Embed Size (px)
Citation preview

8/9/2019 TPM for the Lean Factory THAI Version -3
http://slidepdf.com/reader/full/tpm-for-the-lean-factory-thai-version-3 1/5
295ส ต้องเริ ่มจาก 2ส กอน
5ส ตองเริ ่มจาก 2ส กอน
2
เปดตัว 5ส ใหม
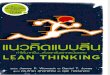
สวน คัญที ่สุดใน 5ส คือการ เนินการ 2ส แรก ไดแก สะสาง และ สะดวก อยางมีระเบียบวินัย และความรู ความเขาใจที ่ถูกตอง (ภาพที ่ 2-1)
การบรรลุความม ุงหมายหลัง 5ส เขามาใช ในองค์กร จะสังเกตได ถาสิ ่งของทุกอยางในสถานที ่ งานไดรับการ หนดใหมีที ่อยู อยางเหมาะสม และสิ ่งของเหลานั ้นก็อยู ในที ่ของมันตามมาตรฐานที ่ หนดไวแตอยางไรก็ตามถาภายใน 1 เดือน เราเริ ่มเห็นวามีงานระหวาง คั ่งคางอยู ในกระบวนการผลิต และสภาพโรงงานก็ไมไดดีกว าที ่เคยเปน แสดงใหเห็นวา ระเบียบวินัยและการฝกอบรมเพื ่อสรางความรู ความเขาใจที ่ถูกตอง ไม ไดรับการเอาใจใส
ในยุคนี ้ ยุคแหงเสรีภาพ ระเบียบวินัย และการฝกอบรมเพื ่อความรู ความเขาใจที ่ถูกตอง แทบจะไมเหลืออยู เลยในสถานที ่ งาน พนักงานที ่ยอมรับระเบียบวินัยและการฝกอบรมในทุกวันนี ้ ก็เพียงเพื ่อบรรลุเง ื่อนไขของการ
ไดรับคาจางหรือเงนิเดือน ซึ ่งแทที ่จริงแลว เราอยากจะเห็นระเบียบวินัยในสถานที ่ งานที ่มาจากความตองการภายในที ่จะรักษาระเบียบวินัยไว มากกวามาจากแรงกดดันจากภายนอกหรือถูกบังคับ ดวยเหตุนี ้ นิยามของระเบียบวินัยของ
เราคือ การฝกอบรมใหพนักงานรู จักรายการ ปริมาณ และ สถานที ่ ในการจัดเก็บสิ ่งของตางๆ ตามหลัก 2ส ตลอดเวลาแม ไมมี ใครเฝาดูก็ตาม
3 จุด คัญที ่ตองปฏบัิติตามเพื ่อใหการ เนินการตามแนวทางนี ้ประสบผล เร็จ หนึ ่ง ตองมันใจวาผู บริหารระดับสูงทั ้งหลาย และ ดวยตนเอง กลาวคือ ถาผู บริหารตองการให 2ส บรรลุเปาหมายทั ้งการสะสางสิ ่งของไม
เปน และการจัดเก็บจัดวางที ่ สะดวก ผู บริหารเหลานั ้นตองเปนกลุ มคนชุดแรกที ่ และ แบบชนิดที ่วาสามารถเปนตัวอยางที ่ดี ใหกับพนักงานได มิฉะนั ้นแลว จะพูด จะสอน จะสั ่ง อยางไรก็ ได แตจะไมมี ใครฟง

8/9/2019 TPM for the Lean Factory THAI Version -3
http://slidepdf.com/reader/full/tpm-for-the-lean-factory-thai-version-3 2/5
30TPM หรับโรงงานแบบลนี
TPM for the Lean Factory
สอง สรางระบบการติดตามและตรวจสอบ ตั ง้แตการฝกอบรมและเครงครัดในระเบียบวินัย ถูกใชเปนแนวทางที ่คาดวาจะ ใหพฤติกรรมที ่ดีเกิดขึ ้นโดยอัตโนมัติ ถึงกระนั ้น ตลอดเวลาก็ตองมีระบบการติดตามและตรวจสอบ เพื ่อดูวาพฤติกรรมที ่ดีเกิดขึ ้นหรือไม อยางไร และเพื ่อใหระบบนี ้เกิดขึ ้นได คุณตองปลอยวางกับส ิ่งที ่ยังเปนอยู ในปจจุบันรวมถึงมาตรฐานและระเบียบวิธีตางๆ ที ่เคยใชมา คิดเสียใหมวา ทุกสิ ่งทุกอยางควรมาจากเจาของพื ้นที ่
สาม ออกแบบกลยุทธ์การจูงใจที ่ ใหทุกคนตระหนักวาการ งานให เร็จเปนสิ ่งที ่คุ มคาความพยายามหรือพูดอีกนัยหนึ ่ งวา ถา อะไร เร็จ สิ ่งที ่ สมควรไดรับ ก็ตองไดรับ แตตองไมลืมวาการใหรางวัลและการ หนิ ติเตียน บอยครั ้งไมมีกฎเกณฑ์ที ่แนนอนและเปนไปตาม เภอใจของผู มี นาจ ซึ ่งวิธีแก ไขก็คือ ตองมีโครงสรางหรือสูตรการ นวณมูลคาของรางวัลที ่มาจากฐานความคิดที ่ วา ดีตองไดดีและถาโครงสรางหรือสูตรการ นวณดังกลาว มีประสิทธิภาพ พนักงานทุกคนก็จะไดรับในส ิ่งที ่สมควรไดรับ
เราคิดวา ทั ้ง 3 จุดนี ้ เปนตอการ ใหเกิดระเบียบวินัยและการเรียนรู ทั ้งนี ้เราไดมีการเจาะลึกถึงผลกระทบจาก 5ส แบบที ่เคย กันมาในอดีต และเสนอวิธีปฏิบัติ 5ส แนวใหม
5ส มีอะไรมากกวาโปสเตอร์ขางฝา
5ส ไดกลายเปนแนวปฏิบัติเพื ่อการจัดสถานที ่ งานที ่ ไดรับความนิยมอยางมาก มีการ มาใชในโรงงาน
เกือบทุกหนทุกแหง อยางไรก็ตาม ก็ยังมีการคอนแคะอยู เชน ปายและ ขวัญ 5ส เปนอยางไร ไมตองแสหรือวามันจะชวยใหการ 5ส หรือ 2ส นั ้นถูกตอง?
นอกจากนั ้น เรายังเห็นผู จัดการทั ้งหลายตองการใหเกิด 5ส อยางรีบเรง และหวังโนมนาวผู อื ่นดวยการ สิ ่งตางๆ ใหมองเห็นได เชน แบบฟอร์มหลายอยางที ่ ใช ในการปฏิบัติ และผลการตรวจประเมิน 5ส ที ่ติดไวบนผนัง ในรูปของกราฟหรือแผนภูมิ (ภาพที ่ 2-2) ซึ ่งการ อยางนี ้ ไมใชขั ้ นตอนสุดทายของ 5ส แตเปนเพียงสวนหนึ ่งเทานั ้ น ถึงอยางไรก็ตาม มีการยืนยันอยางหนักแนนวา 5ส เปนพื ้นฐานไปสู การปรับปรุงทุกรูปแบบ ไมวาจะเปนการยืนยันจากผู บริหารองค์กรทั ้งหลาย ราปฏิบัติ 5ส นวนมาก รวมถึงความเชื ่อที ่แพรหลายของคนทั ่วไป
ภาพที ่ 2-1 5ส ใหมที ่จะยั ่งยืนได ตองอาศัยระเบยีบวินัย
สะสางการแยกแยะสิ งของตางๆ ในสถานท ี งาน ออกเป็น สิ งของที เป็นและไม เป็น แลว จัดสิ งของที ไม เป็นเหลานั นออกจากสถานท ี งานสะดวกการจัดสถานท ี งานใหสิ งของที เป็นทุกอยางมีท ีอยู ท ีสะดวกตอการใชงาน พรอมติดป้าย
บงชี ใหทกุคนเหนวาสิ งของตางๆ จะหาพบไดจากท ี ไหน และเกบคืนท ี ไดอยางถูกตองสะอาดการ เนินการใหสิ งของทกุอยางในสถานท ี งานไดรับการ ความสะอาดและตรวจสอบ
สร้างมาตรฐานการ รงไวซ ึง 3ส แรก สะสาง สะดวก สะอาด
สร้างนิสัยการปฏิบัติตามมาตรฐาน และการสราง นึกหรือกลไกใหทุกคนปฏบิัติ 5ส อยางเป็นกิจวัตร โดยไมตองมี ใครคอยบอกกลาว
สแรก
สที 2
สที 3
สที 4
สที 5

8/9/2019 TPM for the Lean Factory THAI Version -3
http://slidepdf.com/reader/full/tpm-for-the-lean-factory-thai-version-3 3/5
355ส ต้องเริ ่มจาก 2ส กอน
เพื ่อใหมั ่นใจวาทุกคน ณ ที ่นั ้ น เห็นภาพเดียวกัน เราเริ ่มโดยการ จัดความสูญเปลาที ่ ลังเกิดขึ ้นอยู ขณะนั ้น ความสูญเปลาตางๆ ปรากฏอยู ในตารางที ่ 2-1 และมันชัดเจนมากวา เมื ่อเราหาทาง จัดความสูญเปลาเหลานั ้น
ตอบก็คือ 2ส และ 3ส
ความสูญเปล่าที ค้นพบ
ดับความ คัญ
สาเหต ุ แนวทางในการ จัด
การหยุดของเคร ืองจักรเลกนอย
2 1. เครื องจักรและชิ นสวนสกปรก
2. ตองหยุดเครื องเพื อไปหยิบชิ นสวนที ตองการใช
3. เศษโลหะจากกรรมวิธีการผลิต เชน
การกลึง การเจาะ พันตดิกับเครื องจักร
1. ปฏิบัติ 3ส (สะอาด สรางมาตรฐานและ สรางนิสัย) อยางท ัวถงึ
2.1 หยิบเตรยีมชิ นสวนตางๆ ไว ใหพรอมต ังแตกอนเริ มเดนิเครื องจักร2.2 จัดวางเคร ืองจักรเรียงตามขั นตอนการผลิต
3. แกไขชุดอุปกรณ์คมตัดใหสามารถหัก
เศษโลหะออกเป็นชิ นเลกๆ ได และการพิจารณาความหนาของชิ นงาน อุปกรณ์เจาะ การหลอเยน หรือปจจัยอื นๆ
การหยุดของเคร ืองจักรปานกลาง
1 1. การคนหามีมากครั งและยาวนาน(การเตรยีมการลวงหนายังไมดพีอ)
2. เครื องจักรเสียแบบฉับพลัน (เนื องจากการเสื อมสภาพสะสมจากฝุ ่นผงและคราบสกปรก)
1. ปฏิบัติ 2ส (สะสาง และ สะดวก)อยางท ัวถึง รวมถึงการ หนดที อยู และตดิป้ายบงชี
2. การเสื อมสภาพ สวนหนึ งเป็นธรรมชาต ิซึ งรับมือไดโดยการ หนดเวลาเปลี ยนลวงหนาจากการพยากรณ์ (ปรับปรุง
MTBF) แตอยางไรกตาม การปฏิบัติ 3ส(สะอาด สรางมาตรฐาน และ สรางนสัิย) ยังคงมคีวาม เป็น นอกจากนั นพนักงานยังตองเรียนร ู การ รุงรักษาแบบทันทีทันใดโดยเตรียมพรอมไวลวงหนา (Instant Maintenance)
การใชแรงงานไมคุ มคา 3 1. แนวคดิที ใหพนักงานหนึ งคน งาน ได 1 อยาง เพื อความ นาญ
2. การเปลี ยนรุ นการผลิตที ใชเวลา 20ถงึ 40 นาที
1. เปลี ยนแนวคิดเป็นพนักงาน 1 คนสามารถเชี ยวชาญงานไดหลายอยาง
2. ประยุกต์หลักและวิธีของการเปลี ยนรุ นการผลิตโดยเวลาตั งเครื องจักรเป็นศูนย์ เพื อ การลดเวลา
เกดิของเสีย ใหตองม ีการปรับต ังเคร ืองจักร
ใหม
4(ยังมตีอ แต ณ ที นี พื นที กระดาษ เอื อ นวยแตเพียงเทานี )
ตารางที ่ 2-1 ความสูญเปลาที ่ รวจพบ ณ โรงงาน N

8/9/2019 TPM for the Lean Factory THAI Version -3
http://slidepdf.com/reader/full/tpm-for-the-lean-factory-thai-version-3 4/5
36TPM หรับโรงงานแบบลนี
TPM for the Lean Factory
ระหวางปฏบัิติการ เราไดตระหนักถึงความเปนจริงได ในทันทีวา 2ส (สะสาง และ สะดวก) และ 3ส (สะอาดสรางมาตรฐาน และ สรางนิสัย) ตองปรากฏแยกกันในแผนการตางๆ ที ่ ใช จัดความสูญเปลา และเราเริ ่มพบกับความ
เห็นที ่ตางกัน กลาวคือ เดิมทีการ เนิน 5ส ถูกมองวาเปนพื น้ฐานของการปรับปรุง และหลายโรงงานก็รณรงค์ผาน โปสเตอร์ 5ส แตเราคิดวา 5ส เปนหนึ ่งดวยตัวของมันเอง แมจะไมสามารถปฏิบั ติพรอมกันไดทั ้ ง 5 ในคราวเดียว ในความเปนจริง เราไดวิ ่งเขาสู ความยุ งยากตั ้งแตเราคิดวา 5ส ตองแบงออกเปน 2ส และ 3ส แถมยังพยามยามปรับปรุงทั ้งคู ในชวงเวลาเดียวกันอีก
นิยาม 2ส ตองการเนนแค การ ทุกอยางใหมั ่นใจวาจะมแีตเฉพาะของที ่ เปนเทานั ้นอยู ในสถานที ่ งานและของที ่ เปนเหลานั ้น ตองจัดเก็บใหสามารถหยิบใช ไดในทันที จากการประยุกต์ ใชแนวคิดนี ้กับเครื ่องจักรอุปกรณ์ และสิ ่งของตางๆ ในโรงงาน เราสามารถพูดไดวา 2ส หมายถึง การมีสิ ่งของตางๆ ในสภาพการจัดเก็บที ่พรอมจะถูก
ไปใช
หรืออีกนิยามหนึ ่งที ่ไดรับการยอมรับ คือ การปฏิบัติ 2ส หมายถึง การจัดวางงานและเครื ่องมือตามการไหลของกระบวนการผลิตหรือกระบวนการ งาน ซึ ง่ตองตอบ ถามใหไดวาจะวางอะไรไวตรงไหน ในปริมาณเทาใดจึงจะสอดคลองกับการไหลของกระบวนการนั ้นๆ บอยครั ้งเราเรียกหลักการนี ้วา “การ หนดที ่อยู มาตรฐานใหกับของทุกสิ ่ง” และ “การติดปายบงชี ้” (รายการและปริมาณ)
จากที ่ รวจมาทั ้งหมด แนวทางที ่เห็นความ เร็จ ที ่ความพยายามในปรับปรุงโรงงานแหงนี ้จะมุ งไป นั ่นก็คือการประยุกต์ ใชหลักการ 2ส ในกระบวนการเตรียมความพรอมกอนเปลี ่ยนรุ นการผลิต
ข ั้นตอนการ จัดความสญูเปลาในการเตรยีมความพรอมกอนเปลี ่ยนรุ นการผลติ
ข ั้นตอนที ่ 1 จับประเด็นปญหาในสถานการณ์ปจจุบันใหได
เราเริ ่มโดยการพยายามจับประเด็นใหไดวาสถานการณ์เชนใดที ่ ลัง เนินอยู ในปจจุบัน การ เนินการอยางหนึ ่งที ่สมควร ก็คือการศึกษาวาการตั ้งเครื ่องจักรมีบอยครั ง้เพียงใด และใชเวลามากนอยเพียงใด ผานเทคนิคการวิเคราะห์การปฏิบัติงาน เชน เทคนิคการส ุมงาน แตเนื ่องจากเรามีเวลา กัด อยางไรก็ตาม เราจึงเลอืกใชวิธกีารที ่งายกวา
ภาพที ่ 2-4 ผังโรงงานในสวนของการผลิตชิ ้นสวนดวยเครื ่องมือกล ณ โรงงาน N

8/9/2019 TPM for the Lean Factory THAI Version -3
http://slidepdf.com/reader/full/tpm-for-the-lean-factory-thai-version-3 5/5
375ส ต้องเริ ่มจาก 2ส กอน
ประเด็น ความสูญเปล่า
ที ค้นพบดับ
ความ คัญสาเหตุ แนวทางในการก จัด
การเขยีนใบสั งงาน ตองเสียเวลา
คิด
3 1. ตัวเลขตางๆ ไมตรงกับ
ในแผนการผลิต
2. ไมสามารถเขาใจไดวารายการวัสดุอุปกรณ์ตางๆตองคงคลังไวในปริมาณเทาใด
3. ไมชัดเจนวาการเปลี ยน
รุ นการผลิตจะเกิดข ึนที เครื องจักรใด และมเีงื อนไขอยางไร
1. แผนการผลิตระยะยาวคือตัว
ปญหาและคุณไม เป็นตองคิด ถาคุณสามารถสรางระบบที แผนการผลิตวางเป็นสัปดาห์ตอสัปดาห์ หรือเฉพาะงานที เขามา
2. แนวทางที สุดโตงคือการ จัดคลังพัสดุใหหมดสิ นแลวเปลี ยนมาเป็นการ
ใชระบบถังเกบ (Bin System) แทนแลวของคงคลังจะลดลงครึ งหนึ ง และเป็นสัดสวน ไมปะปนกัน
3. จัด บอร์ดแสดงตารางการผลิต
(เพื อใหทราบวาการเปลี ยนรุ นการผลิตจะเกิดข ึนที ใด) เพื อจะได วัสดุอุปกรณ์ตางๆ ที ตองใช (ซึ งเกบอยู ในชั นวางของใกลๆ บอร์ดนี ) ไปสงยังเครื องจักร
อุปกรณ์ เจาะ(Jig) และการ
ไปใช
ตองคนหา 1 1. เมื อใชแลวไมเกบเขาที (หรอืไมมีที ใหเกบ)
2. ป้ายบอกวิธีการใช ไม เป็นปจจุบัน
3. รายการสิ งของที คลายคลึงกันอยู ดวยกันจนยากที จะแยกแยะ
1. ปฏิบัติการ สะสาง และ สะดวกอยางท ัวถงึ
2. ตองมีผ ูรับผิดชอบโดยตรงมาจัดการเรื องการจัดเกบตามความถี ในการ
ใชงาน ทั งป้ายบงชี และวิธีการแบงรวมถึงตองมีผ ูควบคุมใหเป็นไปตามกฎเกณฑที์ หนด
3. รายการสิ งของตางๆ ตองมีวิธีแนกที ชัดเจน เชน การใชสีหรือ
อื นๆ เชนเดียวกับที ตองมีการ หนดที อยู และป้ายบงชี มาตรฐาน
วัสดแุละชิ นสวนตางๆ
ตองเดนิไปมาเป็นระยะทางไกล
2 1. รายการสิ งของตางๆเกบไวหลายที ไมรวมอยู ที เดียวกัน
2. รายการสิ งของท ังเกาและใหมปะปนอยู ดวยกันซึ ง ไปสู ความเผลอเรอ
ในการปฏิบัติตามระบบเขากอน-ออกกอน กลายเป็น เขาหลัง-ออกกอน
1. จัดใหมีที เกบเพียงที เดียว และจัดความสูญเปลา (เวลาและระยะ
ทาง) โดยจัดชั นวาง หรับเกบวัสดุ
อุปกรณเ์รียงเป็นรปูตัวยู (U-shape)2. ใชชั นวางแบบที สามารถ ใหของเกาไหลออกมาเมื อเติมของใหมเขาไปเพื อใหเกิดระบบเขากอน-ออกกอน
โดยอัตโนมัต ิ
ตารางที ่ 2-2 แนวทาง จัดความสูญเปลาจากการเตรยีมความพรอม