Embed Size (px)
Citation preview

UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERIA INDUSTRIAL
DEPARTAMENTO ACADÉMICO DE TITULACIÓN
TRABAJO DE TITULACIÓN
PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
ÁREA
SISTEMAS INTEGRADOS DE GESTIÓN
TEMA
ANALISIS DE LOS RIESGOS MECANICOS EN EL
AREA DE PRODUCCION DE UNA EMPRESA DE
PLASTICOS
AUTOR
ROMERO ZAMBRANO RICHARD ELIAS
DIRECTOR DE TRABAJO
ING. IND. BRAN CEVALLOS JOSE ALBERTO, Mgtr.
2018 GUAYAQUIL – ECUADOR

ii
DECLARACIÓN DE AUTORÍA
“La responsabilidad del contenido de este Trabajo de Titulación, me
corresponde exclusivamente; y el patrimonio intelectual del mismo a la
Facultad de Ingeniería Industrial de la Universidad de Guayaquil”
Romero Zambrano Richard Elias
C.C.: 092734516-5

iii
DEDICATORIA
El presente trabajo de titulación está dedicado a mis padres Daniel
Romero y María Zambrano que me permitieron llegar a este mundo, y que
a su vez hicieron el sacrificio para que yo pudiera lograr mis metas y
sueños, a mis hermanos/as sobrinos y amigos. Pensando en ellos
mantengo la meta para seguir adelante hasta que Dios lo permita.

iv
AGRADECIMIENTOS
A mis padres, Sr. Daniel Romero Paredes y Sra. María Zambrano
Rengifo por guiarme por el camino bien y brindarme su apoyo
incondicional y compresión en los momentos difíciles que nos presenta la
vida y que me ha servido para culminar mi carrera.
A mis hermanos y hermanas, especial mente a Freddy Romero y a
Javier Romero por estar siempre pendientes en mí con su ayuda, apoyo
moral y motivación a seguir adelante.
A mi Tío Sr. Marcos Zambrano Rengifo por siempre brindarme su
ayuda y apoyo incondicional a lo largo de mi carrera universitaria.
A mis amigos Nelly Chonillo y Carlos Mejía ya que sin su ayuda no
hubiera podido seguir adelante en el último paso de mi carrera.

v
ÍNDICE GENERAL
N° Descripción Pág.
PRÓLOGO 1
CAPÍTULO I
INTRODUCCIÓN
N° Descripción Pág.
1.1. Antecedentes 2
1.2. Justificativo 3
1.3. Planteamiento del Problema 4
1.4. Objetivos 5
1.4.1. Objetivo general 5
1.4.2. Objetivos específicos 5
1.5. Marco Teórico 6
1.5.1. Marco Histórico 6
1.5.2. Marco Conceptual 9
1.6. Marco Metodológico 22
1.6.1. Investigación Descriptiva 22
1.6.2. Descripción de la Metodología 23
1.7. Marco Legal 25
1.8. Marco Referencial 29
1.9. La Empresa 30
1.9.1. Aspectos generales 30
1.9.1.1. Ubicación geográfica 31
1.9.1.2. Organización 32
1.9.1.3. Productos 33

vi
N° Descripción Pág.
1.9.2. Recursos 33
1.9.2.1. Recursos Humanos 33
1.9.2.2. Política de selección y contratación de personal 34
1.9.2.3. Recursos Materiales 36
1.9.3. Procesos 42
1.9.3.1. Mapa de Procesos 42
1.9.3.2. Procesos Operativos 43
1.9.3.3. Procesos de Apoyo 45
1.9.3.4. Indicadores de Gestión 45
CAPÍTULO II
SITUACIÓN ACTUAL Y DIAGNOSTICO
N° Descripción Pág.
2.1. Situación actual 46
2.1.1. Política de seguridad industrial, salud y medio
ambiente
47
2.1.2. Análisis de los puestos de trabajo 47
2.1.3. Evaluación de riesgos 56
2.1.4. Indicadores de cumplimiento 61
2.1.4.1. Índices reactivos 62
2.1.4.2. Índices proactivos 65
2.2. Análisis y diagnostico 67
2.2.1. Análisis de priorización de problemas 67
2.2.2. Impacto económico del problema 68
2.2.3. Resultado de la evaluación de seguridad y salud
ocupacional
71
2.2.4. Diagnostico 74

vii
CAPÍTULO III
PROPUESTA Y EVALUACIÓN ECONÓMICA
N° Descripción Pág.
3.1. Propuesta 76
3.2. Estructura de la Propuesta 76
3.2.1. Aplicación de las normas de seguridad 77
3.3. Desarrollo de la Propuesta 78
3.3.1. Plan de Prevención de Riesgos Mecánicos 78
3.3.1.1. Dotación de Equipos de equipos de protección
personal y herramientas de trabajo.
78
3.3.1.2. Colocación de guardas de seguridad 79
3.3.1.3. Capacitación en temas de seguridad, higiene y salud
ocupacional
80
3.4. Análisis de los costos 82
3.4.1. Inversión fija 82
3.4.2. Costos de operación 82
3.5. Análisis Costo Beneficio 83
3.5.1. Relación Costo Beneficio 84
3.6. Conclusiones y Recomendaciones 85
ANEXOS
87
BIBLIOGRAFÍA 106

viii
ÍNDICE DE GRÁFICOS
Nº Descripción Pág.
1 Normativa legal 27
2 Estadística de los índices reactivos 2016 63
3 Estadísticas de los indicadores de gestión 2016 66
4 Análisis estadístico de los costos accidentes por año 71

ix
ÍNDICE DE IMÁGENES
Nº Descripción Pág.
1 Empresa de plásticos 31
2 Ubicación geográfica 32
3 Inspección área de extrusión - abastecimiento de
tolvas
36
4 Inspección área de extrusión – rodillo rebobinador 37
5 Inspección área de extrusión - pasillos 37
6 Inspección extrusión – cambio de módulo 38
7 Inspección área de extrusión – puesta masa de foam 38
8 Inspección área de termoformado – pasillo posterior 39
9 Inspección área de termoformado – máquina con
material sobrante en el piso
39
10 Inspección área de termoformado – desbobinador 40
11 Inspección área de termoformado – posterior de
máquina
40
12 Inspecciona área de termoformado – pasillo delantero 41
13 Inspecciona área de termoformado – máquinas
principales
41
14 Inspección área de termoformado – pasillo con
residuos
42
15 Corte de sacos - extrusión 48
16 Vaciar sacos a tolva – extrusión 48
17 Puesta de masa foam - extrusión 50
18 Rodillo Transportador - extrusión 50
19 Estibación de rollos - extrusión 51
20 Preparación de rollos - termoformado 52
21 Lamina a termoformadora 54
22 Sacar producto dañado - termoformado 55

x
Nº Descripción Pág.
23 Almacenamiento termoformado 56
24 Maquina termoformadora sin guardas de seguridad 79
25 Maquina termoformadora con guardas de seguridad 79

xi
ÍNDICE DE CUADROS
Nº Descripción Pág.
1 Clasificación de los riesgos 17
2 Definición de la valoración de los riesgos 17
3 Valoración de las consecuencias 19
4 Valoración de las probabilidades 19
5 Valoración de la exposición 20
6 Interpretación del grado de peligrosidad 20
7 Factor de ponderación 21
8 Factor de repercusión 22
9 Personal de producción 25
10 Requisitos de acuerdo al tamaño de la empresa 27
11 Análisis de riesgos extrusión- recepción de M.P. 56
12 Análisis de los riesgos extruido 57
13 Análisis de los riesgos en almacenamiento temporal –
extrusión
58
14 Análisis de los riesgos en preparación de rollos foam –
termoformado
58
15 Análisis de los riesgos en la termoformadora 59
16 Análisis de los riesgos en empaquetado -
termoformado
60
17 Análisis de los riesgos del almacenamiento –
termoformado
61
18 Accidentes año 2016 64

xii
ÍNDICE DE DIAGRAMAS
Nº Descripción Pág.
1 Organigrama de la empresa 32
2 Macroproceso 42
3 Diagrama de proceso de extrusión 43
4 Diagrama de proceso de termoformado 44
5 Recepción de materia prima - extrusión 47
6 Proceso - extrusión 49
7 Almacenamiento - extrusión 51
8 Preparación de rollos - termoformado 52
9 Proceso – maquina termoformadora 53
10 Empaquetado - termoformado 54
11 Almacenamiento - termoformado 55
12 Análisis causa - efecto 68

xiii
ÍNDICE DE TABLAS
Nº Descripción Pág.
1 Indicadores reactivos 2016 63
2 Indicadores Proactivos 2016 66
3 Cálculo por costos de accidente en el proceso de
bandejas descartables año 2016
69
4 Análisis comparativo de los accidentes por año 70
5 Priorización de problemas en el área de extrusión 72
6 Priorización de problemas en el área de termoformado 73
7 Plan de capacitación en seguridad, higiene y salud
ocupacional
81
8 Inversión en activos fijos y costos de operación 83

xiv
AUTOR: ROMERO ZAMBRANO RICHARD ELIAS TEMA: ANALISIS DE LOS RIESGOS MECANICOS EN EL AREA
DE PRODUCCION DE UNA EMPRESA DE PLASTICOS. DIRECTOR: ING. IND. BRAN CEVALLOS JOSE ALBERTO, Mgtr.
RESUMEN
El objetivo del presente trabajo es analizar los factores de riesgos
mecánicos que están expuestos los trabajadores del área de producción de bandejas descartables, conformada por las áreas de extrusión y termoformado; su estudio de campo denominado el uso de herramientas
de investigación científica de seguridad y salud ocupacional. Su estructura comprende de tres capítulos en los que se describe lo siguiente: en el
capítulo uno se define el marco teórico empleado con base científica de la investigación en el que está sustentado el presente trabajo; en la segunda parte se aplicó la metodología descriptiva, la cual consiste en recoger los
hechos como son observados, el análisis empleado para el presente estudio es cuantitativo como lo es el método FINE. Con este diagnóstico
se elabora una propuesta la cual comprende minimizar los riesgos mecánicos a los que están expuestos los colaboradores del área de producción sustentado con el marco legal vigente. El plan de acción por
parte de la empresa requiere una inversión que no afecta el patrimonio empresarial, siendo completamente viable.
PALABRAS CLAVES: Análisis, Identificar, Evaluar, Riesgos, Mecánicos,
Plásticos, Industrial, Seguridad.
Romero Zambrano Richard Elias Ing. Ind. Bran Cevallos José Alberto Mgtr. C.C. 092734516-5 Director del Trabajo

xv
AUTHOR: ROMERO ZAMBRANO RICHARD ELIAS THEME: ANALYS OF THE MECHANICAL RISKS IN THE
PRODUCTION AREA OF A PLASTIC COMPANY DIRECTOR: IND. ENG. BRAN CEVALLOS JOSE ALBERTO, Mgtr.
ABSTRACT
The objective of this paper is to analyze the factors of mechanical risks
that workers in the area of production of disposable trays are exposed, consisting of the area of extrusion and thermoforming; his field study called the use of occupational health and safety scientific research tools.
Its structure includes three chapters in which the following is described: chapter one defines the theoretical framework used with scientific basis of
the research on which the present work is based; In the second part the descriptive methodology was applied, which consists of collecting the facts as they are observed, the analysis used for the present study is
quantitative as it is the FINE method. With this diagnosis a proposal is elaborated where includes minimizing the mechanical risks to which the
collaborators of the supported production area are exposed with the current legal framework. The action plan by the company requires an investment that does not affect the business assets, being completely
viable.
KEY WORDS: Analysis, Identify, Evaluate, Risks, Mechanics, Plastics,
Industrial, Security.
Romero Zambrano Richard Elias Ind. Eng. Bran Cevallos José Alberto Mgtr. I.D. 092734516-5 Work Director

PRÓLOGO
El presente trabajo está fundamentado en el análisis de los riesgos
mecánicos en el área de producción de bandejas descartables,
conformadas por las áreas de extrusión y termoformado; para ellos se han
aplicado métodos de evaluación de riesgos como lo es la metodología de
William Fine.
En el capítulo uno se detalla los antecedentes de la empresa de la
empresa de plásticos, la problemática del presente proyecto, los objetivos
generales y específicos, el marco históricos de la seguridad industrial, el
marco conceptual de la seguridad industrial; los aspectos generales de la
empresa, así como también las inspecciones en el área de producción.
En el capítulo dos encontraremos la situación actual de la empresa
como son los requisitos sugeridos por el ministerio de trabajo, el análisis
de los puestos de trabajos en las áreas de producción, le evaluación de
los riesgos por puestos de trabajo, los indicadores que lleva la empresa
con base a la seguridad industrial y por último el diagnostico que nos
demuestra cómo está la empresa.
El capítulo tres es la propuesta y la evaluación económica; donde se
plantea minimizar los riesgos mecánicos con el fin de cuidar la integridad
física de los colaboradores de .la empresa; la estructura de la propuesta
que está alineada al marco legal vigente, el plan de acción a seguir por
parte de la empresa lo que a su vez nos dice que es una inversión viable
por parte de los directivos.

CAPITULO I
INTRODUCCIÓN
1.1. Antecedentes
El auge de la industria del plástico comienza entre los años 1950 y
2015 donde el uso del plástico y caucho ha aumentado entre un 8,5%
anual. Las ventas actuales del plástico no son tan grandes como en los
años 1950 - 1970 pero a inicios del siglo XXI los índices de incremento
son de alrededor de 4 - 5%, dependiendo la región, el producto o la
aplicación. En la actualidad el plástico se ha hecho imprescindible en el
campo de la medicina ya sea en dispositivos, diagnósticos o laboratorios,
en la aplicación segura de productos farmacéuticos como son; productos
desechables seguros e higiénicos. También lo podemos encontrar en la
industria alimenticia donde juega un papel importante en la vida de los
consumidores ya que el plástico tiene un contacto directo con los
alimentos como son los platos, cucharas, cubiertos, vasos, etc.
Con lo anterior mencionado y luego del fallecimiento de su padre a la
edad de 20 años el fundador de la “empresa de plásticos” interrumpió sus
estudios en Francia y fundó la empresa en el año de 1969, un negocio
para atender al sector bananero con las fundas plásticas para embalar los
racimos. (El nombre de la empresa y el nombre del dueño de la misma no
serán nombradas por cuestiones de confidencialidad).
En esos años la empresa se levantaba sobre 500 m2 y tenía 8
trabajadores. En la actualidad esta empresa ocupa alrededor de 22000 m2

Introducción 3
Industriales, y genera un promedio de 612 empleos para atender a todos
sus clientes. A la producción de fundas para banano se le fueron
agregando nuevos productos, y en la actualidad la empresa se concentra
en la producción de productos descartables para alimentos bajo una
reconocida marca que abarca una diversidad de variedades como vasos,
cubiertos, platos, tarrinas, además de empaques flexibles para alimentos
y bebidas.
1.2. Justificativo
Algunos de los componentes de la seguridad industrial son: el orden y
la limpieza, la higiene, el diseño y la implementación de procedimientos
de trabajo seguro, el desarrollo de un clima laboral favorable, de tal forma
que todos estos componentes están vinculados al manejo adecuado de
los riesgos y forma parte de la cultura de la seguridad salud en el trabajo.
De manera que una de las responsabilidades de las empresas es
planear acciones preventivas fundamentadas en las evaluaciones de los
riesgos en los diferentes puestos de trabajo. La ausencia de estas
acciones planes o programas de prevención podrían originar violaciones
al reglamento interno y a las normas nacionales establecidas, ya sea por
desconocimiento y obligaciones de los empleados, en cualquier caso las
implicaciones son muchas y no solo afectan al individuo sino también a la
organización.
El aumento de la cantidad de accidentes y a su vez las enfermedades
laborales, los costos elevados en atención a la salud, incremento del
ausentismo laboral, que influye en costos elevados para la producción en
un menor rendimiento con una baja productividad y remuneración
económica; son algunas de las consecuencia en la identificación y
prevención de los riesgos laborales. Por tal motivo el presente estudio
está centrado en el análisis de los riesgos mecánicos para el personal de

Introducción 4
producción que labora en el área de descartable en una empresa de
plásticos.
El ámbito de esta investigación está encaminado a analizar cada
puesto de trabajo en las áreas críticas, para estimar la magnitud de los
riesgos que no se han podido evitar, consiguiendo la información
necesaria para proponer un plan de prevención y para que el empresario
pueda tomar las medidas preventivas.
Se utilizará el método de evaluación de riesgos mecánicos “Método
Fine” por su valor cuantitativo que permite estimar el nivel de riesgo con
base a tres factores claves: consecuencias, probabilidad y exposición.
En otro sentido el levantamiento de información de la documentación
en el sistema de gestión de seguridad es importante ya que con esto se
podrá analizar si la empresa lleva un sistema de gestión establecido, las
exigencias jurídicas en proporción al tamaño de la empresa, y con los
organismos que establecen la obligación a establecer Programas de
seguridad industrial y salud ocupacional.
1.3. Planteamiento del Problema
La falta de la evaluación de los riesgos, la falta de medidas necesarias
de buenas prácticas laborales, la falta de inspecciones en los puestos de
trabajo, acarrea la posibilidad de que se puedan presentar diversos tipos
de riesgo y que más adelante pueda existir enfermedades ocupacionales,
incidentes, accidentes o alguna fatalidad.
Datos históricos con respecto a los accidentes demuestra que la mayor
cantidad han ocurrido en las áreas de termoformado y extrusión, ya sea
estos por golpes, cortes, atrapamiento de mano, pies o caídas, las

Introducción 5
mismas que varían entre leves y graves; con estos datos hay que
cuestionarse lo siguiente;
¿Qué fue los que ocurrió?
¿A caso el procedimiento no fue el correcto?
¿El colaborador estaba utilizando los equipos de protección
personal adecuadamente?
¿Fue un descuido del mismo colaborador?
¿Las máquinas estaban protegidas?
Cada una de estas inquietudes está relacionadas con el riesgo en las
respectivas áreas, ya que los procedimiento por si solos no son
suficientes, para poderlos disminuir o eliminarlos totalmente. Con lo
anterior dicho se deduce que el compromiso y la colaboración del
personal de seguridad, administración y sobre todo el personal de las
áreas involucradas se pueda mitigar estos eventos que se encuentran en
las áreas de trabajo.
1.4. Objetivos
1.4.1. Objetivo general
Analizar de los riesgos mecánicos en el área de producción de una
empresa de plásticos.
1.4.2. Objetivos específicos
Documentar la gestión de Seguridad y Salud Ocupacional.
Analizar de puestos de trabajo en las áreas críticas.
Evaluar los riesgos mecánicos.
Minimizar los riesgos mecánicos con base a un plan de prevención.

Introducción 6
1.5. Marco Teórico
1.5.1. Marco Histórico
En el 1633 en la ciudad de Carpi-Italia nace Bernardo Ramazzini más
conocido como el Padre de la “Medicina del Trabajo”, cuyo autor del libro
“De Morbis Artificum Diatriba” que traducido del latín significaría “La
escuela de las Enfermedades de los Artesanos”. Ramazzini estudio
algunos oficios, así como también las enfermedades y efectos en los
trabajadores, eso tuvo una mayor influencia en la ergonomía y en las
medicinas del trabajo actual, fue uno de los impulsadores de la que ahora
se conoce como salud ocupacional.
La seguridad industrial es una actividad multidisciplinaria la cual se
ocupa de reducir los riesgos en las Industrias.
Esta actividad es el fruto de la revolución industrial en el siglo XVIII con
la primera máquina de vapor construida por James Watt, con ello trae
consigo avances en materias de ingeniería, automatización en la
producción y transporte; el crecimiento de nuevas fábricas e industrias, lo
que también produjo un aumento en accidentes y enfermedades laborales
y nuevos factores de riesgos, sin embargo el nacimiento de la seguridad
industrial no fue simultáneo debido a la humillación que sufrían los
trabajadores y al medio detestable en el que se desarrollaban los trabajos.
En 1833 se pone la primera piedra de la seguridad industrial moderna
cuando se establece la primera empresa que asesora a los industriales,
en la protección de los trabajadores conocida como la actual OIT
(Organización Internacional del Trabajo). En ese mismo año comenzaron
las primeras inspecciones gubernamentales donde se dieron algunas
recomendaciones; las mismas que dieron como resultado ciertas mejoras
en temas de seguridad industrial el año de 1850.

Introducción 7
Ese estatuto redujo la jornada laboral y estableció un mínimo de edad
para los niños, lo que conllevo a realizar varias mejoras en condiciones
de seguridad, aunque se tardaron en realizar estas mejoras ya que no le
daban la importancia que se merecen las vidas humanas.
En 1867 en Massachusetts se difundió una ley prescribiendo el
nombramiento de las inspecciones de fábrica, tiempo después se
estableció la primera oficina de estadística de trabajo en Estados Unidos
en el año de 1869.
En 1871 el cincuenta por ciento de los trabajadores moría entre los 20
años de eddad, debido a los accidentes y a las malas condiciones de
trabajo. Ese mismo año en Alemania se buscaba que los patrones den los
medios necesarios para que se protejan la vida y salud de los
trabajadores, esto llevo a que los industriales comenzaran a darse cuenta
de las necesidades de conservar el talento humano.
En el año de 1874 en Francia se aprobó la primera Ley del trabajo de
diez horas diarias y las inspecciones minuciosas en los talleres, tres años
más tarde en Massachusetts se ordenaron el uso de los resguardos en
las máquinas.
A finales del siglo XVIII y principios del siglo XIX comenzó la
preocupación por las condiciones laborales, esto fue a causa de un
incendio en la ciudad de londonderry en Irlanda, en un sector de talleres
de costura el cual tuvo más de 600 vidas humanas, estas condiciones
dieron como resultado “La ley sobre las fábricas”. (Pinillos Chávez, 2008)
A finales de la década de 1900 la producción automóviles en serie fue
introducida por Henry Ford en los Estados Unidos, lo que trajo entre otras
cosas el incremento de enfermedades profesionales y accidentes de
trabajo.

Introducción 8
El 11 de abril de 1919 fue fundada la OIT con su constitución esto fue
después de la Primera Guerra Mundial gracias al tratado de Versalles, se
complementó con la Declaración de filadelfia de1944.
La comisión de la OIT estaba establecida por el presidente Samuel
Gompers que a su vez fue Presidente de la Federación Estadounidense
del trabajo (AFL).
La Organización estaba integrada por nueve países: Reino Unido,
Cuba, Bélgica, Checoslovaquia, Estados Unidos, Polonia, Japón, Italia y
Francia, lo que dio como resultado una organización única en su género,
ya que en sus órganos ejecutivos habían representantes de: gobiernos,
empleadores y trabajadores.
En el año de 1977 Estados Unidos se retiró de la OIT causando una
enorme crisis que redujo su presupuesto un 25%, pero se recuperó en el
año de 1980 cuando se integró de nuevo.
Después de la Guerra Fría la Organización puso mayor importancia de
ubicar la justicia social y dando mayor prioridad al cumplimiento de las
Normas, Derechos y Principios del Trabajo garantizados por los ocho
convenios internacionales que son: Libertad Sindical, Negociación
Colectiva, Eliminación del Trabajo Forzoso, Eliminación del Trabajo
Infantil, Eliminación de la Discriminación en materia de empleo y
ocupación.
La seguridad industrial en el ecuador inicia en el año de 1933 donde los
legisladores dan responsabilidades patronales, desde ese momento la
seguridad industrial ha transcendido al igual que su normativa, también se
han establecido un mayor número de organismos que ayudan a su
control. El seguro de riesgos laborales y enfermedades profesionales se
incorpora en el año de 1954, años más adelante los funcionarios del IESS

Introducción 9
actualizan la legislación siguiendo las normas y recomendaciones de la
OIT.
La seguridad industrial en las empresas se centra en preservar la
seguridad física y salud de los trabajadores de una organización
basándose en la prevención, identificación, evaluación y corrección de los
peligros a los que se expone el trabajador.
Existen dos formas fundamentales de actuación de la seguridad
industrial, la protección que actúa sobre los equipos de trabajo o las
personas expuestas al riesgo para aminorar las consecuencias del
accidente de trabajo; y la prevención que actúa sobre las causas
desencadenantes del accidente. (Perez Lavayen, 2016)
En la última se cree que la forma de trabajo debe llevar medidas
necesarias de seguridad para neutralizar los accidentes o daños para la
salud. La responsabilidad de la organización debe estar definida por:
Normativa que proteja el cumplimiento y los deberes de los
trabajadores.
Contrato acordado con los trabajadores o sus representantes a
través de una forma colectiva.
Política colectiva establecida por la empresa.
Con el presente marco histórico se debe aclarar que el presente trabajo
esta direccionado al sector manufacturero de las industrias de platicos.
1.5.2. Marco Conceptual
Accidente de Trabajo.- Es todo suceso imprevisto o repentino que
produzca en el trabajador una lesión muscular de tipo funcional o
corporal, ya sea permanente o temporal, que haiga sido originada por la

Introducción 10
actividad laboral y relacionada con el puesto de trabajo. (IESS-CD.513,
2017)
Eventos clasificados como accidentes de trabajo.- Según la
Resolución 513 del IESS se consideran los siguientes como accidentes
de trabajo.
El que se produjere en el lugar de trabajo, o fuera de él, con
ocasión o como consecuencia del mismo, o por el desempeño
de las actividades a las que se dedica el afiliado sin relación de
dependencia o autónomo, conforme el registro que conste en el
IESS.
El que ocurriere en la ejecución del trabajo a órdenes del
empleador, en misión o comisión de servicio, fuera del propio
lugar de trabajo, con ocasión o como consecuencia de las
actividades encomendadas;
El que ocurriere por la acción de terceras personas o por acción
del empleador o de otro trabajador durante la ejecución de las
tareas y que tuviere relación con el trabajo;
En casos de accidentes causados por terceros, la concurrencia
de culpabilidad civil o penal del empleador, no impide la
calificación del hecho como accidente de trabajo, salvo que éste
no guarde relación con las labores que desempeñaba el afiliado.
Investigación y Seguimiento de Accidentes de Trabajo.- Las
unidades de Riesgos del Trabajo podrán realizar las investigaciones de
accidentes de trabajo, análisis de puesto de trabajo de las enfermedades
profesionales u ocupacionales, seguimientos sobre la implementación de
mejoras relacionadas con la causalidad de los siniestros, y los correctivos
técnico- legales para el mejoramiento de las condiciones de trabajo. Para
el efecto, las unidades de Riesgos del Trabajo, podrán solicitar la

Introducción 11
participación de una instancia preventiva sea del Comité de Seguridad y
Salud de las empresas o instituciones públicas o privadas o del delegado
de los trabajadores, según corresponda. (IESS-CD.513, 2017)
Condiciones Subestandar.- Situación que se presenta en el lugar de
trabajo y que se caracteriza por la presencia de riesgos no controlados
que puedan generar accidentes de trabajo o enfermedades profesionales.
(NTC 3701, 1995)
Actos Subestandar.- Es todo acto que realiza un trabajador de
manera insegura o inapropiada y que facilita la ocurrencia de un accidente
del trabajo. (NTC 3701, 1995)
Incidente.- Evento(s) relacionado con el trabajo en que la lesión o
enfermedad (a pesar de la severidad) o fatalidad ocurren, o podrían haber
ocurrido. (OHSAS 18001, 2007)
Peligro.- Fuente, situación, o acto con un potencial de daño en
términos de lesión o enfermedad, o una combinación de éstas. (OHSAS
18001, 2007)
Identificación de Peligro.- El proceso para reconocer que existe
peligro y define sus características. (OHSAS 18001, 2007)
Factores de Riesgo.- Es la presencia o modificación de elementos,
fenómeno, ambientales o situación que aumente las probabilidades de
ocurrencia a que un individuo sufra o contraiga una enfermedad u otro
problema de salud. Los factores de riesgo pueden ser: Físicos, Químicos,
Ergonómicos, Psicosociales, Mecánicos y biológicos. (IESS-CD.513, 2017)

Introducción 12
Evaluación de los Riesgos.- Proceso de evaluar el riesgo(s) que se
presenta durante algún peligro(s), tomando en cuenta la adecuación de
cualquier control existente, y decidiendo si el riesgo(s) es o no aceptable.
(OHSAS 18001, 2007)
Diagnóstico de las condiciones de trabajo.- Se consigue a través
de la elaboración y el análisis de los factores de riesgo con la
participación de los trabajadores a través de encuestas u otros.
Riesgo.- Combinación de la posibilidad de la ocurrencia de un evento
peligroso o exposición y la severidad de lesión o enfermedad que pueden
ser causados por el evento o la exposición. (OHSAS 18001, 2007)
Riesgo Mecánico.- Son generados por piezas mecánicas,
generalmente se encuentran en los lugares de operación de herramientas
y máquinas industriales.
Prevención de Riesgos.- A petición expresa de empleados o
trabajadores, de forma directa o a través de las organizaciones
legalmente constituidas, se podrá monitorear el ambiente laboral y las
condiciones de trabajo. (IESS-CD.513, 2017)
Principios de la acción preventiva.- En materia de riesgos del trabajo
la acción preventiva se fundamente en los siguientes puntos: (IESS-
CD.513, 2017)
Control de riesgos en su origen, medio o en el receptor.
Planificación para la prevención, integrando a ella la técnica, la
organización del trabajo, las condiciones de trabajo, las
relaciones sociales y la influencia de los factores ambientales

Introducción 13
Identificación de peligros, medición, evaluación y control de los
riesgos en los ambientes laborales;
Adopción de medidas de control, que prioricen la protección
colectiva a la individual;
Información, formación, capacitación y adiestramiento a los
trabajadores en el desarrollo seguro de sus actividades;
Asignación de las tareas en función de las capacidades de los
trabajadores;
Detección de las enfermedades profesionales u ocupacionales; y
Vigilancia de la salud de los trabajadores en relación a los
factores de riesgo identificados.
Parámetros técnicos para la evaluación de los factores de riesgo.-
Se toma como referencia las metodologías aceptadas y reconocidas
internacionalmente por la OIT; la normativa nacional; o las señaladas en
instrumentos técnicos y legales de organismos internacionales de los
cuales el Ecuador sea parte. (IESS-CD.513, 2017)
Mecanismos para la prevención de riesgos del trabajo.- se
deberán implementar mecanismos como medios de cumplimiento
obligatorio de las normas legales o reglamentarias, haciendo énfasis en lo
referente a la acción técnica que incluye:
Identificación de los peligros.
Medición de los factores de riesgo.
Evaluaciones periódicas.
Control operativo integral.
Vigilancia ambiental laboral y de la salud.
Inspecciones de Seguridad.- - Es una función de naturaleza técnica
legal, cuya finalidad es constatar el cumplimiento de las disposiciones y
normas vigentes. (OIT DL 16998, 1979)

Introducción 14
Organización.- Compañía, corporación, firma, empresa, autoridad o
institución, o parte o combinación de ellas, sean o no sociedades, pública
o privada, que tiene sus propias funciones y administración. (OHSAS
18001, 2007)
Procedimientos.- Forma específica para llevar a cabo una actividad o
un proceso (OHSAS 18001, 2007)
Normas de Seguridad.- Son documentos técnicos-legales que sirven
para proteger la salud de todos los trabajadores y realizar una labor
segura en los puestos de trabajo de tal manera que las operaciones se
realicen sin riesgo o con el mínimo posible para el trabajador. Estas
normas deben ser entregadas al trabajador en forma de inducción o re-
inducción.
Seguridad y Salud Ocupacional.- Condiciones y factores que afectan,
o podrían afectar, la salud y seguridad de los empleados u otros
trabajadores (incluyendo trabajadores temporales y personal contratista),
visitantes, o cualquier otra persona en el área de trabajo. (OHSAS 18001,
2007)
Análisis del Riesgo
Los primeros pasos para analizar los riesgos es:
Identificar el peligro
Se estima el riesgo, valorando conjuntamente la probabilidad y
las consecuencias de que se materialice el peligro.
El análisis de los riesgos proporciona qué orden de magnitud es el
riesgo.

Introducción 15
Identificación de los riesgos
Es el reconocimiento de las situaciones peligrosas a las que están
expuestos los trabajadores en sus puestos, hay varias formas y maneras
de identificar el riesgo ya sea por inspecciones u observaciones, para
identificar el riesgo hay que hacerse estas preguntas:
¿Existe una fuente de riesgo?
¿Quiénes pueden estar afectados?
¿Cómo puede ocurrir?
En la identificación se debe realizar por actividad en el puesto de
trabajo, recomendable categorizarlos con el fin de ayudar con el proceso.
Este es el método por el cual las empresas consiguen la información de
su situación actual con relación a la seguridad y salud de los trabajadores
con respecto al ambiente laboral de sus trabajadores.
El proceso también incluye las siguientes fases:
Identificación de las operaciones que realizan.
Identificación de las actividades que llevan dichas operaciones.
Identificación de los peligros.
Identificación de la desviación de cada peligro y la en cualquier
forma ya sea en contacto o consecuencia o cualquier tipo de
lesión que esta fuera a causar.
Determinar la probabilidad con la que ocurren dichas
situaciones.
Determinar qué tipo de consecuencias trae ese riesgo.

Introducción 16
Riesgos Mecánicos:
Golpes.
Cortes.
Caídas del mismo nivel.
Caídas a distinto nivel.
Caída de objetos.
Desorden en el puesto de trabajo.
Espacio físico reducido.
Piso irregular o resbaloso.
Máquina desprotegida.
Atrapamiento de manos.
Atrapamiento de pies.
Circulación de vehículos por área reducida.
Superficies o materiales calientes.
Fricción o abrasión.
Estimación del Riesgo.
Para poder saber si los riesgos son importantes o no y poder actuar
preventivamente es necesario poder categorizar los riesgos en función de
su magnitud.
Hay que tomar en cuenta la valoración de las dos variables:
consecuencia que es la severidad del daño y la probabilidad de que
ocurra el suceso, con esto el empresario podrá tomar una decisión ya sea
preventiva o correctiva.

Introducción 17
Clasificación del Riesgo.- Los riesgos se establecen una vez
determinada la probabilidad y consecuencia del riesgo. En el cuadro #1 se
indican los niveles del riesgo, y los niveles de probabilidad del mismo, en
el cuadro #2 se muestra el criterio de valoración de los riesgos.
CUADRO Nº 1
CLASIFICACIÓN DE LOS RIESGOS
Fuente: Evaluación de Riesgos Laborales. INSHT.
Elaborado por: Romero Zambrano Richard Elias.
CUADRO Nº 2
DEFINICIÓN DE LA VALORACIÓN DEL RIESGOS
Fuente: Evaluación de Riesgos Laborales. INSHT. Elaborado por: Romero Zambrano Richard Elias.
Riesgo Tolerable
TO
Riesgo Moderado
MO
Riesgo Importante
I
Riesgo Moderado
MO
Riesgo Importante
I
Riesgo Intolerable
IN
Riesgo Trivial
T
Riesgo Tolerable
TO
Riesgo Moderado
MO
CONSECUENCIAS
Ligeramente
Dañino
LD
Dañino
D
Extremadamente
Dañino
ED
ALTA (A)
BAJA (B)
MEDIA (M)
PR
OB
AB
ILID
AD
Riesgo
Intolerable
(IN)
No debe comenzar ni continuar el trabajo hasta que se reduzca el
riesgo. Si no es posible reducir el riesgo, incluso con recursos
limitados, debe prohibirse el trabajo.
No requiere acción específica
TOLERABLE
(TO)
No se necesita mejorar la accion preventiva. Sin embargo se deben
considerar soluciones más rentables o mejoras que no supongan
una carga económica importante.
Se requieren Comprobaciones periódicas para asegurar que se
mantiene la eficacia de las medidas de control.
TRIVIAL
(T)
MODERADO
(MO)
Se deben hacer esfuerzos para reducir el riesgo, determinando las
inversiones precisas. Las medidas para reducir el riesgo deben
implantarse en un periodo determinado.
Cuando el riesgo moderado esta asociado con consecuencias
extremadamente dañinas , se presisará una acción posterior para
establecer, con mas presición, la probabilidad de daño como base
para determinar la necesidad de mejorar las medidas de control.
No debe comenzarse el trabajo hasta que se haya reducido el
riesgo. Puede que se precisen recursos considerables para
controlar el riesgo. Cuando el riesgo responda a un trabajo que se
esta realizando, debe remediarse el problema en un tiempo
inferior al de los riesgos moderados.
Riesgo
Importante
( I )

Introducción 18
Evaluación del riesgo
Metodología de William Fine
Fue publicado por William T. Fine en el año de 1971, es un método
matemático para la verificación y control de los riesgos laborales, en la
actualidad aún se usa este método para la identificación de riesgos
mecánicos.
Este método probabilístico se fundamenta en el cálculo del grado de
peligrosidad de cada riesgo identificado, con la ayuda de una fórmula
matemática que relaciona la probabilidad de ocurrencia.
Las consecuencias que pueden originarse en caso de ocurrencia del
suceso y la exposición ha dicho riesgo, el cual se muestra a continuación.
GP= C x P x E
Dónde:
GP = Grado de Peligrosidad
C = Consecuencias
P = Probabilidad
E = Exposición
Consecuencias.- se define como el daño debido al riesgo, y hace
referencia a los niveles de gravedad de las lesiones, los valores más
probables a asignar se muestra en el cuadro #3.

Introducción 19
CUADRO Nº 3
VALORACIÓN DE LAS CONSECUENCIAS
Fuente: www.usmp.edu.pe/recursoshumanos/pdf/gr2.pdf
Elaborado por: Romero Zambrano Richard Elias
Probabilidad.- Es la posibilidad que se origine un accidente. Habrá
que tener en cuenta la secuencia de completa de acontecimientos que
desencadenan el accidente., las valoraciones de la probabilidad se
muestran en el cuadro #4.
CUADRO Nº 4
VALORACIÓN DE LAS PROBABILIDADES
Fuente: www.usmp.edu.pe/recursoshumanos/pdf/gr2.pdf Elaborado por: Romero Zambrano Richard Elias
Exposición.- Es el tiempo que los colaboradores están expuesto a los
riesgos que se están evaluando. A continuación se muestran las
valoraciones en el cuadro #5.
FACTOR CLASIFICACIÓNVALORACIÓN
NUMÉRICA
Catástrofe, numerosas muertes, daños, quebranto en la actividad 100
Varias muertes, daños desde 500000 a 1000000 dólares 50
Muerte, daños de 100000 a 500000 25
Lesiones graves, invalidez permanente o daños 15
Lesiones con baja 5
pequeña heridas, contusiones, golpes pequeños daños. 1CO
NS
EC
UE
NC
IAS
(C
)
VALORACIÓN DE RIESGO
FACTOR CLASIFICACIÓNVALORACIÓN
NUMÉRICA
Es el resultado más probable y esperado. 10
Es completamente posible, no será nada extraño. 6
Sería una secuencia o coincidencia rara pero posible, ha ocurrido. 3
Coincidencia muy rara, pero se sabe que ha ocurrido. 1
Coincidencia extremadamente remota pero concebible. 0,5
Coincidencia prácticamente imposible, jamás ha ocurrido. 0,1PR
OB
AB
ILID
AD
(P
)
VALORACIÓN DE RIESGO

Introducción 20
CUADRO Nº 5
VALORACIÓN DE LAS EXPOSICION
Fuente: www.usmp.edu.pe/recursoshumanos/pdf/gr2.pdf Elaborado por: Romero Zambrano Richard Elias
Una vez que se ha obtenido el grado de peligrosidad se lo ubica en el
rango de BAJO, MEDIO, ALTO.
Interpretación del Grado de Peligrosidad
Los criterios para establecer el Grado de Peligrosidad deben ser bien
estudiados por el analista para tomar la mejor decisión y corregir los
riesgos. A continuación se muestra en el cuadro # 6 los valores para cada
intervalo.
CUADRO Nº 6
INTERPRETACIÓN DEL GRADO DE PELIGROSIDAD
Fuente: www.usmp.edu.pe/recursoshumanos/pdf/gr2.pdf Elaborado por: Romero Zambrano Richard Elias
FACTOR CLASIFICACIÓNVALORACIÓN
NUMÉRICA
Continuamente, muchas veces al día 10
Frecuentemente, aproximadamente una vez al día 6
Ocasionalmente, de una vez a la semana a una vez al mes 3
Irregularmente, de una vez al mes a una vez al año 2
Raramente, cada bastantes años 1
Remotamente, no se sabe que haya ocurrido pero no se descarta 0,5
VALORACIÓN DE RIESGO
EX
PO
SIC
ION
€
INTERVALO INTERPRETACION
1 a 300 BAJO
301 a 600 MEDIO
601 a 1000 ALTO
G.P. BAJO MEDIO ALTO
1 300 600 1000

Introducción 21
Alto = Intervención Inmediata.
Medio = Intervención a Corto Plazo.
Bajo = Intervención a largo plazo o riesgo Tolerable.
Grado de Repercusión.- Es un indicador que refleja la incidencia de
un riesgo con relación a la población expuesta. Este indicador permite
visualizar cual riesgo debe ser intervenido, y se lo obtiene multiplicando el
grado de peligrosidad por el factor de ponderación.
GR = GP x FP
Dónde:
GR= Grado de Repercusión.
GP= Grado de Peligrosidad.
FP= Factor de Ponderación.
El factor de ponderación se obtiene con el número del porcentaje de los
trabajadores expuestos, se muestra en el cuadro #7.
CUADRO Nº 7
FACTOR DE PONDERACIÓN
Fuente: www.usmp.edu.pe/recursoshumanos/pdf/gr2.pdf Elaborado por: Romero Zambrano Richard Elias
% EXPUESTOFACTOR DE
PONDERACION
1 -20 % 1
21 - 40 % 2
41 - 60 %3
61 - 80 %4
81 - 100 %5
TABLA FACTOR DE PONDERACION

Introducción 22
Una vez que se ha obtenido el grado de repercusión el valor obtenido
se lo ubica en los intervalos de ALTO, MEDIO Y BAJO, del cual se
muestra en el gráfico #8.
CUADRO Nº 8
FACTOR DE REPERCUSIÓN
Fuente: www.usmp.edu.pe/recursoshumanos/pdf/gr2.pdf Elaborado por: Romero Zambrano Richard Elias
1.6. Marco Metodológico
Para poder realizar este trabajo se va a utilizar el método descriptivo,
este método consiste en recoger los hechos como son observados en
todos sus componentes principales de una realidad.
Esto conlleva la recopilación y presentación de datos para tener una
idea clara de una situación determinada de la empresa.
1.6.1. Investigación descriptiva
El objetivo de la investigación consiste en llegar a conocer las
situaciones, costumbre y actitudes que predominan a través de la
descripción exacta de las actividades, objetivos, procesos y personas. No
solo se limita a la recolección de datos, sino que también a las
INTERVALO INTERPRETACION
1 a 1499 BAJO
1500 a 2999 MEDIO
3000 a 5000 ALTO
GRADO DE REPERCUSION
G.R. BAJO MEDIO ALTO
1 1500 3000 5000

Introducción 23
predicciones e identificación de las relaciones que existen entre dos o
más variables.
Para la realización del presenta trabajo se ha considerado desarrollar
un estudio que incluya métodos cualitativos y cuantitativos, el método de
William FINE como cualitativo, ya que es una investigación que se basa
en el análisis subjetivo e individual por este motivo la hace una
investigación interpretativa, de manera de obtener resultados específicos
como un listado de situaciones peligrosas con sus respectivas
valoraciones.
También se usaran una serie de herramientas dirigidas a la reducción
de riesgos asociados como son:
Método fine
Investigación de campo por medio de observaciones.
Estadísticas de accidentabilidad.
Método de causa – efecto
Se van a realizar inspecciones periódicas por puesto de trabajo, en
donde se encontraran fallas, actos sub-estándares, condiciones sub-
estándar, y así poder tomar las respectivas medidas correctivas.
1.6.2. Descripción de la metodología
El presente estudio se lo realizará con una investigación de campo,
para lograr cubrir todas las etapas de la investigación, primeramente se
comenzara por hacer un recorrido a la planta de producción mediante
observación directa, y así poder visualizar cada una de las actividades
que intervienen en el proceso productivo. Luego de la observación se
comenzará con una entrevista al personal que labora en el área para

Introducción 24
finalmente pasar a investigar la situación actual de la empresa según el
reglamento interno de seguridad industrial, con esto se determinará las
fallas más importantes que presenta la empresa, para ello dar paso al
inicio del estudio.
Para poder hacer la identificación de los riesgos en el área de
producción de bandejas descartables se procederá a observar cada uno
de los procesos, actividades y tareas que intervienen propias de cada
puesto de trabajo, una vez realizada la identificación de los riesgos
mecánicos se procederá a realizar un levantamiento de procedimientos de
los mismos, para separar cada actividad en el mayor número de pasos
sencillos y proponer las recomendaciones de seguridad.
Cada uno de estos datos arrojara una lista de riesgos a los cuales se
les calculara el índice de peligrosidad mediante el método FINE.
Una vez establecidas estas evaluaciones nos llevaran al análisis de los
resultados y a establecer las respectivas recomendaciones, las cuales se
las evaluará económicamente para determinar las ventajas de la
ejecución, y finalmente establecer conclusiones del trabajo desarrollado.
Población de Estudio.
Para el presente estudio realizado en la empresa de plásticos cuenta
con una población de 612 personas distribuidos en las diferentes áreas de
trabajo. (Ver Anexo 1)
El análisis de los riesgos mecánicos se lo realizará en el proceso de
producción de bandejas descartables la misma que cubre las áreas de
extrusión y termoformado estas áreas cuentan con 139 personas; el total
de trabajadores del área de producción de bandejas se muestra a
continuación.

Introducción 25
CUADRO Nº 9
PERSONAL DE PRODUCCIÓN
Fuente: Recursos Humanos. Elaborado por: Romero Zambrano Richard Elias.
1.7. Marco Legal
Constitución de la República del Ecuador.
El Art. N° 33 sección octava determina que: “El trabajo es un derecho y
un deber social, y un derecho económico, fuente de realización personal y
base de la economía. El Estado garantizará a las personas trabajadoras
el pleno respeto a su dignidad, una vida decorosa, remuneraciones y
retribuciones justas y el desempeño de un trabajo saludable y libremente
escogido o aceptado”. (Constitución, 2008)
El Art. 326 con referencia al numeral cinco que habla sobre: El derecho
al trabajo se sustenta en los siguientes puntos: Toda persona tendrá
derecho a desarrollar sus labores en un ambiente adecuado y propicio,
que garantice su salud, integridad, seguridad, higiene y bienestar.
(Constitución, 2008)
Art. 332.- El Estado garantizará el respeto a los derechos reproductivos
de las personas trabajadoras, lo que incluye la eliminación de riesgos
Recepcion de Materia Prima 4
Preparación de Materia Prima 4
Proceso de Extrucción 7
Almacenamiento de Rollos Foam 3
Recepcion de Rollos para Termoformado 11
Proceso de Termoformado 10
Empaquetado y Etiquetado 85
Almacenamiento de Producto Terminado 10
Supervisores 5
139TOTAL DEL PERSONAL
BANDEJAS
DESCARTABLES

Introducción 26
laborales que afecten la salud reproductiva, el acceso y estabilidad en el
empleo sin limitaciones por embarazo o número de hijas e hijos, derechos
de maternidad, lactancia, y el derecho a licencia por paternidad. Se
prohíbe el despido de la mujer trabajadora asociado a su condición de
gestación y maternidad, así como la discriminación vinculada con los roles
reproductivos. (Constitución, 2008)
Art. 389 Numeral 3 y 4 dice: Asegurar que todas las instituciones
públicas y privadas incorporen, y en forma transversal, la gestión de
riesgo en su planificación. Fortalecer en la ciudadanía y en las entidades
públicas y privadas capacitaciones para identificar los riesgos inherentes
a sus respectivos ámbitos de acción, informar sobre ellos e incorporar
acciones tendientes a reducirlos. (Constitución, 2008)
La empresa para cumplir lo que dice el marco legal vigente en el
Ecuador, toma como referencia la estructura del Art. 425 DE LA
CONSTITUCIÓN.
Art. 425.- El orden jerárquico de aplicación de las normas será el
siguiente: La Constitución; los tratados y convenios internacionales; las
leyes orgánicas; las leyes ordinarias; las normas regionales y las
ordenanzas distritales; los decretos y reglamentos; las ordenanzas; los
acuerdos y las resoluciones; y los demás actos y decisiones de los
poderes públicos. En caso de conflicto entre normas de distinta jerarquía,
la Corte Constitucional, las juezas y jueces, autoridades administrativas y
servidoras y servidores públicos, lo resolverán mediante la aplicación de
la norma jerárquica superior. La jerarquía normativa considerará, en lo
que corresponda, el principio de competencia, en especial la titularidad de
las competencias exclusivas de los gobiernos autónomos
descentralizados. (Constitución, 2008)
El gráfico se representa así:

Introducción 27
GRÁFICO Nº 1
NORMATIVA LEGAL
Fuente: Constitución de la República del Ecuador. Elaborado por: Romero Zambrano Richard Elias.
La seguridad y salud de todos los trabajadores ecuatorianos están
cubiertas por las leyes del Ecuador en Decretos, Resoluciones,
Reglamentos, convenios y Normas que han sido divulgadas con el fin de
salvaguardar los derechos de los trabajadores y establecer obligaciones a
los empleadores en seguridad y salud ocupacional.
CUADRO Nº 10
REQUISITOS DE ACUERDO AL TAMAÑO DE LA EMPRESA
Fuente: Ministerio de Trabajo. Elaborado por: Romero Zambrano Richard Elias.
CDE
TRATADOS Y CONVENIOS INTERNACIONALES
LEYES ORGANICAS
LEYES ORDINARIAS
NORMAS REGIONALES Y ORDENANZAS DISTRITALES
DECRETOS Y REGLAMENTOS
ORDENANZAS
LOS ACUERDOS Y LAS RESOLUCIONES
DEMÁS ACTOS Y DECISIONES DE LOS PODERES PUBLICOS
*Política Empresarial.
*Diagnósticos de Riesgos.
*Comité de Seguridad e Higiene. *Reglamento Interno de SST.
*Unidad de Seguridad e Higiene. *Programa de Prevención.
*Servicio médico de la Empresa. *Programa de Capacitación.
*Liderazgo Gerencial. *Registro de Accidentes e Incidentes.
*Vigilancia de Salud.
*Registro de Morbilidad Laboral.
*Planes de Emergencia.
Sistema de Gestión de
Seguridad y Salud:
Requerimientos Mínimos
ObligatorioGran
Empresa100 ó más
Número de
Empleados
Clasificación
de la Empresa Requisitos Organizacionales Aplicación SGP
CONTITUCIÓN DEL
ECUADOR

Introducción 28
Art 12.- Los Países Miembros adoptarán disposiciones legislativas o
administrativas, que determinen el marco para la participación de
representantes, tanto del empleador como de los trabajadores, que
formarán parte del Comité de Seguridad y Salud en el Trabajo, en función
del tamaño de las empresas. El Comité será creado sólo en aquellas
empresas que alcancen el número mínimo de trabajadores establecido
para este fin en las legislaciones nacionales. (IESS-C.D. 957, 2017)
Convenios internacionales
C81: Convenio sobre la inspección del trabajo.
C119: Convenio sobre la protección de la maquinaria.
C121: Convenio sobre las prestaciones en caso de accidentes de
trabajo y enfermedades profesionales.
C127: Convenio sobre el peso máximo.
C148: Convenio sobre el medio ambiente de trabajo.
C152: Convenio sobre seguridad e higiene.
Normas, Decretos, Reglamentos, y Resoluciones.
Reglamento de Seguridad y Salud de los trabajadores y
Mejoramiento del Medio Ambiente laboral; Decreto Ejecutivo 2393
del 13 de noviembre de 1986 R.O. 565 del 17 de noviembre de
1986.
Reglamento del Seguro General de Responsabilidad Patronal,
Resolución 517, Marzo 2016
Reglamento del Seguro General de Riesgo del Trabajo Resolución
CD 513, marzo 2016
Normas INEN (Señalización NTE 0439:84, equipos de protección
personal NTE 2068.86).
Código del trabajo (2005 - codificación 017) (Anexo 5) Título IV “de
los riesgos del trabajo” Art. 34, 348, 349, 353, 354, 410, 434.

Introducción 29
Acuerdo n° 00132 Registro Oficial N° 008 del 27 de enero de 2003.
Registro de Accidentes y Enfermedades de origen laboral.
1.8. Marco Referencial
En su trabajo de titulación con el tema: Análisis de los riesgos
mecánicos que están expuestos los trabajadores en la trituradora de
botellas. Señala que es necesario implementar un sistema que cubran los
posibles riesgos en los trabajos rutinarios del cual ha utilizado una
metodología reflexiva ya que su propósito es analizar las normas
existentes en la legislación ecuatoriana. (Cedillo Moran, 2016)
En el trabajo de titulación: Análisis de los Riesgos Mecánico en el Área
de Producción de la Planta #6 en la empresa Martizining Guayaquil. Dice
para dar una propuesta de solución hay que encontrar las causas en los
procesos con mayor accidentabilidad y luego evaluarlos con el método
INSHT a los trabajadores que están expuestos en condiciones inseguras.
(Ramos Leon, 2016)
En su tesis de titulación: Identificación y Evaluación de los Factores de
Riesgos Laborales por Puestos de Trabajos de la Empresa Plásticos
Panamericanos S.A. por el Método de Evaluación de Riesgos del INSHT.
Dice para hallar los diferentes riesgos en los puestos de trabajo es
necesario implementar un sistema de gestión; para el cual se utilizó la
metodología del Instituto Nacional de Seguridad e Higiene del Trabajo
(INSHT) para evaluar los riesgos la misma que evaluó la probabilidad
relacionada con el suceso. (Camba Guaranda, 2015)
En su trabajo de titulación: Análisis de los Riesgos Mecánicos en el
área de Producción de la Empresa EPAGRAM S.A. Dice que para
identificar los factores de riesgos de trabajo que inciden en el área de
producción, la evaluación de los riesgos servirá de gran utilidad para

Introducción 30
corregir malos hábitos de los empleados y así disminuir la
accidentabilidad laboral. (Perez Lavayen, 2016)
En el trabajo de titulación para Ing. Ind. Con el tema: Análisis de los
Riesgos Mecánicos Laborales en el Área de Taller Mecánico de
Automekano Guayaquil y Propuesta de un Plan de Seguridad Industrial.
Dice para tener un ambiente laboral seguro para los trabajadores y que no
presenten mayor riesgo a futuro de accidente, se necesita identificar las
falencias de proceso de seguridad industrial para efecto se utiliza una
metodología cuantitativa como lo es el método FINE. (Mazzini Lino, 2015)
1.9. La Empresa
1.9.1. Aspectos generales
La empresa de plásticos pertenece al sector manufacturero y como su
nombre lo indica se dedica a la elaboración de productos plásticos como
empaques y envases, para los diferentes tipos de industrias a nivel
nacional e internacional.
La planta en el año 2015 tuvo una capacidad de 7581 toneladas de
producto terminado.
Su producción se distribuye en un 90% del mercado nacional y el 10%
restante en el mercado internacional del cual sus principales clientes son:
Colombia, Perú, Panamá, Chile, Venezuela, y Argentina.
El área de producción labora en dos jornadas de 12 horas durante los
cinco días de la semana, de lunes a viernes. El personal del área, donde
está enfocado el estudio cuenta con cinco grupos de trabajo de los cuales
se los divide en turnos de 8 horas diarias, y el fin de semana labora según
la programación de cada área. El personal administrativo tiene un horario

Introducción 31
de 8:30 a.m. hasta las 17:00 p.m. del cual incluye media hora de
almuerzo.
IMAGEN Nº 1
EMPRESA DE PLÁSTICOS
Fuente: Google map.
Elaborado por: Romero Zambrano Richard Elias.
Actividad Económica
La empresa no será nombrada, pero por lo general las industrias
plásticas se dedica a la elaboración, venta, adquisición, importación,
comercialización y distribución de materiales platicos y derivados.
Identificación del Código Nacional Internacional Industrial
Uniforme (CIIU)
Su código internacional de industria uniforme (CIIU) para las empresas
de plásticos es C2220.11
1.9.1.1. Ubicación Geográfica
La empresa está ubicada en el Km 11 1/2 de la vía Daule, área que
esta categorizada por el GAD de Guayaquil como zona industrial y
comercial.

Introducción 32
IMAGEN Nº 2
UBICACIÓN GEOGRÁFICA
Fuente: Google map Elaborado por: Romero Zambrano Richard Elias.
1.9.1.2. Organización
La empresa está conformada por aproximadamente 612 colaboradores
y están distribuidos en las diferentes áreas de la empresa.
DIAGRAMA Nº 1
ORGANIGRAMA DE LA EMPRESA
Fuente: Recursos Humanos. Elaborado por: Romero Zambrano Richard Elias.

Introducción 33
1.9.1.3. Productos
La compañía tiene una gran variedad de productos que son: Fuentes
ovaladas, portacomidas, reposteros, bandejas, viandas, tarrinas,
cubiertos, vasos, sorbetes, charoles, contenedores de comida, , etc.
Con estos productos la empresa se ha ido penetrando en el mercado
nacional como el internacional, actualmente se encuentra en la
implementación de la Normativa ISO 9001-2015 para tener mayor
apertura en sus mercados.
1.9.2. Recursos
Se asocia a todo el grupo humano de las áreas y departamentos dentro
de la empresa, ya que se encargan de las estrategias organizacionales a
través de las personas quienes son considerados los recursos vivos y
eficaces capaces de enfrentar desafíos que se presenten en la empresa.
También están los recursos tangibles como las instalaciones, equipos,
maquinarias, vehículos, materias primas y materias auxiliares que hacen
que la empresa pueda seguir y pueda lograr sus objetivos.
1.9.2.1. Recursos Humanos
La empresa de plásticos tiene entre sus funciones principales las
siguientes:
Presidencia.- Es la máxima autoridad en la empresa, se encarga de
dirigir y controlar el funcionamiento de la misma, tanto la matriz como las
sucursales, representa a la empresa en todos los negocios y contrato.

Introducción 34
Vicepresidencia.- Tiene una relación directa con el presidente, es el
que lleva el mando cuando el presidente no está disponible.
Departamento legal.- Tiene la responsabilidad en representar
legalmente a la empresa en asuntos judiciales como extrajudiciales.
Gerente general.- Es el ejecutor de las disposiciones de la
presidencia, representa a la sociedad en ejecuciones del plan de
negocios, celebra contratos, diseña y ejecuta planes de desarrollo.
Gerente de operaciones.- Es el responsable de mantener un
funcionamiento fluido de la empresa y mantener comunicación con otras
empresas y organizaciones con las que existe una relación de negocios.
Gerencia de producción.- Es el responsable de gestionar los
materiales de los trabajadores, también son el responsable que la
producción sea lo más eficiente posible.
Gerencia de ventas.- Prepara los planes y los presupuestos de
ventas, establece metas y objetivos para las ventas de la producción
dentro de la empresa.
Operadores.- son los que desarrollan una actividad específica, se
encarga de las operaciones de las máquinas y herramientas en el proceso
productivo.
1.9.2.2. Política de Selección y contratación de personal
La empresa de plásticos tiene como política la contratación de
trabajadores preferentemente de la zona de influencia directa, entre los
4,5 km y 25 km, por el Oeste hasta Bastión Popular y por el Este hasta
Los Vergeles.

Introducción 35
De las vacantes y de la creación de nuevos puestos de trabajo:
Cuando se produzca una vacante en aquellos puestos de trabajo
que la empresa considere necesario mantener operativos, o
cuando se cree un nuevo puesto de trabajo, EL EMPLEADOR
podrá ocuparlo designando para el cargo a un trabajador de la
misma, o de otra sección, siempre que este reúna los requisitos
que exige la empresa para ese puesto. El empleador
considerara la idoneidad del postulante, es decir, su capacidad,
preparación, responsabilidad y disciplina demostrados en el
cumplimiento de sus obligaciones durante el tiempo de trabajo
de la compañía.
En todo caso para cambiar de cargo a un trabajador ya sea por
ascenso, reubicación o por cualquier otro motivo, se requerirá
de aceptación por escrito del trabajador, aun cuando el cambio
no signifique variación alguna en su remuneración o categoría.
De la admisión de nuevos trabajadores:
Será potestad exclusiva de los representantes legales de la
empresa, que podrán delegar dicha tarea al departamento de
recursos humanos, y para ser admitido como trabajador será
necesario:
a) Ser mayor de 18 años.
b) Llevar y suscribir la solicitud de trabajo que le provea EL
EMPLADOR.
c) Poseer la aptitud o las competencias necesarias para el
trabajo a desempeñar.
d) Tener y presentar la cedula de ciudadanía, certificado de
votación, partidas de nacimiento de hijos, acta de
matrimonio, certificado del CONADIS si tuviese.

Introducción 36
Todo trabajador que ingrese por primera vez a laborar en LA
EMPRESA DE PLASTICOS suscribirá necesariamente un
contrato de trabajo con cláusula de prueba de acuerdo al ART.
15 del Código de Trabajo, por un tiempo máximo de 90 días.
Durante este periodo de prueba, cualquiera de las partes en
cualquier momento, y de conformidad con la ley, podrá dar por
terminado el contrato sin obligación a pagar indemnización
alguna al trabajador que se encuentra bajo el contrato de
prueba.
1.9.2.3. Recursos Materiales
Inspección en las Instalaciones de Producción
Área de extrusión
IMAGEN Nº 3
INSPECCIÓN ÁREA EXTRUSIÓN - ABASTECIMIENTO TOLVAS
Fuente: Empresa de Plásticos. Elaborado por: Romero Zambrano Richard Elias.
Descripción.- Tolvas de materia prima esparcidas en el paso del
operador, materia prima en el suelo, pallet mal ordenados.

Introducción 37
IMAGEN Nº 4
INSPECCIÓN ÁREA EXTRUSIÓN – RODILLO REBOBINADOR
Fuente: Empresa de Plásticos. Elaborado por: Romero Zambrano Richard Elias.
Descripción.- El trabajador está sacando la lámina porque estaba mal
enrollada.
IMAGEN Nº 5
INSPECCIÒN ÀREA EXTRUSIÓN - PASILLOS
Fuente: Empresa de Plásticos. Elaborado por: Romero Zambrano Richard Elias.
Descripción.- Carritos de transportación en pasillos, rollos de foam
terminados en medio del paso.

Introducción 38
IMAGEN Nº 6
INSPECCIÒN ÀREA EXTRUSIÓN – CAMBIO MODULO
Fuente: Empresa de Plásticos. Elaborado por: Romero Zambrano Richard Elias.
Descripción.- máquinas sin guardas, foam derretido en el piso, mala
manipulación de herramientas de corte, máquinas sin guardas.
IMAGEN Nº 7
INSPECCIÒN ÀREA EXTRUCCIÓN – PUESTA MASA DE FOAM
Fuente: Empresa de Plásticos.
Elaborado por: Romero Zambrano Richard Elias
Descripción.- Estirando la lámina de foam para pasarla por el módulo
de enfriamiento llevarlo a la banda de rodillos.

Introducción 39
Área de Termoformado
IMAGEN Nº 8
INSPECCIÓN ÁREA TERMOFORMADO – PASILLO POSTERIOR
Fuente: Empresa de Plásticos.
Elaborado por: Romero Zambrano Richard Elias.
Descripción.- Tachos de basura destapados, desorden en el puesto
de trabajo, rollos de foam en mitad del paso de personas, desbobinador
sin guarda.
IMAGEN Nº 9
INSPECCIÒN ÀREA TERMOFORMADO – MÀQUINA CON
MATERIAL SOBRANTE EN EL PISO
Fuente: Empresa de Plásticos. Elaborado por: Romero Zambrano Richard Elias.
Descripción.- Desaseo en el puesto de trabajo, puestos con residuos
de producción en el piso, maquina sin guarda de protección.

Introducción 40
IMAGEN Nº 10
INSPECCIÓN ÁREA TERMOFORMADO - DESBOBINADOR
Fuente: Empresa de Plásticos. Elaborado por: Romero Zambrano Richard Elias.
Descripción.- Desbobinador sin guardas de seguridad, desechos de
productos en el paso.
IMAGEN Nº 11
INSPECCIÒN ÀREA TERMOFORMADO – POSTERIOR DE
MÁQUINA
Fuente: Empresa de Plásticos. Elaborado por: Romero Zambrano Richard Elias.
Descripción.- Rollo de foam colocado en medio del proceso de
producción, extintor de la maquina caído.

Introducción 41
IMAGEN Nº 12
INSPECCIÓN ÁREA DE TERMOFORMADO – PASILLO
DELANTERO
Fuente: Empresa de Plásticos. Elaborado por: Romero Zambrano Richard Elias.
Descripción.- Sacos de basura encima del proceso de producción,
pallets ubicados en medios del paso.
IMAGEN Nº 13
INSPECCIÒN ÀREA TERMOFORMADO – MAQUINAS
PRINCIPALES
Fuente: Empresa de Plásticos. Elaborado por: Romero Zambrano Richard Elias .
Descripción.- Plásticos y cartones en el piso, área desordenada el
operario podría resbalarse y caer, operarios sin su equipo de protección
personal.

Introducción 42
IMAGEN Nº 14
INSPECCIÓN ÁREA TERMOFORMADO – PASILLO CON RESIDUOS
Fuente: Empresa de Plásticos. Elaborado por: Romero Zambrano Richard Elias .
Descripción.- Rollos de foam mal estibados, materia prima en el suelo
donde pasan los operarios trabajando.
1.9.3. Procesos
1.9.3.1. Mapa de Procesos
DIAGRAMA Nº 2
MACROPROCESO
Fuente: Investigación Primaria.
Elaborado por: Romero Zambrano Richard Elias.
CLIENTE
PROCESOS ESTRATEGUICOS
PROCESOS DE APOYO
Gestión de Administrativa
(Presidencia - Vice-
Presidencia - Gerencia
Gestion de Operaciones Gestión Financiera
PROCESOS CLAVE
Gestion de ventas
Gestion de Pedidos Planificacion
Gestion de Compras
Gestion de Producción
Extrucción
Termoformado
Gestion de Bodega
Gestion de la Calidad
Entrega
Gestion de Talento Humano
Gestion de Seguridad Industrial y Salud
Ocupacional
Gestión de Sistemas Informaticos
Gestion de Mantenimiento

Introducción 43
1.9.3.2. Procesos Operativos
DIAGRAMA Nº 3
DIAGRAMA DEL PROCESO DE EXTRUSIÓN
Fuente: Investigación Primaria. Elaborado por: Romero Zambrano Richard Elias
PR OD U C TO:
Nº Ti e mpo * Nº Ti e mpo * N º Ti e mpo *
FEC HA :
0 8 / 11/ 2 0 17
A C TIV ID A D FEC HA :
C ON B IN A D A
D ISTA N C IA
R EC OR R ID A
*
Almacenamiento de rollos. *
Tranporte a bodega de rollos *
Reposan de 8 a 12 horas *
Tranporte al area de cuarentena *
Pesar e identificar rollo *
Colocar ventilador al rollo *
Inpeccionar muestra de 10x10
sacar muestra de 10 x 10 cm *
Sacar rollo del rebobinador del
extruido*
Colocar lamina de extruido a la
rebobinadora *
Pasar lamina de extruido por rodillo
transportador*
Proceso de elaboracion en maquina
extusora*
Inspeccion de la lamina saliente *
Calibra la maquina e inspecciona para
el producto requerido*
Mesclar materia prima según orden
de producción*
Vaciar sacos de materia prima a tolva
de extruccion*
ACTIVIDADDIST TIEMPO SIMBOLOS
OBSERVACIONMTS (Segundos)
recepción de materia prima *
1 0 R EV ISA D O POR :
A LM A C EN A M IEN TO 1
En inspección 1
ESPER A S 1 0 EL D IA GR A M A TER M IN A : En almacenamiento 1
0 D IA GR A M A D O POR : Richard Romero
TR A N SPOR TES 3 0 M A TER IA L:
C ON TR OLES 3 0 EL D IA GR A M A EM PIEZA :
DIAGRAMA DE FLUJO DEL PROCESO
R ESU M ENA C T U A L P R O P U E ST O D I F E R E N C I A
OPER A C ION ES 8 0 PR EC ESO:
Elaboracion de bandejas descartables
Extrucción

Introducción 44
DIAGRAMA Nº 4
DIAGRAMA DEL PROCESO DE TERMOFORMADO
Fuente: Investigación Primaria. Elaborado por: Romero Zambrano Richard Elias
PR OD U C TO:
Nº Ti e mpo * Nº Ti e mpo * N º Ti e mpo *
FEC HA :
0 8 / 11/ 2 0 17
A C TIV ID A D FEC HA :
C ON B IN A D A
D ISTA N C IA
R EC OR R ID A
*
Termoformado
Almacenamiento de producto
terminado
Lleva a la bodega de producto
terminado*
Se arma el pallet del producto
terminado*
Se empacan *
Se cuentan bandejas *
Se controla el peso y el espesor de la
bandeja *
Se troquela el producto *
Lleva la lamina termoformada al rollo
de arrastre del troquelado*
Proceso de termoformado del
producto según el molde*
Introduce la lamina a la maquina
termoformadora*
*
Alimenta la cadena de arrastre *
Ajusta y calibra el molde
*
Monta rollo en el desbobinador *
Recepcion e inspeccion de rrollo
OBSERVACIONMTS (Segundos)ACTIVIDADDIST TIEMPO SIMBOLOS
Richard Romero
2 0 R EV ISA D O POR :
EL D IA GR A M A TER M IN A : En almacenamiento 1
A LM A C EN A M IEN TO 1 0 D IA GR A M A D O POR :
0 EL D IA GR A M A EM PIEZA : En inspección 1
ESPER A S 0 0
C ON TR OLES 1
0 PR EC ESO:
TR A N SPOR TES 2 0 M A TER IA L:
OPER A C ION ES 8
DIAGRAMA DE FLUJO DEL PROCESO
R ESU M ENA C T U A L P R O P U E ST O D I F E R E N C I A
Elaboracion de bandejas descartables

Introducción 45
1.9.3.3. Procesos de Apoyo
Gestión de talento humano.- Se encargan de la contratación del
personal idóneo para la empresa y mejora de las relaciones personales
entre los directivos y los colaboradores de la empresa en todas las áreas.
Gestión de Sistemas Informáticos.- Se encargan de dar el
mantenimiento a los equipos de computación, tanto en software, así
como también en sistemas de redes, cubren cualquier incidencia técnica
en soporte y programación.
Logística.- Esta encargado de gestionar, todas aquellas actividades
dirigidas a obtener, trasladar, almacenar materiales y productos desde su
adquisición hasta su distribución a clientes y consumidores.
Gestión de mantenimiento.- Es el responsable de controlar, ejecutar
la actividad de mantenimiento y reparaciones en la empresa,
distribuyendo, coordinando y supervisando los trabajos del personal que
tienen a su cargo.
1.9.3.4 Indicadores de Gestión
La empresa no ha registrado en los últimos años ningún tipo de
indicadores, actualmente se encuentra en la implementación de la
Normativa ISO 9001, pero lo que podemos decir es que se ha mantenido
estable dentro de su operación.

CAPITULO II
SITUACIÓN ACTUAL Y DIAGNÓSTICO
2.1. Situación actual
En casi todas las empresas se generan accidentes e incidentes de
trabajo que llegan a afectar a todos los trabajadores, además generan
pérdidas económicas para las organizaciones sin importar el tamaño de la
misma. Estas consecuencias afectan directamente los costos de
producción, por lo cual se eleva el costo del producto en el mercado.
También se debe analizar los trabajos autónomos informales, la
valoración de la moneda (dólar) a nivel regional.
Conociendo estos comportamientos los directivos y accionistas
procuran que sus trabajadores sean capacitados y educados en medidas
de prevención de riesgos.
La organización dentro de su sistema de gestión de seguridad tiene un
plan de capacitaciones, pero solo cubre una parte de los trabajadores, y
la mayoría no recibe la, por otra parte los supervisores solo se dedican a
aumentar la producción y descuidan al colaborador en las áreas de
trabajo por lo que conlleva a los accidentes laborales.
La seguridad industrial es escasa, algunas máquinas no tienen guardas
de seguridad, la mayoría de los trabajadores no están capacitados para
operación de máquinas y los que están pasan operando las máquinas con
el celular en la mano o con auriculares en los oídos, todos estos actos

Situación Actual y Diagnóstico 47
subestandar generan riesgos; este trabajo está enfocado a minimizar
los riesgos.
2.1.1. Política de Seguridad Industrial, Salud y Medio Ambiente
La empresa tiene implementado su sistema de gestión, y dentro de sus
requisitos sugeridos por el ministerio de trabajo y organismos de control
cuenta con:
Liderazgo Gerencial.
Política de Seguridad, Higiene Industrial y Medio Ambiente.
(Ver Anexo 2)
Certificado y Aprobación del Reglamento Interno de Higiene y
Seguridad en el trabajo. (Ver Anexo 3)
Comité Paritario de Seguridad e Higiene. (Ver Anexo 4)
Permiso de funcionamiento del Servicio Médico de la Empresa.
(Ver Anexo 5)
2.1.2. Análisis de los Puestos de Trabajo
DIAGRAMA Nº 5
RECEPCIÓN DE MATERIA PRIMA - EXTRUSIÓN
Fuente: Levantamiento de información.
Elaborado por: Romero Zambrano Richard Elias.
RECEPCION DE MATERIA PRIMA
Descargar los sacos a la tolva
Mescla los materia prima en la tolva
según orden de producción
Empujar la tolva al dosificador de la
extrusora

Situación Actual y Diagnóstico 48
El área de recepción de sacos de materia prima del proceso de
extrusión cuenta con 8 personas, dos en cada máquina uno abre los
sacos y los llevan a la tolva de materia prima y el otro los va mesclando,
en este caso los trabajadores se van alternando uno después de otro.
Los factores de riesgo identificados en esta área fueron los siguientes:
Corte con cuchilla.
Caídas del mismo nivel.
IMAGEN Nº 15
CORTE DE SACOS - EXTRUSIÓN
Fuente: Levantamiento de información. Elaborado por: Romero Zambrano Richard Elias.
IMAGEN Nº 16
VACIAR SACOS A TOLVA - EXTRUSIÓN
Fuente: Levantamiento de información. Elaborado por: Romero Zambrano Richard Elias

Situación Actual y Diagnóstico 49
DIAGRAMA Nº 6
PROCESO - EXTRUSIÓN
Fuente: Levantamiento de información.
Elaborado por: Romero Zambrano Richard Elias
En el proceso de extrusión trabajan 7 personas, ningún trabajador tiene
su función establecida, el proceso comienza cambiando el modulo
enfriamiento y calibrando las máquinas según orden de producción, una
vez hecho esto se comienza a formar la masa de foam dentro de la
máquina extrusora, cuando va saliendo la masa de la maquina se la hala
para que pase por el módulo de enfriamiento, en este transcurso una
cuchilla debajo del módulo va cortando la masa mientras se la va halando
hasta llegar al rodillo transportador, este rodillo aplana la lámina a un
espesor establecido, luego de ello se la coloca en un rebobinador hasta
que el rollo tenga su diámetro adecuado, luego se lo clasifica y se lo
traslada a la bodega temporal.
Levar la lámina de foam por rodillo
transportador
Colocar lámina de foam en la
rebobinadora
Sacar rollo de foam del rebobinado
Marcar rollo de foam
PROCESO DE EXTRUIDO
Colocar o cambiar de modulo según
orden de producción
Programar y calibrar máquina
Pasar masa de foam por el módulo

Situación Actual y Diagnóstico 50
Los factores de riesgo identificados en esta área fueron los siguientes:
Quemaduras.
Golpes con máquinas móviles.
Corte en las manos.
Caídas del mismo nivel.
Atrapamiento en manos.
IMAGEN Nº 17
PUESTA DE MASA DE FOAM – EXTRUSIÓN
Fuente: Levantamiento de información.
Elaborado por: Romero Zambrano Richard Elias
IMAGEN Nº 18
RODILLO TRANSPORTADOR – EXTRUSIÓN
Fuente: Levantamiento de información.
Elaborado por: Romero Zambrano Richard Elias

Situación Actual y Diagnóstico 51
DIAGRAMA Nº 7
ALMACENAMIENTO - EXTRUSIÓN
Fuente: Levantamiento de información.
Elaborado por: Romero Zambrano Richard Elias
En el almacenamiento temporal del rollo de foam trabajan 3 personas,
del cual se encargan de embalar el rollo con cinta de embalaje, y lo
trasladan a la bodega de almacenamiento temporal para luego colocarle
un ventilador, este ventilar sirve para expulsar los olores a gas que tiene
el rollo, y eliminar la carga estática del mismo.
Los factores de riesgo encontrados en esta área son:
Corte en mano.
Golpe con objetos no móviles.
Caídas del mismo nivel.
IMAGEN Nº 19
ESTIBACIÓN DE ROLLOS – EXTRUSIÓN
Fuente: Levantamiento de información.
Elaborado por: Romero Zambrano Richard Elias.
ALMACENAMIENTO TEMPORAL
Embalar rollo
Transportar rollo al área de
almacenamiento temporal
Estibar rollo y colocar un ventilador

Situación Actual y Diagnóstico 52
DIAGRAMA Nº 8
PREPARACIÓN DE ROLLOS – TERMOFORMADO
Fuente: Levantamiento de información.
Elaborado por: Romero Zambrano Richard Elias
En la preparación de rollos de foam son un total de 11 trabajadores,
uno para cada máquina. Los trabajadores del área se encargan de sacar
los rollos de la bodega de rollos, llevarlos a la balanza para pesarlos y
transportarlos a las máquinas termoformadoras.
Los riesgos encontrados en el área son:
Golpes al llevar el rollo por los espacios reducidos.
Caída del mismo nivel.
IMAGEN Nº 20
PREPARACIÓN DE ROLLOS – TERMOFORMADO
Fuente: Levantamiento de información.
Elaborado por: Romero Zambrano Richard Elias
Subir rollos a la carreta
Llevar rollos a la térmoformadora
PREPARACIÓN DE ROLLOS FOAM
Pesar rollos de foam

Situación Actual y Diagnóstico 53
DIAGRAMA Nº 9
PROCESO – MÁQUINANTERMOFORMADORA
Fuente: Levantamiento de información.
Elaborado por: Romero Zambrano Richard Elias
En esta etapa del proceso trabajan 11 personas, uno se encarga de
cambiar y calibrar el molde dependiendo la orden de producción en todas
las máquinas, el resto se encarga de poner los rollos en los
desbobinadores de las 11 máquinas, para luego pasarlos por la cadena
de arrastre hasta introducir la lámina en la termoformadora, una vez que
ha salido la lámina termoformadora se la traslada a la troqueladora donde
cortan las bandejas.
Los riesgos encontrados en esta área son:
Atrapamiento de mano.
Corte en mano.
Caída a distinto nivel.
TERMOFORMADO
Ajusta y calibra el molde
Montar rollo de foam en el
desbobinador
Pasar lámina por la cadena de arrastre
Se coloca la lámina a la
termoformadora
Llevar la láminna a la troqueladora
Colocar la lámina en la cadena de
arrastre del troquelado

Situación Actual y Diagnóstico 54
IMAGEN Nº 21
LAMINA A TERMOFORMADORA
Fuente: Levantamiento de información.
Elaborado por: Romero Zambrano Richard Elias
DIAGRAMA Nº 10
EMPAQUETADO – TERMOFORMADO
Fuente: Levantamiento de información.
Elaborado por: Romero Zambrano Richard Elias
En esta área trabajan un total de 84 colaboradores se dedican a sacar
las bandejas de la troqueladora para luego contarlas, enfundarlas y
embalarlas.
Los riesgos encontrados en el área son:
Corte en mano.
Caída del mismo nivel.
Estibar productos en pallet
Contar productos
Enfundar productos
EMPAQUETADO
Sacar productos buenos y defectuosos

Situación Actual y Diagnóstico 55
IMAGEN Nº 22
SACAR PRODUCTO DAÑADO – TERMOFORMADO
Fuente: Levantamiento de información. Elaborado por: Romero Zambrano Richard Elias
DIAGRAMA Nº 11
ALMACENAMIENTO – TERMOFORMADO
Fuente: Levantamiento de información.
Elaborado por: Romero Zambrano Richard Elias
En esta etapa del proceso laboran 10 trabajadores, que se encargan de
colocar los pallet a los costados del pasillo para así poder estibar las
fundas con productos, luego de que el pallet ya ha sido estibado se lleva a
la bodega de producto terminado.
Los riesgos encontrados en esta etapa son:
Golpes con objetos no móviles.
Caídas del mismo nivel.
ALMACENAMIENTO
Colocar pallet en los costados del
pasillo
Llevar pallet con estibador manual a
la bodega de Productos terminados

Situación Actual y Diagnóstico 56
IMAGEN Nº 23
ALMACENAMIENTO – TERMOFORMADO
Fuente: Levantamiento de información. Elaborado por: Romero Zambrano Richard Elias.
2.1.3. Evaluación de Riesgos
CUADRO Nº 11
ANÁLISIS DE RIESGOS EXTRUSION- RECEPCIÓN DE M.P.
Fuente: Levantamiento de información. Elaborado por: Romero Zambrano Richard El ias
Como se puede notar en el cuadro #11, la interpretación por exposición
y repercusión de la actividad de cortar sacos es alta, lo que quiere decir
que es un riesgo alto y la intervención es de inmediato.
ANALISIS DE LOS RIESGOS MECANICOS EN UNA EMPRESA DE PLÁSTICOS
PROCESO EXTUSIÓN (METODO FINE)
AC
TIV
ID
AD
ES
PR
IN
CIP
AL
ES
TA
RE
AS
RIESGOS MECANICOS VALORACION
FACTO R DEL
RIESGO
PO SIBLES
EFECTO S
# DE
TRABJ.
EXP.
HO RAS DE
TRABAJO
Con
secu
en
cia
Prob
ab
ilid
ad
Exp
osic
ión
Grad
o d
e
Peligro
IN
T. 1 P
or
Exp
osic
ión
%
Factor d
e
Pon
deració
n
Grad
o d
e
Rep
ercu
cio
n
IN
T. 2 P
or
rep
ercu
cio
n
RE
CE
PC
IÓ
N D
E M
AT
ER
IA
PR
IM
A
AC
TIV
ID
AD
ES
PR
IN
CIP
AL
ES
TA
RE
AS
Cortar sacos
con estileteMecánico corte
Corte en
mano8 12 15 10 6 900 ALTO 44% 3 2700 MEDIO
Transportar
sacos a tolva
Mecánico caida
mismo nivel
Caída mismo
nivel8 12 7 7 6 294 BAJO 44% 3 882 BAJO
Mesclar
materia en
tolva
Mecánico caida
mismo nivel
Caída mismo
nivel8 12 4 6 6 144 BAJO 44% 3 432 BAJO
Llevar tolva al
dosificador de
la maquina
Mecánico caida
mismo nivel
Caída mismo
nivel8 12 4 7 6 168 BAJO 44% 3 504 BAJO
RE
CE
PC
IÓ
N D
E M
AT
ER
IA
PR
IM
A

Situación Actual y Diagnóstico 57
En cambio la interpretación de la actividad de transportar sacos a la
tolva de abastecimiento tiene una valoración baja y significa que el riesgo
es tolerable y hay que intervenirla pero no en un corto plazo
CUADRO Nº 12
ANÁLISIS DE RIESGO DE EXTRUIDO
Fuente: Levantamiento de información. Elaborado por: Romero Zambrano Richard Elias
La interpretación del cuadro #12 demuestra que hay que intervenir
inmediatamente la tarea de cambio de modulo y pasar masa de foam por
el modulo, ya que tiene un riesgo elevado de accidentabilidad, mientras
que las tareas 2, 3, 6 y 7 es una intervención a corto plazo, ya que son
actividades que podría causar daño al trabajador, mientras que la
actividad 4 es una intervención a corto plazo, pero eso no significa que
deje de ser importante.
Hay que tomar medidas correctivas para cada una de las tareas de
esta actividad.
ANALISIS DE LOS RIESGOS MECANICOS EN UNA EMPRESA DE PLÁSTICOS
PROCESO EXTUSIÓN (METODO FINE)
AC
TIV
IDA
DE
S
PR
INC
IPA
LE
S
TA
RE
AS
RIESGOS MECANICOS VALORACION
FACTO R DEL
RIESGO
PO SIBLES
EFECTO S
# DE
TRABJ.
EXP.
HO RAS DE
TRABAJO
Co
nse
cuen
cia
Pro
ba
bilid
ad
Exp
osi
ció
n
Gra
do
de
Pel
igro
INT
. 1
Po
r
Exp
osi
ció
n
%
Fa
cto
r d
e
Po
nd
era
ció
n
Gra
do
de
Rep
ercu
cio
n
INT
. 2
Po
r
rep
ercu
cio
n
AC
TIV
IDA
DE
S
PR
INC
IPA
LE
S
TA
RE
AS
Colocar o
cambiar
modulo según
orden de
producción
Mecánico caida
mismo nivel
Caída mismo
nivel7 12 15 8 6 720 ALTO 39% 2 1440 BAJO
Programar
máquina
Mecánico
quemadura
Quemadura
en brazos7 12 7 7 6 294 BAJO 39% 2 588 BAJO
Limpiar y
cambiar filtro
Mecánico
quemadura
Quemadura
manos7 12 7 7 6 294 BAJO 39% 2 588 BAJO
Calibrar
máquinaMecánico golpe
Golpes mala
manipulacíon
de
herramientas
7 12 9 10 6 540 MEDIO 39% 2 1080 BAJO
Pasar masa de
foam por el
modulo
Mecánico corte Corte en
mano7 12 15 10 6 900 ALTO 39% 2 1800 MEDIO
Llevar lamina
de foam a
rodillo
transportador
Mecánico caida
mismo nivel
Caída mismo
nivel7 12 7 6 6 252 BAJO 39% 2 504 BAJO
Colocación de
lamina de
foam en el
rodillo
rebobinador
Mecánico
atrapamiento de
mano
Atrapamiento
de mano7 12 7 6 6 252 BAJO 39% 2 504 BAJO
EX
TR
UID
O

Situación Actual y Diagnóstico 58
CUADRO Nº 13
ANÁLISIS DE LOS RIESGOS EN ALMACENAMIENTO TEMPORAL- EXTRUSIÓN
Fuente: Levantamiento de información.
Elaborado por: Romero Zambrano Richard Elias.
En este cuadro #13 podemos notar que hay dos actividades por
intervenir a corto plazo que son, sacar los rollos de foam del rebobinador
y transportar rollos al almacenamiento. Ya que involucra los riesgos por
corte y golpe en el brazo o de la mano. La actividad 3 involucra un riesgo
tolerable.
CUADRO Nº 14
ANÁLISIS DE LOS RIESGOS EN PREPARACIÓN DE ROLLOS FOAM -
TERMOFORMADO
Fuente: Levantamiento de información. Elaborado por: Romero Zambrano Richard Elias.
ANALISIS DE LOS RIESGOS MECANICOS EN UNA EMPRESA DE PLÁSTICOS
PROCESO EXTUSIÓN (METODO FINE)
AC
TIV
IDA
DE
S
PR
INC
IPA
LE
S
TA
RE
AS
RIESGOS MECANICOS VALORACION
FACTO R DEL
RIESGO
PO SIBLES
EFECTO S
# DE
TRABJ.
EXP.
HO RAS DE
TRABAJO
Co
nse
cuen
cia
Pro
ba
bilid
ad
Exp
osi
ció
n
Gra
do
de
Pel
igro
INT
. 1
Po
r
Exp
osi
ció
n
%
Fa
cto
r d
e
Po
nd
era
ció
n
Gra
do
de
Rep
ercu
cio
n
INT
. 2
Po
r
rep
ercu
cio
n
AC
TIV
IDA
DE
S
PR
INC
IPA
LE
S
TA
RE
AS
Sacar rollo de
foam del
rebobinador
Mecánico corte Corte en
mano3 12 12 8 6 576 MEDIO 17% 1 576 BAJO
Transpor rollo
al
almacenamien
to temporal
Mecánico golpe
Golpe con
objetos no
moviles
3 12 12 8 6 576 MEDIO 17% 1 576 BAJO
Estibar rollo y
colocar un
ventilador
Mecánico caida
mismo nivel
Caída mismo
nivel3 12 8 4 6 192 BAJO 17% 1 192 BAJO
AL
MA
CE
NA
MIE
NT
O T
EM
PO
RA
LA
CT
IVID
AD
ES
PR
INC
IPA
LE
S
TA
RE
AS
RIESGOS MECANICOS VALORACION
ANALISIS DE LOS RIESGOS MECANICOS EN UNA EMPRESA DE PLÁSTICOS
PROCESO TERMOFORMADO (METODO FINE)
FACTO R DEL
RIESGO
PO SIBLES
EFECTO S
# DE
TRABJ.
EXP.
HO RAS DE
TRABAJO
Co
nse
cuen
cia
Pro
ba
bilid
ad
Exp
osi
ció
n
Gra
do
de
Pel
igro
INT
. 1
Po
r
Exp
osi
ció
n
%
Fa
cto
r d
e
Po
nd
era
ció
n
Gra
do
de
Rep
ercu
ció
n
INT
. 2
Po
r
rep
ercu
ció
n
PR
EP
AR
AC
ION
DE
RO
LL
OS
FO
AM
AC
TIV
IDA
DE
S
PR
INC
IPA
LE
S
TA
RE
AS
Sacar rollos de
bodega y ponerlo
en la carrera
Mecànico golpe
Golpes con
objetos no
moviles
11 8 12 8 6 576 MEDIO 9% 1 576 BAJO
Llevar rollo a la
balanza para
pesarlo
Mecànico golpe
Golpes con
objetos no
moviles
11 8 12 7 6 504 MEDIO 9% 1 504 BAJO
Bajar rollo,
pesarlo y
colocarlo de
nuevo en la
carreta
Mecànico golpe
Golpes con
objetos no
moviles
11 8 12 6 6 432 MEDIO 9% 1 432 BAJO
Transportar
rollo a maquinas
termoformadora
s
Mecànico caidaCaída del
mismo nivel11 8 8 6 6 288 BAJO 9% 1 288 BAJOP
RE
PA
RA
CIO
N D
E R
OL
LO
S F
OA
M

Situación Actual y Diagnóstico 59
En el cuadro # 14 notamos que hay que intervenir en corto plazo las
actividades 1, 2 y 3; ya que en dichas actividades ocurren muchos golpes
desde que se saca el follo hasta que se lo lleva a la maquina
termoformadora, en la actividad 4 es una intervención a largo plazo.
CUADRO Nº 15
ANÁLISIS DE LOS RIESGOS EN LA TERMOFORMADORA
Fuente: Levantamiento de información. Elaborado por: Romero Zambrano Richard Elias.
Como podemos notar en el cuadro #15 hay actividades de alto riesgo
en donde se debe intervenir inmediatamente como son: cortar pedazos
dañados de la lámina, en esta actividad hay cortes en la mano por la el
uso de una herramienta inadecuada como es la hoza de gillete.
Otra actividad que debe intervenirse inmediatamente es al momento
introducir la lámina a la termoformadora, ya que en ese momento puede
AC
TIV
ID
AD
ES
PR
IN
CIP
AL
ES
TA
RE
AS
RIESGOS MECANICOS VALORACION
ANALISIS DE LOS RIESGOS MECANICOS EN UNA EMPRESA DE PLÁSTICOS
PROCESO TERMOFORMADO (METODO FINE)
FACTO R DEL
RIESGO
PO SIBLES
EFECTO S
# DE
TRABJ.
EXP.
HO RAS DE
TRABAJO
Con
secu
en
cia
Prob
ab
ilid
ad
Exp
osic
ión
Grad
o d
e
Peligro
IN
T. 1 P
or
Exp
osic
ión
%
Facto
r d
e
Pon
deració
n
Grad
o d
e
Rep
ercu
ció
n
IN
T. 2 P
or
rep
ercu
ció
n
AC
TIV
ID
AD
ES
PR
IN
CIP
AL
ES
TA
RE
AS
Cambio y ajuste
de molde de la
termoformadora
Mecànico
atrapamiento
Atrapamient
o mano11 8 7 7 6 294 BAJO 9% 1 294 BAJO
Montar rollo en
el desbobinador
Mecánico
atrapamiento
Atrapamient
o mano11 8 9 7 6 378 MEDIO 9% 1 378 BAJO
Pasar rollo por
cadena de
arrastre
Mecánico
atrapamiento
Atrapamient
o mano11 8 10 9 6 540 MEDIO 9% 1 540 BAJO
Introducir
lamina a la
termoformadora
Mecánico
atrapamiento
Atrapamient
o mano11 8 8 7 6 336 MEDIO 9% 1 336 BAJO
Se corta pedazos
dañados de la
lamina
Mecánico corte Corte mano 11 8 15 10 6 900 ALTO 9% 1 900 BAJO
Llevar la lamina
a la
troqueladora
Mecánico caidaCaída
distinto nivel11 8 8 6 6 288 BAJO 9% 1 288 BAJO
Colocar la
lamina en el
troquelado
Mecánico
atrapamiento
Atrapamient
o mano11 8 12 9 6 648 ALTO 9% 1 648 BAJO
TE
RM
OF
OR
MA
DO

Situación Actual y Diagnóstico 60
introducir la mano y quedar atrapada entre los moldes, y por ultimo al
momento de colocar la lámina a la troqueladora.
CUADRO Nº 16
ANÁLISIS DE LOS RIESGOS DE EMPAQUETADO - TERMOFORMADO
Fuente: Levantamiento de información. Elaborado por: Romero Zambrano Richard Elias.
En el cuadro # 16 la tarea con mayor riesgo es sacar los productos de
la troqueladora, ya que tiene mayor riesgo de atrancamiento en mano, y
también tiene una mayor consecuencia que les suceda a los demás
trabajadores del área, eso significa que hay que corregir inmediatamente.
Por otro lado la estibación del producto representa una intervención a
corto plazo, porque podrían tener lesiones con baja.
Las demás tareas de la actividad principal son de interpretación baja, lo
que quiere decir aunque es una intervención a largo plazo, estas tareas
con contar los productos y enfundar los productos.
AC
TIV
ID
AD
ES
PR
IN
CIP
AL
ES
TA
RE
AS
RIESGOS MECANICOS VALORACION
ANALISIS DE LOS RIESGOS MECANICOS EN UNA EMPRESA DE PLÁSTICOS
PROCESO TERMOFORMADO (METODO FINE)
FACTO R DEL
RIESGO
PO SIBLES
EFECTO S
# DE
TRABJ.
EXP.
HO RAS DE
TRABAJO
Co
nsecu
en
cia
Pro
ba
bilid
ad
Exp
osic
ión
Gra
do
de
Pelig
ro
IN
T. 1 P
or
Exp
osic
ión
%
Fa
cto
r d
e
Po
nd
era
ció
n
Gra
do
de
Rep
ercu
ció
n
IN
T. 2 P
or
rep
ercu
ció
n
AC
TIV
ID
AD
ES
PR
IN
CIP
AL
ES
TA
RE
AS
Sacar productos
buenos y
defectuosos
Mecánico
atrapamiento
Atrapamient
o mano84 8 15 8 6 720 ALTO 72% 4 2880 MEDIO
Contar
productosMecánico caída
Caída mismo
nivel84 8 6 8 6 288 BAJO 72% 4 1152 BAJO
Enfundar
productosMecánico caída
Caída mismo
nivel84 8 6 8 6 288 BAJO 72% 4 1152 BAJO
Estibar
productosMecánico caída
Caída mismo
nivel84 8 7 8 6 336 MEDIO 72% 4 1344 BAJO
EM
PA
QU
ET
AD
O
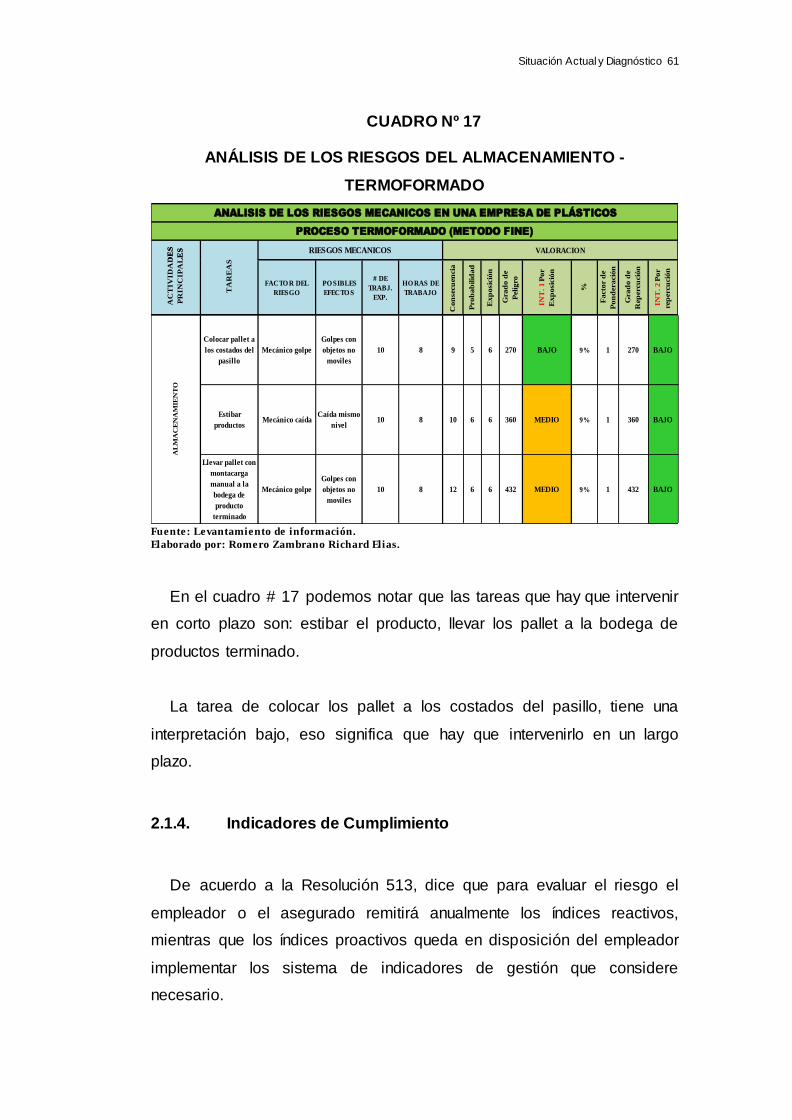
Situación Actual y Diagnóstico 61
CUADRO Nº 17
ANÁLISIS DE LOS RIESGOS DEL ALMACENAMIENTO -
TERMOFORMADO
Fuente: Levantamiento de información.
Elaborado por: Romero Zambrano Richard Elias.
En el cuadro # 17 podemos notar que las tareas que hay que intervenir
en corto plazo son: estibar el producto, llevar los pallet a la bodega de
productos terminado.
La tarea de colocar los pallet a los costados del pasillo, tiene una
interpretación bajo, eso significa que hay que intervenirlo en un largo
plazo.
2.1.4. Indicadores de Cumplimiento
De acuerdo a la Resolución 513, dice que para evaluar el riesgo el
empleador o el asegurado remitirá anualmente los índices reactivos,
mientras que los índices proactivos queda en disposición del empleador
implementar los sistema de indicadores de gestión que considere
necesario.
AC
TIV
ID
AD
ES
PR
IN
CIP
AL
ES
TA
RE
AS
RIESGOS MECANICOS VALORACION
ANALISIS DE LOS RIESGOS MECANICOS EN UNA EMPRESA DE PLÁSTICOS
PROCESO TERMOFORMADO (METODO FINE)
FACTO R DEL
RIESGO
PO SIBLES
EFECTO S
# DE
TRABJ.
EXP.
HO RAS DE
TRABAJO
Con
secu
en
cia
Prob
ab
ilid
ad
Exp
osic
ión
Grad
o d
e
Peligro
IN
T. 1 P
or
Exp
osic
ión
%
Facto
r d
e
Pon
deració
n
Grad
o d
e
Rep
ercu
ció
n
IN
T. 2 P
or
rep
ercu
ció
n
AC
TIV
ID
AD
ES
PR
IN
CIP
AL
ES
TA
RE
AS
Colocar pallet a
los costados del
pasillo
Mecánico golpe
Golpes con
objetos no
moviles
10 8 9 5 6 270 BAJO 9% 1 270 BAJO
Estibar
productosMecánico caída
Caída mismo
nivel10 8 10 6 6 360 MEDIO 9% 1 360 BAJO
Llevar pallet con
montacarga
manual a la
bodega de
producto
terminado
Mecánico golpe
Golpes con
objetos no
moviles
10 8 12 6 6 432 MEDIO 9% 1 432 BAJO
AL
MA
CE
NA
MIE
NT
O

Situación Actual y Diagnóstico 62
2.1.4.1. Índices Reactivos
Los datos que se muestran en la tabla #1 son conseguidos a partir de
hechos ya consumados como son: accidentes, incidentes, enfermedades
profesionales o cualquier daño para la salud, los accidentes mostrados en
la tabla a continuación son del año 2016; sacar los resultados de los
índices reactivos se utilizó la resolución CD 513 en su artículo 57.
Dónde:
# De lesiones = Número de accidentes y enfermedades profesionales
u ocupacionales que requieran atención médica, en el período.
# HH/M trabajadas = Total de horas hombre/mujer trabajadas en la
organización en determinado período anual.
Dónde:
# Días perdidos = Tiempo perdido por las lesiones (días de cargo
según la tabla, más los día actuales de ausentismo en los casos de
incapacidad temporal).
# H H/M trabajadas = Total de horas hombre/mujer trabajadas en la
organización en determinado período (anual).

Situación Actual y Diagnóstico 63
TABLA Nº 1
INDICADORES REACTIVOS 2016
Fuente: Indicadores de Gestión. Elaborado por: Romero Zambrano Richard El ias.
GRÁFICO Nº 2
ESTADÍSTICAS DE LOS INDICES REACTIVOS 2016
Fuente: Estadísticas de Gestión. Elaborado por: Romero Zambrano Richard Elias.
MES#
Trabajadores # Accidentes
Días
Perdidos
Total
Hora-hombres
Índices de
Frecuencia
Índices de
GravedadTasa de Riesgo
Enero 630 3 15 185596,72 3,23 16,16 5,00
Febrero 613 7 54 170620,03 8,21 63,30 7,71
Marzo 604 3 3 166.155,8 3,61 3,61 0,00
Abril 600 5 71 166685,10 6,00 85,19 14,20
Mayo 595 5 51 169781,56 5,89 60,08 10,20
Junio 585 2 51 171665,57 2,33 59,42 25,50
Julio 571 4 18 156946,36 5,10 22,94 4,50
Agosto 571 0 9 159160,2 0,00 11,31 0,00
Septiembre 568 0 0 168349,69 0,00 0,00 0,00
Octubre 588 0 0 168074,81 0,00 0,00 0,00
Noviembre 587 2 22 178342,83 2,24 24,67 11,00
Diciembre 587 1 3 178342,83 1,12 3,36 3,00
Promedio 2016 592 3 24,75 169976,79 3,14 29,17 6,76
INDICES REACTIVOS 2016
INDICADORES DE ACCIDENTABILIDAD
Departamento Emisor:
SEGURIDAD INDUSTRIAL Y MEDIO AMBIENTE
Revisión: 01
Código: RE-SIA-06
Página: 1
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
Índices de Frecuencia Índices de Gravedad Tasa de Riesgo

Situación Actual y Diagnóstico 64
CUADRO Nº 18
ACCIDENTES AÑO 2016
Fuente: Estadísticas de Gestión. Elaborado por: Romero Zambrano Richard Elias .
Nº APELLIDOS NOMBRES Dia MES AREAPARTE
LESIONADA
CLASE DE
LESION
1JIMENEZ
QUEVEDO JOSE ANTONIO 7 celuvir
Dedo Indice mano
derechaCorte
2RODRIGUEZ
PARRAGA
PEDRO
JACINTO28 Descartales Mano derecha Golpe
3 FERNANDEZ CEME CARLOS
ALBERTO29 Descartales Hombro Izquierdo Golpe
4 MUENTES REYES DANIS ERICK 3 PlascontiDedo pulgar mano
derechaCorte
5 ALAY MERCHAN MEDARDO
ANGEL14 Descartales Antebrazo Derecho
Contusion y
Aplastamiento
6GONZALEZ
RAMIREZ
DIEGO
ARMANDO15 Itinere
Antebrazo y Mano
Derecha
Traumatismo
Superficial
7LAVAYEN
ESPINOZA
CHRISTIAN
ANDRES16
Bodega
DespachoNariz
Traumatismo
Superficial
8AGUIRRE
TOSCANO ERICK LEONEL 23 Descartales Mano Izquierda Corte
9 LEON HOLGUIN OSCAR
EDUARDO25 Itinere Nariz Golpe
10 MIRANDA VERA CARLOS
MIGUEL25 Itinere
Segundo y tercer
dedo mano izquierdaGolpe
11 ALVAREZ MORADOUGLAS
FRANCISCO 19Descartales Espalda Golpe
12CEDEÑO
NARANJO
ROBERTO
CARLOS28 Descartales Espalda
Contusion y
Aplastamiento
13 MORA OTAIZA PEDRO LUIS 30 Descartales Mano Corte
14ALCIVAR
VILLAFUERTE JOSE MANUEL 9 Itinere
Brazo y pierna
derecha
Traumatismo
Superficial
15 DIAZ PILOZO ANDRES
ALFREDO11 Descartales Brazo Izquierdo Golpe
16 GAMBOA BEDOR EFRAIN MISAEL 14 Descartales Mano derecha Quemadura
17MARTINEZ
MANOBANDA
ALCIVAR
VINICIO19 Descartales
dedo meñique mano
derechaCorte
18MONSERRATE
BAZAN KLEBER JAVIER 20 Descartales
dedo anular mano
iquierdaCorte
19 VICTOR DAVIDSAN LUCAS
RIVAS1 celuvir Mano derecha Corte
20 CHUEZ GUZMAN JAIME EUSEBIO 7 Descartales Antebrazo Derecho Corte
21CONRADO
ROBLES
JOSE
GREGORIO18 Descartales Corte
22 ESPINAL PADILLA JUAN ALFONSO 19 celuvirDedo medio mano
izquierda
Contusion y
Aplastamiento
23TABOADA
MAZZINI ANGEL JAVIER 30 Descartales
Dedo indice, medio y
anular de mano Corte
24 CASTAÑEDA VERA MARCOS
ANTONIO21 Itinere Pie Derecho
Traumatismo
Superficial
25 LEON HOLGUIN OSCAR
EDUARDO18
Bodega
DespachoBrazo Izquierdo
Traumatismo
Superficial
26 PINCAY PEREZ FULTON TEDDY 8 Descartales dedo indice mano
izquierdaCorte
27 PRECIADO LOORAMADO
GREGORIO9 Descartales Espalda Golpe
28 MONTIEL LEALDARWIN
WILLIAN13 celuvir Rodilla izquierda
Contusion y
Aplastamiento
29ANCHUNDIA
VARGASJAIME JACINTO 26 Mantenimiento
mano izquierda dedo
medio anular y Quemadura
______________________ ___ Agosto ___________ _________________ ___________
______________________ ___ Septiembre ___________ _________________ ___________
______________________ ___ Octubre ___________ _________________ ___________
30MUÑOZ
CERVANTES
DANNY
ALFONSO6 Descartales
Muñeca de mano
derechaGolpe
31PONGUILLO
TORRES RAUL EMANUEL 11 Descartales
dedo medio de la
mano derecha
Contusion y
Aplastamiento
32MOYON
AMAGUAYARAUL IVAN 9 Diciembre Polietileno
Dedo medio y anular
de la mano derecha
Contusion y
Aplastamiento
ACCIDENTES REGISTRADOS EN EL IESS 2016
Enero
Febrero
Marzo
Abril
mayo
junio
Julio
Noviembre

Situación Actual y Diagnóstico 65
2.1.4.2. Índices Proactivos
La empresa ha implantado los indicadores de gestión de seguridad y
salud en el trabajo descritos en la resolución 390 del IESS, actualmente
esta resolución ya no está vigente, y que a su vez son remitidos
anualmente a las unidades provinciales del Seguro General de Riesgos
del Trabajo.
En la tabla #2 se muestran los índices de gestión aplicados, el
porcentaje alcanzado cada mes, así mismo como la meta a alcanzar para
estar entre los niveles aceptables.
Los índices proactivos que aplicados por la empresa de plásticos se
muestran a continuación:
I.A.R.T.= Análisis de Riesgo de Tarea.
I.O.P.A.S.= Observaciones Planeadas de Acciones Sub estándares.
I.D.P.S.= Dialogo Periódico de Seguridad.
I.D.S.= Demanda de Seguridad.
I.E.N.T.S.= Entrenamiento de Seguridad.
I.O.S.E.A.= Ordenes de Servicio Estandarizadas y Auditadas.
I.C.A.I.= Control de Accidentes e Incidentes.
El índice de gestión debe ser igual o superior a la meta del 80% para
ser considerado satisfactorio, de la misma manera el índice se calcula de
la con la siguiente formula:

Situación Actual y Diagnóstico 66
TABLA Nº 2
INDICADORES PROACTIVOS 2016
Fuente: Resultados de la Gestión. Elaborado por: Romero Zambrano Richard Elias.
GRÁFICO Nº 3
ESTADÍSTICAS DE INDICADORES DE LA GESTIÓN 2016
Fuente: Resultados de la Gestión.
Elaborado por: Romero Zambrano Richard Elias.
MESES IART IOPAS IDPS IDS IENTS IOSEA ICAIINDICE DE
GESTIONMETA
ENERO 0% 67% 0% 100% 0% 100% 94% 58% 80%
FEBRERO 100% 67% 0% 100% 73% 100% 94% 84% 80%
MARZO 100% 50% 0% 50% 87% 0% 94% 57% 80%
ABRIL 100% 67% 0% 75% 80% 100% 94% 81% 80%
MAYO 100% 50% 0% 67% 93% 0% 94% 60% 80%
JUNIO 100% 67% 0% 50% 84% 0% 94% 60% 80%
JULIO 100% 0% 0% 75% 0% 0% 94% 50% 80%
AGOSTO 100% 0% 0% 100% 93% 0% 94% 58% 80%
SEPTIEMBRE 100% 0% 0% 0% 80% 0% 94% 44% 80%
OCTUBRE 100% 0% 0% 100% 75% 75% 94% 71% 80%
NOVIEMBRE 100% 0% 0% 75% 73% 0% 94% 53% 80%
DICIEMBRE 100% 0% 0% 0% 89% 0% 94% 44% 80%
INDICADORES DE GESTION DE SEGURIDAD Y SALUD 2016
40%
45%
50%
55%
60%
65%
70%
75%
80%
85%
90%
95%
100%
INDICE DE GESTION META

Situación Actual y Diagnóstico 67
2.2. Análisis y diagnostico
2.2.1. Análisis de Priorización de Problemas
El diagrama causa efecto es la interpretación de varios elementos del
problema donde se analizan las posibles causas de los accidentes que
puedan tener lugar en los sitios de trabajo.
En el diagrama se muestran los distintos factores que puedan ocurrir
un accidente, ya sea por el factor humano que es el que más accidente
genera, factor ambiental, factor técnico, equipo o el método de trabajo.
En el cuadro #18 (página número 65) se muestran todos los accidentes
ocurridos en el año 2016, de los cuales solo van a ser tomados en cuenta
los del área de producción bandejas descartables, que es donde está
enfocado el proyecto.
En el Anexo #8 se visualizan los accidentes ocurridos en el área de
producción de bandejas descartables del año 2016, el mismo que tiene un
total de 20 accidentes, que a su vez el riesgo de mayor incidencia es por
corte ya sea en las manos, dedos, o brazos.
Como se puede observar en el gráfico #4 (página 69) el riesgo por
corte puede ocurrir por una herramienta de trabajo inadecuada, la
inexistencia de guardas de seguridad en algunas máquinas
termoformadoras. Las guardas serian una causa importante para reducir
ese tipo de accidente, pero la falta de un plan de Prevención está
provocando que los riesgos mecánicos en el proceso de producción
aumenten; en el siguiente gráfico se muestran los efectos generados para
dichos accidentes.

Situación Actual y Diagnóstico 68
DIAGRAMA Nº 12
ANÁLISIS CAUSA - EFECTO
Fuente: Inspecciones. Elaborado por: Romero Zambrano Richard Elias.
2.2.2. Impacto Económico del Problema
El impacto económico cuando ocurre un accidente o una enfermedad
profesional podría cuantificarse en las pérdidas para la producción por las
paralizaciones laborales, otra podría ser la indemnización al accidentado
si fuera el caso.
Por este motivo la prevención de riesgos laborales además de generar
protección a los trabajadores será una inversión rentable que ayuda a
mejorar el rendimiento, eficiencia y la competitividad de la empresa. El
impacto económico dependerá del puesto de trabajo además está ligado
a los días de ausentismo de un trabajador. Esta dado por cuantos días de
descanso puede generar un accidente con respecto al día que gana el
trabajador accidentado.
A continuación en la tabla #3 se muestran los costos generados por
cada accidente en el proceso de bandejas, el sueldo por incapacidad se lo
RIESGOS MECÁNICOPOR CORTE EN EL
PROCESO DE BANDEJAS DECARTABLES
MANO DE OBRAMEDICIÓN
METODO
Falta de procedimientos
MAQUINARIASY HERRAMIENTAS
Falta de mantenimiento preventivo
Falta de inspecciones de
seguridad
Constante rotacion de personal
Falta de capacitaciones
Operacioninapropiada
Herramienta de corte inadecuada
Falta de un Plan de Prevención de SSO Falta de Guardas de
seguridad

Situación Actual y Diagnóstico 69
obtiene dividiendo el sueldo del trabajador para los días laborales del
mes, y a su vez multiplicando por los días de descanso generados por el
departamento médico o la autoridad competente; los gastos médicos por
accidente se tomó el valor de $ 60 dólares, el mismo que sirve para
movilizaciones, etc. Los costos directos es la suma del sueldo por
incapacidad y los gastos médicos. Los costos indirectos se lo obtuvieron
del departamento de SSO el cual aplica la normativa INSHT para los
costos de los riesgos.
TABLA Nº 3
CÁLCULO POR COSTO DE ACCIDENTE EN EL PRCESO DE
BANDEJAS DESCARTABLES AÑO 2016
Fuente: Estadísticas S.S.O .
Elaborado por: Romero Zambrano Richard Elias.
Nº APELLIDOS NOMBRESSUELDO POR
INCAPACIDAD
GASTO
MEDICO POR
ACCIDENTE
COSTO
DIRECTO
COSTO
INDIRECTO
TOTAL
(CD+CI)
1RODRIGUEZ
PARRAGA PEDRO JACINTO 177,42$ 60,00$ 237,42$ 593,55$ 830,97$
2FERNANDEZ
CEME
CARLOS
ALBERTO 195,16$ 60,00$ 255,16$ 637,90$ 893,06$
3 MUENTES REYES DANIS ERICK 246,55$ 60,00$ 306,55$ 766,38$ 1.072,93$
4 ALAY MERCHAN MEDARDO
ANGEL 227,59$ 60,00$ 287,59$ 718,97$ 1.006,55$
5AGUIRRE
TOSCANO ERICK LEONEL 189,66$ 60,00$ 249,66$ 624,14$ 873,79$
6 ALVAREZ MORADOUGLAS
FRANCISCO 159,68$ 60,00$ 219,68$ 549,19$ 768,87$
7CEDEÑO
NARANJO
ROBERTO
CARLOS 35,48$ 60,00$ 95,48$ 238,71$ 334,19$
8 MORA OTAIZA PEDRO LUIS 17,74$ 60,00$ 77,74$ 194,35$ 272,10$
9 DIAZ PILOZO ANDRES
ALFREDO 18,33$ 60,00$ 78,33$ 195,83$ 274,17$
10 GAMBOA BEDOR EFRAIN MISAEL 18,33$ 60,00$ 78,33$ 195,83$ 274,17$
11MARTINEZ
MANOBANDA
ALCIVAR
VINICIO 18,33$ 60,00$ 78,33$ 195,83$ 274,17$
12MONSERRATE
BAZAN KLEBER JAVIER 220,00$ 60,00$ 280,00$ 700,00$ 980,00$
13 CHUEZ GUZMAN JAIME EUSEBIO 212,90$ 60,00$ 272,90$ 682,26$ 955,16$
14CONRADO
ROBLES JOSE GREGORIO 177,42$ 60,00$ 237,42$ 593,55$ 830,97$
15TABOADA
MAZZINIANGEL JAVIER 248,39$ 60,00$ 308,39$ 770,97$ 1.079,35$
16 PINCAY PEREZ FULTON TEDDY 146,67$ 60,00$ 206,67$ 516,67$ 723,33$
17 PRECIADO LOORAMADO
GREGORIO 146,67$ 60,00$ 206,67$ 516,67$ 723,33$
18ANCHUNDIA
VARGASJAIME JACINTO 183,33$ 60,00$ 243,33$ 608,33$ 851,67$
19MUÑOZ
CERVANTES
DANNY
ALFONSO 440,00$ 60,00$ 500,00$ 1.250,00$ 1.750,00$
20PONGUILLO
TORRES RAUL EMANUEL 18,33$ 60,00$ 78,33$ 195,83$ 274,17$
15.042,95$ PERDIDA ANUAL

Situación Actual y Diagnóstico 70
En los anexos 9, 10, 11 se muestran los accidentes ocurridos en los
años 2013, 1014 y 2015 en el área de producción. En los cuales se puede
observar aumento de los costos por accidentes; en el 2013 el costo anual
por accidente fue de $ 12.190,32 dólares con un sueldo básico de $ 400
dólares mensuales, en el 2014 el salario se incrementaron a $ 450
dólares y el costo anual por accidentes fue de $ 26.912,12 dólares con un
total de 27 accidentes en dicho año, en el 2015 el número de accidentes
fue de 18 menor que el año anterior y con un costo anual de $ 19.686,77
dólares con un salario de $ 500 dólares mensuales; en el 2016 fueron 20
accidentes, con un salario de $ 550 dólares, el total de los costos por
accidentes fue de $ 15.042,95 dólares solo en el área de termoformado y
extrusión.
La mayor parte de los accidentes fueron por riesgo mecánico, que su
vez se traducen corte, golpe, atrapamiento de mano, quemadura entre
otros.
TABLA Nº 4
ANÁLISIS COMPARATIVO DE LOS ACCIDENTES POR AÑO
Fuente: Estadísticas S.S.O . Elaborado por: Romero Zambrano Richard Elias.
En la tabla #4 se hace un análisis comparativo de los cuatro años
anteriores, donde se encuentran el número total de trabajadores en cada
año, el número de accidentes ocurridos en el área de termoformado y
AÑOSNÚMEROS DE
TRABAJADORES
TOTAL DE
ACCIDENTES
% COSTOS
POR
ACCIDENTE
COSTO ANUAL
2013 142 13 16,51 12190,32
2014 138 27 36,46 26919,12
2015 140 18 26,66 19686,77
2016 139 20 20,37 15042,95
TOTAL 100,00 73.839,17$

Situación Actual y Diagnóstico 71
extrusión, así como el costo que significo cada uno de ellos, en el gráfico
#5 se representan los datos de una manera más clara.
GRÁFICO Nº 4
ANÁLISIS ESTADÌSTICO DE LOS COSTOS ACCIDENTES POR AÑO
Fuente: Estadísticas S.S.O . Elaborado por: Romero Zambrano Richard Elias.
Cabe aclarar que los días de descanso o de recuperación por cada
lesión sufrida a cada colaborador es dependiendo el nivel del accidente
que ha tenido, esto se da con respecto al Art. 57 de la Resolución 513
“Reglamento del Seguro General de Riesgo de Trabajo”.
2.2.3. Resultado de la evaluación de Seguridad y Salud
Ocupacional
A continuación se presentan la priorización de problemas de las áreas
de termoformado y extrusión.
142 138 140 139
13 27 18 20
16,51 36,46 26,66 20,37
136
137
138
139
140
141
142
143
0
5
10
15
20
25
30
35
40
2013 2014 2015 2016
NÚMEROS DETRABAJADORES
TOTAL DEACCIDENTES
% COSTOS PORACCIDENTE

Situación Actual y Diagnóstico 72
TABLA Nº 5
PRIORIZACIÓN DE PROBLEMAS EN EL ÁRE DE EXTRUSIÓN
Fuente: Levantamiento de información.
Elaborado por: Romero Zambrano Richard Elias.
INTERPRETACION DE LOS FACTORES DE RIESGOS MECÀNICOS
DEL PROCESO DE EXTRUSIÓN
ACTIVIDAD TAREAPOSIBLES
EFECTOS
POR
EXPOSICION
(G.P)
POR
REPERCUCION
(G.R)R
EC
EP
CIÓ
N D
E M
AT
ER
IA
PR
IMA
Cortar sacos
con estilete
Corte en
manoALTO MEDIO
Transportar
sacos a tolva
Caída mismo
nivelBAJO BAJO
Mesclar
materia en
tolva
Caída mismo
nivelBAJO BAJO
Llevar tolva al
dosificador de
la maquina
Caída mismo
nivelBAJO BAJO
Colocar o
cambiar
modulo según
orden de
producción
Caída mismo
nivelALTO BAJO
Programar
máquina
Quemadura
en brazosBAJO BAJO
Limpiar y
cambiar filtro
Quemadura
manosBAJO BAJO
Calibrar
máquina
Golpes mala
manipulacíon
de
herramientas
MEDIO BAJO
Pasar masa de
foam por el
modulo
Corte en
manoALTO MEDIO
Llevar lamina
de foam a
rodillo
transportador
Caída mismo
nivelBAJO BAJO
Colocación de
lamina de
foam en el
rodillo
rebobinador
Atrapamiento
de manoBAJO BAJO
Sacar rollo de
foam del
rebobinador
Corte en
manoMEDIO BAJO
Transpor
rollo al
almacenamie
nto temporal
Golpe con
objetos no
moviles
MEDIO BAJO
Estibar rollo y
colocar un
ventilador
Caída mismo
nivelBAJO BAJO
RE
CE
PC
IÓN
DE
MA
TE
RIA
PR
IMA
AL
MA
CE
NA
MIE
NT
O T
EM
PO
RA
LE
XT
RU
IDO

Situación Actual y Diagnóstico 73
TABLA Nº 6
PRIORIZACIÓN DE PROBLEMAS EN EL ÁRE DE TERMOFORMADO
Fuente: Levantamiento de información.
Elaborado por: Romero Zambrano Richard Elias.
INTERPRETACION DE LOS FACTORES DE RIESGOS MECÀNICOS DEL
PROCESO DE TERMOFORMADO
ACTIVIDAD TAREAPOSIBLES
EFECTOS
POR
EXPOSICIO
N (G.P)
POR
REPERCUCIO
N (G.R)
PRE
PA
RA
CIO
N D
E R
OL
LO
S FO
AM
Sacar rollos de
bodega y ponerlo
en la carrera
Golpes con
objetos no
moviles
MEDIO BAJO
Llevar rollo a la
balanza para
pesarlo
Golpes con
objetos no
moviles
MEDIO BAJO
Bajar rollo,
pesarlo y
colocarlo de
nuevo en la
carreta
Golpes con
objetos no
moviles
MEDIO BAJO
Transportar rollo
a maquinas
termoformadoras
Caída del
mismo nivelBAJO BAJO
Cambio y ajuste
de molde de la
termoformadora
Atrapamiento
manoBAJO BAJO
Montar rollo en
el desbobinador
Atrapamiento
manoMEDIO BAJO
Pasar rollo por
cadena de
arrastre
Atrapamiento
manoMEDIO BAJO
Introducir
lamina a la
termoformadora
Atrapamiento
manoMEDIO BAJO
Se corta pedazos
dañados de la
lamina
Corte mano ALTO BAJO
Llevar la lamina
a la troqueladora
Caída distinto
nivelBAJO BAJO
Colocar la
lamina en el
troquelado
Atrapamiento
manoALTO BAJO
Sacar productos
buenos y
defectuosos
Atrapamiento
manoALTO MEDIO
Contar productosCaída mismo
nivelBAJO BAJO
Enfundar
productos
Caída mismo
nivelBAJO BAJO
Estibar productosCaída mismo
nivelMEDIO BAJO
Colocar pallet a
los costados del
pasillo
Golpes con
objetos no
moviles
BAJO BAJO
Estibar productosCaída mismo
nivelMEDIO BAJO
Llevar pallet con
montacarga
manual a la
bodega de
producto
terminado
Golpes con
objetos no
moviles
MEDIO BAJO
PRE
PA
RA
CIO
N D
E R
OL
LO
S FO
AM
AL
MA
CE
NA
MIE
NT
OE
MP
AQ
UE
TA
DO
TE
RM
OFO
RM
AD
O

Situación Actual y Diagnóstico 74
En las tablas # 5 y 6 se detalla la priorización de problemas por áreas
de trabajo, esto demuestra y define las prioridades entre la totalidad de
los riesgos identificados y reconocidos en las áreas de extrusión y
termoformado.
La primera columna es en qué actividad fue detectado, la segunda es
en que tarea específica de dicha actividad, en la tercera están los posibles
efectos que ocasionan; y las dos columnas ultimas define el puntaje
obtenido por la metodología FINE, la cual alcanza por el orden de
prioridad.
Mediante el análisis de los riesgos por el método FINE, se puede
evidenciar que los factores de riesgo mecánico van entre golpe, corte,
caídas del mismo nivel, atrapamiento en manos entre otros.
Como se lo explico en el capítulo anterior el Grado de Peligrosidad del
análisis de los riesgo varía entre ALTO, MEDIO y BAJO; el mismo que se
lo prioriza colocando el riesgo con mayor peligrosidad como el primer
problema a tratar y del cual la organización debe enfocar la propuesta de
mejora.
2.2.4. Diagnostico
Luego de haber evaluado los riesgos mecánicos utilizando para ello la
metodología FINE, como así también la investigación de campo, se
obtuvo como resultado lo que registra las tablas #5 y 6 la misma que
demuestra los puntos críticos en las áreas extrusión y en termoformado
por que se ha presentado problemas de corte en mano ya sea con
herramientas no adecuadas, por una falta de capacitación en los puestos
de trabajo, caídas del mismo nivel porque el piso está lleno de pellet de

Situación Actual y Diagnóstico 75
materia prima, y por ultimo al momento de sacar las bandejas dañadas el
operario introduce la mano en la troqueladora lo que podría provocar
atrapamiento de la misma o incluso amputación de los dedos.
Se considera necesario realizar la gestión pertinente para reducir los
riesgos que están expuestos los trabajadores y a su vez están
ocasionando pérdidas para la empresa, las mismas que se elevan a un
monto de $ 15.042,95 dólares solo en el año 2016.
Con el número de trabajadores que tiene la empresa es prioritario
previo a una auditoria o a una inspectoría del ministerio de trabajo reducir
estos impactos que están ocasionando mayores desconformidades de
mayor preocupación.

CAPITULO III
PROPUESTA Y EVALUACIÓN ECONÓMICA
3.1. Propuesta
Objetivos de la propuesta
Proponer un plan de prevención para minimizar los riesgos de
accidentabilidad con el fin de cuidar el bienestar de los colaboradores de
la empresa de plásticos.
Alcance de la propuesta
La propuesta esta direccionada al proceso de elaboración de productos
descartables la misma que está conformada por las áreas de extrusión y
termoformado.
3.2. Estructura técnica de la propuesta
El presente trabajo está fundamentada dentro del marco legal del
Reglamento del Seguro General de Riesgos del Trabajo en su Resolución
N° C.D. 513 en su capítulo XI Art. 53 Principios de la Acción Preventiva
(Ver Anexo 13); expresa acerca de la eliminación de los riesgos en su
origen, para lo cual se propone el siguiente plan de seguridad industrial.
Con los fundamentos legales se propone solucionar el problema por la
falta de procedimientos de seguridad.

Propuesta y Evaluación Económica 77
3.2.1. Aplicación de las normas de seguridad
Para la propuesta se tomará en cuenta los siguientes artículos del
Decreto ejecutivo 2393 Reglamento de Seguridad y Salud de los
Trabajadores y Mejoramiento del Medio Ambiente.
Art. 11 Obligaciones de los empleadores: 5. Entregar gratuitamente a
sus trabajadores vestido adecuado para el trabajo y los medios de
protección personal y colectiva necesarios. 9. Instruir sobre los riesgos de
los diferentes puestos de trabajo y la forma y métodos para prevenirlos, al
personal que ingresa a laborar en la empresa. 10 Dar formación en
materia de prevención de riesgos, al personal de la empresa, con especial
atención a los directivos técnicos y mandos medios, a través de cursos
regulares y periódicos.
Art. 13 Obligaciones de los trabajadores. 3 Usar correctamente los
medios de protección personal y colectiva proporcionados por la empresa
y cuidar de su conservación.
Art. 76 Instalación de resguardos y dispositivos de seguridad. Todas
las partes fijas o móviles de motores, órganos de transmisión y máquinas,
agresivos por acción atrapante, cortante, lacerante, punzante, prensante,
abrasiva y proyectiva en que resulte técnica y funcionalmente posible,
serán eficazmente protegidos mediante resguardos u otros dispositivos de
seguridad.
Art. 77 Características de los resguardos de máquinas. Los resguardos
deberán ser diseñados, construidos y usados de manera que:
a) Prevengan todo acceso a la zona de peligro durante las
operaciones.

Propuesta y Evaluación Económica 78
b) Suministren una protección eficaz.
c) No ocasionen inconvenientes ni molestias al operario.
d) No interfieran innecesariamente la producción.
e) Constituyan preferentemente parte integrante de la máquina.
f) Estén construidos de material metálico o resistente al impacto a
que puedan estar sometidos.
g) No constituyan un riesgo en sí.
h) Estén fuertemente fijados a la máquina, piso o techo, sin
perjuicio de la movilidad necesaria para labores de
mantenimiento o reparación
3.3. Desarrollo de la propuesta
3.3.1. Plan de prevención de riesgos mecánicos
3.3.1.1. Dotación de Equipos de equipos de protección personal y
herramientas de trabajo.
Los equipos de protección personal y las herramientas que requieren
en el proceso de producción se detallan a continuación.
Equipo de protección personal en el área:
Guantes anti corte
Orejeras
Zapatos anti deslizantes punta de acero
Herramientas de trabajo:
Herramienta de corte (estilete mango de acero inoxidable)

Propuesta y Evaluación Económica 79
3.3.1.2. Colocación de guardas de seguridad
Las guardas de seguridad en las máquinas son mecanismos de
protección colectiva para proteger a los trabajadores de lesiones
innecesarias previsibles.
Al momento de la operación de la maquina se deberá controlar de los
posibles riesgos que puedan causar estos, en algunas máquinas es
necesario la implementación de dichos protectores como en el área de
termoformado.
IMAGEN Nº 24
MÁQUINA TERMOFORMADO SIN GUARDA DE SEGURIDAD
Fuente: Empresa de Plásticos.
Elaborado por: Romero Zambrano Richard El ias.
IMAGEN Nº 25
MÁQUINA TERMOFORMADO CON GUARDA DE SEGURIDAD
Fuente: Empresa de Plásticos. Elaborado por: Romero Zambrano Richard Elias.

Propuesta y Evaluación Económica 80
Diseño de los protectores
Relativos a las Máquinas:
La guarda deberá permitir las operaciones normales de
trabajo;
Resistirá los peligros de proyecciones por rupturas elementos;
Deberán atenuar de ser posibles emisiones sonoras y
radiaciones; y
En casos de explosión, deberán ser diseñados para disipar
energía y evitar la liberación de energía de forma segura.
Relativos al Protector:
Su forma y construcción no dará origen a un nuevo riesgo,
carecerán de aristas, bordes afilados o peligrosos;
No deberá aportar a la generación de riesgos higiénicos, y
debe ser de fácil limpieza; y
Deberá estar señalizado.
Relativos al Operario:
Permitirá mantener una distancia de seguridad con el
operador; y
Permitirá mantener una visión adecuada de operación.
3.3.1.3. Capacitación en temas de seguridad, higiene y salud
ocupacional
El plan de capacitación va a estar orientado a todos los aspectos de
prevención de riesgos mecánicos que están expuestos los colaboradores,
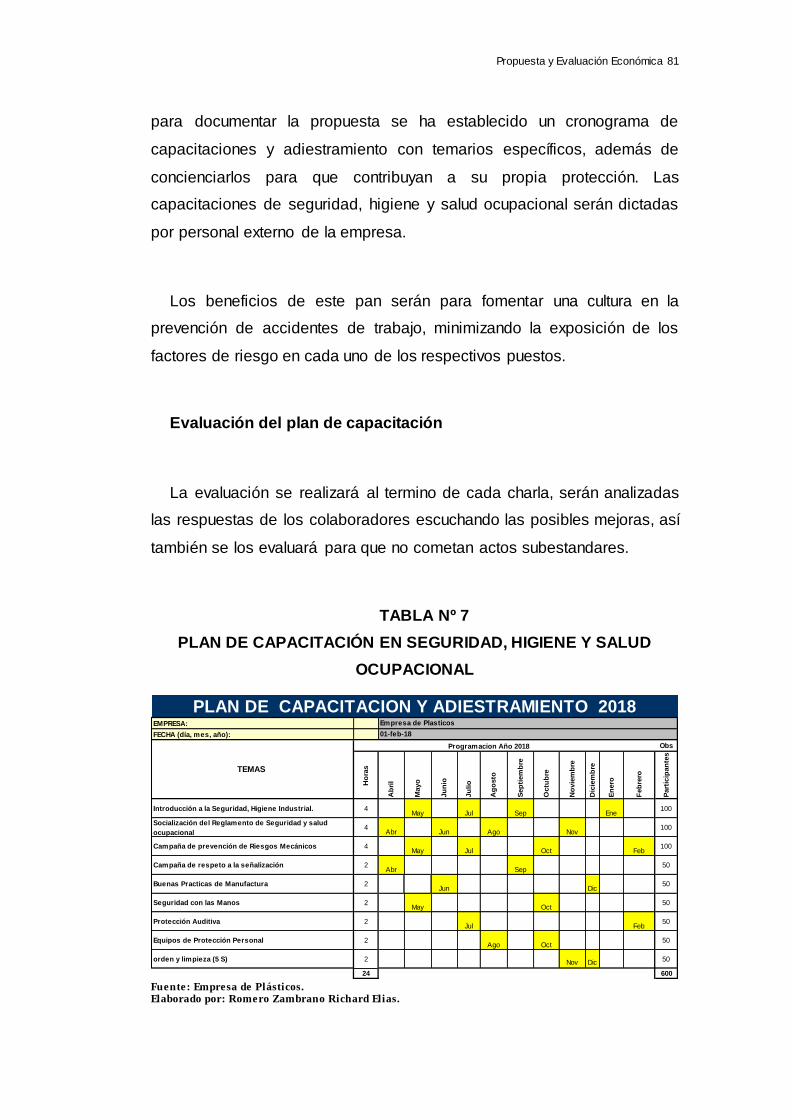
Propuesta y Evaluación Económica 81
para documentar la propuesta se ha establecido un cronograma de
capacitaciones y adiestramiento con temarios específicos, además de
concienciarlos para que contribuyan a su propia protección. Las
capacitaciones de seguridad, higiene y salud ocupacional serán dictadas
por personal externo de la empresa.
Los beneficios de este pan serán para fomentar una cultura en la
prevención de accidentes de trabajo, minimizando la exposición de los
factores de riesgo en cada uno de los respectivos puestos.
Evaluación del plan de capacitación
La evaluación se realizará al termino de cada charla, serán analizadas
las respuestas de los colaboradores escuchando las posibles mejoras, así
también se los evaluará para que no cometan actos subestandares.
TABLA Nº 7
PLAN DE CAPACITACIÓN EN SEGURIDAD, HIGIENE Y SALUD
OCUPACIONAL
Fuente: Empresa de Plásticos. Elaborado por: Romero Zambrano Richard Elias.
EMPRESA:
FECHA (día, mes, año):
Obs
Ho
ras
Ab
ril
Mayo
Ju
nio
Ju
lio
Ag
osto
Sep
tiem
bre
Octu
bre
No
vie
mb
re
Dic
iem
bre
En
ero
Feb
rero
Part
icip
an
tes
Introducción a la Seguridad, Higiene Industrial. 4May Jul Sep Ene
100
Socialización del Reglamento de Seguridad y salud
ocupacional4
Abr Jun Ago Nov 100
Campaña de prevención de Riesgos Mecánicos 4May Jul Oct Feb
100
Campaña de respeto a la señalización 2Abr Sep
50
Buenas Practicas de Manufactura 2Jun Dic
50
Seguridad con las Manos 2May Oct
50
Protección Auditiva 2Jul Feb
50
Equipos de Protección Personal 2Ago Oct
50
orden y limpieza (5 S) 2 Nov Dic 50
24 600
Programacion Año 2018
PLAN DE CAPACITACION Y ADIESTRAMIENTO 2018
TEMAS
Empresa de Plasticos
01-feb-18

Propuesta y Evaluación Económica 82
3.4. Análisis de los costos
El análisis de los costos para la implementación del plan de prevención
en seguridad, higiene y salud ocupacional en la empresa de plásticos
comprende la dotación de equipos de protección personal y herramientas
de trabajo adecuadas, la implementación de un plan de capacitación,
prevención y adiestramiento a los colaboradores de las áreas
involucradas.
Los valores de la inversión en activos fijos y los costos de operación se
pueden presenciar en la tabla # 8(página 84). Para su efecto se separaron
los montos como las inversiones fijas como los costos de operación anual.
3.4.1. Inversión fija
Son aquellos activos que su vida útil es prolongada, como la
adquisición de guardas de protección a las máquinas que servirán para la
protección de los colaboradores; y que a su vez crean un ambiente de
trabajo seguro.
El costo de la inversión fija es de $ 640,00 dólares. En estos costos
están incluidas las guardas de seguridad para las máquinas
termoformadoras y las herramientas de corte para los colaboradores.
3.4.2. Costos de operación
Están relacionados a aquellas inversiones que se realizan en un
periodo menor a un año, entre esos costos e encuentran, la capacitación
al recurso humano, y suministros de oficina.

Propuesta y Evaluación Económica 83
Los costos de la operación suman un total de $ 11.875,00 dólares; de
los cuales incluyen todas las charlas de seguridad y salud, y a su vez
están incluidos los equipos de protección personal para los trabajadores
del área.
TABLA Nº 8
INVERSIÓN EN ACTIVOS FIJOS Y COSTOS DE OPERACIÓN
Fuente: Proveedores. Elaborado por: Romero Zambrano Richard Elias.
3.5. Análisis Costo Beneficio
Al momento de la implementación del proyecto en la empresa de
plásticos, mejorara el ambiente laboral y a su vez se formará una cultura
de seguridad entre los colaboradores, esto nos dará como resultado
Descripción Cantidad Unidad C. Unitario C. Total
Colocacion de guardas de seguridad 2 unidades 300,00$ 600,00$
Herramientas de corte 20 unidades 2,00$ 40,00$
640,00$
Capacitaciones en SSO
Introducción a la Seguridad, Higiene
Industrial.4 Charlas 200,00$ 800,00$
Socialización del Reglamento de Seguridad
y salud ocupacional4 Charlas 200,00$ 800,00$
Campaña de prevención de Riesgos
Mecánicos4 Charlas 200,00$ 800,00$
Campaña de respeto a la señalización 2 Charlas 200,00$ 400,00$
Buenas Practicas de Manufactura 2 Charlas 200,00$ 400,00$
Seguridad con las Manos 2 Charlas 200,00$ 400,00$
Protección Auditiva 2 Charlas 200,00$ 400,00$
Equipos de Protección Personal 2 Charlas 200,00$ 400,00$
Metodología 5 S 2 Charlas 200,00$ 400,00$
Equipos de Protección Personal
Botas punta de acero antideslizante 139 unidades 25,00$ 3.475,00$
Guantes anti-corte 20 unidades 3,00$ 60,00$
Orejeras 130 unidades 20,00$ 2.600,00$
Suministros 12 Meses 25,00$ 300,00$
11.235,00$
11.875,00$
Inversión en Activos Fijos
Costos de Operación
Subtotal
Subtotal
TOTAL

Propuesta y Evaluación Económica 84
esperado la diminución de los riesgos, cumpliendo además con los
requerimientos legales de los entes reguladores.
Para la interpretación de los resultados se utilizaremos el siguiente
análisis:
Si C/B>1 El proyecto es factible, Aceptado.
Si C/B=1 El proyecto rendirá la rentabilidad esperada, Postergado.
Si C/B<1 El proyecto no es factible, Rechazado.
3.5.1. Relación Costo Beneficio
Para el análisis costo-beneficio se tomará los costos que perdió la
empresa en el último año por los accidentes de trabajo y el costo de la
inversión en las capacitaciones y la dotación de los equipos de protección
personal.
Costos por accidentes año 2016 = $ 15.042,95 dólares (Impacto
Económico de los accidentes 2016)
Costos de la inversión = $ 11.875,00 dólares (Costo de la Propuesta)
El resultado de la relación es: 1,27
La relación costo beneficio nos dice que el resultado es Aceptado, esto
significa que por cada dólar invertido recuperaremos 0,27 centavos, esto
nos indica que la inversión que se ara resultaría rentable para la empresa.
Propuesta y Evaluación Económica 85
3.6. Conclusiones y Recomendaciones
Conclusiones
Luego de la finalización del presente proyecto de estudio cuyo tema es
análisis de los riesgos mecánicos en el área de producción de una
empresa de plásticos, se pudo observar ciertas falencias en la
organización, del cual están involucrados el talento humano y los recursos
productivos. La propuesta realizada busca mejorar las condiciones de
trabajo de los colaboradores, ofreciéndoles óptimos niveles de seguridad
y salud.
Debido a las deficiencias que se pudieron encontrar, se propuso un
plan para minimizar los riesgos mecánicos en el área de producción de
bandejas descartables. El plan involucra las capacitaciones a los
trabajadores, así como también las protecciones a las máquinas de
termoformado.
La inversión total de la propuesta es alrededor de $ 11.875 dólares el
en relación a los accidentes sucedidos en el año 2016 que fueron de $
15.042 dólares, con estos valores se obtuvo una relación del costo
beneficio de 1.27 que a su vez significa que por cada dólar que invertimos
en la empresa, obtendremos 0,27 dólares y que a su vez el proyecto es
aceptable.
Recomendaciones
La implementación de este plan ayudará a minimizar los riesgos en el
área de producción, para asegurar el bienestar de los colaboradores.
Fomentar la elaboración de procedimientos seguros por puestos de
trabajo para las diferentes áreas involucradas en el proceso.

Propuesta y Evaluación Económica 86
Implementar las campañas de seguridad e higiene para que los
trabajadores tengan conciencia de los peligros que hay en sus puestos de
trabajo.

ANEXOS

Anexos 88
ANEXO Nº1
TOTAL DE TRABAJADORES EN LA EMPRESA DE PLASTICOS
AREA DEPARTAMENTO DIVISION SECCION Total
BODEGA DE MATERIAS PRIMAS 8
BODEGA DE REPUESTOS 5
COMPRAS - ADMINISTRACION 2
IMPORTACION 3
TOTAL ADQUISICIONES 18
GUAYAQUIL 4
QUITO 2
3
BODEGA DE TINTAS 1
CONTABILIDAD GENERAL 7
FINANZAS 1
ADMINISTRACION 6
DISPENSARIO MEDICO 2
MENSAJERIA INTERN. LIMPIEZ.OFI 3
SEGURIDAD FISICA 30
TESORERIA 3
TOTAL DIRECCION FINANCIERA 62
GERENCIA GENERAL GERENCIA GENERAL 1
TOTAL GERENCIA GENERAL 1
BODEGA DESPACHO CONSUMO 38
BODEGA DESPACHO INDUSTRIAL 4
PLASCONTI 2
BODEGA DE EMBALAJE CONSUMO 3
BODEGA DE EMBALAJE INDUSTRIAL 2
TOTAL LOGISTICA 49
10
PLASCONTI 1
ARTE 3
CYREL 1
FOTOMECANICA 1
LABORATORI0 CONTROL DE CALIDAD CONSUMO 3
1
PLASCONTI 2
ALTA DENSIDAD & PELETIZADO 6
DESCARTABLES & BAJA DENSIDAD 10
INYECC&CELUVIR&EMPQ LAMINADOS 7
3
PLASCONTI 1
TALLER MECANICO 9
CORTE DE SOLAPA 9
EXTRUCCION 5
IMPRESIÓN 1
SELLADO 18
SUPERVISION DIRECTA 1
EXTRUCCION 10
IMPRESIÓN 20
REBOBINADO 2
SELLADO 26
SUPERVISION DIRECTA 2
DESCARTABLES SORBETES 1
FOAM COLOCADORA DE PAÑALES 6
FOAM EXTRUCCION 7
FOAM IMPRESIÓN 5
FOAM TERMOFORMADO 107
PLASCONTI 28
RIGIDO EXTRUCCION 3
RIGIDO TERMOFORMADO 6
SUPERVISION DIRECTA 3
EMPAQUE DE INYECCION 2
INYECCION 18
PELETIZADO ALTA & BAJA 11
PLASCONTI 1
SORBETE TUBERIA 1
PROYECTOS Y DESARROLO 2
TOTAL MANUFACTURA CONSUMO 353
ADMINISTRACION PLANTA ADMINISTRACION PLANTA CELUVIR 6
LABORATORIO CONTROL DE CALIDAD INDUSTRIAL 1
MANTENIMIENTO MANTENIMIENTO OBRAS CIVIL 6
EXTRUSION CAST (CPP) 3
EXTRUSION PVC & PESAJE EXTRUCCION PVC 4
PESAJE VARIOS 1
GRABADO DE CILINDROS 5
IMPRESION ROTO 4
LAMINADO 6
REBOBINADO 7
SELLADORA VARIAS 7
TINTAS (ECUATINTAS) 2
SEGURIDAD IND. ADMINISTRACION 3
SEGURIDAD IND. VARIOS 6
TOTAL MANUFACTURA INDUSTRIAL 61
LEGAL 2
5
PRESIDENCIA 1
TOTAL PRESIDENCIA 8
TECNOLOGIA DE LA INFORMACION DESARROLLO 4
SOPORTE A USUARIOS 3
TOTAL TECNOLOGIA DE LA INFORMACION 7
COMERCIO EXTERIOR EXPORTACIONES 1
CUENCA 1
GUAYAQUIL 2
CUENCA 3
CONSUMO MASIVO 16
NINGUNO 14
PLAZA SAN JORGE 3
QUITO 7
GUAYAQUIL 4
QUITO 2
TOTAL VENTAS 53
TOTAL GENERAL 612
ADQUISICIONES
BOD.MATERIA PRIMA Y REPUESTOS
COMPRAS LOCALES IMPORTACIONES
DIRECCION FINANCIERA
CAJA Y COBRANZAS
CONTABILIDADCONTABILIDAD DE COSTOS
RECURSOS HUMANOS
LOGISTICA BODEGA DE PRODUCTO TERMINADO
BODEGA DE DESPACHO
BODEGA DE EMBALAJE
DESCARTABLE
INYECCION
PELETIZADO
MANUFACTURA INDUSTRIALPRODUCCION CELUVIR
SEGURIDAD INDUSTRIAL
MANUFACTURA CONSUMO
ADMINISTRACION PLANTA CONSUMO ADM. PRODUCCION CONSUMO
ARTE
MANTENIMIENTO
ADMINISTRACION MANTENIMIENTO
TALLER ELECTRICO
PRODUCCION
ALTA DENSIDAD
BAJA DENSIDAD
GUAYAQUIL
VENTAS INDUSTRIAL
PRESIDENCIAPRESIDENCIA
TECNOLOGIA DE LA INFORMACION
VENTAS
VENTAS ADMINISTRACION
VENTAS CONSUMO

Anexos 89
ANEXO Nº2
POLÍTICA DE HIGIENE Y SEGURIDAD INDUSTRIAL
ING.
REPRESENTANTE LEGAL
PLÁSTICOS

Anexos 90
ANEXO Nº3
CERTIFICADO Y APROBACIÓN DEL REGLAMENTO INTERNO DE HIGIENE Y SEGURIDAD EN EL TRABAJO.

Anexos 91

Anexos 92
ANEXO Nº4
CERTIFICADO DEL COMITÉ Y SUB-COMITÉ

Anexos 93
ANEXO Nº5
CERTIFICADO DEL PERMISO DE FUNCIONAMIENTO

Anexos 94
ANEXO Nº6
MATRIZ DE RIESGOS PROCESO DE EXTRUSION
ANALISIS DE LOS RIESGOS MECANICOS EN UNA EMPRESA DE PLÁSTICOS
PROCESO EXTUSIÓN (METODO FINE)
AC
TIV
ID
AD
ES
PR
IN
CIP
AL
ES
TA
RE
AS
RIESGOS MECANNICO VALORACION
FACTO R DEL
RIESGO
PO SIBLES
EFECTO S
# DE
TRABJ.
EXP.
HO RAS DE
TRABAJO
Con
secu
en
cia
Prob
ab
ilid
ad
Exp
osic
ión
Grad
o d
e
Peligro
IN
T. 1 P
or
Exp
osic
ión
%
Factor d
e
Pon
deracio
n
Grad
o d
e
Rep
ercu
cio
n
IN
T. 2 P
or
rep
ercu
cio
n
RE
CE
PC
IÓ
N D
E M
AT
ER
IA
PR
IM
A
AC
TIV
ID
AD
ES
PR
IN
CIP
AL
ES
TA
RE
AS
Cortar sacos
con estileteMecánico corte
Corte en
mano8 12 15 10 6 900 ALTO 44% 3 2700 MEDIO
Transportar
sacos a tolva
Mecánico caida
mismo nivel
Caída mismo
nivel8 12 7 7 6 294 BAJO 44% 3 882 BAJO
Mesclar
materia en
tolva
Mecánico caida
mismo nivel
Caída mismo
nivel8 12 4 6 6 144 BAJO 44% 3 432 BAJO
Llevar tolva al
dosificador de
la maquina
Mecánico caida
mismo nivel
Caída mismo
nivel8 12 4 7 6 168 BAJO 44% 3 504 BAJO
Colocar o
cambiar
modulo según
orden de
producción
Mecánico caida
mismo nivel
Caída mismo
nivel7 12 15 8 6 720 ALTO 39% 2 1440 BAJO
Programar
máquina
Mecánico
quemadura
Quemadura
en brazos7 12 7 7 6 294 BAJO 39% 2 588 BAJO
Limpiar y
cambiar filtro
Mecánico
quemadura
Quemadura
manos7 12 7 7 6 294 BAJO 39% 2 588 BAJO
Calibrar
máquinaMecánico golpe
Golpes mala
manipulacíon
de
herramientas
7 12 9 10 6 540 MEDIO 39% 2 1080 BAJO
Pasar masa de
foam por el
modulo
Mecánico corte Corte en
mano7 12 15 10 6 900 ALTO 39% 2 1800 MEDIO
Llevar lamina
de foam a
rodillo
transportador
Mecánico caida
mismo nivel
Caída mismo
nivel7 12 7 6 6 252 BAJO 39% 2 504 BAJO
Colocación de
lamina de
foam en el
rodillo
rebobinador
Mecánico
atrapamiento de
mano
Atrapamiento
de mano7 12 7 6 6 252 BAJO 39% 2 504 BAJO
Sacar rollo de
foam del
rebobinador
Mecánico corte Corte en
mano3 12 12 8 6 576 MEDIO 17% 1 576 BAJO
Transpor rollo
al
almacenamien
to temporal
Mecánico golpe
Golpe con
objetos no
moviles
3 12 12 8 6 576 MEDIO 17% 1 576 BAJO
Estibar rollo y
colocar un
ventilador
Mecánico caida
mismo nivel
Caída mismo
nivel3 12 8 4 6 192 BAJO 17% 1 192 BAJO
RE
CE
PC
IÓ
N D
E M
AT
ER
IA
PR
IM
AE
XT
RU
ID
OA
LM
AC
EN
AM
IE
NT
O
TE
MP
OR
AL

Anexos 95
ANEXO Nº7
MATRIZ DE RIESGOS PROCESO DE TERMOFORMADO
TA
RE
AS
RIESGOS MECANNICO VALORACION
ANALISIS DE LOS RIESGOS MECANICOS EN UNA EMPRESA DE PLÁSTICOS
PROCESO TERMOFORMADO (METODO FINE)
AC
TIV
ID
AD
ES
PR
IN
CIP
AL
ES
FACTO R DEL
RIESGO
PO SIBLES
EFECTO S
# DE
TRABJ.
EXP.
HO RAS DE
TRABAJO
Co
nsecu
en
cia
Pro
ba
bil
ida
d
Ex
po
sic
ión
Gra
do
de
Peli
gro
IN
T.
1 P
or
Ex
po
sic
ión
%
Fa
cto
r d
e
Po
nd
era
cio
n
Gra
do
de
Rep
ercu
cio
n
IN
T.
2 P
or
rep
ercu
cio
n
TA
RE
AS
PR
EP
AR
AC
IO
N D
E R
OL
LO
S F
OA
MA
CT
IV
ID
AD
ES
PR
IN
CIP
AL
ES
Sacar rollos de
bodega y ponerlo
en la carrera
Mecànico golpe
Golpes con
objetos no
moviles
11 8 12 8 6 576 MEDIO 9% 1 576 BAJO
Llevar rollo a la
balanza para
pesarlo
Mecànico golpe
Golpes con
objetos no
moviles
11 8 12 7 6 504 MEDIO 9% 1 504 BAJO
Bajar rollo,
pesarlo y
colocarlo de
nuevo en la
carreta
Mecànico golpe
Golpes con
objetos no
moviles
11 8 12 6 6 432 MEDIO 9% 1 432 BAJO
Transportar
rollo a maquinas
termoformadora
s
Mecànico caidaCaída del
mismo nivel11 8 8 6 6 288 BAJO 9% 1 288 BAJO
Cambio y ajuste
de molde de la
termoformadora
Mecànico
atrapamiento
Atrapamient
o mano11 8 7 7 6 294 BAJO 9% 1 294 BAJO
Montar rollo en
el desbobinador
Mecánico
atrapamiento
Atrapamient
o mano11 8 9 7 6 378 MEDIO 9% 1 378 BAJO
Pasar rollo por
cadena de
arrastre
Mecánico
atrapamiento
Atrapamient
o mano11 8 10 9 6 540 MEDIO 9% 1 540 BAJO
Introducir
lamina a la
termoformadora
Mecánico
atrapamiento
Atrapamient
o mano11 8 8 7 6 336 MEDIO 9% 1 336 BAJO
Se corta pedazos
dañados de la
lamina
Mecánico corte Corte mano 11 8 15 10 6 900 ALTO 9% 1 900 BAJO
Llevar la lamina
a la
troqueladora
Mecánico caidaCaída
distinto nivel11 8 8 6 6 288 BAJO 9% 1 288 BAJO
Colocar la
lamina en el
troquelado
Mecánico
atrapamiento
Atrapamient
o mano11 8 12 9 6 648 ALTO 9% 1 648 BAJO
Sacar productos
buenos y
defectuosos
Mecánico
atrapamiento
Atrapamient
o mano84 8 15 8 6 720 ALTO 72% 4 2880 MEDIO
Contar
productosMecánico caída
Caída mismo
nivel84 8 6 8 6 288 BAJO 72% 4 1152 BAJO
Enfundar
productosMecánico caída
Caída mismo
nivel84 8 6 8 6 288 BAJO 72% 4 1152 BAJO
Estibar
productosMecánico caída
Caída mismo
nivel84 8 7 8 6 336 MEDIO 72% 4 1344 BAJO
Colocar pallet a
los costados del
pasillo
Mecánico golpe
Golpes con
objetos no
moviles
10 8 9 5 6 270 BAJO 9% 1 270 BAJO
Estibar
productosMecánico caída
Caída mismo
nivel10 8 10 6 6 360 MEDIO 9% 1 360 BAJO
Llevar pallet con
montacarga
manual a la
bodega de
producto
terminado
Mecánico golpe
Golpes con
objetos no
moviles
10 8 12 6 6 432 MEDIO 9% 1 432 BAJO
PR
EP
AR
AC
IO
N D
E R
OL
LO
S F
OA
MT
ER
MO
FO
RM
AD
OE
MP
AQ
UE
TA
DO
AL
MA
CE
NA
MIE
NT
O

Anexos 96
ANEXO Nº8
ACCIDENTES OCURRIDOS EN EL AÑO 2016 EN EL ÁREA DE PRODUCCIÓN DE BANDEJAS DESCARTABLES
Nº APELLIDOS NOMBRESPARTE
LESIONADA
CLASE DE
LESIONMES
DIAS
LABORABLES
MES
DIAS
DESCANSO
ASIGNADOS
1 RODRIGUEZ PARRAGA PEDRO JACINTO Mano derecha Golpe 10
2 FERNANDEZ CEME CARLOS ALBERTO Hombro Izquierdo Golpe 11
3 MUENTES REYES DANIS ERICKDedo pulgar mano
derechaCorte 13
4 ALAY MERCHAN MEDARDO ANGEL Antebrazo DerechoContusion y
Aplastamiento 12
5 AGUIRRE TOSCANO ERICK LEONEL Mano Izquierda Corte10
6 ALVAREZ MORA DOUGLAS FRANCISCO Espalda Golpe9
7 CEDEÑO NARANJO ROBERTO CARLOS EspaldaContusion y
Aplastamiento 2
8 MORA OTAIZA PEDRO LUIS Mano Corte 1
9 DIAZ PILOZO ANDRES ALFREDO Brazo Izquierdo Golpe 1
10 GAMBOA BEDOR EFRAIN MISAEL Mano derecha Quemadura 1
11 MARTINEZ MANOBANDA ALCIVAR VINICIODedo meñique
mano derechaCorte 1
12 MONSERRATE BAZAN KLEBER JAVIERDedo anular mano
iquierdaCorte 12
13 CHUEZ GUZMAN JAIME EUSEBIO Antebrazo Derecho Corte 12
14 CONRADO ROBLES JOSE GREGORIO Corte 10
15 TABOADA MAZZINI ANGEL JAVIER
Dedo indice, medio
y anular de mano
izquierda
Corte
14
16 PINCAY PEREZ FULTON TEDDYDdedo indice mano
izquierdaCorte 8
17 PRECIADO LOOR AMADO GREGORIO Espalda Golpe 8
18 ANCHUNDIA VARGAS JAIME JACINTO
Mano izquierda
dedo medio anular
y meñique
Quemadura
10
19 MUÑOZ CERVANTES DANNY ALFONSOMuñeca de mano
derechaGolpe 24
20 PONGUILLO TORRES RAUL EMANUELDedo medio de la
mano derecha
Contusion y
Aplastamiento 1
Enero
Febrero
Marzo
Abril
mayo
Julio
Noviembre
31
29
31
30
31
30
30
CLASE DE
LESION
# DE ACCIDENTE
OCURRIDOS EN EL
AÑO 2016
DIAS PERDIDOS
POR CLASE DE
LESION
Corte 9 81
Aplastamiento 3 15
Golpe 6 63
Quemadura 2 11
Total 20 170
RESUMEN DE LOS ACCIDENTES EN EL AÑO 2016
DESCARTABLES

Anexos 97
ANEXO Nº9
CÁLCULO POR COSTO DE ACCIDENTE EN EL PRCESO DE BANDEJAS DESCARTABLES AÑO 2013
Nº
APE
LLID
OS
NO
MBR
ESPA
RTE
LESI
ON
AD
A
CLA
SE D
E
LESI
ON
MES
DIA
S
LABO
RABL
ES
MES
DIA
S
DES
CAN
SO
ASI
GN
AD
OS
SUEL
DO
BASI
CO
DIA
DE
TRA
BAJO
SUEL
DO
PO
R
INCA
PACI
DA
D
GA
STO
MED
ICO
PO
R
ACC
IDEN
TE
COST
O
DIR
ECTO
COST
O
IND
IREC
TO
TOTA
L
(CD
+CI)
1ES
PIN
OZA
SALA
ZAR
SIM
ON
BO
LIVA
RM
ANO
IZQ
UIE
RDA
TRAU
MAT
ISM
O
SUPE
RFIC
IAL
3040
0,00
$
12
,90
$
387,
10$
60
,00
$
447,
10$
89
4,19
$
1.
341,
29$
2M
OSQ
UER
A
BAU
TIST
AAL
EX JO
SEES
PALD
ATO
RCED
URA
S Y
ESG
UIN
CES
2840
0,00
$
12
,90
$
361,
29$
60
,00
$
421,
29$
84
2,58
$
1.
263,
87$
3VI
LLAC
IS Q
UIS
PEJA
IRO
JUAN
BOCA
(DIE
NTE
S)
DED
O A
NU
LAR
-
MAN
O D
EREC
HA
FRAC
TURA
3040
0,00
$
12
,90
$
387,
10$
60
,00
$
447,
10$
89
4,19
$
1.
341,
29$
4FE
RNAN
DEZ
CEM
E
CARL
OS
ALBE
RTO
OJO
IZQ
UIE
RDO
QU
EMAD
URA
1940
0,00
$
14
,29
$
271,
43$
60
,00
$
331,
43$
66
2,86
$
99
4,29
$
5PI
N M
ORE
NO
LORE
NZO
GER
MAN
MAN
O D
EREC
HA
ENTR
E D
EDO
IND
ICE
Y PU
LGAR
TRAU
MAT
ISM
O
SUPE
RFIC
IAL
2340
0,00
$
14
,29
$
328,
57$
60
,00
$
388,
57$
77
7,14
$
1.
165,
71$
6RI
VERA
ROD
RIG
UEZ
LUIS
ALB
ERTO
ESPA
LDA
TORC
EDU
RAS
Y
ESG
UIN
CES
MAR
ZO31
640
0,00
$
12
,90
$
77,4
2$
60
,00
$
137,
42$
27
4,84
$
41
2,26
$
7RI
VERA
ROD
RIG
UEZ
LUIS
ALB
ERTO
ESPA
LDA
TORC
EDU
RAS
Y
ESG
UIN
CES
1540
0,00
$
13
,33
$
200,
00$
60
,00
$
260,
00$
52
0,00
$
78
0,00
$
8N
AVAR
RETE
OLA
VEEM
ILIO
JOSE
MAN
O D
EREC
HA
TRAU
MAT
ISM
O
SUPE
RFIC
IAL
1440
0,00
$
13
,33
$
186,
67$
60
,00
$
246,
67$
49
3,33
$
74
0,00
$
9PE
RALT
A RE
INA
MAR
COS
ANTO
NIO
ROD
ILLA
-
PIER
NA
DER
ECH
A
TRAU
MAT
ISM
O
SUPE
RFIC
IAL
1540
0,00
$
13
,33
$
200,
00$
60
,00
$
260,
00$
52
0,00
$
78
0,00
$
10M
ARTI
NEZ
MAL
DO
NAD
O
MIG
UEL
SEBA
STIA
N
ANTE
BRAZ
O
DER
ECH
OQ
UEM
ADU
RA17
400,
00$
12,9
0$
21
9,35
$
60,0
0$
27
9,35
$
558,
71$
838,
06$
11TE
LLO
BU
RGO
SJU
LIO
CES
ARPI
E IZ
QU
IERD
OTR
AUM
ATIS
MO
SUPE
RFIC
IAL
1540
0,00
$
12
,90
$
193,
55$
60
,00
$
253,
55$
50
7,10
$
76
0,65
$
12TE
JEN
A
ASTU
DIL
LOJO
SÉ D
AVID
DED
O A
NU
LAR
MAN
O D
EREC
HA
OTR
AS H
ERID
ASJU
NIO
3015
400,
00$
13,3
3$
20
0,00
$
60,0
0$
26
0,00
$
520,
00$
780,
00$
13AR
IAS
MO
RAH
ECTO
R FI
DEL
DED
O IN
DIC
E
MAN
O D
EREC
HA
FRAC
TURA
JULI
O31
2140
0,00
$
12
,90
$
270,
97$
60
,00
$
330,
97$
66
1,94
$
99
2,90
$
3.28
3,44
$
12.1
90,3
2$
ENER
O
FEBR
ERO
ABRI
L
MAY
O
31 28 30 31
PERD
IDA
AN
UA
L

Anexos 98
ANEXO Nº10
CÁLCULO POR COSTO DE ACCIDENTE EN EL PRCESO DE BANDEJAS DESCARTABLES AÑO 2014
Nº
AP
EL
LID
OS
NO
MB
RE
SP
AR
TE
LES
ION
AD
A
CLA
SE
DE
LES
ION
ME
S
DIA
S
LA
BO
RA
BL
ES
ME
S
DIA
S
DE
SC
AN
SO
AS
IGN
AD
OS
SU
EL
DO
BA
SIC
O
DIA
DE
TR
AB
AJO
SU
EL
DO
PO
R
INC
AP
AC
IDA
D
GA
ST
O
ME
DIC
O P
OR
AC
CID
EN
TE
CO
ST
O
DIR
EC
TO
CO
ST
O
IND
IRE
CT
O
T
OT
AL
(C
D+
CI)
1M
OR
A
AR
BO
LE
DA
TE
OF
ILIO
EN
RR
IQU
EM
an
oQ
ue
ma
du
ra2
74
50
,00
$
14
,52
$
3
91
,94
$
60
,00
$
45
1,9
4$
9
03
,87
$
1
.35
5,8
1$
2M
AR
TIN
EZ
CA
RD
EN
AS
AN
DR
ES
SA
NT
IAG
OM
an
oC
on
tus
ion
y
ap
las
tam
ien
to3
04
50
,00
$
14
,52
$
4
35
,48
$
60
,00
$
49
5,4
8$
9
90
,97
$
1
.48
6,4
5$
3T
OR
RE
S B
RA
VO
DA
DM
IS
AL
BE
RT
OE
sp
ald
aT
rau
ma
tis
mo
Su
pe
rfic
ial
20
45
0,0
0$
1
4,5
2$
29
0,3
2$
6
0,0
0$
3
50
,32
$
70
0,6
5$
1.0
50
,97
$
4R
OD
RIG
UE
Z
AR
EC
HU
A
GO
NZ
AL
O
MA
NU
EL
Ma
no
Co
ntu
sio
n y
ap
las
tam
ien
toF
EB
RE
RO
28
20
45
0,0
0$
1
6,0
7$
32
1,4
3$
6
0,0
0$
3
81
,43
$
76
2,8
6$
1.1
44
,29
$
5P
IN A
LA
Y H
UG
O E
NR
IQU
EM
an
oC
on
tus
ion
y
ap
las
tam
ien
to3
14
50
,00
$
14
,52
$
4
50
,00
$
60
,00
$
51
0,0
0$
1
.02
0,0
0$
1
.53
0,0
0$
6V
ILL
AM
AR
AR
EV
AL
O
CA
RL
OS
AL
FR
ED
OM
an
oT
rau
ma
tis
mo
Su
pe
rfic
ial
21
45
0,0
0$
1
4,5
2$
30
4,8
4$
6
0,0
0$
3
64
,84
$
72
9,6
8$
1.0
94
,52
$
7S
UA
RE
Z G
OM
EZ
CIR
ILO
AL
FO
NS
OM
an
oC
on
tus
ion
y
ap
las
tam
ien
toJU
NIO
30
14
45
0,0
0$
1
5,0
0$
21
0,0
0$
6
0,0
0$
2
70
,00
$
54
0,0
0$
81
0,0
0$
8R
AM
IRE
Z L
INO
CH
AR
LE
S
ES
TE
BA
NM
an
oC
ort
e2
14
50
,00
$
14
,52
$
3
04
,84
$
60
,00
$
36
4,8
4$
7
29
,68
$
1
.09
4,5
2$
9S
AN
CH
EZ
MO
NC
AY
O
LU
IS G
RE
GO
RIO
Ma
no
Co
ntu
sio
n y
ap
las
tam
ien
to1
54
50
,00
$
14
,52
$
2
17
,74
$
60
,00
$
27
7,7
4$
5
55
,48
$
8
33
,23
$
10
CH
ILA
PO
RT
ILL
A
JIM
MY
ES
TE
BA
NB
razo
Tra
um
ati
sm
o
Su
pe
rfic
ial
10
45
0,0
0$
1
4,5
2$
14
5,1
6$
6
0,0
0$
2
05
,16
$
41
0,3
2$
61
5,4
8$
11
VA
RG
AS
CA
LD
ER
ON
VIC
TO
R
NO
RB
ER
TM
an
oT
rau
ma
tis
mo
Su
pe
rfic
ial
10
45
0,0
0$
1
4,5
2$
14
5,1
6$
6
0,0
0$
2
05
,16
$
41
0,3
2$
61
5,4
8$
12
GA
RC
IA
ME
ND
IET
A
FR
AN
KL
IN
GR
EG
OM
an
oE
fec
tos
de
la
ele
ctr
icid
ad
14
45
0,0
0$
1
4,5
2$
20
3,2
3$
6
0,0
0$
2
63
,23
$
52
6,4
5$
78
9,6
8$
13
PE
RA
LT
A R
EIN
A
MA
RC
OS
AN
TO
NIO
Ca
raT
rau
ma
tis
mo
Su
pe
rfic
ial
37
45
0,0
0$
1
4,5
2$
53
7,1
0$
6
0,0
0$
5
97
,10
$
1.1
94
,19
$
1.7
91
,29
$
14
RA
MIR
EZ
LIN
O
CH
AR
LE
S
ES
TE
BA
NE
sp
ald
aT
rau
ma
tis
mo
Su
pe
rfic
ial
Oc
tub
re3
11
24
50
,00
$
14
,52
$
1
74
,19
$
60
,00
$
23
4,1
9$
4
68
,39
$
7
02
,58
$
15
MO
RA
FE
RN
AN
DE
Z J
HO
NN
Y X
AV
IER
Ma
no
Tra
um
ati
sm
o
Su
pe
rfic
ial
13
45
0,0
0$
1
5,0
0$
19
5,0
0$
6
0,0
0$
2
55
,00
$
51
0,0
0$
76
5,0
0$
16
DO
MIN
GU
EZ
RO
CA
FU
ER
TE
BO
RY
S E
FR
EN
Ma
no
Co
rte
20
45
0,0
0$
1
5,0
0$
30
0,0
0$
6
0,0
0$
3
60
,00
$
72
0,0
0$
1.0
80
,00
$
17
RA
MO
S
MA
RT
ILL
O
MA
NU
EL
AL
EJA
ND
RO
Ma
no
Tra
um
ati
sm
o
Su
pe
rfic
ial
16
45
0,0
0$
1
5,0
0$
24
0,0
0$
6
0,0
0$
3
00
,00
$
60
0,0
0$
90
0,0
0$
18
SE
SM
E L
OO
RG
AL
O J
OS
EM
an
oC
ort
e1
54
50
,00
$
15
,00
$
2
25
,00
$
60
,00
$
28
5,0
0$
5
70
,00
$
8
55
,00
$
19
DE
L S
AL
TO
DU
ME
SP
ED
RO
AN
IBA
LT
es
tíc
ulo
sT
rau
ma
tis
mo
Su
pe
rfic
ial
24
45
0,0
0$
1
5,0
0$
36
0,0
0$
6
0,0
0$
4
20
,00
$
84
0,0
0$
1.2
60
,00
$
20
DIA
Z P
ILO
ZO
AN
DR
ES
AL
FR
ED
OM
an
oT
rau
ma
tis
mo
Su
pe
rfic
ial
16
45
0,0
0$
1
4,5
2$
23
2,2
6$
6
0,0
0$
2
92
,26
$
58
4,5
2$
87
6,7
7$
21
MA
TA
MO
RO
S
MA
TA
MO
RO
S
CR
IST
OP
HE
R
MIG
UE
LM
an
oC
ort
e1
34
50
,00
$
14
,52
$
1
88
,71
$
60
,00
$
24
8,7
1$
4
97
,42
$
7
46
,13
$
22
VIL
LA
MA
R M
OT
A J
IMM
Y D
E L
OS
SA
NT
OS
Ma
no
he
rid
a
tra
um
ati
ca
15
45
0,0
0$
1
4,5
2$
21
7,7
4$
6
0,0
0$
2
77
,74
$
55
5,4
8$
83
3,2
3$
23
GO
YA
SA
N-Y
EN
G J
AC
INT
O
RO
DR
IGO
Ma
no
he
rid
a
tra
um
ati
ca
20
45
0,0
0$
1
4,5
2$
29
0,3
2$
6
0,0
0$
3
50
,32
$
70
0,6
5$
1.0
50
,97
$
24
AR
RE
AG
A
VIL
LE
GA
S G
ILB
ER
RA
MO
NV
ista
Otr
as
he
rid
as
84
50
,00
$
14
,52
$
1
16
,13
$
60
,00
$
17
6,1
3$
3
52
,26
$
5
28
,39
$
25
MIR
AN
DA
AP
OL
INA
RIO
OS
CA
R
AL
EJA
ND
RO
Pie
Tra
um
ati
sm
o
Su
pe
rfic
ial
54
50
,00
$
14
,52
$
7
2,5
8$
60
,00
$
13
2,5
8$
2
65
,16
$
3
97
,74
$
26
ES
PIN
OZ
A R
IVA
SL
UIS
MIG
UE
LM
an
oQ
ue
ma
du
ra2
44
50
,00
$
14
,52
$
3
48
,39
$
60
,00
$
40
8,3
9$
8
16
,77
$
1
.22
5,1
6$
27
VIL
LA
CIS
QU
ISP
E
JAIR
O J
UA
NM
an
oA
mp
uta
ció
n
Tra
um
ati
ca
30
45
0,0
0$
1
4,5
2$
43
5,4
8$
6
0,0
0$
4
95
,48
$
99
0,9
7$
1.4
86
,45
$
7.3
53
,04
$
2
6.9
19
,12
$
En
ero
AG
OS
TO
31
MA
RZ
O3
1
JUL
IO3
1
31
NO
VIE
MB
RE
30
DIC
IEM
BR
E3
1
PE
RD
IDA
AN
UA
L

Anexos 99
ANEXO Nº11
CÁLCULO POR COSTO DE ACCIDENTE EN EL PRCESO DE BANDEJAS DESCARTABLES AÑO 2015
Nº
APEL
LIDO
SN
OM
BRES
PART
E
LESI
ON
ADA
CLAS
E DE
LESI
ON
MES
DIAS
LABO
RABL
ES
MES
DIAS
DESC
ANSO
ASIG
NAD
OS
SUEL
DO
BASI
CO
DIA
DE
TRAB
AJO
SUEL
DO P
OR
INCA
PACI
DAD
GAST
O
MED
ICO
PO
R
ACCI
DEN
TE
COST
O
DIRE
CTO
COST
O
INDI
RECT
O
TOTA
L
(CD+
CI)
1M
ORE
IRA
FERN
ANDE
Z JE
SUS
ROBE
RTCa
beza
Golp
e9
500,
00$
16,6
7$
15
0,00
$
60
,00
$
21
0,00
$
420,
00$
630,
00$
2DO
MIN
GUEZ
PIN
TO
CARL
OS
DAN
IEL
Man
oCo
rte
2350
0,00
$
16
,67
$
383,
33$
60,0
0$
443,
33$
88
6,67
$
1.
330,
00$
3M
ENDO
ZA
SOLO
RZAN
OJIM
MY
JAVI
ERM
ano
Cort
e20
500,
00$
16,6
7$
33
3,33
$
60
,00
$
39
3,33
$
786,
67$
1.18
0,00
$
4SI
GUA
LOPE
Z JH
ON
NY
JOSE
Man
oCo
rte
3050
0,00
$
16
,67
$
500,
00$
60,0
0$
560,
00$
1.
120,
00$
1.
680,
00$
5PU
LLA
YUN
GA
CARL
OS
ALBE
RTO
Pie
Golp
e8
500,
00$
16,1
3$
12
9,03
$
60
,00
$
18
9,03
$
378,
06$
567,
10$
6M
UÑ
OZ
POTE
S AN
GEL
FERN
ANDO
Pie
Golp
e15
500,
00$
16,1
3$
24
1,94
$
60
,00
$
30
1,94
$
603,
87$
905,
81$
7CA
LERO
SEL
LAN
JO
SE LU
ISVi
sta
Golp
e13
500,
00$
16,6
7$
21
6,67
$
60
,00
$
27
6,67
$
553,
33$
830,
00$
8VA
RGAS
CALD
ERO
N
VICT
OR
NO
RBER
TPi
eGo
lpe
950
0,00
$
16
,67
$
150,
00$
60,0
0$
210,
00$
42
0,00
$
63
0,00
$
9GO
NZA
LES
ESPI
NO
ZA
WIL
LIAN
ERN
ESTO
Ante
braz
oCo
ntus
ion
y
apla
stam
ient
o16
500,
00$
16,6
7$
26
6,67
$
60
,00
$
32
6,67
$
653,
33$
980,
00$
10VE
LAZC
O
CON
TRER
AS
FRAN
CISC
O
JAVI
ERM
ano
Cont
usio
n y
apla
stam
ient
oJu
lio31
1450
0,00
$
16
,13
$
225,
81$
60,0
0$
285,
81$
57
1,61
$
85
7,42
$
11M
ORA
FERN
ANDE
ZJO
NHY
JAVI
ERAn
tebr
azo
Golp
eAg
osto
3133
500,
00$
16,1
3$
53
2,26
$
60
,00
$
59
2,26
$
1.18
4,52
$
1.77
6,77
$
12LA
RA A
LVAR
ADO
JON
ATHA
N
GEO
VAN
NM
ano
Golp
eSe
ptie
mbr
e30
1250
0,00
$
16
,67
$
200,
00$
60,0
0$
260,
00$
52
0,00
$
78
0,00
$
13M
ON
SERR
ATE
BAZA
N
KLEB
ER JA
VIER
Ante
braz
oGo
lpe
1350
0,00
$
16
,13
$
209,
68$
60,0
0$
269,
68$
53
9,35
$
80
9,03
$
14GA
MBO
A BE
DOR
EFRA
IN M
ISAE
LAn
tebr
azo
Golp
e8
500,
00$
16,1
3$
12
9,03
$
60
,00
$
18
9,03
$
378,
06$
567,
10$
15BA
RAHO
NA
CRU
Z
BRAU
LIO
MIC
HAEL
Braz
oCo
ntus
ion
y
apla
stam
ient
o28
500,
00$
16,1
3$
45
1,61
$
60
,00
$
51
1,61
$
1.02
3,23
$
1.53
4,84
$
16CA
LDER
ON
TRIA
NA
LUIS
ALB
ERTO
Man
oQ
uem
adur
aN
ovie
mbr
e 15
500,
00$
16,6
7$
25
0,00
$
60
,00
$
31
0,00
$
620,
00$
930,
00$
17M
ACIA
S VA
RGAS
MAR
CO
ANTO
NIO
Man
oCo
rte
3050
0,00
$
16
,67
$
500,
00$
60,0
0$
560,
00$
1.
120,
00$
1.
680,
00$
18DI
AZ A
LMEI
DAM
ICHA
EL
STEV
ENHo
mbr
oGo
lpe
Dici
embr
e 31
3850
0,00
$
16
,13
$
612,
90$
60,0
0$
672,
90$
1.
345,
81$
2.
018,
71$
5.48
2,26
$
19.6
86,7
7$
Abril
30 30
PERD
IDA
ANU
AL
31O
ctub
re
may
o31
juni
o30

Anexos 100
ANEXO Nº12
PROCEDIMIENTOS DE TRABAJO SEGURO TERMOFORMADO
PROCEDIMIENTO PARA RELIZAR TRABAJOS EN EL AREA
DE MOLDEO DURANTE EL PROCESO DE TERMOFORMADO
1. El operador debe parar el moldeo y troquelado de la máquina desde
botones de control
2. El operador debe llamar al ajustador del turno que se encargará de:
2.1. Asegurarse que el moldeo y troquelado estén bien detenidos y
abrir el molde manualmente desde botones de control de la
maquina
2.2. Por seguridad proceder a apagar bomba hidráulica de la maquina
2.3. Colocar entre las placas del molde el taco de madera de seguridad
que está ubicado en una canastilla a un costado
2.4. Proceder a dar limpieza al molde
2.5. Inspeccionar que este retirado en su totalidad cualquier objeto o
impureza dentro del molde
2.6. Retirar taco de madera de seguridad
2.7. Poner taco de madera de seguridad en canastilla ubicada a un
costado de la maquina
2.8. Dar aviso a todos los ayudantes que se procederá a dar arranque
a la maquina
2.9. Proceder a dar arranque a la maquina
2.10. Para separar fundas pegadas queda prohibido el uso de aire
comprimido ya que esta acción se realizara manual mente.
2.11. Tener mucho cuidado con el uso del estilete ya que este es
causa principal de accidente en la sección.

Anexos 101
INSTRUCTIVO DE LIMPIEZA DE TUNELES TERMOFORMADO
FRECUENCIA
a) En cada cambio de molde o cuando sea necesario o reparación.
b) Cuando las máquinas se encuentren inactivas por
Mantenimiento o Programación.
CAMBIO DE MOLDE:
1. Apagar temperaturas del túnel de calefacción
2. Levantar la tapa de resistencia superior
3. observar ( ajustador) si existe material derretido acumulado en la
parte inferior del túnel de calefacción
4. Si existe material esperar a que enfrié el túnel aproximadamente
una hora para proceder a la respectiva limpieza (operador)
mientras el ajustador sigue con el cambio de molde.
5. El ajustador después de realizar el cambio de molde debe volver
a inspeccionar que se haya hecho una correcta y adecuada
limpieza.
6. Si no existen novedades se procede a calentar la máquina.
INSTRUCTIVO CAMBIO DE ROLLO TERMOFORMADO
FRECUENCIA: Cada que se termine un rollo o se arranque lamina de
foam.
1. Subir las escaleras y situarse en la plataforma de la
termoformadora
2. Abrir el seguro para abrir la ruedas de avance del troquelado

Anexos 102
3. Desde la plataforma halar hacia arriba la lámina que sobra del
rollo que queda aprisionada por las ruedas de avance en la
placa de deslizamiento de lámina para troquelado.
PRECAUCION: No se debe empujar la lámina desde la rampa
hacia al molino.
4. Montar el nuevo rollo y pasarlo por el des bobinador de rollos
5. En el caso de la termo formadora nº 14 colocar la barra des
bobinadora con los añillos de centrado para que este no se des-
centre y se mantenga en su lugar
6. Pasar la lámina por el túnel de calefacción y el sistema de
moldeo colocar la lámina termo formada por las guías con
dirección hacia el troquelado
7. Cerrar el seguro de las ruedas de avance del troquelado si
existe alguna anomalía en el proceso apagar el sistema de
troquelado y llamar al personal autorizado para gestionar el
correctivo o reparación:

Anexos 103
ANEXO Nº13
Resolución C.D. 513
“REGLAMENTO DEL SEGURO GENERAL DE RIESGOS DEL TRABAJO”
CAPÍTULO XI
De la Prevención de Riesgos del Trabajo
Art. 53.- Principios de la Acción Preventiva.- En materia de riesgos
del trabajo la acción preventiva se fundamenta en los siguientes
principios:
a) Control de riesgos en su origen, en el medio o finalmente en el
receptor.
b) Planificación para la prevención, integrando a ella la técnica, la
organización del trabajo, las condiciones de trabajo, las relaciones
sociales y la influencia de los factores ambientales;
c) Identificación de peligros, medición, evaluación y control de los
riesgos en los ambientes laborales;
d) Adopción de medidas de control, que prioricen la protección
colectiva a la individual;
e) Información, formación, capacitación y adiestramiento a los
trabajadores en el desarrollo seguro de sus actividades;
f) Asignación de las tareas en función de las capacidades de los
trabajadores;
g) Detección de las enfermedades profesionales u ocupacionales; y,
h) Vigilancia de la salud de los trabajadores en relación a los factores
de riesgo identificados.
Art. 57.- Evaluación de la Prevención de Riesgos del Trabajo.- Para
evaluar la Prevención de Riesgos del Trabajo, el empleador o el

Anexos 104
asegurado remitirá anualmente al Seguro General de Riesgos del Trabajo
los siguientes índices reactivos:
a) Índice de frecuencia (IF)
El índice de frecuencia se calculará aplicando la siguiente fórmula:
IF = # Lesiones x 200.000 / # H H/M trabajadas
Dónde:
# Lesiones = Número de accidentes y enfermedades profesionales
u ocupacionales que requieran atención médica (que demande
más de una jornada diaria de trabajo), en el período.
# H H/M trabajadas = Total de horas hombre/mujer trabajadas en la
organización en determinado período anual.
b) Índice de gravedad ( IG)
El índice de gravedad se calculará aplicando la siguiente fórmula:
IG = # días perdidos x 200.000 / # H H/M trabajadas.
Dónde:
# Días perdidos = Tiempo perdido por las lesiones (días de cargo
según la tabla, más los día actuales de ausentismo en los casos de
incapacidad temporal).
# H H/M trabajadas = Total de horas hombre/mujer trabajadas en la
organización en determinado período (anual).
c) Tasa de riesgo ( TR)
La tasa de riesgo se calculará aplicando la siguiente fórmula:
TR = # días perdidos / # lesiones
o en su lugar:
TR = IG / IF
Dónde:
IG= Índice de gravedad
IF = Índice de frecuencia

Anexos 105
Las empresas o asegurados incluirán además los indicadores
proactivos que consideren apropiados y necesarios para su acción
en la prevención de riesgos laborales.
El reporte será remitido durante el mes de enero de cada año.

BIBLIOGRAFÍA
Areli. (25 de Marzo de 2008). Seguridad e Higiene Industrial.
Recuperado el 29 de Octubre de 2017, de
http://seguridadhigiene.wordpress.com/2008/03/25/actos-
inseguros/
Arely. (26 de Marzo de 2008). Seguridad e Higiene Industrial.
Recuperado el 29 de Octubre de 2017, de wordpress:
http://seguridadhigiene.wordpress.com/2008/03/26/condiciones-
inseguras/
Camba Guaranda, V. A. (2015). Identificación y Evaluación de los
Factores de Riesgo Laborales popr puestos de trabajo en la
Empresa OPlasticos Panamericanos S.A. por el Metodo de
Evaluacion de Riesgos INSHT. Guayaquil.
Cedillo Moran, A. R. (2016). Análisis de los Riesgos Mecanicos que
estan expuestos los Trabajadores en Trituradora de Botellas.
Guayaquil.
Constitución. (2008). Constitución de la Republica del Ecuador. Quito.
IESS, D. E. (2017). 2393 Reglamento de Seguridad y Salud de los
Trabajadoes y Mejoramiento del Medio Ambiente de Trabajo .
Guayaquil.

IESS-CD.513. (2017). Resolución C.D. 513 Reglamento de Seguro
General de Riesgo de Trabajo. Guayaquil.
Mera Mora, M. L. (2013). Implementacion de un sistema de gestion en
seguridad industrial y salud ocupacional en la empresa agripac.
Guayaquil.
NTC 3701. (1995). HIGIENE Y SEGURIDAD, GUIA PARA LA
CLASIFICACION, REGISTRO Y ESTADISTICA DE ACCIDENTES
DEL TRABAJO Y ENFERMEDADES PROFESIONALES. En
INCOTEC, NORMA TECNICA COLOMBIANA. BOGOTA : I.C.S.:
13.100.00.
OHSAS 18000, I. N. (2 de Febrero de 2015). OHSAS 18000. Recuperado
el 23 de Diciembre de 2017, de INTRODUCCION A LA
NORMATIVA OHSA 18000:
http://www.ccichonduras.org/website/Descargas/presentaciones/20
15/02-Febrero/OSHAS_18000.pdf
OHSAS 18001. (Julio de 2007). Sistema de Gestión en Seguridad y
Salud Ocupacional – Requisitos. Gran Bretaña: The OHSAS
Project Group Secretariat.
OIT DL 16998. (2 de AGOSTO de 1979). LEY GENERAL DE HIGIENE Y
SEGURIDAD OCUPACIONAL y BIENESTAR. Recuperado el 23 de
DICIEMBRE de 2017, de:
http://www.ilo.org/dyn/travail/docs/1427/LEY%20GENERAL%20DE
%20HIGIENE%20Y%20SEGURIDAD%20OCUPACIONAL%20Y%
20BIENESTAR.pdf

OIT. (s.f.). Organización Internacional del Trabajo. Recuperado el 28 de
Octubre de 2017, de: www.ilo/inform/online-information-
resources/research-guides/history/lang-es/index.htm.
Perez Lavayen, C. I. (2016). Analisis de los Risgos Mecánicos en el area
de produccion de la empresa EPAGRAM S.A. Guayaquil.
Pimentel, H. (19 de Septiembre de 2012). www.epsica.com. Recuperado
el 28 de Octubre de 2017, de
http://www.law.fsu.edu/journals/transnational/vol15_1/kagan.pdf
Pinillos Chávez, J. (11 de Agosto de 2008). Higiene y Seguridad
Industrial. Recuperado el 09 de Noviembre de 2017, de
m.monografias.com/trabajos60/higiene-seguridad-industrial.shtml
Ramos Leon, J. A. (2016). Analisis de los Riesgos Mecanicos en el Área
de Producción de la Planta #6 en la Empresa Martizining.
Guayaquil.
Wikipedia. (21 de Octubre de 2017). Wikipedia. Recuperado el 21 de
Octubre de 2017, de:
wikipedia.org/wiki/organizacion_internacional_del_trabajo