Embed Size (px)
Citation preview

Cooling Systems Air Quality Systems Process Heat Exchangers Chimneys HRSG & Waste Heat Boilers
Hamon Air Quality Systems
Challenging Environment Norms in India
Company : Hamon Research Cottrell India ( HRC INDIA )
22nd & 23rd Dec 2016 – New Delhi
Organised by

Cooling Systems Air Quality Systems Process Heat Exchangers Chimneys HRSG & Waste Heat Boilers
Hamon Air Quality Systems
Is the revised Environment guidelines a Real Challenge ??
27-12-16 2
HRC INDIA SEE THIS INITIATIVE OF THE INDIAN GOVERNMENT AS A NOBLE CAUSE OF KEEPING OUR COUNTRY CLEAN
AND HRC INDIA Vouch to support the Power producing companies in what ever means possible towards achieving a cleaner nation
YES – IT IS A POSITIVE CHALLENGE TO INDIA AS A COUNTRY
HRC WAS DOING THIS FOR THE PAST 100 YEARS. AND CONTINUE TO DO ….HRC WAS DOING THIS FOR THE PAST 100 YEARS. AND CONTINUE TO DO ….

Cooling Systems Air Quality Systems Process Heat Exchangers Chimneys HRSG & Waste Heat Boilers
Hamon Air Quality Systems
Hamon Companies
– Hamon & Cie is a Belgium based global group specializing in pollution control, heat recovery and cooling technologies for the utility, petrochemical and heavy industries, with annual turnover of over $700 million.
– Hamon has operating companies in Europe, Asia, Africa, South America and USA.
Integrated solutions for a clean environment

Cooling Systems Air Quality Systems Process Heat Exchangers Chimneys HRSG & Waste Heat Boilers
Hamon Air Quality Systems Hamon Business Units
Heat Recovery Steam Generator -Waste HeatRecovery BoilerHAMON DELTAK
Wet Cooling Systems - Dry Cooling Systems HAMON THERMAL RESEARCH-COTTRELL DRY COOLING
Air Quality SystemHAMON RESEARCH-COTTRELLHAMON ENVIROSERV
Process (Air Cooled) Heat ExchangersHAMON D’HONDTBROWN FINTUBETHERMAL TRANSFER CORPORATION
ChimneyHAMON CUSTODIS

Cooling Systems Air Quality Systems Process Heat Exchangers Chimneys HRSG & Waste Heat Boilers
Hamon Air Quality Systems
DUST REMOVAL SYSTEM
Hybrid Collectors (COPHAC)
Cyclone & Multicyclones
Flue Gas ConditioningNH3, SO3
Fabric FiltersPulse jet and Low pressure
Air Quality System – Product at glance
Dry & WetElectr. Precipitators
ACID GASREMOVALSYSTEMS
Dry type FGT Systems
Semi-Dry FGT Systems
Wet FGD scrubbing for Ind’l Boilers and Diesel Engines
Seawater FGD
Circulated Fludized Bed FGD
Wet limestone FGD
NOx REMOVAL SYSTEMS
SCR DeNOxsystems
NOx and COcatalyst SCR
U2A – Urea to Ammonia System
MULTI-POLLUTANTS SYSTEM andSPECIAL APPLICATIONS
Wet FGD Exxon process for FCCU*
ReACT Process*
UREA Scrubbers
Combinated FGT System
Metals Control
Combinated FGT System for Dioxines and Heavy
Metals Control

Cooling Systems Air Quality Systems Process Heat Exchangers Chimneys HRSG & Waste Heat Boilers
Hamon Air Quality Systems
SOUTH AFRICA
BRAZIL
USA
UAE
KOREA
THAILAND
CHINA
Office
Plant
MALAYSIA
INDONESIA
AUSTRALIA
INDIAX Service center
xx
x
XX
S-AVIETNAM
Hamon is a worldwide industrial organisation with:• Over 25 Subsidiaires, Branches, Licensees, or Joint-Ventures.
• Presence in more than 20 countries, spread over 5 continents.
• More than 50 000 references in 90 countries.

Cooling Systems Air Quality Systems Process Heat Exchangers Chimneys HRSG & Waste Heat Boilers
Hamon Air Quality Systems
27-12-16 7
We foresee the following as the main challenges
1. Availability of Space in existing plant2. Capex & Opex cost3. Absorbent Quality & Quantity4. End product Reuse5. Selection of Technology6. Outage to the existing plant

Cooling Systems Air Quality Systems Process Heat Exchangers Chimneys HRSG & Waste Heat Boilers
Hamon Air Quality Systems TYPICAL COMPARISIONS OF FGD TECHNOLOGIES

Cooling Systems Air Quality Systems Process Heat Exchangers Chimneys HRSG & Waste Heat Boilers
Hamon Air Quality Systems
27-12-16
HRC WOULD FOCUS ON THE FOLLOWING TECHNOLOGIES AS A VIABLE SULUTION FOR THE CHALLEMGES LISTED IN SLIDE NO 7.
CIRCULATING DRY SCRUBBER : SEMI DRY FGDReACT : MULTIPOLLUTANT CAPTURE SYSTEM

Cooling Systems Air Quality Systems Process Heat Exchangers Chimneys HRSG & Waste Heat Boilers
Hamon Air Quality Systems
27-12-16
The basic principle of a circulating fluidisedbed (CFB) consists of a CDS for the removalof gaseous components and a downstreamarranged filter for dust removal.
The CDS FGD process is used to removethe acid gaseous components like SO₂,SO₃, HCl, and HF highly efficiently from theflue gas of the power plant. It is a so calledsemidry absorbing process where hydratedlime and water are injected into the flue gasinside the absorber and a dry residue isproduced. The absorption product togetherwith the fly ash of raw gas flow through to
the top of the absorber and are separated from the clean gas in the downstream CDS de-dustingequipment called bag filter. Most of the separated product, over 90% of the product, is re-circulatedback to the absorber to increase the solid retention time of the absorbent. The remaining product isdischarged out of FGD.
The cleaned gas from FGD, which is discharged by the ID fans located downstream into stack

Cooling Systems Air Quality Systems Process Heat Exchangers Chimneys HRSG & Waste Heat Boilers
Hamon Air Quality Systems
Main Features & Advantages
• Desulphurization efficiency above 99 % can be achieved• Availability of over 98 % can be achieved • Engineering not dependent on any specific location • Simple and reliable process• No pre-dedusting of boiler ash needed• No limitations on SO2/SO3 concentrations; desulphurization efficiency > 99% possible• Complete SO3, therefore no need for any special material for corrosion protection• Multi pollution removal technology (heavy metals, dioxins and furans, particles PM10)• Low space requirements• Lower investment costs than others• Dry FGD product• No reheating of cleaned flue gases necessary• No scale up limitations• Unlimited part load performance due to clean gas recirculation

Cooling Systems Air Quality Systems Process Heat Exchangers Chimneys HRSG & Waste Heat Boilers
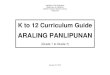
Hamon Air Quality Systems Project ID Cards –Karvina,Czech Repbulic
Parameter Unit Data Date of Award - Feb. 2013 Size MWth 3 x 62.5 Fuel / S-content -/% Hard coal / 1.0 Volume flow Nm3/h 460,000 SO2 raw gas mg/Nm3 3,000 SO2 clean gas mg/Nm3 ≤ 190 SO2 removal % ≥ 93.7 Dust clean gas mg/Nm3 ≤ 18 Absorbent - lime FGD product - Dry product /
landfill

Cooling Systems Air Quality Systems Process Heat Exchangers Chimneys HRSG & Waste Heat Boilers
Hamon Air Quality Systems
Parameter Unit Data Date of Award - June. 2014 Fuel / S-content -/% Hard coal / 1.0 Volume flow Nm3/h 996,300 SO2 raw gas mg/Nm3 136 SO2 clean gas mg/Nm3 ≤ 47 SO2 removal % ≥ 65.6 Dust clean gas mg/Nm3 ≤ 8 Absorbent - Hydrated lime FGD product - Dry product /
Cement
Separate water spray and hydrated lime dose / Venturiof Absorber
Project ID Cards – 1 x 250 MW Gungang Energy, S.Korea
Low Pressure Pulse Jet Fabric Filter – Part of FGD

Cooling Systems Air Quality Systems Process Heat Exchangers Chimneys HRSG & Waste Heat Boilers
Hamon Air Quality Systems
ReACT™ Technology Overview
ReACT™ is a commercially proven dry multi-pollutant control technology capable of simultaneous capture of SOx, NOx, and Hg in a single system. Depending on the characteristics of the inlet particulate matter, ReACT can also effect some particulate matter reduction or be arranged with additional equipment to meet very low particulate emissions
ReACT™ has been applied to:
• Coal fired power plants• Petroleum refineries• Chemical plants• Sinter plants• Waste incinerators

Cooling Systems Air Quality Systems Process Heat Exchangers Chimneys HRSG & Waste Heat Boilers
Hamon Air Quality Systems
ReACT™ provides extremely high emission reduction efficiencies and is typically configured for:
• >95% to 99.9% SO2(depending on equipment configuration)• 25% to 80% NOx (depending on equipment configuration)• >95% mercury(including elemental species)• Net reduction of PM• Net reduction of HeavyMetals

Cooling Systems Air Quality Systems Process Heat Exchangers Chimneys HRSG & Waste Heat Boilers
Hamon Air Quality Systems

Cooling Systems Air Quality Systems Process Heat Exchangers Chimneys HRSG & Waste Heat Boilers
Hamon Air Quality Systems

Cooling Systems Air Quality Systems Process Heat Exchangers Chimneys HRSG & Waste Heat Boilers
Hamon Air Quality Systems
The ReACT™ multi-pollutant control system offers advantages such as
Suitability for retrofit- ReACT operates under pressure downstream of existing equipment - Fewer impacted retrofit components such as stack and ducts - Carbon steel flue gas path materials of construction o Minimum tie-in outage requirements
Regenerative technology- Make-up reagent needs are reduced - Low power consumption (compared to WFGD systems) - Low maintenance requirements
Marketable byproduct- Sulphuric acid is produced as a marketable bye product- Conventional acid plant technology
Other Technical features- No water addition to flue gas - no moisture laden plume - No follow-up water treatment or discharge issues- Small blowdown streams are evaporated into flue gas - No slurry preparation or handling o No waste dewatering requirements

Cooling Systems Air Quality Systems Process Heat Exchangers Chimneys HRSG & Waste Heat Boilers
Hamon Air Quality Systems

Cooling Systems Air Quality Systems Process Heat Exchangers Chimneys HRSG & Waste Heat Boilers
Hamon Air Quality Systems

Cooling Systems Air Quality Systems Process Heat Exchangers Chimneys HRSG & Waste Heat Boilers
Hamon Air Quality Systems
27-12-16
THANKYOU
We close the session by quoting the words of Mother Tersa

Cooling Systems Air Quality Systems Process Heat Exchangers Chimneys HRSG & Waste Heat Boilers
Hamon Air Quality Systems
R.Singaravelu – Addnl General Manager ( HAMON INDIA )+91 44 49090573 ; +91 9840979863
[email protected] _______________________________________________________________
For information about Product & Sales
Gaurav Samkaria – Sales Manager ( NORTH INDIA )+91 011 41683300 ; +91 9582260756
_____________________________________________________________________Registered office Address Hamon Research- Cottrell India Private limited RR Tower V , 5th Floor , Plot No – 33 A Thiru-Vi-Ka Industrial Estate , GuindyChennai – 600032 Tel : +91 44 49090500 , Fax : +91 44 49090550
Contact – HAMON