Embed Size (px)
Citation preview

Advances and Prospects of Isobutane Alkylation on Solid Catalysts Block 2, Forum 9 paper
Advances and Prospects of Isobutane Alkylation on Solid Catalysts Johannes A. Lercher, TU Muenchen Roberta Olindo, Technische Universität München Carsten Sievers</author><affiliation>
Abstract:
Alkylation of isobutane with n-butene is one of the important routes to provide high octane components that can substitute aromatic molecules in gasoline. Traditionally, this route is catalyzed by sulfuric and hydrofluoric acid. Solid acid catalysts have been explored frequently, but have not been commercially implemented to date. This is related to the necessity of frequent regenerations, complex handling of solid catalysts in a liquid-solid system and inherent differences in the reactivity towards n-butene and isobutane. The main drawback in the use of solid catalysts for isobutane alkylation is their rapid deactivation, which so far has prevented their industrial application.
Over the last years, significant progress has been made in this field, leading to the successful development of alkylation technology on a pilot stage. Insight into surface chemistry, the advances in catalyst preparation and the integration with novel reactor technology led to remarkable progress. Catalysts, which surpass the lifetime of sulfuric acid by three orders of magnitude, show potential for economic feasibility based on frequent mild regenerations. This progress has been made possible by enhancing the key quality of the solid catalysts, which is the hydride transfer between the surface bound species and the isobutane.
The lecture will review the potential and limitations of current chemical and engineering concepts and will give an outlook to new developments in isobutane alkylation.
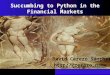
Introduction The alkylate produced from isobutane/butene alkylation is an excellent blending component for gasoline. In 2005 the worldwide alkylation capacity amounted to approximately 2 million bpd and it is expected to grow further Figure 1. In fact, due to increasingly strict legislation, the concentration of alkenes and aromatics in the gasoline will be more and more limited in the next years. Additionally, methyl-tertiary-butyl ether (MTBE), a high-octane-number oxygenate, is likely to be prohibited as a gasoline compound.
HF H2SO4 total
0
500
1000
1500
2000
2500
1930 1950 1970 1990 2010
Year
Alk
ylat
e ca
paci
ty /
thou
sand
bpb
Alk
ylat
e ca
paci
ty /
thou
sand
bpd
Year
Figure 1. World alkylation capacity (Taken from [1]).
Copyright © World Petroleum Congress – all rights reserved

Advances and Prospects of Isobutane Alkylation on Solid Catalysts Block 2, Forum 9 paper
Currently, only liquid acid-catalyzed processes are operated on an industrial scale with approximately equal market shares for processes using sulfuric and hydrofluoric acid. Both of these catalysts suffer from serious disadvantages.
Anhydrous HF is a corrosive and highly toxic liquid with a boiling point close to room temperature. Therefore, refineries with HF alkylation plants are under pressure to install expensive mitigation systems minimizing the dangers of HF leaks. Moreover, authorities in many industrialized countries have ceased to license new HF alkylation plants.
Sulfuric acid is also a corrosive liquid, but not volatile, making its handling easier. Its major disadvantage is the high acid consumption in the alkylation process, which can be as much as 70–100 kg of acid/ton of alkylate. The spent acid contains water and heavy hydrocarbons and has to be regenerated, usually by burning. The cost of such a regenerated acid is about 2–3 times the market price for freshly produced sulfuric acid [2].
In the last 30 years considerable efforts have been made to replace the existing liquid catalysts by solid materials, which are environmentally benign and easier to handle. Among them the most promising candidates seem to be zeolites. Pioneering work on this field was done by groups at Mobil Oil [3] and Sun Oil [4] using rare earth exchanged zeolites. In general, all large-pore zeolites are active alkylation catalysts, giving product distributions similar to those characteristic of the liquid acids, but, due to their rapid deactivation, an efficient regeneration procedure is necessary. So far this has been the obstacle to commercialization. Other solid materials tested in alkylation include sulfated zirconia, supported Brųnsted and Lewis acids, heteropolyacids and organic resins.
The aim of this paper is to present a general overview on research development for alkylation processes. A special emphasis will be given only on recent results as a detailed review has been published recently [5]. Further reviews have been published on both liquid and solid acid catalysts [6] and on solid acid catalysts alone [7].
Mechanistic aspects
Initiation Independently of the acid used, the mechanism of isobutane/butene alkylation is essentially the same [8]. The reaction is initiated by the addition of the acid to the double bond of an olefin (reaction 1). With sulfuric and hydrofluoric acids alkyl sulfates and fluorides are formed. In zeolites this reaction leads to the formation of surface alkoxides rather than free carbenium ions [9]. However, in literature these species are often referred to as carbenium ions.
Branched alkenes do not form esters. It is believed that they easily protonate and polymerized [10].
Direct activation of isobutane by protonation is only observed at temperatures significantly higher than those used in typical alkylation reactions [11]. When the olefin is activated it can abstract a hydride from isobutane to form a tert-butyl carbenium ion (reaction 2).
(1)
(2)
Alkene addition and isomerization Once tertiary carbenium ions have been formed, they can undergo electrophilic addition to further alkene molecules forming a larger carbenium ion. When 2-butene is used as alkylation agent the reaction mainly yields trimethylpentane (TMP) isomers. The primary product of the addition would be 2,2,3-TMP. However, large amounts of other TMP isomers are usually observed indicating that isomerization of the primary products plays a significant role. The
+ HX +
X+ X-
+ + + +Hydride transfer
Copyright © World Petroleum Congress – all rights reserved

Advances and Prospects of Isobutane Alkylation on Solid Catalysts Block 2, Forum 9 paper
addition of a carbenium ion to an olefin is exothermic and of all the reaction steps contributes most to the overall heat of reaction.
(3)
Hydride transfer Intermolecular hydride transfer (reaction 4), typically from isobutane, to an alkylcarbenium ion/alkoxi group, transforms the species into the corresponding alkane and forms a new tert-butyl cation to continue the chain sequence. Hydride transfer is the elementary step that ensures the perpetuation of the catalytic cycle. A sufficiently high hydride transfer activity is necessary to prevent oligomerization.
The hydride donor does not necessarily have to be isobutane. In sulfuric acid catalyzed alkylation hydrides from conjunct polymers are transferred to carbenium ions. Sulfuric acid containing 4-6 wt% of conjunct polymers produces a much higher quality alkylate than acids without acid-soluble oil [12]. Similar compounds are also formed in zeolite catalyzed alkylation. Several groups proposed that these compounds might be responsible for the deactivation of zeolite catalysts [13,14]. Despite the importance of this elementary step, there are few studies, in which the kinetics of hydride transfer was investigated directly [11,15,16]. Platon and Thomson proposed a test reaction, in which the hydride transfer occurs between a cyclohexylcarbenium ion and isobutane using the fact that cyclohexene is moderately stable against polymerization [17,18].
Oligomerization and cracking The overall product distribution is governed by the relative rates of alkene addition and hydride transfer. As depicted in Figure 2, the ratio between rate constant for the addition of an olefin k3 and the rate constant for the hydride transfer step k2 determines whether the catalyst will effectively catalyse the alkylation or deactivates quickly through multiple alkylation/oligomerization reactions [19].
C4+
OC8
+ C12+ C16
+O O
C8 C12
k1
k2 k4
k3 k5
P P
...C4+
OC8
+ C12+ C16
+O O
C8 C12
k1
k2 k4
k3 k5
P P
...
Figure 2: Pathway to oligomerization products (adapted from [19]). Not only alkene addition but also the reverse reaction, i.e., cracking, is observed under alkylation conditions. This explains the detection of products with carbon numbers, which are not multiples of four. The fragments are formed following the β-scission rule (reaction 5). In general, oligomerization and cracking products exhibit octane numbers lower than the TMPs. Average RON values of 92-93 for C5-C7 and of 80-85 for C9-C16 have been reported [20].
The reactions discussed so far can occur in various combinations and proportions allowing the formation of a large variety of compounds.
(4) + + + +
++
+
Copyright © World Petroleum Congress – all rights reserved

Advances and Prospects of Isobutane Alkylation on Solid Catalysts Block 2, Forum 9 paper
(5)
Deactivation Oligomerization is the main cause for catalyst deactivation. Although a certain amount of conjunct polymers is beneficial during sulfuric acid catalyzed alkylation the catalyst becomes inactive when their concentration exceeds a certain critical level. During liquid-phase alkylation compounds with single or conjugated double bonds and five- and six membered rings are observed [14,21]. Usually, one would not expect aromatic molecules to form under the conditions of alkylation reactions. However, a series of condensation, hydride abstraction and cyclization reactions might lead to the formation of alkyl-substituted rings (reactions 6 and 7).
(6
)
(7
)
Developments of new alkylation catalysts
Zeolites Adsorption of hydrocarbons One of the major differences between acidic zeolites and liquid acids is their selective and strong chemisorption of unsaturated compounds. Therefore, considerable concentrations of alkenes are found in the zeolite pores, even if the alkene concentration in the bulk is kept at a low level. This favors oligomerization of the alkene and thus deactivation of the catalyst. Consequently, the control of the alkene concentration is the key for providing zeolite catalysts with reasonable lifetimes.
An important feature for the adsorption of hydrocarbons in zeolites is the linear increase of the heat of adsorption with increasing chain length [22] (
Figure 3a and b). The value of this increase depends on the size and shape of zeolite pores. As a result different apparent activation energies are observed for the transformation of hydrocarbons with different chain lengths. However, the same intrinsic activation energies were found [23]. As a consequence of the increase of the heat of adsorption with the chain length, the rate of desorption decreases by four orders of magnitude with each butene unit added (
Figure 3c). The tremendous difference illustrates the difficulties encountered for removing oligomers from the zeolite pores.
Figure 3b demonstrates that, in addition to the heat of adsorption from physisorption, a relatively small amount of heat is generated by the directed interaction of the Brųnsted acid sites with the sorbate (chemisorption).
++ +
+ H++
+
HT +
+ H+ +
HT +
Copyright © World Petroleum Congress – all rights reserved

Advances and Prospects of Isobutane Alkylation on Solid Catalysts Block 2, Forum 9 paper
2 4 6 8 100
20
40
60
80
100
120
Carbon number
Hea
t of a
dsor
ptio
n [k
J/m
ol]
H-MFI MFI H-FAU FAU
a) b)
100
102
104
106
108
1010
1012
1014
k C8/kC12
k C8/kC16
k C8/kC20
rela
tive
deso
rptio
n ra
tes
c)
2 4 6 8 100
20
40
60
80
100
120
Carbon number
Hea
t of a
dsor
ptio
n [k
J/m
ol]
H-MFI MFI H-FAU FAU
a) b)
100
102
104
106
108
1010
1012
1014
k C8/kC12
k C8/kC16
k C8/kC20
rela
tive
deso
rptio
n ra
tes
c)
100
102
104
106
108
1010
1012
1014
k C8/kC12
k C8/kC16
k C8/kC20
rela
tive
deso
rptio
n ra
tes
c)
Figure 3: a) Hydrocarbon in interaction with zeolite framework. b) Heat of adsorption as a function of carbon number for zeolites MFI and FAU in the acidic and non-acidic form. c) Relative desorption rates
of a C12, C16 and C20 alkane compared to octane.
Acidity Unlike for liquid acids, zeolite acid sites vary substantially in nature and strength. Different reaction steps require a different acid strength. Only weak acid sites are needed for double bond isomerization in alkene, whereas somewhat stronger sites are necessary for oligomerization. Alkylation needs moderately strong acid sites and very strong acid sites are required for cracking.
It is beyond discussion that Brųnsted acid sites are the active sites for alkylation. However, different opinions exist about the ideal strength of these sites [24,25]. It is well known that the strong Brųnsted acid sites deactivate first. Once this has happened, the selectivity shifts towards oligomerization and, so, the deactivation process accelerates (Figure 4). This is explained by the fact that the olefinic oligomers add to existing carbenium ions generating so large hydrocarbon frameworks that desorption via hydride transfer is not possible.
0
20
40
60
80
100
0 5 10 15 20Time on stream (h)
Con
vers
ion
(%)
0
20
40
60
80
100
0 5 10 15 20Time on stream (h)
Con
vers
ion
(%)
Figure 4: Typical time-on-stream behavior of a LaX zeolite during isobutane/butene alkylation. Taken from reference [26].
Lewis acid sites in zeolites result from a partial destruction of the zeolite lattice. During calcination aluminum is partially hydrolyzed from the zeolite lattice and forms extra-framework aluminum oxide species (EFAL). This is enhanced in presence of water. Some of the species formed in this way exhibit strong Lewis acidity. Another source of Lewis acid sites are metal ions on ion-exchange positions. However, most of these metals exhibit Lewis-acidity weaker than aluminum species. It has been shown in several studies that Lewis acid sites are responsible for the formation of unsaturated compounds in zeolite pores [21,24]. The increased concentration of these compounds leads to premature catalyst deactivation [25].
Copyright © World Petroleum Congress – all rights reserved

Advances and Prospects of Isobutane Alkylation on Solid Catalysts Block 2, Forum 9 paper
Silicon/aluminum ratio The aluminum content of a zeolite influences its acidity. The decrease of the Si/Al ratio leads to an increase of the concentration of Brųnsted acid sites, while the strength of the individual acid sites decreases. In contrast to this general trend, several authors have found that the ratio between strong and weak acid sites increases with decreasing Si/Al ratio [27-29]. This leads to a beneficial effect on the alkylation performance, because low Si/Al zeolites favor the hydride transfer [30,31]. However, a low Si/Al ratio reduces the thermal stability of the zeolite leading to materials, which are more prone to dealumination.
Exchange with rare earth cations could be used to induce increased acidity and stability [32,33].
Structure types of zeolites For zeolite catalyzed alkylation large pore zeolites are needed. In materials with small pores diffusion limitations become a major obstacle and higher operating temperatures are needed. With large pore materials the product distribution resembles the typical alkylate from liquid catalyzed processes. Yoo et al. compared various large pore zeolites and found that zeolite BEA exhibited the best time-on-stream behavior in both lifetime and TMP selectivity [34]. ZSM-12 also showed a long lifetime but obviously catalyzed oligomerization instead of alkylation. USY, MOR and LTL were found to deactivate quickly. The authors concluded that zeolites without periodic expansions do not allow extensive coke formation and hence deactivate at a slower rate. In contrast to these results, other groups found significant coke deposition in H-BEA zeolite [25]. However, it has to be mentioned that it is difficult to separate the influences of the pore structure and acidity of the respective samples.
Sulfated zirconia Besides zeolites, a variety of solid acids has been tested in alkylation reaction. Among those sulfated zirconia received a considerable interest due to its strong acidity and activity for isomerization of short linear alkanes at temperatures below 150°C. Corma et al. showed that sulfated zirconia already catalyzed alkylation at 0°C while only dimerization was observed over BEA [35]. However, at 50°C a high selectivity to cracking products (65 wt%) was observed on sulfated zirconia while BEA was selective for TMP.
Like zeolites, sulfated zirconia suffers from rapid deactivation [36]. Additionally, significant loss of sulfur can affect the catalytic stability. Nevertheless, Xiao et al. reported a lifetime of sulfated zirconia catalysts of 70 h [37].
Other solid catalysts Another solid material tested for alkylation, is Nafion-H, a perfluorated sulfonic acid resin with an H0 value comparable to sulfuric acid. Unsupported Nafion-H suffers from its low surface area [38]. Botella et al. showed that Nafion-H can be supported on porous carriers or directly incorporated into silica [39]. Using these methods a material with acidity comparable to zeolite BEA was obtained, which produces oligomers at low temperatures and saturated products at higher. Organic resins can also be used to support HF [40], leading to a considerable reduction of the HF volatility.
Chlorinated alumina was one of the first solids tested in alkylation [41]. The acidity of these samples can be moderated with Li+ or Na+ cations to prevent excessive cracking and improve time-on-stream behavior. Other solid materials tested for isobutane alkylation include fluorinated alumina [42], silica supported 12-tungstophosphoric (H3PW12O40) acid [43] and silica supported perflouralkanedisulphonic acids [44].
Copyright © World Petroleum Congress – all rights reserved

Advances and Prospects of Isobutane Alkylation on Solid Catalysts Block 2, Forum 9 paper
Ionic liquids In addition to the development of solid catalysts, ionic liquids have been tested for alkylation. Yoo et al. used 1-alkyl-3-methylimidazolium halides-aluminum chloride for isobutane/2-butene alkylation [45]. The best sample of this series showed a higher activity than sulfuric acid, but TMP selectivity was lower. The authors concluded that an ionic liquid with a higher Brųnsted acidity is needed to obtain a competitive catalyst.
In a recent publication Olah et al. showed that HF acid can be immobilized as pyridinium poly(hydrogen fluoride) [40]. Compared to pure HF the volatility was reduced by 95%, while the activity remained high.
Influence of process condition The choice of appropriate reaction conditions is crucial for optimized performance in alkylation. The most important parameters are: reaction temperature, feed paraffin/olefin ratio (P/O), olefin space velocity (OSV), olefin feed composition and reactor design. Changing these parameters will induce similar effects independently of the chosen catalyst. Nevertheless, the sensitivity towards changes is different for the individual catalysts. Table 1 summarizes the most important parameters employed in industrial operations for different acids. The values given for zeolites refer to operation in a slurry reactor. It is observed that zeolites can be operated at the same or higher severity (with respect to P/O and OSV) than liquid acids. Table 1: Typical values of important process parameters. The numbers for the liquid acids are taken from references [46-48]. The values given for zeolites refer to operation in a slurry reactor. HF H2SO4 Zeolites
Reaction temperature (°C) 16-40 4-16 50-100
Feed paraffin/olefin ratio (mol/mol) 11-14 7-10 6-15
Olefin space velocity (kg Olefin/kg Acid h) 0.1-0.6 0.03-0.2 0.2-1.0
Exit acid strength (wt.-%) 83-92 89-93 -
Acid per reaction volume (vol.-%) 25-80 40-60 20-30
Catalyst productivity (kg Alkylate/kg Acid) 1000-2500 6-18 600
The required reaction temperature is determined by the activation energy of the individual reaction steps on a given catalyst. The viscosity of sulfuric acid and the solubility of hydrocarbons in HF are further constraints in liquid phase alkylation. Zeolites have to be operated at a significantly higher temperature due to the higher stability of the surface esters compared to the esters of sulphuric acid [25]. However, at too high temperatures significant amounts of unsaturated products will be formed, which lead to rapid catalyst deactivation.
To obtain a high quality alkylate and prevent rapid catalyst deactivation, the ratio between the hydride transfer and oligomerization rates must be high. This can be achieved at sufficiently high P/O ratio and a low OSV [28,47]. On the other hand, at high P/O ratios more isobutane has to be recycled, which leads to increased separation costs. Therefore, a suitable balance has to be found to optimize the overall economics of the process.
It has been shown that the deposition of coke and, therefore, the catalyst deactivation can be reduced when the reaction is conducted under supercritical or near-critical conditions instead than in liquid phase [49,50]. This in turn could beneficially decrease the frequency, and therefore the cost, of catalyst regeneration. Isobutane, the most abundant species present in the alkylation reactor, has critical pressure and temperature of 36.5 bar and 135°C. Under these conditions the occurrence of cracking reaction lowers the octane number and therefore the alkylate quality. For this reason various groups have investigated the use of inert solvents which, added to the reactant mixture, allows reaching supercritical conditions or near-critical condition at lower temperature and pressure [51]. Among the inert solvents, carbon dioxide received the most attention [50,52]. Ginosar et. al compared various solvents under
Copyright © World Petroleum Congress – all rights reserved

Advances and Prospects of Isobutane Alkylation on Solid Catalysts Block 2, Forum 9 paper
supercritical condition and concluded that light hydrocarbons are superior to carbon dioxide for isobutane/butene alkylation [53].
Industrial processes
Liquid acid-catalyzed processes Currently all industrial alkylation processes use liquid acid catalysts. Liquid acid-catalyzed processes require intensive mixing of acid and hydrocarbon phases in order to obtain a sufficiently large phase boundary. On the other hand an efficient phase separation after the reaction is required. Even after 50 years of industrial operation the mixing properties of sulfuric acid and hydrocarbons remains a subject of research [54,55]. In addition, new methods for adding the olefins still have potential to improve the existing processes.
As alkylation is an exothermic reaction, a complex cooling system is necessary. The HF-catalyzed processes are operated at temperatures between 16 and 40°C: Therefore the reactor can be cooled with water. H2SO4-catalyzed processes operate at lower temperature (4-18°C) and therefore require more complex cooling system, which typically utilize the processed hydrocarbon steam itself. Sulfuric acid-catalyzed processes Two licensors offer sulfuric acid alkylation units, i.e. Stratco and ExxonMobil. Stratco has developed the Effluent Refrigerated Alkylation Technology [47]. A scheme of the reactor is shown in Figure 5. It is a horizontal pressure vessel containing an inner circulation tube, a heat exchanger tube bundle to remove the heat of reaction, and a mixing impeller in one end. The hydrocarbon feed and recycle acid enter on the suction side of the impeller inside the circulation tube. This design ensures the formation of a fine acid emulsion and prevents significant temperature differences within the reactor. A portion of the emulsion is withdrawn from the reactor and flows to the acid settler. The acid, being the heavier of the two phases, settles to the lower portion of the vessel and is returned to the suction site of the impeller. The hydrocarbon effluent from the top of the acid settler is expanded and partially evaporated. The cold two-phase hydrocarbon is passed through the tube bundle in the Contactor reactor and removes the heat of reaction.
A - CONTACTOR REACTOR SHELLB - TUBE BUNDLE ASSEMBLYC - HYDRAULIC HEADD - MOTORE - IMPELLERF - CIRCULATION TUBE
COOLANTIN
COOLANTOUT
EMULSIONTO SETTLER ACID
A HCF B
D
CE
A - CONTACTOR REACTOR SHELLB - TUBE BUNDLE ASSEMBLYC - HYDRAULIC HEADD - MOTORE - IMPELLERF - CIRCULATION TUBE
COOLANTIN
COOLANTOUT
EMULSIONTO SETTLER ACID
A HCF B
D
CE
Figure 5: Stratco® ContactorTM reactor used in sulfuric acid-catalyzed alkylation [47].
The second process using sulfuric acid is ExxonMobil’s auto-refrigerated process [46]. The reactor consists of a large horizontal vessel divided into a series of reaction zones, each equipped with a stirrer (Figure 6). The alkene feed is premixed with recycle isobutane and fed in parallel to all mixing zones. The acid and additional isobutane enter only the first zone and
Copyright © World Petroleum Congress – all rights reserved

Advances and Prospects of Isobutane Alkylation on Solid Catalysts Block 2, Forum 9 paper
cascade internally to the other zones. The heat of the reaction is removed by evaporating isobutane plus added propane from the reaction zones. Thus, cooling coils are not necessary.
Figure 6: ExxonMobil auto-refrigerated alkylation process. Taken from [46].
Hydrofluoric acid-catalyzed processes ConocoPhillips offers a process where the hydrocarbon mixture is introduced in a non-cooled riser-type reactor through nozzles at the bottom and along the length of the reactor [56](Figure 7). The acid is injected at the bottom. Perforated trays provide a high dispersion of the hydrocarbons in the acid phase. The reaction mixture enters the settler where the acid is withdrawn at the bottom and cooled in a heat exchanger to remove the heat of reaction. The hydrocarbons are separated in a fractionation section.
Waterout
Reactorstandpipe
Reactor riser
Additionalhydrocarbon
injection points located in
various locations
Hydrocarbonfeed bottom
injection nozzles
Waterin
Waterout
Reactorstandpipe
Reactor riser
Additionalhydrocarbon
injection points located in
various locations
Hydrocarbonfeed bottom
injection nozzles
Waterin
Figure 7: ConocoPhilips HF alkylation reactor [56].
Copyright © World Petroleum Congress – all rights reserved

Advances and Prospects of Isobutane Alkylation on Solid Catalysts Block 2, Forum 9 paper
The UOP HF alkylation process uses a vertical reactor-heat exchanger (Figure 8). The isobutane–alkene mixture enters the shell of the reactor through several nozzles, and HF enters at the bottom of the reactor. The reaction heat is removed by cooling water, which flows through cooling coils inside the reactor.
alkenefeed
Recycle i-C4Regenerated HF
to settlercooling water
HF from
settler
alkenefeed
Recycle i-C4Regenerated HF
to settlercooling water
HF from
settler
Figure 8: UOP HF alkylation reactor [5].
Over recent years, the industry has addressed the issue of the potential environmental impact of HF leaks and has developed effective mitigation strategies. Two general strategies have been employed, the first related to the installation of remotely operated isolation valves, water curtain/cannon systems and rapid acid dump systems. The second strategy relates to the use of vapor reduction additive. The advantage of this mitigation system, with respect to the traditional methods of risk mitigation, is that its efficiency does not rely on rapid detection and localization of HF leaks. Examples of this strategy are the OUP/Texaco Alkad process and the Philipps/Mobil ReVap technology [1,57]. To face the risks related to HF-catalyzed alkylation plants, an even more drastic solution consists in converting existing HF alkylation units to use H2SO4. An example of this technology is the Stratco AlkySafe. Recently, it has also be claimed the possibility to convert an HF alkylation plant to use solid alkylation catalysts
Solid acid-catalyzed alkylation.
Regeneration The overall scheme for solid acid-catalyzed alkylation processes is similar to that for liquid acid-catalyzed processes, the main difference being the presence of a regeneration unit.
Periodic regeneration is necessary for all solid alkylation catalysts developed, when employed at commercially feasible conditions. To extend the lifetime of the solid catalysts, several regeneration methods have been developed, such as combustion or hydrocracking, extraction with liquid or supercritical fluid, and hydrogenative regeneration.
The main inconvenience of the regeneration by combustion of organic deposits in air is the reorganization of the hydrocarbons left on the catalyst, changing from an aliphatic to an aromatic structure, during temperature increase [58]. For this reason to regenerate the catalyst it is necessary to reach temperature as high as 600°C. This causes dealumination and degradation of the zeolite and in turn requires catalysts with extremely high temperature
Copyright © World Petroleum Congress – all rights reserved

Advances and Prospects of Isobutane Alkylation on Solid Catalysts Block 2, Forum 9 paper
stability. Alternatively Querini suggested a first treatment with ozone (which reduces the amount of coke and converts it to a structure easier to be burnt, followed by a treatment either in H2 or in He to complete the operation [58]. However, the use of ozone in large quantities for oxidative regeneration in ana industrial process is hard to imagine.
Hydrogenative treatment was first patented by Union Carbide as early as 1974 [59,60]. Here the activity of a fixed bed zeolite containing a metal hydrogenation component (Pt) was fully recovered by periodic regeneration either with hydrogen dissolved in a liquid hydrocarbon (typically isobutane) or with gas-phase hydrogen. The efficiency of the method was proved for 12 and 19 cycles alkylation/regeneration. For both treatments a temperature of 65°C was reported in the application examples, although it was claimed that temperatures between 27 and 300°C could be employed. The treatment pressure was the same used in the alkylation reaction (33 bar) for liquid-phase regeneration while increasing pressures (from 1 to 33 atm) were required for gas-phase regeneration.
Since 1974 several patents have claimed the possibility to extend the useful lifetime of solid acid catalyst by periodic hydrogenative treatments which represents variations of the original methods from Union Carbide [61-66]. Up to date hydrogenative regeneration is scarcely documented in the open literature. Recently Weitkamp’s group reported that the alkylation activity of a 0.4Pt/La-X or 0.4Pt/La-Y can be completely recovered in a cycled regeneration process where step of alkylation reaction are alternated with hydrogenative gas-phase regeneration steps performed at 300°C with 15 bar H2 [67,68].
Solid alkylation catalysts can also be regenerated by washing with hydrocarbons. Ginosar et al. [69-72] in a systematic manner the regeneration of a USY zeolite with light hydrocarbons (C3-C5). They found supercritical conditions to be more effective than liquid phase and near-critical conditions. Isobutane was reported to be the most effective reactivation fluid with the additional advantage that it is an alkylation reactant. Supercritical reactivation could provide full activity recovery only if performed on catalysts moderately deactivated. The activity recovery from catalyst completely was not higher than 80%. An alkylation process where the catalyst is periodically regenerated by extraction with a mixture of C8-C15 saturated hydrocarbons has been patented [73].
Processes with solid catalysts The UOP AlkyleneTM process is schematically shown in Figure 9. It utilizes a vertical riser, in which the feed, freshly regenerated catalyst and recycled isobutane are injected from the bottom [74]. At the top of the reactor the catalyst is separated from the products. It sinks down into the reactivation zone where it is regenerated in a mixture of isobutane and hydrogen. To provide complete reactivation a small amount of catalyst is withdrawn and regenerated batch- or semi-batch-wise in a reactivation vessel in vapor phase. The catalyst, which is referred to as HAL-100TM, might be alumina-supported AlCl3 modified with alkali metal ions and a hydrogenation metal such as Ni, Pd or Pt [75].
Isobutanerecycle
Reactivation wash zone
Feed treatment
Reactivation wash zone
Alkylate
Alkylenereactor
Reactivation vessel
Lightends
Fractionation section
Olefinfeed
LPG
i-C4/H2
i-C4/H2
Isobutanerecycle
Reactivation wash zone
Feed treatment
Reactivation wash zone
Alkylate
Alkylenereactor
Reactivation vessel
Lightends
Fractionation section
Olefinfeed
LPG
i-C4/H2
i-C4/H2
Figure 9: UOP AlkyleneTM solid acid-catalyzed alkylation process [74].
Copyright © World Petroleum Congress – all rights reserved

Advances and Prospects of Isobutane Alkylation on Solid Catalysts Block 2, Forum 9 paper
LURGI and Süd-Chemie AG have developed a solid acid-catalyzed alkylation process called Lurgi Eurofuel®. The reactor technology uses a new type of reactive distillation. Isobutane and suspended catalyst enter at the top of the tower while the alkene with premixed isobutane is introduced in stages (Figure 10). The evolved heat of reaction is most likely dissipated by evaporation of the reaction mixture. Thus, the temperature is controlled by the overall pressure and the composition of the liquid. The catalyst–reactant mixture is agitated by the boiling mixture of alkylate and isobutane. At the bottom of the column the catalyst is separated and intermittently regenerated by exposition to hydrogen-rich operating conditions. The catalyst is faujasite derived, with a high concentration of sufficiently strong Brųnsted acid sites and a minimized concentration of Lewis acid sites. It also contains a hydrogenation function.
C4= +
iC4 iC4
Steam
Coolingwater
Coolingwater
Alkylate
Steam
C4= +
iC4 iC4
Steam
Coolingwater
Coolingwater
Alkylate
Steam
Figure 10: Lurgi Eurofuel® solid acid-catalyzed alkylation process [76].
Akzo Nobel and ABB Lummus recently stated a solid acid-catalyzed alkylation process, referred to as AlkyCleanTM in a pilot plant in Finland [77]. The demonstrative unit incorporates three reactors where one is used for alkylation alternating with another in mild regeneration and a third reactor undergoing high temperature regeneration. Hydrogen is used to regenerate the catalyst. The catalyst is reported to be a “true solid acid” without halogen ion addition. In the patent describing the process [61], a Pt/USY zeolite with alumina binder is employed.
Fixed-bed alkylation (FBATM) process of Haldor Topsųe uses liquid triflic acid, which is supported on a porous material [78-80]. This allows the use of a simple fixed-bed reactor as if the catalyst was truly solid. The acid in the bed is concentrated in a distinct band, the “reactive band”. The liquid hydrocarbon phase passes through the reactor in plug flow. In the top of the reactive band the olefin comes into contact with a supported acid molecule and forms an ester. The ester is less strongly adsorbed on the solid support than the acid and tends to move down with the flow direction into the acid-rich zone Figure 11. The acid in the acid-rich zone catalyses the reaction of the ester with isobutane to form alkylate and an acid molecule. The acid readsorbs on the support and the alkylate molecule flows downward with the hydrocarbon phase. The reaction mechanism results in a downward but slow movement of the reactive band, in the direction of the hydrocarbon flow. The spent acid can be withdrawn from the reactor without interrupting the production. The acid is regenerated in a proprietary acid recovery unit, which produces some oil as a by-product.
Copyright © World Petroleum Congress – all rights reserved

Advances and Prospects of Isobutane Alkylation on Solid Catalysts Block 2, Forum 9 paper
Solid supported material(particulate porous solid)
Direction of movementof reactive band
Acid-rich zone
Ester formation zone
Flow of Hydrocarbon phase(olefin feed and isoparaffins)
SLPCatalystzone
Solid supported material(particulate porous solid)
Direction of movementof reactive band
Acid-rich zone
Ester formation zone
Flow of Hydrocarbon phase(olefin feed and isoparaffins)
SLPCatalystzone
Figure 11: Reaction zone in Haldor Topsųe’s alkylation process [78].
Conclusions The alkylation mechanism, the influence of the catalyst type and reaction conditions show that, in essence, the chemistry is identical with all the examined liquid and solid acid catalysts. Differences in the importance of individual reaction steps originate from the variety of possible structures and distributions of acid sites of solid catalysts. Changing process parameters induces similar effects with each of the catalysts. However, the sensitivity to a particular parameter depends strongly on the catalyst. All the acids deactivate by the formation of unsaturated polymers, which are strongly bound to the acid.
Liquid acid-catalyzed processes are mature technologies, which are not expected to undergo dramatic changes in the near future. Solid acid-catalyzed alkylation now has been developed to a point where the technology can compete with the existing processes. Catalyst regeneration by hydrogen treatment is the method of choice in all the process developments. Some of the process developments eliminate most, if not all, the drawbacks of the liquid acid processes. The verdict about whether solid acid-catalyzed processes will be applied in the near future will be determined primarily by economic issues.
Bibliographic references (1) Pryor, P. S., PTQ Winter 2004, 69. (2) Furimsky, E. Catal. Today 1996, 30, 223. (3) Garwood, W. E.; Venuto, P. B. J. Catal. 1968, 11, 175. (4) Kirsch, F. W.; Potts, J. D.; Barmby, D. S. J. Catal. 1972, 27, 142. (5) Feller, A.; Lercher, J. A. Adv. Catal. 2004, 48, 229. (6) Corma, A.; Martķnez, A. Catal. Rev. 1993, 35, 483. (7) Weitkamp, J.; Traa, Y. In Handbook of Heterogeneous Catalysis; Ertl, G., Knözinger, H.,
Weitkamp, J., Eds.; VCH: Weinheim, 1997; Vol. 4; pp 2039. (8) Feller, A.; Zuazo, I.; Guzman, A.; Barth, J. O.; Lercher, J. A. J. Catal. 2003, 216, 313. (9) Kazansky, V. B. Catal. Today 1999, 51, 419. (10) Albright, L. F.; Spalding, M. A.; Nowinski, J. A.; Ybarra, R. M.; Eckert, R. E. Ind. Eng. Chem. Res.
1988, 27, 381 (11) Sanchez-Castillo, M. A.; Agarwal, N.; Miller, C.; Cortright, R. D.; Madon, R. J.; Dumesic, J. A. J.
Catal. 2002, 205, 67. (12) Li, K. W.; Eckert, R. E.; Albright, L. F. Industrial & Engineering Chemistry Process Design and
Development 1970, 9, 441. (13) Feller, A.; Barth, J.-O.; Guzman, A.; Zuazo, I.; Lercher, J. A. J. Catal. 2003, 220, 192. (14) Pater, J.; Cardona, F.; Canaff, C.; Gnep, N. S.; Szabo, G.; Guisnet, M. Ind. Eng. Chem. Res.
1999, 38, 3822. (15) Yaluris, G.; Rekoske, J. E.; Aparicio, L. M.; Madon, R. J.; Dumesic, J. A. J. Catal. 1995, 153, 54. (16) Beirnaert, H. C.; Alleman, J. R.; Marin, G. B. Ind. Eng. Chem. Res. 2001, 40, 1337. (17) Platon, A.; Thomson, W. J. Appl. Catal. A-Gen. 2005, 282, 93. (18) Platon, A.; Thomson, W. J. Catal. Lett. 2005, 101, 15. (19) Simpson, M. F.; Wei, J.; Sundaresan, S. Ind. Eng. Chem. Res. 1996, 35, 3861. (20) Albright, L. F. Chemtech 1998, 40.
Copyright © World Petroleum Congress – all rights reserved

Advances and Prospects of Isobutane Alkylation on Solid Catalysts Block 2, Forum 9 paper
(21) Flego, C.; Kiricsi, I.; Parker, J., W. O.; Clerici, M. G. Appl. Catal. A-Gen. 1995, 124, 107. (22) Eder, F.; Lercher, J. A. Zeolites 1997, 18, 75. (23) Haag, W. O. Stud. Surf. Sci. Catal. 1995, 84, 1375. (24) Diaz-Mendoza, F. A.; Pernett-Bolano, L.; Cardona-Martinez, N. Thermochim. Acta 1998, 312, 47. (25) Nivarthy, G.; Seshan, K.; Lercher, J. A. Micropor. Mesopor. Mater. 1998, 2, 379. (26) Feller, A.; Guzman, A.; Zuazo, I.; Lercher, J. A. J. Catal. 2004, 224, 80. (27) Corma, A.; Martinez, A.; Martinez, C. J. Catal. 1994, 146, 185. (28) de Jong, K. P.; Mesters, C. M. A. M.; Peferoen, D. G. R.; van Brugge, P. T. M.; de Groot, C.
Chem. Eng. Sci. 1996, 51, 2053. (29) Weitkamp, J.; Traa, Y. Catal. Today 1999, 49, 193. (30) Cumming, K. A.; Wojciechowski, B. W. Catal. Rev.-Sci. Eng. 1996, 38, 101. (31) Wielers, A. F. H.; Vaarkamp, M.; Post, M. F. M. J. Catal. 1991, 127, 51. (32) Ward, J. W. J. Catal. 1969, 14, 365. (33) Ward, J. W. J. Catal. 1969, 13, 321. (34) Yoo, K.; Burckle, E.; Smirniotis, P. Catal. Lett. 2001, 74, 85. (35) Corma, A.; Juan-Rajadell, M. I.; Lopez-Nieto, J. M.; Martinez, A.; Martinez, C. Appl. Catal. A-Gen.
1994, 111, 175. (36) Corma, A.; Martinez, A.; Martinez, C. Appl. Catal. A-Gen. 1996, 144, 249. (37) Xiao, X.; Tierney, J. W.; Wender, I. Appl. Catal. A-Gen. 1999, 183, 209. (38) Rorvik, T.; Dahl, I. M.; Mostad, H. B.; Ellestad, O. H. Catal. Lett. 1995, 33, 127.(39) Botella, P.;
Corma, A.; Lopez-Nieto, J. M. J. Catal. 1999, 185, 371. (40) Olah, G. A.; Mathew, T.; Goeppert, A.; Torok, B.; Bucsi, I.; Li, X. Y.; Wang, Q.; Marinez, E. R.;
Batamack, P.; Aniszfeld, R.; Prakash, G. K. S. J. Am. Chem. Soc. 2005, 127, 5964. (41) Clet, G.; Goupil, J. M.; Szabo, G.; Cornet, D. Appl. Catal. A-Gen. 2000, 202, 37. (42) Moreno, M.; Rosas, A.; Alcaraz, J.; Hernandez, M.; Toppi, S.; Da Costa, P. Appl. Catal. A-Gen.
2003, 251, 369. (43) He, Y.; He, Y. Appl. Catal. A-Gen. 2004, 268, 115. (44) Ingallina, P.; de Angelis, A.; Parker, W. O.; Clerici, M. G. Catal. Lett. 2002, 78, 297. (45) Yoo, K.; Namboodiri, V. V.; Varma, R. S.; Smirniotis, P. G. J. Catal. 2004, 222, 511. (46) Ackerman, S.; Chitnis, G. K.; McCaffrey, D. S. J. Prepr. Div. Petrol. Chem., Am. Chem. Soc.
2001, 46, 241. (47) Kinnear, S. "STRATCO Alkylation Seminar", 1998, Phoenix, AZ. (48) Gary, J. H.; Handwerk, G. E. In Petrolium Refining-Technology and Economics; Albright, L. F.,
Maddox, R. N., McKetta, J. J., Eds.; Marcel Dekker: New York, 1979; pp 142. (49) Husain, A., 1994, US patent 5,304,698. (50) Lyon, C. J.; Sarsani, V. S. R.; Subramaniam, B. Ind. Eng. Chem. Res. 2004, 43, 4809. (51) Ginosar, D. M.; Fox, R. V.; Kong, P. C., 2000, US Patent 6,103,948. (52) Santana, G. M.; Akgerman, A. Ind. Eng. Chem. Res. 2001, 40, 3879. (53) Ginosar, D. M.; Thompson, D. N.; Coates, K.; Zalewski, D. J. Ind. Eng. Chem. Res. 2002, 41,
2864. (54) Chen, W.-S. Appl. Catal. A-Gen. 2003, 255, 231. (55) Albright, L. F. Ind. Eng. Chem. Res. 2003, 42, 4283. (56) http://fuelstechnology.com/soft_processoverview.htm, 2000. (57) Tyas, A. R.; Parker, T., PTQ spring 2002, 65. (58) Querini, C. A. Catal. Today 2000, 62, 135. (59) Yang, C.-l., 1974, US patent 3,851,004. (60) Yang, C.-l., 1975, US Patent 3,893,942. (61) Van Broekhoven, E. H.; Cabre, F. R. M.; Bogaard, P.; Klaver, G.; Vonhof, M., 1999, US Patent
5,986,158. (62) Zhang, S. Y.-F.; Gosling, C. D.; Sechrist, P. A.; Funk, G. A., 1997, US Patent 5,675,048. (63) Zhang, S. Y.-F.; Gosling, C. D.; Sechrist, P. A.; Funk, G. A., 1997, US Patent 5,675,048. (64) Kojima, M.; Kocal, J. A., 1994, US patent 5,310,713. (65) Gosling, C. D.; Weiler, D. L.; De Villiers, R. A., 1998, US Patent 5,849,976. (66) Shields, D. J. S., P.A., 2002, US Patent 6,392,114. (67) Klingmann, R.; Josl, R.; Traa, Y.; Glaser, R.; Weitkamp, J. Appl. Catal. A-Gen. 2005, 281, 215. (68) Josl, R.; Klingmann, R.; Traa, Y.; Glaser, R.; Weitkamp, J. Catalysis Communications 2004, 5,
239. (69) Ginosar, D. M.; Thompson, D. N.; Burch, K. C. Appl. Catal. A-Gen. 2004, 262, 223. (70) Ginosar, D. M.; Thompson, D. N.; Coates, K.; Zalewski, D. J.; Fox, R. V., 2003, US Patent
6,579,821. (71) Petkovic, L. M.; Ginosar, D. M. Appl. Catal. A-Gen. 2004, 275, 235. (72) Thompson, D. N.; Ginosar, D. M.; Burch, K. C. Appl. Catal. A-Gen. 2005, 279, 109. (73) He, Y. H., Y.; Xie, W.; Fu, Q., 2002, US Patent 6,492,571. (74) Black, S. M.; Gosling, C. D.; Steigleder, K. Z.; Shields, D. J. NPRA Annual Meeting, 2000, San
Antonio, TX, USA. (75) McBride, T. K.; Bricker, M. L.; Steigleder, K. Z., 1999, 5,883,039. (76) Buchold, H.; Dropsch, H.; Eberhardt, J. 17th World Petroleum Congress, 2002, Brazil.
Copyright © World Petroleum Congress – all rights reserved

Advances and Prospects of Isobutane Alkylation on Solid Catalysts Block 2, Forum 9 paper
(77) D'Amico, V. J. v. B., E.H.; Nat, P.J.; Nousiainen, H.; Jakkula, J. NPRA Annual Meeting, 2002, San Antonio, Tx, USA.
(78) Hommeltoft, S. I. Appl. Catal. A-Gen. 2001, 221, 421. (79) Hommeltoft, S. I. Ind. Eng. Chem. Res. 2003, 42, 5526. (80) Jonsdottir, J. H. S.-A. P., PTQ summer 1998.
Copyright © World Petroleum Congress – all rights reserved






















![ROI in the age of keyword not provided [Mozinar]](https://img.pdfslide.us/doc/110x75/53eabc7a8d7f7289708b51f7/roi-in-the-age-of-keyword-not-provided-mozinar.jpg)




