Embed Size (px)
Citation preview
8/3/2019 Thermal Ben to Nites
http://slidepdf.com/reader/full/thermal-ben-to-nites 1/14
T H E R M A L ST A B I L I T Y O F B E N T O N I T E S I N
F O U N D R Y M O L D I N G S A N D *
hy
GEORGE J . VINGAS and ARTHU R H . ZRIM SEK J
M agne t Cove Bar ium Corpora t ion , Ar l ing ton He igh t s , I l l i no i s
A B S T R A C T
THE EFFECTS of hea t on the behav io r o f sod ium and ca l c ium ben ton i t e i n bond ingfoundry sands were s tud ied .
Tes ts such as d i f ferent ia l thermal analys is , v iscos i ty , and mel t ing or v i t r i f ica t iontempera tu res do no t i nd i ca t e t he su i t ab i l i t y o f a ben ton i t e fo r foundry use .
The de t e r io ra t ion t empera tu res o f sod ium and ca l c ium ben ton i t e a r e 1180° and 600°Frespect ive ly .
React iv i t ies of bentoni tes wi th cerea l as af fec ted by tempera ture and mul l ing were a lsos tudied . Flowabi l i ty of sands , def ined as mold dens i f lca t ion in th is paper , i s be t ter wi thhea t ed ca l c ium than sod ium ben ton i t e .
He a t in g ben to n i t e s a lone does no t s imu la t e t he cond i t i ons encoun te red in hea t ingben ton i t e - sand mix tu res i n a mold .
I N T R O D U C T I O N
SYNTHETIC molding sands, used by th e foundry ind ustry to con tain and sh apeliquid metal, are essentially composed of a pure quartz sand, bentonite, andan additive, such as pulverized coal or cereal, and water.
The molding sand is mixed in a sand muUer and is used to prepare a mold.Molten metal is pou red into th e ca vity. A fter t he m etal solidifies, the resultingcasting is removed from the mold for final cleaning.
Most iron foundries re-use the sand indefinitely, but steel foundries favorthe use of facing san d, prep ared from all new mate rials, for the surface again stthe casting, with the bulk of the mold made with the re-used sand.
The foundry literature (Zrimsek and Vingas, 1960, 1961a, b and c; 1962;Vingas and Z rimsek, 1961; He ine et al., 1959; Ojala, 1962) contains considerable information on the properties of bentonite-bonded new sand mixtures.Few data have been presented on the rate and nature of changes producedby re-use.
The high temperature of the metal during casting heat-treats the molding
* Th e wr i t e r s t ha nk M agne t B ar ium Corpora t ion fo r pe rmis s ion to conduc t t heseexpe r imen t s and pub l i sh t he r e su l t s .
t P .O . Bo x 355, Ar l ing ton He igh ts , I l l inois .
367
8/3/2019 Thermal Ben to Nites
http://slidepdf.com/reader/full/thermal-ben-to-nites 2/14
368 THIR TEE NTH NATIONAL CONF ERENC E ON CLAYS AND CLAY MINERALS
sand to tem peratures ranging from room to pouring temp erature of the m etal.At some temperature, the bonding agents in the sands become inactive, andare replenished by new ma terials. K nowledge of th e effects of tem per ature on
foundry molding materials is, therefore, impo rtant, t o d etermine the a mou ntof new materials to be added, and to know the rate of accumulation of inactive materials within the sand system as it recirculates. Such materials canpromote many defects in the final casting (Ojala, 1962).
The experiments reported were concerned mainly with the behavior ofbentonites heat-treated at various tempe ratures. The studies of heat transferthrough molding sand conducted by Paschkis, 1945; Pellini, 1951; Ruddle,1957; Marek, 1963, will be useful in applying these findings. Previouslypublished data (Zrimsek andVingas, 1960,1961a,bandc.VingasandZrimsek1961, 1962; Heine, et al., 1959; Ojala, 1962) on new sand mixtures provide
an understanding of the design of this experiment. The effects of heat-treatment systems that include combinations of variables encountered in regularfoundry practice were investigated.
Some specifications for bentonites for foundry use call for tests for viscosity, liquid limit, gel strength, water repellency, fusion or vitrificationtem pe ratu re, differential th erm al analysis, or ion exchang e ability, which ma yrelate to the mineralogy of the bentonites, but do not predict directly theirsuitability for making a satisfactory mold and a satisfactory casting.
Clays in general and bentonites in particular are added to foundry moldingsands primarily to bind the aggregate together when making a mold. The
mold mu st ma intain its shape while the m etal is poured and until the castingsolidifies. The adhesive and cohesive forces of the sand-bentonite-watermixtures are evaluated by the resistance of the mixture to compression orshear in the green (undried) or dry state. Vingas and Zrimsek (1963) showedthat the mechanical properties alone cannot predict the performance ofadequately bonded aggregate for the production of defect-free castings.
The effects of heat-treated bentonites, when mixed with sand, on themechanical and physical properties and on bonding ability and viscosity havebeen systematically evaluated. The temperature at which bentonites ceaseto act as bonds was determined. The limitations of the mechanical and physi
cal prop erties to predict and eva luate the qua lity of re-used sands wasshown. Foun dry molding sand s are complex aggregates, and heat treatingthe benton ites separately does not simulate the heat treatm ent induced bythe casting process or their reactivity to additives such as cereal.
The tests used are described in the Foundry Sand Handbook, 7th edition,1963.
E X P E R I M E N T A L
Two bentonites were investigated: a sodium (western) and a calcium
(southern) bentonite, mined and processed in Greybull, Wyoming andKosciusko, Mississippi respectively. The bentonite was dried to 7 per cent
8/3/2019 Thermal Ben to Nites
http://slidepdf.com/reader/full/thermal-ben-to-nites 3/14
THERMA L STABILITY OF BEN TON ITES IN FOU NDR Y MOLDING SAND 369
water content and ground so that 90 per cent was finer than a no. 200 sieve.The behavior of the two bentonites after heat treatment was evaluated,
with the water content of the sand mixture, the mulUng response and ram
ming as variables. Tests were performed to evaluate the effects of cerealflour on heat-treated western bentonite and the effects of heat-inactivatedwestern bentonite on new western be ntonite.
Heat Treatment of Bentonites
The bentonites were heat-treated in a 10 x 9 x 13-in. electrically heatedfurnace. After the tem pera ture was stabilized at the desired tempe rature , t hebentonite contained in a 5|-in. i.d. by 10-in. high clay-graphite crucible wasplaced in the furnace.
A chromel-alumel thermocouple connected to a potentiometer was immersed in the bentonite sample. The sample was left in the furnace for atleast 3 hr after th e imme rsed thermo couple reached the stabilized t em pe rat ureof the furnace.
Eac h of the bentonites was evaluated as received and after he at tre atm en tto the various temperatures shown in the illustrations. The evaluation wasperformed on sand mixtures prepared by two methods of mixing, an efficientmethod and another that involved only stirring the aggregate.
The sand was a 51.3 AFS FN (Foundry Sand Handbook, 1963) Wisconsinpure silica sand, the sieve analysis of which is shown in Table 1.
T A B L E 1 . — S C R E E N A N A L Y S I S O F B A S E
S A N D U S E D
U . S . s t an da r d s i eve no . Re ta ined %
20
30
40
50
70
100
140200
Pan
0.0
2.6
19.3
30.1
24.4
15.1
5.62.4
0.6
Mulling
In t he first m etho d of mulling, 1250-g sand an d 100-g bento nite to be teste dwere placed in a 12-in. Cincinnati muUer and mulled dry for 15 to 20 sec.Water was added, and the mulling continued for 6 min more.
For the second me thod , 1250-g sand was placed in the muUer, the w heels ofwhich were removed, water was added, stirred with the plows only until
distribu ted (30-35 sec) and the 100 g of bento nite was then a dde d and stirringcontinued for an additional four minutes.

8/3/2019 Thermal Ben to Nites
http://slidepdf.com/reader/full/thermal-ben-to-nites 4/14
370 THIRTEENTH NATIONAL CONFERENCE ON CLAYS AND CLAY MINERALS
Each sand-be ntonite- tempe rature-mull ing combination was tested at fivelevels of water content, ranging from 2-5 per cent for the sand mixturesmulled with the wheels, and 3-6 per cent for those stirred.
Tests
The sand mixtures were discharged into polyethylene bags and tested formoisture content, green compression strength, green shear strength, drycompression strength, and dry shear strength at 3 rams. The density of thesand m ixt ure w as also checked at 1, 3, 5, 7 and 10 ram s (Zrimsek an d Vingas,1961b). The sand mixtures were also riddled through a J-in. screen into a250-cc volume and the density was calculated and reported as riddled densityin lb. per ft*.
Cereal Effects
The western bentonite, heat-tre ated to 1120°F., continued to act as a bondin sand. To study the reactivity of this heat-treated bentonite to cereal andcompare it to the reactivity already established (Vingas and Zrimsek, 1963)in new sand mixtures, some limited data were collected.
A mixture of 1250-g sand, 62.5-g (4.75 per cent) heat-treated and as-received be nto nit e, an d 12.5-g (1 per cent) cereal were mu lled (w ith muUerwheels on) as described above, at five moisture levels. The mechanicalproperties of these systems were used for comparison and determination ofthe effects of heat treatment on the reactivity of western bentonites tocereal.
Effects of Heat-Inactivated Bentonite
Th e western bentonite heate d to 1180°F or above ceased to react as a bon dwhen mixed with sand. Five per cent of the heat-inactivated bentonite at1700°F was mixed with sand and new western bentonite (7.45 per cent),mulled as described earlier (with muller wheels on) at five water levels, andthe physical properties checked. Subsequently, mulled sand containing 5 percent new western benton ite and w ater was hea ted a t 1700°F for three ho urs.
This sand was mulled (with wheels on) with 7.45 per cent new bentonite atfive water levels and the physical properties were checked. The physicalproperties of the two systems containing the heat-inactiva ted benton ite werecompared to th e system containing only new western bentonite (at the samelevel, 7.45 per cent).
Viscosity Tests
Sodium (western) bentonite when mixed with water exhibits viscosity,and it is common for some foundries to evaluate this property. The sodiumbentonite as received and all heat-treated samples were also checked for
viscosity. This was done by mixing 24-g (6 per cent) bentonite with 376 cm*distilled wa ter in a H am ilton B each mo del 3D mix er for 6 min . The suspension
8/3/2019 Thermal Ben to Nites
http://slidepdf.com/reader/full/thermal-ben-to-nites 5/14
THERM AL STABILITY OF BENTO NITES IN FOUNDR Y M OLDING SAND 37 1
was the n checked for viscosity with a F an n V.G. Viscosimeter at 600 rpm , andcalculated in centipoises.
R E S U L T S
Because of the volujne of data collected, all results are presented in graphicform. Not all the data on cereal are presented since doing so would be repetit ive.
D I S C U S S I O N
We studied the deterioration of bentonites and the behavior of moldingsands containing heat-treated and deteriorated bentonites mixed with new,
unused materials.Several investigations (Hofmann, 1958; Grim and Cuthbert, 1945) have
been conducted to establish the deterioration temperature of various bentonites. In Europe, where sodium bentonites are scarce, the investigatorsusually attempt to alter the calcium bentonite to sodium by treatment withsodium salts. In most investigations, the major variables encountered inregular foundry practice, such as water content, mulling response andramming energy, are maintained constant. As shown previously (Zrimsek andVingas, 1%0, 1961a, b, Vingas and Zrimsek, 1961, 1962; Heine, et al., 1959)molding-sand data, unless collected on a system basis, are almost impossible
to analyze accurately.This study shows the differences between sodium and calcium bentonites
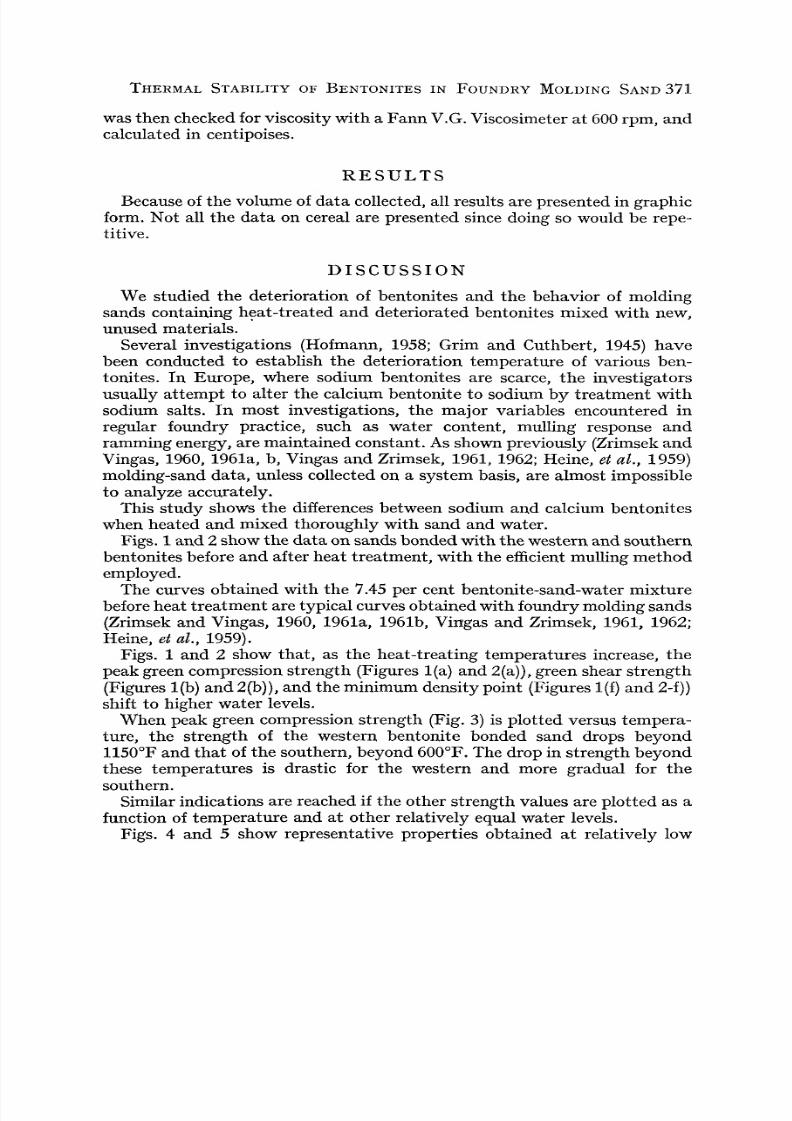
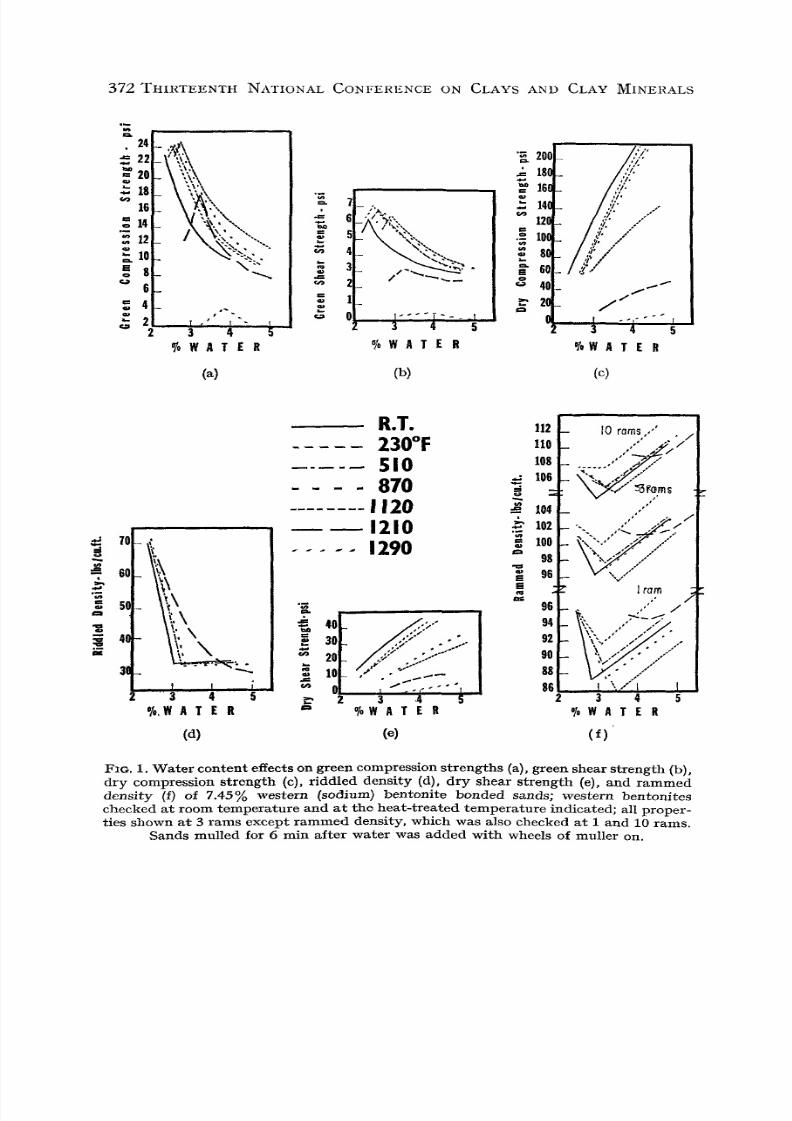
when heated and mixed thoroughly with sand and water.Figs. 1 and 2 show the d ata on sands bonded with the western and so uthern
bentonites before and after heat treatment, with the efficient mulling methodemployed.
The curves obtained with the 7.45 per cent bentonite-sand-water mixturebefore heat trea tm en t are typical curves obtained w ith foundry m olding sand s(Zrimsek and Vingas, 1960, 1961a, 1961b, Vingas and Zrimsek, 1961, 1962;Heine, et ah, 1959).
Figs. 1 and 2 show that, as the heat-treating temperatures increase, thepeak green compression stren gth (Figures 1(a) and 2(a)), green shear s tren gth(Figures 1(b) an d 2(b)), an d th e m inim um de ns ity point (Figures 1(f) an d 2-f))shift to higher water levels.
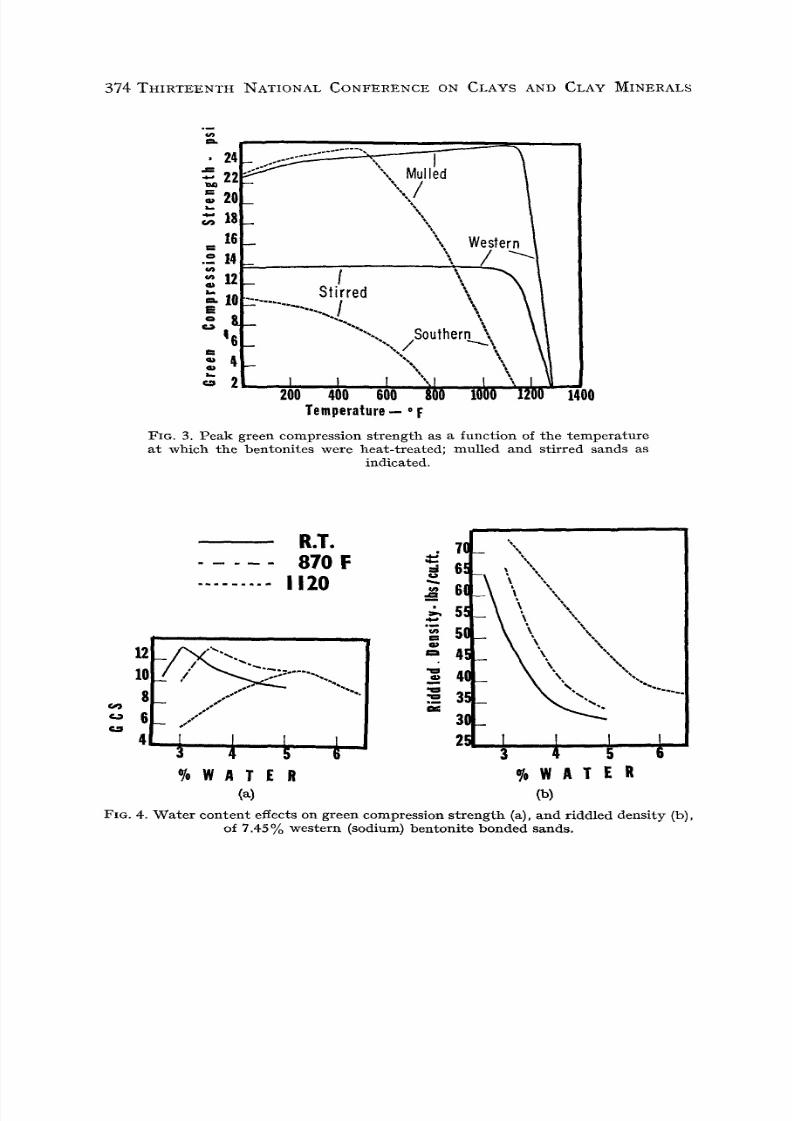
When peak green compression strength (Fig. 3) is plotted versus temperature , the strength of the western bentonite bonded sand drops beyond1150°F and th at of the southern, beyond 600°F. The drop in streng th beyo ndthese temperatures is drastic for the western and more gradual for thesouthern.
Similar indications are reached if the other strength values are plotted as a
function of temperature and at other relatively equal water levels.Figs. 4 and 5 show representative properties obtained at relatively low
8/3/2019 Thermal Ben to Nites
http://slidepdf.com/reader/full/thermal-ben-to-nites 6/14
372 T H I R T E E N T H N A T I O N A L C O N F E R E N C E ON C L A Y S AND C L A Y M I N E R A L S
^. 2'
S 22
•= 20
- 18CO
16
S l 4
S 12
5 8
" 6
*• 2
- < %
;\l\
_
1 , ' . . . 1 - 13 4
% W A T E R
(a)
i
•a
£K
ss
s
7
6
5
4
1
2
1
0
- \ **̂ v\- ^0^*\X
^ ^ • v ^ ^ ^ . - ^ - *
' /-^-ti__
\ i \ I
% W A T E R
(b)
-£ .200
k 180_
S" 16(-W
- 14t_
12(1B
.2 lot
•S. 80
E 60
« 40
ST 20
o
0
_
i
/.'/'/>'/"
/•'•
/ ''''/ ' • ' *
/ '"
/ 'i ' /
1 i /' // /, / /
^-^^
/ "1 - - i " ' 1
i i 5
? • W A T E R
R.T.
cB
i5?
ia
1S
70
60
50
40
3e
1\\\
\^ \\ v \\ \ . \
\LX1 1 f
3 4 S
%.W A T E R
(d )
230°F
510
8701120
1210
1290
10 r a m s , / '
isV J
="
4 0
3 0
?0
10
0
i
' •
, ' > 'c' :-'-'
3 4 S
* W A T E R
(e)
3 4 5
^0 W A T E R
( f )
F I G . 1. Water content effects on green compression strengths (a), green shear strength (b),
dry compression strength (c), riddled density (d), dry shear strength (e), and rammed
density (f) of 7.45% western (sodium) bentonite bonded sands; western bentonites
checked at room temperature and at the heat-treated temperature indicated; all proper
ties shown at 3 rams except rammed density, which was also checked at 1 and 10 rams.
Sands mulled for 6 min after water was added with wheels of muUer on.
8/3/2019 Thermal Ben to Nites
http://slidepdf.com/reader/full/thermal-ben-to-nites 7/14
T H E R M A L S T A B I L I T Y OF B E N T O N I T E S IN F O U N D R Y M O L D I N G S A N D 373
3 4 5
% W Jl T E R
(a) (b) (c)
-
-—
J;
-
_ - v
- \
-
lOram /1 X. ;•-'1 /,• ,V
3 ram /
- 1 . ^
-^y\ j . ~
/
1 ' ~ ' - " r ' 13 4 5
• ? . W A T E R
( f )
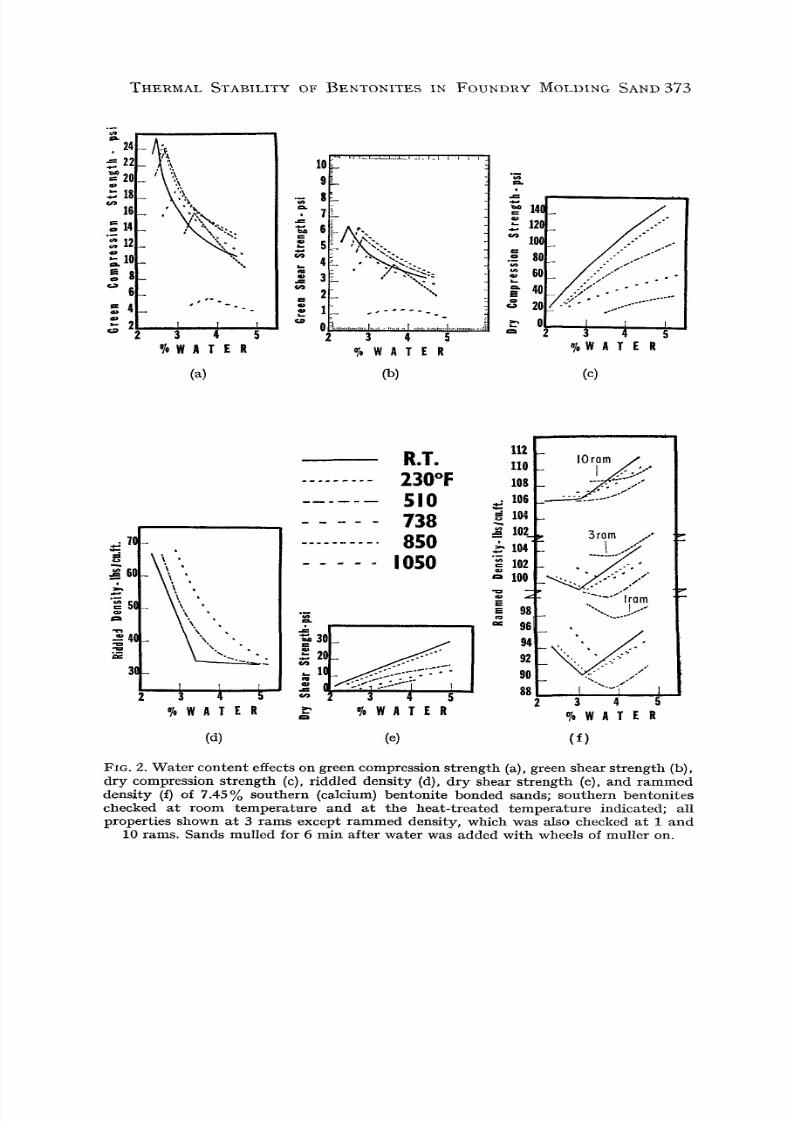
F I G . 2. Water content effects on green compression strength (a), green sliear strength (b),
dry compression st rength (c), riddled dens ity (d), dr y shear st rength (e), and ramme d
density (f) of 7.45% southern (calcium) bentonite bonded sands; southern bentonites
checked at room temperature and at the heat-treated temperature indicated; all
properties shown at 3 rams except rammed density, which was also checked at 1 and
10 rams. Sands mulled for 6 min after water was added with wheels of muUer on.
8/3/2019 Thermal Ben to Nites
http://slidepdf.com/reader/full/thermal-ben-to-nites 8/14
374 THIRTEENTH NATIONAL CONFERENCE ON CLAYS AND CLAY MINERALS
200 400 600Temperature— "F
Tm WOO
F I G . 3 . Peak g reen compres s ion s t r eng th a s a func t ion o f t he t empera tu rea t wh ich the ben ton i t e s were hea t - t r ea t ed ; mu l l ed and s t i r r ed sands a s
ind ica t ed .
R.T.870 F
1120
CO
G 3
''• 1 i i i% W A T E R
(a )
FI G . 4. W at er co nte nt effec ts on green comp ress ion s t r en gt h (a) , an d r iddled dens i ty (b),o f 7 .45% wes te rn ( sod ium) ben ton i t e bonded sands .
8/3/2019 Thermal Ben to Nites
http://slidepdf.com/reader/full/thermal-ben-to-nites 9/14
THERM AL STABILITY OF BENTON ITES IN FOUNDRY M OLDING SAND 375
mulling efficiency. The peaks exhibited by the green strengths, compressionand shear, are reduced and the influence of water content is diminished. Theresulting curved maxima occur at substantially higher water levels. At thislow mulling efficiency level, if any of the green strengths are plotted at thesame relative wetness versus temperature, the apparent deterioration temperature of southern begins at a lower temperature than when the sand mixture was thoroughly mtdled. The ability of the bento nite after he at trea tm en tto rehydrate, plasticize, and act as a bond is readily measured by the mullingresponse.
R . T .
230°F
510738
108
«« 6
Z ^2
-X"^\./ /'"T-'-^'-^-^'-i^
/ - '
/ /
~" ,<--
•''** I I\ 4 5
Vo W A T E R
es
^CO
a>
1^
80
70
60
50
40
3 .
- \
\. \
^ *.
\ \ '.
\V"'.' \ \ " • • • - .\ \
^ , , ,
% W A T E R
{b )
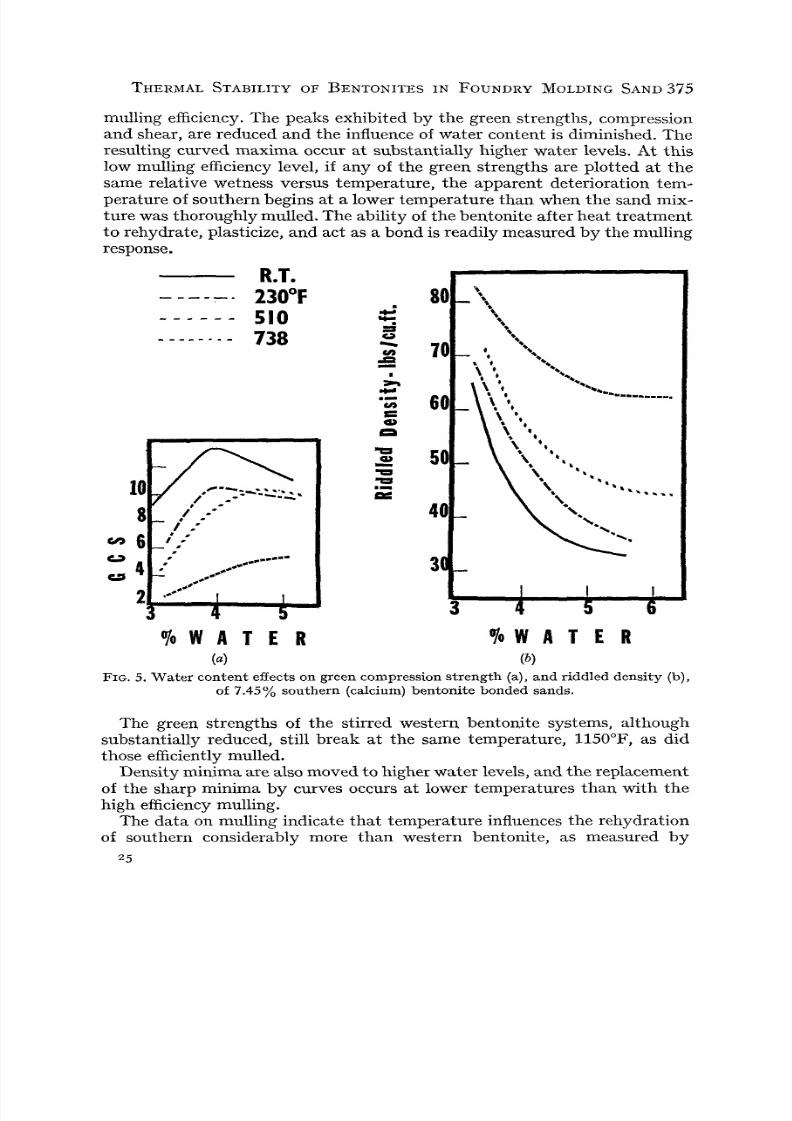
F I G . 5. W at er co nte nt effects on green com press ion s t ren gth (a), an d r iddled dens i ty (b) ,of 7 .45% southern (ca lc ium) bentoni te bonded sands .
The green strengths of the stirred western bentonite systems, althoughsubstantially reduced, still break at the same temperature, 1150°F, as didthose efficiently mulled.
Density minim a are also moved to higher water levels, and the replacementof the sharp minima by curves occurs at lower temperatures than with thehigh efficiency mulling.
The data on mulling indicate that temperature influences the rehydrationof southern considerably more than western bentonite, as measured by
2 5
8/3/2019 Thermal Ben to Nites
http://slidepdf.com/reader/full/thermal-ben-to-nites 10/14
376 THIRTEENTH NATIONAL CONFERENCE ON CLAYS AND CLAY MINERALS
mulling response. The same data, however, show that with the low mullingefficiency new as-received western bentonite responds to mulling more readilytha n so uthern. This is con trary to w hat w as previously reported (Vingas and
Zrimsek , 1961) wh en the low mu lling efficiency w as designed differently. Inthat work, the low muUing efficiency was simulated by placing the sand andben ton ite in an 18-in. muUer an d m ixing for 30 sec. W ate r was add ed, and themulling was continued for 2 min more.
T he direct relationsh ip betw een 1- an d 10-ram den sity differential (Zrimsekand Vingas, 1961b, 1963; Vingas and Zrimsek, 1962) and the percentage ofbento nite present in a sand m ixture , when checked at an y w ater contentbeyond the m inimum density point, is sub stantiated by this experiment.
BD I B P MOOTemperature — °F
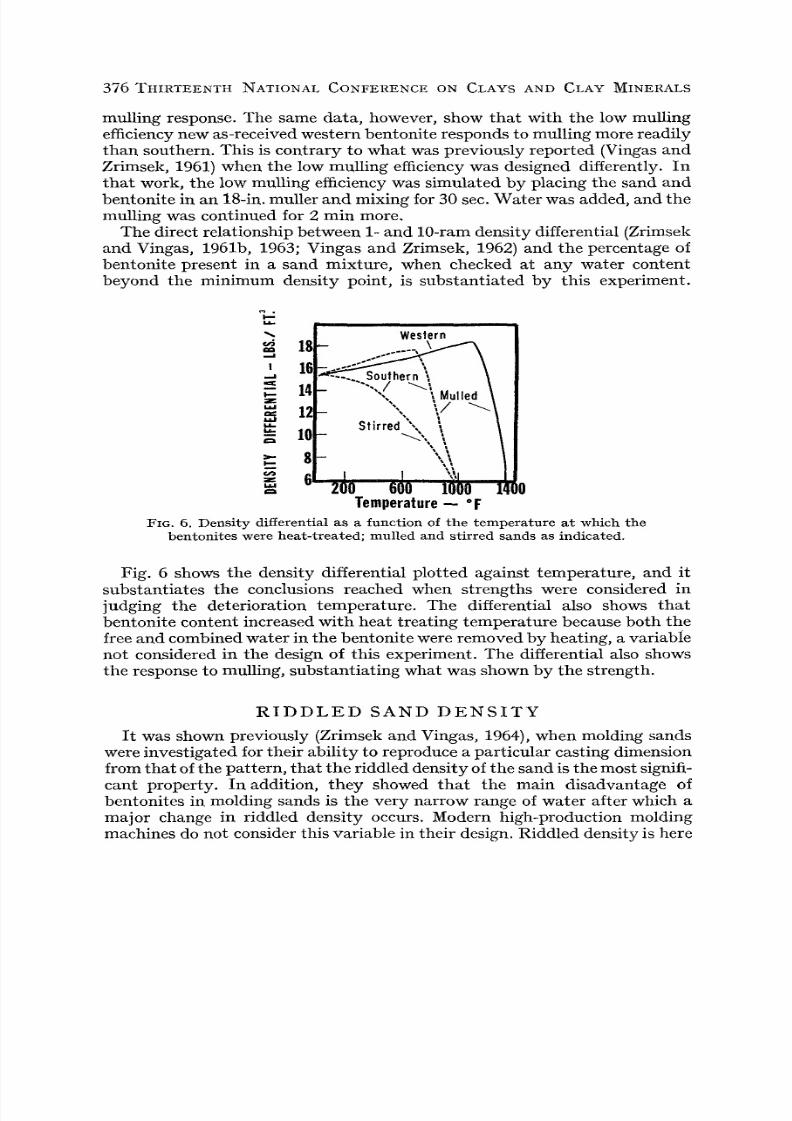
F I G . 6. Densi ty d i f ferent ia l as a funct ion of the tempera ture a t which theben ton i t e s were hea t - t r ea t ed ; mu l l ed and s t i r r ed sands a s i nd i ca t ed .
Fig. 6 shows the density differential plotted against temperature, and itsubstantiates the conclusions reached when strengths were considered injudging the deterioration temperature. The differential also shows thatbentonite content increased with heat treating temperature because both thefree and com bined water in the ben ton ite were remo ved by heatin g, a variable
not considered in the design of this experiment. The differential also showsthe response to mulling, subs tantiating what was shown by the strength.
R I D D L E D S A N D D E N S I T Y
It was shown previously (Zrimsek and Vingas, 1964), when molding sandswere investigated for their a bility to reproduce a pa rticu lar casting dimensionfrom t ha t of the pa tter n, th at th e riddled den sity of the sand is the most significant property. In addition, they showed tha t the main disadvantage ofbentonites in molding sands is the very narrow range of water after which a
major change in riddled density occurs. Modern high-production moldingmachines do not consider this variab le in their design. Riddled density is here
8/3/2019 Thermal Ben to Nites
http://slidepdf.com/reader/full/thermal-ben-to-nites 11/14
THERM AL STABILITY OF BENTO NITES IN FOUND RY M OLDING SAND 37 7
considered synonymous to fiowability, a term used by the foundry industryto describe response of mold densification.
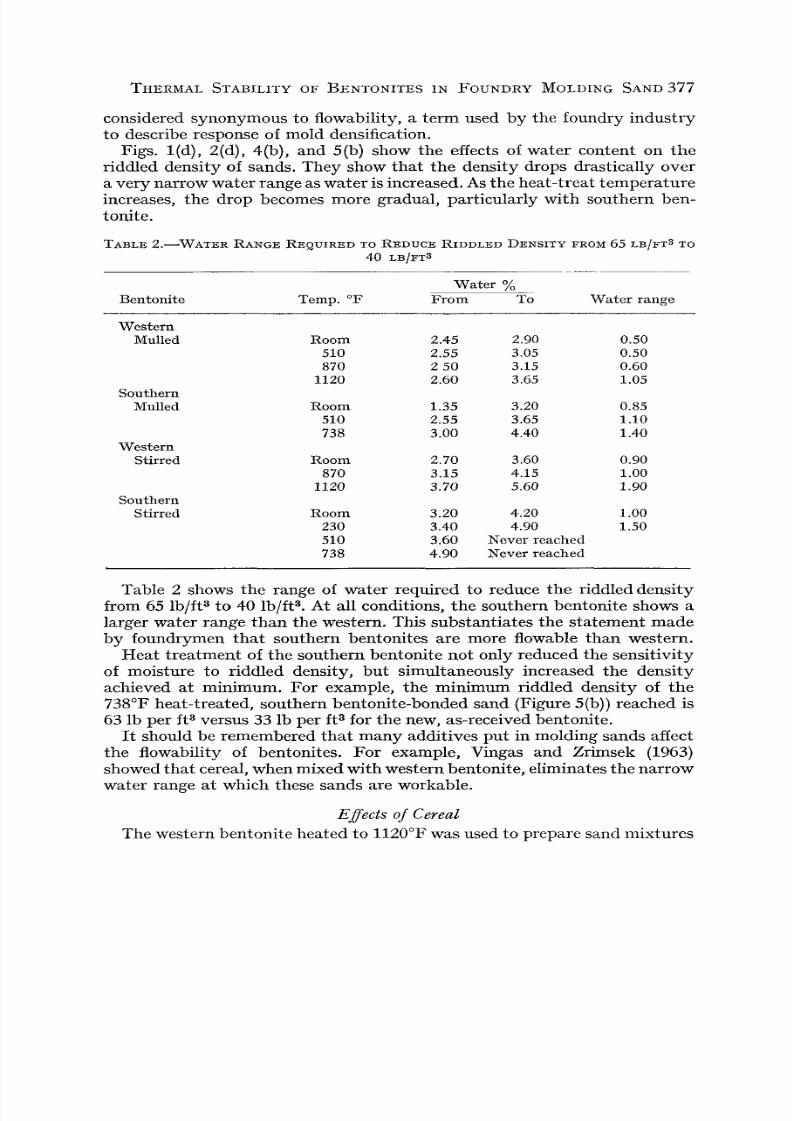
Figs. 1(d), 2(d), 4(b), and 5(b) show the effects of water content on the
riddled density of sands. They show that the density drops drastically overa very narrow water range as wa ter is increased. As the he at-treat tem pe ratu reincreases, the drop becomes more gradual, particularly with southern ben-tonite .
T A B L E 2 . — W A T E R R A N G E R E Q U I R E D TO R E D U C E R I D D L E D D E N S I T Y F RO M 6 5 L B / F T ^ T O
4 0 L B / F T 3
B e n t o n i t e
W e s t e r nMul led
S o u t h e r nMul led
W e s t e r n
St i r red
S o u t h e r nS t i r r ed
T e m p . °F
R o o m510870
1120
R o o m510
738
R o o m870
1120
R o o m230510738
W a t e r
F r o m
2.452.552 502.60
1.352.553.00
2.703.15
3.70
3.203.403.604.90
%T o
2.903.053.153.65
3.203.654.40
3.604.15
5.60
4.204.90
Never r eachedNever r eached
W a t e r r a n g e
0.500.500.601.05
0.851.101.40
0.901.00
1.90
1.001.50
Table 2 shows the range of water required to reduce the riddled densityfrom 65 lb/ft* to 40 lb/ft*. At all conditions, the southern bentonite shows alarger water range tha n the western. This substant iates the s tatem ent ma deby foundrymen that southern bentonites are more flowable than western.
Heat treatment of the southern bentonite not only reduced the sensitivityof moisture to riddled density, but simultaneously increased the densityachieved at minimum. For example, the minimum riddled density of the738°F heat-treated , southern bentonite-bonded sand (Figure 5(b)) reached is63 lb per ft^ versus 33 lb per ft^ for the new, as-received bentonite.
It should be remem bered th at ma ny ad ditives put in molding sands affectthe fiowability of bentonites. For example, Vingas and Zrimsek (1963)showed tha t cereal, when m ixed with western bentonite, eliminates the narrowwater range at which these sands are workable.
Effects of CerealThe western benton ite heated to 1120°F was used to prepare sand m ixtures
8/3/2019 Thermal Ben to Nites
http://slidepdf.com/reader/full/thermal-ben-to-nites 12/14
378 THIR TEE NTH NATIONAL CON FEREN CE ON CLAYS AND CLAY MINERALS
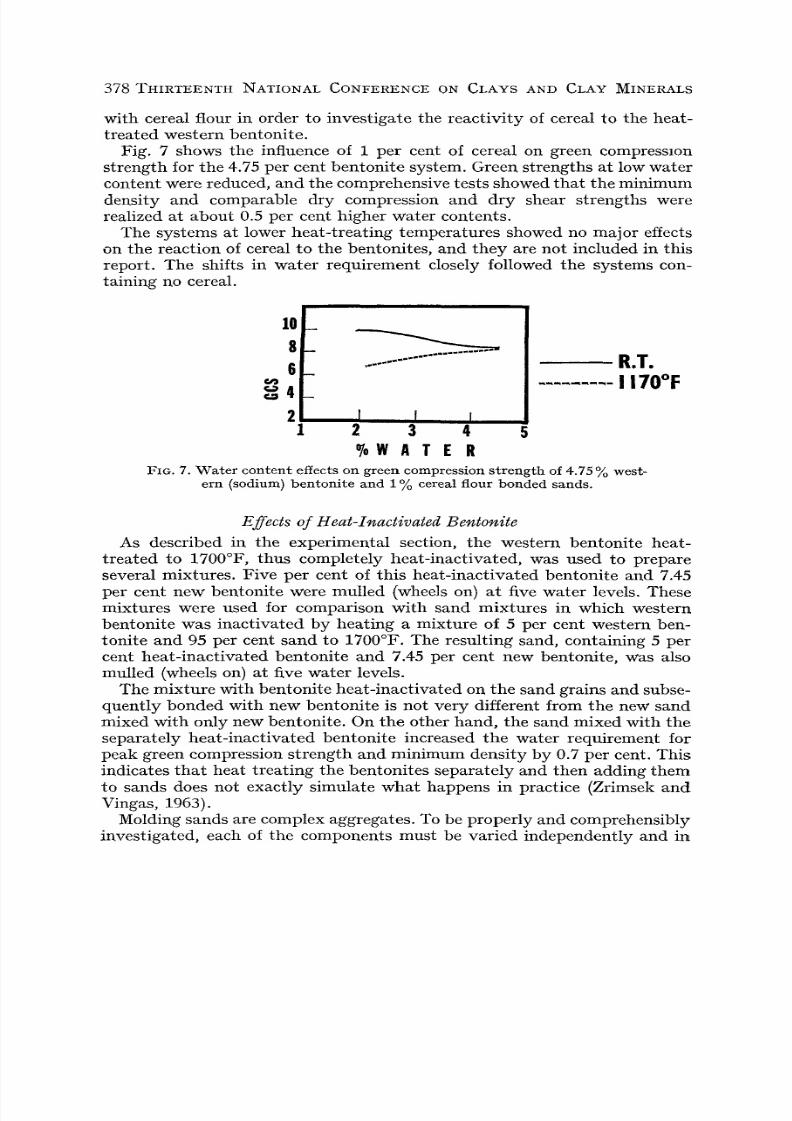
with cereal flour in order to investigate the reactivity of cereal to the heat-treated western bentonite .
Fig. 7 shows the influence of 1 per cent of cereal on green compressionstrength for the 4.75 per cent bentonite system. Green strengths at low watercontent were reduced, and the comprehensive tests showed th at the m inimumdensity and comparable dry compression and dry shear strengths wererealized at about 0.5 per cent higher water contents.
Th e system s at lower he at-tr eati ng tem per atur es showed no major effectson the reaction of cereal to the bentonites, and they are not included in thisreport. The shifts in water requirement closely followed the systems containing no cereal.
10
8
6C O
? 12
1
31
4 5
R.T.— I I 7 0 °F
% W A T E R
F I G . 7 . W ate r con ten t ef fec ts on green compress ion s t ren gth of 4 .7 5% west
ern (sodium) bentoni te and1
% cereal f lour bonded sands .
Effects of Heat-Inactivated Bentonite
As described in the experimental section, the western bentonite heat-treated to 1700°F, thus completely heat-inactivated, was used to prepareseveral mixtures. Five per cent of this heat-inactivated bentonite and 7.45per cent new bentonite were mulled (wheels on) at five water levels. Thesemixtures were used for comparison with sand mixtures in which westernbentonite was inactivated by heating a mixture of 5 per cent western bentonite and 95 per cent sand to 1700°F. The resulting sand, containing 5 per
cent heat-inactivated bentonite and 7.45 per cent new bentonite, was alsomulled (wheels on) at five water levels.
The m ixture w ith benton ite heat-inactivated on the sand grains and subsequently bonded with new bentonite is not very different from the new sandmixed with only new bentonite. On the other hand, the sand mixed with theseparately heat-inactivated bentonite increased the water requirement forpeak green compression strength and minimum density by 0.7 per cent. Thisindicates that heat treating the bentonites separately and then adding themto sands does not exactly simulate what happens in practice (Zrimsek andVingas, 1963).
Molding sands are complex aggreg ates. To be properly a nd comp rehensiblyinvestigated, each of the components must be varied independently and in
8/3/2019 Thermal Ben to Nites
http://slidepdf.com/reader/full/thermal-ben-to-nites 13/14
THERM AL STABILITY OF BENTO NITES IN FOU NDRY M OLDING SAND 379
conjunction with each other. Furthermore, heating the bentonite separatelyfrom the sand is not the perfect method for investigating re-used sands. Thedata presented should, therefore, be used with discretion.
It should be stated, however, that 1180°F and 600°F, which were established as the points at which western and southern bentonite respectivelydeteriorate as bonds, are below the vitrification temperature that has beenreported (Grim and Cuthbert, 1945) to be the deterioration point.
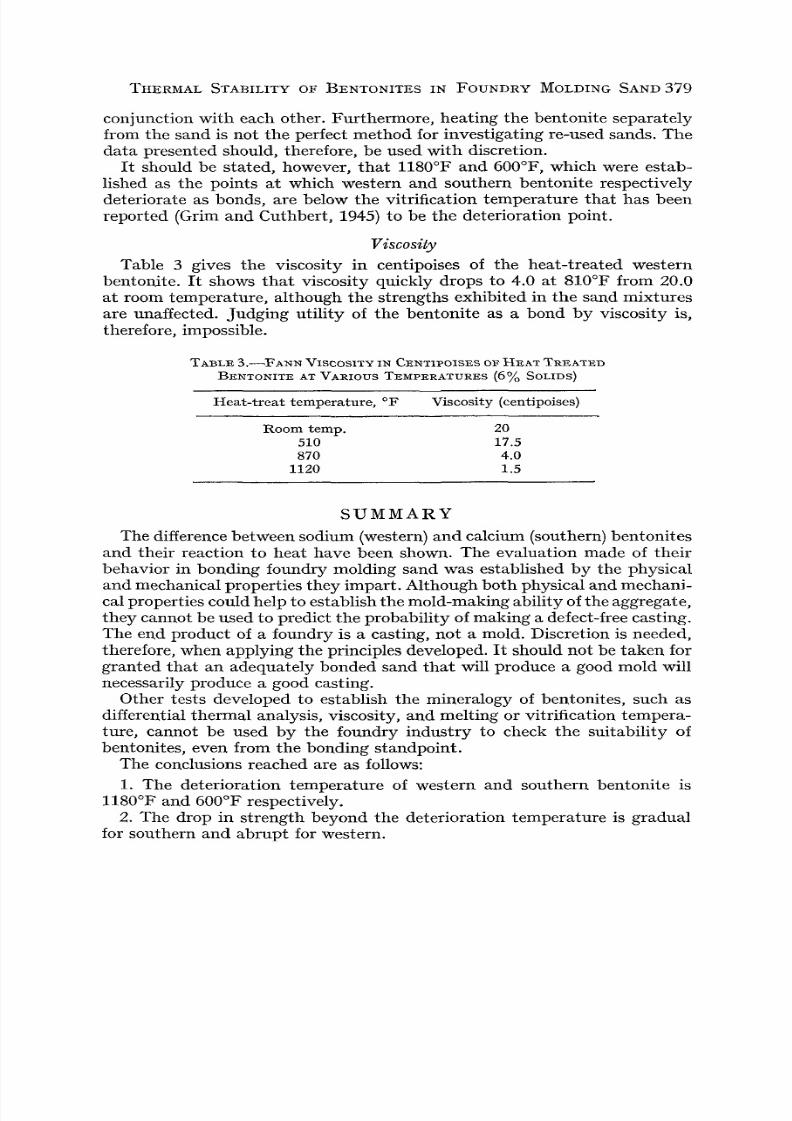
Viscosity
Table 3 gives the viscosity in centipoises of the heat-treated westernbentonite. It shows that viscosity quickly drops to 4.0 at 810°F from 20.0at room temperature, although the strengths exhibited in the sand mixturesare unaffected. Judging utility of the bentonite as a bond by viscosity is,
therefore, impossible.
T A B L E 3.—^FANN V I S C O S I T Y I N C E N T I P O I S E S O F H E A T T R E A T E D
B E N T O N I T E A T V A R I O U S T E M P E R A T U R E S (6 % S O L I D S )
H ea t - t r ea t t em pera tu re , °F Vi scos i ty ( cen t ipo ise s)
R o o m t e m p . 2 0510 17.5870 4.0
1120 1.5
S U M M A R Y
The difference betw een sodium (western) and calcium (southern) b ento nitesand their reaction to heat have been shown. The evaluation made of theirbehavior in bonding foundry molding sand was established by the physicaland mechanical properties they impa rt. Although bo th physical and m echanical properties could help to establish the mo ld-making a bility of the ag gregate ,they cann ot be used to predict th e proba bility of mak ing a defect-free casting.The end product of a foundry is a casting, not a mold. Discretion is needed,
therefore, when applying the principles developed. It should not be taken forgranted that an adequately bonded sand that will produce a good mold willnecessarily produce a good casting.
Other tests developed to establish the mineralogy of bentonites, such asdifferential thermal analysis, viscosity, and melting or vitrification temperature , cannot be used by the foundry industry to check the suitability ofbentonites, even from the bonding standpoint.
The conclusions reached are as follows:
1. The deterioration temperature of western and southern bentonite is1180°F and 600°F respectively.
2. The drop in strength beyond the deterioration temperature is gradualfor southern and abrupt for western.
8/3/2019 Thermal Ben to Nites
http://slidepdf.com/reader/full/thermal-ben-to-nites 14/14
380 THIRTEENTH NATIONAL CONFERENCE ON CLAYS AND CLAY MINERALS
3. The m ulling response of heat-tre ated southern benton ite is sub stantiallypoorer than western and, at low mulling, the apparent deterioration temperature of southern is reduced.
4. Heating bentonites separately from the sands does not simulate theheating condition encountered in a mold.
5. Th e reaction of cereal to western ben ton ite remain s unaffected attemperatures below 900°F. A t 1120°F, however, ther e are indications th at thecereal-bentonite combination star ts to lose its ability to impart dry strength .
6. The riddled density of the sand can be used as a measure of flowabilityof sands and ease of mold densification.
7. Southe rn bentonite used as a bond in re-used sand, and without additives,yields more flowable sands than western-bonded ones.
R E F E R E N C E S
BISHOP, H . F . , a n d PE L L I N I , W . S . (1951) Solidif icat ion of steel from and an d chil lwal l s , U.S. Naval Res. Lab. NRL Rep. 3785.
Foundry Sand Handbook, 7t l i ed . (1963) American Foundrymen ' s Socie ty , Des Pla ines ,
I l l inois.GRIM, R . E . , a n d CUTHEKET, F . L . (1945) The bon ding ac t ion of c lays . P ar t I , Clays in
g reen mold ing sands , Illinois State Geol. Survey Re p. Invest. 102.H E I N E , R . W . , P A R K E R , J . J ., K I N G , E . H . , S C H U M A C H E R , J . S ., an d B O S W O R T H , T . J .
(1959) Sand m ove m en t and com pac t ion in g reen sand m old ing , Trans. Am. Foundry-men's Soc. 67 , 47 .
HoFMANN, F. (1958) Investigations on the effect of heat on the bonding propert ies of
va r ious ben ton i t e s , Trans. Am. Foundrymen's Soc. 66 , 305 .MAREK, C . T . (1963) Tran s fo rm a t ion zones i n g reen sand , Mod. Castings 4 3 , 18 5 .OjALA, T. (1962) The equi l ibr ium of foundry sys tem sands . Par t I , Cast Iron Melts and
Methods, 5, 2.PASCHKIS, V. (1945) Studies on solidif icat ion of cast ings, Trans. Am. Foundrymen's
Soc. 53 , 90 .R U D D L E , R . W . (1957) The Solidification of Castings , Ins t i t u t e o f M eta l s , London .ViNGAS, G. J., and ZRIMSEK, A. H. (1961) Sys temat ic approach to sand des ign and
cont ro l , Progress Repor t 3 , The Mul l ing Effec t , Trans. Am. Foundrymen's Soc.
69, 1 0 1 .ViNGAS, G. J., and ZRIMSEK, A. H. (1962) Sys temat ic approach to sand des ign and
con t ro l . P rogres s Repor t 6 , Trans. Am. Foundrymen's Soc. 7 0 , 3 2 1 .
ViNGAS, G. J., and ZRIMSEK, A. H. (1963) Stee l foundry green fac ing sands . Mod.Castings 4 3 , 5 0 .
ZRIMSEK, A. H. , and VINGAS, G . J . (1960) Sys tem at ic app roa ch to sand des ign an dcon t ro l . Trans. Am. Foundrymen's Soc. 68, 449.
ZRIMSEK, A. H. , and VINGAS, G . J . (1961a) Sys tem at ic app roa ch to sand des ign an dcon t ro l . P rogres s Repor t 2 , C lay bonded sand d ry p rope r t i e s . Trans. Am. Foundry-men's Soc. 69 , 33 .
ZRIMSEK, A. H. , and VINGAS, G . J . (1961b) Sys tem at ic app roa ch to sand des ign and
cont ro l , Progress Re po r t 4 , W oo d f lour : Trans. Am. Foundrymen's Soc. 69 , 141 .ZRIMSEK, A. H. , and VINGAS, G . J . (1961c) Sys tem at ic app roa ch to sand des ign an d
con t ro l . P rogres s Repor t 5 , In t e rp re t a t i on o f da t a . Trans. Am. Foundrymen's Soc.
69, 229.
ZRIMSEK, A. H. , an d VINGAS, G . J. (1963) Mec hanics of rew ork s and , Mod. Castings 4 3 , 3 6 .ZRIMSEK, A. H. , and VINGAS, G . J . (1964) Facto rs cont ro l l ing cas t in g d imension, Trans.
Am. Foundrymen's Soc. 7 2 , To be pub l i shed .