Embed Size (px)
Citation preview

Modular Logic Controllers forMachining Systems:
Formal Representation andAnalysis using Petri Nets
Dawn TilburyMechanical Engineering and Applied Mechanics
University of Michigan

Acknowledgments
• Joint work with Euisu Park and PramodKhargonekar of University of Michigan
• Funding provided by NSF/ERC forReconfigurable Machining Systems at UM
• Industrial partners from Lamb Techniconfor motivation, examples, and feedback

Outline
• Motivation: Logic control problem forhigh-volume machining systems
• Background• Automatic cycle logic control• Multi-mode logic control• Implementation and future work

High-volume machining systems
• Cycle time determinedby projected demand– 500,000 parts/year
one part every 20 sec.– One operation per station
• Dedicated transfer machine:– Fixed material handling, part flow– Highly accurate and repeatable operations– 10-12 stations, buffer at beginning/end– 5,000-10,000 I/O points (sensors/actuators)– 10-20 transfer machines per transfer line

Control of machining systems
• Continuous variable control (servo, CNC)– Positioning, feed for metal removal, fixturing,
and transfer operations: mainly SISO loops
• Discrete-variable (Logic) control (PLC)– Sequencing of operations– Coordination and synchronization of stations– User interface (pushbuttons & display)– Fault diagnosis and fault handling– Safety: gates and interlocks– Machine services: coolant, lubrication

Logic control problems
• Control software is 50% of machiningsystem development time and cost– Often written in low-level language (ladder)– Specification for automatic cycle: timing bar
chart, but only requires 10% of control code– No specification for alternate control modes,
error handling, diagnostics
• No formal verification beforeimplementation
• Long testing and debugging cycles result

Industry trends
• Faster time to market for new products– Must reduce system development time
• Shorter product lifecycles– Need to change manufacturing systems to
produce new products
• Increased quality– Integrate new technologies into existing
manufacturing systems

Reconfigurable machining systems
• Modular: easy assembly, potential reuse• Upgradable: new technology integration• Convertible: quick changeover to new part

Logic control challenges in RMS
• Modular structure– Same granularity as machine modules– Ease of configuration/reconfiguration
• Mathematical basis– Enable formal verification of correctness– High-level abstraction for ease of
understanding control system functionality
• Industrial implementation– Realistic complexity (thousands of events)– Target system: PLC or PC code generation

Outline
• Motivation: Logic control problem forhigh-volume machining systems
• Background– Transfer lines and Petri nets
• Automatic cycle logic control• Multi-mode logic control• Implementation and future work

Transfer line example
• Modular, standardized machining systems• Each station self-contained with controls• Coordination through transfer bar

Control specification
• Developed bymachine designers
• Operation sequence• Causal
dependencies• Home operation
– Mechanical stability
• Hydraulics• Cycle time
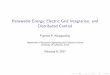
Timing bar chart specifies auto mode
Advance Clamp
Return Clamp
Rapid Advance Positioning Slide
Reset Main Slide
Feed Main Slide
Decel
Rapid Return Positioning Slide
CradleModule
Transfer BarModule
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
Total; Cycle Time = 22.2 second
Read Part Seated Air ChecksModule
0.7
0.3
0.30.3
2.5
0.5
0.30.3
0.5
2.5
19.6
15.4
22.2
63.1
50.0
Servo
29.6
20.5
36.5Servo
Return Cradle (Transfer Position)
2.9
3.8
1.0
1.0
4.9
6.5
1.5
0.5
1.5
2.1
Servo
1.3
Servo
0.6
0.9
9.7
0.6
9.0
Raise Transfer (1st Lift)
Raise Transfer (2nd Lift)
Raise Transfer (3rd Lift)
Raise Transfer (4th Lift)
Advance Transfer
Lower Transfer (1st Lower)
Lower Transfer (2nd Lower)
Lower Transfer (3rd Lower)
Lower Transfer (4th Lower)
Return Transfer
OPERATION GPM SEC 22
Advance Cradle (Machining Position)
Lower Rotate
Advance Grippers
Raise Rotate
Return Rails
Advance Rotate 270 Deg.
Return Grippers
Return Rotate 270 Deg.
Advance Rails
6.3
2.2
4.7
8.3
1.7
3.9
1.0
2.3
2.8
1.0
2.85
0.5
2.0
1.0
2.0
2.0
ModuleMill 1
RotatingTableModule
Clamp 1

Logic control block diagram
• Inputs: sensors and operator commands• Outputs: servo or hydraulic devices

• Petri net: Bipartite graph– Places (states) model operations: active or idle
• Token (dot) marks active state
– Transitions model events: from sensors oroperator commands
Formal representation of control

Advantages of Petri net models
• Large base of existing theory• Verification of key properties of control• Hierarchical structures for complexity
management• Implementation in PLC
– SFC = IEC standard programming language– One-one translation from Petri net to SFC

Petri net model capabilities
• Synchronization– p10 cannot begin until p7,p8,p9
have finished
• Conflict– Only one of p3, p4 can occur– Transition conditions t1, t2
must be mutually exclusive
• Concurrency– p5, p6 active simultaneously
• Causal dependency– p1 occurs before p2
t1
t2
p7
p8
p9
p1 p2
p3
p4
p6
p5
p10

Petri net properties for logic control
• Live: every transition can eventually occur– No deadlocks– All operations and events can happen
• Safe: No more than one token per place– Ongoing operations are not requested– Boolean state representation (active, inactive)
• Reversible: Initial state always reachable– Guarantees cyclic behavior of system

Supervisory control problem
• Petri net control models desired closed-loop behavior of system
• Control actions generated based ondesired state
Machining System
ControlGenerator
Operator Commands
Sensors
DesiredStates
Control Actions
Petri NetControl

Outline
• Motivation: Logic control problem forhigh-volume machining systems
• Background• Automatic cycle logic control• Multi-mode logic control• Implementation and future work

Auto mode
• Normal operation cycle– Unclamp parts– Raise transfer– Advance transfer– Lower transfer– Clamp parts– Cycle machining stations– Return transfer
• Overlapping to minimize cycle time• Fault diagnosis and fault stop
Advance Clamp
Return Clamp
Rapid Advance Positioning Slide
Reset Main Slide
Feed Main Slide
Decel
Rapid Return Positioning Slide
CradleModule
Transfer BarModule
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
Total; Cycle Time = 22.2 second
Read Part Seated Air ChecksModule
0.7
0.3
0.30.3
2.5
0.5
0.30.3
0.5
2.5
19.6
15.4
22.2
63.1
50.0
Servo
29.6
20.5
36.5Servo
Return Cradle (Transfer Position)
2.9
3.8
1.0
1.0
4.9
6.5
1.5
0.5
1.5
2.1
Servo
1.3
Servo
0.6
0.9
9.7
0.6
9.0
Raise Transfer (1st Lift)
Raise Transfer (2nd Lift)
Raise Transfer (3rd Lift)
Raise Transfer (4th Lift)
Advance Transfer
Lower Transfer (1st Lower)
Lower Transfer (2nd Lower)
Lower Transfer (3rd Lower)
Lower Transfer (4th Lower)
Return Transfer
OPERATION GPM SEC 22
Advance Cradle (Machining Position)
Lower Rotate
Advance Grippers
Raise Rotate
Return Rails
Advance Rotate 270 Deg.
Return Grippers
Return Rotate 270 Deg.
Advance Rails
6.3
2.2
4.7
8.3
1.7
3.9
1.0
2.3
2.8
1.0
2.85
0.5
2.0
1.0
2.0
2.0
ModuleMill 1
RotatingTableModule
Clamp 1

Timing bar chart -> Petri net
• Add waitstates beforesynchronizedtransitionsto modeloperationtermination
Mill Head
20mm RapidAdvance
10mm Decel. 553mm Feed
30mm RapidReturn
Reset Main Slide
Engine Block
SynchronizedTransition
W Wait to Start
20mm
10mm
553mm
30mm
553mm
Rapid Advance
Decel.
Feed
Rapid Return
Reset Main Slide
Rapid Advance Positioning Slide
Reset Main Slide
Feed Main Slide
Decel
Rapid Return Positioning Slide
2.1
Servo
1.3
Servo
0.6
0.9
9.7
0.6
9.0
ModuleMill 1
• Each mechanical module gives one directedcircuit

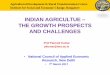
Hierarchical representation
• Reduce complexity of Petri net bycombining sets of places/transitions
• Preserves liveness, safeness, reversibility

Combining control modules
• Merge synchronized transitions• Synchronized transitions retain
physical meaning
t3
t4
p1
p2
p3
t1
t2
t1 & t3
t2 & t4
W W
W W
p4
p6
p5
p8p7
p1
p2
p3
p4
p5
p6
p7 p8
t1 t3
t2 t4
• Add waitstates (W)beforesynchronizedtransitions tomodeloperationcompletion

Logic control for automatic cycle
• Directly generated from timing bar chart• Guaranteed to be live, safe, reversible
1
2
3
4
5
6
7
Transfer Bar Module
Cradle Module
Clamp Module
Mill 1 Module
Mill 2 Module
Advance Clamp
Return Clamp
Rapid Advance Positionong Slide
Reset Main Slide
Feed Main Slide
Decel
Rapid Return Positioning Slide
CradleModule
Transfer BarModule
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
Total; Cycle Time = 22.2 second
Read Part Seated Air ChecksModule
0.7
0.3
0.30.3
2.5
0.5
0.30.3
0.5
2.5
19.6
15.4
22.2
63.1
50.0
Servo
29.6
20.5
36.5Servo
Return Cradle (Transfer Position)
2.9
3.8
1.0
1.0
4.9
6.5
1.5
0.5
1.5
2.1
Servo
1.3
Servo
0.6
0.9
9.7
0.6
9.0
Raise Transfer (1st Lift)
Raise Transfer (2nd Lift)
Raise Transfer (3rd Lift)
Raise Transfer (4th Lift)
Advance Transfer
Lower Transfer (1st Lower)
Lower Transfer (2nd Lower)
Lower Transfer (3rd Lower)
Lower Transfer (4th Lower)
Return Transfer
OPERATION GPM SEC 22
Advance Cradle (Machining Position)
Lower Rotate
Advance Grippers
Raise Rotate
Return Rails
Advance Rotate 270 Deg.
Return Grippers
Return Rotate 270 Deg.
Advance Rails
6.3
2.2
4.7
8.3
1.7
3.9
1.0
2.3
2.8
1.0
2.85
0.5
2.0
1.0
2.0
2.0
ModuleMill 1
RotatingTableModule
Clamp 1

Reconfiguration of logic control
• Add a new millto transfer line
• New logic formill & clamp
• Modify transferbar logic tosynchronizewith clamp
• Shaded logicunchanged
Mill 1Transfer
Bar CradleRotating
Table Clamp 4 Mill 4Clamp 1

Modular structure of control
• Transfer bar synchronizes all modules• Limited communication• Ease of modification
Cradle &Clamp Modulefor Mill 1&2
RotatingTable
Clamp Modulefor Mill 3
Clamp Modulefor Mill 4
Transfer BarModule
Mill 1
Mill 2
Mill 3
Mill 4
Module
Module
Module
Module

Outline
• Motivation: Logic control problem forhigh-volume machining systems
• Background• Automatic cycle logic control• Multi-mode logic control
– What happens when things go wrong?
• Implementation and future work

Operator interaction with control
• Manual mode– Single station fine operation control
• Hand mode– Normal operation cycle without overlapping– Reverse sequences possible
Unclamp All Stations
RaiseTransfer
Advance Transfer
Lower Transfer
ClampAll Stations
Cycle All Machining
Stations
ReturnTransfer
Cycle Rotating
Table Station

• Operating:– Activate actuator
• Completed stop:– Deactivate actuator– Set internal variable to 1
• Incomplete stop:– Deactivate actuator– Announce fault
• Sensors trigger transitions between states• Internal variable used for coordination
with other stations
Three states for each operation
O
C
Events
Events
IC

Internal variables to synchronize
• Synchronization conditions depend oncontrol mode
• Decouple each control module
O
C
O
C
O
O
C
C
A1
A2
O
C
O
C
O
O
C
C
A1
A2
A1B1
B1
B2
B1
B2

Reversible operation module
• Normal and fault recovery operations• Fault recovery:
– Restart from fault position– Return to initial position
of operation, then restart
• Faults may occur infault recovery operation
• Transitions triggered byoperator commands advance (a) and return (r) in manual mode
NormalOperation
Fault-recoveryOperation
O
C
OIC
C
a
IC
rr
a
a
r
a
r
sN and (r or a)
sF and (r or a)

Irreversible operation module
• Metal-removal operations (i.e. milling)• Only contains normal operation block• Fault recovery:
– Restart from fault position– Return to home position
of machining station and restart
• Transitions triggered byoperator commands advance (a) and return (r)in manual mode
sN and a
Normal Operation
O
Chome position
IC
aa

Combining control modes
• Same set of states for all modes• Transition conditions depend on active
control mode• Superposition preserves liveness,
safeness, reversibility propertiest1
p1 p2p1 p2t2
t3
p1 p2t2
p1 p2t3
p1 p2t1
t
Auto
Hand
Manualt = (t1^Auto) (t2^Hand) (t3^Manual)
^^

Algorithm to build logic controller
1. Assign module for each operation2. Normal operation cycle ordered as in
timing bar chart– Mill example: Advance, Feed, Return
O
C
OIC
C
IC O
C
OIC
C
ICO
C
IC

Algorithm to build logic control
3. Reverse sequences for repeatable stepsin hand mode
4. Fault recovery sequences for irreversibleoperations
Theorem: Station control moduleconstructed according to algorithm islive, safe, and reversible Petri net.

Mode decision control logic
• Mode chosen by operator from input panel• Mode decision control logic is live, safe,
reversible
Station-Auto
Station-Manual
Each Station
Master/Start Master/Stop
HandAuto E-Stop
Main ConsoleStation-Manual
Station-Auto
Station-Manual
(Any)
System Stop(Home Position)
Stand-
Master/Start
Master/Stop
Hand
Auto
Manual E-Stop
E-Stop
Hand
AnyFault
AnyFaultAuto
(All)
by
Auto

Modular logic controller
• Operation causality condition to ensurewell-ordered set of operations
• Station logic controllers with modedecision control logic
Theorem: Resulting controller isguaranteed to be live, safe, reversible

Outline
• Motivation: Logic control problem forhigh-volume machining systems
• Background• Automatic cycle logic control• Multi-mode logic control• Implementation and future work
– To the factory floor

Implementation in PLC
Sequentialfunctioncharts (SFC)– IEC 1131-3
standardlanguage
– Based on Petrinets
– One-onetranslation
Simple Place Simple Step
Initial Place Initial Step
Simple Transition Simple Transition
SynchronizedTransition
SynchronizedTransition
Macro Place Macro Step
Marked Graph SFC/Grafcet

Industrial implementation
• US Patent applied for, 1998• Current cooperation with Lamb Technicon
on Cummins Engine project• Evaluating implementation needs
– Machine services– Safety and gate interlocks– Reusability– PLC platform dependence– User interface
• Commercialization potential

Future of reconfigurable control
• Unified framework for continuous anddiscrete control for machining systems– Modular structures for reconfigurability– Mathematical basis for verification– Integrated diagnostics– Automatic fault detection and recovery
• Software tools for control design/analysis– Interface with mechanical design software– Automatic control code generation