Embed Size (px)
Citation preview

Why Diesel Engines on Fire Pumps Fail PrematurelyBy Gene Allen, Allianz Energy, Houston
Allianz Global Corporate & Specialty www.agcs.allianz.com
Large diesel engines that are used to power fixed fire protection water pumps appear to have a pattern of premature failure due to “overheating.” When diesel engines are used in over-the-road trucks, they normally operate over 6,000 hours before major repairs are needed. However, many of these engines on fixed fire protection water pumps are failing with less than 500 hours of operation.
In large flammable and combustible liquids handling complexes, the total area of process units can be as large as a small town. Because of the facility size and quantities of flammable liquids, multiple large (2,500 to 5,000 gpm) fire protection water pumps are needed. These pumps are almost always powered by diesel engines and not electric motors because if the facility has a large incident, such as a Vapor Cloud Explosion (VCE), the electrical supply could be impaired. Thus, the diesel engine is the driver of choice for these large fire protection water pumps.
All Photos and drawings by author except as noted
Risk Bulletin
Number 48July2014
Engine on upper left only had 150 hours of operation before the top end overhaul / new head
1

Two ways to cool a water jacketed diesel engine
There are two methods of removing/rejecting heat from water jacketed internal combustion diesel engines:
1. The method used in trucks and cars is circulation of the heated water from the engine through a water to air heat exchanger, called a radiator. Older engine driven firewater pumps, as well as newer, very large diesel firewater pumps, use radiators for cooling.
In cold weather climates, firewater pumps installed outside would have to be freeze protected.
For current installations, most fire pumps are enclosed in buildings. If equipped with a radiator, the building can be very expensive because it would require specially designed ventilation systems that allow fresh air into the building and hot air exiting the radiator out of the building. See figure below.
Fig A.11.3.2(b) from NFPA 20, Installation of Stationary Pumps for Fire Protection, 2013 Edition
2

Two ways to cool a water jacketed diesel engine (continued)
2. When a diesel engine is used to power something in an enclosed area, like a boat or other marine application (e.g. engine room), a liquid to liquid heat exchanger is used to cool the engine by exchanging the generated internal heat with the cool “sea water” or “fresh water” from outside the boat. For decades, many diesel engine drivers on fire pumps could be provided with these liquid to liquid heat exchangers instead of radiators. These exchanger equipped engines get raw cooling water from the discharge side of the fire pump. Traditionally, a “shell and tube” type heat exchanger is used. See the yellow exchanger mounted in front of the engine photo below.
The idea of using water to water heat exchangers has been around in very expensive pleasure boats since the 1920’s. During World War II, between 1938 and 1945, they were produced by the thousands to be used in small to medium sized watercraft, landing craft, service boats, and even fighting craft like the Patrol Torpedo (PT) boats.
All those boats used one or more water to water heat exchangers, not only to cool the engine, but also to cool the engine intake combustion air from the supercharger. Additionally, the engine room was kept cooler by using the outside water to cool the engine exhaust manifold. The limited space is more than evident when looking at the photo below of a PT boat and its three giant 12 cylinder Packard engines.
These water to water heat exchangers typically were a standard shell and tube exchanger with the hot engine water on one side and the cool raw water on the other. For corrosion resistance, the choice of metal depended on whether the raw water was “salty” sea water or “fresh” lake or river water. Also, the exchangers were bolted together so they could be disassembled for cleaning at regular intervals. This was done in order to remove foreign material and scaling accumulation before the exchanger plugged and the engine overheated.
PT boat Engine Room with three Packard V 12 enginesPhoto with permission of T. Garth Connelly
3

The death of the radiator on engine driven fixed firewater pumps
When the economic pressures to reduce costs and expenses came to the energy industry in the early 1980’s, many energy, petrochemical, and chemical companies started outsourcing things like maintenance and engineering. The design of fire protection water systems slowly became one of the items that was outsourced. Instead of an in-plant engineer designing fire pumps and systems, outside vendors took on more and more of the water system projects including new firewater pump design.
These vendor contractors turned to public standards like the National Fire Protection Agency’s Code for Stationary Pumps (NFPA 20) for design information. Because NFPA 20 allowed the water to water exchangers, and fire pump sets with these exchangers are less expensive to manufacture and install, the contractors influenced the firewater pump manufacturers to offer more pumps with water to water exchangers. Industry quickly moved in that direction. Without the experienced in-plant engineer to be the gate keeper on the decision, the radiator equipped diesel engine began to disappear.
While NFPA 20 provides good information on the design of the emergency bypass piping, (see above), almost all of the rest of the raw water cooling loop, including the heat exchanger design, is left to the discretion of the manufacturer or vendor.
Premature overheating engine failure is from insufficient heat exchanger cooling
The “non-mechanical related” premature diesel engine failures that have been reviewed had one thing in common: they all had water to water heat exchanger cooling systems.
Why are these water to water heat exchanger equipped engines failing?
1. The raw cooling water flow may be reduced below the minimum recommended rate before the heat exchanger:
• In some cases, the raw water line is reduced in size at the supply connection to the source water piping, as can be seen in the photos to the right. These small connections may have produced enough cooling flow when the pump was installed, but over time, these smaller orifices can be restricted by rust or tuberculation.
Raw water Normal and Bypass piping NFPA 20, Installation of Stationary Pumps for Fire Protection, 2013 Edition
4

Premature overheating engine failure is from insufficient heat exchanger cooling (continued)
• The inlet water strainers and/or regulator may be too small for the larger diesel engines or may be clogged with debris. It is recommended by some engine manufacturers that the inlet strainers be disassembled and cleaned before each weekly engine churn test, not just blown down.
During a recent flow test of a new 3,500 gpm firewater pump, when the pump was at rated capacity with 150 psi discharge pressure, the raw cooling water regulated pressure was 35 psi, as expected. When the discharge was increased to 150% of rated capacity, the discharge pressure was
97 psi, also as expected. However, the raw cooling water regulated pressure surprisingly dropped to 26 psi! Closing the primary supply side valve and opening the emergency bypass side also resulted in 26 psi. But with both the primary and bypass valves open the pressure returned to 35 psi.
The strainers were clean, so the strainers and/or the regulators on this “new installation” unit were simply too small to allow the correct amount of raw cooling water to flow through the exchanger at the lower inlet water pressure.
2. Even if the cooling water is flowing at the correct rate, the diesel engine may still overheat if the heat exchanger loses its thermal transfer efficiency due to some plugging and/or internal parts “fouling” (coated with silt or sludge) – see below. Neither the NFPA nor the manufacturers suggest a schedule for internal inspection of the heat exchanger.
The raw water going to the heat exchanger is expected to be “clean”, maybe even potable water. The strainers on the supply line and even the screen in the regulator (a well-kept secret ) are designed to remove small particles like sand and gravel. Typically, the raw water source for fire protection water pumps
(at most of the large flammable/combustible liquids processing complexes) is from rivers, ponds, or utility water. These are certainly not potable water sources. These water sources have materials, silt, mud flakes, small shells, biological growth, organics, and slime which can slide through the strainers, but collect in the exchanger due to velocity changes or turbulence. Any time the fire protection water is supplied by these non-potable sources, the inspection of the internal parts of any heat exchanger should be conducted on a regularly scheduled basis.
FM (Factory Mutual) Approval, a third-party certification organization, has recognized the low flow problem in the raw water cooling loop by requiring an automatic low flow alarm if the raw water flow is reduced more than 75% of the required cooling water requirement. This is a requirement of the FM approval standard for diesel engine fire pump drivers, section 3.6.1.A May 2012. This could be a flow sensor, differential pressure sensor, or other sensor. It should be tested during the weekly and annual test.
Raw water Emergency bypass Per NFPA 20
5

Why is the engine temperature gauge slow to warn of a pending overheating failure?
The water temperature in the engine is regulated by an internal “automatic” thermostat. Any diesel or gasoline internal combustion engine must be warmed before it can perform at peak loading. This thermostat is closed at temperatures less than 180° Fahrenheit (F) and then slowly opens to maintain the operating temperature as close to 180° F as possible.
The thermostat in the engine slowly continues to open as additional engine cooling is needed if the workload on the engine is increased. Typically, a thermostat is about half open at 190°F and fully open at about 200°F. Once the thermostat is wide open and if there is not enough raw cooling water flow to cool the engine, the temperature of the engine will quickly rise over the safe operating limit and result in engine damage, unless manually stopped within a short period of time.
The engine thermostat will complicate the readings of an engine temperature gauge, but a well designed raw water system will provide the necessary cooling capacity to keep the engine temperature between 180°F and 185°F, even at full engine load while the pump is flowing at 150% capacity. The closer the temperature is to the 200°F side or “hot” side of the gauge, the poorer the exchanger is operating.
Three changes complicating the overheating problem
Diesel powered firewater pumps installed since 2008 could have three other “things” that will further impede the efficiency of the raw water cooling system and could very easily contribute to the diesel driver overheating:
1. Most of these new pump sets have heat exchangers that cannot be opened for an internal inspection; the heat exchangers, including the end caps, are welded in construction. Therefore they are simply replaced when they fail to perform properly . It is critical to note that a serious obstruction can cause an engine overheating failure in a matter of minutes.
Today, and for some time prior, almost all fire pumps packaged with Cummings and John Deere engines, will have these welded heat exchangers. However, some engine manufacturers still offer engines that are supplied with a shell and tube heat exchanger that can be internally inspected.
A small welded engine cooling water exchanger on a large diesel engine.
6

Three changes complicating the overheating problem (continued)
2. The raw water going to the engine heat exchanger will probably be preheated an additional 20° to 25° Fahrenheit. Today, because the current series of the diesel engines were originally designed for construction equipment or transport vehicles, they are being altered to obtain more power and to meet more rigorous federal emission standards by having better fuel injection system control and more combustion air.
The better control of the fuel system is accomplished with a computer controlled fuel metering system, called the Electronic Control Module (ECM). The ECM has been used on diesel engines in trucks for years. NFPA 20 has adapted to the change to an ECM by requiring that each engine be supplied with a second (alternate) ECM in case the primary system fails. NFPA also correctly states that both ECM’s should be tested during the weekly fire pump churn test. Indications are that very few are being properly tested.
The higher flows of combustion air needed is satisfied by installing a supercharger. To get the maximum power, the hot compressed combustion air from the compressor side of the supercharger needs to be as cool as possible to increase the density. Traditionally, the older, heavy-duty diesel engines had air “inter-coolers”made inside the air intake manifold of the engine (inter-cooler or heat exchanger). These inter-coolers used the low pressure coolant water from inside the engine block to cool the hot pressurized air before it entered the combustion chamber of the engine.
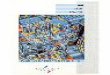
Today, because many of the diesel engines are derivatives of engines used in everything from pickup trucks to construction equipment, they all have radiators for engine cooling. They typically use an external air to air heat exchanger that works like a radiator to cool the hot compressed combustion air. However, if there is no engine radiator on the new firewater pump, a radiator type air after cooler is not likely either. The diesel engine manufacturers and/or vendors added another water cooled heat exchanger to cool the combustion air. See illustration below with thermal images of an actual loaded diesel engine.
7

8
Three changes complicating the overheating problem (continued)
Currently, all of these air heat exchangers use the engine raw cooling water before it goes to the engine heat exchanger. This will pre-heat the raw cooling water about 20°F to 25°F before it enters the engine heat exchanger. This increase in temperature was empirically verified twice with pumps at a high flow.
The raw water temperature increase can be seen with the composite thermal imaging camera photos below. In the left photo the incoming raw cooling water temperature at the inlet strainer is 84.2°F, and on the right, the raw water inlet exiting the combustion air heat exchanger has been increased to 109°F. The water then makes its way to the engine heat exchanger to cool the engine.
Raw water temperature at Inlet StrainerWater temperature exiting air after cooler
3. The air from the combustion air heat exchanger is discharging directly into the engine combustion chamber, therefore the exchanger must not leak water into the air path.
Even in limited quantities, a non-compressible liquid such as water that enters a combustion chamber of an engine running at a high speed, could cause a mechanical failure such that internal parts are ejected out the sides of the engine. This type of dramatic mechanical failure has occurred so many times on reciprocating commercial gas compressors that for the last three decades every compressor has a special liquid separator on the inlet that causes an automatic shutdown of the unit if liquids try to enter the compressor cylinder.
To limit this exposure, the air after cooler exchanger should be built to contain maximum pump pressure, plus a safety factor, with no damage. It is unknown what the current design pressure is, but some of these exchangers are labelled with 60 psi as the maximum pressure. Typically, the firewater pump supplying this cooling water could produce water pressures that exceed 210 psi.
Anyone who is involved in an annual pump test should limit the time spent around, and specifically at the side of, any diesel engine.

9
We can prevent premature engine failures due to overheating.
A. Record more information and require a longer run time during the annual flow test.
During the annual flow test, the pump should be operated at 150% of rated flow point for 45 minutes, but not less than the time it takes for the engine temperature to stabilize plus 15 minutes. At the end of the 150% flow time period, with the engine still running, the following should be recorded for historical comparison from year-to-year to determine if there is a performance deterioration of the cooling system:
1. Record the engine water temperature. The closer the temperature is to 180° F the better the raw water system is performing. The closer it is to 200° F is an indication of a failing system.
2. Record the pressure in the raw cooling water loop, with the primary system open. Record it again with only the bypass leg open and then again with both systems legs open.
All three pressures should be about the same. If one side is lower than the other, there may be partial blockage of the strainer and/or the regulator, or the regulator could be malfunctioning. If the pressure is markedly greater with both legs open, both the strainers and/or regulators may be partially blocked, or the strainers and regulators are just too small.
3. Record the pressure in the raw cooling water cooling loop while the pump is at 100% flow point and compare it with the pressure at the 150% flow point.
If the pressure is more than 3 psi lower at the 150% test point, the raw cooling water supply piping and/or connection to the system is either undersized or it is being restricted by some type of obstruction.
B. The following additional preventive actions should be completed:
1. The strainers should be disassembled and inspected (not just blown down) before each weekly churn test.
2. During the weekly churn test each engine should be started several different ways while the ECM switch is on the backup ECM. Caution: Do not change the ECM switch while the engine is running.
3. During the weekly churn test and during the annual pump flow test, visually inspect the raw cooling water outlet at the floor drain several times to determine if there is a reduced flow from previous flow test.
4. Install a means to sound an alarm if the raw water flow is reduced more than 75% of required cooling water requirement.
If a raw water flow alarm is not installed: At least every three years, the engine heat
exchanger should be internally inspected.
If the heat exchanger is of the welded design and cannot be internally inspected, it should be removed and the raw water side should be vigorously flushed in the reverse direction to normal flow.
5. At least every three to five years, a raw cooling water flow test should be performed. This is the same as required during the acceptance test of the pump. It is done by disconnecting the discharge piping going to the floor drain. During the 100% flow point, a container of a known capacity (typically a 5 gallon pail) should be used to catch the discharge water so the actual GPM of raw water is known. The minimum flow rate vs. water temperature chart for each engine came with the new pump installation instructions. The water temperature, used to set the minimum raw cooling water flow rate, should be the maximum water temperature that can be expected in the hottest months of the year. Caution: If the engine has an external combustion air heat exchanger that uses the same raw water system going to the engine heat exchanger, you may need to add 20°F to the normal maximum high water temperature.

10
C. Consider these items when writing the specifications for a new diesel powered unit: 1. Fully investigate the choices and do not casually
dismiss a standard radiator type cooling system for any diesel powered pump.
2. If a water to water engine cooling system is necessary, the following should be included:
• A raw water low flow alarm that will sound when the flow is reduced more than 75% of required cooling water flow.
• An engine heat exchanger should be designed to allow for internal inspection and cleaning.
3. The supercharger compressed air after cooler should be an internal “inter-cooler” built inside the engine.
If an external air after cooler heat exchanger is to be used, the raw cooling water source should have a separate connection to the fire pump discharge piping and should be completely independent of the raw cooling water system for the engine heat exchanger. This is allowed in the FM (Factory Mutual) approval standard.
The maximum design water pressure on any external air after cooler heat exchanger should be at least the maximum water pressure that can be produced by the fire pump plus a safety factor.
Copyright © 2014 Allianz Global Corporate & Specialty SE. All rights reserved. The material contained in this publication is designed to provide general information only. Whilst every effort has been made to ensure that the information provided is accurate, this information is provided without any representation or warranty of any kind about its accuracy and Allianz Global Corporate & Specialty SE cannot be held responsible for any mistakes or omissions. All descriptions of coverage are subject to the terms, conditions and exclusions of the individual policy. Allianz Global Corporate & Specialty SE, Fritz-Schaeffer-Strasse 9, 81737 Munich, Germany Commercial Register: Munich, HRB 208312 www.agcs.allianz.com
RB-ARC-48-en
10