Embed Size (px)
Citation preview
Dada la actividad a la que nos dedicamos en la división Power Generation Services (PS), los trabajadores de Field Service (FS) realizan su actividad diaria en las diferentes instalaciones de nuestros clientes. Por ello, es especialmente importante que exista una colaboración estrecha con ellos en materia de Prevención de Riesgos Laborales.
Los distintos tipos de instalaciones, el entorno cambiante durante las revisiones y la confluencia de varias empresas, son los principales factores de riesgo sobre los que no podemos actuar directamente, pero disponemos de herramientas para poder trabajar de manera segura.
Una de ellas es el RD 171/2004 sobre Coordinación de Actividades Empresariales que, junto con la Ley de Prevención de Riesgos Laborales (Ley 31/1995), forman el conjunto de normas mínimas para la protección de la seguridad y salud de los trabajadores en el supuesto de concurrencia de actividades.
El objeto de esta norma es la aplicación correcta de los métodos de trabajo a llevar a cabo por las diferentes empresas concurrentes, así como el control de los riesgos existentes durante la interacción de las diferentes actividades desarrolladas, y la adecuación de las medidas preventivas a adoptar para la protección de los trabajadores.
Existe el concepto de que la coordinación de actividades empresariales (CAE) es sólo documentación que debemos cumplir para
poder acceder a planta, sin embargo, es mucho más que eso. Es el sistema de comunicación que nos asegura el traspaso de información relevante en materia de prevencion entre todas las partes implicadas en una revisión.
Previo al comienzo de los trabajos, las reuniones CAE entre Siemens y nuestros clientes se han convertido en una herramienta de comunicación fundamental. En estas reuniones, se revisan los accidentes o incidentes ocurridos, los nuevos requerimientos con respecto a formación o a equipos de protección individual, así como procedimientos de aplicación nuevos o que hayan sido actualizados.
Durante la ejecución de los trabajos, el personal de FS adquiere un papel protagonista, os convertís en “nuestros ojos en planta”; por eso, es de vital importancia la implicación y colaboración por parte de todos de cara a la transmisión de situa-ciones de riesgo, actos inseguros, incumplimientos de procedimientos o cualquier otra deficiencia o desviación que sea detectada en las instalaciones.
¿Cómo podemos comunicarlo?:
• Safety App/Krima
• On-Site Risk Assessment
• Contacto con el dpto. Health&Safety
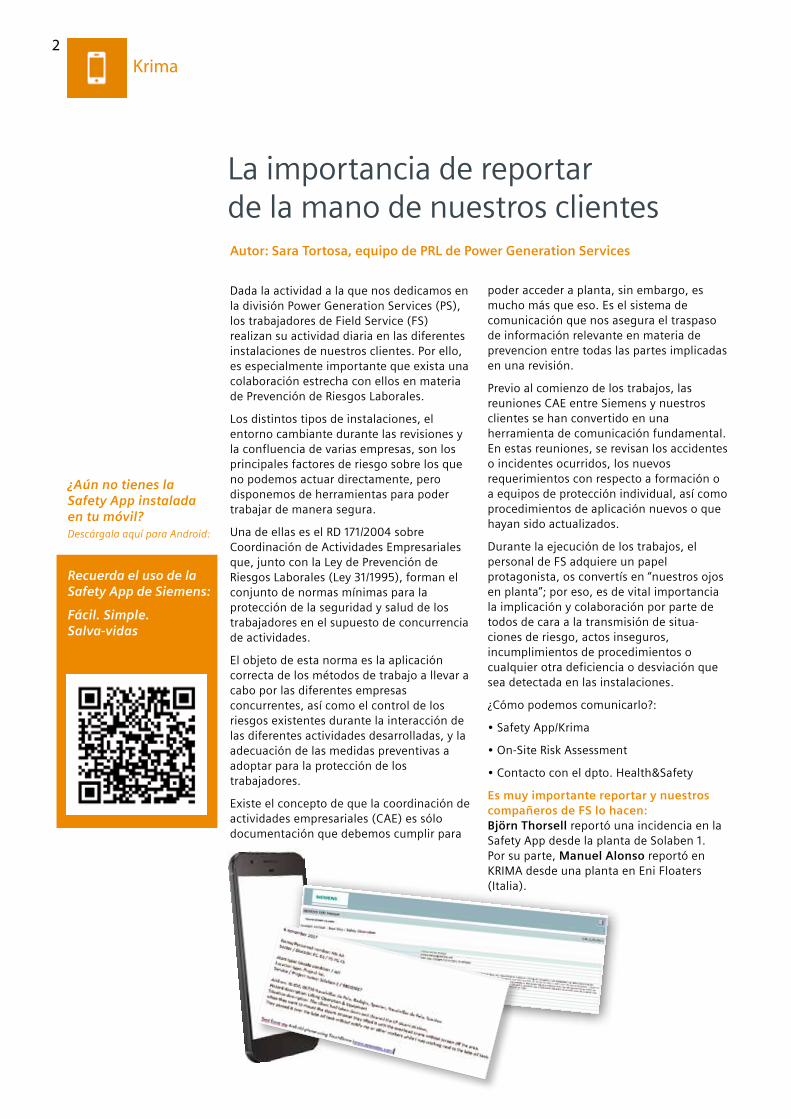
Es muy importante reportar y nuestros compañeros de FS lo hacen: Björn Thorsell reportó una incidencia en la Safety App desde la planta de Solaben 1. Por su parte, Manuel Alonso reportó en KRIMA desde una planta en Eni Floaters (Italia).
Autor: Sara Tortosa, equipo de PRL de Power Generation Services
Krima2
Recuerda el uso de la Safety App de Siemens:
Fácil. Simple. Salva-vidas
La importancia de reportar de la mano de nuestros clientes
¿Aún no tienes la Safety App instalada en tu móvil? Descárgala aquí para Android:

Dentro del marco de “Tolerancia CERO” con los accidentes de trabajo, disponemos como medida de prevención y seguridad, el Stop Work. No tenemos que tener “miedo” en aplicarlo porque estamos alineados con nuestros clientes. Muchos de ellos nos indican que divulguemos entre nuestros colaboradores y proveedores esta política, así como con nuestra “Dirección”.
¡¡¡¡¡¡¡¡¡¡¡¡RECUERDA!!!!!!!!!!
Tenemos herramientas para identificar los riesgos ANTES de iniciar los trabajos: OSRA y Take 5
¿Sabes cuándo puedes/debes usarlo?Algunos ejemplos…. Situación de riesgo grave o inminente
Si no dispones de los Equipos de Protección Individual adecuados para la tarea a realizar
No se dispone de protecciones colectivas cuando haya que realizar trabajos en altura
Cuando no este bien definido el procedimiento de trabajo o la manera en la que se quiere realizar no es seguro
Safety Moment3
“Parar los trabajos” ante cualquier duda
No te olvides: siempre que viajes al extranjero infórmate de los riesgos que puedes encontrarte en tu destino
Visita nuestro Health Management Site
Para ver información sobre vacunas: Vaccination info web page
Take Five: 5 pasos en 5 minutos
On-Site Risk Assessment
Durante los viajes de negocio los empleados están en riesgo, debido al clima, enfermedades infectuosas o sistemas de salud limitados en los países de destino. Además, enfermedades existentes pueden agravarse y requerir tratamiento médico. Aquí te damos recomendaciones para el viajero para preparar su viaje y mantener un buen estado de salud.
Por favor, selecciona tu país de destino Aquí vas a encontrar la mejor información más actualizada sobre cualquier país en el mundo. Para empezar, elige una región en el mapa y selecciona tu destino directamente en el deplegable.
- Please select a continent -
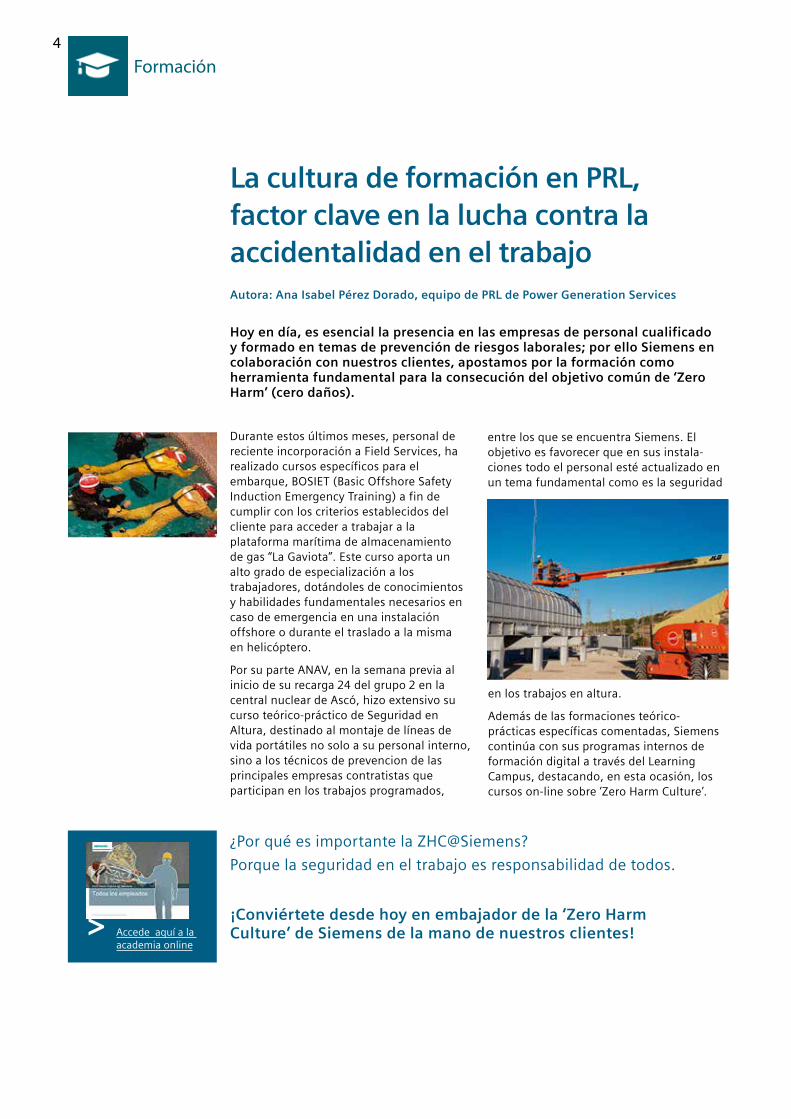
Durante estos últimos meses, personal de reciente incorporación a Field Services, ha realizado cursos específicos para el embarque, BOSIET (Basic Offshore Safety Induction Emergency Training) a fin de cumplir con los criterios establecidos del cliente para acceder a trabajar a la plataforma marítima de almacenamiento de gas “La Gaviota”. Este curso aporta un alto grado de especialización a los trabajadores, dotándoles de conocimientos y habilidades fundamentales necesarios en caso de emergencia en una instalación offshore o durante el traslado a la misma en helicóptero.
Por su parte ANAV, en la semana previa al inicio de su recarga 24 del grupo 2 en la central nuclear de Ascó, hizo extensivo su curso teórico-práctico de Seguridad en Altura, destinado al montaje de líneas de vida portátiles no solo a su personal interno, sino a los técnicos de prevencion de las principales empresas contratistas que participan en los trabajos programados,
Formación4
Autora: Ana Isabel Pérez Dorado, equipo de PRL de Power Generation Services
Hoy en día, es esencial la presencia en las empresas de personal cualificado y formado en temas de prevención de riesgos laborales; por ello Siemens en colaboración con nuestros clientes, apostamos por la formación como herramienta fundamental para la consecución del objetivo común de ‘Zero Harm’ (cero daños).
La cultura de formación en PRL, factor clave en la lucha contra la accidentalidad en el trabajo
en los trabajos en altura.
Además de las formaciones teórico- prácticas específicas comentadas, Siemens continúa con sus programas internos de formación digital a través del Learning Campus, destacando, en esta ocasión, los cursos on-line sobre ‘Zero Harm Culture’.
Accede aquí a la academia online
>
entre los que se encuentra Siemens. El objetivo es favorecer que en sus instala-ciones todo el personal esté actualizado en un tema fundamental como es la seguridad
¿Por qué es importante la ZHC@Siemens?
Porque la seguridad en el trabajo es responsabilidad de todos.
¡Conviértete desde hoy en embajador de la ‘Zero Harm Culture’ de Siemens de la mano de nuestros clientes!

Nos fuimos el pasado 7 de noviembre a la planta de Ascó II en Tarragona, donde como nos explicaba Markus Vetter, jefe de proyecto en Siemens, nos encargamos del mantenimiento integral de todo el turbogrupo, que implica el generador, 2 turbinas de baja, 1 turbina de alta, la excitatriz y las válvulas. Estamos en la recarga 24 del grupo 2 de la central. Nuestro alcance en esta parada es menor, fundamentalmente, realizamos las mejoras recomendadas al cliente en los equipos a través de un “Service o Product Bulletin”.
Para el cliente ANAV (Asociación Nuclear Ascó y Vandellós) es una parada completa, moviendo gran cantidad de recursos técnicos, logísticos y humanos. Por eso, es fundamental una coordinación muy exhaustiva con todas las empresas con las que trabajan desde el primer momento y con un objetivo común: que la planta arranque de forma óptima en términos de seguridad, tiempo y calidad. Durante esta visita hablamos con representantes de tres de los departamentos más importantes de la central.
Comenzamos con Carlos Julián López, responsable de la parte mecánica de los sistemas principales (turbinas, generadores diésel, etc.) en el departamento de ingeniería de la planta de Ascó I y II. Y con Daniel Capa, responsable de la parte eléctrica en el mismo departamento. Su misión principal es el apoyo técnico a todos los departamentos de la planta para la toma de decisiones, pero también se encargan del seguimiento y monitorización de los
5
sistemas, así como de cambios de diseño en los equipos.
Experiencia con nosotros como tecnólogo
Carlos nos explica que ha habido un cambio muy grande con Siemens. Nosotros - llevan 9 años en la compañía - entramos cuando se firmó el contrato marco y la relación antes del contrato marco, por lo que cuentan, era bastante complicada. No era fluida, cuando había un problema no había facilidad para resolverlo, ni apoyo rápido por vuestra parte. En los últimos años, desde el contrato y con la figura del ingeniero residente (anteriormente Bill Read y ahora John Bradley), las relaciones han mejorado mucho, y el día a día con vosotros es bastante bueno, sobre todo que cuando pasa algo, sabemos con quien hablar rápidamente para que se solucione. La figura del ingeniero residente que está sentado aquí con nosotros en la planta,
Anécdotas de la parada
Esta es una, y quizás la más importante, de las prioridades estratégicas de nuestra compañía. Por eso, a través de este canal de comunicación la hemos querido también materializar, visitando a 4 clientes que representan las principales tecnologías de generación de energía a las que desde la división Power Generation Services damos servicio de mantenimiento, actualización y modernización: centrales nucleares, plantas termosolares, térmicas, y de cogeneración industrial. Queremos agradecer la colaboración de todos ellos para participar en este reportaje, y por darnos la oportunidad de conocer más en detalle su día a día con nosotros, puntos fuertes y áreas de mejora.
Situar al cliente en el centro
La central nuclear de Ascó desde diferentes puntos de vista: ingeniería, mantenimiento y prevención
“La figura del ingeniero residente que está sentado con nosotros agiliza mucho los temas.”

Anécdotas de la parada6
agiliza mucho los temas cuando se complica algo.
¿Cómo os ayudamos en el desarrollo, innovación, mejora de los sistemas?
Daniel: Aquí es difícil implementar mejoras, esto es una nuclear y se suele mantener lo que hay en perfecto estado por temas de seguridad. Yo ahora lidero tres proyectos de cambio de diseño, todos ellos relacionados con el alternador y sus sistemas auxiliares. Si bien, en uno de estos proyectos no sois los suministradores principales, siempre dais apoyo técnico en momentos puntuales al ser los fabricantes originales de los equipos. Para mí, sobre todo, sois una referencia de conocimiento. Tenéis una ingeniería muy potente, y hay mucho conocimiento detrás. Ahora, también hay que decir, que escondéis este conocimiento excesiva-mente, desde mi punto de vista. Está claro que yo no voy a construir un alternador, por lo que no tiene sentido que no nos suministréis determinados planos; y yo creo que eso dificulta en ocasiones un poco la relación. Con una empresa más pequeña, esta gestión suele ser más ágil.
¿Por qué es tan importante la digitalización? ¿Cómo os podemos ayudar?
Carlos: el tema de monitorizar y conocer cada parámetro de los equipos que tenemos nos interesa mucho para asegurar que vayan como tengan que ir, tener todo muy controlado; y ahora se está haciendo mucha fuerza de cara a estos temas en el sector
nuclear. Lo que tienes, que te funcione bien.Daniel añade: por ejemplo, a mi me sorprende que Siemens no tenga un sistema integrado de supervisión de sus máquinas a nivel global. Tenéis que tener una información brutal sobre monitorización de los alternadores. Probablemente, tenéis un programa estándar para que podáis probarlo con nosotros, tanto Ascó como Vandellós, comparando el comportamiento de los tres turbogrupos entre sí y buscando mejoras del rendimiento de los mismos. No es fácil, pero se podía implantar algo así.
¿Vivís mucho el estrés de la parada?
Carlos: Hay picos entre la propia recarga. Cada uno necesita poner todo de su parte. Las horas no cuentan. Nosotros trabajamos durante todo el día. Hay pruebas, imprevistos. Daniel: Nosotros solemos tener mayor implicación cuando hay un lío gordo. Por ejemplo, como pasó en la anterior recarga que hubo que cambiar el rotor del alternador. Esto supuso una semana de retraso en la parada, ahí sí hay muchas presiones para todos.
Y ¿cómo respondemos en estos casos?
Daniel: la gestión fue bastante buena. Vuestra disponibilidad y la rapidez en consultar con Orlando. Eso en este caso. Aunque ha habido otro suceso, como fue el tema de las temperaturas de hidrógeno un verano, donde la gestión no fue la correcta desde mi punto de vista. Por nuestra parte igual no se supo transmitir la preocupación de lo fuerte que era, y por vuestra parte tampoco se asumió que el cliente estaba perdiendo dinero y que había un problema serio. Finalmente se solucionó, pero muy tarde por parte de todos, nosotros los primeros. Markus añade: hemos aprendido ambos lados, ambas empresas, qué puede pasar si no hay una comunicación conjunta. Lo importante es ponernos en el lugar del otro.
Daniel: una herramienta muy potente que tenéis son los PCMs con Orlando. En el momento en el que se abre da la sensación de que tenéis un montón de gente en el otro lado, como que activáis al cerebro de ingeniería para dar respuesta al problema, y suele funcionar bastante bien.
“Una herramienta muy potente son
los PCMs en Orlando. Activáis el
cerebro de ingeniería para dar respuestas al problema y
suele funcionar muy bien.”
Anécdotas de la parada7
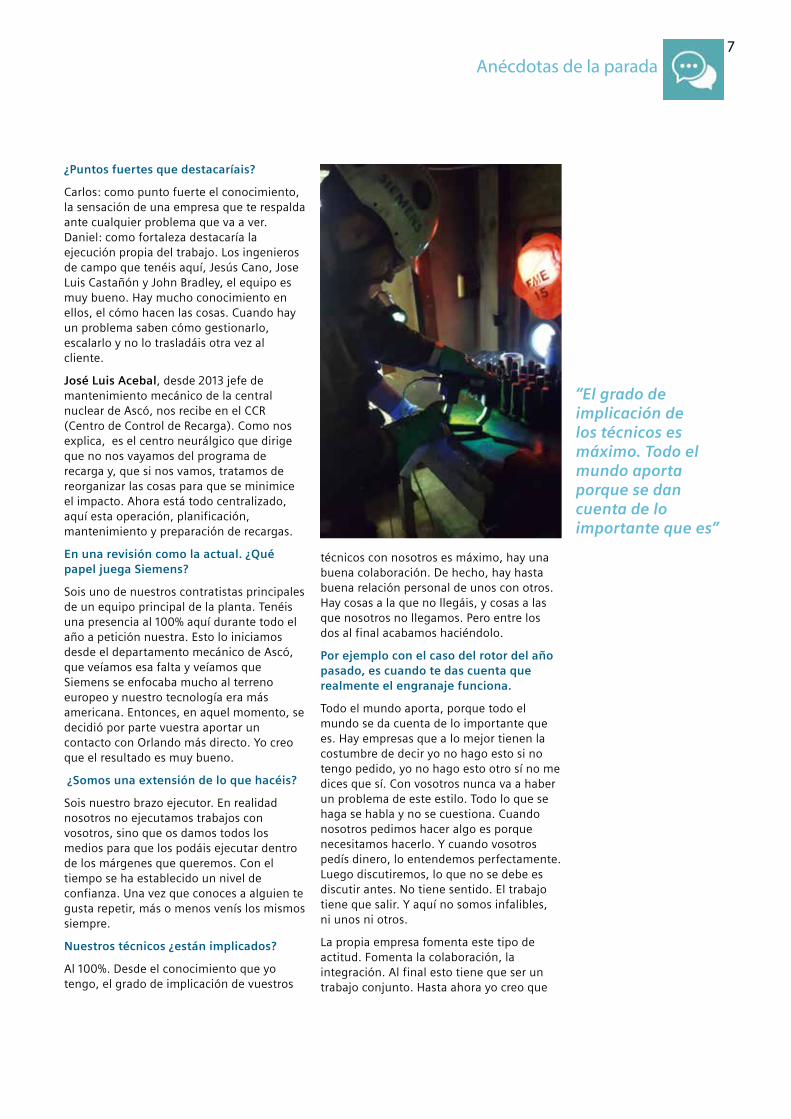
¿Puntos fuertes que destacaríais?
Carlos: como punto fuerte el conocimiento, la sensación de una empresa que te respalda ante cualquier problema que va a ver. Daniel: como fortaleza destacaría la ejecución propia del trabajo. Los ingenieros de campo que tenéis aquí, Jesús Cano, Jose Luis Castañón y John Bradley, el equipo es muy bueno. Hay mucho conocimiento en ellos, el cómo hacen las cosas. Cuando hay un problema saben cómo gestionarlo, escalarlo y no lo trasladáis otra vez al cliente.
José Luis Acebal, desde 2013 jefe de mantenimiento mecánico de la central nuclear de Ascó, nos recibe en el CCR (Centro de Control de Recarga). Como nos explica, es el centro neurálgico que dirige que no nos vayamos del programa de recarga y, que si nos vamos, tratamos de reorganizar las cosas para que se minimice el impacto. Ahora está todo centralizado, aquí esta operación, planificación, mantenimiento y preparación de recargas.
En una revisión como la actual. ¿Qué papel juega Siemens?
Sois uno de nuestros contratistas principales de un equipo principal de la planta. Tenéis una presencia al 100% aquí durante todo el año a petición nuestra. Esto lo iniciamos desde el departamento mecánico de Ascó, que veíamos esa falta y veíamos que Siemens se enfocaba mucho al terreno europeo y nuestro tecnología era más americana. Entonces, en aquel momento, se decidió por parte vuestra aportar un contacto con Orlando más directo. Yo creo que el resultado es muy bueno.
¿Somos una extensión de lo que hacéis?
Sois nuestro brazo ejecutor. En realidad nosotros no ejecutamos trabajos con vosotros, sino que os damos todos los medios para que los podáis ejecutar dentro de los márgenes que queremos. Con el tiempo se ha establecido un nivel de confianza. Una vez que conoces a alguien te gusta repetir, más o menos venís los mismos siempre.
Nuestros técnicos ¿están implicados?
Al 100%. Desde el conocimiento que yo tengo, el grado de implicación de vuestros
técnicos con nosotros es máximo, hay una buena colaboración. De hecho, hay hasta buena relación personal de unos con otros. Hay cosas a la que no llegáis, y cosas a las que nosotros no llegamos. Pero entre los dos al final acabamos haciéndolo.
Por ejemplo con el caso del rotor del año pasado, es cuando te das cuenta que realmente el engranaje funciona.
Todo el mundo aporta, porque todo el mundo se da cuenta de lo importante que es. Hay empresas que a lo mejor tienen la costumbre de decir yo no hago esto si no tengo pedido, yo no hago esto otro sí no me dices que sí. Con vosotros nunca va a haber un problema de este estilo. Todo lo que se haga se habla y no se cuestiona. Cuando nosotros pedimos hacer algo es porque necesitamos hacerlo. Y cuando vosotros pedís dinero, lo entendemos perfectamente. Luego discutiremos, lo que no se debe es discutir antes. No tiene sentido. El trabajo tiene que salir. Y aquí no somos infalibles, ni unos ni otros.
La propia empresa fomenta este tipo de actitud. Fomenta la colaboración, la integración. Al final esto tiene que ser un trabajo conjunto. Hasta ahora yo creo que
“El grado de implicación de los técnicos es máximo. Todo el mundo aporta porque se dan cuenta de lo importante que es”
Anécdotas de la parada8
hemos hecho trabajos muy satisfactorios. Porque lo del rotor fue una, pero tuvimos otra recarga con unos proyectiles que salieron en las últimas coronas de álabes de la turbina de baja, que fue otro trabajo que tuvimos que acometer rápidamente y encima conseguimos que no tuviera incidencia en el programa de recarga.
¿Cómo manejas con el equipo que se cumpla con el tiempo planificado?
La mejor forma de que eso no sea un drama es involucrarte. Nosotros lo que hacemos es involucrarnos al 100% en el trabajo que hacemos. Estamos en el día a día. Ya sabemos cuándo se nos va, cuándo no se nos va, qué es lo que se nos va. Si se nos va algo nos metemos dentro a ayudaros en lo que haga falta o os pedimos un esfuerzo adicional, pero debemos respetar el programa. Es un fundamento de una recarga. Porque en la planificación hay condicionantes, que si rompemos la planificación se rompen también, entonces otros se quedan fuera de juego. Lo mismo adelantando que atrasando. En las revisiones menores como ésta, no es un problema; pero en las revisiones mayores hay cierta presión entre nosotros. Pero es normal.
Ante imprevistos lo importante es ser sincero y honesto. Y me explico: si a alguien se le cae un teléfono en una tubería de aceite de la turbina, hay que ser honesto y decirlo para resolverlo rápidamente. Y lo
sois. En el momento en que no fuerais honestos, eso sí es un problema. El rotor, nada más que se supo, a la media hora estabais sentados delante nuestro diciendo lo que pasaba y a la media hora después ya estaba movilizándose el rotor de Vandellós.
Dentro de tu responsabilidad, ¿qué es lo más importante para ti?
Safety First. El tema de la prevención tiene que prevalecer sobre cualquier planificación, problema. Para mi es lo más importante. Si acabamos la recarga y nadie se ha hecho daño, ha sido exitosa. Si encima la hemos hecho en el tiempo, ha sido extra exitosa.
Se transmite que para ANAV, la seguridad es lo más importante. Como nos explica Miguel Ángel Gómez, jefe de prevención técnica de la central desde hace 9 años, nuestra principal función es procurar que en nuestros emplazamientos se trabaje cada vez lo mejor posible, de manera más segura con mejores prácticas; y que la gente pueda volver a casa sana y salva cada día.
¿La gente esta concienciada o es un trabajo que tenéis que hacer día a día?
Esto es una carrera de fondo. Si hay un elemento que me parece peligroso es la complacencia. Desde el año 2008 que yo llegué, la evolución es muy positiva, tanto a niveles de accidentalidad, que es al fin y al cabo el indicador último con el que siempre nos medimos, como en los indicadores que nosotros tenemos de comportamientos que no son tan resultadistas, pero si más proactivos. Si lo vemos en perspectiva, evidentemente a lo largo de todos estos años hemos mejorado mucho, pero nos queda mucho camino por recorrer todavía. No estamos en una situación de excelencia. La experiencia nos demuestra que después de muchos años de mejora continua, siempre hay algún año de repunte que suele venir motivado precisamente por los efectos de complacencia, de creernos que ya somos muy buenos y lo hacemos todo muy bien.
Nosotros como Siemens ¿cumplimos los requisitos en seguridad? Si, nuestra experiencia con Siemens a lo largo de todos estos años siempre ha sido muy sincera, honesta y transparente. Y en mi opinión muy buena. Siemens ha ido
“Ante imprevistos lo importante es ser sincero y honesto. Y lo sois”.

Anécdotas de la parada9
mejorando con nosotros con sus comportamientos aquí y nunca hemos tenido problemas. Yo creo que el comportamiento tanto del personal de Siemens como de las empresas subcontratadas por Siemens, siempre han estado muy alineados, no solo en los comportamientos, sino en la cultura que nosotros perseguimos y queremos conseguir.
También va muy ligado al liderazgo de las personas. A los mandos intermedios, los técnicos, los jefes de equipo, que son los que están día a día en campo y son los que tienen la capacidad de modelar estos comportamientos.
La cultura de ‘ante cualquier duda, paro un trabajo’ ¿está implantada?
Estamos en ello. No está suficientemente implantado. Pero si estamos mejor que hace unos años. La parte positiva es que la visión que tenemos, más o menos es compartida por todos, es que tenemos que ir a eso, y que cada vez nos estamos acercando más. ¿Siempre somos capaces de verlo y de parar? Pues no. En ocasiones, se nos escapan cosas, o no somos conscientes, o no hemos tenido en cuenta todos los elementos que tenemos a disposición para tomar esas decisiones, o no hemos hecho una reunión lo suficientemente completa, o no hemos coordinado bien los trabajos con otro equipo de trabajo. Hay cosas que se escapan y que todavía tenemos que mejorar, pero las organizaciones somos vivas y aprendemos a partir de las cosas que nos pasan y de la experiencia. Lo importante es que la voluntad de querer hacer las cosas mejor la tenemos. Estamos poniendo los medios, poniendo los recursos, y sobre todo poniendo las intenciones, que es lo fundamental.
¿Cuál es el papel del equipo de PRL durante la parada?
Para mí hay dos aspectos importantes. El primero es el antes de la parada, y el segundo es en el transcurso de la parada. Antes de la recarga hay un trabajo previo, donde empezamos a trabajar desde las reuniones de lanzamiento, que son unos meses antes, pero incluso ya desde las reuniones de cierre de la recarga anterior.
Lo importante es que todos esos indicadores que nosotros recogemos, no tanto de accidentalidad sino enfocados a comportamientos, seamos capaces de tratarlos; y de cuando nos hayamos desviado y no nos haya ido bien, seamos capaces de establecer los planes que se crean necesarios para poder reconducirlo. Esto siempre lo hemos hecho y lo hemos hecho bien. De hecho, en estos casos Siemens es proactiva, y es algo que yo valoro muy positivamente.
La otra parte, una vez empezamos la parada. En el sentido de la profesionalidad de las personas que intervienen, somos conscientes que estamos a un buen nivel. Pero también somos conscientes de que no es la perfección ni la excelencia, con lo cual hay que trabajar en ello. Aquí el papel de Ana Pérez Dorado del equipo de PRL de Siemens- que nos acompaña durante el reportaje- y Borja Ginés de Grepcon, siempre ha sido de muy buen nivel. Los prevencionistas que han venido acompañando a Siemens siempre han sido gente muy, muy competente. Pero yo soy siempre partidario de quitarles peso de encima. Es decir, los prevencionistas están para ayudar a la línea de mando y a los que
“Seguridad: Las organizaciones somos vivas y aprendemos a partir de las cosas que nos pasan y de la experiencia.”

Anécdotas de la parada10
ejecutan los trabajos. No están para ser los ángeles de la guarda de los demás. Su trabajo es ayudar a los técnicos, a los encargados, a los jefes de equipo, ser capaces de aportar soluciones ante situaciones que no ven claras. Ese es el valor fundamental que ellos pueden aportar.
Ana ¿esto lo habéis conseguido o es una lucha diaria?
Yo creo que sí y además en los últimos tiempos he visto avances en los que no somos vistos como policías, sino como personas que te tienden la mano para ayudarte. Lo vemos todos los días en obra, que si alguien tiene algún tipo de problema lo primero que hace es llamar al técnico de prevención, o nos busca. Estamos todo el día recibiendo peticiones, preguntas. También nosotros siempre les decimos que no por ser los técnicos de prevención podemos tener en un momento la solución óptima para ese problema, pero que aun así les vamos a ayudar a solucionarlo.
¿Cómo es la relación entre vosotros?
Miguel: los trabajos para los que está contratado Siemens tienen su propia gestión. Esa labor la hacen Ana y Borja. Pero hay una labor adicional que es la coordinación con el resto de la gente que trabaja. Aquí durante una parada trabajan alrededor de 2.000 personas, con lo cual ni estáis solos ni estamos solos. Por tanto es muy importante que entre todos nos
hablemos. Nosotros como servicio de prevención, en este caso del propietario, tenemos la labor de ayuda y un poco de tutela hacia todos los que trabajáis aquí. Es decir, nosotros observamos como se desarrollan los trabajos, cuál es nuestra impresión, y lo que hacemos es compartirla. De poco nos sirve la información que nosotros tenemos si nos la guardamos, y no la compartimos con quien de verdad la tiene que utilizar. Evidentemente nosotros tenemos un conocimiento mayor de la instalación. Al final de lo que se trata es que colabore-mos entre unos y otros. Tenemos un concepto que utilizamos que es el de profesional nuclear, aquel que está comprometido con anteponer la seguridad ante todo, que es lo más importante. Y este es el mensaje que procuramos que sea uniforme. Al final, el core business de nuestro negocio no es la producción de la energía eléctrica, es la seguridad. Nosotros podemos subsistir durante un determinado tiempo produciendo menos energía, o incluso sin producir. Lo que no podemos bajo ningún concepto es subsistir sin seguridad.
¿Cómo vives esto a nivel personal, siendo responsable de algo tan importante como es la seguridad de las personas?
Yo tengo la suerte de que me encanta mi trabajo, lo que hago y estoy en el mejor sitio. Porque la seguridad es lo más importante y yo lo detecto, lo noto. Cada nueva parada nos presenta un reto distinto. Con lo cual, es estimulante desde el punto de vista profesional. Requiere mucho esfuerzo, mucha dedicación y mucho compromiso por parte de todo el equipo. Tengo la suerte que tengo un equipo muy comprometido, muy dinámico, que son un 10 tanto en capacidad como en actitud y aptitud. Con lo cual, dentro del estrés yo lo vivo con cierta tranquilidad porque tenemos claro lo que hacemos, tenemos claro cómo hacerlo y tenemos los medios, los recursos y el equipo para hacerlo. Son retos a los que te vas enfrentando, pero que te mantienen despierto y que hacen que esto tenga cierta vidilla.
“En la planta durante una parada
trabajan alrededor de 2.000 personas. Es muy importante
que entre todos nos hablemos”.

En operación comercial desde 2010, la potencia instalada de esta planta, ubicada en el término municipal de La Garrovilla (Badajoz), es de 50MWe, el equivalente a la demanda de aproximadamente unos 40.000 hogares.
Como nos explica Emilio Calderón, Director de la planta, una central termosolar basa su funcionamiento en aprovechar la energía de la radiación del sol en un campo solar. A través de un sistema de colector de cilindro parabólico, la energía procedente de la radiación del sol se transfiere a un fluido térmico. Posteriormente, este fluido cede el calor al agua en un tren de generación y se genera un vapor que es turbinado para producir energía eléctrica.
Dentro de este proceso ¿qué papel tiene la turbina de vapor de Siemens?
La turbina es el corazón de la central y como tal se le requiere que tenga una alta disponibilidad para aprovechar al máximo posible el recurso solar y una alta fiabilidad también por los ciclos de arranque y paro diario que tienen este tipo de centrales. Hasta la fecha, la turbina de Siemens ha cumplido estas expectativas.
Hace unos meses tenía lugar la primera revisión mayor desde la puesta en funcionamiento. ¿Qué alcance tiene y cuál es nuestro papel como tecnólogo?
Una ‘mayor overhaul’ es muy importante para nosotros para asegurar los valores de disponibilidad y fiabilidad de la turbina durante los próximos años y, para ello, el papel de Siemens es esencial como tecnólogo de la máquina, para darnos el apoyo técnico que nosotros precisamos durante la realización de la parada técnica.
Como nos explica Virginia Vitovec, Project Manager en Siemens España, tenemos acuerdos de mantenimiento para una flota de 36 turbinas de vapor en España. Nuestro acuerdo consiste en dar mantenimiento preventivo durante 12 años, que se podría traducir en unas 110.000 horas de operación o dos siglos de mantenimiento.
¿Y en la planta de “La Dehesa”?
Tenemos también un contrato LTP (Long Term Program), que incluye mantenimiento preventivo, soporte de ingeniería, personal de campo local e internacional y un jefe de proyecto. También es importante destacar que tenemos acceso a un pull de repuestos de emergencia.
Paco Hernández, Subdirector de la central, nos explica que el pull de repuestos es importante porque básicamente nos da garantía y seguridad y, en caso de averías no previstas, disponemos de esas piezas o repuestos especiales para poder arrancar la planta lo antes posible.
Una revisión mayor en términos de planificación ¿cómo se gestiona con las empresas que participamos en ella? Y ¿por qué es tan importante el equipo humano?
En este caso, se planificó desde la última parada menor que tuvimos, con un año de antelación. Es muy importante al ser una parada compleja técnica, disponer de todos los recursos, tanto humanos como técnicos. La relación tiene que ser muy fluida con el tecnólogo. Tenemos reuniones mensuales y, a través del contacto telefónico o vía correo electrónico, seguimos avanzando continuamente para poder llegar a esta meta con el equipo necesario para afrontarla con garantía.
Central solar termoeléctrica “La Dehesa”: todo lo que implica una revisión mayor
Anécdotas de la parada11
“La turbina es el corazón de la central.”
Anécdotas de la parada12
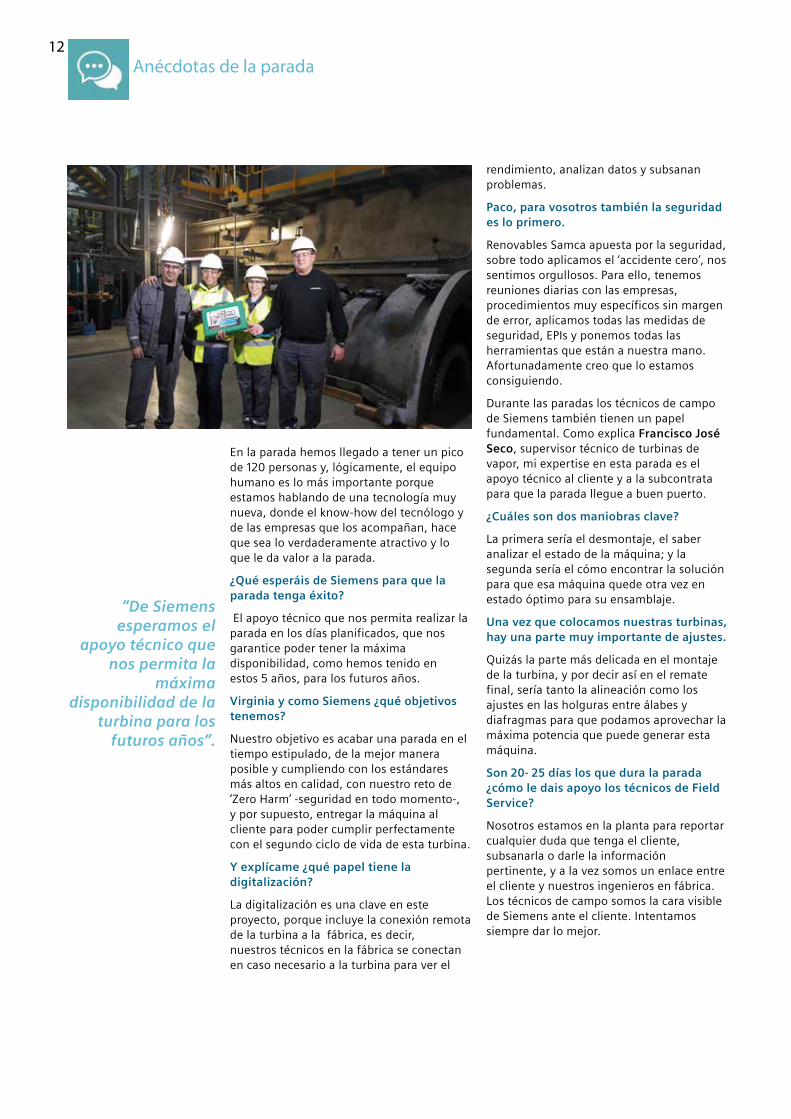
En la parada hemos llegado a tener un pico de 120 personas y, lógicamente, el equipo humano es lo más importante porque estamos hablando de una tecnología muy nueva, donde el know-how del tecnólogo y de las empresas que los acompañan, hace que sea lo verdaderamente atractivo y lo que le da valor a la parada.
¿Qué esperáis de Siemens para que la parada tenga éxito?
El apoyo técnico que nos permita realizar la parada en los días planificados, que nos garantice poder tener la máxima disponibilidad, como hemos tenido en estos 5 años, para los futuros años.
Virginia y como Siemens ¿qué objetivos tenemos?
Nuestro objetivo es acabar una parada en el tiempo estipulado, de la mejor manera posible y cumpliendo con los estándares más altos en calidad, con nuestro reto de ‘Zero Harm’ -seguridad en todo momento-, y por supuesto, entregar la máquina al cliente para poder cumplir perfectamente con el segundo ciclo de vida de esta turbina.
Y explícame ¿qué papel tiene la digitalización?
La digitalización es una clave en este proyecto, porque incluye la conexión remota de la turbina a la fábrica, es decir, nuestros técnicos en la fábrica se conectan en caso necesario a la turbina para ver el
rendimiento, analizan datos y subsanan problemas.
Paco, para vosotros también la seguridad es lo primero.
Renovables Samca apuesta por la seguridad, sobre todo aplicamos el ‘accidente cero’, nos sentimos orgullosos. Para ello, tenemos reuniones diarias con las empresas, procedimientos muy específicos sin margen de error, aplicamos todas las medidas de seguridad, EPIs y ponemos todas las herramientas que están a nuestra mano. Afortunadamente creo que lo estamos consiguiendo.
Durante las paradas los técnicos de campo de Siemens también tienen un papel fundamental. Como explica Francisco José Seco, supervisor técnico de turbinas de vapor, mi expertise en esta parada es el apoyo técnico al cliente y a la subcontrata para que la parada llegue a buen puerto.
¿Cuáles son dos maniobras clave?
La primera sería el desmontaje, el saber analizar el estado de la máquina; y la segunda sería el cómo encontrar la solución para que esa máquina quede otra vez en estado óptimo para su ensamblaje.
Una vez que colocamos nuestras turbinas, hay una parte muy importante de ajustes.
Quizás la parte más delicada en el montaje de la turbina, y por decir así en el remate final, sería tanto la alineación como los ajustes en las holguras entre álabes y diafragmas para que podamos aprovechar la máxima potencia que puede generar esta máquina.
Son 20- 25 días los que dura la parada ¿cómo le dais apoyo los técnicos de Field Service?
Nosotros estamos en la planta para reportar cualquier duda que tenga el cliente, subsanarla o darle la información pertinente, y a la vez somos un enlace entre el cliente y nuestros ingenieros en fábrica. Los técnicos de campo somos la cara visible de Siemens ante el cliente. Intentamos siempre dar lo mejor.
”De Siemens esperamos el
apoyo técnico que nos permita la
máxima disponibilidad de la
turbina para los futuros años”.

Esta planta de carbón, ubicada en la provincia de León, consta de 2 grupos térmicos, en uno de los cuales Siemens está haciendo el cambio del sistema de control analógico por uno totalmente digital.
Durante la visita a la planta, propiedad de Gas Natural Fenosa, Manuel Carvajal, responsable de mantenimiento de instrumentación y control en la C. T. La Robla, nos explica el originen de este proyecto que se remonta a 2008. Aunque inicialmente se contemplaba hacerlo en una parada de 45 días, finalmente no se pudo llevar a cabo por las coyunturas del sector energético de aquel momento, lo que hizo que se retrasara hasta cuatro años después. Entonces se decidió ir haciendo el proyecto por fases y hacerlo coincidir con paradas de oportunidad. Se hizo una nueva especificación, conjuntamente entre GNF y Siemens. Manuel afirma con orgullo lo mucho que le ha tocado trabajar con Josué González, jefe de proyecto en Siemens, que también nos acompaña durante la entrevista. Josué fue quien llevó el proyecto desde el origen. Me ha servido de mucho apoyo. Nos hemos coordinado bastante bien; ha habido dificultades en el camino por supuesto, pero las hemos ido superando.
¿Cuál ha sido nuestra capacidad para adaptarnos a vosotros?
Realmente creo que Siemens ha sido muy flexible. Desde el momento en que se hizo la segunda especificación sobre el proyecto original. Primero se hizo un estudio económico, para ver en qué punto se encontraba el proyecto. Aquí, los departamentos de compras de ambas em-presas realizaron una buena labor. Y, sobre todo, destacar la sensibilidad que tuvisteis cuando decidimos trocear el proyecto en pequeñas fases.
Ahora mismo, la dificultad actual que tenemos es que no sabemos cuándo vamos a estar parados. Y esa flexibilidad que habéis mostrado es muy, muy de agradecer. Alguna vez que os hemos avisado con
menos de un mes de antelación o nos hemos adelantado, nunca ha habido problema en cambiar la planificación. Para la puesta en marcha de una de las fases más importantes, las personas de vuestra Casa Matriz que vinieron y con las que hemos trabajado son excepcionales, por ejemplo Burkhard Henstorf. Aun mantenemos el contacto con él por correo electrónico y me contesta si le hago cualquier consulta.
A nivel de ingeniería, desarrollo ¿hemos ido siempre de la mano con vosotros?
En líneas generales, era de esperar tener más tropiezos de los que hemos tenido, pero cuando ha surgido alguno lo hemos solventado por ambas partes.
Josue interviene: la dificultad técnica aquí es compaginar los controles viejos con los nuevos, pues al tener que convivir ambos sistemas hasta que se modernice totalmente la planta, se hace necesario intercambiar y adaptar señales entre ambos controles, lo que complica bastante la implementación por fases, pues también es diferente la filosofía de control de ambos.
Continúa Manuel: del equipo de Siemens España Juan Carlos Magan ha portado mucho, ha sido el puente entre ambas tecnologías. Porque luego Lorena Lucio, Carmen Piqueras, Jose Carlos Bragado y Gonzalo Funes conocen muy bien la parte
Central térmica de ‘La Robla’: modernización del sistema de control del grupo 2, algo más que un proyecto por fases
Anécdotas de la parada13
“Siemens ha sido muy flexible. Destacar sobre todo la sensibilidad que tuvisteis cuando decidimos trocear el proyecto en fases.”
Anécdotas de la parada14
del nuevo sistema SPPA-T3000, la parte más moderna.
Otra dificultad, ha sido hacerlo por fases. Un control lo diseñas para cambiarlo entero. Conservas el cableado que es lo que va a campo, y cambias completamente el control. En realidad es mucho más sencillo que “mantener al paciente con vida”, que es lo que nosotros hemos hecho aquí -de forma metafórica-. Además, de conseguir que las dos tecnologías, completamente diferentes, sean compatibles. Se han hecho muchas interconexiones y mucha reingeniería.
Josue añade: por vuestra parte, ha colaborado mucho la gente de planta, que son los que mejor conocen el sistema antiguo y, sin ellos, probablemente no hubiéramos podido hacerlo. Ha habido una sinergia buena entre las dos empresas.
Luego este proyecto de modernización por fases es algo novedoso
Tanto la manera de ir avanzando en la automatización, como en la mezcla de tecnologías, ha sido algo que yo nunca lo había visto, y creo que por vuestra parte tampoco. Visto en perspectiva, creo que hemos salido muy bien.
Añade Josue: horas al teléfono, muchas, los dos. La fase que mejor ha salido, el montaje, se ha cumplido prácticamente sin fallos.
Manuel: Esto ya casi no se puede llamar un proyecto, ya es casi nuestro día a día.
Josue: Cada año tiene que haber algo sino lo echamos en falta.
¿Cuántas fases nos quedarían?
Quedan unas cuantas. Tenemos ahora una parada que ya hemos retrasado para abril. Ni siquiera sabemos las fechas exactas. Ahí nos vamos a meter con un par de fases de alcance, la planta de tratamiento de agua, la reducción de los NOx, que no estaban incluidas en el proyecto inicial. Nos quedan varios sistemas como compresores, protecciones de molinos, sopladores. Como más compleja también nos queda la turbina, que va sujeta a una revisión general del grupo.
¿Cuáles son las ventajas del SPPA-T3000, un sistema de control digital frente al
analógico?
El control del grupo ha mejorado mucho. Teníamos muchos problemas con las temperaturas del ciclo. Se han ido cumpliendo las mejoras que estaban pactadas en las especificaciones. Por ejemplo, ha mejorado la estabilidad de la carga del grupo. Antes había un rizado de un 4- 5%, y ahora se encuentra en un 1%. La disponibilidad del grupo también ha mejorado, sobre todo en cuanto a temas de disparos. Los únicos episodios que hemos tenido es cuando se pone lento el sistema, pero es un tema de depuración de la propia lógica, y del número de eventos. Pero ahora lo hemos bajado mucho, hemos estado ajustando parámetros de las señales y ahí estamos ganando bastante. En este sentido, abrimos un par de incidencias en la ‘Hot Line’ y siempre tenemos un buen soporte por parte del equipo del Services, tanto de España como de Alemania.
Por tanto, a nivel de control, nos ha supuesto muchas menos intervenciones del retén. Ha mejorado muchísimo la fiabilidad. A nivel de mantenimiento, ha supuesto muchas menos intervenciones fuera del horario de trabajo.
Habéis empezado por automatizar el sistema de control. ¿Cuál creéis que es el siguiente paso en Digitalización? ¿Y cómo os podemos ayudar?
Hay dos mundos. Por un lado está el mundo de la ofimática, y por otro, el mundo industrial. El siguiente paso sería juntar estos dos mundos. La tendencia de la Digitalización es un poco esta idea.
En cuanto a lo que nos podéis ofrecer, creo que en ese campo podéis seguir creciendo y ofertando soluciones. Por ejemplo es muy importante juntar las planificaciones de mantenimiento con las horas del grupo, si está arrancado o parado, integrar todos los sistemas ofimáticos con los de control. Y ahí es donde creo que hay una mayor área de crecimiento para todas las empresas que trabajan en el sector de la automatización industrial.
En cuanto a los estándares de eficiencia energética que hay que cumplir a nivel europeo para poder seguir funcionando, ¿cómo se plantea?
“Servicio RREC Hotline: al
otro lado del teléfono dispongo de un buen equipo
de Siemens”

Se prevé un entorno tanto a nivel europeo como mundial cada vez más restrictivo en cuanto a medidas medioambientales. Por eso, los avances tecnológicos en cuanto a la reducción de la contaminación de los diferentes gases, es básico y el apoyo que podéis dar es grande. Por ejemplo, lo que habéis montado en la central térmica de Meirama con tecnología láser para ver la combustión de caldera. Lógicamente si no ves, poco puedes corregir. Se necesitan por un lado, sistemas de medida que te permitan ver bien el proceso, y luego sistemas que te permitan corregir los desajustes del proceso. Por el medio de esto, se necesitan sistemas expertos que te ayuden a la toma de decisiones y al control del proceso. Aquí es donde lógicamente estáis vosotros como tecnólogo.
En cuanto al contrato de mantenimiento, ¿cómo funciona la RREC (Regional Remote Expert Center) Hotline?
Por suerte, no estamos necesitando usar mucho este contrato de mantenimiento. Creo que se puede valorar muy positivamente cómo funciona el sistema a día de hoy. Dicho esto, siempre surgen problemas en la planta. A veces, el sistema se vuelve lento. Cuando hemos tenido estos episodios, lo primero que hacemos es una valoración nosotros desde planta. Una vez que hemos visto el problema que tenemos, si no lo podemos resolver nosotros desde aquí, con el conocimiento que tenemos, escalamos el problema a la ‘RREC Hotline’. Tenemos un número de contacto repartido por toda la planta. El porcentaje de respuesta es muy rápido.
Josue añade: para resolver los problemas es muy importante que la persona de planta tenga un conocimiento alto. En este caso, ocurre que Manuel tiene bastante conocimiento, se ha implicado desde el principio y esta labor la facilita un montón. Hay temas que va por delante.
Manuel: Al otro lado del teléfono yo dispongo de un buen equipo de Siemens. Luego tenemos la conexión en remoto con el sistema de control, con lo cual se pueden reparar las averías o incidencias a distancia. También destacar la disponibilidad, ya que alguna vez nos ha pasado durante un fin de
semana y nos han atendido. En el pasado, teníamos quejas de Siemens, pero hay que decir que ha mejorado mucho, tanto la atención como la relación.
Cuando hemos hecho la puesta en marcha durante una parada, ¿cómo nos ves a nivel de seguridad?
No ha habido ningún problema ni incidentes con vosotros. Entonces, no puedo decir nada negativo al respecto. Desde el 2012 hasta ahora no hemos tenido ningún accidente. La coordinación empresarial ha sido buena. Estábamos trabajando 4 ó 5 empresas a la vez. El que no haya que reseñar nada de seguridad es signo de que se está haciendo un buen trabajo.
Se une a nuestra conversación, Antonio Aira, jefe de mantenimiento de la central. Cuando le pregunto por el sistema de control afirma que es muy flexible, te permite muchos cambios sin hacer nada de cableado. Te permite hacer las modificaciones y experimentar. Cosa que hasta ahora no había, porque cualquier cambio que había que realizar, tenías que meter relés, cableado, etc. Ha sido un paso muy importante para la planta. De hecho, todas las plantas que tenían una regulación analógica han pasado a este sistema. El SPPA -T3000 es una plataforma única porque une ingeniería, operación, super-visión e información. Para mí es básico.
Además, el éxito de todos estos proyectos es básicamente que quien lo inicie lo continúe hasta el final. Yo he vivido proyectos de automatización que han fracasado por el cambio que ha habido de personal. Es importantísimo que las personas que inicien un proyecto puedan permanecer en el tiempo.
Anécdotas de la parada15
“El SPPA-T3000 es una plataforma única porque une ingeniería, operación, supervisión e información. Para mí es básico.”
Anécdotas de la parada16
La E.D.A.R (Estación Depuradora de Aguas Residuales) SUR se encuentra en la margen izquierda del río Manzanares, en el término municipal de Getafe.
Como nos explica Javier Fernández, jefe de la planta de cogeneración, las aguas residuales vienen de toda la zona Sur (Vallecas, Puente de Toledo, Móstoles, Fuenlabrada, Leganés), una población de casi 2 millones de personas, lo que hace que sea una de las depuradoras que trata más cantidad de agua de la Comunidad de Madrid, aproximadamente, 2,6 m3/seg.
Cadagua, es la empresa responsable del contrato de Operación y Mantenimiento de la planta. La línea de agua de la E.R.A.R. Sur está constituida por un tratamiento previo de desbaste, desarenado y desengrasado, seguido de un tratamiento primario por decantación. El tratamiento secundario es de tipo biológico por fangos activos.
En el proceso de transformación de los fangos se produce gas, rico en metano, que es el que utilizan los motores que tenemos en nuestra planta de cogeneración como combustible. Con la energía que éstos producen cubrimos la demanda de energía eléctrica de la propia planta.
¿Cómo funciona?
Disponemos de 6 motores Siemens y 2 de otra empresa. No es una cogeneración al estilo tradicional, donde está todo en marcha, y el excedente que hay se vende a la red. Con lo cual, siempre hay motores parados porque la demanda que tenemos en planta no necesita poner en marcha todos los motores para cubrirla. Esto nos permite tener bastante juego en cuanto a disponibilidad de motores y poder programar los servicios de mantenimiento con un tiempo de margen. También nos permite cubrir la avería de un motor con otro que esté disponible.
¿Qué papel tienen nuestros motores en este proceso de cogeneración?
La demanda normalmente suele estar
Motores Siemens en la mayor depuradora de la Comunidad de Madrid
entorno a los 3.000 KW. El peso de la producción y la demanda lo llevan los dos motores más grandes, que están en marcha casi las 24 horas del día, y lo que nos falta pues se cubre con uno o dos motores Siemens. Están un poco de apoyo, porque entre que ya tienen su edad, 20 años, a pesar de que se les ha estado haciendo los mantenimientos planificados periódica-mente, no son motores nuevos, y hay que estar bastante encima de ellos. Aun así, de momento, siguen todos en servicio; eso también dice que el mantenimiento que llevamos es correcto.
Háblame del mantenimiento que hacemos con vosotros.
Tenemos un acuerdo de mantenimiento por escalón. Esto significa que cada servicio de mantenimiento que se hace es un contrato, no tenemos un contrato de mantenimiento integral. Cuando hay que retocar un motor, yo os pido una oferta, me la mandáis en base al acuerdo previo de precios que tenemos.
¿Cuántos años llevas trabajando con nosotros? ¿Qué tal es la experiencia en el día a día?
Llevamos ya cuatro años. En principio estamos con vosotros por dos razones. La primera, porque el precio acordado es bueno para nosotros. La segunda, es porque el servicio cumple con los mínimos que se marcan. La prueba de esto es que si seguimos así es porque estamos contentos con vosotros.
En tu opinión, ¿en que podríamos mejorar?
En principio, nosotros las necesidades básicas las tenemos cubiertas. Ten en cuenta que la gente que hay aquí lleva trabajando muchos años con estos motores, entonces los conoce muy bien. Tenemos con vosotros un contrato de mantenimiento preventivo. Las averías si las podemos hacer nosotros, las hacemos; y si no sí que recurrimos a vosotros. En general, tanto la atención como el mantenimiento técnico
“Tanto la atención como el
mantenimiento técnico que
ofrecéis están bien.
Seguir como estamos.
Que no baje el nivel.”

que ofrecéis están bien. No diría que se puede pedir nada más. Seguir como estamos. Que no baje el nivel.
¿Cuál es tu experiencia de estos años con nuestros técnicos de campo?
Correcta. Responden a todas nuestras preguntas y nos ayudan; y si no la saben se informan. No se limitan a hacer su trabajo y ya está.
Y ¿en cuanto al tema de seguridad?
Para la seguridad se emplean todos los medios que establecen la normativa y el plan de seguridad de la empresa. Igual es algo que habría que mejorar en cuanto a vuestros servicios. El uso de EPIs de vuestros empleados, es mejorable. Nosotros exigimos que lleven todos los elementos de protección, y los técnicos de campo a veces no llevan todo lo necesario. Nosotros en principio nos ocupamos de nuestro personal, pero al fin y al cabo la gente que está aquí trabajando depende de nosotros también. Técnicamente, la atención que ofrecen los técnicos es correcta, pero en el tema de seguridad quizá habría que incidir un poco más.
¿Cómo ves nuestra relación a futuro?
En principio mientras no vaya a peor de cómo estamos, pienso que no habría problema. Factor importante siempre va a ser el precio.
Pero siempre hay detrás un equipo de Siemens que te responde ¿no?
Por supuesto. Cuando yo llamo a Víctor Pérez –Project Manager en Siemens- para pedirle gente para hacer un mantenimiento o una avería, él me responde, y eso lo valoro mucho.
“Los técnicos de campo responden a todas nuestras preguntas y nos ayudan.”
Anécdotas de la parada17
Anécdotas de la parada18
Nuestros técnicos de campo más cerca
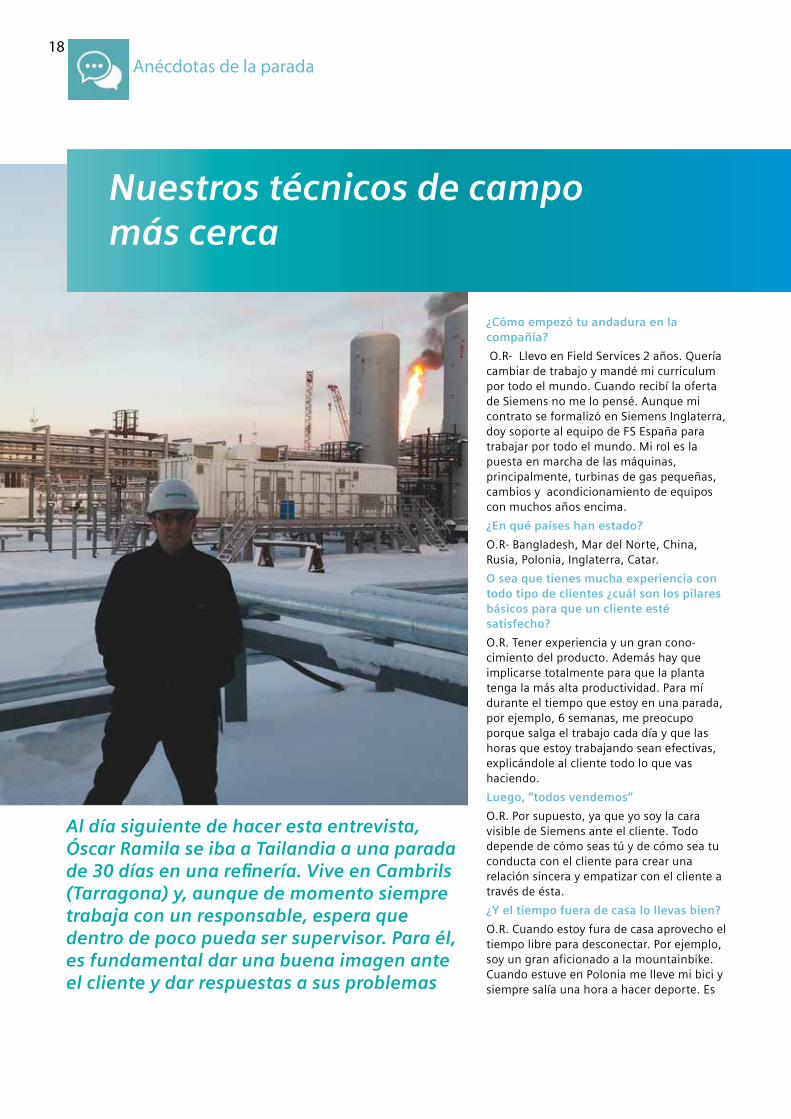
Al día siguiente de hacer esta entrevista, Óscar Ramila se iba a Tailandia a una parada de 30 días en una refinería. Vive en Cambrils (Tarragona) y, aunque de momento siempre trabaja con un responsable, espera que dentro de poco pueda ser supervisor. Para él, es fundamental dar una buena imagen ante el cliente y dar respuestas a sus problemas
¿Cómo empezó tu andadura en la compañía?
O.R- Llevo en Field Services 2 años. Quería cambiar de trabajo y mandé mi curriculum por todo el mundo. Cuando recibí la oferta de Siemens no me lo pensé. Aunque mi contrato se formalizó en Siemens Inglaterra, doy soporte al equipo de FS España para trabajar por todo el mundo. Mi rol es la puesta en marcha de las máquinas, principalmente, turbinas de gas pequeñas, cambios y acondicionamiento de equipos con muchos años encima.
¿En qué países han estado?
O.R- Bangladesh, Mar del Norte, China, Rusia, Polonia, Inglaterra, Catar.
O sea que tienes mucha experiencia con todo tipo de clientes ¿cuál son los pilares básicos para que un cliente esté satisfecho?
O.R. Tener experiencia y un gran cono-cimiento del producto. Además hay que implicarse totalmente para que la planta tenga la más alta productividad. Para mí durante el tiempo que estoy en una parada, por ejemplo, 6 semanas, me preocupo porque salga el trabajo cada día y que las horas que estoy trabajando sean efectivas, explicándole al cliente todo lo que vas haciendo.
Luego, “todos vendemos”
O.R. Por supuesto, ya que yo soy la cara visible de Siemens ante el cliente. Todo depende de cómo seas tú y de cómo sea tu conducta con el cliente para crear una relación sincera y empatizar con el cliente a través de ésta.
¿Y el tiempo fuera de casa lo llevas bien?
O.R. Cuando estoy fura de casa aprovecho el tiempo libre para desconectar. Por ejemplo, soy un gran aficionado a la mountainbike. Cuando estuve en Polonia me lleve mi bici y siempre salía una hora a hacer deporte. Es

Anécdotas de la parada19
una manera de relajar la presión y de conocer a gente. También allí me alquilé un apartamento, y cocinaba. Durante este proyecto, tuve la opción de poder coger algún que otro fin de semana para poder ir a ver a la familia, ya que estuve una tempora-da larga. La empresa es flexible en este sentido.
¿Y alguna anécdota en estos países?
O.R. Por ejemplo en China. Nos cogió un taxi para ir del hotel al site, un trayecto de unos 30 minutos. Normalmente nos cogía el mismo conductor, pero ese día no. Pensamos que había cambiado. Pasamos unos momentos complicados porque no hablaba inglés, no llevaba cinturón, iba fumando, hablando por teléfono. Llegamos pero asustados, pasas miedo. Hicimos un near miss (casi accidente). Es que en este país tienen una percepción diferente de la seguridad. Es muy importante también contactar con la gente local. Yo me adapto fácilmente.
Seguridad, ¿queda mucho por hacer?
O.R. Todavía hay que incidir mucho en ello. Muchas veces hemos tenido que parar los trabajos. En Polonia o China, por ejemplo, donde algunos de los andamios donde trabajaban los trabajadores locales los hacen de bambú. Empezamos evaluando los riesgos, pero luego siempre aplicamos el sentido común de acuerdo a lo que nos encontramos in situ, cuando estamos en la planta, ya que es prácticamente imposible desplazar todos los riesgos/peligros.
¿Cómo te ves en 5 años?
O.R. Me estoy formando todavía, me falta mucho por aprender. Intento asimilar (aunque no siempre es posible debido a diferentes causas) en cada proyecto las muchas nuevas cosas para mí, en cuanto a las puestas en marcha y a los nuevos equipos, para ser un commissioning engineer competente.
¿Te gusta esta trabajo?
O.R. Cada proyecto es casi siempre distinto en relación a los compañeros, países y diferentes vicisitudes que te enfrentas
en cada viaje, aunque algunas de ellas nada agradables.
Cuéntame algún problema técnico que hayas tenido en campo y cómo se solucionó
En mi penúltimo trabajo en Rusia. El trabajo consistía en la puesta en marcha de dos turbinas 300 SGT single shaft conectadas a dos generadores en una papelera en la ciudad rusa de Penza.Yo principalmente me encargué de la segunda unidad aunque con ayuda puntual del commissionig engineer, mechanical engineer y un trainee.
Durante el proceso de carga del software en el PLC de la unidad B, siguiendo los procedimientos para ello, no había manera de que el PLC comunicase con el HMI al abrir el programa WinnCC por lo que las pantallas de la turbina no estaban habilitadas. Después de muchos intentos con diferentes cambios y comparando con la unidad A, que si que estaba funcionando, nos dimos cuenta que la única diferencia entra las dos configuraciones/instalaciones era la distancia entre el HMI y el PLC, así que movimos el HMI cerca del PLC con un cable de Ethernet muchísimo más corto. Y “voilà”, funcionó. El problema residía en el cable de Ethernet ya instalado por el cliente, que era demasiado largo para poder transmitir los datos al PLC.
Estar informado22
Acabamos de terminar con éxito un año complejo con algunas incertidumbres y varios retos, realizando intervenciones en 25 países de 4 continentes donde el equipo ha demostrado una vez más su compromiso para sacarlo adelante y por ello quiero agradecer a todos los esfuerzos y dedicación.
Power Generation Por tercer año consecutivo, hemos colaborado con Siemens Francia en el soporte a las paradas en las plantas nucleares, donde el equipo de turbinas de gas has demostrado su excelente adaptación a un ámbito de trabajo con unas exigencias y procesos diferentes. Este compromiso de colaboración poco a poco se ha ido afianzando cada vez más y tenemos previsto continuar la colaboración con ellos en el futuro. La previsión de carga de trabajo en turbinas de gas en España no se espera que crezca de manera significativa a corto plazo, por lo que la colaboración con Francia nos va ayudar a mantener el equipo ocupado en ciertos periodos del año. La ocupación del equipo sigue su tendencia positiva y las expectativas para este nuevo ejercicio son muy buenas debido a las paradas en Argelia y Portugal. El equipo que turbinas de vapor y alternadores continúa ejecutando de manera excelente las intervenciones en las plantas nucleares y fósiles en España, y al mismo tiempo está colaborando cada vez mas con nuestra central en Orlando aportando sus conocimientos, experiencia y soluciones a otros proyectos a nivel mundial. La continuidad por este camino nos abrirá nuevas oportunidades de colaboración a nivel internacional.
Distributed Generation- Oil and Gas
El pasado ejercicio ha sido intenso y de mucha carga de trabajo en turbinas de vapor industriales en España con proyectos y modernizaciones importantes ejecutados de manera exitosa, a pesar de su complejidad, y con una implicación cada vez mayor del equipo de Field Service en todas las fases de los mismos, colaborando desde la oferta hasta el cierre de los proyectos. Las previsiones para este ejercicio son también muy optimistas.
Hemos completado 9 ‘major overhauls’ (revisiones generales) y más de 35 inter- venciones en las plantas termosolares en un periodo de tiempo de 5 meses, que ha requerido de una planificación, preparación y ejecución minuciosa para poder abordar varios proyectos en paralelo. La colaboración de Field Service con los Project Managers desde la fase de planifi-cación es un factor importante para cumplir con los plazos de establecidos. La unificación de los equipos de turbinas de vapor nos permite poder realizar cada vez mayor número de intervenciones con recursos locales y donde queremos seguir ampliando nuestra capacidad técnica con la incorporación de más recursos y cross- training. Con el equipo de turbinas de gas industriales nos movemos en un entorno donde la planificación de las intervenciones cambia constantemente lo cual nos obliga a tener que modificar de manera continua la asignación de recursos para adaptarnos a dichos cambios. La previsión de carga de trabajo en España no vemos que aumente de manera significativa en el próximo ejercicio y la involucración en trabajos a nivel internacional continuará como en años anteriores siendo clave. La alta especialización de este equipo hace que cada vez esté mas reconocido en nuestras fábricas y que cuentan con nosotros cada vez más para proyectos complejos tanto de service como de nuevas instalaciones donde nuestra participación está aumentando año tras año, así como la involucración y colaboración en la mejora de algunos productos. La incorporación del equipo de Guascor, es otro de los aspectos a destacar,
Objetivos conseguidos por el equipo de FS y nuevos retos
Autor: José Antonio Martinez, Responsable de Field Service, Siemens España

Estar infomado23
y que sin duda nos lleva a involucrarnos en un nuevo negocio donde esperamos que se pueda reactivar el sector de purines y que todos los equipos que están en stand-by puedan volver a su fase de producción. Con la integración de Dresser Rand, se nos abren nuevas oportunidades en compresores recíprocos y turbinas de vapor, y donde tenemos el reto de formar un equipo para dar soporte a este negocio.
Norte de ÁfricaEl entorno sigue siendo muy inestable sobre todo en Libya, lo que hace que la gestión de los proyectos y la asignación de recursos sea compleja y muy cambiante y requiere de un esfuerzo adicional para todo al equipo de planificación y de turbinas de gas industriales, que se tienen que ir adaptando constantemente a los cambios. Un soporte rápido y eficaz por parte de Recursos Humanos y el equipo de delegaciones continuará siendo vital a la hora de gestionar las movilizaciones a estos países. Nuestra consolidación como HUB para el Norte de África es ya una realidad y nuestra aportación a las compañías regionales es cada vez mayor. Tenemos que seguir trabajando para consolidar los procesos e implementar la estrategia de Field Service en estos países donde la contratación de nuevos recursos y la formación, son nuestros focos de atención para este próximo ejercicio. La colaboración con el HUB de Dubái se ha incrementado de manera significativa, y estamos seguros que nos aportará nuevas oportunidades de participación en proyectos muy interesantes en Oriente Medio.
H&S es nuestra máxima prioridadComo parte de nuestra estrategia de ‘Zero Harm’, a lo largo de los últimos 5 años, hemos intensificado mucho el esfuerzo en materia de seguridad donde ha sido clave el alineamiento de toda la organización desde la Dirección de la división, el departamento de PRL, Project Managers y, por supuesto, Field Service. Hemos iniciado un camino que debemos seguir recorriendo y no podemos caer en el error de pensar que ya está todo hecho y bajar la guardia. Nuestra concienciación en materia de seguridad
debe mantenerse activa y vigilante siendo cada vez mas proactivos y poder identificar los riesgos en las fases tempranas de los proyectos. Incrementar el reporting de acciones inseguras en el día a día, cerrar aquellas incidencias que se abren y sacar las lecciones aprendidas de las mimas, juntamente con un dialogo continuo con nuestros clientes y subcontratistas en obra, van a ser claves en nuestro camino hacia el objetivo de ‘cero accidentes’. Las herramientas de Take Five y Rapid Risk Assesment que tenemos a nuestra disposición, nos deben ayudar a mitigar cualquier situación de riesgo, así como a parar un trabajo si es necesario cuando no se dan las condiciones seguras para ejecutarlo. Velar por nuestra propia seguridad y las de los que nos rodean debe ser nuestro foco de atención. El pasado ejercicio hemos invertido más de 5.200 horas en viajes, de ahí la importancia de la seguridad en los mismos.
Digitalización En Field Service la digitalización debe de convertirse en nuestra obsesión porque estoy convencido de que nos cambiará la manera de trabajar en el futuro y estamos ya dando pasos en esa dirección. Ejemplo de ello son la implementación de MySPGI y la participación en el Proyecto Polaris que sin lugar a duda nos cambiará la manera de realizar el trabajo en campo; nos ayudará a tener mejor acceso a la documentación técnica, hacer los informes técnicos de manera más rápida, sencilla y, al mismo tiempo, generar datos que podamos analizar para mejorar nuestros procesos y actualizar nuestras bases de datos técnicas de manera inmediata con el fin de mejorar nuestros servicio a los clientes y añadir valor a los mismos. Tampoco somos ajenos a la digitalización en el campo de la comunicación, y la Red Social Interna (SSN) sin duda nos ayudará a compartir información y experiencias allí donde nos encontremos, así como poder formar parte de grupos de expertos que nos den soporte si lo necesitamos; debemos sacarle todo el potencial que tiene y beneficiarnos de los nuevos medios vir-tuales de colaboración y participación. Los nuevos modelos de mantenimiento más
Aprovecho para desearos a vosotros y vuestras familias unas muy Felices Fiestas Navideñas y un Próspero Año Nuevo 2018

Estar informado24
Centro de Reacondicionamiento Integral de Motores (CRIM) Autor: Victor Pérez, jefe de proyecto de la división PS, Siemens España
Es es el taller de Siemens dedicado a realizar ‘overhauls’ (revisiones mayores) de motores y reacondicionamiento de culatas. El origen de este taller fue en el año 2005. Guascor Servicios gestionaba la operación y mantenimiento de 6 plantas de desimpacto de purines con un total de 112 motores. Una de las plantas (Voltrega con 24 mo-tores), llegaba a acumular las horas de funcionamiento para hacer los ‘overhauls’ de todos los motores y por parte de la Dirección de la empresa se decidió crear una unidad itinerante para realizar los mantenimientos de las unidades de generación. El creador y líder de la unidad fue Daniel Comparin (FS), el cual, con otros dos técnicos, llevaron a cabo todos los trabajos en esta planta. Una vez terminados, se traslada el CRIM a otra planta de purines (Altorricon) para continuar con los ‘over-hauls’ y se aprovecha para ampliar la unidad para conseguir realizar mantenimiento en culatas, que hasta entonces se realizaban en talleres externos.
En 2008, el total de los motores a los que se
les gestionaba el mantenimiento era aproximadamente de 250 y las necesidades eran mucho mayores, por lo que se diseño un nuevo CRIM con capacidad de hacer 24 motores al año y 2.500 culatas. Gracias a toda la gestión de Ruben Villagrasa (FS), el CRIM se traslada a una nave industrial el Lérida con 650 m2, puente grúa de 10Tn, almacén, oficinas, vestuarios, comedor y todas las herramientas y útiles para poder afrontar este nuevo reto.
En la actualidad y con las plantas de purines paradas, el taller se está reinventando para conseguir nuevos retos, mejorando procesos, aumento de la rentabilidad, incremento de la calidad y realizando inversiones en medioambiente. Con todo esto alcanzaremos cerrar nuevos proyectos y nuevas sinergias con otras unidades de Siemens que, actualmente, subcontratan trabajos fuera de la empresa.
Vasile Florin Tanase y Claudiu Heres son los compañeros de FS que día a día trabajan en el taller y hacen que podamos pensar en el futuro del mismo dentro de Siemens.
flexibles donde las intervenciones de manera remota serán cada vez más significativas, son otro de los campos donde veremos cambios a una velocidad exponencial y debemos ser participes de los mismos. Sin lugar a dudas, el equipo de Field Service puede aportar mucho valor en la nueva era digital y debemos empezar a ser ambiciosos e involucrarnos de manera activa aportando nuevas ideas que puedan repercutir en
soluciones diferentes en beneficio de nuestros clientes. La participación activa en las acciones de la Encuesta de Empleados juntamente con el “Movimiento Espiral” debe ser otra de nuestras aportaciones que nos llevará a una nueva dimensión en la manera de trabajar y relacionarnos. El cross-training va a continuar siendo una de nuestra prioridades, que nos permitirá ser mas rápidos y flexibles en la asistencia a los clientes.

Estar infomado25
Campaña sobre la importancia de la seguridad: ¡contamos con vuestra foto!
Nuestra compañera de PRL Lourdes Moreno hizo entrega del botiquín “tuneado” a Vasile Florin Tanase durante su visita al CRIM (Centro de Reacondicionamiento Integral de Motores).
Durante los últimos meses se han entregado nuevos Botiquines de Primeros Auxilios con los principales mensajes de seguridad: Antes de empezar siempre ‘Para, Piensa y Pregunta’. Todos somos parte del mismo equipo, por eso, debes tener tolerancia cero con el riesgo.
Y durante la intervención en la central nuclear de Ascó, Ana Pérez Dorado del equipo de PRL, entregó también el botiquín a Jesús Cano y Rubén Dario.
El pasado 23 de octubre celebramos en las oficinas de Tres Cantos en Madrid nuestro encuentro interno anual, que reunió por primera vez a los colaboradores de PG y PS. José Bolaños, responsable de PRL, comenzaba con el “Safety Moment” recordándonos que, a veces, el trabajo más importante que podemos hacer es dejar de trabajar. Rosa García continuaba la jornada haciendo un repaso de los éxitos conseguidos durante el año por ambas divisiones, animándonos a seguir por el mismo camino. También nos adelantó las prioridades estratégicas para este nuevo año: 1. Poner al cliente en el centro; 2. Hacer Realidad la Digitalización- tanto interna como externamente-; y 3. Liderar con el ejemplo. Después del “Looking Back” donde en imágenes los asistentes pudieron ver un resumen de todo lo ocurrido a lo largo del año , los máximos responsables Olivier Bècle, Luis Angulo y Thays Zapatero, presentaron las prioridades del negocio en España para FY18, metas alineadas con la Vision 2020, y entre las que se encuentran: la Seguridad, lo primero; que nuestros clientes estén
satisfechos; incrementar a nivel local e internacional el valor añadido del Services - incluyendo el Hub de los técnicos de campo- así como de los equipos de Ventas y de Instrumentación&Control. También será clave la apuesta por la Digitalización con continuas innovaciones tecnológicas (impresión 3D, Remote Outage, LTPs,..); sin olvidar la Calidad y Excelencia en la operación.Para potenciar el networking, que la jornada fuera interactiva y reforzar los principales mensajes, se organizó durante toda la jornada una prueba por equipos. Con el nombre de nuestras turbinas de gas, se crearon 13 grupos que durante toda la mañana fueron contestando a todas las preguntas sobre los diferentes temas que se iban tratando. Aunque el nivel de aciertos fue muy elevado, finalmente el equipo ganador fue el de la SGT- 8000 H formada por Elena Antón, Javier De la Fuente, Thays Zapatero, Maria Klein, Manuel Diaz, Manuela Jankowicz, Juan Ramón Muñoz, Nuria Juarez y Luis Salazar. El día termino con un almuerzo todos juntos en “La Hípica” de Tres Cantos.
Kick-off de las divisiones PS y PG

Síguenos en las redes sociales:
@siemens_es
@SiemensEnergyES
Siemens España
www.ciudadesdelfuturo.es
Editado por:
Siemens, S.A. Power Generation Services Ronda de Europa, 5 28760 Tres Cantos - Madrid
Nuestro Soporte de PRL
Nathalie Tramont [email protected] 697 078 590
Sara Tortosa [email protected] 638 077 554
Ana Isabel Pérez Dorado [email protected] 656 821 260
Lourdes Moreno Martínez [email protected] 619 643 578
Tu opinión es importante:
Si quieres contarnos tu historia, compartir algún tipo de información de interés para la división o alguna sugerencia de mejora de esta publicación, puedes ponerte en contacto con el equipo de Comunicación:
Maite Gutiérrez González [email protected] 618 526 833