Process Safety Considerations for Onshore Oil & Gas Production Facilities
Jan Kulmann, PE
Manager, Engineering Technical Services Major Projects, DJ Basin
It’s Not PSM, It’s Risk Management
2
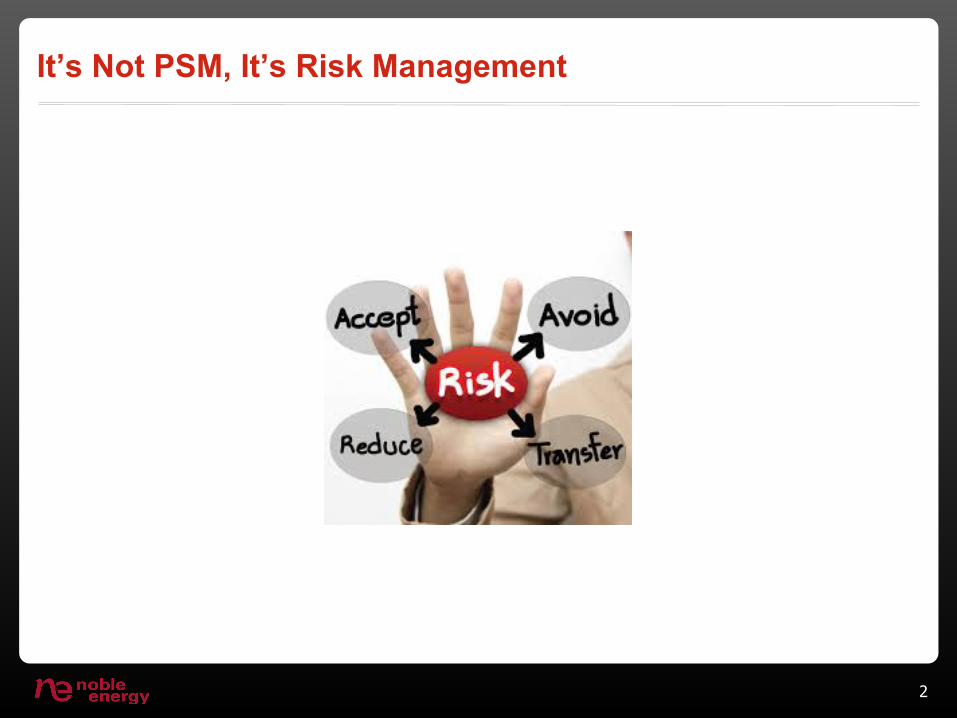
Different precursor events: Personal Safety and Process Safety
Fatality / Major Injury
Non-‐injury accidents Near misses
Unsafe working condi<ons
Minor injury
Loss of containment Exceeding opera<ng envelope
Degrada<on of opera<ng procedures Igni<on sources created
Personal injury
High poten<al incidents
Major accident (Process)
Fire Explosion Fatali<es
Precursor
even
ts
Unsafe acts
It’s Not PSM
What is PSM? OSHA regulation 29 CFR 1910.119 Process Safety Management (PSM) of highly
hazardous chemicals became effective on May 26, 1992 The goal of a Process Safety Management (PSM) program is to ensure that process
facilities are operated safely PSM programs focus on major process-related events such as fires, explosions and
the release of toxic chemicals Addresses the management of Highly Hazardous Chemicals (HHC)
What makes my facility PSM? A process with =>10,000 lbs (4535.9 kg) or more of a flammable liquid or gas on site
in one location, or A process with a threshold quantity or more of a highly hazardous chemical (HHC).
An examples found in natural gas plants is… Hydrogen sulfide =>1,500 lbs.
4
It’s Not PSM
PSM Exceptions Storage of hydrocarbon fuels used only for workplace fuel (such as propane for
comfort heating, gasoline for vehicle refueling), if not a part of a process covered by this standard;
Storage or transfer of flammable liquids in atmospheric tanks which are kept below their normal boiling point without benefit of chilling or refrigeration.
Facilities that are not covered under PSM Retail facilities Oil or gas well drilling or servicing operations
Normally unoccupied remote facilities Oil and gas production facilities Oil and gas transmission facilities (DOT Regulated)
5
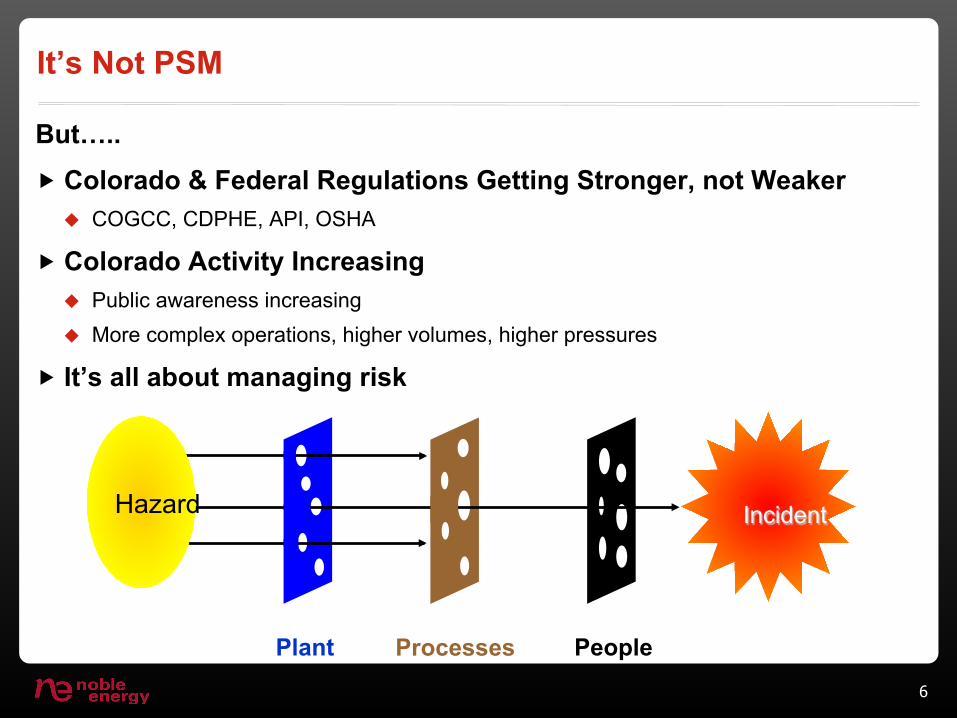
It’s Not PSM
But….. Colorado & Federal Regulations Getting Stronger, not Weaker
COGCC, CDPHE, API, OSHA
Colorado Activity Increasing Public awareness increasing More complex operations, higher volumes, higher pressures
It’s all about managing risk
6
People Processes Plant
Incident Hazard
Noble’s Response
Process Safety Focus Team Objective: Define, implement and improve key Process Safety
Standards, Competencies and Practices that will reduce the probability of Process Safety related incidents
Management Identified Key Areas: Plant – Facility Design, Construction, Commissioning, Start Up Practices Processes – Operational Procedures and Practices People – Competency, Leadership, Culture, Training and Behaviors Specific Focus Area – Oil Tank Practices, Air Emissions*
*Colorado emissions regulations
7
It’s Risk Management
But… Elements of PSM useful for Production Facilities:
Process Safety Information Process Hazard Analysis (PHA) Operating Procedures Training
Mechanical Integrity Management of Change
8
Process Safety Information (PSI)
Needed Documentation P&IDs PFDs Vendor Equipment Data
Cause & Effect Diagrams Electrical Area Classification Chemical Hazard Information
Document/Drawing management Redline management Storage for future reference
9
Process Hazard Analysis (PHA)
Developed for new designs or changes to current designs Methods adjustable based on complexity of project
What-if Checklist Hazard and Operability Study (HAZOP)
Team Review Includes Operations and Engineers
Identifies Process Hazards Identifies ways a hazardous incident can occur
Evaluates the likelihood and the severity of the hazardous incident Develops recommendations to eliminate or control the hazard
Timing of this process is key
Follow up required
10
Operating Procedures & Training
SOPs unique to each location/process Pre Safety Startup Review (PSSR)
Confirms construction and equipment match design Confirms PHA recommendations implemented Confirms SOPs in place and training complete
Training specific to equipment on site Manual with equipment procedures Ongoing training and validation
11
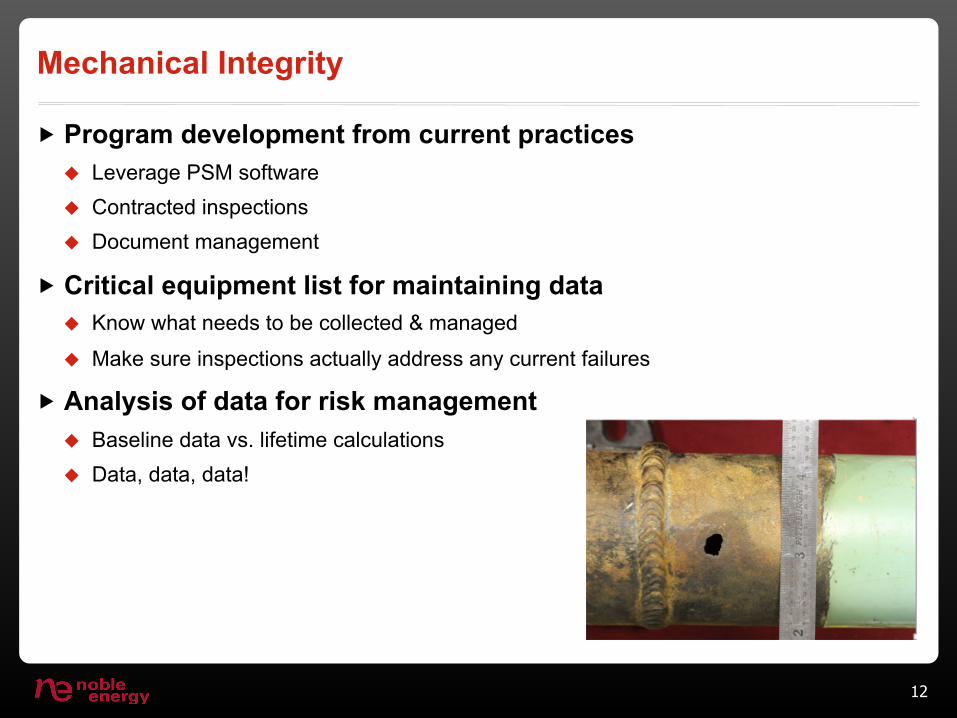
Mechanical Integrity
Program development from current practices Leverage PSM software Contracted inspections Document management
Critical equipment list for maintaining data Know what needs to be collected & managed
Make sure inspections actually address any current failures
Analysis of data for risk management Baseline data vs. lifetime calculations Data, data, data!
12
Management of Change (MOC)
Assures change is recognized by all personnel Assures change is reviewed and evaluated before implemented
Includes changes in: Personnel
Procedures Equipment Technology Chemicals
13
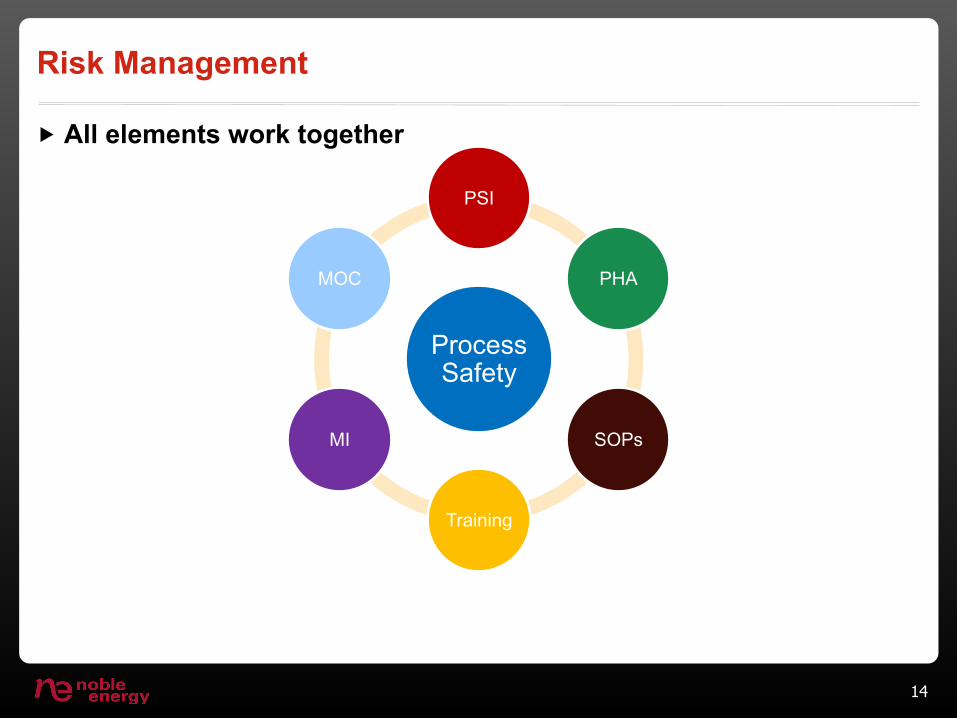
Risk Management
All elements work together
14
Process Safety
PSI
PHA
SOPs
Training
MI
MOC
Wrap Up
Leadership support/commitment is critical for success Many elements underway but may not be in a “program”
Continuous improvement lives on
15
Questions
16
Recommended