Embed Size (px)
Citation preview

Volvo Production System
GTC
13 November, 2008

2Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
VPS – Overview
Background to VPS
VPS structure
VPS Content
Going forward

3Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
Corporate Values
Quality
Environment
Safety

4Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
Corporate Culture
The Volvo Way is a guide for our behavior
as leaders and team members.
It shows what we stand for and want to
achieve.
We shall work towards profitable growth
with energy, passion and respect for the
individual.

5Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
One of Volvo Group Top Priorities
Volvo Production System• Method & discipline across also non-manufacturing areas
• Systematically use professional benchmark and best
practice
3.1 Operational Excellence
Increase productivity and cost efficiency:• develop and implement Volvo Production System
• Increase productivity by 5% p.a.
• Reduce cost of poor quality by 25% by end of 2009
Create a competitive customer oriented culture:• Common language with shared terminology
• Avoidance of duplication of efforts
• Common solutions
• Ability to find and share benchmarks and best practices
VPS is a key strategy achieve our strategic
objectives…

6Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
”All we are doing is to shorten the time line from the point where we receive the customer order to the point we get paid.
We shorten this time line by reducing waste in form of activities that does not add value to our customers products.”
Taiichi Ohno
The key to Toyotas successes

7Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
Inventory Overproduction Transport
Defects and
Rework
Unnecessary
Processes
Movements Wait
The Seven Wastes + 1

8Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
Why VPS? - Achieve World Class performance
Create value for
our customers
Create value for
our employees
Create value for
our owners
• Secure quality
• Secure delivery times
• Lower costs
• Secure safe and environmentally-sound workplaces
• Realize full potential of employees by focusing on
continuous improvement and value-added activities
• Reduce waste
• Reduce cost of poor quality
• Drive and support commonality
• Favor reuse of best practices across BA/BU

9Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
VPS – Overview
Background to VPS
VPS structure
VPS Content
Going forward

10Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
VPS background
Design of
VPS modelVPS Launch
AssessmentsPre-study
2005 2006 2007 2008 –
Content updates
VPS in the BA/BU

11Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
The Volvo Production System covers three
important dimensions
Vision 5 PrinciplesModules with tools
and techniques
A holistic view of what it will look
like when all the principles and
tools come together as an
implemented and operational
system, aligning along the firm
values
Key elements of the vision that
will help and support the
implementation and daily
maintenance of the production
system – forcing consistency of
system thinking and decision
making
Practical tools and techniques
that when applied focus and
drive the material and
information flow – driving
continuous-improvement
activities and behaviors

12Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
Volvo Production System - Vision
An organization
where we continuously
improve quality, delivery and
productivity, in everything we do

13Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
The Volvo Production System – Customer
We aim to continuously create value
for our customers and to be valued
as the world‟s leading provider of
commercial transport solutions...

14Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
The Volvo Production System – Volvo Way
…to do this, we base our guiding
principles on The Volvo Way –
including our Values, our Culture, our
Leadership, as well as how we go
from Word to Action

15Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
The Volvo Production System – 5 principles
Our Five Principles guide us to reach
our vision of continuously improved
quality, delivery, and productivity –
all five are necessary together, in
order to reach the vision

16Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
VPS Module Reference material…
…building the knowledge how to use
a tool and what should be the ideal
state

17Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
VPS Academy and group networks
Plant level
BA/BU level
Central Academy
Plant specialists
VCE
Mack
RTC
VAC
VPT
VPC
Volvo
partsVTC
• Eskilstuna
• Wroclaw
• Belley
• Etc.
VBC
Central Academy
BA/BU VPS responsible
Nissan
Diesel
Plant level
BA/BU level
Central Academy
Plant specialists
VCE
Mack
RTC
VAC
VPT
VPC
Volvo
partsVTC
• Eskilstuna
• Wroclaw
• Belley
• Etc.
VBC
Central Academy
BA/BU VPS responsible
Nissan
Diesel
VPS-A VPS BA/BU Networks
VPS-A is the central function that
develops and communicates the VPS
model and ensures best practice sharing
across the group
• VPS Steering Committee - all BA/BU
• VPS Working group - active BA/BU‟s
• Subject and extended networks,
4. Offer support
1. Assess level
2. Define what
to do
3. Suggest
how to do it
4. Offer support
1. Assess level
2. Define whatto do
3. Suggest how to do it
0. Own and develop VPS
knowledge and documentation
5. Offer support 2. Assess level
4. Suggest
how to do it
1. Own and
develop VPS
model
3. Recommend
improvement
opportunities
4. Offer support
1. Assess level
2. Define what
to do
3. Suggest
how to do it
4. Offer support
1. Assess level
2. Define whatto do
3. Suggest how to do it
0. Own and develop VPS
knowledge and documentation
5. Offer support 2. Assess level
4. Suggest
how to do it
1. Own and
develop VPS
model
4. Offer support
1. Assess level
2. Define what
to do
3. Suggest
how to do it
4. Offer support
1. Assess level
2. Define whatto do
3. Suggest how to do it
0. Own and develop VPS
knowledge and documentation
5. Offer support 2. Assess level
4. Suggest
how to do it
1. Own and
develop VPS
model
3. Recommend
improvement
opportunities

18Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
First points of contact – VPS Homepage

19Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
VPS Database for common reference material

20Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
VPS – Overview
Background to VPS
VPS structure
VPS Content VPS Assessment
Good Examples
VPS Reference Material
Transformation Guidance
Performance Measurement
Going forward

21Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
VPS assessment gives guidance…
VPS
SQDCEP
Assessment &
Gap Analysis
Tools &
Techniques
VPS
SQDCEP
Assessment Tools &
Techniques
Improvement Benchmarking
Gap analysis

22Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
VPS Assessment scoring model version 2.0
Metrics defined
Giving positive effect
where implemented
Positive trends
Metrics on World
class level
World leading
performance.
Pilot
Areas of importance
(value flow)
All applicable areas
Extended deployment
Full extended
deployment
Innovation of approach
Some of the key
elements are applied
Most of the key
elements are applied
All key elements are
applied
Continuous
improvements and
sharing
1 Basic initiatives
2 Structured Approach
3 Established
4 Outstanding
(World class)
5 Perfection
Metrics defined
Giving positive effect
where implemented
Positive trends
Metrics on World
class level
World leading
performance.
Pilot
Areas of importance
(value flow)
All applicable areas
Extended deployment
Full extended
deployment
Innovation of approach
Some of the key
elements are applied
Most of the key
elements are applied
All key elements are
applied
Continuous
improvements and
sharing
1 Basic initiatives
2 Structured Approach
3 Established
4 Outstanding
(World class)
5 Perfection
EffectDeployment Approach EffectDeployment Approach
Metrics defined
Giving positive effect
where implemented
Positive trends
Metrics on World
class level
World leading
performance.
Pilot
Areas of importance
(value flow)
All applicable areas
Extended deployment
Full extended
deployment
Innovation of approach
Some of the key
elements are applied
Most of the key
elements are applied
All key elements are
applied
Continuous
improvements and
sharing
1 Basic initiatives
2 Structured Approach
3 Established
4 Outstanding
(World class)
5 Perfection
Metrics defined
Giving positive effect
where implemented
Positive trends
Metrics on World
class level
World leading
performance.
Pilot
Areas of importance
(value flow)
All applicable areas
Extended deployment
Full extended
deployment
Innovation of approach
Some of the key
elements are applied
Most of the key
elements are applied
All key elements are
applied
Continuous
improvements and
sharing
1 Basic initiatives
2 Structured Approach
3 Established
4 Outstanding
(World class)
5 Perfection
EffectDeployment Approach EffectDeployment Approach
Action list
for main
improveme
nt areas
Dimensions Sub areas Score Assessment summary
1. The Volvo Way 0,6
Knowledge and use of vision 1,0
Performance management 1,0
Leadership 1,0
Safety and Health 0,0
Environmental care 0,0
2. Team work 0,3
Goal oriented teams 1,0
Cross functional work 0,0
Organizational design 0,0
3. Process stability 0,8
Standardized work 2,0
5S (Workplace organization) 1,0
Maintenance systems 1,0
Performance Measurements 0,0
Value stream mapping 0,0
4. Just-in-time 1,0
Logistics Delivery 1,0
Continuous flow processing 2,0
TAKT time 1,0
Pull systems 1,0
Flexible manpower system 0,0
5. Built-in quality 0,8
Quality control 1,0
Quality assurance 2,0
Quality design 0,0
Quality culture 0,0
6. Continuous improvement 1,3
Problem solving methodology 2,0
Operational development 1,0
Design of improvement organization 1,0
0,0
1,0
2,0
3,0
4,0
5,01. The Volvo Way
2. Team work
3. Process stability
4. Just-in-time
5. Built-in quality
6. Continuous improvement
1. Overview
3. Final report
2. Road MapBuild up small scale
organization
Finalize, extend
and scale up
support
2007
2008 –
Academy
focus
• Make best-practice
knowledge available to
organization
• Recruit small dedicated
teams with experienced
practitioners
• Start conducting
assessments
• Continue to conduct
assessments
• Complete library of best-
practice knowledge
• Regularly update with
feedback from organization
• Expanded scope
Build up small scale
organization
Finalize, extend
and scale up
support
2007
2008 –
Academy
focus
• Make best-practice
knowledge available to
organization
• Recruit small dedicated
teams with experienced
practitioners
• Start conducting
assessments
• Continue to conduct
assessments
• Complete library of best-
practice knowledge
• Regularly update with
feedback from organization
• Expanded scope

23Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
Good examples across the group
Volvo Group
VPS Academy 1
Poka Yoke device from VPT Global (Autumn 2007)
Poka Yoke is a technique of preventing errors by designing the product, process and/or
equipment so that an operation literally can not be performed incorrectly or at least not
without being notified about the problem
Poka Yoke is primarily used to eliminate quality problems and can be preventive or
detective
Thoroughly understanding the ways
the process can fail is critical. It is
therefore useful to start by listing the
different types of possible errors that
can occur, e.g.
-Processing error
-Setup error
-Missing part
-Incorrect part
-Defective part
-Measurement error
Start out broadly and generate
different types of mistake proofing
solutions for evaluation
Example, detective Poka Yoke
Example, preventive Poka Yoke
Before After
Lamp lights up and helps
the operator select the
proper component to install
Volvo Group
VPS Academy
Safety bulletin from VCE Graders in Goderich, Canada (Nov 6th 2007)
The safety bulletins are used as a
complement to the ordinary safety
procedures
They can be used in a reactive way – to
highlight what incidents/accidents
have already taken place, but also in a
preventive way – to highlight an area
or activity that possibly could be
unsafe
The safety bulletins are spread where
appropriate throughout the
organization
If used for preventive purposes, the
bulletins could have a certain focus
area, e.g. “Know your surroundings”,
not only to make the personnel aware
of a specific problem area but also to
encourage the personnel to think in a
new way
Volvo Group
VPS Academy 3
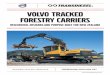
TAKT-board from VCE Excavators in Shanghai, China (Oct 15th 2007)
This TAKT-board highlights current status of production and remaining TAKT-
time of the current cycle. This is placed in the ceiling over the line and thereby
very visual for all employees to see
Specifies the defined TAKT-time
Specifies the remaining time of
the current cycle
Daily production target expressed
in numbers
Target numbers that should have
been produced at the specific
moment in time
Actual numbers of products
produced at the specific moment
in time corresponding to “Target”
Total time of line stops during the
shift
Volvo Group
VPS Academy 6
Autonomous Maintenance example from VCE Arvika, Sweden
This check sheet describes the nine
steps of the Autonomous
Maintenance that the operator
should check when starting each
shift. Different colored areas show
different areas of responsibilities.
On the floor it is marked where the
operator should stand when each
check is made. The numbers are
linked to the check sheet.
Photos from: 2007-10-26

24Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
VPS module reference material
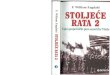
8 (78)Volvo Production System AcademyValue stream mapping
VPS-1017, Issue 3, 2008-07-02
VSM is a method of viewing the combination of flows,
and this is the way it looks likeEXAMPLE
Company
Supplier
Production planning
Company
90/60/30 days
forecastDaily delivery
schedulesDaily
faxes
Daily delivery
schedule
Weekly production schedule
1 x day
Tuesday,
Thursday
6 weeks
forecast
MPS
1700 m/roll
Raw Material
►I ►I
Cutting
1
C/O = 1 hour
Uptime = 85%
C/T = 1 Sec
►IL: 4600 pcs
R: 2400 pcs
Welding No 1
1
C/O = 10 mjn
Uptime = 100%
C/T = 39 sec
L: 1100 pcs
R: 600 pcs
L: 1600 pcs
R: 850 pcs
►IL: 1200 pcs
R: 640 pcs
C/O = 10 min
Uptime = 80%
C/T = 46 sec
Welding No 2
1
C/O = 0 sec
Uptime = 100%
C/T = 40 sec
Assembly No 2
1
Despatch dep.
►IL: 2700 pcs
R: 1440 pcs
C/O = 0 sec
Uptime = 100%
C/T = 62 sec
Assembly No 1
1
Despatch dep.
I5 days of
production
demand
5 days 7.6 days 1.8 days 2.7 days 2 days 4.5 days
1 sec 39 sec 46 sec 62 sec 40 sec
L/T: 23.6 days
V/A: 188 sec
12000 Left
6400 Right
18400 pcs/month
Box: 20pcs
2 shifts
Source for this example, as for many figures and examples in this training material: Rother M., Shook J. (1998) Learning to see, The Lean Enterprise Institute
8 (38)Volvo Production System Academy5S
VPS-1018, Issue 1.1, 2008-09-19
What is 5S?
Sort
(Seiri)
Set in order
(Seiton)
Shine
(Seisou)
Standardize
(Seiketsu)
Sustain
(Shitsuke)
• 5S originates from the 5 Japanese workplace
organization activities that begin with “S”
• 5S is an approach to create neat, organized
and efficient workplaces, its waste-reduction
strategy will when fully implemented and
maintained help in reducing costs
• 5S includes all objects and documents
47 (58)Volvo Production System AcademyQuality Assurance
Process Capability studies, CP and CPk
LCLUCL
LSLUSL
Tolerance Natural
Tolerance gEngineerinCP
LSL USLTarget
LCL UCLX
Engineering
toleranceNatural
tolerance
LSL USLTarget
LCL UCLX
Engineering
toleranceNatural tolerance
Cp compares natural tolerance of process with
engineering tolerance of the customer
• The Cp value only takes into account the spread of the process, and does not consider, whether the process is on target. This is
only done by the cpk value which is therefore more powerfull to measure quality.
• A process is considered as capable with a cpk >1
• Common expected cpk values in industry are 1.33 (automotive industry) or even 1.66 for critical processes
Definition
Differences
LSL USLTarget
LCL UCLX
X- USL
X- UCLLCL - X
LSL - X
LSL USLTarget
LCL UCLX
X- USL
X- UCL
LSL - X
LCL - X
X-UCL
X - USL
LCLX
LSLXCpk ;ofLower
Cpk also takes into account, how well the process is centered

25Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
VPS transformation approach
3. Visible leadership & basic shop floor
support structure
1. Organizational alignment with
VPS strategy and self-funding
transformations
$ Wave n
Sustainable
improvements
4. Performance management
2. Investment in capability-
building and resources
$ Wave 1

26Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
Guidance on how to structure the
transformation
Prepare
Establish the
team and
ensure the
necessary
preparation
steps are
complete
Stabilize
Install the
base
elements for
stability and
quality
Flow
Introduce the
visual tools,
triggers and
inventory to
flow the
material
Takt
Pace the
flow to match
that of
customer
demand
Pull
Link
individual
processes
together to
create one
single flow
Maintain
Review and
improve the
change and
coach line
managers
Design
Design
future state
system,
validate
targets
Diagnose
Diagnose
current
operating
and
management
systems
Plan
Develop a
tactical
implemen-
tation plan
by work
streams
Timing may vary
depending on the size of
the transformation

27Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
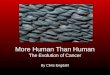
VPS guidance how to start…
VPS Academy 8
Volvo Production System
Picture
Stabilize Flow Takt Pull Maintain
Gather data
Picture
- Team selection
- Team kick-off
- Team training / lean
games
- Set up practical
aspects and logistics
- Team building
- Define the problem
- Establish
communication
channels
- Communicate to
people affected by
the transformation
- Collect relevant data
- Audit pre-requistes (ieQSM)
- Organization chart
- Identify supplier issues
- Identify quality issues
- Collect all micro design data
- Outline high level work
plan
- Scope timeline according
to size of areas to
transform
- Define role of team
members
- Agree on the local
performance
requirements
- Meet line managers to
understand their
concerns
Develop work plan
Picture
Establish team Identify local issues
Picture
CommunicateMetsec Metstrut - Lean Operations
42
OEE Summary
100
11
25
64
24
9
31
2
29
Available
time
Break
down
Change
overMinor stop Speed
Losses
Scrap Value
added Time
Source: Team
% hours
Operating
time
Running
Time
Completed
To start
• Focused equipment
improvements
• Root cause problem
solving
• SMED activities to
support sequence
and reduce lead time
• Problem
identification and
waste removal
• Performance monitoring
• Standardisation of
machine parametersPicture
Prepare
Transformation – Prepare
Design
Diagnose
Plan
VPS Academy 9
Volvo Production System
Prepare
Finalize cross linked
initiative design
Create tactical
implementation planCheck micro design
Create project
review process
Design visual
triggers and tools
Picture
A
Product 1
Product 2
Product 3
B C
Capability building
Performance mgmt
Organization
- Run through micro
design with all
production
personnel
- Identify
improvements and
further info to
detail
- Run workshop with
operators to add final
level of detail to
production area
- Order necessary
materials
- Check dimensions
against audit elements
- Detail & plan specific actions from the overall cross-linked initiatives for the transformational area
- Communicate with involved personnel
- Book central resources
- Write sub-workstream
implementation plans with
the operators and shop
floor stakeholders
- Ensure signoff by all
production area personnel
- Ensure check points
/quality gates
- Plan daily, weekly and
monthly reviews wit the
key management levels
- Make reporting
templates together with
appropriate KPI’s
(quality, delivery, etc)
Transformation – Diagnose, Design and Plan
Design
Diagnose
Plan
Stabilize Flow Takt Pull Maintain
VPS Academy 10
Volvo Production System
Stabilize
Transformation – Stabilize
Flow Takt Pull Maintain
Design
Diagnose
Plan
Stabilize quality Stabilize maintenanceStabilize manning Stabilize logistics
Picture
Stabilize process
- Minimize large/short
notice fluctuation in
manning through
communication and
monitoring
- Improve job flexibility
using job rotation and
skill matrix tracking
- Create a discipline for
standards through the
rollout of 5S, followed
by standardized
operating procedures
- Start OEE analysis of
the equipment and
problems solving
- Identify the critical quality points in the process using QFD
- Ensure the tools for both building in and checking quality (SPC, Poke Yoke, andon)
- Problem solve specific large issues (FMEA)
- Identify autonomous
maintenance activity
- Link to maintenance
department schedules
- Train operators as
necessary
- Develop maintenance
KPI’s (MTTR etc)
- Check history of logistics
delivery effectiveness,
problem solving issues
- Build short term
inventories if necessary to
ensure un-interrupted
supply during
transformation
LCL
UCL
1
23
4 6
7
Boar
d
5
8
Prepare
VPS Academy 11
Volvo Production System
Flow
Transformation – Flow
Takt Pull MaintainStabilize
Design
Diagnose
Plan
Prepare
Set WIP for flow Visualize materialSmooth demand Align logistics deliveryBalance work content
- Install leveling board
to smooth out and
visualize information
- Group products where
necessary with batch
building boards
- Balance the work
content between
equipment and
people using
Yamazumi (work
balance boards)
- Eliminate start/stop
activities & waste
- Follow guidelines from micro designs to setup Standard-in-process stocks (SIPS)
- Dimension inter process stocks with upper and lower limits (WIP)
- Visualize and
standardize the
movement of material
with FIFO lanes and
shop stocks
- Design visual triggers
and responses from the
team for NG situations
- Follow guidelines from
logistics micro designs to
improve delivery and to
remove or minimize
material holding using 2-
bin systems,
synchronized delivery,
small parts boxes, etc
Station 3Station 1 Station 2
VPS Academy 12
Volvo Production System
Takt
Create loading
process
Link to overall
production planning
Monitor
performance
Identify takt time
requirements
- Track progress of the
production area in real
time using production
boards or monitors
- Develop team leader
responses for NG
performance
- Design differentiated
manning/loading
tables for different takts,
with target cycle times
- Link back to production
boards or monitors
- Prepare standardized preparation schedule , together with the standardized work combination sheets, for the different takttimes
- Ensure link between takt
time planning and
capacity planning process
- Create a standardized
preparation schedule /
discussion process
(weekly meetings etc)
1
2
2
4
36
4
8
60
7
2
8
4
9
6
1
0
8
12
0
2
5
5
0
7
5
1
0
0
1
2
5
1
5
0
1
7
5
5
5
6
6
7
8
8
9
9
9
1
0
1
0
1
1
854
4
3
DE
M
AN
D
TA
-
un
its
DEMAND G-units
Transformation – Takt
Pull MaintainStabilize
Design
Diagnose
Plan
Prepare Flow
VPS Academy 13
Volvo Production System
Pull
Build skills/capability
matrix
Create manpower
flexibility triggers
Link processes to
one another
Re-dimension and
reduce WIP
- Physically link upstream
and downstream
process together using
kanbans, conveyors,
trolleys, electronic
signals, queuing rails
- Develop capabilities of
operators and logistics
- Gradually reduce inter-
process inventories as
systems and
capabilities mature
- Create regular
system/kanban
maintenance checks
- Improve skills matrixand operator development plan to add flexibility
- Link to reviews and progression criteria
- Train leaders in „train the trainer‟ skills
- Re-allocate manpower
across areas in real time, to
meet customer demand,
triggered by manpower
allocation tables
- Use andon support teams
and overtime to add
flexibility
Add 1
operator Remove 1
operatorInventory levels
Transformation – Pull
MaintainStabilize
Design
Diagnose
Plan
Prepare Flow Takt
VPS Academy 14
Volvo Production System
Maintain
Coach managers
Link to plant
control centreUpdate
Standardized work
Build continuous
improvementCreate audits
ActPlan
DoCheck
12345678910111213
- Amend
standardized work
for improvements
to production
process
- Train personnel in
standardized work
kaizen
- Write audit sheets for
key all key elements
of lean design
- Schedule weekly
audits sessions, led
by non-area person
- Report results to
management
- Identify areas requiring additional coaching
- Complete trainings
- Create communication channels for ad-hoc support
- Link to line control
and plant
performance
monitoring system
- Create trigger point
management systems
and escalation
procedures
- Create improvement
infrastructure in the team
- Develop idea
management process
- Train personnel in
problem solving
methodology
Transformation – Maintain
Stabilize
Design
Diagnose
Plan
Prepare Flow Takt Pull
and how to continue

28Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
Performance measurement –
a Zero and 100% mindset!
• Zero safety risk
• Zero ergonomic concerns
• Zero defects
• Zero deviations created from
human error
• Zero downtime
• Zero scrap material and rework
• Zero environmental concerns
• Zero Premium Freight
• 100% employee satisfaction index
(VGAS)
• 100% delivery precision
• 100% Build-to-Schedule (BTS)
SAFETYSAFETYSAFETYSAFETY QUALITYQUALITYQUALITYQUALITY DELIVERYDELIVERYDELIVERYDELIVERY COSTCOSTCOSTCOST ENVIRONMENTENVIRONMENTENVIRONMENTENVIRONMENT PEOPLEPEOPLEPEOPLEPEOPLE

29Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
VPS Overview
Background to VPS
VPS structure
VPS Content
Going forward

30Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
30
VPS Roadmap 2009-2012
2012
100%
Established
and WCP

31Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
Examples of common areas of interest
The Material
Flow
Purchasing
IT
Logistics
Organizational
development
HR & OD
Unions
Quality
Environmental
care
Quality CouncilProduct development
Environmental
council
ProductPurchasing
Product
development
Purchasing

32Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
The same system from different viewpoints
Manufacturing
perspective
Product development
perspective
Service production
perspective
Administration
perspective

33Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
Toyota
Product Value Stream
Detail DesignSet-based Design
Market
analysis
Company
vision
Integration
Events

34Volvo Production System
VPS AcademyAnne-May Engdahl Nov 2008
The strategic objective of operational excellence
will be aligned with the other objectives…
… and we have created a competitive
customer oriented culture!
Profitable GrowthProduct Cycle
Management
OperationalExcellence