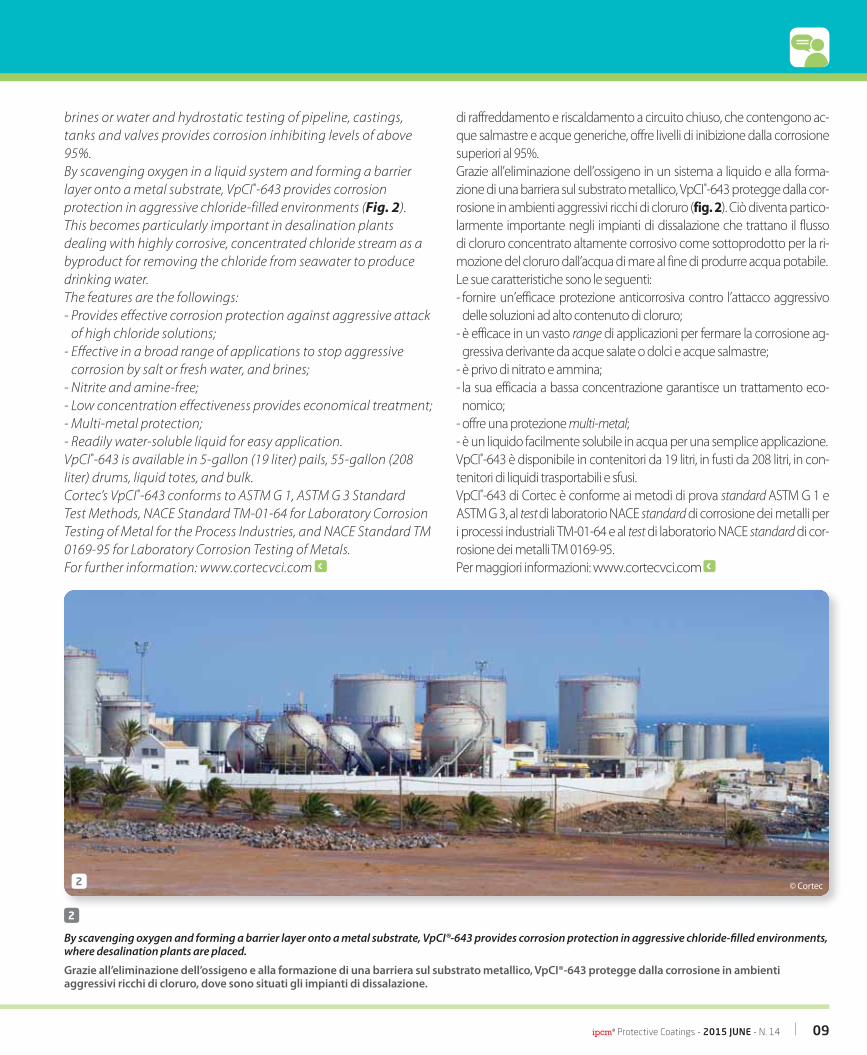
devastating set back, the plant or system must be shut down; this solution can be crippling to businesses due to the extreme costs and loss of production time. Fortunately, Cortec® Corporation, the global leader in corrosion control technology, has created a product to prevent this corrosion problem.A biodegradable corrosion inhibitor for marine and process applications —Cortec’s VpCI®-643 provides instant, long-term, multi-metal corrosion protection. VpCI®-643 is a unique, concentrated combination of inherently biodegradable corrosion inhibitors and oxygen scavengers that protect ferrous and nonferrous metals from corrosive solutions containing chlorides. This new water treatment additive is designed to provide corrosion protection in fresh water, salt water, brine and other highly corrosive solutions containing dissolved halogens (Fig. 1). As a concentrated formulation, VpCI®-643 offers low dosage effectiveness as a treatment for a wide variety of marine and process applications requiring economical corrosion inhibition for fresh and salt water. VpCI®-643 is an effective replacement for nitrate and chromate-based formulations and hydrazine-based oxygen scavengers. Adding VpCI®-643 to closed circuit cooling and heating systems containing
Negli impianti di dissalazione e nei sistemi di raffreddamen-to e riscaldamento a circuito chiuso, le soluzioni contenen-ti alogeni disciolti possono causare una corrosione dannosa.
Per risolvere questo inconveniente devastante, l’impianto o il siste-ma devono essere spenti; si tratta di un intervento che può risultare rovinoso per le aziende, a causa dei costi eccessivi e delle interru-zioni dei tempi di produzione. For-tunatamente Cortec® Corporation, leader a livello mondiale nelle tec-nologie di controllo anticorrosivo, ha creato un prodotto per impedi-re questo problema di corrosione.VpCI®-643 di Cortec è un inibitore di corrosione biodegradabile per applicazioni marine e di processo: fornisce una protezione anticorro-siva immediata, di lunga durata e multi-metal. VpCI®-643 è una com-binazione unica concentrata di ini-bitori di corrosione intrinsecamen-te biodegradabili e di antiossidanti che proteggono i metalli, ferrosi e non, dalle sostanze corrosive con-tenenti cloruri. Questo nuovo ad-ditivo per il trattamento dell’acqua è ideato per fornire una protezione anticorrosiva in acque dolci, salate, salmastre e altri liquidi altamente corrosivi che contengono alogeni disciolti (fig. 1).Come formula concentrata, VpCI®-643 offre efficacia a basso do-saggio e un trattamento per un’am-pia varietà di applicazioni marine e di processo che richiedono un’eco-nomica inibizione anticorrosiva per
acque dolci e salate.VpCI®-643 è un efficace sostituto delle soluzioni a base di nitrato e cromo e degli antiossidanti con idrazina. In base alle prove idrostatiche eseguite su pipeline, fusioni, serbatoi e valvole, l’aggiunta di VpCI®-643 nei sistemi
1
In the desalination plants the pipelines are subjected to the aggressive attack of solutions containing dissolved halogens.
Le condotte degli impianti di dissalazione sono soggette all’attacco aggressivo delle soluzioni contenenti alogeni disciolti.
1
© C
orte
c
ipcm® Protective Coatings - 2015 JUNE - N. 14 09
brines or water and hydrostatic testing of pipeline, castings, tanks and valves provides corrosion inhibiting levels of above 95%. By scavenging oxygen in a liquid system and forming a barrier layer onto a metal substrate, VpCI®-643 provides corrosion protection in aggressive chloride-filled environments (Fig. 2). This becomes particularly important in desalination plants dealing with highly corrosive, concentrated chloride stream as a byproduct for removing the chloride from seawater to produce drinking water. The features are the followings:- Provides effective corrosion protection against aggressive attack
of high chloride solutions;- Effective in a broad range of applications to stop aggressive
corrosion by salt or fresh water, and brines;- Nitrite and amine-free;- Low concentration effectiveness provides economical treatment;- Multi-metal protection;- Readily water-soluble liquid for easy application.VpCI®-643 is available in 5-gallon (19 liter) pails, 55-gallon (208 liter) drums, liquid totes, and bulk. Cortec’s VpCI®-643 conforms to ASTM G 1, ASTM G 3 Standard Test Methods, NACE Standard TM-01-64 for Laboratory Corrosion Testing of Metal for the Process Industries, and NACE Standard TM 0169-95 for Laboratory Corrosion Testing of Metals.For further information: www.cortecvci.com ‹
di raffreddamento e riscaldamento a circuito chiuso, che contengono ac-que salmastre e acque generiche, offre livelli di inibizione dalla corrosione superiori al 95%.Grazie all’eliminazione dell’ossigeno in un sistema a liquido e alla forma-zione di una barriera sul substrato metallico, VpCI®-643 protegge dalla cor-rosione in ambienti aggressivi ricchi di cloruro (fig. 2). Ciò diventa partico-larmente importante negli impianti di dissalazione che trattano il flusso di cloruro concentrato altamente corrosivo come sottoprodotto per la ri-mozione del cloruro dall’acqua di mare al fine di produrre acqua potabile.Le sue caratteristiche sono le seguenti:- fornire un’efficace protezione anticorrosiva contro l’attacco aggressivo delle soluzioni ad alto contenuto di cloruro;
- è efficace in un vasto range di applicazioni per fermare la corrosione ag-gressiva derivante da acque salate o dolci e acque salmastre;
- è privo di nitrato e ammina;- la sua efficacia a bassa concentrazione garantisce un trattamento eco-nomico;
- offre una protezione multi-metal;- è un liquido facilmente solubile in acqua per una semplice applicazione.VpCI®-643 è disponibile in contenitori da 19 litri, in fusti da 208 litri, in con-tenitori di liquidi trasportabili e sfusi.VpCI®-643 di Cortec è conforme ai metodi di prova standard ASTM G 1 e ASTM G 3, al test di laboratorio NACE standard di corrosione dei metalli per i processi industriali TM-01-64 e al test di laboratorio NACE standard di cor-rosione dei metalli TM 0169-95.Per maggiori informazioni: www.cortecvci.com ‹
2
By scavenging oxygen and forming a barrier layer onto a metal substrate, VpCI®-643 provides corrosion protection in aggressive chloride-fi lled environments, where desalination plants are placed.
Grazie all’eliminazione dell’ossigeno e alla formazione di una barriera sul substrato metallico, VpCI®-643 protegge dalla corrosione in ambienti aggressivi ricchi di cloruro, dove sono situati gli impianti di dissalazione.
2 © Cortec

10 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | BRAND-NEW
REDUCING FUEL CONSUMPTION AND APPLICATION COSTS. RECENT TRENDS IN THE FIELD OF ANTI-CORROSIVE AND MARINE COATINGSRiduzione del consumo di carburante e dei costi di applicazione: le tendenze attuali nel settore dei rivestimenti anticorrosivi e marini
Dr Ricard March from Nubiola gives an insight into the latest trends in corrosion protection and marine coatings.
What legal requirements are imposed on protective coatings?Dr. Ricard March: “Legal requirements on protective coatings depend on the region and the end application: they are not the same in Asia as in Europe, or the same for civil structures as for extracting platforms or pipelines.The requirements mainly pertain to environmental and health and safety risks management during coating manufacture, application and disposal. As performance is regarded, ISO 12944 is increasingly becoming the standard to follow”.
What special challenges do marine coatings pose?Dr. Ricard March: “Increasing fuel savings and reducing application costs are among the most important challenges. Anti-fouling and foul-release coatings promote laminar flow, which translates to reduction in fuel consumption (Fig. 1). Coatings that dry faster and are more durable are desirable for extending vessel service life and reducing maintenance costs. Environmental protection is a challenge, too. The focus here is on developing more durable coatings to prevent leakage of contaminating fluids, as well as on the reducing solvent content and avoiding heavy metals in the formulation”.
Ricard March di Nubiola offre una panoramica sulle ultime tendenze nei rivestimenti anticorrosivi e marini.
Quali requisiti legali sono imposti ai rivestimenti protettivi?Dott. Ricard March: “I requisiti legali relativi ai rivestimenti protet-tivi dipendono dall’area geografica e dall’applicazione finale: non
sono gli stessi in Asia o in Europa né sono uguali per le strut-ture civili come per piattaforme petro-lifere o le pipeline. I requisiti riguardano principalmente la ge-stione dei rischi per l’ambiente, la salute e la sicurezza nelle fa-si di produzione delle vernici, di loro appli-cazione e smaltimen-to. Dal momento che valuta anche le pre-stazioni, la norma ISO 12944 sta diven-tando sempre più lo standard da seguire”.
Quali sfide partico-lari pongono i rive-stimenti marini?Dott. Ricard March: “Tra le sfide più impor-
tanti ci sono il maggior risparmio di carburante e la riduzione dei costi di applicazione. Le vernici antivegetative e fouling release favoriscono il flusso laminare che si traduce nella riduzione del consumo di carburan-te (fig. 1).Le vernici che essiccano più rapidamente e sono più durevoli sono pre-feribili per estendere la vita di servizio dell’imbarcazione e ridurre i co-sti di manutenzione. Anche la protezione dell’ambiente è una sfida. L’a-spetto principale in questo ambito è sviluppare vernici più durevoli per prevenire la perdita di liquidi inquinanti, oltre che ridurre il contenuto di solventi ed evitare l’utilizzo di metalli pesanti nelle formulazioni”.
1
One of the greatest challenges in marine coatings is increasing fuel savings.
Una delle più grandi sfi de nel settore dei rivestimenti marini è la riduzione del consumo di carburante.
© Paco Verdera/Fotolia1

ipcm® Protective Coatings - 2015 JUNE - N. 14 11
Can anticorrosive zincfree pigments be used for marine coatings?Dr. Ricard March: “Due to their anticorrosion mechanism, zinc-free pigments can be used to formulate marine coatings for application to containers, tanks or other parts of the vessel that are not in contact with sea water. In fact, some of our customers have developed formulations for these applications with our Nubirox zinc-free anticorrosive pigments, and have achieved similar performance to other zinc-containing alternatives”.For further information: www.nubiola.com ‹
Interview with Dr Ricard March from Nubiola (Spain) carried out by the editorial staff of European Coatings Show (ECS).This article was fi rst published in EC Show Daily 2, 22 April 2015.
Si possono utilizzare i pigmenti anticorrosivi privi di zinco per i rivestimenti marini?Dott. Ricard March: “Grazie al loro meccanismo anticorrosivo i pig-menti privi di zinco possono essere usati per formulare vernici mari-ne da applicare a container, serbatoi o altre strutture della nave che non entrano in contatto con l’acqua di mare. In effetti, alcuni dei no-stri clienti hanno sviluppato formule per queste applicazioni con il nostro pigmento anticorrosivo Nubirox privo di zinco, e hanno otte-nuto prestazioni simili ad altri prodotti alternativi contenenti zinco”.Per maggiori informazioni: www.nubiola.com ‹
Intervista con il dott. Ricard March , Nubiola (Spagna), realizzata dalla redazione di European Coatings Show (ECS).Questo articolo è stato pubblicato per la prima volta su EC Show Daily 2, 22 aprile 2015
A VALUABLE ALLY AGAINST CORROSION: ELASTOMERIC AND EBONITE LININGS PROTECTING AGAINST CORROSION, ABRASION AND WEARUn prezioso alleato contro la corrosione: rivestimenti elastomerici e in ebanite anticorrosivi, antiabrasione e antiusura
È negli anni 70, il periodo del boom economico, che in Italia si diffondono rivestimenti anticorrosivi alternativi alla pittura-zione organica, in particolare rivestimenti in gomma ed eba-
nite. Pessina Angelo, di Fara Gera D’Adda, Bergamo, è fra le prime aziende a cogliere le potenzialità di questi rivestimenti altamen-
te performanti e ad investire risorse nel loro ulteriore sviluppo. Oggi Pessina Angelo è un’azienda all’avanguardia, con un laboratorio di ricerca e sviluppo in gra-do di mettere a punto rivestimenti su mi-sura per le diverse esigenze del cliente e una squadra di operatori altamente spe-cializzati che ne fanno uno degli applica-tori d’eccellenza a livello mondiale di rive-stimenti anticorrosivi e antiabrasione in ebanite e gomma, gomma e poliuretano, plastici rinforzati, fluoro polimerici e dei tradizionali rivestimenti organici.Grazie all’ottimo rapporto costo/bene-ficio, questi rivestimenti sono ampia-mente utilizzati nell’industria chimica, siderurgica, tessile, alimentare, metal-lurgica e petrolifera, della protezione
dell’ambiente (impianti DeSOx) e dell’acqua (approvvigionamento idrico, scarico e depurazione acqua). Gli elastometri, uniti ad altri
A nti-corrosion linings as an alternative to organic paints began to spread in Italy with the economic boom of the ‘70s, especially the rubber and ebonite
ones. Pessina Angelo, a company based in Fara Gera d’Adda, Bergamo (Italy), was among the first companies to grasp the potential of such high performance products and to invest resources in their further development. Nowadays, Pessina Angelo is a cutting-edge firm, with an R&D laboratory able to develop tailor-made products to meet the different customers’ needs and with a highly specialised staff. This makes it a global leader in the application of anti-corrosion and anti-wear linings made with ebonite, rubber, polyurethane, reinforced plastics and fluorine polymer, as well as of conventional organic coatings.Thanks to the excellent cost/benefit ratio, these linings are widely used in the chemical, iron and steel, textile, food, metal and oil, environmental protection (DeSOx plants) and water fields (water supply, drainage and sewage water).
1
Exchangers produced by SESPI Srl for Ansaldo’s “Central Turbine a Gaz De Ain Djasser III” project.
Gli scambiatori prodotti da SESPI Srl per il progetto Ansaldo “Central Turbine a Gaz De Ain Djasser III”.
1 © Pessina Angelo
12 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | BRAND-NEW
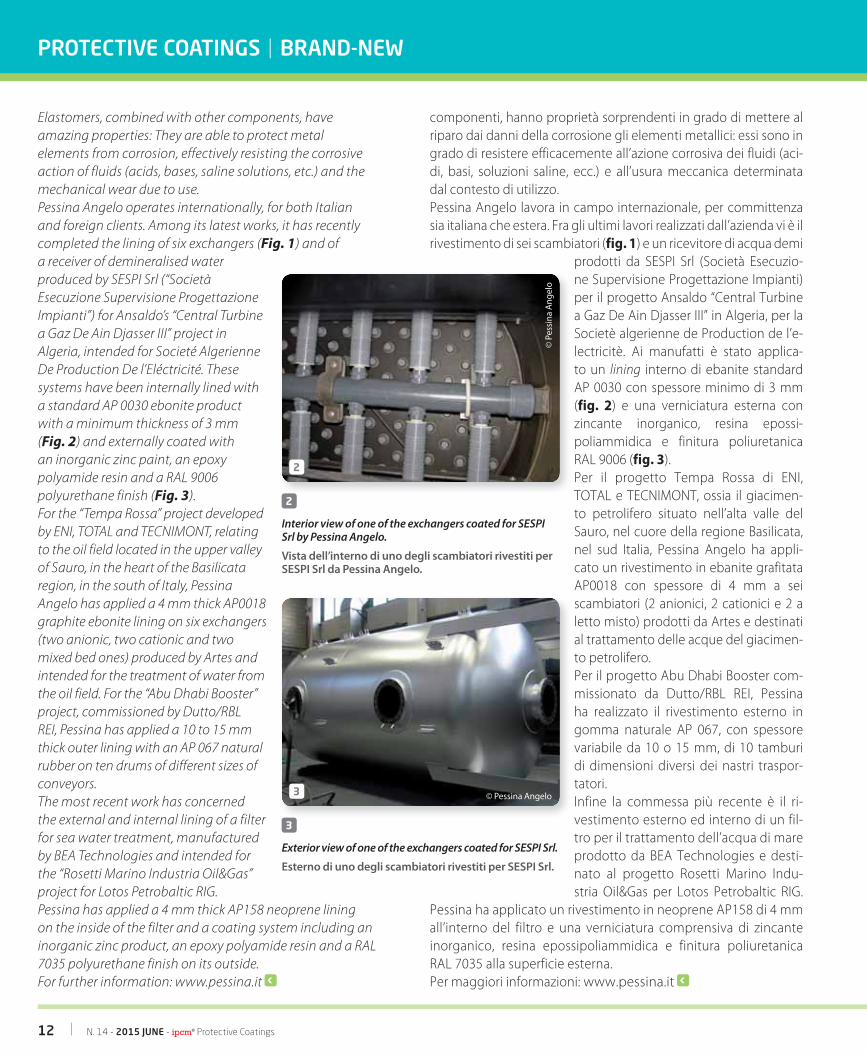
componenti, hanno proprietà sorprendenti in grado di mettere al riparo dai danni della corrosione gli elementi metallici: essi sono in grado di resistere efficacemente all’azione corrosiva dei fluidi (aci-di, basi, soluzioni saline, ecc.) e all’usura meccanica determinata dal contesto di utilizzo.Pessina Angelo lavora in campo internazionale, per committenza sia italiana che estera. Fra gli ultimi lavori realizzati dall’azienda vi è il rivestimento di sei scambiatori (fig. 1) e un ricevitore di acqua demi
prodotti da SESPI Srl (Società Esecuzio-ne Supervisione Progettazione Impianti) per il progetto Ansaldo “Central Turbine a Gaz De Ain Djasser III” in Algeria, per la Societè algerienne de Production de l’e-lectricitè. Ai manufatti è stato applica-to un lining interno di ebanite standard AP 0030 con spessore minimo di 3 mm (fig. 2) e una verniciatura esterna con zincante inorganico, resina epossi-poliammidica e finitura poliuretanica RAL 9006 (fig. 3).Per il progetto Tempa Rossa di ENI, TOTAL e TECNIMONT, ossia il giacimen-to petrolifero situato nell’alta valle del Sauro, nel cuore della regione Basilicata, nel sud Italia, Pessina Angelo ha appli-cato un rivestimento in ebanite grafitata AP0018 con spessore di 4 mm a sei scambiatori (2 anionici, 2 cationici e 2 a letto misto) prodotti da Artes e destinati al trattamento delle acque del giacimen-to petrolifero.Per il progetto Abu Dhabi Booster com-missionato da Dutto/RBL REI, Pessina ha realizzato il rivestimento esterno in gomma naturale AP 067, con spessore variabile da 10 o 15 mm, di 10 tamburi di dimensioni diversi dei nastri traspor-tatori.Infine la commessa più recente è il ri-vestimento esterno ed interno di un fil-tro per il trattamento dell’acqua di mare prodotto da BEA Technologies e desti-nato al progetto Rosetti Marino Indu-stria Oil&Gas per Lotos Petrobaltic RIG.
Pessina ha applicato un rivestimento in neoprene AP158 di 4 mm all’interno del filtro e una verniciatura comprensiva di zincante inorganico, resina epossipoliammidica e finitura poliuretanica RAL 7035 alla superficie esterna.Per maggiori informazioni: www.pessina.it ‹
Elastomers, combined with other components, have amazing properties: They are able to protect metal elements from corrosion, effectively resisting the corrosive action of fluids (acids, bases, saline solutions, etc.) and the mechanical wear due to use.Pessina Angelo operates internationally, for both Italian and foreign clients. Among its latest works, it has recently completed the lining of six exchangers (Fig. 1) and of a receiver of demineralised water produced by SESPI Srl (“Società Esecuzione Supervisione Progettazione Impianti”) for Ansaldo’s “Central Turbine a Gaz De Ain Djasser III” project in Algeria, intended for Societé Algerienne De Production De l’Eléctricité. These systems have been internally lined with a standard AP 0030 ebonite product with a minimum thickness of 3 mm (Fig. 2) and externally coated with an inorganic zinc paint, an epoxy polyamide resin and a RAL 9006 polyurethane finish (Fig. 3).For the “Tempa Rossa” project developed by ENI, TOTAL and TECNIMONT, relating to the oil field located in the upper valley of Sauro, in the heart of the Basilicata region, in the south of Italy, Pessina Angelo has applied a 4 mm thick AP0018 graphite ebonite lining on six exchangers (two anionic, two cationic and two mixed bed ones) produced by Artes and intended for the treatment of water from the oil field. For the “Abu Dhabi Booster” project, commissioned by Dutto/RBL REI, Pessina has applied a 10 to 15 mm thick outer lining with an AP 067 natural rubber on ten drums of different sizes of conveyors.The most recent work has concerned the external and internal lining of a filter for sea water treatment, manufactured by BEA Technologies and intended for the “Rosetti Marino Industria Oil&Gas” project for Lotos Petrobaltic RIG. Pessina has applied a 4 mm thick AP158 neoprene lining on the inside of the filter and a coating system including an inorganic zinc product, an epoxy polyamide resin and a RAL 7035 polyurethane finish on its outside.For further information: www.pessina.it ‹
2
3
2
Interior view of one of the exchangers coated for SESPI Srl by Pessina Angelo.
Vista dell’interno di uno degli scambiatori rivestiti per SESPI Srl da Pessina Angelo.
3
Exterior view of one of the exchangers coated for SESPI Srl.
Esterno di uno degli scambiatori rivestiti per SESPI Srl.
© P
essi
na A
ngel
o
© Pessina Angelo

ipcm® Protective Coatings - 2015 JUNE - N. 14 13
WATER-BASED, LOW-VOC COATING SOLUTION BASED ON TEFLON® PTFE PROTECTS FASTENERS FROM CORROSIONVernice a base acqua e basso COV basata su Tefl on® PTFE protegge gli elementi di fi ssaggio dalla corrosione
D uPont has developed a new water-based, low-VOC coating solution based on Teflon® PTFE for fasteners in highly corrosive environments (Fig. 1). This easy to handle one-
coat system is particularly suitable for applications requiring very high corrosion resistance, dry lubrication and anti-seize properties to prevent galling. Typical applications are screws and bolts made from substrates such as carbon steel, special steel and aluminium used in offshore oil and gas extraction, the chemicals industry or in water treatment plants.
Results from a salt spray test according to ASTM B117 carried by an independent laboratory have confirmed that screws treated with this new coating solution have outstanding corrosion resistance even without surface pretreatment. Corrosion resistance can be still further improved by using suitable primers or substrate pretreatments. For instance, carbon steel bolts with a zinc base coat of just 7.5 μm and a Teflon® anti-corrosion coating of just 20 to 30 μm have less than 10% red rust even after 3,000 hours’ exposure. The new coating system is free of heavy metals, its VOC content is below 0.36 g/l and no special solvents are needed for clean-up and thinning, just water. Thanks to the low coefficient of friction of PTFE less torque is required for tightening.
The coating solution is available from Chemours Belgium BVBA and Intech Services, the exclusive sales partner of DuPont for Teflon® Industrial Finishes in North America (www.intechservices.com/Fastener-Coatings).For further information: www.dupont.com ‹
DuPont ha sviluppato una nuova vernice a base acqua e bas-so contenuto di COV basata su Teflon® PTFE per gli elemen-ti di fissaggio in ambienti altamente corrosivi (fig. 1). Questo
sistema monostrato è particolarmente adatto per le applicazioni che richiedono una resistenza alla corrosione molto elevata, lubrificazione a secco e proprietà antigrippanti per prevenire l’attrito. Le applicazioni tipiche sono viti e bulloni di acciaio al carbonio, acciaio speciale e allu-minio utilizzati nelle attività estrattive offshore di petrolio e gas, nell’in-dustria chimica e negli impianti di trattamento delle acque.
I risultati delle prove in nebbia salina effettuate secondo ASTM B117 da un laboratorio indipendente hanno confermato che le viti trattate con
questa nuova soluzione hanno un’eccezionale resistenza alla corrosione anche senza il pre-trattamento della superficie. La resistenza alla corrosione può essere ulteriormente mi-gliorata utilizzando primer ade-guati o pretrattamenti super-ficiali. Per esempio, i bulloni di acciaio al carbonio con mano di fondo a base di zinco di soli 7,5 μm e uno strato anticorrosivo Teflon® di soli 20-30 μm pre-sentano meno del 10% di rug-gine rossa anche dopo 3.000 ore di esposizione.La nuova vernice è priva di metalli pesanti, il suo conte-nuto di COV è inferiore a 0,36 g/l e non sono necessari sol-venti speciali per la pulizia e la diluizione, ma solo acqua.
Grazie al basso coefficiente di attrito di PTFE, è necessaria meno forza per stringere i bulloni.
La soluzione di verniciatura è disponibile da Chemours Belgium BVBA e Intech Services, partner commerciali esclusivi di DuPont per le finiture industriali Teflon® in Nord America (www.intechservices.com/Faste-ner-Coatings).Per maggiori informazioni: www.dupont.com ‹
1
A new addition to the DuPont Industrial Finishes portfolio is a water-based, low-VOC coating solution based on Tefl on® PTFE for fasteners in highly corrosive environments.
La nuova aggiunta alla gamma di fi niture industriali DuPont consiste in una vernice a base acqua e basso contenuto di COV basata su Tefl on® PTFE, dedicata agli elementi di fi ssaggio per ambienti altamente corrosivi.
1
© D
uPon
t

14 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | BRAND-NEW
ADVANCED TANK LINING BRINGS NEW BENEFITSNuovi vantaggi grazie all’innovativo lining di serbatoi
È stato ideato un innovativo sistema di lining protettivi per serba-toi per portare nuovi benefici al settore oil&gas in Europa, Medio Oriente e Africa.
Nova-Plate 325 è un lining per serbatoi epossidico amminico novo-lacca con fibra di vetro e ceramica realizzato da Sherwin-Williams Protective & Marine Coatings. E’ stato ideato per proteggere i serbatoi di stoc-caggio in acciaio e l’interno delle cisterne dal greggio, da prodotti raffinati, chimici e dalle ac-que di processo, inclusi quelli operanti ad alta temperatura e alta pressione.I sistemi tradizionali di rivestimento hanno dif-ficoltà a resistere al greggio e alle acque di pro-cesso a temperature e pressioni più elevate, co-me quelle affrontate durante l’estrazione del petrolio in profondità o nelle lavorazioni ad alta temperatura.Sta diventando sempre più normale richiedere una resistenza al greggio a 150 °C e a pressioni elevate o all’acqua prodotta a 99 °C. Ma i lining tradizionali non riescono a sostenere queste sfide.Nova-Plate 325, che è già penetrato nel mercato nordamericano fin dal momento del suo lancio in quest’area, offre ai clienti dei benefici, tra cui quello di riuscire a resistere al greggio a 150 °C e all’acqua di processo a 99 °C.Il sistema offre anche un rapido ritorno in servi-zio entro 24 ore e uno spessore elevato del film:
può essere quindi applicato in una sola mano. Questo comporta ulte-riori vantaggi applicativi se rapportato allo scenario di utilizzo di lining per serbatoi tradizionali multi-strato che polimerizzano anche lenta-mente.Gli impieghi previsti comprendono serbatoi di stoccaggio, cisterne e tubature o per la gestione di greggio, prodotti raffinati, chimici o ac-que di processo o contenimenti secondari, nei campi industriali chia-ve tra cui quelli del settore estrattivo e oil&gas.Joao Azevedo (fig. 1), Oil & Gas Market Director (area EMEA) per Sherwin-Williams Protective & Marine Coatings ha dichiarato: “In Sherwin-Williams dialoghiamo costantemente con i clienti del settore oil&gas per garantire loro il nostro aiuto a superare le sfide affrontate dall’industria.Avere a che fare con fondali più profondi e con fonti non convenzio-nali di idrocarburi sta spingendo le temperature e le pressioni di pro-cesso sempre più in alto: questo richiede pitture e lining speciali”.
An advanced tank lining protection system is set to bring new benefits to the oil and gas industry in Europe, the Middle East and Africa.
Nova-Plate 325 is an amine cured, glass and ceramic filled novolac epoxy tank lining from Sherwin-Williams Protective & Marine Coatings. It has been designed to protect steel storage tanks and vessels interiors from crude, refined products, chemicals and process water, including high temperature and high pressure service.Conventional lining systems struggle to withstand crude and process water at higher temperatures and pressures, like the ones faced when extracting oil from deeper depths or processes working at elevated temperatures.Facing 150°C crude oil at elevated pressures or 99°C produced water is becoming more common, and conventional linings cannot cope with the challenges.Nova-Plate 325, which has already made inroads into the North American market since being launched in that region, offers benefits to the customer include coping with 150ºC crude and 99ºC process water.The system also offers a quick return to service within 24 hours and high film-build, meaning it can be applied in a single coat. This brings further application benefits when compared with the scenario faced when using conventional multi-coat tank linings that can also be slow curing.Expected uses include storage tanks, vessels and piping, for crude, refined products, chemical or process water handling or secondary containment, with key industries served including the oil and gas and mining sectors.Joao Azevedo (Fig. 1), Oil & Gas Market Director (EMEA region) for Sherwin-Williams Protective & Marine Coatings, said: “At Sherwin-Williams we are in constant dialogue with customers in the oil and gas sector to ensure we are helping them meet the challenges faced by the industry.Dealing with deeper depths and non-conventional sources of hydrocarbon is pushing process temperatures and pressures higher, requiring specialist coatings and linings”.
1
Joao Azevedo, Oil & Gas Market Director (EMEA region) for Sherwin-Williams Protective & Marine Coatings.
Joao Azevedo, Oil & Gas Market Director (area EMEA) per Sherwin-Williams Protective & Marine Coatings.
1
© S
herw
in-W
illia
ms

ipcm® Protective Coatings - 2015 JUNE - N. 14 15
SILIKOTOP® E 900 AND SILIKOTOP® E 901 - NEW SPECIALTY BINDERS FOR HIGH SOLIDS CONTENTS IN CORROSION PROTECTION APPLICATIONSSILIKOTOP® E 900 e SILIKOTOP® E 901: nuovi leganti speciali per vernici ad alto solido nelle applicazioni anticorrosive
Lee Spoor, Project Development Manager Oil&Gas presso Sherwin-Williams, aggiunge: “Sta diventando necessario trovare un’unica so-luzione per lo stoccaggio, sia che si tratti di greggio a temperatura ambiente che di carichi chimici raffinati più complessi a temperatu-re più elevate.“E’ chiaro anche che la possibilità di applicazione del rivestimento in mano unica e di un ritorno in servizio del serbatoio entro 48 ore o anche meno è decisiva, dato che l’industria spinge per un lining ad ultra alto solido. Noi crediamo di aver affrontato queste sfide e di poter offrire qualcosa di nuovo. Non vediamo l’ora di presentare questo sistema al mercato EMEA”.Nova-Plate 325 è un prodotto già premiato negli Stati Uniti: è stato nominato dallo Steel Tank Institute nuovo prodotto affiliato dell’an-no 2013. ‹
SILIKOTOP® E 900 e SILIKOTOP® E 901 sono resine siliconiche ibride reticolate con isocianati: sono progettate per l’utilizzo nei top coat dei rivestimenti protettivi ad alto solido con prestazioni elevate dai
trasporti navali fino al settore dei trasporti pesanti e pubblici. Oltre alle eccellenti caratteristiche anticorrosive e di resistenza chimica, meccanica e agli agenti atmosferici, entrambi i prodotti offrono straordinari vantag-gi per la facilità di lavorazione e i risultati estetici. L’elevato contenuto di solidi al 90% in combinazione con una bassa viscosità contribuisce a for-mulare soluzioni a basso contenuto di COV, facilmente lavorabili. In ter-mini di applicabilità, SILIKOTOP® E 900 e SILIKOTOP® E 901 consentono l’applicazione di uno spessore del film fino a 200 micron per un singolo strato di vernice. Nei mercati come quello dei trasporti pesanti e pubblici, i rivestimenti protettivi devono essere funzionali ma anche soddisfare le caratteristiche estetiche. Le resine SILIKOTOP® soddisfano queste qualità fornendo un’eccellente protezione anticorrosiva, un aspetto eccezionale e anche eccellenti proprietà livellanti. SILIKOTOP® E 900 è caratterizzata da una flessibilità notevolmente migliorata con un buon livello di resi-stenza ed elasticità in grado di garantire la durabilità in applicazioni anti-corrosive severe. SILIKOTOP® E 901 presenta una resistenza chimica e agli agenti atmosferici addirittura migliore, un’essiccazione più rapida e una maggiore durezza del film polimerizzato.Per maggiori informazioni: www.evonik.com ‹
Lee Spoor, Project Development Manager Oil & Gas at Sherwin-Williams, adds: “A single solution for storage is becoming required whether dealing with crude oil at ambient temperature or more complex refined, chemical cargos at higher temperatures.“It is also clear that the ability to be applied in a single coat and for the tank to be in service within 48 hours or less is crucial, with the industry pushing for ultra-high solid linings.“We believe we have met these challenges and that we’re offering something new. We look forward to bringing the system to the EMEA market.”Nova-Plate 325 is already an award-winning product in the US, and was named the Steel Tank Institute 2013 Affiliate New Product of the Year. ‹
S ILIKOTOP® E 900 and SILIKOTOP® E 901 are isocyanate-cured silicone hybrid resins designed for top coat application in high solids and high performance
protective coatings ranging from marine to trucks & public transport. Beside excellent corrosion protection properties as well as weather, chemical and mechanical resistances, both products offer extraordinary advantages in processability and appearance. The very high solids content of 90% combined with a low viscosity help to formulate low VOC formulations that are easily processable. In terms of applicability, SILIKOTOP® E 900 and SILIKOTOP® E 901 enable film thicknesses of up to 200 μm in a single coating layer. In markets like trucks & public transport, protective coatings must be functional but also satisfy appearance characteristics. The SILIKOTOP® resins fulfil these qualities by providing excellent corrosion protection, a remarkable appearance, as well as excellent leveling properties. SILIKOTOP® E 900 shows a significantly enhanced flexibility with good tough-elasticity ensuring durability in heavy duty corrosion protection applications. SILIKOTOP® E 901 promotes an even better weather and chemical resistances, faster drying and a higher hardness in the cured film.For further information: www.evonik.com ‹

16 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | HIGHLIGHT OF THE MONTH
NEXT-GENERATION PAINT SPRAYING SYSTEMS: THE NEW WIWA EQUIPMENTSSistemi di spruzzatura di ultima generazione: i nuovi dispositivi WIWA
L e caratteristiche funzionali delle pompe di ap-plicazione vernici combinate con un efficace si-stema di monitoraggio sulla precisione e qualità
dell’operazione effettuata sono elementi imprescindibili della verniciatura anticorrosiva, particolarmente in am-bienti difficili.WIWA, azienda specializzata nelle tecnologie di spruzza-tura con sede a Lahnau in Germania, ha sviluppato una nuova serie di apparecchiature particolarmente indica-te per l’applicazione di prodotti vernicianti diversi su su-perfici estese nei settori dei rivestimenti marini, dell’in-gegneria civile, dell’industria offshore, della protezione anticorrosiva e passiva dal fuoco (foto d’apertura). I prodotti vernicianti applicabili con queste apparecchia-ture sono abrasivi, antifiamma, glass flake, vernici antive-getative, additivi a fibre corte, vernici isolanti ad alto spes-sore, bituminose a freddo, vernicianti a basso solvente o privi di solvente, vernici multicomponenti e epossidiche/catrame.
T he functional features of the paint spraying pumps combined with an efficient system for precision and quality monitoring of this
operation are key factors for a successful application of corrosion protection coating, particularly in tough environments.WIWA, specialized in spraying technologies and headquartered in Lahnau, Germany, has designed a new series of equipments particularly suitable for the application of different coatings onto large surfaces in the marine, structural engineering, offshore, corrosion protection and fireproofing industries (Ref. opening Photo).Coating products that can be applied with this equipment are abrasive, flame protection materials, glass flake, antifouling, short fibre fillers, insulation and thick-film materials, cold bitumen, low solvent and solvent-free paints, plural component and tar-epoxy paints.
Opening Photo: The WIWA spraying systems with a new concept can be used for applying the coating products onto large surfaces.
Foto d’apertura: i sistemi di spruzzatura WIWA di nuova concezione possono essere utilizzati per l’applicazione di prodotti vernicianti su superfi ci estese.
© W
IWA
Wilh
elm
Wag
ner G
mbh
& C
o. K
G
ipcm® Protective Coatings - 2015 JUNE - N. 14 17
Johannes JacobiWIWA Gmbh e Co. KG, Lahnau, Germany
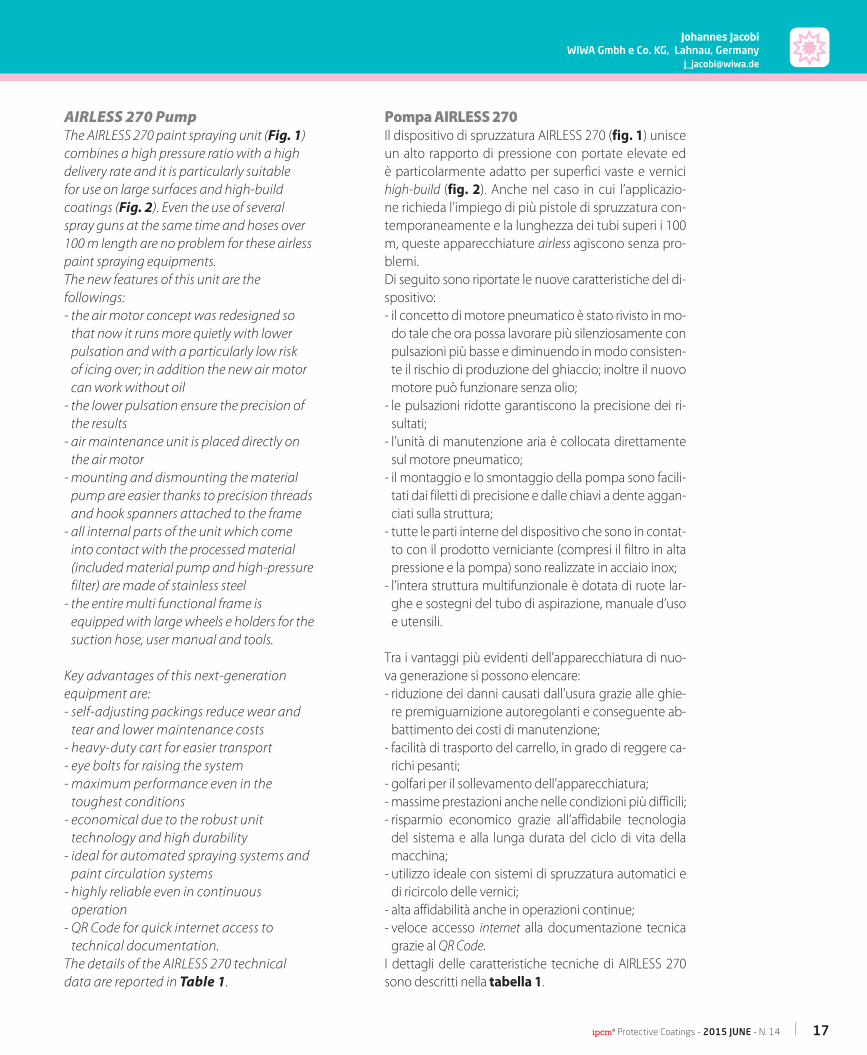
Pompa AIRLESS 270Il dispositivo di spruzzatura AIRLESS 270 (fig. 1) unisce un alto rapporto di pressione con portate elevate ed è particolarmente adatto per superfici vaste e vernici high-build (fig. 2). Anche nel caso in cui l’applicazio-ne richieda l’impiego di più pistole di spruzzatura con-temporaneamente e la lunghezza dei tubi superi i 100 m, queste apparecchiature airless agiscono senza pro-blemi.Di seguito sono riportate le nuove caratteristiche del di-spositivo: - il concetto di motore pneumatico è stato rivisto in mo-
do tale che ora possa lavorare più silenziosamente con pulsazioni più basse e diminuendo in modo consisten-te il rischio di produzione del ghiaccio; inoltre il nuovo motore può funzionare senza olio;
- le pulsazioni ridotte garantiscono la precisione dei ri-sultati;
- l’unità di manutenzione aria è collocata direttamente sul motore pneumatico;
- il montaggio e lo smontaggio della pompa sono facili-tati dai filetti di precisione e dalle chiavi a dente aggan-ciati sulla struttura;
- tutte le parti interne del dispositivo che sono in contat-to con il prodotto verniciante (compresi il filtro in alta pressione e la pompa) sono realizzate in acciaio inox;
- l’intera struttura multifunzionale è dotata di ruote lar-ghe e sostegni del tubo di aspirazione, manuale d’uso e utensili.
Tra i vantaggi più evidenti dell’apparecchiatura di nuo-va generazione si possono elencare:- riduzione dei danni causati dall’usura grazie alle ghie-
re premiguarnizione autoregolanti e conseguente ab-battimento dei costi di manutenzione;
- facilità di trasporto del carrello, in grado di reggere ca-richi pesanti;
- golfari per il sollevamento dell’apparecchiatura;- massime prestazioni anche nelle condizioni più difficili;- risparmio economico grazie all’affidabile tecnologia
del sistema e alla lunga durata del ciclo di vita della macchina;
- utilizzo ideale con sistemi di spruzzatura automatici e di ricircolo delle vernici;
- alta affidabilità anche in operazioni continue;- veloce accesso internet alla documentazione tecnica
grazie al QR Code.I dettagli delle caratteristiche tecniche di AIRLESS 270 sono descritti nella tabella 1.
AIRLESS 270 PumpThe AIRLESS 270 paint spraying unit (Fig. 1) combines a high pressure ratio with a high delivery rate and it is particularly suitable for use on large surfaces and high-build coatings (Fig. 2). Even the use of several spray guns at the same time and hoses over 100 m length are no problem for these airless paint spraying equipments.The new features of this unit are the followings:- the air motor concept was redesigned so
that now it runs more quietly with lower pulsation and with a particularly low risk of icing over; in addition the new air motor can work without oil
- the lower pulsation ensure the precision of the results
- air maintenance unit is placed directly on the air motor
- mounting and dismounting the material pump are easier thanks to precision threads and hook spanners attached to the frame
- all internal parts of the unit which come into contact with the processed material (included material pump and high-pressure filter) are made of stainless steel
- the entire multi functional frame is equipped with large wheels e holders for the suction hose, user manual and tools.
Key advantages of this next-generation equipment are:- self-adjusting packings reduce wear and
tear and lower maintenance costs- heavy-duty cart for easier transport- eye bolts for raising the system- maximum performance even in the
toughest conditions- economical due to the robust unit
technology and high durability- ideal for automated spraying systems and
paint circulation systems- highly reliable even in continuous
operation- QR Code for quick internet access to
technical documentation.The details of the AIRLESS 270 technical data are reported in Table 1.

18 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | HIGHLIGHT OF THE MONTH
DUOMIX-270: un nuovo concetto di monitoraggio dell’applicazione
Il sistema DUOMIX-270 è una nuova apparecchia-tura della serie DUOMIX, le cui prestazioni pos-sono essere collocate tra quelle dei dispositivi DUOMIX-230 e DUOMIX-300/333 (fig. 3).
DUOMIX-270 unisce i vantaggi di un dosaggio continuo con le opzioni di comando e monito-
raggio elettronico per una maggiore precisione dell’applicazione. In pochi minuti il rapporto di miscelazione può essere modificato sostituendo il prodotto nelle
pompe. In questo modo è possibile imposta-re fino a 200 differenti rapporti di miscela. Il
sistema è stato ideato in modo modulare così che possano essere facilmente ag-
giunti ulteriori componenti per soddisfa-re le più diverse ed esigenti richieste di
applicazione.È possibile caricare nella pompa il pro-
dotto da erogare tramite una tramoggia di alimentazione (con o senza agitatore) oppure con delle pompe di alimentazione per fusti piccoli o grandi. I riscal-datori portano il prodotto verniciante alla temperatura di lavorazione necessaria. Il nuovo mixer della serie DUOMIX
è disponibile opzionalmen-te con valvole pneumatiche per operazioni automatiche o con valvole a sfera per le ope-razioni manuali. La miscelazio-ne dei componenti può avere luogo direttamente sull’unità o in un’unità di miscelazione esterna collocata fino a 100 m di distanza. In questo caso un fascio di cavi riscaldabili man-terranno la temperatura di la-
vorazione necessaria fino al raggiungimento della pistola di spruzzatura.
Tabella 1: Scheda tecnica dei dispositivi di spruzzatura WIWA AIRLESS 270
Technical Details 270/088 270/071 270/049 270/037 270/024Pressure Ratio 88 : 1 71 : 1 49 : 1 37 : 1 24 : 1Max. free fl ow output at 60 cycles (l/min.) 9,2 11,3 16,5 21,6 33,0Output per cycle (ccm) 153 189 275 360 550Max. air inlet pressure (bar) 5,5 7 8 8 8Max. operating pressure (bar) 484 497 392 296 192Air motor piston diameter (mm) 270 270 270 270 270
DUOMIX-270, a new concept of monitoring the applicationThe DUOMIX-270 system is a new equipment of the DUOMIX series with performance positioned between DUOMIX-230 and DUOMIX-300/333 devices (Fig. 3).DUOMIX-270 combines the advantages of continuous dosing with the options of electronic control and monitoring for a superior accuracy in applying paints. In a few minutes, the mixing ratio can be varied by replacing the material pumps. Up to 200 different mixing ratios may be set up in this way. The system has been designed in a modular frame so that further components can be added to meet the most different and demanding application requirements.The paint to be sprayed can be fed to the pump via a feed hopper (with or without agitator) or also using feed pumps for either small or large drums. Material heaters warm the material to the required processing temperature. The new DUOMIX series mixer is optionally available with pneumatic valves for automatic operation or with ball valves for manual operation. Mixture of the components may take place directly on the unit or in an external mixing unit located up to 100 m away. In this case, an heatable hose package will maintain the necessary processing temperature up to the spray gun.
Table 1: WIWA AIRLESS 270 spraying system data sheet
1
The new WIWA AIRLESS 270 equipment.
Il nuovo dispositivo WIWA AIRLESS 270.
2
Application of a coating on a metal object.
Applicazione di un rivestimento su un manufatto metallico.
2 © WIWA Wilhelm Wagner Gmbh & Co. KG
Il sistema DUtura della ssono esserDUOMIX-2
DUOMIXcontinuo
raggio eletdell’appliIn pochiessere m
pompere fino
sistecos
gi
dot
th
3
ol
an
© W
IWA
Wilh
elm
Wag
ner G
mbh
& C
o. K
G
1

ipcm® Protective Coatings - 2015 JUNE - N. 14 19
GAMMA HEMPACOREAffidabile protezione passiva dal fuoco
PASSIVE FIRE PROTECTION
Il sistema presenta modalità di controllo intuitive caratteriz-zate da elementi operativi che sono chiaramente indicati
sul pannello frontale per un facile utilizzo. Le opzioni di monitoraggio vanno dal semplice controllo della pressione pneu-matica – ideale per l’impiego nelle aree EX (potenzialmente esplosive) - fino ai coman-di elettronici e al monitoraggio user friendly. I comandi elettronici includono le se-guenti funzioni:- gestione delle ricette;- programma di flussaggio;- monitoraggio del pot life;- registrazione dei dati della temperatura, pressione della pompa e consumo;
- esportazione dati in file CSV tramite USB.I dati possono essere registrati singolarmente per garantire la qualità di spruzzatura su ciascun pezzo. Il sistema di controllo elettronico presenta interfacce che sono adatte a comunica-re con dispositivi esterni come i robot di spruzzatura. L’allar-me opzionale di segnalazione luminosa e/o acustica con-sente il controllo a distanza delle condizioni del sistema. ‹
The system features intuitive controls characterised by operating elements that are clearly laid out on the front panel for easy access. The monitoring options range from simple pneumatic pressure monitoring - that is suitable for working in EX areas (potentially explosive atmospheres) - to user friendly electronic controls and monitoring.The electronic controls include the following functions:- recipe management- flushing program- pot life monitoring- temperature, pressure and consumption data records- data export as CSV file via USB.The data can be logged individually for spraying objects for quality assurance. The electronic controls feature interfaces that are suitable for communicating with external devices such as spraying robots. The optional alarm lamp and/or horn allow the system status to be monitored from a distance. ‹
3
The DUOMIX-270 system combines the advantages of continuous dosing with the options of electronic control and monitoring for a superior accuracy in applying paints.
Il sistema DUOMIX-270 unisce i vantaggi di un dosaggio continuo con le opzioni di monitoraggio elettronico per una maggiore precisione dell’applicazione.
© W
IWA
Wilh
elm
Wag
ner G
mbh
& C
o. K
G
3
Johannes JacobiWIWA Gmbh e Co. KG, Lahnau, Germany

20 N. 14 - 2015 JUNE - ipcm® Protective Coatings
BLASTING PROFILES – A NEW SOLUTIONGranigliatura dei profi li: una nuova soluzione
PROTECTIVE COATINGS | HIGHLIGHT OF THE MONTH
After a need for blasting machines was indicated for smaller factories in the steel industry, AGTOS reacted by developing a
machine that fulfils this need. The goal was to develop a roller conveyor shot blasting system for operators that have halls often with low ceilings. The “Ocean Blaster” fulfils this and other additional requirements.
The Ocean Blaster (Ref. opening photo) is a very compact roller conveyor shot blasting machine for smaller factories for which a turbine wheel shot-blasting machine was not profitable due to the capacity. From now on, these users
Il bisogno delle piccole e medie aziende dell’indu-stria dell’acciaio di attrezzarsi con impianti di grani-gliatura ha portato AGTOS a sviluppare un impianto
in grado di soddisfare questa necessità.L’obiettivo era sviluppare un sistema di granigliatura con trasportatore a rulli per le aziende che devono in-stallare gli impianti in reparti con soffitti bassi e spazi li-mitati. Ocean Blaster soddisfa questa ed altre esigenze.
Ocean Blaster (rif. foto d’apertura) è un impianto di granigliatura compatto con trasportatore a rulli per le piccole e medie aziende per le quali, fino ad oggi, avere un impianto di granigliatura a turbine non era giustifi-cato in relazione ai costi ed alla propria capacità pro-duttiva.
Opening photo: Cleaned workpiece is leaving the Ocean Blaster by AGTOS.
Foto di apertura: un pezzo pulito in uscita da Ocean Blaster di AGTOS.
© A
GTO
S

ipcm® Protective Coatings - 2015 JUNE - N. 14 21
Ulf KapitzaAGTOS Gesellschaft für technische Oberfl ächensysteme GmbH, Emsdetten (Germany)
Da oggi questi utilizzatori possono sfruttare i vantaggi offerti dalla tecnologia di granigliatura AGTOS.Possedere un impianto di granigliatura nella propria azienda permette di operare in modo più flessibile ed indipendente e di non incorrere in costi aggiuntivi dovuti ai tempi, ai trasporti, alla documentazione e alla movimentazione dei propri pez-zi, necessaria quando ci si deve appoggiare ad una azienda esterna per la granigliatura.I profili da granigliare possono avere dimensioni fino a 1.000 mm di altezza e 500 mm di larghezza.Gli ingegneri di AGTOS hanno progettato Ocean Blaster in modo che fosse molto più compatta rispetto agli impianti standard attualmente in commercio: in questo modo è pos-sibile recuperare spazi preziosi nell’ambiente di lavoro.Anche l’altezza dell’impianto è estremamente contenuta, 4,1 metri.Grazie a questo, gli impianti possono essere installati in aree relativamente piccole e senza fondamenta.Inoltre, Ocean Blaster è stata progettata per essere facilmente gestibile e accessibile dall’operatore: un ballatoio per le ispe-zioni di manutenzione permette infatti un rapido accesso al selezionatore e alle griglie, mentre aperture e portelle oppor-tunamente dimensionate consentono di accedere facilmen-te ai pezzi usurati o danneggiati in caso di manutenzione.
Vantaggi chiavePrima di iniziare il processo di granigliatura, utilizzando un potenziometro comandato da inverter, l’operatore regola la velocità di avanzamento a seconda del grado di contami-nazione del profilo ed in relazione al grado di pulizia e rugo-sità che si vuole ottenere.Per granigliare le superfici che devono raggiungere un gra-do di pulizia di Sa 2,5 la velocità di passaggio è in genere di circa 1 metro al minuto con l’utilizzo di graniglia di acciaio con forma sferica.Un ulteriore aspetto di questo impianto è l’efficienza ener-getica.Le potenti ed efficienti turbine AGTOS ad elevate prestazio-ni, grazie alla girante monodisco ed all’esclusiva tecnologia di pre-accelerazione della graniglia, lanciano più kg di grani-glia a parità di assorbimento energetico rispetto alle turbine tradizionali. Inoltre il flusso di graniglia non viene interrotto dai distanziali presenti nelle turbine con disco tradizionale, con enorme vantaggio di durata della stessa.Il sistema di lavaggio ad aria delle cartucce filtranti avviene tramite elettrovalvole comandate da una sonda che rileva la differente pressione parziale e l’effettivo intasamento di ogni singola cartuccia, garantendo un risparmio concreto di consumo di energia per l’aria compressa utilizzata.
can profit from the advantages of the AGTOS blasting technology. An in-house blasting system allows for more flexible, independent operation and transport channels and costs are not incurred. The work pieces to be processed can be up to 1,000 mm high and 500 mm wide.The AGTOS engineers have designed the Ocean Blaster to be much more compact than other commercial machines. It was thus possible to generate space advantages. Even the height of the system is extremely low at 4.1 meters. Thus, the machines can also be used in smaller production halls without a foundation. In addition, the machine is designed to be operator-friendly. A maintenance platform allows quick access to the wind sifter; appropriately dimensioned maintenance openings ensure easy access to wear and tear parts in case of maintenance.
Decisive advantagesPrior to starting the blasting process, using the rotating potentiometer, the operator sets the feed speed which corresponds to the degree of impurity, respective to the desired degree of cleaning for the work pieces. For processing surfaces that are to have a purity grade of BSa 2.5 after the blasting process, the flow-through speed is generally approx. 1.0 m per minute when using round-grain abrasives.An additional aspect of the design was energy efficiency. The powerful AGTOS high-performance turbines with increased abrasive throughput thanks to the one-disc technology and the cartridge filtration system with differential pressure-independent cleaning of the filter cartridges offer concrete advantages. As a result, the Ocean Blaster consumes a comparatively low amount of energy and abrasives in comparison to other commercial systems. Thus, the operating costs are kept low. To keep the height of the blasting machine low, the bucket elevator was separated into two parts. The first part cleans the abrasive.

PROTECTIVE COATINGS | HIGHLIGHT OF THE MONTH
The second part is responsible for supplying the abrasive to the high-powered turbines. So the wear and tear costs are kept low, a work piece tracking system on the intake of the blasting machine ensures that abrasives are only introduced to the turbines if a work piece is in the blasting area. When the fully cleaned part has passed the blasting area and no more work pieces have been fed into the blasting chamber, this is detected and the abrasive supply is closed and the second part of the abrasive circuit is shut off with the turbines.If no additional work piece is detected at the intake light barrier within 15 minutes, the first part of the abrasive circuit shuts off. For an additional blasting process, the system must be restarted by pressing the button.After the work pieces run through the blasting zone, they go to the blow-off system which is also activated by the slide register. A high-pressure bellows supplies air nozzles that are aligned so they blow off residual abrasive from the work piece surfaces and feed it back into the abrasive circuit. The outlet sluice, in accordance with the intake side, has several rows of sealing blades. The discharge of stray blasting grains is thus reliably prevented. In a service case, these blades are replaced in only a few steps.This and other advantages allow economic processing of the work pieces. ‹
Di conseguenza Ocean Blaster ha un consumo molto con-tenuto di graniglia ed energia, rispetto agli impianti in com-mercio, mantenendo bassi i costi di gestione.Per contenere l’altezza della granigliatrice, l’elevatore a taz-ze è stato separato in due parti.La prima parte serve per pulire e depolverare la graniglia, men-tre la seconda ha la funzione di alimentare le potenti turbine.Affinché i costi dovuti ad usure siano minimi, un sistema di lettura e tracciabilità del pezzo all’ingresso della granigliatri-ce garantisce che la graniglia sia introdotta nelle turbine so-lamente quando un pezzo è in fase di attraversamento del-la zona di proiezione.Quando il pezzo completamente trattato e pulito ha attra-versato la zona di proiezione della graniglia e nessun altro pezzo è stato caricato sui rulli in entrata, il sistema rileva la si-tuazione e interrompe l’alimentazione della graniglia, men-tre la seconda parte del circuito della graniglia viene spento insieme alle turbine.Se entro 15 minuti non viene rilevato nessun altro pezzo all’ingresso della barriera fotoelettrica, anche la prima parte del circuito della graniglia viene spenta.Per un ulteriore processo di granigliatura, il sistema deve es-sere riavviato premendo un pulsante.Dopo che i pezzi sono stati granigliati, avanzano verso la soffiante ad aria, anch’essa attivata da una barriera ottica.Un getto d’aria ad alta pressione alimenta degli ugelli alline-ati per soffiare e rimuovere eventuale graniglia residua dalle superfici trattate, la quale torna al circuito di recupero.Sia in entrata che in uscita dalla camera di granigliatura vi sono delle fitte bandelle in gomma antiabrasiva che impe-discono la fuoriuscita di graniglia: in caso di usura, le bandel-le sono facilmente e velocemente sostituibili.Questo e gli altri vantaggi permettono un processo eco-nomico della lavorazione di granigliatura. ‹
www.ipcm.it

www.paintexpo.com
FairFair GmbH
Max-Eyth-Str. 19
D- 72644 Oberboihingen
Tel.: +49 7022 60255 0
E-Mail: [email protected]
In collaborazione con:
In cooperation with:
Organizzatore:
Organised by:
PaintExpoFiera di Karlsruhe, GermaniaExhibition Centre Karlsruhe, Germany
le tecnologie di verniciatura industriale
Leading International Trade Fair for Industrial Coating Technology
19 - 22 April 2016

24 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | HIGHLIGHT OF THE MONTH
CARBOLINE, THE RIGHT SOLUTION FOR ANY CORROSION PROBLEMCarboline: la giusta soluzione per qualsiasi problema di corrosione
N el settore dei rivestimenti protettivi per strutture offshore, oil&gas e piattaforme petrolifere, le norme sempre più stringenti dal punto di vista del rispet-
to ambientale e della sicurezza spingono i produttori di ver-nici anticorrosive a studi di sviluppo prodotto approfonditi, per ottenere prestazioni elevate nel minor tempo possibile.Questo è particolarmente importante nei settori petrolchi-mico e dell’Oil&Gas, soprattutto offshore, dove le strutture devono resistere in ambienti molto aggressivi mantenen-do intatte le proprie funzionalità, sia per una questione di produttività ed efficienza che per una questione di salute e sicurezza.L’attività di Carboline, azienda con sede a St. Louis (USA) e parte della holding RPM International - tra le 300 aziende della classifica Fortune - rispecchia pienamente questa ten-denza. Forte di una tradizione industriale che trova le sue origini nel 1947, anno in cui Stanley Lopata, suo fondatore, sviluppò un prodotto in grado di risolvere il problema di un singolo cliente, oggi l’azienda mantiene la stessa prerogati-va, fornendo soluzioni alle richieste più controverse di ogni utilizzatore.In oltre 65 anni di attività, Carboline si è sviluppata in tutto il mondo grazie ai 23 stabilimenti produttivi situati nei luoghi strategici del pianeta per consentire una rapida consegna ai propri clienti, agli oltre cento centri di servizio e alle cen-tinaia di magazzini di stoccaggio dall’Argentina al Vietnam, passando per Sudafrica, Europa e India.In Italia, Carboline ha sede a Cologno Monzese e si occu-pa, oltre che del mercato italiano che notoriamente espri-me un grande saper fare nel settore dell’anticorrosione, an-che dei mercati di Albania, Bosnia -Herzegovina, Cipro, Croazia, Grecia, Libia, Malta, Macedonia, Serbia e Slovenia.
I n the field of protective coatings for offshore, Oil&Gas structures and petrochemical plants, the increasingly more stringent rules for the
environment and safety are driving the anticorrosive coatings manufacturers to study in depth the product developments in order to reach high performances in the shortest time possible. This fact is particularly important for the Oil&Gas and petrochemical sectors - especially offshore, where the structures have to endure in very aggressive environments and retain their own features, both for productivity and efficiency reasons and for health and safety issue. The task of Carboline, company headquartered in St. Louis (USA) and part of RPM International holding – a Fortune 300 company, fully denotes this trend. Carboline industrial tradition was born in 1947, when Stanley Lopata, the founder, developed a product to solve a problem for a single costumer. Today the company keeps the same prerogatives and provides solutions for the toughest needs of every user. In more than 65 years of activity, Carboline has been expanding around the world thanks to 23 plants located in the strategic places of the globe to allow a quick delivery to its customers, and thanks to over 100 service centers and hundreds of warehouses, from Argentina to Vietnam, through South Africa, Europe and India. In Italy, Carboline is headquartered in Cologno Monzese (MI) and it deals also with the markets of Albania, Bosnia and Erzegovina, Cyprus, Croatia, Greece, Libya, Malta, Macedonia, Serbia and Slovenia, besides in
Opening Photo: Thanks to 23 plants situated around the world, Carboline can off er a wide products range from anticorrosive coatings to products for the passive fi re protection in aggressive and non-aggressive conditions.
Foto d’apertura: con 23 stabilimenti produttivi sparsi in tutto il mondo, Carboline è in grado di off rire un’ampia gamma di prodotti che spaziano dalle vernici anticorrosive ai prodotti per la protezione passiva dagli incendi in ambienti aggressivi e non.
© C
arbo
line

ipcm® Protective Coatings - 2015 JUNE - N. 14 25
Come membro attivo dell’industria dei rivestimenti pro-tettivi, Carboline è costantemente orientata al progresso della scienza legata al mondo della corrosione. Ne è una prova l’intensa attività di ricerca portata avanti dalla divi-sione R&D che costituisce uno dei centri più avanzati a li-vello internazionale dedicati esclusivamente allo sviluppo delle vernici ad alta prestazione, dei lining e dei materiali fireproofing. Il Centro Ricerche effettua rigorosi test sui pro-dotti, che devono essere performanti, in grado di garantire la risoluzione di problemi reali e offrire vantaggi effettivi ai clienti; nel caso non risponda a questi requisiti fondamen-tali, il prodotto non è autorizzato alla distribuzione sul mer-cato. La divisione R&D ha inoltre sviluppato un metodo di prova predittivo in grado di simulare la corrosione sotto coibente. Questo consente alla società di produrre le ver-nici più adatte per qualsiasi situazione critica di questo tipo (foto d’apertura).Le tecnologie per la protezione dalla corrosione sviluppate includono pitture a base acqua, a 100% solido e formula-zioni conformi alle direttive sulle emissioni di COV, prodot-ti per la protezione dal fuoco, di resistenza chimica, anti-in-vecchiamento, resistenti all’abrasione, al calore o lining per immersione.
LiningQuello dei rivestimenti per serbatoi è uno dei settori di ele-zione di Carboline sin dalla sua fondazione nel 1947: forni-sce soluzioni per le tipologie di conservazione più semplici, come quella dell’acqua potabile fino alle più delicate come acidi e combustibili. I lining proteggono anche i serbatoi di
processo, i reattori, le valvo-le e le condotte. All’inter-no della gamma, Plasite® è una linea specializzata di lining ad altissime presta-zioni, sviluppata in partico-lare per l’alta esposizione agli agenti chimici, appli-cazioni ad alta pressione e a temperature più elevate, comprendente prodotti di applicazione a mano uni-ca, high build, privi di sol-vente e con proprietà di rapida polimerizzazione
per un veloce ritorno in attività. I lining epossidici della linea Phenoline®, altamente funzionali, sono ideali per le fornitu-re meno complesse e possono essere preferibili per una va-rietà di prodotti di stoccaggio del petrolio tra cui il greggio,
the Italian market, which is known to convey a great acquaintance in the anticorrosive industry. As an active member of the protective coatings industry, Carboline is constantly committed to the development of the science related to the corrosion field. Proof is the intense research carried out by the R&D facility, which is one of the most globally advanced R&D structure strictly dedicated to high-performance coatings, linings and fireproofing materials. The Research Centre carries out rigorous product tests, because the products must be performing, able to solve real problems and offer real benefits for the customers; if the product does not meet these essential requirements, it will not be authorised to be distributed on the market. The R&D facility has also developed a predictive test method that simulates corrosion under insulation. This allows Carboline to develop more suitable coatings for every critical situation (Ref. opening photo).The corrosion protection technologies developed include water based, 100% solids, and VOC compliant formulations, fireproofing, chemical resistance, long-term weathering, abrasion resistance, insulation and heat resistance products or immersion linings.
LiningThe tank linings sector is among Carboline’s core sectors since its foundation in 1947. They provide solutions for more mild services, such as potable water, to more severe services such as acids or fuel storage. Linings offer protection also for process vessels, reactors, valves and piping. Within this product range, the Plasite® high performance linings series has been particularly developed for extreme chemical exposition, high pressure application and higher temperature service, including single-coat, high build, solvent-free products with fast cure properties for a rapid return to service. The Phenoline® highly functional epoxy linings are ideal for less severe service and can be suitable for a variety of petroleum storage products including crude oil, demineralised water, crude/water mixtures, gasohol, ethanol, fuel oil, jet fuel,
1
Some reinforced concrete pillars coated with fi reproofi ng products.
Alcuni pilastri in cemento armato rivestiti con prodotti fi reproofi ng.
1 © Carboline
Bruno MazzocchiCarboline Italia S.p.A., Cinisello Balsamo (MI, Italy)

26 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | HIGHLIGHT OF THE MONTH
l’acqua demineralizzata, le mi-scele di greggio e acqua, di benzina e alcol, etanolo, olio combustibile, jet fuel, biodiesel e benzina. Infine, i lining della serie Carboguard® sono epos-sidici a film sottile ideati per si-tuazioni di corrosione mode-rata come quelli delle acque potabili, di processo e delle sostanze chimiche leggere che operano normalmente in condizioni ambiente.
Fireproofing Il settore della protezione passiva dal fuoco, in particolare da idrocarburi e jetfire, e è un altro fiore all’occhiello di Carboline, che ha realizzato una delle più versatili linee di prodotti nel
settore petrolchimico e offshore (fig. 1). La serie Pyrocrete® comprende sostanze antincendio cementizie ad alta densità. La linea Thermo-Lag® comprende prodot-ti intumescenti a base epossidica mentre Pyroclad® X1 è un prodotto fireproofing ultradurevole a base epossidica con carat-teristiche di anti-invecchiamento, minor spessore e un’eccellente capacità protetti-va dagli incendi da idrocarburi e jetfire. Inol-tre, Carboline ha ideato prodotti epossidici per l’isolamento che possono essere abbi-nati agli intumescenti fireproofing proget-tati per fornire l’isolamento criogenico e la protezione da incendi da idrocarburi.
Settore petrolchimicoFra le problematiche principali di cui soffrono i settori pe-trolchimico e oil&gas vi è la CUI o corrosione sotto coibente, ossia il fenomeno corrosivo che può svilupparsi al di sotto della coibentazione delle strutture impiegate in questi set-tori. Le temperature elevate dei processi eseguiti sugli im-pianti petrolchimici esigono sistemi vernicianti in grado di sopportare gli aggressivi cicli chimici e termici bagnato/asciutto e al tempo stesso garantire protezione adeguata alla CUI. La linea Thermaline® di fenolici epossidici modifi-cati fornisce massima resistenza chimica e resiste a tempe-rature fino a 1200°F (649 °C). Per temperature più basse la linea Carboguard® offre una protezione in grado di com-battere l’umidità e gli agenti chimici moderatamente ag-gressivi che si trovano spesso al di sotto del coibente.
biodiesel, and gasoline. Finally, the Carboguard® linings series includes thin-film epoxy linings that have been designed for mildly corrosive service in potable water, process water, and mild chemicals normally operating in ambient conditions.
Fireproofing The passive fire protection industry, in particular hydrocarbon and jet fire, is another flagship of Carboline, that has created one of the most versatile fireproofing product lines in petrochemical and offshore industries (Fig. 1).The Pyrocrete® series includes high-density cementitious fireproofing materials. The Thermo-Lag® series includes epoxy-based intumescent products and Pyroclad® X1 is an ultradurable, epoxy-based fireproofing with weathering characteristics, low thickness requirements, and excellent hydrocarbon and jet fire protection. In addition, Carboline has designed insulative epoxies that can be paired with intumescent fireproofing, designed to provide cryogenic insulation and hydrocarbon fire protection.
Petrochemical IndustryAmong the main challenges petrochemical and Oil&Gas industries are facing, there is the CUI, corrosion under insulation: The corrosion phenomenon that can develop under the insulation of the structures operating in these sectors. The high temperatures of the industrial processes carried out in a petrochemical plant require coatings systems designed to handle the aggressive chemicals and thermal wet/dry cycling and, at the same time, to ensure high protection from the CUI. The Thermaline® series of modified epoxy phenolics provides the ultimate chemical resistance and stands strong in temperatures up to 1,200°F (649 °C). For lower temperatures, the Carboguard® series of epoxies provides outstanding barrier coatings that can handle moisture and moderately aggressive chemicals often found under insulation.
2
The off shore structures are one of the most corrosive environments in the world: The constant ultra-violet action and the marine salt-laden environment lead to search for anticorrosive coating solutions, which are the most diffi cult to design eff ectively.
Le strutture off shore sono tra gli ambienti più corrosivi al mondo: l’azione costante dei raggi UV e il contesto marino carico di sale determinano la ricerca di soluzioni di rivestimento anticorrosivo tra le più diffi cili da realizzare in modo effi cace.
3
Long term and high performance applied coatings are requested from the anticorrosive coatings manufacturers due to the high cost of off shore maintenance.
A causa degli eccessivi costi di manutenzione delle strutture off shore, ai produttori di rivestimenti anticorrosivi si richiede che le vernici applicate siano di lunga durata e ad elevate prestazioni.
2
3
© C
arbo
line
© C
arbo
line

Misure precise - in tutte le posizioniPerfette misure di spessore del rivestimento
Helmut Fischer S.r.l., Tecnica di misura - via Giuseppe di Vittorio n° 307/29, 20099 Sesto San Giovanni (MI), Italy
Tel. (+39) 02 255 26 26 - Fax (+39) 02 257 00 39 - E-Mail: italy@helmutfi scher.com
Il DUALSCOPE® MP0R non è solamente uno dei più piccoli apparecchi elettronici di misura
dello spessore, ma è anche il primo con:
- due display* LCD retroilluminati - un ampio display frontale e un display superiore - per una
lettura delle misure dello spessore di rivestimento sicura e affi dabile in tutte le posizioni,
- radio trasmettitore integrato standard per il trasferimento delle misure online e offl ine
direttamente a un computer, fi no a una distanza di 10-20 metri.
Il DUALSCOPE® MP0R misura lo spessore di
- vernice, plastica, ossidazione anodica su tutti i materiali non magnetici come alluminio,
rame, bronzo o acciai inox secondo il metodo delle correnti parassite secondo la norma
DIN EN ISO 2360,
- zinco, cromo, rame, vernice, plastica, su substrati ferro magnetici utilizzando il metodo
magnetico secondo la norma DIN EN ISO 2178.
Lo strumento riconosce automaticamente il materiale di base e seleziona il metodo di misura
adeguato.
* in attesa di brevetto
ManutenzioneIn tutti gli ambiti industriali del settore oil&gas e petrol-chimico, una regolare manutenzione è indispensabile per mantenere un funzionamento ottimale delle strut-ture. Il mastice pioniere dei rivestimenti surface tolerant di Carboline è Carbomastic 15: si tratta di un mastice epossi-dico pigmentato con alluminio metallico lamellare, alto so-lido e bassa tensione di legame. Ancora oggi dimostra un ineguagliabile livello di protezione a barriera e di resistenza alla corrosione, applicato su supporti con vecchie pitture e ossidati o su metalli preparati al grado SSPC-SP2-SP3. Fra le tecnologie più recenti vi è invece la linea Carbomastic, che presenta un’ottima capacità di prote-zione con polimerizzazione a bassa temperatura e si adatta anche all’impiego negli ambienti aggressivi delle strutture offshore (fig. 2): il rigore e l’azione costante dei raggi UV e l’ambiente corrosivo carico di sale rendono ne-cessario l’utilizzo di prodotti in grado di proteggere dall’u-midità. Inoltre, a causa degli alti costi delle manutenzioni in ambienti offshore, sono richieste performance a lungo termine (fig. 3). ‹
MaintenanceIn all industrial areas of the Oil&Gas and petrochemical sectors, a regular maintenance is required to keep facilities operating optimally. The pioneer mastic of the Carboline surface-tolerant coatings was Carbomastic 15. It is a high-solid, low-stress pigmented epoxy mastic with aluminium flakes. It still provides unmatched levels of barrier protection and corrosion resistance over existing finishes and rusted or SSPC-SP2 or SP3- cleaned steel. Among the new generation technologies there is the Carbomastic series: It has an excellent protection capacity, it can cure at low temperatures and is suitable to be used in the aggressive conditions of the offshore structures (Fig. 2). The severity of constant ultra-violet radiation and the corrosive salt-laden environment require products able to offer a protection from moisture permeation. In addition, long term performances are required due to the high cost of offshore maintenance (Fig. 3). ‹
Bruno MazzocchiCarboline Italia S.p.A., Cinisello Balsamo (MI, Italy)

28 N. 14 - 2015 JUNE - ipcm® Protective Coatings
IPCM® ON TOURIpcm® in tour
PROTECTIVE COATINGS | HIGHLIGHT OF THE MONTH
Negli ultimi mesi, ipcm® ha intrapreso un vero e proprio tour intorno al mondo, prendendo parte a tutti gli eventi e alle fiere internazionali rilevanti
per l’industria del trattamento delle superfici. Non solo agli eventi riservati al settore stesso, che riuniscono dunque le aziende dell’intera filiera della finitura, ma anche a quelli dedicati alle industrie che utilizzano e trasformano i trat-tamenti di superficie in valore aggiunto per la propria pro-duzione: automobile, meccanica, trasporti, arredamento, energia, architettura ed edilizia, per citarne solo alcune.Dal Brasile alla Germania, dal Messico alla Svezia, passan-do per Russia, Danimarca, Francia e, naturalmente, Italia, ipcm® è stata media partner di oltre quindici fiere e mostre-convegno che hanno coinvolto i trattamenti di superficie, supportando questi eventi attraverso la promozione car-tacea e digitale, la pubblicazione di editoriali, la distribu-zione di biglietti di ingresso omaggio o voucher sconto.In cambio, ha ricevuto una visibilità enorme sui mercati “che contano” e nei settori in cui la finitura riveste un ruolo chiave
Over the last months, ipcm® has embarked on a real tour around the world, taking part in all the international events and fairs relevant to the
surface treatment industry. These are not only the events dedicated to this sector, bringing together the entire supply chain, but also those addressed to industries using surface treatments and transforming them in added value for their productions: Automotive, mechanics, transportation, furniture, energy, architecture and building, to name a few.From Brazil to Germany, from Mexico to Sweden, via Russia, Denmark, France and of course Italy, ipcm® has been the media partner of over fifteen fairs and exhibitions/conferences involving surface treatments, and it has sponsored these events through in-paper and digital promotion, editorials, distribution of free tickets and discount vouchers. In return, it has obtained visibility in all the main markets and all those sectors where the finishing phase has a key

ipcm® Protective Coatings - 2015 JUNE - N. 14 29
Alessia Venturiipcm ®
del processo produttivo. Inoltre, ipcm® ha avuto la possibilità di intessere relazioni proficue con le associazioni di catego-
ria dei vari Paesi, di conosce-re realtà industriali lontane, di approfondire le dinami-che dei mercati dove i tassi di crescita sono alti e, a sua volta, di farsi conoscere da una rete internazionale di contatti realizzati nelle fiere di tutto il mondo. Tutto que-sto a beneficio delle aziende che hanno scelto di lavora-re con noi e che rinnovano, ogni anno, questa scelta.L’approccio editoriale di ipcm® può sembrare scon-
tato ai più, trattandosi di una rivista che si definisce “inter-nazionale”. Tuttavia, scontato non lo è per nulla.Per essere una testata internazionale non basta vanta-re la doppia lingua, qualsiasi essa sia. Bisogna possedere una circolazione internazionale, quindi un database di let-
tori vasto, preciso e costantemente aggiornato in tutti i mercati che si è scelto di raggiungere. Bisogna svi-luppare una diffusione digitale che aiuti a superare i limiti (e i costi) dell’e-dizione cartacea - per quanto impre-scindibile - e che massimizzi la circo-lazione della rivista fra gli utilizzatori. Bisogna investire nella realizzazione di reportage presso aziende estere ma anche contare sulla collabora-zione di giornalisti internazionali che arricchiscano la testata con casi ap-plicativi e innovazioni provenienti da tutto il mondo. Bisogna stimola-re i propri clienti con nuove iniziati-ve, idee, progetti e proposte. Bisogna supportare la rivista con un sito web CMS (Content Management System), ossia un sistema di gestione e diffu-sione di contenuti, prima ancora che
di pubblicità. Infine, bisogna esserci.La rivista deve comparire in tutti gli eventi più importanti: nazionali, internazionali, finanche locali, se veicolano con-tenuti interessanti. Questo è ciò che il team editoriale di ipcm® ha fatto in questi ultimi mesi, con uno sforzo non da poco in termini di tempo e risorse.
role in the production process. Moreover, ipcm® has had the opportunity to weave profitable relationships with the trade associations of various Countries, to get to know new industries, to investigate the dynamics of markets with high growth rates and to present itself to an international network of contacts. All this is to the benefit of the companies that have decided to work with us and that confirm this choice every year.ipcm®’s editorial approach may seem obvious, being it a magazine that calls itself “international”, but it is not. To be an international magazine, presenting articles in two languages – whatever they are – is not enough. It is necessary to have an international distribution, and therefore a vast and precise database of readers, constantly updated in all the markets that one has chosen to reach; to set up a digital channel that helps overcome the limits (and costs) of the in paper version, however essential, and that maximises the distribution of the magazine among users; to invest in the creation of reports about foreign companies, but also count on the collaboration of international journalists to enrich the magazine with case studies and articles about innovations from around the world; to stimulate one’s customers with new events, ideas, projects and proposals; to support the magazine with a CMS (Content Management System) website to make it a platform for the management and distribution of content, as well as advertising; and, most of all, to be present.The magazine must appear in all the major events: National, international, and even local, if they convey interesting content. This is what the editorial team of ipcm® has done in the last few years, with a considerable effort in terms of time and resources.
© ip
cm®
1
MadeExpo, Milan, Italy.
MadeExpo, Milano, Italia.
1
2
ipcm® was also media partner of the Off shore Fair in Copenhagen. The magazine was distributed in the media lounge inside the halls.
ipcm® è stata anche media partner della fi era Off shore di Copenhagen. La rivista è stata distribuita nel media lounge all’interno dei padiglioni.© ipcm®2

30 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | HIGHLIGHT OF THE MONTH
After the BAU Fair in Munich, in January, ipcm® was distributed at the Offshore Fair in Copenhagen on wind energy; at the MecSpe Fair in Parma, the Industrie Fair in Lyon and the Hannover Messe Fair in Hannover, devoted to mechanics; at the Ebrats Fair in São Paulo on surface treatments; at the MosBuild Fair in Moscow and the MadeExpo Fair in Milan on construction and architecture; at the European Coatings Show in Nuremberg devoted to raw materials for paints; at the Coatech Fair in Monterrey and the Scandinavian Coatings Fair in Gothenburg on coating technologies; at the Aluminium 2000 Fair in Florence on treatments and uses of aluminium; at the Salone del Mobile Fair and the Plast Fair in Milan; at the parts2clean in Stuttgart and at the Automotive Engineering Expo in Nuremberg; finally, at a multitude of corporate and associative events at the European level that have occurred since the beginning of the year.And there is more to come. The year is still long, and ipcm® has already planned its participation in many other international fairs, including IAA Cars (Frankfurt), PaintExpo Eurasia (Istanbul), Deburring Expo (Karlsruhe), Surface World (Birmingham) and many more.We are confident that this constant international presence is having a very positive impact on the visibility of our magazine, with obvious benefits in terms of image and business for its content and for its customers. Only in this way can we respect our commitments and make sure that ipcm® is worth every penny. ‹
A partire dal BAU di Monaco, lo scorso gennaio, ipcm® è stata distribuita alla fiera Offshore di Copenhagen sull’energia eolica, a MecSpe di Parma, Industrie di Lione e Hannover Messe di Hannover sulla mecca-nica; a Ebrats di San Paolo sui trattamenti di super-ficie, a MosBuild di Mosca e MadeExpo di Milano su edilizia e architettura; a European Coatings Show di
Norimberga sulle materie prime per vernici, a Coatech di Monterrey e a Scandinavian Coatings di Göteborg sulle tecnologie di verniciatura; ad Aluminium 2000 di Firenze sui trat-tamenti ed impieghi dell’allumi-nio, al Salone del Mobile e a Plast di Milano; infine, a parts2clean di Stoccarda e ad Automotive Engineering Expo di Norimberga. Senza contare la miriade di eventi aziendali e associativi a livello euro-peo che si sono susseguiti dall’inizio dell’anno.E non è finita qui. L’anno è anco-ra lungo e ipcm® ha già pianifica-to la propria presenza a molte al-
tre fiere internazionali, fra cui IAA Cars di Francoforte, PaintExpo Eurasia di Istanbul, Deburring Expo di Karlsruhe, Surface World di Birmingham e altre ancora.Siamo certi che questa costante presenza internazio-nale abbia una ricaduta molto positiva sulla visibilità della rivista, con evidenti ritorni di immagine e di mer-cato per i propri contenuti e per i propri clienti. Solo in questo modo possiamo garantire il rispetto degli im-pegni presi e che ogni centesimo speso con ipcm® sia speso bene. ‹
© ip
cm®
© ipcm®
3
European Coatings Show, Nuremberg, Germany.
European Coatings Show, Norimberga, Germania.
4
Scandinavian Coatings, Gothenburg, Sweden.
Scandinavian Coatings, Göteborg, Svezia.
43
5
IVS, Bergamo, Italy.
IVS, Bergamo, Italia. © ipcm®5
www.ipcm.it
© sa
to -
Foto
lia.co
m
read different, read ipcm®
®
32 N. 14 - 2015 JUNE - ipcm® Protective Coatings
BUSINESS CARDS
... On the road to ipcm® protective coatings n. 14...... Verso ipcm® protective coatings n. 14...
N° 14 - June
®
ipcm® Protective Coatings - 2015 JUNE - N. 14 33
BUSINESS CARDS
... On the road to ipcm® protective coatings n. 14...... Verso ipcm® protective coatings n. 14...
N° 14 - June
®

34 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | FOCUS ON TECHNOLOGY
AUTOMATIC INTERNAL AND EXTERNAL COATING OF LARGE DIAMETER PIPESRivestimento interno ed esterno automatico di tubature di grande diametro
Italian Industrial Agency (IIA), con sede a Salgareda (TV) è un’azienda specializzata nella produzione di attrezza-ture idrauliche progettate in modo specifico per la ge-
stione di acquedotti, impianti di irrigazione, e così via.IIA ha aperto un’unità di produzione in Tunisia e uno sta-bilimento in Honduras per supportare le attività relati-ve al canale di Panama e allo sviluppo del Sud America. Tempo fa, l’azienda ha iniziato a produrre tubature di grande diametro (400-600 mm di diametro, 600-12.200 mm di lunghezza, >20 mm di spessore, rif. foto d’aper-tura). Il nuovo impianto offre saldatura, idrosabbiatura ad aria e rivestimento interno ed esterno automatici. La sfida principale per IIA era trovare un buon equilibrio tra effica-cia dei costi e produttività.
Sistema completamente automaticoVerve, il distributore locale Graco, ha messo a disposizione lo spruzzatore Graco XM70 con due serbatoi XM da 83 litri (fig. 1). Il caricamento automati-co dei serbatoi viene effettuato con una pompa 10:1 President. Il rivestimento di base e il catalizzatore sono riscaldati da due riscaldatori Viscon HP, collegati a dei flessibili riscaldati ad acqua di 20 m di lunghezza che poi suddividono il
I talian Industrial Agency (IIA), based in Salgareda (TV, Italy), is a company that specializes in the production of hydraulic equipment, specifically designed for handling
water for aqueducts, irrigation plants, etc.IIA opened a production site in Tunisia and a new facility in Honduras to support the activities related to the Panama channel and the development of South America. Some time ago, the company implemented the production of large diameter pipes (400-600 mm in diameter, 600-12,200 mm in length, >20 mm thick, Ref. opening photo). The new plant offers automatic welding, automatic air sandblasting and automatic internal and external coating. The main challenge for IIA was to find a good balance between cost effectiveness and productivity.
Fully automated systemThe local Graco distributor, Verve, offered the Graco XM70 sprayer with two 83 liter XM tanks (Fig. 1). The automatic loading of the tanks is handled by a President 10:1 pump. Basecoat and catalyst are heated by two Viscon HP heaters and paired to 20 m long water-heated hoses,
Opening photo: Italian Industrial Agency (IIA), based in Salgareda (TV, Italy), produces and coats even large diameter pipes.
Foto d’apertura: Italian Industrial Agency (IIA), con sede a Salgareda (TV), produce e riveste anche tubature di grosse dimensioni.
1
The Graco XM70 sprayer with two 83 liter XM tanks.
Lo spruzzatore Graco XM70 con due serbatoi XM da 83 litri.
1 © Graco
© G
raco

ipcm® Protective Coatings - 2015 JUNE - N. 14 35
Ricardo Martinahttp://gracocoating.com/
composto in due blocchi di miscelazione. Ogni blocco di miscelazione è collegato a una pistola a spruzzatura airless automatica Graco che applica il rivestimento in modo alter-nato all’interno e all’esterno delle tubazioni. Queste le specifiche tecniche dei materiali di applicazione:- Enviroline 376F-Fast: rivestimento bicomponente a base di novolac epossidico, con solidi al 100% e un’eccellente resi-stenza alle sostanze chimiche e ai solventi. È adatto a super-fici in cemento e acciaio esposte a immersione in ambienti difficili;
- rapporto di miscelazione per volume: 2:1;- Pot life: 10 min a 35°C;- colore: verde, grigio, marrone chiaro, bianco (fig. 2).La selezione del rivestimento interno/esterno avviene subito dopo le valvole di dosaggio, dove è installato un flussometro G6000HR per il rivestimento di base. Il segnale del flussometro viene elaborato da un PLC Siemens con un software persona-lizzato che gestisce anche temperature, pressioni, svuotamen-to e allarmi (fig. 3). Tutti i dati sono scaricabili in modo semplice.Poiché è stato installato un sistema completamente automa-tico, una delle principali sfide è stata combinare tutte le infor-mazioni per garantire la consistenza del rivestimento e man-tenerla in un circuito chiuso basato sui parametri impostati dall’operatore. A questo scopo, il PLC controlla e il trasduttore IP regola la pressione pneumatica dei motori delle pompe vo-lumetriche XM. Il sistema è anche dotato di assistenza remota.
Consistenza dello spessoreI risultati e gli standard richiesti da IIA sono stati pienamente soddisfatti. Un tubo di 2.000 mm x 12.200 m viene comple-tamente rivestito (sia all’interno che all’esterno) in 30 minuti, comprese le pause per cambiare le pistole a spruzzo. Il cliente era davvero colpito dalla consistenza dello spessore (500 mi-cron), se si considera la natura abrasiva della trama. ‹
which then split into two automatic mixing blocks. Each mixing block is connected to an automatic airless spray gun which alternately paint the inside and the outside of the pipes. These are the material specifications of the application:- Enviroline 376F-Fast: It is a two-component, 100% solid
epoxy novolac tank lining, with excellent chemical and solvent resistance. It is suitable for steel and concrete areas exposed to harsh immersion environments.
- 2:1 mix ratio by volume.- 10 min. pot life at 35°C (95°F).- Colours: green, grey, tan, white (Fig. 2).The selection of the internal/external coating happens right after the proportioning valves where a G6000HR flow meter is installed for the basecoat. The signal of the flow meter is processed by a Siemens PLC with a custom software which also handles temperatures, pressures, flushing and alarms (Fig. 3). All data can be easily downloaded.Since a fully automated system was installed, one of the main challenges was combining all information to guarantee the consistency of the coating and keep it in a closed loop based on the parameters set by the operator. To do so, the PLC controls and the IP transducer regulates the pneumatic pressure of the motors of the XM’s volumetric pumps. The system is also equipped with remote assistance.
Consistent thicknessThe results and the standards required by IIA were completely satisfied. A 2,000 mm x 12,200 mm pipe is fully coated (inside and out) in 30 minutes, including pauses to change spray guns. The customer was truly amazed by the consistency in thickness (500 microns), considering the abrasive nature of the fillings. ‹
2
Handling of a white coated pipeline.
Spostamento di una tubatura verniciata di colore bianco.
3
The signal of the fl ow meter is processed by a Siemens PLC with custom software. The IP transducer regulates the pneumatic pressure to the motors of the XM’s volumetric pumps.
Il segnale del fl ussometro viene elaborato da un PLC Siemens con un software personalizzato. Il trasduttore IP regola la pressione pneumatica dei motori delle pompe volumetriche XM.
2 3© Graco
© G
raco
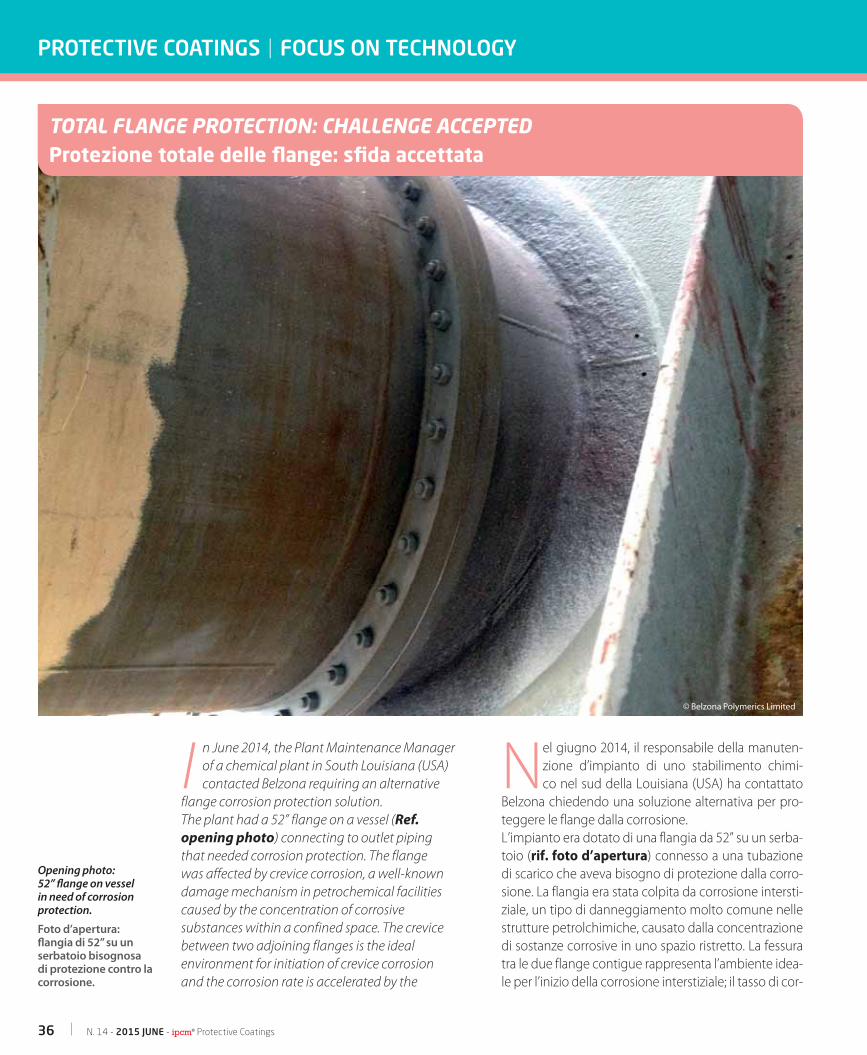
36 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | FOCUS ON TECHNOLOGY
TOTAL FLANGE PROTECTION: CHALLENGE ACCEPTEDProtezione totale delle fl ange: sfi da accettata
Nel giugno 2014, il responsabile della manuten-zione d’impianto di uno stabilimento chimi-co nel sud della Louisiana (USA) ha contattato
Belzona chiedendo una soluzione alternativa per pro-teggere le flange dalla corrosione.L’impianto era dotato di una flangia da 52” su un serba-toio (rif. foto d’apertura) connesso a una tubazione di scarico che aveva bisogno di protezione dalla corro-sione. La flangia era stata colpita da corrosione intersti-ziale, un tipo di danneggiamento molto comune nelle strutture petrolchimiche, causato dalla concentrazione di sostanze corrosive in uno spazio ristretto. La fessura tra le due flange contigue rappresenta l’ambiente idea-le per l’inizio della corrosione interstiziale; il tasso di cor-
Opening photo: 52” fl ange on vessel in need of corrosion protection.
Foto d’apertura: fl angia di 52” su un serbatoio bisognosa di protezione contro la corrosione.
I n June 2014, the Plant Maintenance Manager of a chemical plant in South Louisiana (USA) contacted Belzona requiring an alternative
flange corrosion protection solution.The plant had a 52” flange on a vessel (Ref. opening photo) connecting to outlet piping that needed corrosion protection. The flange was affected by crevice corrosion, a well-known damage mechanism in petrochemical facilities caused by the concentration of corrosive substances within a confined space. The crevice between two adjoining flanges is the ideal environment for initiation of crevice corrosion and the corrosion rate is accelerated by the
© Belzona Polymerics Limited
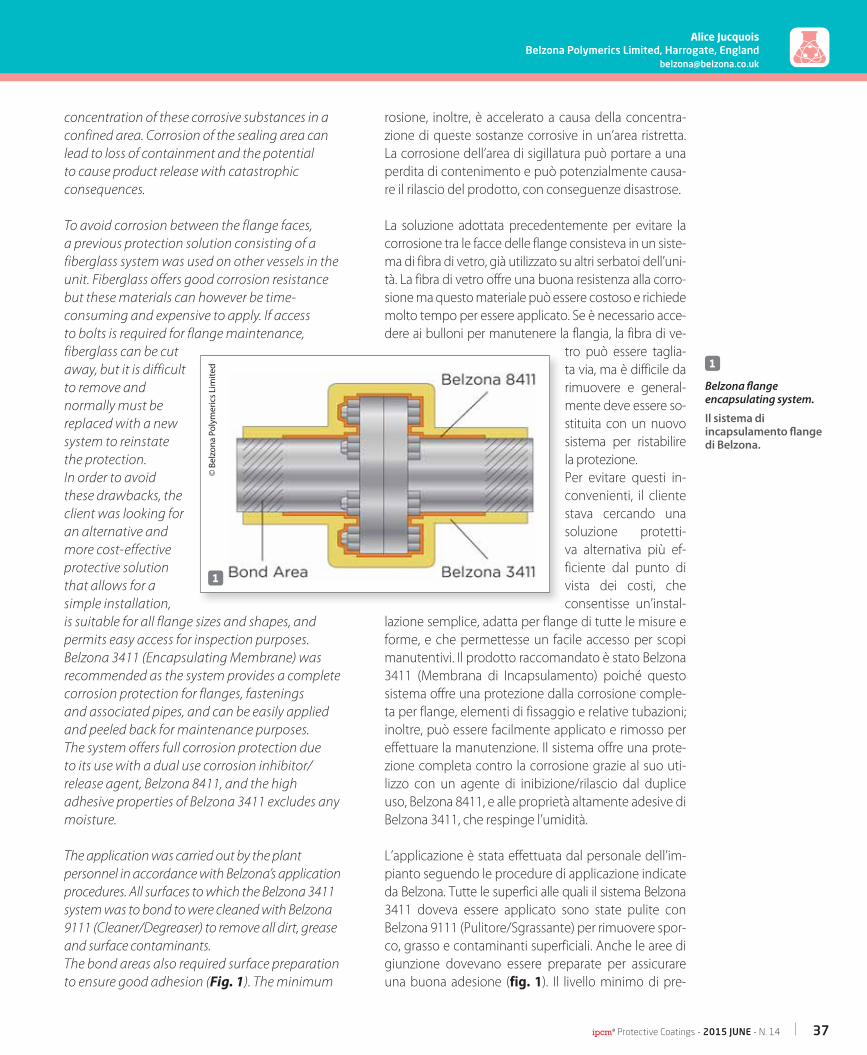
ipcm® Protective Coatings - 2015 JUNE - N. 14 37
Alice JucquoisBelzona Polymerics Limited, Harrogate, England
rosione, inoltre, è accelerato a causa della concentra-zione di queste sostanze corrosive in un’area ristretta. La corrosione dell’area di sigillatura può portare a una perdita di contenimento e può potenzialmente causa-re il rilascio del prodotto, con conseguenze disastrose.
La soluzione adottata precedentemente per evitare la corrosione tra le facce delle flange consisteva in un siste-ma di fibra di vetro, già utilizzato su altri serbatoi dell’uni-tà. La fibra di vetro offre una buona resistenza alla corro-sione ma questo materiale può essere costoso e richiede molto tempo per essere applicato. Se è necessario acce-dere ai bulloni per manutenere la flangia, la fibra di ve-
tro può essere taglia-ta via, ma è difficile da rimuovere e general-mente deve essere so-stituita con un nuovo sistema per ristabilire la protezione.Per evitare questi in-convenienti, il cliente stava cercando una soluzione protetti-va alternativa più ef-ficiente dal punto di vista dei costi, che consentisse un’instal-
lazione semplice, adatta per flange di tutte le misure e forme, e che permettesse un facile accesso per scopi manutentivi. Il prodotto raccomandato è stato Belzona 3411 (Membrana di Incapsulamento) poiché questo sistema offre una protezione dalla corrosione comple-ta per flange, elementi di fissaggio e relative tubazioni; inoltre, può essere facilmente applicato e rimosso per effettuare la manutenzione. Il sistema offre una prote-zione completa contro la corrosione grazie al suo uti-lizzo con un agente di inibizione/rilascio dal duplice uso, Belzona 8411, e alle proprietà altamente adesive diBelzona 3411, che respinge l’umidità.
L’applicazione è stata effettuata dal personale dell’im-pianto seguendo le procedure di applicazione indicate da Belzona. Tutte le superfici alle quali il sistema Belzona 3411 doveva essere applicato sono state pulite con Belzona 9111 (Pulitore/Sgrassante) per rimuovere spor-co, grasso e contaminanti superficiali. Anche le aree di giunzione dovevano essere preparate per assicurare una buona adesione (fig. 1). Il livello minimo di pre-
concentration of these corrosive substances in a confined area. Corrosion of the sealing area can lead to loss of containment and the potential to cause product release with catastrophic consequences.
To avoid corrosion between the flange faces, a previous protection solution consisting of a fiberglass system was used on other vessels in the unit. Fiberglass offers good corrosion resistance but these materials can however be time-consuming and expensive to apply. If access to bolts is required for flange maintenance, fiberglass can be cut away, but it is difficult to remove and normally must be replaced with a new system to reinstate the protection.In order to avoid these drawbacks, the client was looking for an alternative and more cost-effective protective solution that allows for a simple installation, is suitable for all flange sizes and shapes, and permits easy access for inspection purposes. Belzona 3411 (Encapsulating Membrane) was recommended as the system provides a complete corrosion protection for flanges, fastenings and associated pipes, and can be easily applied and peeled back for maintenance purposes. The system offers full corrosion protection due to its use with a dual use corrosion inhibitor/release agent, Belzona 8411, and the high adhesive properties of Belzona 3411 excludes any moisture.
The application was carried out by the plant personnel in accordance with Belzona’s application procedures. All surfaces to which the Belzona 3411 system was to bond to were cleaned with Belzona 9111 (Cleaner/Degreaser) to remove all dirt, grease and surface contaminants. The bond areas also required surface preparation to ensure good adhesion (Fig. 1). The minimum
1
Belzona fl ange encapsulating system.
Il sistema di incapsulamento fl ange di Belzona.
1
© B
elzo
na P
olym
eric
s Lim
ited

38 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | FOCUS ON TECHNOLOGY
parazione della superficie per l’acciaio esposto/corro-so corrisponde alla spazzolatura meccanica in confor-mità a ISO 8501-1 St 2/SSPC SP-2. Poiché le superfici in precedenza erano state verniciate, le aree di giunzione sono state adeguatamente raschiate con carta abrasiva per rimuovere tutta la vernice e offrire una buona base di partenza per il sistema di verniciatura.
Lo spazio tra le fac-ce delle flange è sta-to sigillato con una striscia di nastro iso-lante e le due aree di giunzione sono state mascherate per pro-teggere queste se-zioni della condotta dall’overspray acci-dentale di Belzona 8411, evitando di pre-giudicare l’adesione (fig. 2). Per ottene-re il livello ottimale di protezione dalla cor-rosione e consenti-
re l’accesso a bulloni e flange nel caso in cui sia necessaria la manu-tenzione, il sistema richiede l’utiliz-zo di Belzona 8411. Belzona 8411 può essere applicato a spruzzo o a pennello su flange, condotte ed elementi di fissaggio, assicurando-si che la copertura del film sia uni-forme e completa. Una volta che Belzona 8411 è risultato asciutto al tatto, il nastro isolante posizionato sopra le aree di giunzione è stato ri-mosso e sui bulloni sono stati ap-plicati tappi di plastica.
Belzona 3411 è un sistema di ver-niciatura a doppio strato che com-
prende uno strato grigio e uno beige. Il Belzona 3411 è stato applicato sull’area da proteggere (fig. 3) utiliz-zando un pennello con setole corte con uno spessore tra 30 e 40 mils (750 - 1000 micron). L’intero contenuto di un’ulteriore unità del Belzona 3411 in colore beige è stato applicato con pennello sul primo strato asciutto al tatto per completare l’applicazione (fig. 4).
level of surface preparation for exposed/corroded steel is wired brushing to ISO 8501-1 St 2/SSPC SP-2. As the surfaces had been previously painted, the bond area were thoroughly abraded with abrasive paper to remove all gloss and provide a good key for the coating system.
The gap between flange faces was sealed with a strip of bond breaker tape and the two bond areas were mashed off to protect these sections of pipe from accidental overspray of Belzona 8411, and hence impaired adhesion (Fig. 2). The system requires the use of Belzona 8411 to achieve the optimum level of corrosion protection and to allow access to bolts and flanges in the event of required maintenance. Belzona 8411 can be simply spray or brush applied onto the flange, pipe and fastenings ensuring the film coverage is even and complete. Once Belzona 8411 was touch dry, the masking tape over the bond areas was removed and plastic caps fitted over the bolts.
Belzona 3411 is a two-coat system, comprising a grey and a beige layer. The mixed Belzona 3411 was applied over the area to be protected (Fig. 3) using a short bristle brush at a thickness between 30 and 40 mils (750 - 1000 microns). The entire content of a further unit of mixed Belzona 3411 in beige colour was brush applied onto the touch dry first coat to finish the application (Fig. 4).
2
Tape applied around the gap between the fl anges faces.
Nastro applicato attorno allo spazio tra le facce delle fl ange.
3
First layer of Belzona 3411 applied.
Primo strato di Belzona 3411 applicato.
2
3
© Belzona Polymerics Limited
© B
elzo
na P
olym
eric
s Lim
ited
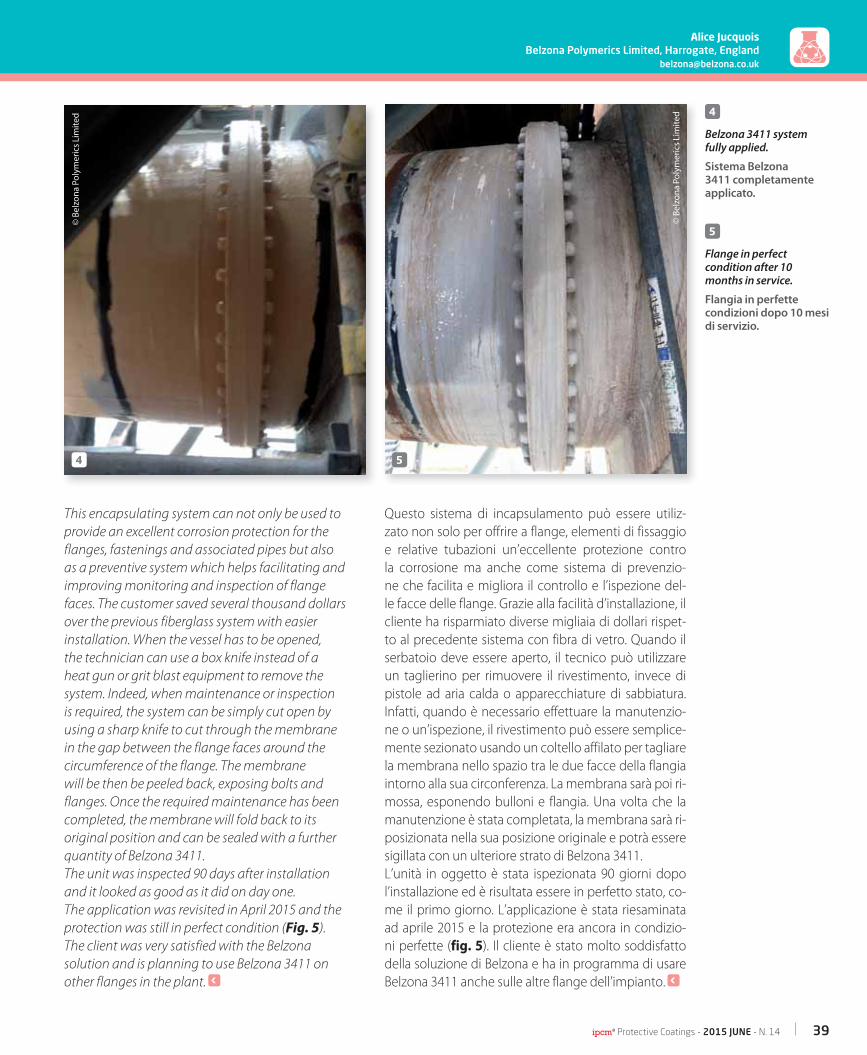
ipcm® Protective Coatings - 2015 JUNE - N. 14 39
Alice JucquoisBelzona Polymerics Limited, Harrogate, England
Questo sistema di incapsulamento può essere utiliz-zato non solo per offrire a flange, elementi di fissaggio e relative tubazioni un’eccellente protezione contro la corrosione ma anche come sistema di prevenzio-ne che facilita e migliora il controllo e l’ispezione del-le facce delle flange. Grazie alla facilità d’installazione, il cliente ha risparmiato diverse migliaia di dollari rispet-to al precedente sistema con fibra di vetro. Quando il serbatoio deve essere aperto, il tecnico può utilizzare un taglierino per rimuovere il rivestimento, invece di pistole ad aria calda o apparecchiature di sabbiatura. Infatti, quando è necessario effettuare la manutenzio-ne o un’ispezione, il rivestimento può essere semplice-mente sezionato usando un coltello affilato per tagliare la membrana nello spazio tra le due facce della flangia intorno alla sua circonferenza. La membrana sarà poi ri-mossa, esponendo bulloni e flangia. Una volta che la manutenzione è stata completata, la membrana sarà ri-posizionata nella sua posizione originale e potrà essere sigillata con un ulteriore strato di Belzona 3411.L’unità in oggetto è stata ispezionata 90 giorni dopo l’installazione ed è risultata essere in perfetto stato, co-me il primo giorno. L’applicazione è stata riesaminata ad aprile 2015 e la protezione era ancora in condizio-ni perfette (fig. 5). Il cliente è stato molto soddisfatto della soluzione di Belzona e ha in programma di usare Belzona 3411 anche sulle altre flange dell’impianto. ‹
This encapsulating system can not only be used to provide an excellent corrosion protection for the flanges, fastenings and associated pipes but also as a preventive system which helps facilitating and improving monitoring and inspection of flange faces. The customer saved several thousand dollars over the previous fiberglass system with easier installation. When the vessel has to be opened, the technician can use a box knife instead of a heat gun or grit blast equipment to remove the system. Indeed, when maintenance or inspection is required, the system can be simply cut open by using a sharp knife to cut through the membrane in the gap between the flange faces around the circumference of the flange. The membrane will be then be peeled back, exposing bolts and flanges. Once the required maintenance has been completed, the membrane will fold back to its original position and can be sealed with a further quantity of Belzona 3411.The unit was inspected 90 days after installation and it looked as good as it did on day one. The application was revisited in April 2015 and the protection was still in perfect condition (Fig. 5). The client was very satisfied with the Belzona solution and is planning to use Belzona 3411 on other flanges in the plant. ‹
4
Belzona 3411 system fully applied.
Sistema Belzona 3411 completamente applicato.
5
Flange in perfect condition after 10 months in service.
Flangia in perfette condizioni dopo 10 mesi di servizio.
4 5
© B
elzo
na P
olym
eric
s Lim
ited
© B
elzo
na P
olym
eric
s Lim
ited

40 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | INNOVATIONS
IS IT TIME TO TAKE A FRESH LOOK AT THERMOPLASTIC LININGS AND EXTERNAL COATINGS FOR THE WATER INDUSTRY?È tempo di guardare i rivestimenti termoplastici per interno ed esterno nel settore idrico da una nuova prospettiva?
IntroductionUnpredictable energy prices over the last few years have made many companies analyse their energy usage. Coating applicators in the water industry are no exception and some have already switched coating materials so that they can reduce their energy costs and increase their productivity. This is where Plascoat PPA 571 Aqua, a polyolefin based thermoplastic powder, comes in. A remarkably tough, light and durable water approved coating suitable for use as a lining and an external coating.
Pipe liningWhen selecting a potable pipe lining coating (Ref. opening photo), applicators will take into consideration issues such as the ease of coating application and associated material, labour and energy costs. Water authorities are also keen to specify coatings that will reduce their long term costs in terms of energy use and maintenance.Selecting the best coating for waste water fittings is important too. Waste water often contains a certain amount of abrasive material that can quickly strip
IntroduzioneNegli ultimi anni, i prezzi imprevedibili dell’energia hanno por-tato molte aziende ad analizzare i propri consumi. Gli applica-tori di vernici nel settore idrico non fanno eccezione e alcuni di essi hanno già cambiato i materiali di rivestimento in modo da ridurre i costi energetici e aumentare la propria produttività.È qui che entra in gioco Plascoat PPA 571 Aqua, polvere ter-moplastica a base di poliolefine. Il rivestimento è notevolmen-te resistente, leggero e duraturo, omologato per il contatto con l’acqua e adatto come rivestimento sia interno sia esterno.
Rivestimento per tubatureNella scelta di un rivestimento per tubature adibite al tra-sporto di acqua potabile (rif. foto d’apertura), gli appli-catori prenderanno in considerazione aspetti quali la facili-tà di applicazione del rivestimento e dei materiali ad esso associati, il lavoro necessario e i costi energetici. Le autorità idriche tendono, inoltre, ad indicare i rivestimenti in grado di ridurre i costi a lungo termine impiegati nel consumo di energia e nella manutenzione degli impianti.La scelta del rivestimento migliore è molto importante an-che per le raccorderie delle acque reflue. Queste ultime
Opening photo: Potable water pipes coated both internally and externally with Plascoat PPA 571 Aqua.
Foto d’apertura: tubi per il trasporto di acqua potabile verniciati sia internamente sia esternamente con Plascoat PPA 571 Aqua.
© Plascoat

ipcm® Protective Coatings - 2015 JUNE - N. 14 41
Thomas Bied-CharretonPlascoat Systems Ltd., Farnham (UK)
grates, pumps and bends of their coating. Waste water can have high pH levels that can degrade some coatings. Plascoat PPA 571 Aqua, however, is highly resistant to abrasion and degradation caused by high pH levels.
Traditional liningsA traditional lining for potable and waste water pipes is cement. Widely specified and used for decades, there has recently been a decisive move by some pipe suppliers to switch over to thermoplastic linings. The reason is simple: To save weight. Thermoplastic linings like Plascoat PPA 571 Aqua can reduce the weight of a pipe by up to 35%. Lighter pipes means more pipes can be transported in one truck, thereby reducing the number of truck movements and associated costs. Unlike cement, Plascoat PPA 571 Aqua is flexible: This allows further cost reduction options to be explored, such as the use of thinner linings to enlarge the effective internal diameter.Plascoat PPA 571 Aqua - as a 300 μm-1000 μm lining - can reduce pressure drop by up to half compared to cement. This reduction is a product of its low surface friction and the fact the bore of the pipe is bigger. Plascoat PPA 571 Aqua also resists the build up of biomass during the lifetime of the pipe ensuring its pressure drop performance does not deteriorate over time.
Another widely used lining is Fusion Bonded Epoxy (FBE). A standard feature of FBE is that it can be used on both the internal and external surfaces making it a popular choice for potable and waste water pipe fittings. FBE, however, can come with some challenges such as getting a consistent level of cross-linking to occur across the whole fitting, the difficultly in repairing coating imperfections and the need to store finished items out of the sunlight.Plascoat PPA 571 Aqua solves all of these problems: It does not require a technically challenging and time consuming curing period and is ready to be handled once it has cooled down. The thermoplastic coating
contengono spesso una certa quantità di materiale abrasi-vo che può rapidamente sverniciare griglie, pompe e cur-ve e, inoltre, possono presentare alti livelli di pH che rischia-no di degradare alcuni rivestimenti. Plascoat PPA 571 Aqua, tuttavia, è altamente resistente all’abrasione e al deteriora-mento causati da questi fattori.
Rivestimenti tradizionaliIl cemento è un tradizionale rivestimento interno per le tuba-zioni di acqua potabile e di acque reflue. Sebbene ampiamen-te indicato nelle specifiche e utilizzato per decenni, recente-mente alcuni fornitori di tubazioni hanno deciso di passare ai rivestimenti termoplastici. La ragione è semplice: contene-re il peso. I rivestimenti termoplastici come Plascoat PPA 571 Aqua possono ridurre il peso di una tubazione fino al 35%. Tubazioni più leggere possono essere trasportate in numero maggiore in un solo autocarro, diminuendo così il numero di
spostamenti e i costi relativi. A dif-ferenza del cemento, Plascoat PPA 571 Aqua è flessibile: questo per-mette di prendere in considerazio-ne ulteriori opzioni per la riduzione dei costi, ad esempio l’utilizzo di ri-vestimenti più sottili per aumenta-re il diametro interno effettivo.Plascoat PPA 571 Aqua – in quanto rivestimento da 300 μm a 1000 μm - può ridurre la perdita di pressione fino al 50% rispetto al cemento, grazie alla sua superficie a basso at-trito e alle maggiori dimensioni del diametro interno della tubazione.
Il prodotto contrasta, inoltre, l’accumulo di biomassa durante il periodo di attività della tubazione, garantendo così una ri-duzione della perdita di pressione a lunga durata.
Un altro rivestimento ampiamente usato è quello a resina epossidica (FBE, Fusion Bonded Epoxy). Una caratteristica standard dell’FBE è che può essere usato su superfici inter-ne ed esterne, rendendolo così una scelta efficace per la raccorderia dei tubi dedicata alla gestione di acqua pota-bile e acque reflue. L’FBE, tuttavia, può presentare alcune criticità, come il verificarsi di un consistente livello di reti-colazione lungo l’intero raccordo, la difficoltà nel riparare le imperfezioni del rivestimento e la necessità di stoccare i prodotti finiti al riparo dalla luce solare. Plascoat PPA 571 Aqua risolve tutti questi problemi: non ha bisogno di un periodo di polimerizzazione lungo e tecnica-mente complesso ed è pronto per essere manipolato una
1
The FBE coating, on the right of this image, has degraded in the sunlight after just a few months. A Plascoat PPA 571 Aqua coated fi tting, on the left, has resisted UV damage completely.
Il rivestimento FBE, a destra in questa foto, si è degradato alla luce del sole dopo pochi mesi. Un raccordo verniciato con Plascoat PPA 571 Aqua, a sinistra, ha invece resistito completamente ai danni provocati dagli UV.
1
© P
lasc
oat
42 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | INNOVATIONS
is easy to repair, either in the factory or out in the field, as thermoplastic can be melted and topped up any number of times. It is also highly UV resistant and doesn’t need to be protected from the sunlight. Plascoat PPA 571 Aqua can be applied to both internal and external surfaces making it ideal for pipe fittings. It is also completely chip, crack and flake resistant, ensuring that the coating will still be intact after handling and transportation.
Health concerns regarding Bisphenol A (BPA)With increasing health concerns that the public have over their exposure to Bisphenol A (BPA) during their daily lives, there is increasing pressure to ban BPA compounds in materials that come into contact with water, food and drinks. Plascoat PPA 571 Aqua does not contain any BPA or any other hazardous compounds such as phthalates or heavy metals.
Water contact approvalsPlascoat PPA 571 Aqua is approved for contact with potable water in France (ACS), Germany (KTW & DVGW), Australia (AS/NZS 4020), New Zealand (AS/NZS 4020), the United Kingdom (WRAS) and the United States of America (NSF). It is also engineered to meet the relevant performance requirements of ISO 14901, GSK and EN 545/598.
Exterior coatingPipe and fitting suppliers and customers have even more choice when it comes to choosing which exterior surface material to apply. Coatings have to resist corrosion for decades in acidic and low resistivity soils. The time that damage to the coating is most likely to occur is when the pipe is transported and laid. In these situations, brittle coatings can be chipped or cracked down to the metal and the pipe will start to corrode immediately. Plascoat PPA 571 Aqua cannot chip or crack and will protect pipes and fittings for many decades in acidic and low resistivity soils. It is also common to have pipe fittings partly exposed to sunlight in water treatment works. The external coating can chalk quickly, particularly in the case of Fusion Bonded Epoxy (FBE). Plascoat PPA 571 Aqua, however, is highly resistant to sunlight.
Why Plascoat PPA 571 Aqua is easier to apply than polyester and FBE Plascoat PPA 571 Aqua is a thermoplastic and as such is already pre-polymerized. When it is melted onto metal it does not need to undergo cross-linking where polymers
volta raffreddato. La vernice termoplastica è facile da riparare, sia in stabilimento sia in cantiere, poiché il termoplastico può essere fuso e reintegrato senza limiti. È inoltre molto resisten-te ai raggi UV e non ha bisogno di essere protetto dalla luce solare. Poiché può essere applicato su superfici sia interne sia esterne, Plascoat PPA 571 Aqua è l’ideale per i raccordi delle tubazioni. È inoltre resistente a criccatura, scheggiatura e sfari-namento, assicurando così un rivestimento intatto anche do-po la movimentazione e il trasporto.
Preoccupazioni per la salute riguardanti il Bisfenolo A (BPA)Con l’aumentare delle preoccupazioni per la salute verso l’e-sposizione quotidiana al Bisfenolo A (BPA), la necessità di vie-tare l’utilizzo di composti BPA nei materiali che entrano in contatto con acqua, cibo e bevande si fa sempre più insisten-te. Plascoat PPA 571 Aqua non contiene BPA o altri composti pericolosi, come gli ftalati o i metalli pesanti.
Omologazione per il contatto con l’acquaPlascoat PPA 571 Aqua è stato approvato per il contatto con l’acqua potabile in Francia (ACS), Germania (KTW & DVGW), Australia (AS/NZS 4020), Nuova Zelanda (AS/NZS 4020), Re-gno Unito (WRAS) e Stati Uniti d’America (NSF). È inoltre pro-gettato per soddisfare gli attuali requisiti prestazionali di ISO 14901, GSK ed EN 545/598.
Rivestimento esternoI fornitori di tubazioni e raccorderia e i clienti hanno ancora più scelta quando si tratta di valutare quale materiale appli-care sulla superficie esterna. I rivestimenti devono resistere per decenni alla corrosione in terreni acidi e a bassa resistività. I momenti in cui il rivestimento è maggiormente esposto al danneggiamento sono il trasporto e la posa. In queste situa-zioni, i rivestimenti fragili si possono criccare o fratturare fino al metallo, causando l’immediata corrosione della tubazione. Plascoat PPA 571 Aqua non cricca, non si frattura e protegge tubi e raccordi per molti decenni in terreni acidi e con bassa resistività. È una prassi comune, inoltre, esporre parzialmen-te i raccordi fra le tubazioni al sole, negli impianti per il trat-tamento delle acque. Il rivestimento esterno può sfarinare velocemente, in particolare nel caso di rivestimenti a resina epossidica (FBE). Plascoat PPA 571 Aqua, tuttavia, è altamente resistente alla luce solare.
Perché Plascoat PPA 571 Aqua è più facile da applicare rispetto a poliesteri ed FBEPlascoat PPA 571 Aqua è un rivestimento termoplastico e, co-me tale, è già pre-polimerizzato. Una volta fuso sul metallo, non ha bisogno di essere sottoposto ad una reticolazione nel-
ipcm® Protective Coatings - 2015 JUNE - N. 14 43
la quale i polimeri si legano insieme in una reazione chimica irreversibile. Ciò significa che Plascoat PPA 571 può essere fu-so su un manufatto indipendentemente dall’uniformità della sua temperatura, mantenendo comunque le sue proprietà anticorrosive lineari e prevedibili. I termoindurenti, come po-liestere e FBE, hanno invece bisogno di reazioni chimiche che dipendono dalla temperatura del substrato. Se il manufatto da verniciare non ha uno spessore uniforme, alcune sue parti possono raffreddarsi o riscaldarsi più velocemente delle altre e questo può influenzare la velocità e la completezza di tutte le reticolazioni in corso. Una o più sezioni del rivestimento che non siano completamente reticolate potrebbero presentare un’incompleta resistenza alla corrosione o all’impatto (fig. 1). Plascoat PPA 571 Aqua non richiede un primer e non emet-te fumi pericolosi o COV durante l’applicazione. Il prodotto, inoltre, può ridurre le spese di investimento e i costi energe-tici poiché non sono necessari l’installazione o l’utilizzo di un sistema di ventilazione aggiuntivo nello stabilimento.Consegnato in polvere, Plascoat PPA 571 Aqua può esse-re applicato per immersione in letto fluido o con il metodo flock spray. ‹
bind together in an irreversible chemical reaction. This freedom from having to support a chemical reaction means that even if the metal item being coated is not at a uniform temperature then providing Plascoat PPA 571 Aqua has fully melted onto the item, its corrosion properties are uniform and predictable. Thermosets, such as polyester and FBE, require chemical reactions and are dependent on temperature. If the item being coated is not of uniform thickness then sections of it may cool down or heat up quicker that the rest. This can affect the speed and completeness of any cross-linking taking place. Any section of the coating that has not cross-linked completely may have incomplete corrosion resistance or impact properties (Fig. 1). Plascoat PPA 571 Aqua does not require a primer and does not emit any hazardous fumes or VOCs during application. With no requirement for additional ventilation to be installed or powered in the factory, Plascoat PPA 571 Aqua can also reduce capital expenditure and energy costs. Delivered as a powder, Plascoat PPA 571 Aqua can be applied by fluidised bed dipping or flock spray. ‹
www.wiwa.com
AIRLESS 270 The next generation airless equipment
Thomas Bied-CharretonPlascoat Systems Ltd., Farnham (UK)

44 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | INNOVATIONS
TREATMENT OF SPRINGS: SHOT BLASTING TECHNOLOGIES FOR COMPRESSION AND RELEASETrattamento delle molle: tecnologie di granigliatura per cicli di compressione e rilascio
S prings – probably no other industrial item is produced in such a wide variety. To prepare them for their respective use, these essential equipment
components must be shot blasted for various technical reasons. Rösler offers different blast treatment options adapted to a multitude of spring sizes and geometries as well as the various treatment objectives.
IntroductionThere are many reasons requiring the shot blasting of springs, like increasing their overall uptime, meeting stricter technical specifications with - at the same time - less weight, removing scale and other contaminants after heat treatment, or eliminating sharp edges. Rösler develops tailor-made solutions for a wide range of applications for batch as well as continuous feed shot
Forse nessun altro manufatto industriale è prodotto in una varietà più ampia delle molle. Per preparare questi componenti così importanti alla propria de-
stinazione d’uso, è necessario, per svariate ragioni tecni-che, sottoporli a granigliatura. Rösler offre svariate opzio-ni di trattamento, adattate alle numerose dimensioni e geometrie delle molle e ai molti requisiti applicabili.
IntroduzioneLa granigliatura delle molle si rende necessaria per molte ra-gioni: l’incremento della loro vita utile, il rispetto di stringen-ti specifiche tecniche, la riduzione del loro peso, la necessità di rimuovere le incrostazioni e altri agenti contaminanti do-po il trattamento termico e l’esigenza di eliminare gli spigoli vivi. Rösler sviluppa soluzioni su misura per un’ampia gam-ma di applicazioni per la granigliatura in batch o in conti-
Opening photo: The newly developed RRDK allows continuous shot peening of chassis springs in an 8-second cycle.
Foto d’apertura: la nuova RRDK consente la pallinatura in continuo di molle per telai con un tempo ciclo di 8 secondi.
© Rösler Oberfl ächentechnik GmbH

ipcm® Protective Coatings - 2015 JUNE - N. 14 45
Barbara MüllerRösler Oberfl ächentechnik GmbH, Untermerzbach, Germany
blasting of springs. Essential for achieving optimum blasting results is always the selection of the right blast turbines. Whenever high throughputs are required, very abrasive blast media must be utilized, or high Almen readings must be achieved in conjunction with shot peening tasks, Rösler Long Life turbines always represent an excellent technical solution
Batch processing – efficient material handling and repeatable resultsFor batch processing of springs, Rösler tumblast batch systems (RMBC) are the preferred machine type. A leading manufacturer of engine valve springs and piston ring springs utilizes such tumblast systems for general blast cleaning and shot peening. The customer chose Rösler over other suppliers because of the individual adaption of its blast machines to the respective shot blast applications. For example, in order to achieve the best possible shot blast results the machines were equipped with special transport belts with integrated tumbling cams and mixing arms for increasing the tumbling/mixing intensity of the parts. Another RMBC for shot peening purposes offers sophisticated technical controls for managing the blast media flow and pellet size as well as the turbine speed (RPM). In this machine, the movement of the belt is not monitored through the RPM of the drive motor but by a sensor mounted to the idler pulley shaft. This ensures that the actual movement of the belt is constantly monitored and controlled. Another equipment feature is the MAX-IMP system for automatic control and quick adjustment of the blast pattern. This guarantees the optimum location of the “hot spot”, which is essential for achieving the best possible shot peening results. Rösler is the only equipment supplier who offers a second batch shot blast system, namely the highly versatile Multitumbler (RMT). At the center of the
nuo di questi componenti. La selezione delle turbine di granigliatura più idonee, in questi casi, è un fattore essen-ziale per ottenere risultati ottimali. Se si richiedono una pro-duttività elevata, l’uso di media altamente abrasivi o il rag-giungimento di valori Almen elevati in connessione con un’applicazione di pallinatura, le turbine Long Life di Rösler rappresentano sempre un’eccellente soluzione tecnica.
Lavorazione a batch: manipolazione efficiente del materiale e risultati ripetibiliPer la lavorazione in batch delle molle, le macchine a tappeto ribaltante RMBC di Rösler sono l’impianto ideale. Un importante produttore di molle valvola per motori e molle per anelli pistone utilizza questi sistemi per la loro pulitura e pallinatura, e ha scelto il marchio Rösler per la capacità di adattare gli impianti a ogni applicazione. Per esempio, al fine di ottenere i risultati
migliori, le macchine sono state dotate di spe-ciali nastri trasportatori con camme ribal-
tanti e bracci di miscelazione in grado di aumentare l’intensità del
movimento delle parti. Un altro vantaggio of-ferto dalla RMBC per ap-plicazioni di pallinatura sono i controlli sofistica-ti per gestire il flusso di media, le dimensioni della graniglia e la velo-cità della turbina (RPM).
Il movimento del tappeto in questa macchina non è monitorato in base alla ve-locità del motore, ma da un sensore montato sull’al-bero della puleggia folle.
Questo garantisce che l’effettivo movimento del nastro sia monitorato
e controllato costantemen-te. Un’ultima caratteristica chiave di
questi impianti è il sistema MAX-IMP per il controllo automatico e la rapida regolazione del getto di grani-glia, che garantisce l’individuazione ottimale dell’area focale per ottenere sempre i migliori risultati di palli-natura possibili.Rösler è l’unico fornitore a offrire anche un altro tipo di granigliatrice con funzionamento a batch: la ver-satile Multitumbler (RMT). Il cuore di questo sistema
1
With RDT 250 4x3S, three disk or wave springs are simultaneously loaded/unloaded, blasted on one side, fl ipped over and blasted on the other side in four separate chambers.
Con RDT 250 4x3S, tre molle discoidali o ondulate vengono simultaneamente caricate/scaricate, granigliate su un lato, ribaltate e trattate sull’altro lato in quattro diverse camere.
1
© R
ösle
r Obe
rfl ä
chen
tech
nik
Gm
bH

46 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | INNOVATIONS
RMT system is a rotating drum with special wave like tumbling cams and a pyramid shaped bottom. Since the drum has no pinch points whatsoever, it allows the shot blasting of springs which, because of their size or shape, would be problematic for a conventional tumblast machine, for example, very small or disk shaped springs.
Custom engineered single piece processingSpecial Rösler equipment designs ensure a maximum of process safety and cost efficiency for springs that cannot be processed in batches. An excellent example for continuous feed processing is the rotary table satellite shot blast machine RDT 250 4x3S (Fig. 1) that was purchased by a globally active automotive spring supplier for shot peening of disk and wave springs. This brand new RDT shot peening system handles three parts at a time in a 10 second cycle time and is equipped with four chambers: Loading and unloading, peening of the upper side, automatic turning of the springs and peening of the lower side. This clever concept reduces all non-productive handling times to the time required for indexing of the table, thus ensuring high productivity and high throughputs. Another example for custom engineered continuous feed spring shot blasting is a system sold to a Turkish manufacturer of helical springs used in cars and trucks. In this swing chamber RWK machine (Fig. 2), chassis springs exposed to very high loads are stress peened. Towards this goal, Rösler installed a hydraulic compression device that compresses the springs at forces specified by the customer. The stroke distance can be adapted to the different spring sizes. Like all systems for shot peening and stress peening this highly compact blast system is equipped with controls that manage the blast media flow and pellet size as well as the turbine speed (RPM).
è un tamburo rotante con rilievi ondulati e un fondo di forma piramidale: poiché la sua superficie interna non offre altri punti di appiglio, è perfetto per trattare molle che non potrebbero essere lavorate nelle tra-dizionali macchine a tappeto ribaltante a causa della propria geometria o dimensione, ad esempio perché troppo piccole o di forma discoidale.
Lavorazione di singoli componenti sviluppata su misuraGli impianti personalizzati di Rösler garantiscono il massi-mo della sicurezza e dell’efficienza di costo per le molle che non possono essere processate in batch. Un esempio ec-cellente di lavorazione in continuo è fornito dalla RDT 250 4x3S (fig. 1), una granigliatrice a tavola rotante acquista-
ta da un fornitore internazio-nale di molle per l’automotive per la pallinatura di molle a di-sco e ondulate. Questa nuova RDT tratta tre pezzi alla volta in un tempo ciclo di 10 secondi. È costituita da quattro came-re: carico e scarico, pallinatura della metà superiore, ribalta-mento automatico della mol-la e pallinatura della metà in-feriore. Questa progettazione intelligente riduce tutti i tempi di movimentazione non pro-duttivi alla sola tempistica ne-cessaria per indicizzare la tavo-la, garantendo così un’elevata produttività e capacità.Un altro esempio di graniglia-trice a flusso continuo per-sonalizzata per questo set-tore è il sistema venduto a un produttore turco di molle elicoidali per auto e camion. La macchina a camera oscil-
lante RWK (fig. 2) sottopone a pallinatura sotto sforzo le molle, destinate a sopportare carichi molto elevati: a que-sto scopo, Rösler ha installato un dispositivo di compres-sione idraulica che comprime i componenti a una forza predeterminata dal cliente; la distanza percorsa dai pisto-ni è adattabile a molle di diverse taglie. Come tutti i siste-mi di pallinatura, questo impianto compatto è dotato di controlli per la gestione del flusso di media, le dimensioni della graniglia e la velocità della turbina (RPM).
2
RWK: This compact processing cell for stress peening of chassis springs exposed to high loads is equipped with a hydraulic compression system.
RWK: questa unità di trattamento compatta per la pallinatura sotto stress di molle per telai destinate a carichi elevati è dotata di un sistema di compressione idraulica.
2 © Rösler Oberfl ächentechnik GmbH

Fully integrated into the manufacturing flowWith the rotational continuous shot peening machine RRDK (Ref. opening photo), Rösler implemented a brand new spring peening concept at a German supplier of different chassis springs. This customer specializes on the development and production of suspension and chassis systems for cars and trucks. In addition, the company supplies sophisticated special springs for a wide range of industrial applications. The customer chose Rösler over other suppliers because of the maintenance friendly equipment design and the innovative part transport system: It consists of two rotating rollers whose distance can be adjusted to the various spring diameters. Between the rollers there are pusher cams driven by a simple link chain. Link chains are less costly than the usually used bush chains and better suited for a shot blast environment. Blast media trapped between the joints can be easily removed by slackening of the chain. The spring peening system is integrated into the manufacturing line and controlled by the main line computer. The springs are loaded into the peening system by a robot, placing a spring between the automatically spaced rollers every 8 seconds. The pair of rotating rollers causes the springs to constantly turn while passing through the blast zone. This guarantees a homogeneous, all-around and absolutely repeatable finish. ‹
Integrazione completa nel flusso produttivoCon la granigliatrice a rotazione continua RRDK (rif. foto d’a-pertura), Rösler ha sviluppato un concetto di pallinatura to-talmente nuovo per un fornitore tedesco di molle per telai. Questo cliente è specializzato nella progettazione e produzio-ne di sistemi per sospensioni e telai di auto e camion, oltre a realizzare sofisticate molle speciali per una grande varietà di applicazioni industriali. L’azienda ha scelto Rösler per la facile manutenzione degli impianti e il sistema di movimentazione innovativo, che consiste in due rulli a distanza regolabile in ba-se al diametro delle molle. Tra di essi, sono presenti delle cam-me di spinta azionate da una semplice catena a maglie, me-no costosa delle catene a bussole normalmente utilizzate e più idonea alle applicazioni di granigliatura. Il sistema di pallinatu-ra delle molle è integrato all’interno della linea produttiva ed è controllato da un computer centrale. Le molle sono caricate nel sistema da un robot, che le colloca tra i rulli con una cadenza di 8 secondi: questi ultimi, distanziati automaticamente, garanti-scono che le molle siano costantemente ruotate nel corso del passaggio nella zona di granigliatura, assicurando una finitura omogenea, completa e assolutamente ripetibile. ‹

48 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | INNOVATIONS
CORROSION PROTECTION UNDER INSULATIONProtezione dalla corrosione sotto coibente
AbstractTo ensure controllable processes with little energy loss, columns, equipment, and pipes in refineries are insulated. Breaches in the insulation permit corrosive media to destroy the base material under the insulation. When an abandoned oil field in the Netherlands was reopened, the whole piping system was coated using Anti-corrosion Surface Solutions from Oerlikon Metco that extend protection for over 25 years and thereby reduces life cycle costs.
AbstractNelle raffinerie, per garantire che i processi siano control-labili e le perdite di energia minime, colonne, dispositivi e tubazioni sono coibentati. Rotture nella coibentazione consentono all’agente corrosivo di distruggere il materia-le di base sotto il coibente. Quando un pozzo petrolifero abbandonato nei Paesi Bassi fu riaperto, l’intero sistema di tubazioni fu rivestito con una delle Soluzioni Anticorrosive Superficiali di Oerlikon Metco, che prolungano la prote-zione per oltre 25 anni e, di conseguenza, riducono i co-sti del ciclo di vita.
Opening picture: The piping of a refi nery can be exposed to aggressive fl uids under the insulation.
Foto d’apertura: le tubazioni di una raffi neria possono essere esposte a fl uidi aggressivi sotto la coibentazione.
© C
obal
t - F
otol
ia.c
om

ipcm® Protective Coatings - 2015 JUNE - N. 14 49
Fred van RodijnenOerlikon Metco Europe GmbH, Kelsterbach, Germany
IntroductionAll around the world, oil refineries face enormous problems with severe corrosion as well as high maintenance costs to keep corrosion under control. Oil refineries are of crucial importance to our society (Ref. Opening photo). In oil refineries, crude oil is converted into products essential to our daily activities-goods such as petroleum, plastic, and medical products.The demand for refinery products has increased tremendously as a result of continuous global industrialization. The pressure to increase production has negative side effects because inspections and maintenance are delayed to avoid downtime.A refinery consists of multiple processing units with interconnecting pipe works. Refining processes take place at elevated temperature levels. For a controllable process with little energy loss, the majority of the processing units and pipes are insulated.The insulation is designed to be watertight to prevent infiltration of liquid from the outside environment onto the component surface. Unfortunately, breaches in the insulation from mechanical and environmental damage create entry points for corrosive media. This corrosive media is most often water contaminated with chlorides and sulfates, which gives rise to corrosion under insulation (CUI) (Fig. 1).
Elevated temperatures increase rate of corrosionThe elevated operating temperature of the equipment and pipes increases the rate of corrosion. CUI is costly in terms of reduced production efficiency and unscheduled downtime, and it can lead to serious health and safety issues. The increasing number of problems resulting from CUI has led to the formation of several investigative groups. Two workgroups within the European Federation of Corrosion (EFC), WP 13 (Corrosion in Oil and Gas Production) and WP15 (Corrosion in the Refinery Industry), have produced guidelines that address the Management of CUI.NACE (National Association of Corrosion Engineers) formed a task group in the 1990s to develop recommended practice to prevent CUI. In 1998 this task group published “The Control of Corrosion Under Thermal Insulation and Fireproofing Material - A Systems Approach.” This document is a standard specifically directed at combating CUI.
IntroduzioneIn tutto il mondo, le raffinerie di petrolio affrontano enor-mi problemi di corrosione grave nonché alti costi di ma-nutenzione per tenere questo fenomeno sotto controllo. Le raffinerie hanno un’importanza cruciale nella nostra so-cietà (rif. foto d’apertura): convertono il greggio in pro-dotti essenziali alle nostre attività quotidiane, ad esempio petrolio, plastica e prodotti medicali.La richiesta di prodotti di raffineria è tremendamente cre-sciuta a seguito della continua industrializzazione globale. La pressione ad aumentare la produzione ha effetti colla-terali negativi poiché ritarda le ispezioni di controllo e la manutenzione per evitare i fermi impianto.Una raffineria consiste di unità di processo multiple inter-connesse da tubazioni e condutture. Il processo di raffi-nazione avviene a temperature molto elevate. Per tene-re sotto controllo il processo e minimizzare le perdite di energia, la maggior parte delle unità di processo e delle tubazioni è coibentata.La coibentazione è progettata per essere a tenuta stagna in modo da prevenire l’infiltrazione di liquidi dall’ambien-te esterno sulla superficie del componente. Sfortunata-mente, rotture nella coibentazione dovute a danni mec-canici o ambientali creano dei punti d’ingresso per gli agenti corrosivi. Frequentemente, l’agente corrosivo è co-stituito da acqua contaminata da cloruri e solfati, che ge-nera la corrosione sotto coibente (CUI – Corrosion Under Insulation) (fig. 1).
Le temperature elevate aumentano il tasso di corrosioneLe elevate temperature operative di apparecchiature e tu-bazioni aumentano il tasso di corrosione. La CUI è costosa in termini di riduzione dell’efficienza produttiva e di fermi impianto non programmati e può portare a seri problemi di salute e sicurezza. L’aumento del numero di problemi legati alla CUI ha portato alla formazione di svariati gruppi di indagine. Due gruppi di lavoro all’interno della Europe-an Federation of Corrosion (EFC), il WP 13 (Corrosion in Oil and Gas Production) e il WP15 (Corrosion in the Refinery Industry) hanno prodotto linee guida rivolte alla sua ge-stione.Negli anni ’90 la NACE (National Association of Corrosion Engineers) ha formato un’unità operativa per sviluppare una pratica consigliata per prevenire la CUI. Nel 1998 questa unità operativa ha pubblicato “The Control of Corrosion Under Thermal Insulation and Fireproofing Material — A Systems Approach”: il documento rappresenta uno standard specificatamente rivolto alla lotta contro la CUI.
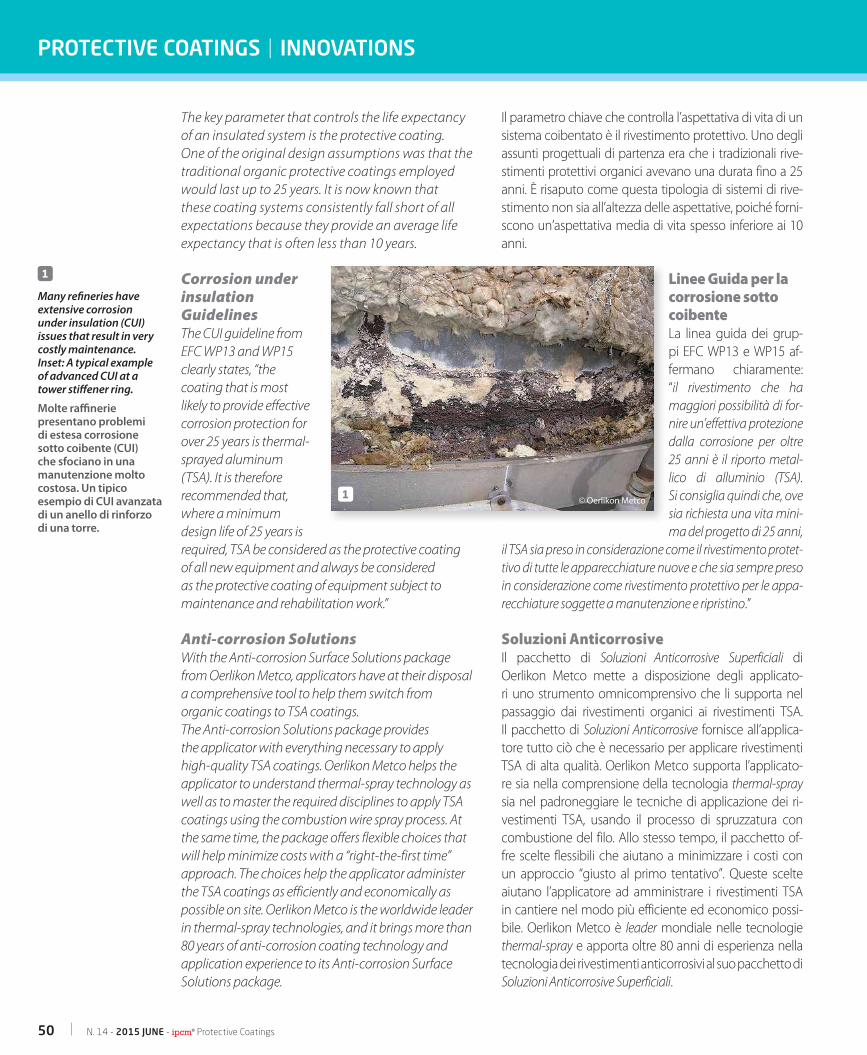
50 N. 14 - 2015 JUNE - ipcm® Protective Coatings
The key parameter that controls the life expectancy of an insulated system is the protective coating. One of the original design assumptions was that the traditional organic protective coatings employed would last up to 25 years. It is now known that these coating systems consistently fall short of all expectations because they provide an average life expectancy that is often less than 10 years.
Corrosion under insulation GuidelinesThe CUI guideline from EFC WP13 and WP15 clearly states, “the coating that is most likely to provide effective corrosion protection for over 25 years is thermal-sprayed aluminum (TSA). It is therefore recommended that, where a minimum design life of 25 years is required, TSA be considered as the protective coating of all new equipment and always be considered as the protective coating of equipment subject to maintenance and rehabilitation work.”
Anti-corrosion SolutionsWith the Anti-corrosion Surface Solutions package from Oerlikon Metco, applicators have at their disposal a comprehensive tool to help them switch from organic coatings to TSA coatings. The Anti-corrosion Solutions package provides the applicator with everything necessary to apply high-quality TSA coatings. Oerlikon Metco helps the applicator to understand thermal-spray technology as well as to master the required disciplines to apply TSA coatings using the combustion wire spray process. At the same time, the package offers flexible choices that will help minimize costs with a “right-the-first time” approach. The choices help the applicator administer the TSA coatings as efficiently and economically as possible on site. Oerlikon Metco is the worldwide leader in thermal-spray technologies, and it brings more than 80 years of anti-corrosion coating technology and application experience to its Anti-corrosion Surface Solutions package.
Il parametro chiave che controlla l’aspettativa di vita di un sistema coibentato è il rivestimento protettivo. Uno degli assunti progettuali di partenza era che i tradizionali rive-stimenti protettivi organici avevano una durata fino a 25 anni. È risaputo come questa tipologia di sistemi di rive-stimento non sia all’altezza delle aspettative, poiché forni-scono un’aspettativa media di vita spesso inferiore ai 10 anni.
Linee Guida per la corrosione sotto coibenteLa linea guida dei grup-pi EFC WP13 e WP15 af-fermano chiaramente: “il rivestimento che ha maggiori possibilità di for-nire un’effettiva protezione dalla corrosione per oltre 25 anni è il riporto metal-lico di alluminio (TSA). Si consiglia quindi che, ove sia richiesta una vita mini-ma del progetto di 25 anni,
il TSA sia preso in considerazione come il rivestimento protet-tivo di tutte le apparecchiature nuove e che sia sempre preso in considerazione come rivestimento protettivo per le appa-recchiature soggette a manutenzione e ripristino.”
Soluzioni AnticorrosiveIl pacchetto di Soluzioni Anticorrosive Superficiali di Oerlikon Metco mette a disposizione degli applicato-ri uno strumento omnicomprensivo che li supporta nel passaggio dai rivestimenti organici ai rivestimenti TSA. Il pacchetto di Soluzioni Anticorrosive fornisce all’applica-tore tutto ciò che è necessario per applicare rivestimenti TSA di alta qualità. Oerlikon Metco supporta l’applicato-re sia nella comprensione della tecnologia thermal-spray sia nel padroneggiare le tecniche di applicazione dei ri-vestimenti TSA, usando il processo di spruzzatura con combustione del filo. Allo stesso tempo, il pacchetto of-fre scelte flessibili che aiutano a minimizzare i costi con un approccio “giusto al primo tentativo”. Queste scelte aiutano l’applicatore ad amministrare i rivestimenti TSA in cantiere nel modo più efficiente ed economico possi-bile. Oerlikon Metco è leader mondiale nelle tecnologie thermal-spray e apporta oltre 80 anni di esperienza nella tecnologia dei rivestimenti anticorrosivi al suo pacchetto di Soluzioni Anticorrosive Superficiali.
PROTECTIVE COATINGS | INNOVATIONS
1
Many refi neries have extensive corrosion under insulation (CUI) issues that result in very costly maintenance. Inset: A typical example of advanced CUI at a tower stiff ener ring.
Molte raffi nerie presentano problemi di estesa corrosione sotto coibente (CUI) che sfociano in una manutenzione molto costosa. Un tipico esempio di CUI avanzata di un anello di rinforzo di una torre.
1 © Oerlikon Metco

Advantages of thermal-sprayed aluminumTSA coatings have several advantages over organic coatings (conventional paint). The piping is protected against CUI for a service life of 25 to 30 years instead of 5 to 13, which is usual the limit of an organic coating. The TSA coating can also be applied on hot equipment and pipes - therefore no shutdown is needed for maintenance reasons’and the refining process can be continuously operated with temperatures up to 480 °C (900 °F). For conventional paint, the operating conditions should not be higher than 230 °C (445 °F), and the application temperature limit is about 60°C (140 °F). Furthermore, after application, conventional paint needs 24 hours to dry, whereas the TSA-coated equipment can be insulated immediately after the treatment. The investment costs are about 1.05 to 1.20 times the costs of conventional painting (Fig. 2).
Reopening of an oil field in the NetherlandsHigh production costs and low oil prices in the 1990s resulted in the closure of many oil fields. One such field was the Schoonebeek oil field, which was discovered in 1943 in the eastern Netherlands, close to the German border, about 12km south of the city of Emmen. The field extends across the border into Germany. The initial estimate of oil was in excess of one billion barrels, making it one of Europe’s largest oilfields.
Vantaggi del riporto metallico di alluminioI rivestimenti TSA possiedono svariati vantaggi ri-spetto ai rivestimenti organici (pitture convenzio-nali). Le tubazioni sono protette contro la CUI dai 25 ai 30 anni invece che dai 5 ai 13, che è il limite co-mune di un rivestimento organico. Il rivestimento inorganico può anche essere applicato su apparec-
chiature e tuba-zioni calde, quin-di non richiede alcun fermo im-pianto per motivi di manutenzio-ne e il processo di raffinazione può proseguire ininterrotto con temperature fi-no 480°C (900°F). Per le pitture tra-dizionali, le con-dizioni operative non dovrebbero superare i 230°C (445°F), mentre il limite della tem-peratura di appli-cazione è di circa
60°C (140 °F). Inoltre, dopo l’applicazione, la pittu-ra tradizionale necessita di 24 ore per asciugare, mentre un’apparecchiatura rivestita con TSA può essere coibentata immediatamente dopo il tratta-mento. I costi di investimento sono dalle 1,05 alle 1,20 volte i costi della verniciatura convenzionale (fig. 2).
Riapertura di un pozzo petrolifero nei Paesi BassiNegli anni 90, gli elevati costi di produzione e il basso costo del petrolio sfociarono nella chiusu-ra di molti pozzi petroliferi. Uno di essi fu il pozzo di Schoonebeek, scoperto nel 1943 nell’Olanda orientale, vicino al confine con la Germania, circa 12 km a sud della città di Emmen. Il pozzo si esten-deva lungo il confine con la Germania. La stima ini-ziale di petrolio disponibile era di oltre un miliardo di barili, il che lo rendeva uno dei più grandi pozzi petroliferi europei.
Fred van RodijnenOerlikon Metco Europe GmbH, Kelsterbach, Germany
2
© Oerlikon Metco
2
Photomicrograph cross section of a typical, high-quality TSA coating produced using Oerlikon Metco equipment and TSA wire.
Sezione trasversale di micrografi a ottica di un tipico rivestimento TSA ad alta qualità, per la cui applicazione è stata utilizzata un’apparecchiatura Oerlikon Metco e un fi lo TSA.
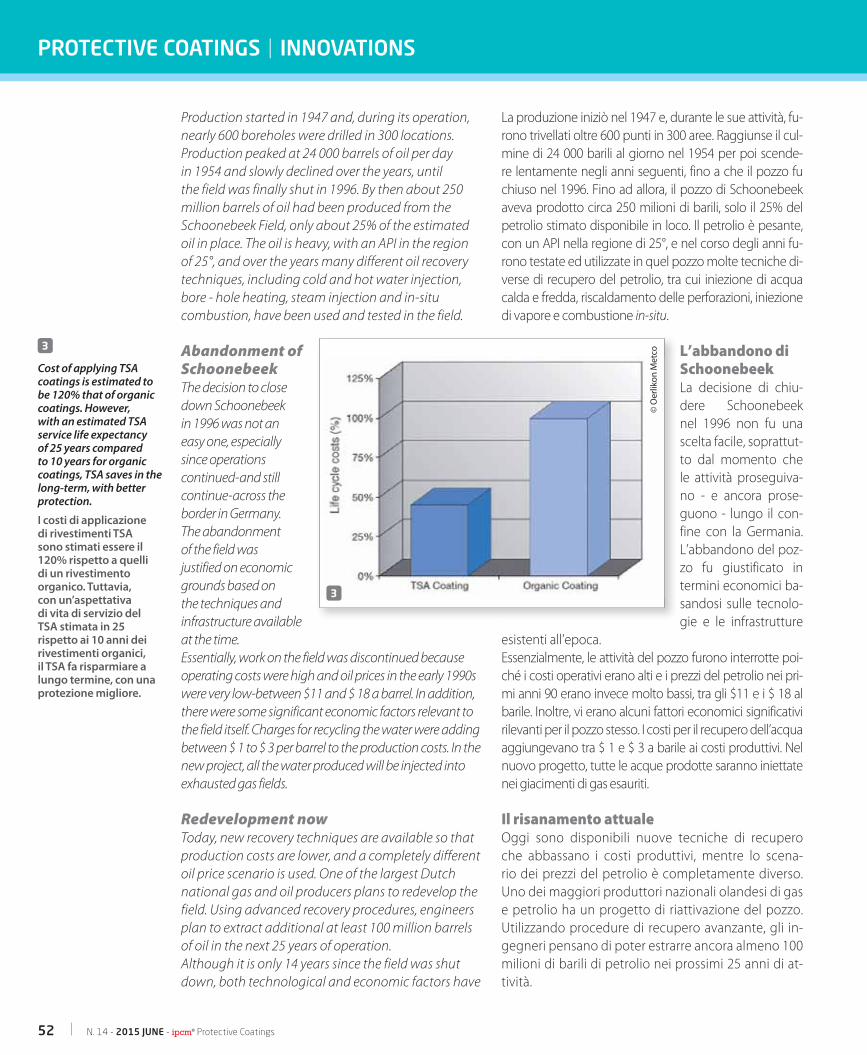
52 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | INNOVATIONS
Production started in 1947 and, during its operation, nearly 600 boreholes were drilled in 300 locations. Production peaked at 24 000 barrels of oil per day in 1954 and slowly declined over the years, until the field was finally shut in 1996. By then about 250 million barrels of oil had been produced from the Schoonebeek Field, only about 25% of the estimated oil in place. The oil is heavy, with an API in the region of 25°, and over the years many different oil recovery techniques, including cold and hot water injection, bore - hole heating, steam injection and in-situ combustion, have been used and tested in the field.
Abandonment of SchoonebeekThe decision to close down Schoonebeek in 1996 was not an easy one, especially since operations continued-and still continue-across the border in Germany. The abandonment of the field was justified on economic grounds based on the techniques and infrastructure available at the time.Essentially, work on the field was discontinued because operating costs were high and oil prices in the early 1990s were very low-between $11 and $ 18 a barrel. In addition, there were some significant economic factors relevant to the field itself. Charges for recycling the water were adding between $ 1 to $ 3 per barrel to the production costs. In the new project, all the water produced will be injected into exhausted gas fields.
Redevelopment nowToday, new recovery techniques are available so that production costs are lower, and a completely different oil price scenario is used. One of the largest Dutch national gas and oil producers plans to redevelop the field. Using advanced recovery procedures, engineers plan to extract additional at least 100 million barrels of oil in the next 25 years of operation.Although it is only 14 years since the field was shut down, both technological and economic factors have
La produzione iniziò nel 1947 e, durante le sue attività, fu-rono trivellati oltre 600 punti in 300 aree. Raggiunse il cul-mine di 24 000 barili al giorno nel 1954 per poi scende-re lentamente negli anni seguenti, fino a che il pozzo fu chiuso nel 1996. Fino ad allora, il pozzo di Schoonebeek aveva prodotto circa 250 milioni di barili, solo il 25% del petrolio stimato disponibile in loco. Il petrolio è pesante, con un API nella regione di 25°, e nel corso degli anni fu-rono testate ed utilizzate in quel pozzo molte tecniche di-verse di recupero del petrolio, tra cui iniezione di acqua calda e fredda, riscaldamento delle perforazioni, iniezione di vapore e combustione in-situ.
L’abbandono di SchoonebeekLa decisione di chiu-dere Schoonebeek nel 1996 non fu una scelta facile, soprattut-to dal momento che le attività proseguiva-no - e ancora prose-guono - lungo il con-fine con la Germania. L’abbandono del poz-zo fu giustificato in termini economici ba-sandosi sulle tecnolo-gie e le infrastrutture
esistenti all’epoca.Essenzialmente, le attività del pozzo furono interrotte poi-ché i costi operativi erano alti e i prezzi del petrolio nei pri-mi anni 90 erano invece molto bassi, tra gli $11 e i $ 18 al barile. Inoltre, vi erano alcuni fattori economici significativi rilevanti per il pozzo stesso. I costi per il recupero dell’acqua aggiungevano tra $ 1 e $ 3 a barile ai costi produttivi. Nel nuovo progetto, tutte le acque prodotte saranno iniettate nei giacimenti di gas esauriti.
Il risanamento attualeOggi sono disponibili nuove tecniche di recupero che abbassano i costi produttivi, mentre lo scena-rio dei prezzi del petrolio è completamente diverso. Uno dei maggiori produttori nazionali olandesi di gas e petrolio ha un progetto di riattivazione del pozzo. Utilizzando procedure di recupero avanzante, gli in-gegneri pensano di poter estrarre ancora almeno 100 milioni di barili di petrolio nei prossimi 25 anni di at-tività.
3
Cost of applying TSA coatings is estimated to be 120% that of organic coatings. However, with an estimated TSA service life expectancy of 25 years compared to 10 years for organic coatings, TSA saves in the long-term, with better protection.
I costi di applicazione di rivestimenti TSA sono stimati essere il 120% rispetto a quelli di un rivestimento organico. Tuttavia, con un’aspettativa di vita di servizio del TSA stimata in 25 rispetto ai 10 anni dei rivestimenti organici, il TSA fa risparmiare a lungo termine, con una protezione migliore.
3
© O
erlik
on M
etco

ipcm® Protective Coatings - 2015 JUNE - N. 14 53
Fred van RodijnenOerlikon Metco Europe GmbH, Kelsterbach, Germany
changed and advanced a great deal. The idea of reopening the Schoonebeek field has always been attractive due to the large amount of remaining resources - theoretically, 750 million barrels of oil, but not the whole amount is extractable from an economical point of view. New technologies that are important for enhanced recovery include the combination of horizontal drilling and innovative high oil recovery techniques. New methods of particular use exist in the production of heavy oils, such as those found in Schoonebeek. A typical scenario is that steam is injected into a borehole. As steam enters the reservoir, it heats the reservoir fluids and surrounding rock. Hot oil and condensed water drain to a production hole at the bottom of the formation through the force of gravity. Similar techniques are used when producing oil from the Canadian oil sands.
Transportation of the oilThe extracted crude oil is first treated on site in a preparation plant and then transported more than 25 km to the refinery, which is located in Germany. In the past, the transportation was done via freight train; however, today the transportation is done using pipelines. The refinery in Germany is adequate because it elaborates similar heavy oil from the German fields. The oil export pipeline is subterranean. During on-site oil preparation plant, the extracted production water contains numerous salts and cannot be reused or exported as wastewater. This water is pumped to abandoned gas fields.According to today’s projections, the oil will be extracted profitably during the next 25 years. After that period, all subterranean and aboveground establishments will be removed.
Environmental protectionThe establishments and piping system had to take a comprehensive test concerning environmental protection. The planning of the location of the wells had to take into consideration the sensitivity of the environment-in particular, the water cycle.In addition, external security is crucial. The piping system (steam, oil-water mixture, and gas) from the production site to the processing plant are
Sebbene siano passati solo 14 anni dalla chiusura del pozzo, i mutati fattori tecnologici ed economici prean-nunciano un grosso affare. L’idea di riaprire il pozzo di Schoonebeek è sempre stata allettante grazie alla grande quantità di risorse rimanenti, teoricamente 750 milioni di barili di petrolio, sebbene non sia eco-nomicamente vantaggioso estrarre l’intera quantità.Le nuove importanti tecnologie per migliorare il re-cupero includono la combinazione della perforazio-ne orizzontale con tecniche innovative di recupero di petrolio pesante. Esistono nuove metodologie in uso proprio per la produzione di petrolio pesante, come quello trovato a Schoonebeek. Un tipico scenario è l’iniezione di vapore in un punto di perforazione. Nel momento in cui il vapore entra nel giacimento, riscalda i fluidi della riserva e la roccia circostante. Petrolio caldo e acqua condensata defluiscono per gravità in un pozzo di produzione in fondo alla for-mazione geologica. Tecniche similari sono utilizzate in Canada per la produzione di petrolio dalle sabbie bituminose.
Trasporto del petrolioIl greggio così estratto è dapprima trattato in loco in un impianto di preparazione, poi trasportato per oltre 25 km alla raffineria, localizzata in Germania. In passato, il trasporto avveniva con un treno merci; oggi, avviene con una rete di tubazioni. La raffineria in Germania è adatta poiché tratta un petrolio pesante simile estrat-to dai pozzi tedeschi. Le tubazioni di esportazione del petrolio sono sotterranee. Durante la sua preparazione in loco, l’acqua di produzione estratta contiene nume-rosi sali e non può essere riutilizzata o smaltita come acqua reflua: per questo viene pompata in giacimenti di gas abbandonati.Secondo le proiezioni attuali, il petrolio sarà estratto con profitto per i prossimi 25 anni. Dopo questo pe-riodo, tutte le installazioni sotterranee e in superficie saranno rimosse.
Protezione dell’ambienteGli stabilimenti e le reti di tubazioni hanno dovuto subire un test completo in merito alla protezione dell’ambiente. Il piano di localizzazione dei pozzi ha dovuto prendere in considerazione la sensibilità dell’ambiente, in particolare il ciclo delle acque.Inoltre, la sicurezza esterna è cruciale. Il sistema di tubazio-ni (vapore, miscela petrolio-acqua, e il gas) che corre dal sito di produzione all’impianto di trattamento è in super-

54 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | INNOVATIONS
aboveground. They need to meet the safety regulations. To increase security, a subterranean export pipeline has been planned. In the event of a leakage, due to the high viscosity of the oil when it cools down, the area of contamination would be restricted. Emergency plans have been prepared.
The piping systemThe most obvious catastrophe in a piping system is a breakage or a leakage. If an aboveground pipe is damaged it is usually visible. If the pipe is subterranean, then it is more difficult because the leakage can only be detected later. Nevertheless, the environmental risk can be controlled because the oil cools down outside the piping system and then coagulates. There is practically no dispersion of the coagulated oil. An incident in wastewater piping is worse. The wastewater can easily disperse underground. Additionally, the wastewater piping in Schoonebeek crosses an ecologically valuable zone. If a leakage were to occur, the saltwater could damage the soil and the groundwater. To prevent incidents and catastrophes, there is a plan in place to check and maintain the pipes on a regular basis.
Corrosion protection for over 25 yearsDue to the high environmental sensitivity of the piping system and the project life cycle of 25 years, it was decided that thermal-sprayed aluminum would be used since it is the coating that is most likely to provide effective corrosion protection for that length of time. A large part of the piping system is insulated to reduce energy losses. This insulation is particularly important for the steam pipes-the steam is produced centrally in the plant and then transported to the Borehole -and for the oil pipes-the oil has to be heated up and kept hot to be able to pump it easily.
ficie e deve soddisfare le normative in tema di sicurezza. Per aumentarla, è stata progettata una rete di tubazioni sotterranee di esportazione. Nell’eventualità di una per-dita, a causa dell’elevata viscosità del petrolio quando raffredda, l’area contaminata sarebbe in questo modo ri-stretta. Sono stati preparati anche piani di emergenza.
Il sistema di tubazioniLa catastrofe più ovvia per un sistema di tubazioni è la rottura o la perdita. Il danneggiamento di una tubazio-
ne in superficie è normalmen-te visibile. Se essa è interrata, la situazione è più difficile perché la perdita può essere rilevata solo in un secondo momento. Ciò nonostante, il rischio am-bientale può essere controlla-to perchè il petrolio si raffredda fuori dal sistema di tubazioni e, quindi, coagula. Non è vi è pra-ticamente dispersione alcuna di petrolio coagulato. Un incidente in una tubazione di acque reflue è peggiore. Le acque reflue possono facilmen-te disperdersi sottoterra. Inoltre, il sistema di tubazioni di Schoo-nebeek attraversa una zona di grande valore ecologico. Se do-vesse verificarsi una perdita, l’ac-qua salata potrebbe danneg-giare il suolo e la falda acquifera.
Per prevenire incidenti e catastrofi, esiste un piano per controllare e manutenere regolarmente le tubazioni.
Protezione dalla corrosione per oltre 25 anniA causa dell’elevata sensibilità ambientale del sistema di tubazioni e il ciclo di vita pianificato in 25 anni di questo progetto, si è deciso di impiegare il riporto metallico di alluminio dal momento che rappresenta il rivestimento che più probabilmente potrà fornire un’efficace protezio-ne dalla corrosione per quel periodo di tempo. Una larga parte del sistema di tubazioni è coibentato per ridurre le perdite di energia. Questo isolamento è particolarmente importante per le tubazioni di vapore (il vapore è prodot-to a livello centralizzato nell’impianto e successivamen-te trasportato al pozzo di perforazione) e per le tubazioni del petrolio (che deve essere riscaldato e mantenuto in temperatura per poter facilitarne il pompaggio).
4
Oil refi neries face enormous problems with severe corrosion as well as high maintenance costs to keep corrosion under control.
Le raffi nerie di petrolio aff rontano enormi problemi di corrosione grave nonché alti costi di manutenzione per tenere questo fenomeno sotto controllo.
4
© su
paki
tmod
- Fo
tolia
.com
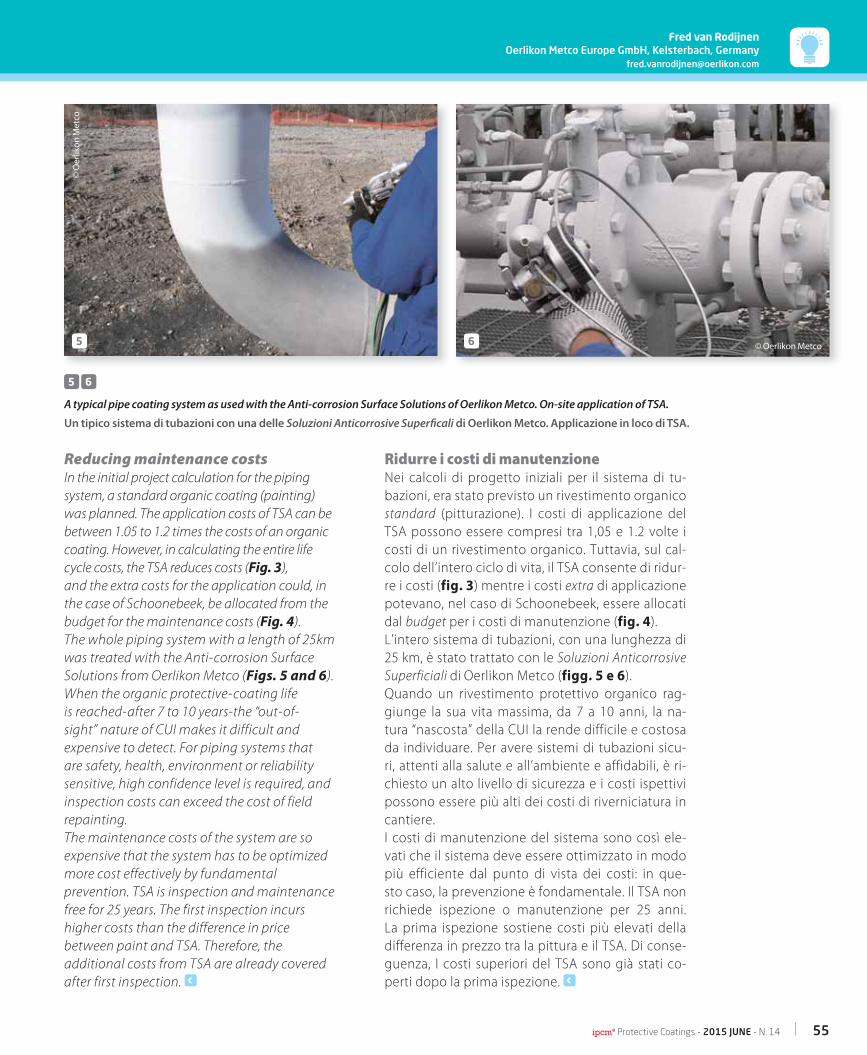
ipcm® Protective Coatings - 2015 JUNE - N. 14 55
Fred van RodijnenOerlikon Metco Europe GmbH, Kelsterbach, Germany
Reducing maintenance costsIn the initial project calculation for the piping system, a standard organic coating (painting) was planned. The application costs of TSA can be between 1.05 to 1.2 times the costs of an organic coating. However, in calculating the entire life cycle costs, the TSA reduces costs (Fig. 3), and the extra costs for the application could, in the case of Schoonebeek, be allocated from the budget for the maintenance costs (Fig. 4). The whole piping system with a length of 25km was treated with the Anti-corrosion Surface Solutions from Oerlikon Metco (Figs. 5 and 6). When the organic protective-coating life is reached-after 7 to 10 years-the “out-of-sight” nature of CUI makes it difficult and expensive to detect. For piping systems that are safety, health, environment or reliability sensitive, high confidence level is required, and inspection costs can exceed the cost of field repainting.The maintenance costs of the system are so expensive that the system has to be optimized more cost effectively by fundamental prevention. TSA is inspection and maintenance free for 25 years. The first inspection incurs higher costs than the difference in price between paint and TSA. Therefore, the additional costs from TSA are already covered after first inspection. ‹
Ridurre i costi di manutenzioneNei calcoli di progetto iniziali per il sistema di tu-bazioni, era stato previsto un rivestimento organico standard (pitturazione). I costi di applicazione del TSA possono essere compresi tra 1,05 e 1.2 volte i costi di un rivestimento organico. Tuttavia, sul cal-colo dell’intero ciclo di vita, il TSA consente di ridur-re i costi (fig. 3) mentre i costi extra di applicazione potevano, nel caso di Schoonebeek, essere allocati dal budget per i costi di manutenzione (fig. 4).L’intero sistema di tubazioni, con una lunghezza di 25 km, è stato trattato con le Soluzioni Anticorrosive Superficiali di Oerlikon Metco (figg. 5 e 6).Quando un rivestimento protettivo organico rag-giunge la sua vita massima, da 7 a 10 anni, la na-tura “nascosta” della CUI la rende difficile e costosa da individuare. Per avere sistemi di tubazioni sicu-ri, attenti alla salute e all’ambiente e affidabili, è ri-chiesto un alto livello di sicurezza e i costi ispettivi possono essere più alti dei costi di riverniciatura in cantiere.I costi di manutenzione del sistema sono così ele-vati che il sistema deve essere ottimizzato in modo più efficiente dal punto di vista dei costi: in que-sto caso, la prevenzione è fondamentale. Il TSA non richiede ispezione o manutenzione per 25 anni. La prima ispezione sostiene costi più elevati della differenza in prezzo tra la pittura e il TSA. Di conse-guenza, I costi superiori del TSA sono già stati co-perti dopo la prima ispezione. ‹
5 6
A typical pipe coating system as used with the Anti-corrosion Surface Solutions of Oerlikon Metco. On-site application of TSA.
Un tipico sistema di tubazioni con una delle Soluzioni Anticorrosive Superfi cali di Oerlikon Metco. Applicazione in loco di TSA.
5 6
© O
erlik
on M
etco
© Oerlikon Metco

56 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | INNOVATIONS
NEW MATERIAL CONSIDERATION FOR EMERGENCY REPAIRSAnalisi di nuovi materiali per le riparazioni di emergenza
AbstractOne of the major challenges faced by maintenance engineers across many industries is the extremely limited amount of time in which an urgent repair, such as a pipe or tank leak (Ref. opening photo), must be carried out. In the real world, when a rapid repair is required, ideal surface preparation is not always an option. However, many available polymer repair solutions are not compatible with minimal surface preparation, and therefore, can often lead to failure. This article focuses on the latest epoxy technology of a new two-component paste grade material which achieves a quick, durable repair also in oil contaminated, cold, wet and underwater areas. This cold curing system achieves excellent adhesion to manually prepared substrates where grit blasting is not possible. Due to its low temperature cure and capability of being applied underwater, this product is ideal for the long-term repair of offshore structures, splash zones and marine vessels.
AbstractUna delle sfide maggiori che gli ingegneri responsabili della manutenzione in diversi settori devono affrontare è il tempo estremamente limitato nel quale una riparazione urgente, come la perdita di un tubo o di un serbatoio (rif. foto d’a-pertura), deve essere completata. Nella realtà, quando è necessaria una riparazione rapida preparare la superficie in modo ideale non è sempre un’opzione praticabile. Inoltre, molte soluzioni di riparazione a base polimerica disponibi-li non sono compatibili con una preparazione minima della superficie, il che comporta spesso il cedimento della ripara-zione. Questo articolo si focalizza sulla più recente tecnolo-gia epossidica disponibile, una nuova pasta bi-componente che permette di effettuare una riparazione rapida e duratura anche in aree contaminate da olio, in aree fredde e sott’ac-qua. Questo sistema di polimerizzazione a freddo ha un’ec-cellente adesione ai substrati preparati manualmente per i quali la sabbiatura non è un’opzione. Grazie alla sua capacità di polimerizzare a basse temperature e di essere applicato sott’acqua, questo prodotto è ideale per riparazioni a lungo termine di strutture offshore, splash zone e serbatoi navali.
Opening photo: Belzona 1212 applied to seal a tank leak.
Foto d’apertura: Belzona 1212 applicato per sigillare la perdita di un serbatoio.
© B
elzo
na P
olym
eric
s Ltd
.

ipcm® Protective Coatings - 2015 JUNE - N. 14 57
Levente BazsanyiBelzona Polymerics Ltd., Harrogate, England
IntroductionProducing faster curing epoxy materials and those curing at lower temperatures have long been goals of protective coatings and repair composites manufacturers. Improved production rates, reduced time, as well as the ability to apply materials at lower temperatures and extend equipment life are attractive benefits to the coating supplier, applicator, end-user and owner alike.A critical aspect of any coating or repair material is its ability to adhere to the substrate. Common standards for coatings and repair materials require at least a 75 micron angular profile and SA 2.5/NACE No. 2 /SSPC-SP 10 near white metal surface cleanliness. In addition, it is critical that the substrate be clean, dry and free of any contaminants. Unfortunately, meeting all these requirements in the field can often be difficult, if not impossible. New technology in polymeric materials has led to the development of an epoxy-based paste grade product that can be applied onto oily, wet and even underwater surfaces, which eases some of the typical surface preparation requirements. This material is effective at displacing contaminants from the substrate via a strong electronic affinity with the metallic substrate, which allows the epoxy to penetrate the profile and create a strong mechanical bond even without grit-blasting. Surfaces only need to be prepared to SSPC-SP 11 (power tool cleaning to bare metal).
Alternative solutions and their limitationsAdhesives currently available on the market do not tend to perform well when bonding to oil contaminated surfaces and substrates in wet or aquatic environments, especially at low
IntroduzioneLa produzione di materiali epossidici con polimerizzazione più veloce e con indurimento a temperature più basse è sta-to per molto tempo l’obiettivo dei produttori di rivestimenti protettivi e di composti di riparazione. Tassi di produttività mi-gliorati, tempi ridotti, possibilità di applicare i materiali a tem-perature più basse e vita di servizio più lunga delle attrezzature sono benefici molto interessanti per il fornitore di vernici, l’ap-plicatore, l’utilizzatore finale e il proprietario allo stesso modo.Un aspetto critico di ogni materiale di rivestimento o di ripa-razione è la sua capacità di aderire alla superficie. Gli standard comuni per vernici e materiali di riparazione richiedono un profilo angolare di almeno 75 micron e un grado di pulizia quasi bianco per la superficie di metallo secondo SA 2.5/NACE No. 2 /SSPC-SP 10. Inoltre, è fondamentale che il sub-strato sia asciutto e privo di contaminanti. Sfortunatamente, soddisfare tutti questi requisiti in cantiere è spesso molto dif-ficile, se non impossibile.Una nuova tecnologia nei materiali polimerici ha portato allo sviluppo di una pasta a base epossidica che può essere ap-plicata su superfici oleose, bagnate o situate sott’acqua e che snellisce alcuni dei requisiti tipici di preparazione della superfi-cie. Il materiale è efficace nell’eliminare i contaminanti dal sub-strato grazie a una forte affinità elettronica con la superficie metallica, che consente all’epossidico di penetrare il profilo e creare un forte legame meccanico anche in assenza di sabbia-tura. Le superfici hanno soltanto bisogno di essere preparate secondo SSPC-SP 11 (power tool cleaning to bare metal).
Soluzioni alternative e loro limitiGli adesivi attualmente disponibili sul mercato, tendenzial-mente, non hanno buone prestazioni quando devono legarsi a superfici contaminate da oli e situate in ambienti bagnati o acquatici, soprattutto a basse temperature. Gli adesivi di incol-
1
Dolly Pull Off Adhesion (ASTM D4541). Ground Mild Steel (SSPC-SP11 / ISO 8501-1 St3).
Dolly Pull Off Adhesion (ASTM D4541). Acciaio dolce rettifi cato (SSPC-SP11 / ISO 8501-1 St3).
1
© B
elzo
na P
olym
eric
s Ltd
.
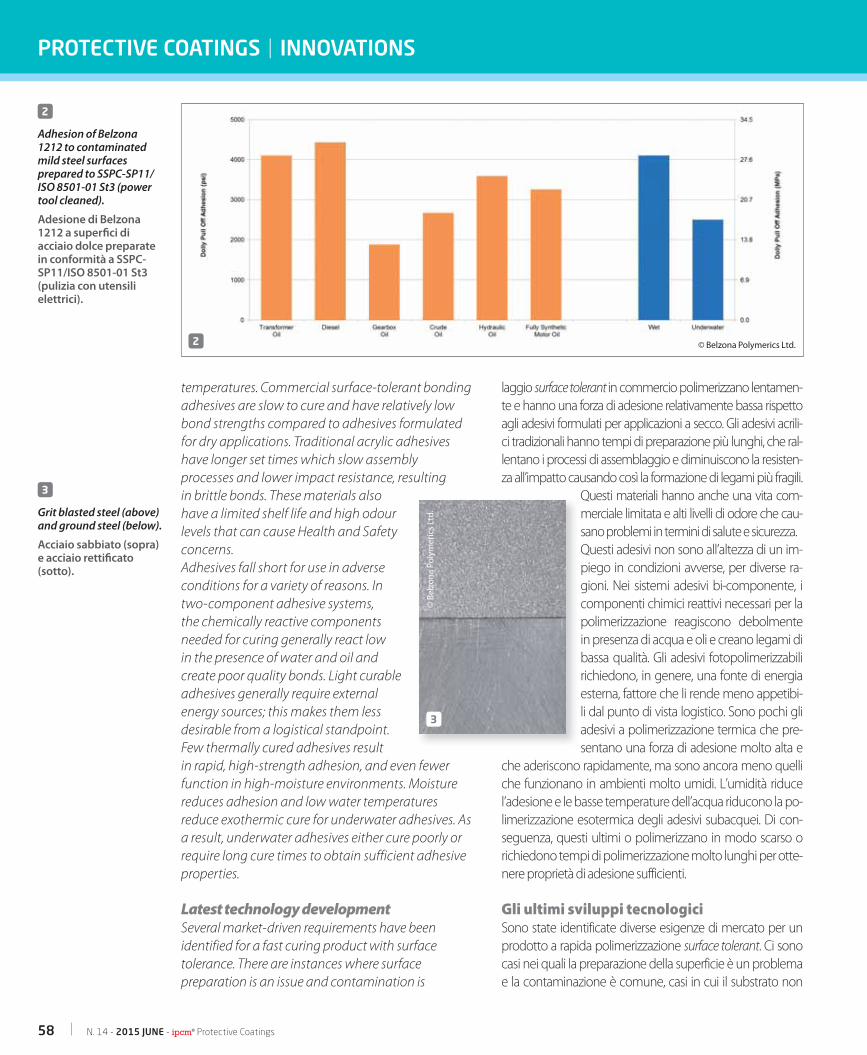
58 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | INNOVATIONS
temperatures. Commercial surface-tolerant bonding adhesives are slow to cure and have relatively low bond strengths compared to adhesives formulated for dry applications. Traditional acrylic adhesives have longer set times which slow assembly processes and lower impact resistance, resulting in brittle bonds. These materials also have a limited shelf life and high odour levels that can cause Health and Safety concerns. Adhesives fall short for use in adverse conditions for a variety of reasons. In two-component adhesive systems, the chemically reactive components needed for curing generally react low in the presence of water and oil and create poor quality bonds. Light curable adhesives generally require external energy sources; this makes them less desirable from a logistical standpoint. Few thermally cured adhesives result in rapid, high-strength adhesion, and even fewer function in high-moisture environments. Moisture reduces adhesion and low water temperatures reduce exothermic cure for underwater adhesives. As a result, underwater adhesives either cure poorly or require long cure times to obtain sufficient adhesive properties.
Latest technology developmentSeveral market-driven requirements have been identified for a fast curing product with surface tolerance. There are instances where surface preparation is an issue and contamination is
laggio surface tolerant in commercio polimerizzano lentamen-te e hanno una forza di adesione relativamente bassa rispetto agli adesivi formulati per applicazioni a secco. Gli adesivi acrili-ci tradizionali hanno tempi di preparazione più lunghi, che ral-lentano i processi di assemblaggio e diminuiscono la resisten-za all’impatto causando così la formazione di legami più fragili.
Questi materiali hanno anche una vita com-merciale limitata e alti livelli di odore che cau-sano problemi in termini di salute e sicurezza.Questi adesivi non sono all’altezza di un im-piego in condizioni avverse, per diverse ra-gioni. Nei sistemi adesivi bi-componente, i componenti chimici reattivi necessari per la polimerizzazione reagiscono debolmente in presenza di acqua e oli e creano legami di bassa qualità. Gli adesivi fotopolimerizzabili richiedono, in genere, una fonte di energia esterna, fattore che li rende meno appetibi-li dal punto di vista logistico. Sono pochi gli adesivi a polimerizzazione termica che pre-sentano una forza di adesione molto alta e
che aderiscono rapidamente, ma sono ancora meno quelli che funzionano in ambienti molto umidi. L’umidità riduce l’adesione e le basse temperature dell’acqua riducono la po-limerizzazione esotermica degli adesivi subacquei. Di con-seguenza, questi ultimi o polimerizzano in modo scarso o richiedono tempi di polimerizzazione molto lunghi per otte-nere proprietà di adesione sufficienti.
Gli ultimi sviluppi tecnologiciSono state identificate diverse esigenze di mercato per un prodotto a rapida polimerizzazione surface tolerant. Ci sono casi nei quali la preparazione della superficie è un problema e la contaminazione è comune, casi in cui il substrato non
3
© B
elzo
na P
olym
eric
s Ltd
.
2 © Belzona Polymerics Ltd.
2
Adhesion of Belzona 1212 to contaminated mild steel surfaces prepared to SSPC-SP11/ISO 8501-01 St3 (power tool cleaned).
Adesione di Belzona 1212 a superfi ci di acciaio dolce preparate in conformità a SSPC-SP11/ISO 8501-01 St3 (pulizia con utensili elettrici).
3
Grit blasted steel (above) and ground steel (below).
Acciaio sabbiato (sopra) e acciaio rettifi cato (sotto).
CL
EA
N • P R OTE C T • P R E SE
RV
E
CL
EA
N • P R OTE C T • P R E SE
RV
E
World Leaders
Cortec® provides environmentally safe corrosion protection solutions.
• Surface Preparation
• Water Based Coatings
• Concrete Reinforcement Protection
• Equipment Preservation
Have Responsibilities Too!
www.CortecVCI.com4119 White Bear Parkway
St. Paul, MN 55110
651-429-1100 • 800-426-7832
QU
ALITY SYSTEM REGISTERED
S Y S T E M R E G I S T E R E D
E N V I R O N M E N T A L
©Cortec Corporation 2011
IPCM Ad.indd 1 9/6/11 11:08 AM
Levente BazsanyiBelzona Polymerics Ltd., Harrogate, England
common, therefore the substrate cannot be fully cleaned or ideally profiled as required for many repair materials. The desire to minimise downtime and deal with adverse application conditions creates a need for a fast curing, surface tolerant repair material.New technology in polymeric materials has led to the development of the first fast curing epoxy-based, surface tolerant emergency repair metal, called Belzona 12121. This material opens new opportunities when ideal surface preparation of the metallic substrate cannot be achieved due to lack of time or resources and can reinstate equipment for years of service. With a high level of tolerance to surface contamination and excellent adhesion to manually prepared substrates, Belzona 1212 is set to become a preferred choice for emergency repair applications. After mixing of the two components, this material will cure rapidly as low as at 5°C (41°F).
può essere perfettamente pulito oppure profilato in modo ideale, come richiesto da molti materiali di riparazione. Il de-siderio di minimizzare i tempi di inattività e affrontare condi-zioni di applicazione avverse crea la richiesta di un materiale di riparazione a rapida polimerizzazione e surface tolerant.Una nuova tecnologia nei materiali polimerici ha portato al-lo sviluppo del primo materiale a polimerizzazione rapida, a base epossidica, surface tolerant per riparazioni di emergen-za del metallo, chiamato Belzona 12121. Questo materiale of-fre nuove opportunità quando non è possibile ottenere una perfetta preparazione della superficie del substrato metalli-co a causa della mancanza di tempo o di risorse. Il prodotto è in grado di ripristinare le attrezzature fornendo ulteriori anni di servizio. Con un alto livello di tolleranza alla contaminazio-ne superficiale e un’eccellente adesione ai substrati prepa-rati manualmente, Belzona 1212 è destinato a diventare la prima scelta per le riparazioni di emergenza. Dopo la misce-lazione dei due componenti, il materiale polimerizza veloce-mente fino alla temperatura di 5°C.
1 “Belzona Pioneers Multipurpose Metal Repair System for Oil Contaminated and Wet Surfaces, Even Underwater”, ipcm®_Protective Coatings n. 13, April 2015, pp. 22-25.
1 “Belzona pioniera nei sistemi polivalenti di riparazione del metallo per superfi ci contaminate da olio, acqua e sottomarine”, ipcm®_Protective Coatings n. 13, aprile 2015, pp. 22-25.
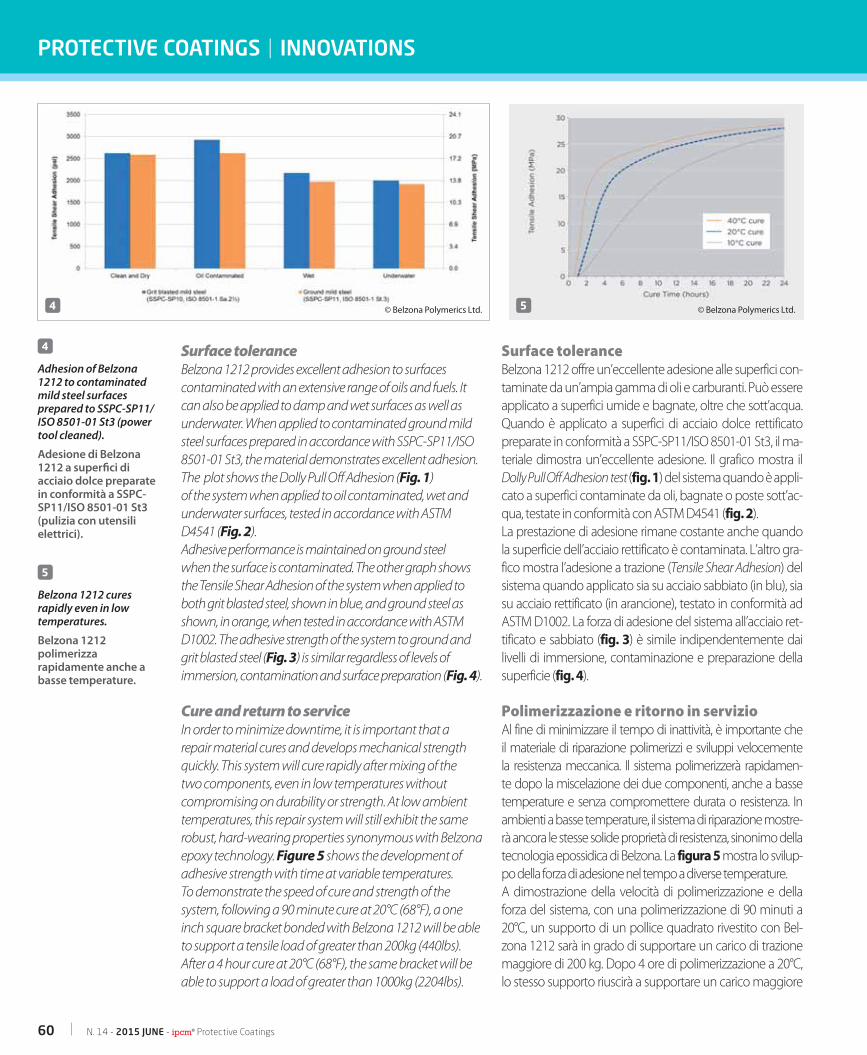
60 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | INNOVATIONS
Surface toleranceBelzona 1212 provides excellent adhesion to surfaces contaminated with an extensive range of oils and fuels. It can also be applied to damp and wet surfaces as well as underwater. When applied to contaminated ground mild steel surfaces prepared in accordance with SSPC-SP11/ISO 8501-01 St3, the material demonstrates excellent adhesion. The plot shows the Dolly Pull Off Adhesion (Fig. 1) of the system when applied to oil contaminated, wet and underwater surfaces, tested in accordance with ASTM D4541 (Fig. 2).Adhesive performance is maintained on ground steel when the surface is contaminated. The other graph shows the Tensile Shear Adhesion of the system when applied to both grit blasted steel, shown in blue, and ground steel as shown, in orange, when tested in accordance with ASTM D1002. The adhesive strength of the system to ground and grit blasted steel (Fig. 3) is similar regardless of levels of immersion, contamination and surface preparation (Fig. 4).
Cure and return to serviceIn order to minimize downtime, it is important that a repair material cures and develops mechanical strength quickly. This system will cure rapidly after mixing of the two components, even in low temperatures without compromising on durability or strength. At low ambient temperatures, this repair system will still exhibit the same robust, hard-wearing properties synonymous with Belzona epoxy technology. Figure 5 shows the development of adhesive strength with time at variable temperatures.To demonstrate the speed of cure and strength of the system, following a 90 minute cure at 20°C (68°F), a one inch square bracket bonded with Belzona 1212 will be able to support a tensile load of greater than 200kg (440lbs). After a 4 hour cure at 20°C (68°F), the same bracket will be able to support a load of greater than 1000kg (2204lbs).
Surface toleranceBelzona 1212 offre un’eccellente adesione alle superfici con-taminate da un’ampia gamma di oli e carburanti. Può essere applicato a superfici umide e bagnate, oltre che sott’acqua. Quando è applicato a superfici di acciaio dolce rettificato preparate in conformità a SSPC-SP11/ISO 8501-01 St3, il ma-teriale dimostra un’eccellente adesione. Il grafico mostra il Dolly Pull Off Adhesion test (fig. 1) del sistema quando è appli-cato a superfici contaminate da oli, bagnate o poste sott’ac-qua, testate in conformità con ASTM D4541 (fig. 2).La prestazione di adesione rimane costante anche quando la superficie dell’acciaio rettificato è contaminata. L’altro gra-fico mostra l’adesione a trazione (Tensile Shear Adhesion) del sistema quando applicato sia su acciaio sabbiato (in blu), sia su acciaio rettificato (in arancione), testato in conformità ad ASTM D1002. La forza di adesione del sistema all’acciaio ret-tificato e sabbiato (fig. 3) è simile indipendentemente dai livelli di immersione, contaminazione e preparazione della superficie (fig. 4).
Polimerizzazione e ritorno in servizioAl fine di minimizzare il tempo di inattività, è importante che il materiale di riparazione polimerizzi e sviluppi velocemente la resistenza meccanica. Il sistema polimerizzerà rapidamen-te dopo la miscelazione dei due componenti, anche a basse temperature e senza compromettere durata o resistenza. In ambienti a basse temperature, il sistema di riparazione mostre-rà ancora le stesse solide proprietà di resistenza, sinonimo della tecnologia epossidica di Belzona. La figura 5 mostra lo svilup-po della forza di adesione nel tempo a diverse temperature.A dimostrazione della velocità di polimerizzazione e della forza del sistema, con una polimerizzazione di 90 minuti a 20°C, un supporto di un pollice quadrato rivestito con Bel-zona 1212 sarà in grado di supportare un carico di trazione maggiore di 200 kg. Dopo 4 ore di polimerizzazione a 20°C, lo stesso supporto riuscirà a supportare un carico maggiore
4 5© Belzona Polymerics Ltd. © Belzona Polymerics Ltd.
4
Adhesion of Belzona 1212 to contaminated mild steel surfaces prepared to SSPC-SP11/ISO 8501-01 St3 (power tool cleaned).
Adesione di Belzona 1212 a superfi ci di acciaio dolce preparate in conformità a SSPC-SP11/ISO 8501-01 St3 (pulizia con utensili elettrici).
5
Belzona 1212 cures rapidly even in low temperatures.
Belzona 1212 polimerizza rapidamente anche a basse temperature.

ipcm® Protective Coatings - 2015 JUNE - N. 14 61
Levente BazsanyiBelzona Polymerics Ltd., Harrogate, England
The material will continue to develop mechanical strength and once fully cured, the bracket will be able to support a load in excess of 1800kg (3968lbs).
Mechanical strengthIn order to cope with harsh operating conditions, the material must be strong, durable and robust, where one of the most important characteristics is compressive strength, i.e. the ability of the material to resist failure when stressed axially under compressive load. When tested in accordance with ASTM D695, the compressive strength of the ambient cured system is typically 12375 psi (85.3 MPa), highlighting its high mechanical performance.
ConclusionsProduct suppliers, applicators, end-users and owners alike have long faced the challenge of reducing the level of surface preparation without degrading performance of the repair material. To overcome this apparent disparity between levels of cleanliness and product performance, many new products are being developed.New technology in polymeric materials has led to the development of a fast cure epoxy-based product which opens new opportunities when ideal surface preparation of the metallic substrate cannot be achieved due to lack of time or resources. Where conventional repair composites would be ineffective and perform poorly, Belzona 1212 bonds tenaciously onto steel substrates even when surface preparation is minimal or if the substrate is heavily contaminated with oil or water. Belzona 1212 provides a cost-effective repair that can reinstate equipment for years of service (Fig. 6). ‹
REFERENCES:1. ASTM D4541 Standard Test Method for Pull-Off Strength of Coatings Using
Portable Adhesion Testers (http://www.astm.org/)2. SSPC-SP 11 Power Tool Cleaning to Bare Metal (http://www.sspc.org/)3. ASTM D1002 Standard Test Method for Apparent Shear Strength of
Single-Lap-Joint Adhesively Bonded Metal Specimens by Tension Loading (Metal-to-Metal) (http://www.astm.org/)
4. Petrie, E. M. Handbook of Adhesives and Sealants; McGraw-Hill: New York, NY, 2000
5. Surface tolerant epoxy composite for emergency in-situ metal repair of oil contaminated, wet and underwater substrates (http://belzona.com/en/products/1000/1212.aspx)
6. Cold bonding eliminates through-wall corrosion (http://www.worldpumps.com/view/37454/cold-bonding-eliminates-through-wall-corrosion/)
di 1.000 kg. Il materiale continuerà a sviluppare forza mec-canica e, una volta completamente polimerizzato, riuscirà a sopportare un carico superiore a 1.800 kg.
Forza meccanicaPer far fronte alle difficili condizioni operative, il materiale de-ve essere forte, duraturo e resistente. Una delle caratteristi-
che più importanti è la resistenza alla compressione, ossia la capa-cità del materiale di resistere al danneggiamento quando sot-toposto a stress assiale con un carico di compressione. Testato in conformità con ASTM D695, la resistenza alla compressione del sistema con polimerizzazio-ne a temperatura ambiente è in genere di 12375 psi (85.3 MPa), a
dimostrazione delle sue elevate prestazioni meccaniche.
ConclusioniI fornitori di prodotti, gli applicatori, gli utilizzatori finali e i pro-prietari affrontano da molto tempo, allo stesso modo, il pro-blema di ridurre il livello di preparazione superficiale senza in-ficiare le prestazioni del materiale di riparazione. Per superare questa apparente disparità tra i livelli di pulizia e prestazione del prodotto, sono state sviluppate diverse nuove soluzioni.La nuova tecnologia nei materiali polimerici ha portato al-lo sviluppo di un prodotto a rapida polimerizzazione a base epossidica che apre le porte a nuove opportunità quando il livello ideale di preparazione della superficie di un substrato di metallo non può essere raggiunto, a causa della mancan-za di tempo e di risorse. Nei casi in cui i materiali compositi convenzionali di riparazione sarebbero inefficaci e offrireb-bero scarse prestazioni, Belzona 1212 riesce a legarsi tenace-mente alle superfici d’acciaio, anche quando la preparazione della superficie è minima o il substrato è pesantemente con-taminato da oli e acqua. Belzona 1212 offre una riparazione efficiente dal punto di vista dei costi che può ripristinare le attrezzature garantendo ulteriori anni di servizio (fig. 6). ‹
RIFERIMENTI:1. ASTM D4541 Standard Test Method for Pull-Off Strength of Coatings Using Portable
Adhesion Testers (http://www.astm.org/)2. SSPC-SP 11 Power Tool Cleaning to Bare Metal (http://www.sspc.org/)3. ASTM D1002 Standard Test Method for Apparent Shear Strength of Single-Lap-Joint
Adhesively Bonded Metal Specimens by Tension Loading (Metal-to-Metal) (http://www.astm.org/)
4. Petrie, E. M. Handbook of Adhesives and Sealants; McGraw-Hill: New York, NY, 20005. Surface tolerant epoxy composite for emergency in-situ metal repair of oil contaminat-
ed, wet and underwater substrates (http://belzona.com/en/products/1000/1212.aspx)6. Cold bonding eliminates through-wall corrosion (http://www.worldpumps.com/
view/37454/cold-bonding-eliminates-through-wall-corrosion/)
6
Belzona 1212 applied to seal a pipe leak.
Belzona 1212 applicato per sigillare la perdita di un tubo.
6 © Belzona Polymerics Ltd.
PROTECTIVE COATINGS | EXHIBITIONS CALENDAR
62 N. 14 - 2015 JUNE - ipcm® Protective Coatings
COATINGS & CORROSION 2015Auckland, New Zealand July 29-30, 2015 www.conferenz.co.nz/conferences/coatings-corrosion-conference-expo-2015
JULY 2015
MARINTEC SOUTH AMERICA 2015 Rio de Janeiro, Brazil August 11-13, 2015 marintecsa.com.br
ASCE PIPELINES CONFERENCE Baltimore, USAAugust 23-26, 2015www.pipelinesconference.org
AUGUST 2015
EUROCORR 2015 Graz, Austria September 6-10, 2015 www.eurocorr.org
XVII YUCORR International Conference Tara, Serbia September 8-10, 2015 www.sitzam.org.rs/YucorrXVII/index.html
CORROSION MANAGEMENT SUMMIT Abu Dhabi, UAE September 13-16, 2015 www.corrosionmanagementme.com
PIPELINE WEEK The Woodlands, TX, USA September 15-17, 2015 www.pipelineweek.com
CORROSION TECHNOLOGY WEEK Austin, TX, USA September 20-24, 2015 http://ctw.nace.org
NEVA 2015 St. Petersburg, Russia September 22-25, 2015 neva.transtec-neva.com
MARINE MAINTENANCE WORLD EXPO Antwerp, Belgium September 29-October 1, 2015 www.marinemaintenanceworldexpo.com
SALONE NAUTICO Genoa, Italy September 30- October 05, 2015 http://salonenautico.com
SEPTEMBER 2015
MS&T Material Science and Technology Columbus, OH, USA October 04-08, 2015 http://matscitech.org
ISE Annual Meeting 2015 Taipei, Taiwan October 04-09, 2015 www.ise-online.org
ARGENTINA OIL&GAS EXPO Buenos Aires, Argentina October 05-08, 2015 www.aogexpo.com.ar
228th ECS Meeting Phoenix, AZ - USA October 11-16, 2015 www.electrochem.org/meetings/biannual/228/
AMOX 2015 Kuala Lampur, Malaysia October 21-23, 2015 www.malaysia-marine.com
PCVExpo Moscow, Russia October 27-30, 2015 www.pcvexpo.ru
OCTOBER 2015
by Paola Giraldoipcm ®
ipcm® Protective Coatings - 2015 JUNE - N. 14 63
SSPC 2016 San Antonio, TX, USA January 18-21, 2016 http://sspc2016.com
JANUARY 2016
16th MIDDLEAST CORROSION CONFERENCE & EXHIBITION Manam, Bahrain February 8-11, 2016 www.mecconline.org
PIPELINE COATING Austria, Vienna February 16-18, 2016 www.amiplastics-na.com
FEBRUARY 2016
CORROSION 2016 Vancouver, Canada March 06-10, 2016 http://nacecorrosion.org
STOCEXPO 2016Antwerp, BelgiumMarch 15-17, 2016 www.stocexpo.com
CHINA MARITIME 2016 Beijing. China March 23-26, 2016 http://www.chinamaritime.com.cn/en/
MARCH 2016
CORROSION & PREVENTION Adelaide, Australia November 15-18, 2015 www.acaconference.com.au
EWEA 2015 Annual Event Paris, France November 17-20, 2015 www.ewea.org/annual2015/
CORCON Chennai, India November 19-21, 2015 www.corcon.org
SAOGE 2015 Dammam, Saudi Arabia November 23-25, 2015 www.saoge.org
NOVEMBER 2015

64 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | ZOOM ON EVENTS
INDUSTRIAL VALVE SUMMIT CLOSES WITH 5,700 ENTRIES, 35% FOREIGNERSIndustrial Valve Summit chiude con 5.700 ingressi, 35% gli stranieri
G reat success for the first edition of IVS - Industrial Valve Summit, the new event dedicated to the industrial valves and flow control solutions supply chain hosted
by the exhibition center of Bergamo (Italy). In the two days open to the public more than 5,700 industry operators took part to the event.One of the strong points of Industrial Valve Summit was the international aspect immediately assumed since the beginning: Foreign visitors, in fact, were about 35% of the
Grande successo per la prima edizione di IVS - Industrial Valve Summit, la nuova manifestazione dedicata alla fi-liera delle valvole industriali e del flow control ospitata
dal polo fieristico di Bergamo. Nelle due giornate di apertura al pubblico sono stati oltre 5.700 gli operatori del settore che han-no preso parte all’evento. Uno dei punti di forza di Industrial Valve Summit è stato quello di assumere fin da subito un respiro internazionale: i visitato-ri stranieri, infatti, sono stati circa il 35% del totale. Particolar-
1
Great success for the fi rst edition of IVS, with more than 5,700 industry operators that took part to the event.
Grande successo per la prima edizione di IVS, con oltre 5.700 operatori che hanno preso parte all’evento.
1
© In
dust
rial V
alve
Sum
mit

ipcm® Protective Coatings - 2015 JUNE - N. 14 65
total. Particularly numerous stakeholders were from the European Union, Persian Gulf Countries, Far East, North America, India and North Africa. All countries where are traditionally exported industrial valves produced in our country, in particular the ones used in the Oil&Gas sector where Italy is worldwide leader.Always crowded the stands and the conference sessions, as proof of the interest aroused by the first edition of IVS. The industry operators occurred to IVS 2015 had the chance to learn about the most advanced technologies in the field of industrial valves and flow control, thanks to the presence of more than 150 companies, with more than 6,000 square meters of occupied floor space.Important focus was driven to the scientific and technological innovation. Within the Industrial Valve Summit it was also held an International Conference, with the presentation of 48 memories with high level of innovation and over 60% of International speakers. Great participation attested by the presence of about 350 Conference delegates visiting during the two days of the event.From May 25th until May 28th, in parallel with the Industrial Valve Summit 2015 was held the first multidisciplinary set of training courses, specifically developed by the Valve Industry stakeholders to raise the skill levels of key personnel involved in the entire valve chain supply. Promoted by the association VALVEcampus, in collaboration with Confindustria Bergamo and the University of Bergamo, the first training cycle was attended by about 70 people.Thanks to the excellent feedback of the event, the dates of the second edition of Industrial Valve Summit have been already announced, to be held on the 24th and 25th of May 2017.For further information: www.industrialvalvesummit.com ‹
mente numero-si gli operatori del settore pro-venienti dall’U-nione Europea, dai Paesi del Golfo, dall’E-stremo Oriente, dal Nord Ame-rica, dall’India e dal Nord Africa. Tutti Paesi do-ve vengono tra-d i z i o n a l m e n t e esportate le val-vole industria-li prodotte nel nostro Paese, in particolare quelle destinate all’Oil&Gas, set-tore nel quale l’I-talia è leader a li-vello mondiale.
Sempre affollati gli stand espositivi e le sessioni congressuali, a riprova dell’interesse suscitato dalla prima edizione di IVS. Gli operatori di settore intervenuti ad IVS 2015 hanno avuto modo di conoscere da vicino le tecnologie più avanzate nel settore delle valvole industriali e del flow control, grazie alla presenza di oltre 150 aziende per circa seimila metri quadrati di superficie occupata. Non è mancata l’attenzione all’innovazione scientifica e tecnolo-gica. Nell’ambito dell’Industrial Valve Summit si è tenuto anche un Congresso internazionale, con la presentazione di 48 memo-rie ad alto contenuto di innovazione con oltre il 60% di relatori di estrazione internazionale. In totale sono intervenuti alla due giorni circa 350 delegati congressuali.Dal 25 al 28 maggio, in parallelo con Industrial Valve Summit 2015, si è tenuta anche la prima serie di corsi multidisciplinari di Valve Campus: un nuovo programma formativo appositamente sviluppato per gli operatori della filiera delle valvole industria-li. Promosso dall’associazione VALVEcampus, in collaborazione con Confindustria Bergamo e Università degli Studi di Bergamo, il primo ciclo formativo ha visto la partecipazione di circa 70 per-sone. Anche grazie all’ottimo riscontro della manifestazione, sono sta-te già annunciate le date della seconda edizione di Industrial Valve Summit, che si terrà il 24 e 25 maggio 2017.Per maggiori informazioni: www.industrialvalvesummit.com ‹
2
The exhibition center of Bergamo (Italy).
Il polo fi eristico di Bergamo.
© Industrial Valve Summit2

66 N. 14 - 2015 JUNE - ipcm® Protective Coatings
PROTECTIVE COATINGS | ZOOM ON EVENTS
EUROCORR 2015, THE EUROPEAN CORROSION CONGRESS, IS APPROACHINGEUROCORR 2015, il Congresso Europeo sulla Corrosione, si avvicina
A SMET (Austrian Society for Metallurgy and Materials) ospiterà il Congresso Europeo sulla Corrosione, EUROCORR 2015. La con-ferenza, organizzata da EFC, DECHEMA e ASMET, si terrà allo
Stadthalle di Graz (Austria), da 6 al 10 settembre 2015.
Eurocorr è il Congresso Europeo sulla Corrosione. L’evento annuale della Federazione Europea sulla Corrosione ospiterà tra gli 800 e i 900 parteci-panti. Inoltre, saranno presentate più di 450 presentazioni orali, e sono sta-te accettate più di 250 sessioni poster.Sarà presente anche un’area espositiva con più di 40 espositori, nella qua-le le aziende e gli istituti che si occupano di materiali, caratterizzazione dei materiali e protezione dalla corrosione avranno la possibilità di mostrare i loro prodotti e servizi.
ASMET, the Austrian Society for Metallurgy and Materials, is proud to host the European Corrosion Congress EUROCORR 2015. The conference, organized by EFC, DECHEMA and ASMET, will
take place in Graz at the Stadthalle, from 6-10 September 2015.
Eurocorr is the European Corrosion Congress. It is the annual event of the European Federation of Corrosion and hosts between 800 and 900 participants. Over 450 oral presentations will be presented, more than 250 posters have been accepted.There will be a large exhibition with more than 40 exhibitors, where companies and institutes dealing with materials, material characterization and corrosion protection will have a possibility to show their products and services.
1
The Stadthalle Graz congress venue.
Stadthalle Graz, sede del congresso.
1 © ASMET

ipcm® Protective Coatings - 2015 JUNE - N. 14 67
Four world leading scientists will give plenary lectures to the topics passivity, CO2 corrosion in oil and gas production, high temperature corrosion and hydrogen embrittlement. The scientific program is divided in 20 symposia in different fields of corrosion. Up to 10 parallel sessions will be held simultaneously.The Stadthalle Graz (Fig. 1) is an ideal congress venue, located within easy reach of the city centre, hotels in direct proximity and only 10 km away from the Airport Graz.The city of Graz has been included in the UNESCO list of World Heritage Sites. It is committed to embracing design and the creative industries as a strategic tool for socio economic and cultural development with its strong history of design culture.Graz, or rather Austria, is well known for its Austrian great hospitality and the fantastic white wines, unique pumpkin seed oil, delicious cured meats and exquisite schnaps form the perfect basis for a culture of top class cuisine that pays heed to the regional and nonchalantly integrates the international.The conference will continue a successful series of corrosion science conferences. Main objective is to foster knowledge transfer and exchange of experiences amongst delegates with academic and industrial backgrounds. The motto of EUROCORR 2015 will be “Earth, Water, Fire, Air, Corrosion happens everywhere”.This motto shall give to anyone the recognition that corrosion is a major concern for peoples infrastructure all over the world and that the organizers also try to bring a positively tuned well feeling into the event. The conference aims to assert the critical role of corrosion science, technology and engineering in extending the lifecycle of materials in all different fields of applications (earth, fire, water, air).ASMET also will offer a great social program to get to know this charming and attractive city and its lovely surroundings. Among the wonderful trip “A dream in white” it will be possible to visit the home of the famous white horses of the Spanish Riding School - the Lipizzaner stud farm in Western Styria (Fig. 2), the tasty wine - or apple - route or the fabulous castle route.For further information: www.eurocorr2015.org ‹
Quattro dei più importanti scienziati al mondo effettueranno letture ple-narie su temi come passività, corrosione da CO2 nella produzione oil & gas, corrosione da alte temperature e infragilimento da idrogeno. Il program-ma scientifico è diviso in 20 simposi su diversi settori della corrosione.
Si svolgeranno fino a 10 sessioni parallele con-temporaneamente.Stadthalle Graz (fig. 1) è una sede congressuale ideale, a poca distanza dal centro cittadino, con ho-tel vicini e situata a soli 10 km dall’aeroporto di Graz.La città di Graz è stata in-clusa nella lista UNESCO dei siti patrimonio dell’u-manità. È impegnata nel promuovere il design e le industrie creative come strumento strategico per lo sviluppo socio econo-mico e culturale, in linea con la sua forte storia di cultura del design. Graz, e in generale l’Austria, è famosa per la
grande ospitalità austriaca e i fantastici vini bianchi, l’olio di semi di zucca, i salumi deliziosi e le grappe squisite, che formano la base perfetta di una cultura della cucina di alta classe che rispetta la tradizione locale mesco-landola in modo armonioso con elementi internazionali.La conferenza rappresenta il proseguo di una serie di successo di confe-renze scientifiche sulla corrosione. L’obiettivo principale è stimolare il tra-sferimento della conoscenza e lo scambio di esperienze tra i delegati con background accademici e industriali. Il tema principale di EUROCORR 2015 sarà “Earth, Water, Fire, Air, Corrosion happens everywhere” (“Terra, Acqua, Fuoco, Aria, la corrosione avviene ovunque”).Questo motto dovrebbe dare a tutti la consapevolezza che la corrosione è un grosso problema per le infrastrutture civili di tutto il mondo e mostra-re come gli organizzatori cerchino anche di portare una nota di positività all’evento. La conferenza mira ad affermare il ruolo critico svolto da scien-za, tecnologia e ingegneria della corrosione nell’aumentare la vita di servi-zio dei materiali in tutti i diversi settori di applicazione (terra, fuoco, acqua, aria).ASMET offrirà inoltre un ampio programma sociale per far conoscere il fa-scino della città e dei suoi dintorni. Con il meraviglioso viaggio “A dream in white” sarà possibile visitare la casa dei famosi cavalli bianchi della Scuola di Equitazione Spagnola - la scuderia dei Lipizzani nella Stiria Occidentale (fig. 2) – la strada del vino (o delle mele) o visitare il castello.Per maggiori informazioni: www.eurocorr2015.org ‹
2
Lipizzaner studs.
I cavalli Lipizzani.
2
© A
SMET
Registrazione al Tribunale di Monza N° 4 del 26 Marzo 2012Eos Mktg&Communication srl è iscritta nel Registro degli Operatori di Comunicazione con il numero 19244
POSTE ITALIANE SPA – SPED. IN A.P. 70% LO/MILANO
SERVICE SUBSCRIPTION - SERVIZIO ABBONAMENTI:Sale only on subscription - Vendita solo su abbonamentoE.mail [email protected]
Single copy - Fascicolo singolo: 15,00 euroBack issues - Arretrati: 30,00 euro
Subscription Rates 2015 - Tariff e Abbonamento 2015:Italy/Abroad 50,00 € - Italia/Estero 50,00 €
Subscription Rates 2015 digital versionAbbonamento 2015 versione digitale:35,00 € + iva
It is forbidden to reproduce articles and illustrations of “ipcm®” without authorization and without mentioning the source. The ideas expressed by the authors do not commit nor magazine nor eos Mktg&Communication S.r.l and responsibility for what is published is the authors themselves.
È vietata la riproduzione di articoli e illustrazioni di “ipcm®” senza autorizzazione e senza citarne la fonte. Le idee espresse dagli autori non impegnano nè la rivista nè eos Mktg&Communication S.r.l e la responsabilità di quanto viene pubblicato rimane degli autori stessi.
Gli abbonamenti possono essere sottoscritti versando il relativo importo a mezzo b/b IBAN IT97F0844033270000000084801 intestato a eos Mktg&Communication Srl.
L’Iva sugli abbonamenti, nonchè sulla vendita di singole copie è assolta ai sensi dell’art.74 comma 1 lett. C DPR 633/72, DM 29/12/1989.
Subscriptions can be made by bank transfer to the following account: Eos Mktg&Communication SrlIBAN IT97F0844033270000000084801.
SWIFT CODE CRCBIT22.The VAT on subscriptions and sale of single copies is over
Antonio Amati:Tank lining and special coatings
Enzo Dell’Orto:Shot-blasting technologies
Vittorio Grassi:Heat treatment
Ing. Angelo Locaspi:Fluorinated Coatings
Ing. Ilario Maconi:Materials Engineer, Nace inspector lev.2 - quality inspections of coatings
Loris Loschi:Protective coatings application
Eos Mktg&Communication [email protected]
Redazione - Sede Legale:Via Giacomo Matteotti, 1620811 - Cesano Maderno (MB) - Italy
TECHNICAL ADVISORY BOARD
Questo periodico è associatoall’Unione Stampa Periodica Italiana
LAYOUT/ IMPAGINAZIONELASER GRAFICA 90www.lasergrafica.it
PRINT/ STAMPAA.G. PRINTING SRLwww.agprinting.it
EDITOR IN CHIEF / DIRETTORE RESPONSABILEALESSIA VENTURI [email protected]
EDITORIAL DIRECTOR / DIRETTORE EDITORIALEMASSIMO [email protected]
EDITORIAL OFFICE / REDAZIONEPAOLA [email protected]
LUCA [email protected]
MONICA [email protected]
MEDIA SALES FRANCESCO [email protected]
NICOLE [email protected]
The new international magazine about corrosion control and prevention
La nuova rivista internazionalesul controllo e la prevenzionedella corrosione
20154th Year
QuarterlyN°14-June
ipcm digital onwww.ipcm.it
ISSN 2282-1767The new international magazine about corrosion control and prevention
ProtectiveCoatings
®
Prof. Massimiliano Bestetti:Department of Chemistry, Material and Chemical Engineering, Politecnico of Milan – Section of Applied Chemistry and Physics
Prof. Paolo Gronchi:Department of Chemistry, Material and Chemical Engineering, Politecnico of Milan – Chemical Engineering Section
Ivano Pastorelli:Measurement and quality control
Prof. Fabrizio Pirri:Department of Material Sciences and Chemical Engineering, Politecnico of Turin, Micro and Nanosystems, Nanomaterials and Surfaces
M.d.L. Paolo Rami:Rail and Tram
Edoardo Tevere:Indipendent Nace inspector lev. 3 QC/QA
Dr. Antonio Tolotto:Marine and industrial anticorrosivecoating cycles
Ing. Luca Valentinelli:Materials Engineer, PhD, Nace inspector lev.3
EDITORIAL BOARD
ProtectiveCoatings
®
EXTREME ENVIRONMENTS DEMAND
SUPERIOR PROTECTION
NNOVENTIONSICoatings for l ife
www.innoventions.euwww.zinga.eu
I T ’ S T I M EF O R