Embed Size (px)
Citation preview

Purchasing Moulds and Tools –
What is important?
A survey of the European Polymer
Industry
‘The aim of this study is to understand the purchasing decisions of an organization in
relation to moulds and tools. The objective is to identify if cost is the major influencer,
or do other factors have an affect, e.g. is corporate social responsibility a factor,
quality, locality of the supplier etc.’

2
The sole responsibility for the content of this report lies with the authors. It does not necessarily
reflect the opinion of the European Communities. The European Commission is not responsible
for any use that may be made of the information contained therein.

3
Table of Contents
Table of Contents.............................................................................................................3
Introduction.......................................................................................................................4
Methodology ....................................................................................................................6
Results .................................................................................................................................7
3.1 Sample Characterisation...............................................................................7
3.2 Sample Characterisation...............................................................................8
3.3 Mould Specifications / Processed Materials..............................................9
3.4 Moulding Process Characteristics..............................................................10
3.5 Energy Efficiency ...........................................................................................12
3.6 Best Practice...................................................................................................14
3.7 Business Impact..............................................................................................16
3.8 What drives behaviour .................................................................................17
Conclusions .....................................................................................................................20
References ......................................................................................................................21
Questionnaire .................................................................................................................22

4
Chapter
1 Introduction
This study has been developed as part of the Intelligent Energy Europe project
ENER-Plast. The aim of ENER-Plast is to develop tools and resources to support
energy management and the dissemination of best practices that contributes
to the carbon footprint reduction of the polymer supply chain industries,
namely through increasing energy efficiency.
With rising energy costs, soaring raw materials process and the impacts of
climate change the need to monitor and reduce energy consumption is
more important than ever. As with most industries, controlling costs is critical
to sustainability and profitability; however, energy costs can be controlled
and often reduced by implementing measures that do not require significant
investment. Energy efficiency offers short- and long-term benefits and by
increasing the efficiency of a business the bottom line can be strengthened.
Reducing the energy invoice is particularly important for the competitiveness
of the European polymer supply chain, once they lose in the field of
production costs, such as wages, to other regions of the globe. Thus, there is
a strong need to compete through other factors such as innovation and
efficiency on the use of resources.
Within this context, increasing energy efficiency in polymer transformers
industries has a double impact, on one hand sustain the competitiveness and
avoid delocalisation and on the other hand contribute to reduce the carbon
footprint in the pursuit of Kyoto Protocol goals.
The main aim of this study is to understand the importance of energy
efficiency in the selection of a supplier when purchasing a mould or tool.
Thus, comes up the following question ‘What is important when purchasing
moulds and tools?’
To understand the criteria behind this process we have to understand the
importance given to energy efficiency inside each organisation. The goal is
to identify how to motivate companies to adopt behaviours for the rational
use of energy.
We believe that a mould or tool energy efficient increase productivity and
conduct high profitability and this would be one of the strongest arguments to
gather manager’s attention.
This study covered the following areas:
• Most important factor when purchasing a mould or tool
• Specifications regarding the moulds and materials to be processed
• Specifications regarding the moulding process
• Information requested when purchasing moulds
• Use of conformal cooling

5
• Best Practice
• Impact of energy costs
• Environmental and energy policies
• Goals and targets
Low Energy Plastics Processing: A European Best Practice Guide found that
59% of energy consumption in an injection moulding plant comes from
machinery. The majority of this energy depends on the type of injection
machines namely if they are hydraulic, all-electric or hybrid with advantages
from an energy efficiency point of view for all-electric machines. The energy
required by the mould itself during processing depends on many factors and
some of them are an imposition of the part to be moulded due to the
material used, size and complexity of the shape. This will set requirements for
the mould such as cooling system, size, materials etc. Therefore, energy
efficiency is a commitment between machine, mould and part design.

6
Chapter
2 Methodology
The methodology followed in the development of this study had an
exploratory scope. A questionnaire was developed based on the quotation
sheets of a number of mould making companies. The questionnaire was
distributed to over 1,600 companies across Europe. The answers were
collected between October 2008 and July 2009.
The results in this report are presented country by country and compared with
the total of the sample, based on the frequencies of the answers.
Additionally, for each question the results for the ENER-Plast partner countries
are highlighted (Portugal, UK, Belgium, Germany, Slovenia, Czech Republic,
France and Spain).
The questionnaire can be found in Annex 1 and is divided into 8 topics:
1. Company Characterisation
2. Purchasing
3. Mould Specification / Processed Materials
4. Moulding Process Characteristics
5. Energy Efficiency
6. Best Practices
7. Business Impact
8. What drives behaviour

7
Chapter
3 Results
3.1 Sample Characterisation
The survey has been answered by 117 companies from 20 countries, mostly
using injection moulding as their main process. Approximately 47% of the
companies purchase moulds and tools locally, 32% within their own country,
14% from within Europe and 32% outside Europe.
The sample is composed of companies from the ENER-Plast partner countries
(Portugal, UK, Belgium, Germany, Slovenia, Czech Republic, France and
Spain) as well as Australia, Canada, Columbia, Denmark, Israel, Kenya,
Lithuania, Luxembourg, Peru, Romania, South Africa and Switzerland. The
ENER-Plast area represents 85% of the sample.
The following diagram demonstrates the participating of each country in this
survey:
Others14%
France5%
Spain6%
UK8%
Czech Republic8% Slovenia
10%
Belgium15%
Germany16%
Portugal18%
Fig. 1: Percentage of participants in the survey by country
With regards to the production process, 74% of the participants are
predominately injection moulders, 11% extrusion, 6% blow moulding and 18%
other processes. Those companies have suppliers of moulds and tools from a
wide range of countries, as shown in figure 2.
Portugal17%
China13%
Germany13%
Slovenia7%
Belgium6%
Italy6%
Czech Republic5%
UK5%
Spain4%
Taiwan4%Other countries
20%
Fig. 2: Percentage of mould and tool suppliers by country

8
3.2 Sample Characterisation
The respondents were asked to rank the key factors when purchasing a
mould or tool between a set of options, namely price, location of the supplier,
quality, technical competence of the supplier, energy efficiency and ease of
maintenance.
0
1
2
3
4
5
6
Price
Localization
Quality
Technical Competence
Energy Efficiency
Maintenance
ENER-Plast
0
1
2
3
4
5
6
Price
Localization
Quality
Technical Competence
Energy Efficiency
Maintenance
Belgium
0
1
2
3
4
5
6
Price
Localization
Quality
Technical Competence
Energy Efficiency
Maintenance
Czech Republic
0
1
2
3
4
5
6
Price
Localization
Quality
Technical Competence
Energy Efficiency
Maintenance
France
0
1
2
3
4
5
6
Price
Localization
Quality
Technical Competence
Energy Efficiency
Maintenance
Germany
0
1
2
3
4
5
6
Price
Localization
Quality
Technical Competence
Energy Efficiency
Maintenance
Portugal
0
1
2
3
4
5
6
Price
Localization
Quality
Technical Competence
Energy Efficiency
Maintenance
Slovenia
0
1
2
3
4
5
6
Price
Localization
Quality
Technical Competence
Energy Efficiency
Maintenance
Spain
0
1
2
3
4
5
6
Price
Localization
Quality
Technical Competence
Energy Efficiency
Maintenance
UK
Fig. 3: Ranking of factors influencing the purchasing decision of moulds and
tools by country/area
In each radar diagram can be seen a black line indicating the total of the
sample and a green area that indicates the results of each country/area.

9
The most important factor scores 6 points and the less important scores 1
point. The first diagram shows that energy efficiency is less important factor,
for both ENER-Plast area and total of the sample.
Energy efficiency is most important to companies within the Czech Republic.
As expected, price and quality are the most important factors in the
purchasing decision for the majority of countries analysed.
3.3 Mould Specifications / Processed Materials
The mould should produce parts with high quality, in a short cycle time with
the minimum maintenance during service, and should guarantee the volume
and part dimensions in the life cycle. The mould design is the answer to the
part characteristics and moulding cycle needs.
Based on the information required for a quotation of a mould or tool,
respondents were asked if they give specific instructions to the
mould/toolmaker regarding the following:
• Number of cavities
• Type of mould (e.g. mono block, automatic, semi-automatic, manual,
etc.)
• Mould materials
• Materials to be processed
• Contraction rate
• Extraction system
As shown in the diagrams below, more than 75% of the companies specify all
attributes analysed.
0%
25%
50%
75%
100%
Number of cavities
Type of mould
Mould materials
Materials to be
processed
Contraction rate
Extraction system
ENER-Plast
0%
25%
50%
75%
100%
Number of cavities
Type of mould
Mould materials
Materials to be
processed
Contraction rate
Extraction system
Belgium
0%
25%
50%
75%
100%
Number of cavities
Type of mould
Mould materials
Materials to be
processed
Contraction rate
Extraction system
Czech Republic

10
0%
25%
50%
75%
100%
Number of cavities
Type of mould
Mould materials
Materials to be
processed
Contraction rate
Extraction system
France
0%
25%
50%
75%
100%
Number of cavities
Type of mould
Mould materials
Materials to be
processed
Contraction rate
Extraction system
Germany
0%
25%
50%
75%
100%
Number of cavities
Type of mould
Mould materials
Materials to be
processed
Contraction rate
Extraction system
Portugal
0%
25%
50%
75%
100%
Number of cavities
Type of mould
Mould materials
Materials to be
processed
Contraction rate
Extraction system
Slovenia
0%
25%
50%
75%
100%
Number of cavities
Type of mould
Mould materials
Materials to be
processed
Contraction rate
Extraction system
Spain
0%
25%
50%
75%
100%
Number of cavities
Type of mould
Mould materials
Materials to be
processed
Contraction rate
Extraction system
UK
Fig. 4: Percentage of companies specifying mould characteristics
3.4 Moulding Process Characteristics
Respondents were also asked if they give specifications to the mould maker
concerning the moulding process. The attributes analysed were:
• Batch size
• Cycle time
• Model of injection machine
• Sprue bush diameter
• Injection system (e.g. hot runner, bi-material, bi-colour, etc.)
• Mould temperature
• Polymer temperature
• Cooling temperature
• Type of movements (e.g. mechanic, hydraulic, pneumatic, etc.)
• Cooling system
11
0%
25%
50%
75%
100%
Batch Size
Cycle time
Model of injection machine
Sprue bush diameter
Injection system
Mould temperature
Polymer temperature
Cooling temperature
Type of movements
Cooling system
ENER-Plast
0%
25%
50%
75%
100%
Batch Size
Cycle time
Model of injection machine
Sprue bush diameter
Injection system
Mould temperature
Polymer temperature
Cooling temperature
Type of movements
Cooling system
Belgium
0%
25%
50%
75%
100%
Batch Size
Cycle time
Model of injection machine
Sprue bush diameter
Injection system
Mould temperature
Polymer temperature
Cooling temperature
Type of movements
Cooling system
Czech Republic
0%
25%
50%
75%
100%
Batch Size
Cycle time
Model of injection machine
Sprue bush diameter
Injection system
Mould temperature
Polymer temperature
Cooling temperature
Type of movements
Cooling system
France
0%
25%
50%
75%
100%
Batch Size
Cycle time
Model of injection machine
Sprue bush diameter
Injection system
Mould temperature
Polymer temperature
Cooling temperature
Type of movements
Cooling system
Germany
0%
25%
50%
75%
100%
Batch Size
Cycle time
Model of injection machine
Sprue bush diameter
Injection system
Mould temperature
Polymer temperature
Cooling temperature
Type of movements
Cooling system
Portugal
0%
25%
50%
75%
100%
Batch Size
Cycle time
Model of injection machine
Sprue bush diameter
Injection system
Mould temperature
Polymer temperature
Cooling temperature
Type of movements
Cooling system
Slovenia
0%
25%
50%
75%
100%
Batch Size
Cycle time
Model of injection machine
Sprue bush diameter
Injection system
Mould temperature
Polymer temperature
Cooling temperature
Type of movements
Cooling system
Spain
0%
25%
50%
75%
100%
Batch Size
Cycle time
Model of injection machine
Sprue bush diameter
Injection system
Mould temperature
Polymer temperature
Cooling temperature
Type of movements
Cooling system
UK
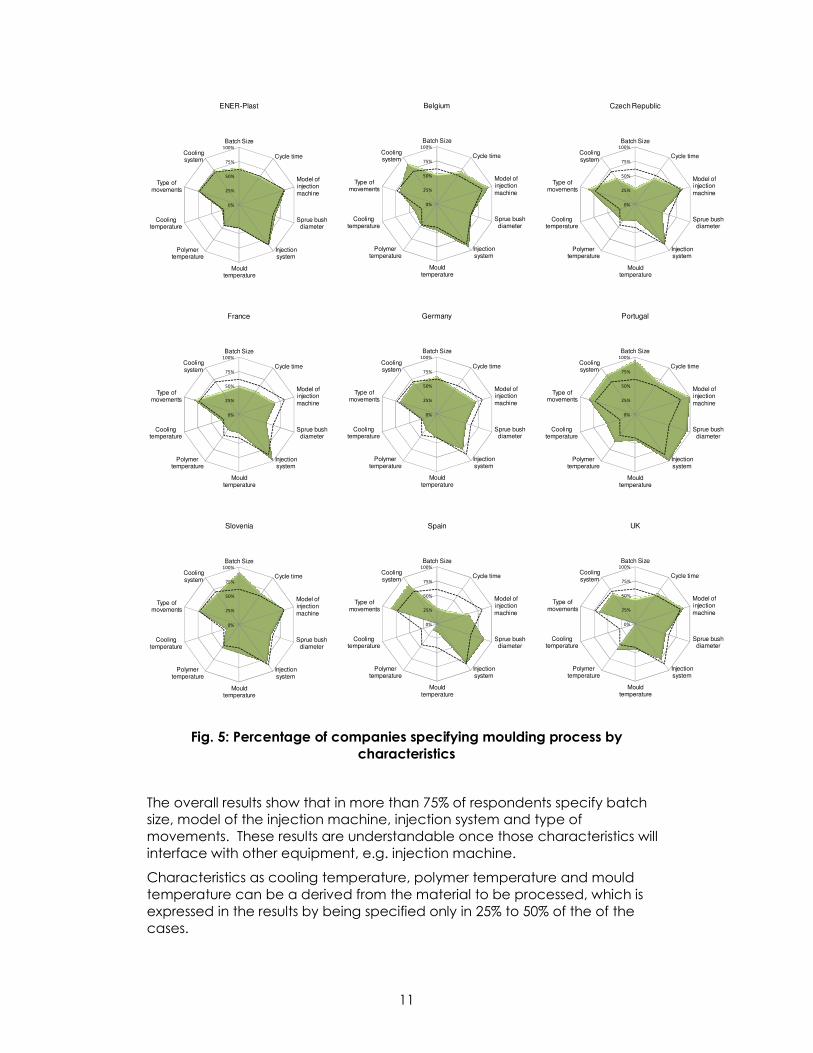
Fig. 5: Percentage of companies specifying moulding process by
characteristics
The overall results show that in more than 75% of respondents specify batch
size, model of the injection machine, injection system and type of
movements. These results are understandable once those characteristics will
interface with other equipment, e.g. injection machine.
Characteristics as cooling temperature, polymer temperature and mould
temperature can be a derived from the material to be processed, which is
expressed in the results by being specified only in 25% to 50% of the of the
cases.

12
A country by country analysis can help to identify different levels of
specification, but the main characteristics remain the same (batch size,
model of the injection machine, injection system and type of movements).
3.5 Energy Efficiency
To analyse companies concerning about energy efficiency, we asked if they
request detailed information, when ordering a mould, regarding energy
efficiency of the mould during processing, only 10% of the companies replied
yes.
Yes10%
No90%
SAMPLE
Yes8%
No92%
ENER-Plast
Yes12%
No88%
Belgium
Yes0%
No100%
Czech Republic
Yes0%
No100%
France
Yes16%
No84%
Germany
Yes5%
No95%
Portugal
Yes8%
No92%
Slovenia
Yes0%
No100%
Spain
Yes11%
No89%
UK
Fig. 6: Percentage of companies requiring detailed information regarding
energy efficiency

13
It can be seen that Belgium, Germany and the UK are the countries showing
the more concern relating to energy consumption and the performance of
the mould.
Conformal cooling is normally seen as a best practice of energy efficiency on
a mould or tool design. Thus, companies were asked if normally the moulds
they use have a conformed cooling system. 36% of the companies answered
positively.
Yes36%
No64%
SAMPLE
Yes35%
No65%
ENER-Plast
Yes29%
No71%
Belgium
Yes11%
No89%
Czech Republic
Yes60%
No40%
France
Yes39%
No61%
Germany
Yes41%
No59%
Portugal
Yes25%
No75%
Slovenia
Yes83%
No17%
Spain
Yes14%
No86%
UK
Fig. 7: Percentage of companies using conformal cooling in their moulds
Cooling system design has a great importance for plastics injection moulding
process. It is crucial not only to reduce moulding cycle time but also affect
significantly the productivity and quality of the final product.

14
The mould cooling system design determines the temperature profile along
the cavity wall. The cooling channels form and their location effect the
temperature distribution of the mould and the solidification degree of the
polymer.
To improve the productivity of the process, the cooling time should be
minimised and a homogenous cooling part of the part should be necessary
for the quality of the product, that’s why conformal cooling is a best practice,
however, it is very complex to execute this kind of cooling system and that
could be a reason to such a low rate of conformal cooling usage.
3.6 Best Practice
As important as knowing if a company is concerned with energy efficiency of
a mould, it is also important to find out if companies are looking to improve
their efficiency. Therefore, it was asked if companies keep and refer to Best
Practice Guidelines regarding energy efficiency.
Yes20%
No80%
SAMPLE
Yes18%
No82%
ENER-Plast
Yes18%
No82%
Belgium
Yes0%
No100%
Czech Republic
Yes33%
No67%
France
Yes26%
No74%
Germany
Yes24%
No76%
Portugal

15
Yes8%
No92%
Slovenia
Yes0%
No100%
Spain
Yes25%
No75%
UK
Fig. 8: Reference to Best Practice on their activities
Only 20% of companies keep records of best practices of energy efficiency of
a mould, which is in line with the low percentage of companies (10%) that
requests information regarding energy efficiency of the mould during
production.
In a prospective way, it was asked if companies would find it useful having a
Best Practice Guide for the Mould and Tool Industry. As shown in Figure 9, a
large number said yes, 90%.
Yes90%
No10%
SAMPLE
Yes88%
No12%
ENER-Plast
Yes88%
No12%
Belgium
Yes89%
No11%
Czech Republic
Yes100%
No0%
France
Yes74%
No26%
Germany
Yes86%
No14%
Portugal

16
Yes92%
No8%
Slovenia
Yes100%
No0%
Spain
Yes100%
No0%
UK
Fig. 9: Percentage of respondents that consider a Best Practice Guide to be a
useful tool
3.7 Business Impact
The importance of energy efficiency for a company can be measured by
how energy efficiency contributes towards the company’s profitability. Thus,
emerges the question how energy costs have impacted on company
operational costs. 49% of the companies said that energy cosy has had a
significant impact on operational costs. That drives us to believe that
managers are concerned about energy issues.
Low7%
Moderate44%
High49%
SAMPLE
Low8%
Moderate44%
High48%
ENER-Plast
Low0%
Moderate53%
High47%
Belgium
Low0%
Moderate53%
High47%
Czech Republic
Low0%
Moderate53%
High47%
France
Low0%
Moderate53%
High47%
Germany
Low19%
Moderate38%
High43%
Portugal
17
Low0%
Moderate75%
High25%
Slovenia
Low0%
Moderate14%
High86%
Spain
Low11%
Moderate22%
High67%
UK
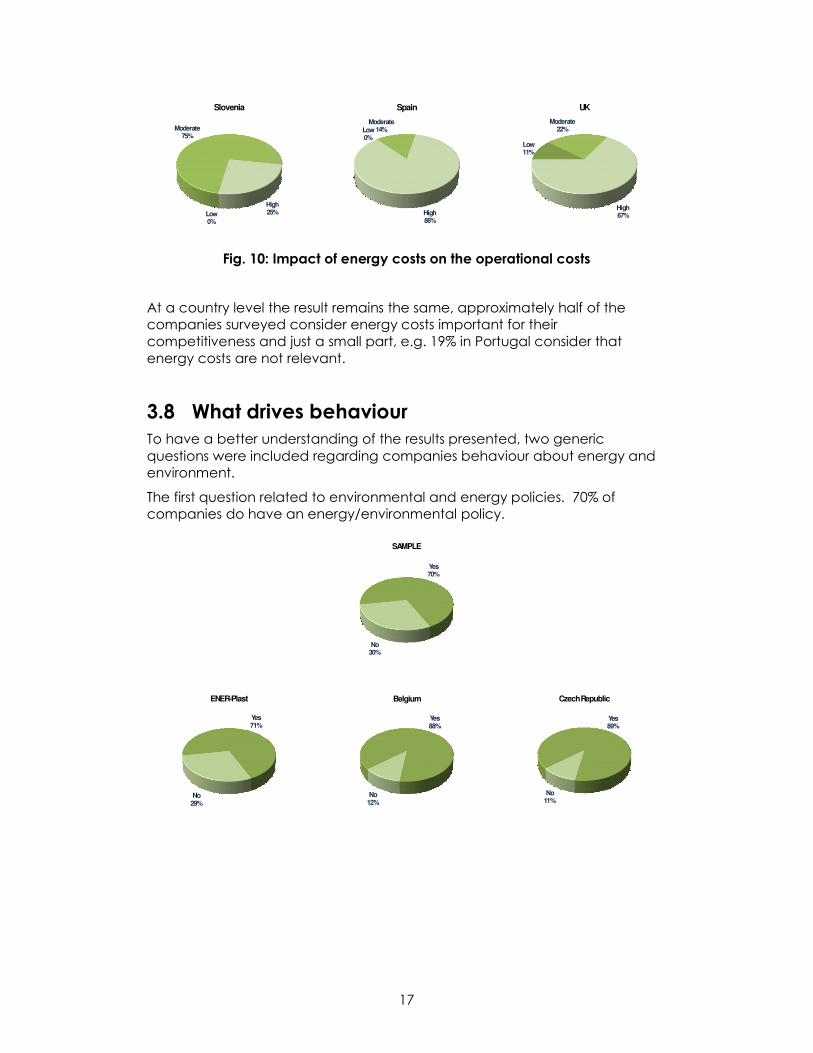
Fig. 10: Impact of energy costs on the operational costs
At a country level the result remains the same, approximately half of the
companies surveyed consider energy costs important for their
competitiveness and just a small part, e.g. 19% in Portugal consider that
energy costs are not relevant.
3.8 What drives behaviour
To have a better understanding of the results presented, two generic
questions were included regarding companies behaviour about energy and
environment.
The first question related to environmental and energy policies. 70% of
companies do have an energy/environmental policy.
Yes70%
No30%
SAMPLE
Yes71%
No29%
ENER-Plast
Yes88%
No12%
Belgium
Yes89%
No11%
Czech Republic

18
Yes33%
No67%
France
Yes89%
No11%
Germany
Yes48%
No52%
Portugal
Yes75%
No25%
Slovenia
Yes29%
No71%
Spain
Yes89%
No11%
UK
Fig. 11: Environmental / energy policy
At a country level, a group can be identified composed of Belgium, Czech
Republic, Germany, Slovenia and UK in which the majority refer to having
environmental / energy policies.
The second question was if companies have measureable goals and targets
regarding energy consumption and efficiency. The percentage of
companies saying yes was 56%.
Yes55%
No45%
SAMPLE
Yes54%
No46%
ENER-Plast
Yes76%
No24%
Belgium
Yes56%
No44%
Czech Republic

19
Yes67%
No33%
France
Yes68%
No32%
Germany
Yes19%
No81%
Portugal
Yes67%
No33%
Slovenia
Yes14%
No86%
Spain
Yes67%
No33%
UK
Fig. 12: Goals and targets regarding energy consumption and efficiency
The results were in accordance with the answers to the first question, but it
can be seen that in some cases companies that refer to having
energy/environmental policies do not have concrete goals and measures to
implement those policies.

20
Chapter
4 Conclusions
This study reflects mainly the opinion of injection moulders (74% of the
participants) and revels that the main concerning when purchasing a mould
or tool is quality followed by price and technical competence. By other
words, the most important is the performance of the mould.
The high level of specification when ordering a mould reveal that is critical for
plastic transformers in having information about the state-of-art of solutions
offered by mould makers that influence the mould performance in terms of
quality of the parts, cycle time, batch size, etc.
Regarding energy efficiency the results reveal that this is not the main
concerning for a plastic transformer. Often, they don’t ask for information
regarding energy efficiency and don’t keep records and best practices of
energy efficiency. Only 36% of the companies uses moulds with conformal
cooling, which is one of the major opportunities to increase energy efficiency
of a mould with a direct repercussion on productivity.
As referred previously the main gain regarding energy efficiency in a injection
moulding plant can be achieved through machinery, that is responsible for
about 60% of the energy consumed, and practices during operation as
described in “Low Energy Plastic Processing - RECIPE European Best Practice
Guide”. The mould is only responsible for less than 15% of that consumption.
The majority of the companies refer that energy cost have a strong impact in
their businesses and require more information regarding best practices on
moulds and tools.
From the overall analysis of this survey it can be understood that there is a
lack of information regarding energy efficiency on moulding industry, the
majority of the companies don’t keep track of their energy consumption and
although 70% affirmed to have environmental/energy policies only 56% refer
to have goals and measures for its implementation.

21
Chapter
5 References
Low Energy Plastics Processing: A European Best Practice Guide, October
2006, www.eurecipe.com

22
Annex
1 Questionnaire

23

24





























