Embed Size (px)
DESCRIPTION
Subsea Pipeline Management
Citation preview

Introduction to Subsea Processing For new employees of the Asker Subsea Process Systems department
Rev. 04
Author: Lene Hæreid Henriksen
Modified by: Marianne Winnes Steiner

2
Table of contents Abbreviation list.................................................................................................................. 5 1 Introduction ................................................................................................................. 6
1.1 FMC Kongsberg and the processing department ................................................. 7 1.1.1 History........................................................................................................... 7 1.1.2 The employees in the processing department ............................................... 7
1.2 Basic information ................................................................................................. 8 1.2.1 Basic terms .................................................................................................... 8 1.2.2 Hydrates ........................................................................................................ 9
1.3 What is processing? ............................................................................................ 10 1.4 Why subsea processing? (Drivers) ..................................................................... 11 1.5 Challenges subsea processing ............................................................................ 13 1.6 Subsea processing compared to topside ............................................................. 13
2 Studies and projects .................................................................................................. 14 2.1 Project phases from a customer’s point of view ................................................ 14
2.1.1 Study phase ................................................................................................. 14 2.1.2 Project phase ............................................................................................... 15
2.2 Studies, tenders and projects in FMC ................................................................. 16 2.3 Delivery Projects ................................................................................................ 17 2.4 Important studies and projects in FMC’s subsea processing history ................. 17
3 System design ........................................................................................................... 18 3.1 Design basis........................................................................................................ 18 3.2 Codes and standards ........................................................................................... 18 3.3 Field architecture ................................................................................................ 19 3.4 Process ................................................................................................................ 21
3.4.1 Bulk water separation, reinjection of water and pumping. ......................... 24 3.4.2 Gas/liquid separation and pumping of liquid (similar to the Pazflor system). 24 3.4.3 Bulk water separation, sand-handling, re-injection of water and pumping. 25 3.4.4 Gas/liquid separation, compression and pumping. ..................................... 26 3.4.5 Bulk water separation, sand handling, re-injection of water, gas/liquid separation, compression and pumping. ..................................................................... 27 3.4.6 Hydrates and system design ........................................................................ 28 3.4.7 Schematics and diagrams ............................................................................ 29
3.5 Control system .................................................................................................... 31 3.5.1 Components ................................................................................................ 32 3.5.2 Redundancy................................................................................................. 33 3.5.3 SCD (System Control Diagram) ................................................................. 33
3.6 Power system...................................................................................................... 35 3.6.1 Single line diagram and load list ................................................................. 37 3.6.2 Calculations and analysis ............................................................................ 38
3.7 Modules .............................................................................................................. 39 3.7.1 Retrievability............................................................................................... 39 3.7.2 Modules....................................................................................................... 39 3.7.3 Module weights, ship accessibility ............................................................. 39 3.7.4 Wire weight ................................................................................................. 39

3
3.8 3D construction .................................................................................................. 41 3.9 Technology gap .................................................................................................. 42 3.10 Cost estimation ............................................................................................... 42
4 Products..................................................................................................................... 44 4.1 Separators ........................................................................................................... 44
4.1.1 Liquid/liquid separation .............................................................................. 44 4.1.2 Gas/liquid separation .................................................................................. 50 4.1.3 Sand handling.............................................................................................. 53
4.2 Pumps ................................................................................................................. 56 4.2.1 Single Phase centrifugal .............................................................................. 57 4.2.2 Multiphase helico axial ............................................................................... 58 4.2.3 Hybrid pump ............................................................................................... 59 4.2.4 Multiphase twin screw ................................................................................ 60 4.2.5 Submersible pumps ..................................................................................... 61
4.3 Compressors ....................................................................................................... 62 4.4 Coolers ............................................................................................................... 64
4.4.1 Coolers in a compression system ................................................................ 65 4.4.2 Natural convection pipe cooler ................................................................... 67 4.4.3 Forced convection pipe cooler .................................................................... 68 4.4.4 Shell and tube cooler ................................................................................... 69
4.5 Valves ................................................................................................................. 70 4.5.1 Control valves ............................................................................................. 71 4.5.2 Choke valve ................................................................................................ 72 4.5.3 Check valves ............................................................................................... 72 4.5.4 On/off valves ............................................................................................... 73
4.6 Electrical equipment ........................................................................................... 75 4.6.1 Actuators ..................................................................................................... 75 4.6.2 Transformer ................................................................................................. 76 4.6.3 Switches ...................................................................................................... 76 4.6.4 VSD (Variable Speed Drive) ...................................................................... 76 4.6.5 Cable ........................................................................................................... 77 4.6.6 Connectors .................................................................................................. 78 4.6.7 Penetrators................................................................................................... 79
4.7 Instruments ......................................................................................................... 79 4.7.1 Pressure and temperature transmitters ........................................................ 80 4.7.2 Level transmitter (LT) ................................................................................. 80 4.7.3 Radar ........................................................................................................... 81 4.7.4 Oil in water measurements .......................................................................... 82 4.7.5 Watercut transmitter .................................................................................... 83 4.7.6 Flow transmitters ........................................................................................ 83 4.7.7 Leakage transmitters ................................................................................... 84
4.8 Intervention ........................................................................................................ 85 4.8.1 Connectors .................................................................................................. 85 4.8.2 Connection methods.................................................................................... 86 4.8.3 Tie-in/connection tools ............................................................................... 87
4.9 Structure ............................................................................................................. 89

4
4.9.1 Foundations ................................................................................................. 90 4.9.2 Protection .................................................................................................... 91
5 Design and dimensioning .......................................................................................... 92 5.1 Separator tanks ................................................................................................... 92 5.2 Pumps ................................................................................................................. 93 5.3 Compressors ....................................................................................................... 94 5.4 Coolers ............................................................................................................... 94 5.5 Valves ................................................................................................................. 95 5.6 Electro system .................................................................................................... 96
5.6.1 Transfer voltage .......................................................................................... 96 5.6.2 Transformers ............................................................................................... 96 5.6.3 Cable dimension and construction .............................................................. 96 5.6.4 Penetrators and connectors ......................................................................... 97 5.6.5 VSD (Variable Speed Drive) ...................................................................... 97
6 Technology qualification .......................................................................................... 98 6.1 Analytical qualification and testing .................................................................... 99
7 Testing..................................................................................................................... 100 7.1 Tests ................................................................................................................. 100 7.2 Testplanning ..................................................................................................... 101 7.3 Test plan ........................................................................................................... 102
8 List of figures .......................................................................................................... 103

5
Abbreviation list Abbreviation Description CT Commissioning Test EFAT Extended Factory Acceptance Test FAT Factory Acceptance Test FEED Front End Engineering and Design GVF Gas Volume Fraction HLL High Liquid Level HPT High Pressure Transmitter HTT High Temperature Transmitter LLL Low Liquid Level LT Level Transmitter MC Mechanical Completion MEL Master Equipment List PDO Plan for Development & Operation PT Performance Test PT Pressure Transmitter SCM Subsea Control Module SCU Subsea Control Unit SIT Site Integration Test SOT Site Operation Test SPCU Subsea Power and Communication Unit SPS Subsea Process Systems ST String Test SWT Shallow Water Test TQP Technology Qualification Program TT Temperature Transmitter VSD Variable Speed Drive

6
1 Introduction This booklet is an introduction to the Subsea Process Systems (SPS) department, its history, our products and studies & projects. Together with exercises this booklet is an obligatory course for all new employees of the department.
Figure 1-1 FMC Globally
In Figure 1-1 there is an overview of FMC’s offices worldwide, and in Figure 1-2 there is an overview of FMC subsea worldwide. Which office that deals with which project will depend on where the client (i.e. the oil company) is located and project type. Kongsberg is the main office in Norway and the home of most departments related to subsea production. The processing department in Asker executes studies and projects for the European oil companies, and because we are center of excellence on subsea processing we assist other offices with processing projects. Other offices in Norway:
- Kristiansund: Customer support and personnel for assistance with intervention. - Bergen: Training centre, customer support and personnel for assistance with
intervention. - Stavanger: Field development and MPM (Multiphase Meter).

7
Figure 1-2 FMC Subsea globally
1.1 FMC Kongsberg and the processing department
1.1.1 History
1974: Oil division established by Kongsberg Våpenfabrikk 1986: Kongsberg Offshore AS established 1987: Sold to Siemens 1993: Sold to FMC 2001: Changed our name to FMC Kongsberg Subsea AS In the oil and gas business it is important to be pro-active, it is crucial to know what will be the technology needed in the future (in 10-20 years time). In 1999 Kongsberg Offshore established a department in Asker where studies on subsea processing were to be performed. This started with two employees who had several years of experience from Kongsberg Offshore and in collaboration with the big oil companies they explored the new technology (phase1). The studies gained a lot of attention and the activity went on to include product development (phase 2). New employees were added to the workforce and the activity increased. In summer 2005 the department had a breakthrough with the award of the Tordis SSBI (Subsea separation and injection) (phase 3). Since then the department have grown in amount of employees and number of studies and projects.
1.1.2 The employees in the processing department
We are a young and dynamic department with great capacity and an exciting future. Competence is highly appreciated in our department and competence development is a highly prioritized activity. We appreciate social interaction to solve a task. That implies an open informal way of communicating and collaboration between all types of employees. In this department we are all equal and we respect each other independent of position. The hierarchy is only visible on paper and when important decisions are to be made.

8
As a new employee it is important to take initiative and to be independent. We have an “open door culture” and if you ask you will receive help. We are always glad to share our competence. It is important to be sociable in other ways than in a job situation. The coffee bar, which is a social meeting place, and different sports activities are parts of our daily teambuilding.
1.2 Basic information
A reservoir is a subsurface pool of hydrocarbons contained in porous rock formations which originates from sedimentation of organic matter. The hydrocarbons are trapped by overlying impermeable rock formation barriers. There are not only oil and gas present in a reservoir. When producing from a reservoir water and sand are also present and foam and emulsions may occur and needs to be handled in a process system; subsea or onshore.
Figure 1-3 Left: Reservoir Right: Phase layers
1.2.1 Basic terms
• Viscosity
Viscosity is a measure of a fluid's resistance to flow. It describes the internal friction of a moving fluid. The higher viscosity, the more energy is required to extract the oil from the pores in the reservoir. Oil has a higher viscosity than water.

9
Figure 1-4 Oil with high viscosity
• Emulsion
In an emulsion, one liquid (the dispersed phase) is dispersed in the other (the continuous phase). Challenge to separate.
Figure 1-5 Left: Water in oil emulsion. Right: Oil in water emulsion
• Foam
Foam is a substance that is formed by trapping pockets of gas in a liquid
1.2.2 Hydrates
Hydrate is a substance similar to ice that can block a pipe, decrease the pipe diameter or form lumps in the liquid phase that will gather in valves or in other obstacles. It is formed by free water and HC gas under high pressure and low temperature. Formation of hydrates can slow down the production or lead to long shut-down. Removing hydrates leads to costly production losses and are time and resource consuming operations. Removal of hydrate plugs is a risk and has led to fatal accidents. The plug can exit the pipe like a bullet. Attempts to melt a hydrate plug in a pipeline with heat from the outside can cause the pipe to explode.

10
Figure 1-6 Removal of hydrate plug
1.3 What is processing?
Processing is active treatment of fluids. Subsea processing involves: Separation – to separate different fluids, liquid from liquid, gas from liquid Cooling – of fluids and motors Filtering – to separate particles from fluids Pumping – of single or multiphase Reinjection – reinjection of fluids and solids into a reservoir Compression – compression of gas Dehydration – separation of liquids from gas Injection of chemicals – MEG, methanol and emulsion breakers, to give the fluids
a specific ability
Figure 1-7 Our part of a system

11
In Figure 1-7 we see examples of different subsea systems. Fluids are extracted from the reservoir through the xmas tree (blue ring), flowlines from the wells are gathered in a manifold (green ring) and brought to the processing system (red ring). The fluids are processed and then transported topside (platform, ship or shore).
1.4 Why subsea processing? (Drivers)
1. Reduced CAPEX (Capital expenditure compared to building a platform)
Figure 1-8 How the cost of a project can be divided into different phases.
CAPEX Capital Expenditure
OPEX Operational Expenditure MAINTEX Maintenance Expenditure
DISPEX Disposal Expenditure
2. Expand production in existing fields where the pressure has decreased in the reservoir. Meaning fields where cost efficient production is no longer possible with standard production equipment.
3. Makes it possible to exploit costly infrastructure fully throughout the systems operational period. Capex and production costs will be reduced when you can extract more from each field and produce more efficiently.
4. Accelerate production with removal of bulk water or boosting. Bulk water removal will avoid produced water to congest pipelines or topsides, free up capacity to allow increased oil production and provide less ’head’ in risers / flowlines (deepwater). Boosting gives the opportunity to lower the wellhead

12
pressure with a choke and then pump the fluids further through the system. This way more oil and gas can be extracted from the reservoir.
5. Enhances flow management by decreasing slugging and avoid forming of hydrates.
6. Makes it possible to depressurize the system as a hydrate strategy. In a system where the gas rises freely to the surface and the liquids are boosted with pumps, it is possible to vent the system to depressurize it in case of a shut down. The pressure will fall to approximately 1 atm and hydrates will not be formed.
7. Makes it possible to exploit fields that are normally inaccessible because of deep water or long step out. Boosting makes the fluids able to travel longer distances.
8. Makes it possible to connect satellite fields to existing infrastructure. It is easy to adjust system to future changes.
9. HSE: - The platforms influence on the environment and vice versa will decrease
dramatically. Disposal of produced water, waste from platform, flaring etc. will be reduced.. The equipment will not suffer from environmental impact such as hurricanes or icebergs.
- Decrease danger of kidnapping, personal injury or error because there is no need for personnel on a platform and the system mostly controls itself.
- Decrease possibility to sabotage the system which is a threat in e.g. Nigeria. Examples of sabotage can be fire, bad management, lack of maintenance, shut downs and corruption.
Figure 1-9 Troll A platform and corresponding subsea solution

13
1.5 Challenges subsea processing
High pressure, deep water The components have to stand on the seabed for at least 5 years without
maintenance It is expensive and technically demanding to install/intervent on subsea
components on great depths Need to have the complete overview and control of process on great depths Materials must cope with harsh subsea environment
1.6 Subsea processing compared to topside
Why can’t we use the same equipment subsea as topside? The demand for operating time without maintenance is a lot higher. This leads to
less ancillary systems, simplified solutions and more robust components. High external water pressure External water phase is especially demanding for electric components Higher design pressure because of demands for design for shut-in pressure subsea
while systems topside are designed with a security system Higher design temperature because the system is located closer to the reservoir
Separation subsea compared to topside: coarser separation simpler separation tanks less control (simplified system) more robust equipment.

14
2 Studies and projects This chapter will address how studies and projects are performed from the clients as well as FMC’s perspective.
2.1 Project phases from a customer’s point of view
Figure 2-1 The projects phases from a customers point of view
The project phases depend on client and project. What should be remembered is that a project is divided in a study phase (consisting of different stages) and a project phase. These two main phases are divided by a PDO (plan for operation and development) and selection of suppliers. The figure used is based on Hydro’s project handbook.
2.1.1 Study phase
This phase is characterized by seeking to expand the scope with as many solutions as possible to have a lot to choose from and then decrease the scope by excluding solutions until left with one (and possible fallback solutions). The feasibility study is divided into two phases, during the first phase the client investigates if it is feasible to develop the field: a +-40% estimate for operation. If they find it feasible to develop the field they contact contractors (system suppliers: FMC, Aker, Vetco) to discuss solutions and find alternative ways to proceed. In the concept study phase relevant concepts are studied and one needs to end up with one or several concepts to investigate further in the FEED (Front End Engineering and Design) study. The same study is often performed by several system suppliers at the same time and many studies (on different subjects, for instance a study of the electro system can be done at the same time as a study on the process system) are done in parallel. In FEED studies design and costs are investigated more thoroughly. FEED is done in different ways; it can be done by all qualified suppliers or a selection of these. In the case

15
with several suppliers the oil company will choose to keep all information to itself or the best solutions from all suppliers are combined to make an inquiry. In the case where there is only one supplier doing the FEED, all bidders are let in on the solutions, so this must be considered when writing the report. How much information must be given to get the job without giving away good ideas to the competitors? After FEED the oil companies send an inquiry to the suppliers they want a tender from and then choose a supplier (usually without telling the selected company). The next task for the oil company is to make a PDO (Plan for Development & Operation) which is an overview of the entire project: investment, lifetime, production, impact on environment etc. This is sent to Stortinget (the government) for approval before the project can proceed. The need to send in an PDO will depend on the size of the project, if the investment is under 1.5 billion NOK it is not necessary to send in a PDO. System suppliers are now informed.
2.1.2 Project phase
The next phase consists of detail engineering and procurement. This is where most of the work is performed. The chosen idea is improved and all details come into place. Now the system can be built, after this follows start-up, production, support and maintenance. In some cases the plant will be modified as it ages, and depending of the cost a new PDO will have to be approved. Tordis SSBI Project phases:
Design competition; June 2004 (Vetco, AKS, FMC) FEED studies; September 2004- July 2005 (AKS, FMC) Technology Qualification; November 2004-2006 (AKS, FMC) Tender, spring 2005 (AKS, FMC) Pre engineering study; July 2005 – October 2005 (FMC) Letter of Intent with EPC option; July 2005 (FMC) Project sanction October 2005 Project execution 2005-2007

16
2.2 Studies, tenders and projects in FMC
Studies and tenders are carried out by the Field Development group and System Engineering in Asker. These groups carry out most of the work together with the product and the marketing group. If the study/offer contains standard equipment and process equipment the work is carried out by the departments involved in collaboration with the Subsea Process Systems (SPS) department in Asker. If the study/tender only contains process equipment the work is carried out by the SPS department. The Field Development group/System Engineering handle all the technical details as well as working out how FMC’s products can be combined to create a good system. In addition they determine if there are any components lacking that need to be developed. The departments are in direct contact with the client and arrange studies and tenders. The goal of the Field Development group/System Engineering is to obtain studies and projects for the company. Studies are normally paid by the client, but in some cases FMC do the work without getting financed. This is done to be able to come up with good ideas and solutions in an early phase of the project. In this way we promote ourselves and will have a possibility to influence on the customer’s choices. Several studies can be done on the same project, and it does not always result in a contract. The goal is to obtain 40% of the contracts we tender for. A certain strategy is needed to win a contract. There are more aspects to consider than having the best technical solution and lowest price, i.e. contract issues and our relation to the customer. The client and FMC may work together for up to 20 years, and a good cooperation is essential. Cultural differences and laws have to be taken into account when working with foreign companies. Local suppliers and service stations may be wanted from the customer. This implies that one does not always choose the cheapest and simplest solution but the solution the customer wants. Projects are carried out by the project department, so if we get a job a project group is assembled and the project department will lead the work. The first step is detail engineering. This is where most of the work is done. All details are worked out, ordering and testing and at last the system is put together. Construction and detail engineering intertwine. After system delivery and start-up FMC’s role is to do support, but the merchandise is delivered and belongs to the client. If the system is to be changed after a few years, FMC will participate. More details about projects will be discussed in the delivery project chapter.

17
2.3 Delivery Projects
When starting up a delivery project a project organization is established with focus on engineering, delivery and testing. Process engineering is in charge of process design (including process control system) and technical follow-up of subcontractors delivering processing equipment. The project’s Work Package manager is responsible for processing equipment, writes contracts with subcontractors in collaboration with purchasing/contracts, and has the overall responsibility for deliveries. This implies collaboration with engineering, test, HSE, QA/QC, material, logistics, contracts and purchasing. Product documentation is especially important for the subsea processing projects because we have limited experience. We need good descriptions of products and specifications in relation to subcontractors and for use in future projects/studies.
2.4 Important studies and projects in FMC’s subsea processing history
On the department’s Share Point on the intranet a reference list with studies and projects can be found. Not all studies have led to projects, but have been a good experience in finding system solutions and developing equipment for separation and compression. The list is found on: http://inside.ask1.net.fmcti.com/products/subsea/process_system/Lists/Projects/AllItems.aspx
Figure 2-2 Reference list of studies and projects

18
3 System design This chapter addresses how to proceed and what to consider when designing a processing system.
3.1 Design basis
Design basis shows the purpose of a process design. It contains information and demands given by the client to FMC for delivery of a study, tender or project. Conditions like depths, temperatures, currents, fluid composition (water, MEG, CO2, H2S, sand, slugging) and design pressure is given, and information about expected production rates, start up/shut-down and hydrate-philosophy. Expected availability is information important for planning. It is given as how many percent of the systems lifetime the client expects the system to be available, i.e. working. This will depend on the failure rates of the components and redundancy choices. Design basis is updated for every step in the work process (when there are changes) as the client decides which solution they want or which solutions to study further. Details of the concept (separation (type), re-injection, compression) is not decided in the early phase therefore we have the opportunity to make suggestions. However in the later phases, as the FEED phase, the choice is made and FMC has to study the concept choice the client has made. Based on the design basis from the client, FMC makes its own with more information and incorporate our own demands. This is sometimes sent to the client for approval. This is a method used to clear up uncertainties concerning the specifications given by the client.
3.2 Codes and standards
Codes and standards are instructions on how systems and components have to be designed and dimensioned. Below are some examples of standards used:
API American Petroleum Institute ASME American Society of Mechanical Engineers BS British Standard DNV Det Norske Veritas EN Europeisk Norm IEC International Electro technical Commission IEEE Institute of Electrical & Electronics Engineers ISO The International Organization of Standardization NACE National Association of Corrosion Engineers NORSOK Norsk Sokkels Konkurranseposisjon NS Norsk Standard

19
There are standards for how to draw a diagram and with a given design pressure the standards gives specifications of the equipment to be used. Each area of expertise has its own standards. Independent organizations create the standards, and some of the standards overlap each other. The client decides which standards to use, and the system design depends upon their choice of standard.
3.3 Field architecture
Figure 3-1 Example of field architecture
When construction of a system is planned where to place the modules has to be considered. Evaluation of where to place the wells and xmas trees has to be done first. Then it is decided where to lay the flowlines and how to gather them in a manifold without causing too much slugging and pressure/temperature loss. The process unit is placed according to the production equipment. When modules and flowlines are placed, umbilical, communication – and power lines are placed according to the rest. The client decides where to place the different units, but FMC’s Field Development department may help in the planning.

20
Depths, soil, landscape and distances (between modules and modules and topside) will influence the planning of field architecture and infrastructure. Mooring for ships and platforms will also influence the location of modules.
Popeye (gas)
Nile (gas)
Gemini
Pluto (gas)
Mica (oil)
Canyon Express (oil)
Mensa (gas)
Na Kika (oil)
Thunder Horse (oil)
Ormen Lange (gas)
Corrib (gas)
Diana (gas)
AVSTAND TIL MOTTAK [km]
VA
NN
DY
P [
m]
Snøhvit (gas)500
1000
1500
2000
2500
3000
0 20 40 60 80 100 120 140 160 180
Step- out (km)
Dept
h(m
)
Figure 3-2 Depths and step-out for existing developments
Today we operate in depths between 150 and 3000 m and step-outs of 0 to 200 km. We see from Figure 3-2 that developments on the ocean floor have gone from deep to ultra-deep waters with increasing step-out. The easy accessible areas have already been exploited, but the need for energy still increases. One is forced to operate in deeper waters longer distances from shore. This application requires new equipment to make production possible/profitable. (Deep fields: Gulf of Mexico, Long step-out: Shtokman)

21
3.4 Process
1 2 3 4 5
Figure 3-3 Development subsea processing
When it comes to development and solutions one must take into account that the oil and gas industry is conservative and the ideas for subsea separation and compression developed long before the equipment. Look at Figure 3-3 to get an overview of what is done and our goals for the future.
1. Multiphase boosting – Pumping of multiphase flow 2. Bulk water removal (Troll pilot and Tordis) – Removal of produced water from
multiphase stream and injection into reservoir 3. Gas/liquid separation, desanding – Gas and liquid is separated and sand is
removed from the separator through a separate system 4. Gas compression (Ormen Lange and Åsgard with gas/liquid separation and gas
compression) 5. 3 phase separation, desanding, reinjection and compression. Water and sand is
removed from the wellstream and re-injected into a reservoir, gas and liquid is separated and the gas is compressed.
Note that the need for separation and boosting is different from one field to another, and that the goal is to have the opportunity to utilize the technology mentioned even though it will not always be necessary. There are many ways to assemble a process system so there is no correct solution. The system design is studied and found in cooperation with the client. The solution will depend on the types of fluids found in the reservoir (what does the customer want to separate), need for boosting and what the customer has done before and wants to do now. FMC will try to get the customer to implement subsea processing which is easier the earlier we are invited to do studies in a project.

22
Figure 3-4 The Tordis SSBI station
The main functions of the processing system are pumping, separation, compression and cooling. From Figure 3-5 we can see examples of a pump for boosting and re-injection, separators for separation of fluids, compressor which compresses the gas and coolers which cools fluids and motors. These components can be combined in different ways to give the desired results.
Figure 3-5 The main components of the processing system

23
Figure 3-6 Processing alternatives
Figure 3-6 shows some processing alternatives: 1. Bulk water removal, reinjection of water and pumping 2. Gas/liquid separation and liquid pumping. 3. Bulk water separation, sandhandling , reinjection of water and pumping. 4. Gas/liquid separation, compression and pumping. 5. Bulk water separation, sandhandling (with injection into reservoir or into oil/gas
pipe), reinjection of water gas/liquid separation, compression and pumping. Except for alternative 5, the systems in Figure 3-6 are systems proposed in studies and tenders. This is a simplified summary and not a method on how to build a processing system. Every field and study/project demands a special solution to obtain optimal production. The separators shown here are examples of liquid/liquid and gas/liquid separators, there are other types of separators which perform the same tasks, these will be presented in chapter 4.1.
In the following sections we will look at the different processing alternatives.

24
3.4.1 Bulk water separation, reinjection of water and pumping.
Figure 3-7 Bulk water separation, reinjection of water and pumping
The bulk water is separated in a gravitational separator and re-injected into a reservoir with a reinjection pump. The reason for this is to avoid using energy and capacity on bringing the water to the surface. Oil, gas and potential sand is pumped with a multiphase pump topside. This can be relevant for fluid compositions with high water levels and low gas levels.
3.4.2 Gas/liquid separation and pumping of liquid (similar to the Pazflor system).
Figure 3-8 Gas/liquid separation and pumping of liquid
The gas and liquid is separated and the gas rises to the surface in a separate pipe while the liquids and potential sand is pumped topside with a multiphase pump. This solution gives the opportunity to depressurize the system in case of a shut-down to avoid forming of hydrates. This can be relevant for fluid compositions with high gas levels and low water levels where the fluids are to be transported short distances to platform or to shore.

25
3.4.3 Bulk water separation, sand-handling, re-injection of water and pumping.
Figure 3-9 Bulk water separation, sand-handling, re-injection of water and pumping
This is a simplified version of the solution used for the Tordis project. The solution is similar to the one in alternative 1, but in this case sand-handling is used. There will always be sand in the flow from the reservoir, and it will accumulate in the separator. Depending on the amount, a desander may be necessary to obtain optimal separation and to avoid clogging. In addition, separating sand protects the pumps from sand erosion causing them to fail and therefore requiring replacement. From the first separator sand is flushed into a sand tank, water is separated from the sand and injected into the water re-injection pipe upstream the re-injection pump. The sand is flushed to the water re-injection line downstream the water re-injection pump (Alt. 1 Figure 3-9) or into the gas/oil flowline downstream the multiphase pump (Alt.2 Figure 3-9).The first alternative gets rid of the sand, and there will be no need to occupy capacity or time bringing sand to the surface and separating it for a second time. On some occasions it will not be possible to re-inject sand into a reservoir (depending on the reservoir content and form), or it will not be economically beneficial. In this case the second alternative is chosen. The benefits of this solution are that the sand is removed from the bulk water removal separator and that the pumps are protected when sand is injected downstream the pumps in the system. This separation process can be relevant for fluid compositions with high water and sand levels and low gas levels.

26
Figure 3-10 The Tordis processing system
3.4.4 Gas/liquid separation, compression and pumping.
Figure 3-11 Gas/liquid separation, compression and pumping.
In this process system gas and liquid is separated. The liquid (and sand) is pumped through a multiphase pump while the gas is boosted with a compressor. Gas and liquid can then be exported to platform/shore separately (Alt. 1 Figure 3-11) or in the same flowline (Alt.2 Figure 3-11). Transportation in the same flowline is cheaper and the gas will contribute to the transport of the liquid, but gas and liquid will have to be separated again at topside location. Transportation in two pipes is more expensive, but further separation of the fluids is avoided. A problem with the two pipe solution is that hydrates (slush-like substance formed by water and gas) may be formed in the gas riser as temperature falls because MEG (anti-freeze chemical) follows the liquid phase. There are three main places a cooler is needed. Three coolers will not be used in the same system because they occupy too much space, so the coolers shown in Figure 3-11 are just

27
to display the possibilities. Inlet cooling, anti-surge cooling and outlet cooling is shown in the drawing. Inlet cooling is done to remove liquid from the gas (liquid drops will ruin the compressor) and to obtain a temperature that will improve the compressor efficiency. Anti-surge recirculation loop is activated at low flow/high pressure in the system. The re-circulated gas is hot and has to be cooled before re-entering the compressor in order to maintain compressor performance, hence the anti-surge cooler. Outlet cooling is needed because the flowlines are not designed for the high temperature of the gas at the outlet of the compressor. A cooler has often more than one purpose, i.e. one cooler may be a combined anti-surge and outlet cooler. Coolers will be discussed further in the chapter 4.4. This separation process can be relevant for fluid compositions with high gas and low liquid levels where the fluids are to be transported over long distances.
3.4.5 Bulk water separation, sand handling, re-injection of water, gas/liquid separation, compression and pumping.
Figure 3-12 Bulk water separation, sand handling, re-injection of water, gas/liquid separation, compression and pumping.
This is similar to a topside system and is what will be possible subsea in the future. Water and sand are separated from oil and gas and will be treated as in alternative 3. Then gas and oil will be separated in a gas/liquid separator and the gas is boosted with a compressor while the oil is pumped. The two fluids are transported in separate pipes or in a combined pipe topside. A cooling system like the one described in alternative 4 is needed. This separation process can be relevant for fluid compositions with high water and sand levels where the oil and gas will be exported over long distances.

28
3.4.6 Hydrates and system design
Hydrate philosophy, a philosophy on how to avoid hydrates, is an important part of system design. There are different modes in regards to hydrate formation: normal, non-normal, shut-down and removal of hydrate plug. Throughout studies and projects you plan how to build the system so that hydrates will not be formed, what to do if hydrates do form, what to do at system shut-downs and how to remove hydrate plugs/layers if these are formed. It is not always possible to operate outside the pressure and temperature conditions where hydrates form. At the inlet of the compressor low temperatures are needed and in long flowlines the temperature will decrease with distance, and actions to avoid hydrates have to be taken. To prevent the temperature from falling to a level where hydrates will form it is possible to insulate flowlines (but this will be cost inefficient and will have little effect on flowlines longer than 15-20 km) or components or heat them from the outside. MEG (Mono Ethylene Glycol) and methanol work as de-froster liquids. To avoid hydrates MEG or methanol can be injected into the liquid (this is known as inhibiting the fluid) and will act as a de-froster in the liquid phase. Problems will occur when the system has to be shut down or if there is a gas phase which is cooled and water condenses (in the anti-surge cooler). In this case water can react with the gas and form hydrates. MEG or methanol can be injected upstream coolers to melt hydrate plugs in the pipes, on top of vertical gas/liquid separator to melt hydrates in demister, in the pipe between separator and compressor to inhibit condensed water from the gas at shut-down and in the outlet pipe of the compressor to inhibit condensed water. Chemicals have to be removed from the fluids topside. MEG can be regenerated and used again but methanol is not cost-effective to regenerate. Part of the injected methanol is lost to the gas phase and can pollute the gas decreasing its market value.
Figure 3-13 Hydrate curve for wellstream. From Tordis.

29
Figure 3-13 is an example from Tordis of a hydrate curve for a wellstream with and without MEG in the water phase. Every fluid composition will have a separate hydrate curve, but generally hydrates will form at low temperature and high pressure. From the figure it is seen that the possible area of operation will increase dramatically when inhibiting the water. The operational pressure on Tordis is 25-40 bar. Without MEG injection the temperature can be lowered to approximately 15 °C and with 50 % MEG in the water to about -7 °C before hydrates will form. If the system is shut down the temperature will start to decrease and to avoid hydrates in this situation the pressure should be lowered by for example depressurization to the surface, as planned for Pazflor.
3.4.7 Schematics and diagrams
When designing a process system different diagrams are used to get an overview of the process. We will look at PS (Process Schematics), PFD (Process Flow Diagram) and P&ID (Piping & Instrument Diagram). PS is only made for subsea systems while PFD and P&ID are made for both topside and subsea systems.
Figure 3-14 Process Schematics for the Tordis processing system
PS (Process Schematics), see Figure 3-14, shows how the components should be placed in reference to each other (where the pump should be placed in reference to the separator,

30
in which direction the pipes will go). It is customary to make one PS for each retrievable module.
Figure 3-15 Process Flow Diagram for the Tordis processing system
PFD (Process Flow Diagram), see Figure 3-15, is made for a simple overview of the process. It shows the main flow and components, main control loops, pressure, temperature and rates.

31
Figure 3-16 P&ID for Tordis
P&ID (Piping & Instrument Diagram), see Figure 3-16, shows the system in detail, all piping and instruments, line number, tag number and insulation (lines and equipment).
3.5 Control system
The control system supplies all the units of the subsea separation system (SSS) with power, hydraulics and MEG through receiving information, process the information and give orders. The control system is designed and constructed by control systems in Kongsberg but the Asker office is responsible for control philosophy for the process control system.

32
Figure 3-17 The main elements of the control system (for the production system).
3.5.1 Components
The control system consists of the main components SCU (Subsea Control Unit), SPCU (Subsea Power and Communication Unit) and SCM (Subsea Control Module). The SCU is the master and the SCM the slave, the SPCU is the link between these two.
SCU
SPCU
Operator StationHPU
T EM A T EM B
SCM
SCMSCMS
EMA
SEMB S
EMA
SEMB
SEMB
SEMA
Smart T ool
Elektrisk kabelFiberoptisk kabel
Figure 3-18 Main elements of the control system. Artistic view (left) and diagram (right).

33
Underneath are more thorough descriptions of the control systems components:
SCM – Subsea control module – gathers values from all sensors and valves, passes the info on to SPCU, executes orders from SCU (through SPCU), contains internal sensors and controls, is the boss subsea but makes no decisions on its own, act on orders from SCU through SPCU. SEMA/B are computers and the subordinates of SCM. They are equal and have separate el and communication systems so that SEMB can fill in for SEMA in case of a defect on SEMA and its system. The line between SEMA and B is checked every minute.
SPCU- subsea power and communication unit – exchange information between SCU and SCM, works as a connecting link and translator. TEMA/B are the computers and subordinates of SPCU, they are equal and have, as for SEMA/B, separate el and communication systems so that TEMB can fill in for TEMA in case of defect on TEMA.
Smart tool – remote control tool that can be connected to SPCU for configuration on SPCU.
HPU – Hydraulic power unit- system of hydraulic pumps and reservoirs that supply the subsea system with hydraulic pressure. Run by electric pumps, gives LP and HP, monitored by SCU.
SCU- subsea control unit – receives information and process it, gives orders on action, is the head of the control system. SCU communicate with the operator stations where the system can be monitored and controlled.
There are two options for communication cables: electric and fiberoptic cables. Redundancy is obtained by sending all signals through the two systems.
3.5.2 Redundancy
The control system is designed with double components and functions to secure reliability and availability. It mainly consists of an A and B system with redundant power supply and redundant communication lines. The SPCU has two computers: TEMA/B, the same yields for SCM which has SEMA/B. All pressure and temperature transmitter are double and sends information to both the A and B system.
3.5.3 SCD (System Control Diagram)
Figure 3-19 shows a SCD. This is a diagram based on P&ID which visualizes and describes controlling, logics, operational interface, interlocking and shut-down of a processing system. This works as a basis for the control system. (Asker makes SCD and Kongsberg does the programming).

34
Figure 3-19 SCD for Tordis process control system. From the P&ID this diagram which is the base for the control system is made.
Examples on what has to be controlled in the processing system: Level control of the separator is done by controlling the pump speed. The regulator will decrease the pump speed when the level is below a given point (LLL) and increase the speed when the level exceeds a given point (HLL). Minimum flow through the pumps is ensured by a loop with valves (min. flow loop). Min. flow valves are controlled by use of flow transmitters downstream the pump. Orders are to open on low flow to the pumps and close when flow reaches a certain point.

35
Figure 3-20 Fraction of the SCD, function template.
The red square in Figure 3-20 is called a function template and is the building stone of the SCD. It represents the control function:
Function tag is the ID and number of the function template, in this case a level transmitter, LT.
Typical (internal control option/ variant for specific template) System & unit in control system (SAS) – which unit controls the function
template Function template – Type of monitoring and presentation of data. MA:
Monitoring of Analogue process variables Text field – optional, dedicated for additional information to the reader of the
SCD
3.6 Power system
Power is to be delivered to processing and control equipment. The customer has (usually) not specified a solution but has given information about depths, power source and distance from power source to subsea system. Planning is done according to the placing and the power need of units and control system over a period of time. Where all the components will be located has to be know and how much power they need before starting to plan the electro system. Since the system will change with time (the need for boosting will increase with the age of the field) the need for power will vary (see Figure 3-21). When producing from the reservoir the pressure will fall and the need for

36
boosting, pumping or compression, will present itself. The reservoir pressure will continue to decrease and the boosting must counteract this, thus demanding more power.
Figure 3-21 Assumed power consumption for the Åsgard system in MW/year.
The main components of the power system are transformers, cables and VSD (Variable Speed Drive). From the source on land the power passes through a step-up transformer where the voltage is increased to minimize voltage drop and losses. Through long cables the power is led to the subsea system where the voltage is decreased in a step-down transformer. The next step is a VSD which modifies the power and voltage for the motor, the recipient. The figure shows a future solution for the power grid with a VSD subsea.
Figure 3-22 Future solution for the subsea electro system.

37
3.6.1 Single line diagram and load list
First step in the planning of the electric system is to make a single line diagram Simplified overview of the current’s flow from the source to the recipients Drawn in program where the system can be simulated (EDSA)
Figure 3-23 Single line diagram for Åsgard.
A load list, overview of the power need for each unit in the system, is made. The running load is the design variable.
Description Rating Running load Intermittent Max
MW PF eff. # MW # MW MW
Main power system
Compressor motor 12.5 0.8 0.87 1 14.3 - - 14.3 Condensate Pump motor 0.4 0.82 0.85 1 0.47 - - 0.47
Rating Running load Intermittent Max kW # kW # kW kW
Auxiliary power non critical loads (loads that will be
disconnected when the main power system is disconnected)
Cooling Pump 0.025 2 0.060 - - 0.06 Pre-charging VSD 0.001 0 0 2 0.002 0.002
Pre-charging Transformers 0.05 0 0 1 0.05 0.05
UPS re-charging 21.6MJ 1 21.6MJ charging time 12 h
VSD Compressor 2,5 1 2.5 0 0 2.5
VSD Pumps 1 1 1 0 0 1 Control system & anti surge *) 0,3 3 0,9 0 0 0.9
Circuit breaker module – control 0,3 1 0,3 1 0 0,3

38
Description Rating Running load Intermittent Max Circuit breaker module –
operation 2,5 0 0 1 2,5 2,5
Aux/control Trafo losses 1 1 1 0 0 1
Auxiliary power critical loads (loads that will be supplied by
UPS during shut down, start up)
UPS either locally or central
Magnetic bearing system 4.4 1 4.4 1 0 4.4 Magnetic bearing system –
transient 9.5 0 0 1 9.5 9.5
Electric actuator *) 15 0 0 1 15 15 Electric actuator – control *) 1 1 1 0 0 1
Figure 3-24 Load list.
3.6.2 Calculations and analysis
To do calculations and analysis data on source and equipment plus information about depths and distances is needed. With an overview of loads and a single line diagram calculations and analysis can be performed. Examples of calculations and analysis:
Transmission: flow of the current through the system to discover the voltage drop in cables and components
Voltage election: the voltage level has to be maintained through the system Start-up of motor: the system must endure start-up of motor, the voltage drop
cannot exceed 20% at direct online start of motor Harmonics calculations: noise fed back from the VSD to grid must be determined
and minimized if possible. There are limitations on allowed noise on the grid. The distance between VSD and motor must be minimized to avoid noise if there is no filter. For the time being topside VSD with filter and a long cable to subsea system is used. The benefits of locating the VSD subsea is to save cable cost and cable installation cost. With VSD topside a separate cable from topside to each motor subsea is needed, but for VSD subsea one cable will be used from topside to subsea system, and then relatively short cables from the VSD to motors.
Protection Short circuit: Power components have to be rated for the short circuit level of the
power grid

39
3.7 Modules
3.7.1 Retrievability
Retrievable in the subsea production/processing dictionary means that a unit can be retrieved and brought to the surface separately for maintenance or replacement and then reinstalled. This type of subsea activity is called intervention.
3.7.2 Modules
The reason why units are divided into modules that can be retrieved separately is that the module is too heavy to be lifted in one piece (with a normally sized ship) or that the unit has a high failure rate (electric equipment, rotating machinery) and will need maintenance or replacement during the system’s lifetime and should therefore be easily retrievable. Electric equipment can have a high failure rate due to complexity and vulnerability and will be assembled in a retrievable control module. Rotating equipment (pumps, compressors) also has to be separately retrievable. For the processing system as a whole one aims for redundancy, so that the production will continue with the same or reduced rate even though a component is retrieved.
3.7.3 Module weights, ship accessibility
Modules that will need retrieval are built as light as possible to ease the lifting process. The client decides on a max. module weight. Maximum module weights depend on which ships that are available generally and when the retrieval has to be done. Typical weight limits are: 50t, 200t, 400t, 1000t where lifts over 50t are considered as very demanding. Another reason for keeping the module weights low is that the bigger the ship the more expensive the day rate.
3.7.4 Wire weight
The deeper the water where the modules will be placed, the longer the wire you will need to lower them. Longer wire will increase the total weight and the module will have to weigh correspondingly less. Weather (wave environment) and location (some countries have more ships available then others) will influence on possible module weights. There are different connectors used for connecting flowlines and modules. Each connector type needs a special tool to assist the connecting and different methods are used for connection (horizontal and vertical). This will be discussed further in chapter 4.8.

40
Figure 3-25 MPSV (Multi Purpose Vessel) Bourbon Jade has a lifting capacity of 100 t (at 0 meter depth) which is the same as 63 t on 1500 meters depth.
Figure 3-26 Part of modularization on Tordis.

41
3.8 3D construction
3D construction is done from early to end phase, from studies to projects. The models are made to get an overview of the system. It is important to make the models early in the process to see if it possible to construct the system, and update them throughout the project. From the model, ProEngineer will produce detail drawings which will be the basis for future construction. A BOM (Bill of Material) is also provided, this is an overview of all components needed in the system.
Figure 3-27 3D drawing of compressor pilot station for Ormen Lange
The models are drawn on the basis of system drawings from the processing department and information from people involved in the project (electro, process, controls). One needs information about depths, design pressure and all major components. Structure is built around the mayor components and to facilitate the work, standard elements are used where possible. Safety structure is designed for components (if not provided by subcontractor). Distance between components is decided by possible inclination of the pipes (angles etc. is decided by the processing department). Pipes have to be designed for pressure and flexibility for connection and thermal expansion must be taken into account. Regarding modularization what is to be part of each module must be decided (for example valves belonging to pump on same module as the pump) and space to connect/disconnect and ROV access (0,5 m free space on each side). Valves and connectors must be drawn and access for the ROV to open/close them must be considered. Forces must be calculated to see if the structure is stable. Weight must be calculated for the process module as a whole and for the smaller modules during the project to make sure they can be lifted with the planned ship/equipment. By entering density of the

42
materials used, ProEngineer can estimate weight from the volume of the components. Modules or areas on the structures can be chosen and the program will find their weight and center of gravity.
Figure 3-28 3D drawing of Ormen Lange compressor station compared to a hummer
3.9 Technology gap
If there is technology that during a study is found to be needed in a system but is not available, there is a technology gap. It can be technology not yet developed or not qualified for the environment where it is to be used (subsea). A solution for a subsea processing system is unique and will therefore often contain new elements or elements not previously used in the subsea environment. When the system solution is found, the parts are classified by maturity based on their previous areas of use and the tests performed. FMC have instructions on how to perform a technology qualification. This will be discussed further in the chapter on technology qualification.
3.10 Cost estimation
Cost estimation is an estimation of the cost of a system. The cost is the actual price FMC pays to build the system and is not the price the customer will pay. Costing is performed by the product groups. Each group is responsible for its own economy and must ensure they get the right pay for the job performed. The MEL (Master Equipment List) is used as a basis for the costing. This is a list of all components in the system. Cost estimation is done from early phase studies to tender, and the calculations will become more accurate for each step. This is natural because further out in the process more details are known and prices are gathered from the subcontractors.

43
Early in the project an estimate of +-40-30% is used while the real cost has to be calculated for the tenders (also called budget price). Based on cost of a system a price is determined and this is what will be presented to the client. Different tools are used to evaluate cost. Some of these are:
- Excel for weight estimation (cost per kilo) - 3D Drawings (volume and weight) Budget prices - Experience and rule of thumb
- Access Database – Database is filled with
information/quote from sub-vendors and Tender product groups

44
4 Products This chapter presents the products used in processing systems developed and delivered by FMC.
4.1 Separators Separators part fluid phases, i.e. gas, oil, sand and water Value drivers for subsea separation:
No need for transporting water and sand to the surface Higher separation pressure results in lower hydrocarbon density and makes it
easier to separate the oil phase Higher temperature results in lower viscosity and makes it easier to separate oil
and water Separation closer to the reservoir and with higher pressure gives less emulsion Less mixing of fluids from different reservoirs Less slugging and flow instability in the inlet of the separator
The separation is done in stages and by different methods. Separators are normally named by the phases they separate or by which method they use, but every unit is unique and designed for the system in which they operate. The three main separation categories are:
Liquid /liquid separation - separation of water and oil
Gas/liquid separation
- separation of gas and liquid so that gas and liquid can be treated separately/brought separately to the destination
Sandhandling system
- removal and transportation of sand There are different types of separators and equipment that can be used for each of these categories. The specific equipment chosen in a project will depend on several factors, e.g. flowrates, fluid properties, water depth etc.
4.1.1 Liquid/liquid separation In a liquid/liquid separator the produced water is separated from the oil. The water can then be injected into a reservoir for either disposal or pressure support. Pressure support means that the water is injected into the reservoir to partly counteract the pressure reduction that is caused by removing oil, water and gas. The higher the pressure in the reservoir the more oil and gas can be produced. If the water is injected for pressure support the quality requirements will be strict and the water will need further treatment to

45
remove residual oil and sand. Removing water from the well stream decreases the pressure loss in the flowlines to topside so the production can be increased. Five types of separators used for bulk water removal are presented in the following:
Conventional gravity separator (sand, oil, water and gas in the same tank) Semi compact gravity separator (gas bypass line) Pipe separator Dewaterer Decanter Hydrocyclones
Conventional and semi compact gravity separator The conventional gravity separator and the semi compact gravity separator have the same functional principle. A multiphase flow enters the separator and goes through a momentum breaker which separates oil and gas. Additionally, the momentum breaker’s function is to reduce incoming moment, prevent formation of drops from rough contact with the bottom of the separator and prevention of foam by controlling the shear forces by using smooth surfaces. There are different types of momentum breakers, i.e. cyclones and Evenflow. The gas rises and gather in the uppermost part of the separator (conventional separator) or is led through a pipe (semi compact separator).
Distribution baffles
Inlet cyclone
Oil-waterseparation section
Sand removalsystem
Gas by-pass line
Combinedoil/gas outlet
Level sensors
Water outlet
Distribution baffles
Inlet cyclone
Oil-waterseparation section
Sand removalsystem
Gas by-pass line
Combinedoil/gas outlet
Level sensors
Water outlet
Figure 4-1 Conventional gravity separator Figure 4-2 Semi-compact gravity separator

46
Figure 4-3 Flow patterns in gravity separator
When the flow exits the momentum breaker there will be turbulence and gas, oil water is mixed. The flow is therefore lead through baffles plates (one or two), which are vertical plates with holes. In this way the flow is straightened making sure everything moves in the right direction so the separation will begin. Because of the different densities of the fluids they will be separated in layers: sand will gather in the bottom, then water on top of this, then the oil and on top the gas. Bubbles will rise and particles will sink. Sand is normally sedimented within the first two meters of the tank. The retention times in the tank are chosen after the quality of the separation required. The necessary retention time will vary by the composition of fluids and will determine the dimensions of the tank. Advantages Disadvantages Conventional Simple process
Low pressure loss Robust Broad experience from
topside applications
Big and heavy May be unsuitable for
separation of heavy oil or well fluids with small amounts of water
Semi compact Smaller than the conventional
Cope with variations in flowrates and slugging
May be unsuitable for separation of heavy oil or well fluids with small amounts of water

47
Figure 4-4 Comparison of size for conventional and semi-compact gravity separator
Pipe separator The pipe separator is a long gravity separator. It is suitable for fluid compositions with heavy oil and small amounts of water. At the inlet, a gas harp separates the bulk free gas from the liquid. The gas is routed to an outlet section and recombined with the oil. The liquid and remaining gas enters the pipe separator where oil and water phases are separated. The layers of oil and gas have different velocities. Because of this the layers will rub out the drops in the emulsion layer and make water drops merge with water drops and oil drops merge with oil drops. The decomposition of emulsion is efficient. Sediments will have sufficient time to sink to the bottom of the pipe because of the relatively small diameter. The pipe diameter is based on a design velocity of approximately 0.7 m/s. At the end of the pipe separator an outlet section splits the separated liquid phases.
Figure 4-5 Pipe separator

48
Figure 4-6 Parts of Marlim SSAO separation module, showing gas harp and gas crossover (red), PipeSeparator™ (green) and outlet section (grey). White arrows indicate direction of flow in the PipeSeparator™.
Inline Dewaterer
Figure 4-7 Inline DeWaterer
The InLine DeWaterer is a compact cyclonic unit designed for efficient separation of bulk oil from water. The unit consists of one or more axial flow cyclones with fixed swirl elements. The technology has been developed and qualified in cooperation with Statoil.
The mixed oil-water flow enters the pipe spool (or for multiple liners a DeWaterer vessel) via the inlet nozzle and moves into the inlet compartment. Next, the mixed flow goes into the DeWaterer liner where it moves through the fixed swirl element generating a rotating flow. The centrifugal force makes the lighter phases, i.e. oil and gas, move towards the centre of the DeWaterer. The heavier phases, (i.e. water and sand) move to the outside of the liner. The lighter phases are extracted (counter current) through the reject, and the heavy phases are removed via the underflow.

49
A major advantage of the system over the conventional gravity-based solutions is a potentially large reduction in the required vessel size. A reduced vessel size leads to a reduced overall station size and weight.
DeWaterer is able to handle up to 30-50 % gas volume and both oil- and water continuous systems. Reject flow is normally around 15-25% of total incoming flow. For deoiling of a water stream, OiW outlet quality is typically <1000 ppm. Inline Hydrocyclones
Figure 4-8 Inline Hydrocyclone
InLine Hydrocyclones are used to separate the residual oil from water by use of high centrifugal forces. The CDS Inline Hydrocyclone has a liner inlet that minimizes shear forces and thus oil droplet breakup. A major advantage of the Hydrocyclone over the conventional gravity-based solutions is a potentially large reduction in the required vessel size.
The mixed oil-water flow enters the Hydrocyclone vessel via the inlet nozzle and moves into the inlet compartment. Next, the mixed flow goes into the Hydrocyclone liner where it moves through the fixed swirl element where a rotating flow is generated. This rotation generates a high centrifugal force. The centrifugal force makes the lighter phases, i.e. oil (and gas), to move towards the separation chamber of the Hydrocyclone and the heavier phases, i.e. water (and sand), move to the outside of the liner. The light phase is extracted counter current through the reject, and the heavy phase is removed via the underflow. Hydrocyclone liners have a low operational flow rate and it is necessary to group liners together inside a vessel.
Depending on inlet water quality and oil chemistry, OiW quality of <100 ppm after single stage Hydrocyclone may be reached. Two Hydrocyclone stages in series may be used to reach even better water quality but this setup will increase total reject flow.

50
4.1.2 Gas/liquid separation
A gas/liquid separator separates gas and liquid so that the fluids can be treated separately. This is done in cyclones at the inlet of gravity separators, in vertical gravity separator or in VASPS (Vertical Annular Separation and Pumping System)
Figure 4-9 Left: CDS Gasunie inlet cyclone. Middle: Vertical gas/liquid separator with pre-separation pipe and inlet cyclone. Right: VASPS (Vertical Annular Separation and Pumping System)
Scrubber A scrubber is a type of gas/liquid separator which main function is to prepare the gas for compression. It is used when there are small amounts of liquids. Liquid drops may lead to erosion in the compressor over time, and it is therefore important that the gas is as dry as possible. A vertical tank is the best solution for gas/liquid separation. A typical scrubber consist of a distribution element, vane pack and spiralflow cyclones. The inlet distribution element absorbs moment and coarsely split liquid and gas by use of centrifugal force (cyclone) or an Evenflow. The liquid and potential sand will accumulate in the bottom of the separator while gas will rise. Gas will hit vane packs which are mainly designed to ensure even distribution of gas and to remove bulk liquid and coalesce small liquid droplets into larger ones. After passing through the vane packs the gas will continue to a spiralflow cyclone which spins the gas. Because of centrifugal forces the liquid will gather at the walls while the gas rises in the middle. Water drops will stick to the plates and pour down to the bottom of the separator. This principle is used on Ormen Lange where the amounts of liquid are small. Other benefits of this separator are that it has a small footprint and the vertical form makes it easier to remove sand.

51
Figure 4-10 Scrubber with internals
Figure 4-11 Left: Inlet cyclone. Middle: Vane packs. Right: Spiralflow cyclone.
Decanter/caisson separator/dummy well Decanter Process System technology is based on vertical separation units located mainly below seabed for separation of gas and liquid. Separated liquid is boosted to topside by ESP (Electrical Submersible Pump) or HSP (Hydraulic Submersible Pump) which are located within the separation units. The hole has to be about 120 meters deep because the pump is 75-90 meters long.

52
Advantages: Known pump technology (the pumps are well known from applications in well stream). Can be installed and maintained with LWI equipment, procedure and technology is familiar to the client and the risk is low. Disadvantage: more expensive than the alternative with separation tanks on the ocean floor.
Figure 4-12 Decanter separation system.
Inline DeLiquidiser
The InLine DeLiquidiser is an ultra compact separation solution developed by CDS/FMC in co-operation with Statoil. The DeLiquidiser separates liquid from a gas dominated stream within a pipe.
The gas initially flows through the flow conditioning element to equally distribute the liquid droplets across the cross sectional area of the pipe. The stationary swirl element then sets the gas dominated stream into rotation. As a result, gas migrates to the centre of the cyclone while the denser liquid phase forms a film on the outer wall of the DeLiquidiser. The gas exits the cyclone through the gas outlet pipe located in the centre of the main pipe. The gas outlet pipe is equipped with an anti rotation device which stops the gas swirl and recovers pressure. The liquid enters the annular space between the gas outlet pipe and main pipe and is drained to the liquid booth. The separated liquid contains some gas, which is recycled through the gas recycle line back to the tip of the swirl element. A liquid level in the booth is required to prevent gas carry under. The separated liquid is discharged through a liquid outlet nozzle in the bottom section of the booth.
Due to its compactness, the DeLiquidiser is a very effective solution for applications where a limited space is available or where space and weight reductions are key parameters. The DeLiquidiser can be used to de-bottleneck existing processes to increase

53
production capacity and minimize footprint of new production systems. It is normally applied for inlet gas volume fractions of 90 - 99.5%, but is also applicable for higher inlet liquid fractions by taking into account special design considerations for the handling of liquid. The unit is capable of producing two single phase outlet streams from one multiphase inlet stream.
Figure 4-13 Inline gas from liquid separator. Figure 4-14 Inline liquid from gas separator
Advantages: Is small and lightweight. Disadvantages: Hard to control because of small volume, less robust, higher pressure losses than in a gravity separator, limited turndown, new technology, slugging and similar types of disharmonics in the system can lead to blow by or liquid carry over, less efficient than a big tank.
4.1.3 Sand handling
The main methods for removing sand in a process system are to use an Inline DeSander and/or removing the sand accumulated in the bottom of a separation vessel. The InLine DeSander separates solids from multiphase or liquid flow, based on density difference and centrifugal force.
The flow enters the desander (liner) and is set in spin via vanes. The spinning flow enters a constriction that intensifies the spin due to the conservation of angular momentum. It is this spin that separates the liquid and solids (based on density difference). The sand exits the desander liner as concentrated slurry. The cleaned fluid reverses flow direction and flows through the center core of the desander liner towards the vessel exit.
The DeSander can be used at various locations in a process plant. Typical application areas are inlet desanding (positioned at the inlet of a production system either upstream or downstream the production choke), and liquid desanding (positioned downstream a primary separation stage for example to protect an injection reservoir and water injection pump).

54
Figure 4-15 Inline desander
Accumulated sand in the bottom of a separation is removed with Jetting nozzles (they fluidize the sand with water) and TORE (elements that suck up the fluidized sand). After the sand has entered the TORE unit it is flushed in to a sand tank which acts like a vertical solid/liquid separator. Here the sand will accumulate in the tank while water is removed near the top of the separator. When the sand tank is near full the sand is flushed with high pressure to the oil flowline (for removal topside), to the water injection line or to a separate water/sand injection line.
Figure 4-16 Desander tank

55
Jettingnozzles
TORE®
Figure 4-17 Jet nozzles and TORE units in horizontal gravity separator
Sandhandling is used subsea but is still at an early stage subsea (under development). Flushing of the separator and sand tank will be done in intervals or according to level measurements (a few times a week, even when there isn’t that much sand just to make sure it doesn’t stick). This is done while the rest of the separation process runs as normal, assuming a small amount of extra sand in the water. On the Tordis project it is expected that 50-500 kg of sand will pass through the separator per day.
Suction points
Ejector
Level transmitters
Re-combinationpoint with outlet oil
/ gas stram
Inlet cyclone
Distribution baffle
Figure 4-18 Sandhandling system in conventional gravity separator

56
4.2 Pumps
A pump is a machine or device used for raising, compressing or transferring fluids. It increases the pressure or the velocity of the flow and helps bringing fluids topside when the pressure has decreased in the reservoir or re-injects water into the reservoir. We have subsea and submersible pumps. Subsea pumps are set on the seabed while submersible pumps are built in the wellhead or in a dummy well next to the wellhead. Subsea pumps can be installed with vessel instead of rig and give a possibly higher MTBF (Mean Time Between Failure). The main types of pumps are:
- Single phase pump - Multiphase pump - Hybrid pump
Single phase pumps have higher efficiency than multiphase pumps, so they will be preferred where possible. This means that the separation must give a GVF (Gas Volume Fraction) of less than 5% and that you do not have creeping. Creeping is a phenomenon that occurs when you have condensate in a pipe and friction between liquid and wall creates gas. The fluid composition/separation quality will decide which pump it is possible to use. There are generally two types of pumps used subsea;
Dynamic pumps like centrifugal pumps, helicoaxial multiphase pumps and hybrid pumps that are a combination of helicoaxial and centrifugal.
Positive displacement pumps like twin screw pumps The dynamic pump generates differential pressure by adding kinetic energy to the fluid and converting that to pressure. The impeller accelerates the fluid to a certain velocity and the diffuser covert the kinetic energy (velocity) to pressure. Dynamic pump will by design have a maximum differential pressure set by the speed, impeller diameter and number of stages. Positive displacements pump moves a fixed volume from the low pressure side to the high pressure side. In theory this pump has an infinite differential pressure but the differential pressure is limited by mechanical design (clearances, bearing selection, design pressure of housing, etc) and the available shaft power.

57
Figure 4-19 Pumps in a processing system
Min. flow loop secures minimum flow to the pipe by opening on low flow to recycle the fluids, Figure 4-19. In this figure we see two examplleess of pumps used in the separation system, at the top a multiphase booster pump and at the bottom a water re-injection pump.
4.2.1 Single Phase centrifugal
Centrifugal or single phase pumps are applicable when having only one type of fluid composition (i.e. boosting of liquid and water injection) with less than 10 % GVF (Gas Volume Fraction). Single phase pumps can give a higher differential pressure and has higher efficiency than other types of pumps.
Figure 4-20 Single phase pumps
Mode of operation: Increase speed of the fluid with a round impeller. The fluid enters the pump in the center and is flung to the exit with high speed.

58
Advantages Good size performance ratio Can be designed for high capacity and Δp Simple mechanical design Field proven topside and subsea Several suppliers Can be made with tungsten
Disadvantages
Low tolerance to entrained gas High churning and forming of foam and emulsion Poor performance at high Δp and low flow High NPSH (Net Positive Suction Head)
4.2.2 Multiphase helico axial
The multiphase helico-axial pump uses special axial pump impellers suitable for pumping both liquid and multiphase fluids. The design is optimized to handle multiphase, hence the design is not optimized on efficiency as a centrifugal pump would be. This is the dominating technology for subsea boosting as it has a wide operating range with respect to GVF. It is applicable for more types of fluid compositions and run with up to 100 % GVF but the differential pressure created above 95% is very limited.
Figure 4-21 Left: Sulzer Helicoaxial MPP. Right: sketch of impeller and diffuser
Mode of operation Hydrodynamic. Flow enters and is distributed around a cylinder in the middle, the flow enters the cylinder from the bottom passes through impellers which adds velocity and diffusers which add pressure.

59
Advantages High flow rate capability Field proven topside and subsea
Disadvantages Differential pressure reduced at high GVF Runs at high RPM (Revolutions Per Minute) Sensitive to liquid slugs High thrust loads
Impellers are shapes to avoid separation of gas and liquid through the pump so that the fluid is homogenic and everything moves with the same velocity. Used for medium to light oil.
Figure 4-22 Sulzer Pump
4.2.3 Hybrid pump
The hybrid pump is a combination of helico-axial multiphase and radial single phase hydraulics. The first few stages comprise helico-axial impellers that enable compression and dissolution of gas into the production fluid. The subsequent stages comprise radial single phase impellers for conveying the production fluid with less than 5 percent by volume of free gas, thus delivering higher head per stage and higher efficiency as compared to the helico-axial impellers. The inlet GVF for selecting a hybrid pump is generally limited to 20 percent.

60
Figure 4-23 Hybrid pump (From Sulzer)
4.2.4 Multiphase twin screw
The multiphase twin screw pump uses the principle of positive displacement and operates from very low to very high gas fraction. This is more predominant topside but is also field proven subsea. The twin screw pump can generate higher differential pressure at higher GVF than a helicoaxial pump but cannot operate at 100 % gas for a long period.
Figure 4-24 Twinscrew multiphase pump. Top: Close-up of screws. Bottom: Principle overview
Mode of operation: Volumetric

61
Advantages Field proven topside Widely used (Most multiphase pumps used topside are twin screw pumps) Differential pressure independent of GVF(Gas Volume Fraction) Handles liquid slugs Operates at slow speed, constant torque operation Medium to high flowrate capability Suitable for heavy oil
Disadvantages
Handles limited amounts of solids More complex than helico, and more expensive but has a wider area of
application Unsuitable for 100% gas
4.2.5 Submersible pumps
We have two types of submersible pumps: Hydraulic Submersible Pump (HSP) and Electric Submersible Pump (ESP). These pumps are long (50-90 m) so they have to be placed in a hole near the well or in the well itself. They pump multiphase flow straight from the wellhead or in combination with separation systems. The HSP has half the capacity of the ESP but is much shorter. ESPs are less complicated, have a higher MTBF and can be placed further away from the power source. The ESP is limited in GVF to 30-40% at the inlet.

62
4.3 Compressors
Figure 4-25 Siemens ECO Ⅱ compressor
Figure 4-26 GE's BlueC Compressor
Compressors are used to boost gas in order to accelerate production or to compensate for depleting reservoir pressure at late life. To date, compressors are yet not put in operation subsea, but two projects are sanctioned; Gullfaks subsea compression and Åsgard subsea compression. Upon successful experience with these two projects, a significant future growth is anticipated for the subsea compression business. Subsea compressors are hermetically sealed with a motor and compressor section assembled within a common housing. Most candidates for subsea compressors are based on the centrifugal principle with rotors supported by active magnetic bearings, meaning that the rotor is “hovering” in a magnetic field of the bearings with no physical contact. There is however one compressor type that differs from this principle; FRAMO’s Wet Gas Compressor. This compressor is based on the helicoaxial pump concept, but is modified to improve the performance at higher gas fractions. As the name indicates, the FRAMO WGC is able to boost gas with a certain content of free liquid, and hence no separation or dedicated liquid pumping is needed. In order to achieve the required relative speed, the thermodynamic section (in middle) is driven by two contra-rotating motors (at each end).

63
Figure 4-27 FRAMO WGC
The compressor is the most important and the most complex part of the system – something that may result in a high failure rate and severe consequences if it fails. Is well known topside, but the main challenge is reliability. It must be made to work continuously for 5 years subsea. Figure 4-28 shows a typical flow diagram of a compression system incorporating a dry gas compressor. Hot multiphase wellstream is cooled down and liquid is knocked out in a scrubber. The gas phase and liquid phase are thereafter boosted separately by compressor and pump respectively. The compression process increases the temperature of the gas, and normally an outlet cooler is required to secure temperature below the max allowed temperature for the downstream pipeline. A recirculation loop from compressor’s high pressure side to low pressure side is required to ensure that the compressor always operates within its stability-limits, and surge is avoided (reversed flow through compressor).

64
Figure 4-28 Example of a compressor system with “dry gas” compressors
4.4 Coolers
There are several applications for subsea cooling. Figure 4-29 shows an overview of the main applications.
Figure 4-29 Subsea cooling applications

65
The fluid produced from a hydrocarbon well is at times very hot, sometimes over a hundred centigrade. The fluid has to be cooled to meet the pipeline design temperature. Reducing the temperature of the fluid will decrease the costs of the pipeline. A lower design temperature gives cheaper material and allows for standard coating. Cooling also reduces the corrosion rate due to a lower temperature and water knock-out. For existing fields, coolers will enable tie-in of HT (high temperature) production system in low DT (design temperature) pipeline, see Figure 4-30 (right).
Figure 4-30 Reduce pipeline inlet temperature. Left: New field. Right: Existing field.
4.4.1 Coolers in a compression system
Cooling of the system can be done at inlet, in anti-surge loop, at outlet and in motors. It is done by different reasons: as a hydrate strategy and to protect compressor and flowlines. The need for dT will be different for different places in the system and this will decide if it is possible to use the same cooler e.g. for inlet and anti-surge cooling. The ground rule for cooling is to keep the conditions in the system in a state where the compressor will work efficiently and where hydrates will not be formed. Hydrate prevention will reduce the cost of an inhibitor (MEG) and the pipeline due to a smaller ID (inner diameter) at the same dP (less liquid in gas line). Cooling also reduces the risk of wax in a gas line. Heavy wax components are separated out which leads to less complex pipeline operation and less need for pigging. Inlet cooling is done to extract liquid and reduce the temperature of the gas so that the compressor operates efficiently. When the gas is cooled, liquid will condense and is gathered in the separator to avoid forming of hydrates in the pipes. If this is the place in the system with the lowest temperature, no more liquid will condense from the gas and hydrates will not form. Inlet cooling can be done by not isolating the pipes (between the production station and the subsea separation station) so that fluids will be cooled by seawater. It is also possible to install a cooler in the inlet upstream the separator. Inlet cooling cannot be done between the separator and the compressor. This will lead to condensation and possible hydrate forming.

66
The next stage where a cooler is required is in the anti-surge loop. When the gas exits the compressor the temperature is high, and for the compressor to work efficiently and not overheat, the gas has to be cooled. At the outlet of the system a cooler is needed to protect the flowlines (from system to shore or platform) from temperatures that are too high. The flowlines are designed for a max temperature, and the outlet temperature from the compressor is usually higher than this. All motors need cooling, but these coolers are normally an integrated part of the pumps and compressors.
Figure 4-31 Example of cooling of a processing system
Some alternatives for coolers in a system:
- Alternative 1: An inlet cooler is placed upstream the separator, an anti-surge loop from the outlet of the compressor to the inlet of the compressor and an outlet cooler downstream the compressor.
- Alternative 2: Use an inlet cooler upstream the separator, an anti-surge loop from the outlet of the compressor to the inlet of the separator and an outlet cooler downstream the compressor.
- Alternative 3:

67
Combined inlet and anti-surge cooler at the inlet of the separator and an outlet cooler downstream the compressor.
- Alternative 4: Combined anti-surge and outlet cooler. (This can be done if there is no need for inlet cooling due to cooling infield flowlines, as proposed for the Ormen Lange gas compression system)
4.4.2 Natural convection pipe cooler
Figure 4-32 Pipe cooler natural convection
A passive, or natural convection, cooler is based on natural convection from seawater and is a simple and reliable technology. The gas flows through rows of pipes and is cooled by surrounding seawater. If cross flow is present from collected oceanographic data the mean velocities will be applied to the design. The inlet multiphase flow is equally dispersed in an inlet manifold to a number of tubes. The number of tubes and the length is decided from the design methodology. The multiphase flow is cooled through the tubes and again collected in an outlet manifold. The design can be modified and modularized to fit into any system.
Benefits:
Robust and reliable
No process control needed
No moveable parts
No power supply
Environmentally friendly

68
Seawater as coolant
No power consumption
No harmful chemicals
Simple maintenance philosophy
Retrievable module
Disadvantages:
Algae growth may be a problem Difficult to predict temperature between pipes Impossible to bypass for maintenance
4.4.3 Forced convection pipe cooler
Figure 4-33 Forced convection pipe cooler
In this cooler the gas moves through pipes in the same way as for the natural convection pipe cooler, but the pipes are placed between two vertical walls and a fan forces the seawater to move through the slot. Advantages with the forced convection pipe cooler: Simple and robust design, smaller and lighter than the natural convection cooler, problems with the fan will not be critical for the system, the fan is easily reached for maintenance, less algae growth. Disadvantages are that it is more complex than the natural convection cooler, rotating machinery, can stir up sand and it is hard to predict the temperature between the pipes. The design is under development and has not been used subsea before.

69
4.4.4 Shell and tube cooler
Figure 4-34 Shell and tube cooler
In the shell and tube cooler the gas flows through pipes installed vertically in a tube, seawater is pumped through the tube. The gas moves downwards and the water upwards. Advantages with this cooler is that the technology is known from topside, compact/efficient, smaller and lighter than pipe coolers, low, possible to clean and low pressure drop. Disadvantages: More complex than the pipe coolers, rotating machinery, leaks oil, danger of gas leakage, impossible to inspect pipes, slow start-up of pumps (too slow for anti-surge).

70
4.5 Valves
Failsafespring in armed
position
Failsafespring motor
Modulatingmotor
Valve shown in the fully open
position
BeCu Lift Nut
Roller screw
Figure 4-35 Globe valve with electrical actuator
We use different kinds of valves for different purposes: to regulate flow or pressure or to stop flow or e.g. a sudden pressure build up. One of the challenges with subsea valves is that they have to be designed for great pressure differences, for instance 1 bar on one side and 200 bar on the other side of the valve. Valves are controlled by actuators, hydraulically or electrically. In Figure 4-35 the valve is marked in red and the rest of the drawing is of the actuator. Some valves come with an actuator whilst others need to be connected to an actuator brought by an ROV to change position. Actuators can be made with fail safe function open/close/as is so they will open/close/or stay as they are if there is an interruption in communication, electricity or hydraulic supply.

71
4.5.1 Control valves
Figure 4-36 Left: Globe valve. Right: Mokveld control valve
Figure 4-37 Mokveld control valve with different kinds of grid/trim designs.
Control valves regulate flow or pressure in the pipeline by trim position (made to stand in different positions) and design. When coupled with electrical actuators control valves can accurately control flow or pressure. New control valve developments aim to decrease valve response time (time from close to open or opposite) and increase expected lifetime or number of valve operations. With the new developments subsea control valves will improve controllability (accuracy and speed) of subsea process systems, e.g. subsea systems including separation, compression or pumping or combinations thereof. There are different types of control valve designs depending on expected use and functional requirements. Valve body design is either inline or angled. However, the internals parts i.e. the grid/trim design will vary significantly depending on the requirements of flow or pressure regulation, see examples in Figure 4-37 .

72
4.5.2 Choke valve
The choke valve has a slow and coarse regulation of flow or pressure for e.g. xmas tree or manifold distribution to topside flowlines or subsea process stations. By regulating the well pressure and then boosting it topside, will allows more oil and gas from the reservoir to be extracted.
Figure 4-38 Mokveld choke valve
4.5.3 Check valves
Figure 4-39 Mokveld check valve
Check valves prevent backflow in pipelines. It can be released with spring or be hinged in different ways (flap).

73
In a process system it is used at the outlet of compressors, pumps or MEG (Mono Ethylene Glycol) injection points.
4.5.4 On/off valves
Figure 4-40 Left: gate valve. Right: Ball valve and balls in different sizes
On/off valves are used to isolate a system or component in case of shut down or retrieval. Two main types: The gate valve has a plate with a hole in it with the same internal diameter as the pipeline internal diameter. The plate is thus lifted/lowered for opening/closing of the valve. The ball valve contains a ball with a hole in it with the same internal diameter as the pipeline internal diameter. The ball is then turned for opening/closing of the valve. A disadvantage with the gate valve is it's tall design requiring much vertical space because the gate has to be lifted half of its height.

74
2
1
3
5
9
6
8
74
10
5
9
Figure 4-41 Process system with different valves
Figure 4-41 shows an example of a processing system with a number of different valves. The blue valves are on/off valves and the purple ones are control valves or choke valves. The valves marked with red are check valves. In normal operation the flow follows the red lines. Valve 1 is open, 2 closed, 3 closed, 4 open, 5 closed, 6 open, 7 closed, 8 open, 9 open, 10 open. During shut down valves 1, 4 and 9 are closed. At bypass valves 1, 4 and 9 are closed and 3 opened. While depressurizing valves 1 and 9 are closed while 2 opens/regulates the flow. In case of too low flow into the pumps, valve 5 is opened to recycle the fluid and thereby increasing flow. Valve 8 regulates the pressure in the separator and valve 7 is opened if flaring is necessary.

75
4.6 Electrical equipment
4.6.1 Actuators
To be retrievable, the electric actuators supplied by FMC eSolutions are designed with an ISO 13628-8 interface, also called an API 17D interface. The actuators come with various torques and gear ratios, depending on the application. Some have single motors and electronics, some have redundant motors and electronics, depending on the Client requirements.
Figure 4-42 Actuators
• The motor and the gear assembly provide the output force of the actuator. • The motor is controlled from a variable speed drive. • The drive receives resolver positions from the motor. • The drive electronics receives control commands and parameters from the CPU
via the local CAN bus. • The CPU receives commands from the eSCMs via the system’s CAN bus • Once power is provided, the choke (/valve) operation is fully controlled locally in
the actuator. o Position is measured continuously using the resolver in the motor. o If it is calibrated, it will first move fast except in a zone close to the fully
open and fully close position. In that zone it will move at a slower speed when going towards the end point.
o Final position reached is stored in flash memory. Means the position is known even if power is turned off.

76
• Calibration is done using ordinary open and close commands o When not calibrated, the actuator will move at slow speed. o When it hits the end point (physical end point), it will register this as the
end point and mark it as calibrated. Both end points should be calibrated
4.6.2 Transformer
A transformer changes the voltage – to high voltage for long distance transfer and to low voltage when the power has reached the equipment. Different kinds of transformers are used but they can be coarsely divided into step-up (increase voltage) and step-down (decrease voltage) transformers.
4.6.3 Switches
Switches are used when it is necessary to switch the electricity on and off. They are used to isolate systems or components if you have to retrieve something or for debugging. Until now only one is in use subsea. When you have two pumps, a main pump and a backup, there are switches so that if the main pump fails the system is shut down, the switches change position so that the spare pump is connected and the power is turned back on again.
4.6.4 VSD (Variable Speed Drive)
The VSD regulates the frequency so that it is adjusted to the motor’s needs, we have current and voltage transformers. The VSD will create the right conditions for the motor together with the transformer. It has to control start-up, running and shut-down of a motor which means that it has to limit the power at start-up, control torque and speed while running and then control shut-down. SEPDIS (Subsea Electrical Power Distribution System) was developed by a cooperation between ABB, GE and FRAMO. Converteam (GE) has qualified Compressor VSD and Pump VSD for the Ormen Lange pilot. There is no field proven subsea VSD’s.

77
Figure 4-43 Schematic drawing of electro system
4.6.5 Cable
One type of cable is needed from shore to the subsea system and a different one for internal distribution in the subsea system. Election of cable is based on information about voltage and power density at the source and recipients (motors in pumps and compressors and control system). Distance to shore and between the components will decide the voltage drop over the cable. Calculations on which cable to use is done by hand or in a computer program (based on the single line diagram).

78
Figure 4-44 Subsea connectors
4.6.6 Connectors
The connectors connect subsea equipment to the power grid subsea. Connectors are used to connect modules during installation and disconnection/connection when retrieving components. Depending on the voltage level a two or three phase connector is needed. The connector need a double barrier system to protect it from water and has to withstand from 50 to 100 connections/disconnections. The smallest connectors are connected with help from ROV and the larger connectors need a special tool (similar to a tie-in tool).

79
Figure 4-45 Penetrators
4.6.7 Penetrators
A penetrator is an electric connection through a slate where there is different pressure on each side. Some components cannot be exposed to high pressure and need to be placed in pressure compensated containers. The penetrator is then fitted in the hole where the electric cable enters the container and is an electrical connection though a slate where the pressure on the outside is much higher than on the inside (1 atm). It works like a joint (see figure 76). With high pressure it is not possible to drag the cable through the wall and isolate around it, like it is done for shallow water solutions, because the pressure from the outside will push the cable inwards and lead to leakage.
4.7 Instruments
To monitor and thereby control the system, instruments have been developed to measure pressure, temperature, liquid levels and flow composition. These are used to verify that the system works as expected and that improvements have the desired effect. The safety system and the process control system have separate sensors.

80
4.7.1 Pressure and temperature transmitters
Figure 4-46 Pressure and temperature transmitters
There are different types of pressure and temperature transmitters: PT (Pressure Transmitter), TT (Temperature Transmitter), HPT (High Pressure Transmitter), HTT (High Temperature Transmitter), dP (differential Pressure transmitter). Combined pressure and temperature transmitters (PT/TT) are also commonly used. Pressure and temperature transmitters are designed for different ranges of pressure and temperature, which to use will depend on the pressures and temperatures in the system.
4.7.2 Level transmitter (LT)
A level transmitter measures the levels, for example of the phases in a separator. Nuclear lever profiler: The nuclear level transmitter consists of a source array and one or more detector arrays. The length of the source and detector arrays and the number of sources and detectors depends on the measuring range and required resolution system. The radiation is sent by the source through the fluids and is detected in the detectors which send information about densities via the control system. Based on this a density profile showing the level of the interfaces is made. The subsea level profiler utilizes the difference in densities to measure the level of sand, water, emulsion oil, foam and gas. In Figure 4-47 some solutions for level measurement with the nuclear level transmitter is shown. For Tordis solution 1 with vertical transmitter in a horizontal separator will be used. The subsea level profiler gives accurate information and can be retrieved during production but it is expensive and radioactive.

81
Figure 4-47 Nuclear level transmitter 1. Vertical installation in horizontal separator. 2. Vertical installation in vertical separator. 3. Horizontal installation in vertical separator. 4. The level transmitter: Source in the middle and a detector on each side.
Tubes (dip pipes) for the level transmitters are integrated in the separator and the transmitters will be inserted into these, not interrupting the separation process, keeping the system sealed. The additional coating is accounted for when calculating the densities. The tubes can be placed vertically or horizontally in the separator (see Figure 4-47)
4.7.3 Radar
Figure 4-48 Radar level transmitter in vertical tank (left) and close-up (right)

82
The radar level transmitter can be used to measure the liquid level in liquid/gas separators. It works like an echo sounder: it emits signal down to the interface between water and gas and registers the reflections. This is a cheaper solution than for the nuclear transmitter but can be inaccurate if there is too much foam on the liquid surface, it can be sensitive to interference from internals and if water condenses on the lens. The radar can only measure one level and do not provide phase information such as the nucleonic profiler.
4.7.4 Oil in water measurements
Sampling: A solution for measuring the content of oil in water is to send the ROV to collect a sample from the pipe and bring it to the surface for analysis. This will give a delayed measurement and can not be done continuously. Sample lines in the umbilical can also be an alternative. Fluorescence: For this solution UV beams are sent through a window into the pipe. This will make the aromatic oil fluoridize. With a spectrometer one can detect the light emitted and calculate the amount of oil in water. The window may be covered with an oil layer on the inside of the pipe, but up to 5 bar this is solved by ultrasonic cleaning. Development projects for subsea measurements cleaning is ongoing. Other technologies for Oil in water measurements are also in operation topside such as ultrasonic, scattering and videomicroscopy.
Eex enclosure: excitation laser cleaning laser photosensor CPU
Inline (retractive) fiberoptical probe
power cableModbus/Ethernet(communication)
Optical fibres (excitation/emission)
water with oil
contamination
probe
Figure 4-49 Oil-in-water transmitter fluorescence. Installed on pipe (left) and sketch (right).

83
Figure 4-50 Fluorsence principle
4.7.5 Watercut transmitter
Gamma density: This transmitter works in the same way as the nuclear level transmitter but the source and detector are located at opposite sides of the pipe.
4.7.6 Flow transmitters
Figure 4-51 V-cone flow meter
Single phase, V-Cone: The V-Cone constricts the flow by positioning a cone in the center of the pipe. It uses Bernoulli's theorem for the conservation of energy in a closed pipe. The theorem states that for a constant flow, the pressure in a pipe is inversely proportional to the square of the velocity in the pipe, meaning that the pressure decreases as the velocity increases. For instance, as the fluid approaches the V-Cone meter, it will have a pressure of P1. As the fluid velocity increases at the constricted area of the V-Cone, the pressure drops to P2, as shown in figure 81. Both P1 and P2 are measured at the V-Cone’s taps using a variety of differential pressure transducers. The dp created by a V-Cone will increase and decrease exponentially with the flow velocity. As the constriction takes up more of the pipe cross-sectional area, more differential pressure will be created at the same flow rates. Multiphase: The multiphase flow meter is a complicated composition of several principles. It consists of a concave pipe, nuclear water cut transmitter and ”capacitors”. With the concave pipe

84
the pressure difference between two points is found as for the v-cone transmitter. With the nuclear watercut transmitter the density is found and then the mass velocity. The problem with a multiphase fluid is that the gas moves faster than the liquid. Two capacitors are therefore placed on either side of the pipe sending a voltage through it to find a profile of the fluid composition. The result is an overview of the composition of the fluid and its velocity.
4.7.7 Leakage transmitters
Leakage on the ocean floor is difficult to discover and critical when it occurs due to the high pressure and long distances. Acoustic: When a leakage occurs and a gas or liquid flows out of a crack it can be perceived as a sound with a certain frequency. This frequency can be recorded by microphones and advanced signal processing can be used to isolate the frequency and locate the leak.. Gas roof: A ”tent” is built over possible leakage sources. In case of a gas leakage this is filled with gas and a float ball in the water will be lowered and set of an alarm.
Figure 4-52 Acoustic leakage detector in system (left) and close-up(right)

85
4.8 Intervention
Figure 4-53 Installation of level transmitter
Intervention means to interfere on the ocean floor whether the purpose is to install, connect or retrieve. Different methods, connectors and tools are used.
4.8.1 Connectors
Figure 4-54 Clamp and collet connector

86
Collett connectors are singlebore(one pipe)/multibore(several pipes) and work as the connector on a garden hose (gardena connector). In the process system it can be used on the separator, the desander or the multiphase meter. Collett connectors are also used for connection of flowlines. A clamp connector is a ring which is positioned over the connection between two pipes and then tightened by ROV.
Figure 4-55 Hot-stab connectors
Hot-stab are small connectors used for connection of hydraulics and electricity. MQC(Multi Quick Connect) is a plate with many connection points.
4.8.2 Connection methods
Figure 4-56 Methods for connection

87
Several methods for connection are developed. The modules can be connected vertically or horizontally. Here we demonstrate 3 possible ways to connect:
The module is lowered(1) and hydraulics and a flexible line rises the connector to meet its other half(2). Flexible line is used for slim pipes, it is difficult and expensive to make big heavy pipes flexible and the module will increase in size and weight if the pipes are to be flexible (the pipes have to be longer).
B. The module is lowered(1) and hydraulics on a skid underneath pushes it into place(2).
C. The module is lowered(1) onto hydraulic ”feet” and then lowered slowly by hydraulics the last bit. If the module is very heavy it can be difficult to use vertical hydraulics.
When the modules are close enough the connector will do the final coupling on its own if it is self actuated or a tool will be used. Only the Collet connector has the option of self actuation. A self actuated connector will be preferable it is planned to couple/decouple ”frequently” during the system’s lifetime.
4.8.3 Tie-in/connection tools
FMC has 6 tie-in/connection tools, this group is called the KOSCON system. The tools connect everything from rigid pipes to flexible umbilicals.
Figure 4-57 Top: ROV watching connection. Bottom: ROVCON

88
The KOSCON system consists of the following tools (se Figure 4-58): UTIS (Universal tie-in system) pull in and connection. Used for flexible pipes and
umbilical. ROVCON Pull in and connection. Used for jumpers, flexible pipes and
umbilicals. STABCON Connects umbilicals and flexible pipes with collet connectors.
SPOOLCON Used for connection of rigid pipes with collet connectors onto xmas trees and manifolds.
VECON Lands and connects in a single operation. Connects umbilicals and flexible pipes.
FLYCON Connects electrical, hydraulical and optical flying leads.
Figure 4-58 The KOSCON system

89
4.9 Structure
Figure 4-59 Top: Structure around processing module. Bottom: Components of the structure
Structure is what protects and supports the components. It consists of foundation, reinforcements and protection. The structure shall protect the process components from forces from flowlines and wells and dangers from above.

90
4.9.1 Foundations
Figure 4-60 Top right: Mudmat. Bottom left: Center pile. Bottom right: Suction anchor
All foundations are based on these three principles or a combination of the three (see figure 91):
Suction anchor – consists of big barrels that penetrate the seabed. After self penetration to a pre-determined depth the foundation is pushed further into the soil through evacuating water from inside the structure and creating an under pressure within the system. The suction anchor is typically equipped with two 350 mm diameter hatches for evacuation of the air during installation through the splash-zone, evacuation of the water during seabed penetration and levelling.
Mud Mats – The foundation principle is based on the self penetration of the structure which is a rectangular box. This solution does not have the capability of levelling or retrieval.
Piled foundation(center pile)– This foundation structure is anchored to the sea bottom through one or more drilled / jetted conductor housings. These conductors are grouted as part of the installation. This solution can be levelled by use of hydraulic ratchets. FMC uses a solution with 1 pile in the middle of the structure hence center pile.

91
4.9.2 Protection
Figure 4-61 Module in "Glory hole" Figure 4-62 Structure
Falling object: The modules have roofs that protect them from falling objects. The weight limits are 50 kJ at Ø 500 mm (equivalent to 850kg dropped from 6m on a “large area”) and 5 kJ at Ø 100 mm (equivalent to 85kg dropped from 6m on a “small area”). The roof has hatches that can be opened for intervention. If necessary, walls (nearby protection structure, NPS) are installed to protect flowline tie-in areas. Overtrawling: The structure is designed to survive a trawlboard over-pull of 30 tonne (point load) and a trawl net friction of 2 x 20 tonne. The entire structure is designed to be snag protected with inclined legs and round corners. If the distance between the corner legs is longer than the width of a trawl, plates are placed in between. It is popular to fish near subsea installations. Because of heat algae will form on the installations and attract fish in the same manner as a coral reef. Icebergs: The modules are built in hollows, so called ”glory holes”, so that icebergs can pass above without hitting them

92
5 Design and dimensioning This chapter deals with what to consider when choosing and dimensioning products.
5.1 Separator tanks
Figure 5-1 Semi-compact gravity separator
When choosing a separator there are many factors to consider, but mainly: What is the goal and what are the opportunities? Which fluid composition is present and what will be feasible to separate? If there is a high water content and you want to remove it, a separator for bulk water removal is needed. Horizontal gravity separator, a pipe separator or an inline separator can be used. If the gas content is high (over 90%) it could be feasible to separate it from the liquid to let it up to the surface in a separate pipeline or compress it. This can be done with a vertical gravity separator, an inline separator or VASPS. If sand is expected a sand removal system is needed. The volume of the separator will depend on the demand for quality of separated fluid. High demands for separation quality will lead to the need for a bigger separator because the retention times have to be prolonged. An alternative is to put two separators in series. The wall thickness of the separator will depend on the outer and inner pressure and the diameter of the tank. As a rule one will try to minimize the use of internals in subsea separators because they cannot be repaired or maintained during production, the separator has to be retrieved as a whole. If there is sand a sand-handling system has to be installed, if there is a lot of gas a bypass pipe would be preferable and an inlet cyclone needed. Outlets for the different fluids are a necessity. Carbon steel and duplex are the main material used. Separators are built in carbon steel but have a different material on the inside which can cope with the harsh environment in the separator. The metal should not corrode under the influence of water, oil, sand, or gas. Duplex is normally chosen for all internals.

93
5.2 Pumps
When planning a subsea processing system one first has to choose between a down hole or a subsea solution. For the pumps this means choosing between a HSP/ESP pump and a subsea pump. This choice will depend on fluid composition and client. As mentioned, the HSP/ESP pumps are field proven and low risk components but more expensive while subsea pumps are cheaper with higher risk. Subsea pump alternatives are single phase, multiphase and hybrid pumps. Single phase pumps are preferred as they have a higher efficiency than multiphase pumps. This implies a demand for separation quality lower than 5% GVF. If the GVF is between 5 and 20% the alternative is a hybrid pump which is gas tolerant but more effective than a multiphase pump. The pump selection is dependent of the selected process design. A boosting system will always require a multiphase pump while a separation system can facilitate all type of pumps used dependent of the concept selected. With regards to multiphase pumps the twinscrew pump is more complex than the helico axial pump and may have a higher rate of failure, but which of the two to select will depend on in which environment the pump will be used and offers from suppliers. The design pressure for a pump should be maximum pressure achievable by the pump, i.e. discharge pressure, but this is not always the case. The pump is designed for capacity and pressure increase based on the needs of the specific field. It must be able to give the outlet pressure necessary to get the required pressure at the reception station. The power need is dependent on the pump design. The higher the required dp, the higher the power need. A single phase pump has a lower power need than a multiphase pump designed for the same dp. Information given to the supplier from FMC is fluid properties and flow and differential pressure requirement. .

94
5.3 Compressors
It is possible to design the compressor for different capacity and pressure ratio dependent of system requirements, but within limitations given by the specific compressor type. The required outlet pressure is related to inlet pressure at gas reception facility at topside or at shore. Normally the operator wishes to keep the inlet pressure at reception facility constant over the life of the field, but because the reservoir pressure is constantly depleting, the requirement to compressor pressure ratio will increase over the field life. Because of the changing operating conditions, the compressor will normally be retrieved for re-bundling (replacing the thermodynamic layout) when the actual operation condition drifts away from the design condition. Such re-bundlings will typically be performed with an interval of 4-7 years. At late life, when reservoir pressure is very low, it may be necessary to operate compressors in series in order to achieve the required pressure ratio The selection of number of compressors depends on the production requirement of the field, redundancy requirements and the maximum power rating of the compressor (with power supply system). Normally, 2 or 4 compressors are recommended for a subsea compressor station.
5.4 Coolers
Figure 5-2 Natural convection pipe cooler in inlet of vertical gas/liquid separator
Choice of technology will depend on the required capacity, is the cooler capable of delivering the required dT? Does it have rotating machinery? One will try to avoid rotating machinery on the seabed because of potentially high failure rates, so the forced convection and shell & tube cooler will not be preferred. Natural convection seems to be the cooler best suited for subsea use, it has no moving parts and uses seawater as cooling fluid.

95
Design pressure for a cooler will be the same as the process design pressure. Size will depend on the needed capacity. For higher dT more or longer pipes are needed and the construction will increase in weight and size. Limitations on space and weight must be considered.
5.5 Valves
Figure 5-3 Top left: Graph of flow characteristics. Top right: Gate valves with actuators. Bottom: Ball valve with actuator
When choosing valves one must first consider the purpose. Based on if one wants to stop the flow, regulate the flow or prevent it from going in the wrong direction one will need an on/off valve, a choke valve/control valve or a check valve. For the control valves there are 3 types of flow characteristics (Figure 5-3):
- Linear flow characteristic: produces flow rate directly proportional to the amount of valve plug travel.
- Equal percentage flow characteristic: the change of flowrate observed with respect to travel will be relatively small when the valve plug is near its seat and relatively high when the valve plug is nearly wide open.
- Quick opening flow characteristic: provides a maximum change in flow rate at low travels and little increase in flow rate as travel approaches the wide open position.

96
To some extent cost will also influence the choice of valves. The price will increase with the complexity of the valve. A control valve may cost in the range of 1,5-3 mill NOK, while an on/off valve may cost around 5-600.000 NOK. The size of the valve flanges will correspond to the size/outer diameter of the pipeline. For on/off valves the gate valve design is much taller than the ball valve design. Cv, or flow coefficient, is given as the water flow through a valve at 60 degrees F in US gallon/minute with a pressure fall of 1 lb/in^2. This coefficient is used to compare the flow capacity of different valves. With this information it is possible to decide the size of the valve for a given flow or process.
5.6 Electro system
5.6.1 Transfer voltage
Voltage needed to transfer the needed power from shore to subsea system. HV is used in umbilical to minimize power loss, the voltage has to be increased step-wise for a given load with longer step-out. The higher the power to be transferred, the more critical the distance from source to subsea system. Examples of typical voltage levels: control umbilical: 3kV, pump:6kV, 12kV, 17kV and higher.
5.6.2 Transformers
There is a main transformer on shore (step-up, increases the voltage) which sends via high voltage to a step-down transformer subsea. This lowers the voltage before the power is distributed further to the different components in the subsea system (pump, compressor). Heat expansion in the transformer makes a cooler a necessity. Oil which cools by natural or forced convection or air moved by a fan is used.
5.6.3 Cable dimension and construction
The cable must have the capacity of the equipment load plus losses. From shore to subsea: high voltage, low current - small cable cross-section and thick isolation. After the step-down transformer a different type of cable is used for internal distribution in the subsea system. Here you have low voltage and high current which demands increased cable cross-section and less isolation. The customer usually wants the power cable to be integrated in the umbilical, but it can be placed in a separate cable if it is possible that it will have to be changed during the systems lifetime. It is common to have the same type of cable for distribution in the entire subsea system (cheaper to chop of a few meters of a long cable than to order a separate one, cables are expensive).

97
5.6.4 Penetrators and connectors
The penetrator must be designed for the high pressure it will be exposed to and for thermal expansion. It must be possible to assemble the material it is made of with the surroundings without possibility of leakage. The solution will depend on the depth the system is installed on (dp). In shallow water a solution with the cable drawn through the container will be possible, but on deep water a joint is necessary. Connectors are designed for different current and voltage levels. Even though these connectors were introduced to the subsea market in the 70’s, there are no standardized solutions.
5.6.5 VSD (Variable Speed Drive)
The VSD adjusts frequency, current and voltage to the recipient, hence the dimensioning will depend on the motor and step-out.

98
6 Technology qualification Application area
Technology
Proven Limited field history New or unproven
Known 1 2 3
New 2 3 4
Figure 6-1 Diagram for classification of technology status for components
Technology qualification is done to certify solutions and components, to certify qualification of main components and to enhance the robustness of certain components. The purpose of technology qualification is to lower the risk to an acceptable level. Risk is a combination of failure rate and consequence of failure. The result of a technology qualification can be used as a base for acceptance of new technology, to compare different alternatives or as an input to the evaluation of a bigger system. The technology qualification consists of a number of activities that will prove that the technology is suitable for its purpose. This is done during studies and projects. This can be done by suppliers, FMC or the client. During a concept study or FEED the technology status of all the components in the system is evaluated. The system is divided into units and each unit is given a number according to the table. 2, 3 and 4 is considered new technology, 3 and 4 will demand most attention. A gap evaluation of the entire system is done and a strategy on how to close the gaps is formed, a Technology Qualification Program (TQP). This program is formed according to specifications from the client or from FMC. (The client usually wants FMC to follow the DNV specifications, but FMC is now working on its own procedure to replace this). Even though a component is qualified during a study it is not guaranteed that it will be used. Usually the client pays for the study and also for the TQP, but sometimes FMC decides to develop and qualify a unit on their own to position themselves in the market and sell the unit in one of our own systems or as a single unit to a competitor.

99
6.1 Analytical qualification and testing
Qualification is done by means of two methods: analytical and testing. Both analytical qualification and qualification testing can be applied to new components. Company requirements mostly govern which type of qualification is performed and it is often testing. The TQP is agreed upon with the company for each project, qualification activities are often scheduled early in the project in order to reduce the qualification risk and enable mitigating actions should the qualification test fail. When qualifying a unit one first come up with a design that has to comply with certain design principles, it has to fulfill the function specifications and tests are done to see if these demands are met and if further development is possible or if the design has to be changed. Qualification requirement are governed by the company specifications and or industry standards. TQP is done by FMC, but in the end it is the client who decides whether he approves or if further qualification is needed.
Separator TQP- Separator design
Pumpe TQP- Pump design (materials)- Behov for de-sander.
De-sander TQP- De-sander concept / design
HV connectors TQP- Nye krav til power
distribution for pumper
Sand slurry valves TQP- Valg av ventil- Operasjonsbegrensninger
Figure 6-2 Technology qualification activities for Tordis

100
7 Testing This chapter addresses testing, what is to be tested, how testing occurs and in what order testing is executed. Testing and TQP is not the same thing, testing described in the following is done on an already qualified unit. Testing is planned in the study phase and executed in the project phase. All components in a system, the subsystems and the system as a whole are tested. Testphilosophy: the testing shall follow a natural development from components to subsystems to systems so that errors can be detected and corrected at an early stage. The testing shall certify design, mechanical completion, composition (that parts can be put together), that it works, performance, operation and interfaces.
7.1 Tests
Tests are normally performed in the order presented in the following, from components to subsystems to complete systems:
FAT Factory Acceptance Test Test and verify acceptable product compliance with Purchase Order specifications.
EFAT Extended Factory Acceptance Test Test and verify an assembly of products, including interfaces, compatibility, connections, and compliance with engineering specifications.
ST String Test Test how several assemblies work together as a subsystem. Start-up, shut down, operation and evaluation of how the functional demands are satisfied
SIT Site Integration Test Test and verify complete assembly, including interfaces, compatibility, connections, access, operability, function, and compliance with engineering specifications.
SOT Site Operation Test Test and verify functionality, including energizing, start-up and shut-down, running, operation, measurement and control, and compliance with performance requirements.
SWT Shallow Water Test The execution of SIT or SOT or subsets of these with the assembly submerged in water.
PT Performance Test Test efficiency of a component or an assembly of components, power connection, gas/liquid connection, test high/low maximum loads (motor, flowrate, pressure)
CT Commissioning Test Commissioning, start-up, shut-down, emergency situation testing of entire system to make sure everything works after installation

101
MC Mechanical Completion Can be done a number of times during the test program. It is an investigation of each component to see if it is finished and has the required quality (instruments, electro, paint is checked by different people)
Punch list Prepared based on the MC, list of things that have to be corrected. Divided into A and B. A-work cannot proceed until the error is corrected, B-work will proceed and the error will be corrected at a later stage
7.2 Testplanning
When planning testing one has to consider cost, time and time of delivery of all parts (they have to be available at time of testing). It is expensive to perform tests, so it is important to find a good solution and avoid unnecessary testing. Many tests demand special conditions such as high pressure, temperature or voltage and on some occasions the test sites have to be built from scratch. It is therefore important to evaluate the time needed to prepare and perform a test and the cost compared to the results you will attain. Often, so many approximations are done (type of gas, water instead of oil) that the final test does not give representative results. It is also critical that the components are as complete as they would be in the real system so that the test is as real as possible.

102
7.3 Test plan
Figure 7-1 Test plan
In Figure 7-1 an example of a test plan for a subsea processing system (Ormen Lange) is shown. All the grey boxes represent FAT (Factory Acceptance Test) and EFAT (Extended Factory Acceptance Test) which is a test that verifies that a component is made according to the order (FAT) and that it fits mechanically with other parts (EFAT). The white boxes are test where the function of a part or a system is tested. Notice that this is done when all necessary components in the system have passed a FAT or EFAT test. When all subsystems have been through a ST (String test) they are put together in a SIT (Site Integration Test) to see if everything fits mechanically and a MC (Mechanical Completion) to check if everything is ready and has the required quality. In the end a CT (Commissioning Test) and PT (Performance Test) is done. The behavior of the system through start-up, shut-down, an emergency and its performance is tested. Compressor as an example (marked in red): Motor, cooling system and bearings are tested separately in a FAT (Factory Acceptance Test), then these three parts are put together into a compressor in an EFAT (Extended Factory Acceptance Test). After this, the compressor and VSD are tested in a ST (String Test: Test where several joints work together as a sub-system. Start-up, running, shut-down and if the functional demands are fulfilled is tested) and a PT (Performance Test: tests the performance of a component or a subsystem, power connection, liquid/gas connection, test high or max. load (motor, flowrate, pressure)) The compressor and VSD is then put together with the rest of the system in a SIT, MC, CT and PT (as explained earlier).

103
8 List of figures Figure 1-1 FMC Globally .................................................................................................. 6 Figure 1-2 FMC Subsea globally ....................................................................................... 7 Figure 1-3 Left: Reservoir Right: Phase layers .................................................................. 8 Figure 1-4 Oil with high viscosity ..................................................................................... 9 Figure 1-5 Left: Water in oil emulsion. Right: Oil in water emulsion ............................... 9 Figure 1-6 Removal of hydrate plug ................................................................................ 10 Figure 1-7 Our part of a system ....................................................................................... 10 Figure 1-8 How the cost of a project can be divided into different phases. ..................... 11 Figure 1-9 Troll A platform and corresponding subsea solution ..................................... 12 Figure 2-1 The projects phases from a customers point of view ..................................... 14 Figure 2-2 Reference list of studies and projects ............................................................. 17 Figure 3-1 Example of field architecture ......................................................................... 19 Figure 3-2 Depths and step-out for existing developments ............................................. 20 Figure 3-3 Development subsea processing ..................................................................... 21 Figure 3-4 The Tordis SSBI station ................................................................................. 22 Figure 3-5 The main components of the processing system ............................................ 22 Figure 3-6 Processing alternatives ................................................................................... 23 Figure 3-7 Bulk water separation, reinjection of water and pumping ............................. 24 Figure 3-8 Gas/liquid separation and pumping of liquid ................................................. 24 Figure 3-9 Bulk water separation, sand-handling, re-injection of water and pumping ... 25 Figure 3-10 The Tordis processing system ...................................................................... 26 Figure 3-11 Gas/liquid separation, compression and pumping. ....................................... 26 Figure 3-12 Bulk water separation, sand handling, re-injection of water, gas/liquid
separation, compression and pumping. ..................................................................... 27 Figure 3-13 Hydrate curve for wellstream. From Tordis. ................................................ 28 Figure 3-14 Process Schematics for the Tordis processing system ................................. 29 Figure 3-15 Process Flow Diagram for the Tordis processing system ............................ 30 Figure 3-16 P&ID for Tordis ........................................................................................... 31 Figure 3-17 The main elements of the control system (for the production system). ....... 32 Figure 3-18 Main elements of the control system. Artistic view (left) and diagram (right).
................................................................................................................................... 32 Figure 3-19 SCD for Tordis process control system. From the P&ID this diagram which
is the base for the control system is made. ................................................................ 34 Figure 3-20 Fraction of the SCD, function template. ...................................................... 35 Figure 3-21 Assumed power consumption for the Åsgard system in MW/year. ............. 36 Figure 3-22 Future solution for the subsea electro system. ............................................. 36 Figure 3-23 Single line diagram for Åsgard. ................................................................... 37 Figure 3-24 Load list. ....................................................................................................... 38 Figure 3-25 MPSV (Multi Purpose Vessel) Bourbon Jade has a lifting capacity of 100 t
(at 0 meter depth) which is the same as 63 t on 1500 meters depth. ........................ 40 Figure 3-26 Part of modularization on Tordis. ................................................................ 40 Figure 3-27 3D drawing of compressor pilot station for Ormen Lange .......................... 41 Figure 3-28 3D drawing of Ormen Lange compressor station compared to a hummer .. 42 Figure 4-1 Conventional gravity separator ...................................................................... 45 Figure 4-2 Semi-compact gravity separator ..................................................................... 45

104
Figure 4-3 Flow patterns in gravity separator .................................................................. 46 Figure 4-4 Comparison of size for conventional and semi-compact gravity separator ... 47 Figure 4-5 Pipe separator ................................................................................................. 47 Figure 4-6 Parts of Marlim SSAO separation module, showing gas harp and gas
crossover (red), PipeSeparator™ (green) and outlet section (grey). White arrows indicate direction of flow in the PipeSeparator™. .................................................... 48
Figure 4-7 Inline DeWaterer ............................................................................................ 48 Figure 4-8 Inline Hydrocyclone ....................................................................................... 49 Figure 4-9 Left: CDS Gasunie inlet cyclone. Middle: Vertical gas/liquid separator with
pre-separation pipe and inlet cyclone. Right: VASPS (Vertical Annular Separation and Pumping System) ............................................................................................... 50
Figure 4-10 Scrubber with internals ................................................................................. 51 Figure 4-11 Left: Inlet cyclone. Middle: Vane packs. Right: Spiralflow cyclone. .......... 51 Figure 4-12 Decanter separation system. ......................................................................... 52 Figure 4-13 Inline gas from liquid separator. .................................................................. 53 Figure 4-14 Inline liquid from gas separator ................................................................... 53 Figure 4-15 Inline desander ............................................................................................. 54 Figure 4-16 Desander tank ............................................................................................... 54 Figure 4-17 Jet nozzles and TORE units in horizontal gravity separator ........................ 55 Figure 4-18 Sandhandling system in conventional gravity separator .............................. 55 Figure 4-19 Pumps in a processing system ...................................................................... 57 Figure 4-20 Single phase pumps ...................................................................................... 57 Figure 4-21 Left: Sulzer Helicoaxial MPP. Right: sketch of impeller and diffuser ........ 58 Figure 4-22 Sulzer Pump ................................................................................................. 59 Figure 4-23 Hybrid pump (From Sulzer) ......................................................................... 60 Figure 4-24 Twinscrew multiphase pump. Top: Close-up of screws. Bottom: Principle
overview .................................................................................................................... 60 Figure 4-25 Siemens ECO Ⅱ compressor ....................................................................... 62 Figure 4-26 GE's BlueC Compressor ............................................................................... 62 Figure 4-27 FRAMO WGC ............................................................................................. 63 Figure 4-28 Example of a compressor system with “dry gas” compressors .................... 64 Figure 4-29 Subsea cooling applications ......................................................................... 64 Figure 4-30 Reduce pipeline inlet temperature. Left: New field. Right: Existing field. . 65 Figure 4-31 Example of cooling of a processing system ................................................. 66 Figure 4-32 Pipe cooler natural convection ..................................................................... 67 Figure 4-33 Forced convection pipe cooler ..................................................................... 68 Figure 4-34 Shell and tube cooler .................................................................................... 69 Figure 4-35 Globe valve with electrical actuator ............................................................. 70 Figure 4-36 Left: Globe valve. Right: Mokveld control valve ........................................ 71 Figure 4-37 Mokveld control valve with different kinds of grid/trim designs. ............... 71 Figure 4-38 Mokveld choke valve ................................................................................... 72 Figure 4-39 Mokveld check valve ................................................................................... 72 Figure 4-40 Left: gate valve. Right: Ball valve and balls in different sizes .................... 73 Figure 4-41 Process system with different valves ........................................................... 74 Figure 4-42 Actuators ...................................................................................................... 75 Figure 4-43 Schematic drawing of electro system ........................................................... 77

105
Figure 4-44 Subsea connectors ........................................................................................ 78 Figure 4-45 Penetrators ................................................................................................... 79 Figure 4-46 Pressure and temperature transmitters .......................................................... 80 Figure 4-47 Nuclear level transmitter 1. Vertical installation in horizontal separator. 2.
Vertical installation in vertical separator. 3. Horizontal installation in vertical separator. 4. The level transmitter: Source in the middle and a detector on each side.................................................................................................................................... 81
Figure 4-48 Radar level transmitter in vertical tank (left) and close-up (right) ............... 81 Figure 4-49 Oil-in-water transmitter fluorescence. Installed on pipe (left) and sketch
(right). ....................................................................................................................... 82 Figure 4-50 Fluorsence principle ..................................................................................... 83 Figure 4-51 V-cone flow meter ........................................................................................ 83 Figure 4-52 Acoustic leakage detector in system (left) and close-up(right) .................... 84 Figure 4-53 Installation of level transmitter .................................................................... 85 Figure 4-54 Clamp and collet connector .......................................................................... 85 Figure 4-55 Hot-stab connectors ...................................................................................... 86 Figure 4-56 Methods for connection ................................................................................ 86 Figure 4-57 Top: ROV watching connection. Bottom: ROVCON .................................. 87 Figure 4-58 The KOSCON system .................................................................................. 88 Figure 4-59 Top: Structure around processing module. Bottom: Components of the
structure..................................................................................................................... 89 Figure 4-60 Top right: Mudmat. Bottom left: Center pile. Bottom right: Suction anchor
................................................................................................................................... 90 Figure 4-61 Module in "Glory hole" ................................................................................ 91 Figure 4-62 Structure ....................................................................................................... 91 Figure 5-1 Semi-compact gravity separator ..................................................................... 92 Figure 5-2 Natural convection pipe cooler in inlet of vertical gas/liquid separator ........ 94 Figure 5-3 Top left: Graph of flow characteristics. Top right: Gate valves with actuators.
Bottom: Ball valve with actuator .............................................................................. 95 Figure 6-1 Diagram for classification of technology status for components ................... 98 Figure 6-2 Technology qualification activities for Tordis ............................................... 99 Figure 7-1 Test plan ....................................................................................................... 102



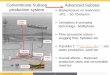
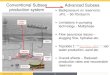



















![L14-Multiphase Pumping & Subsea Processing [Compatibility Mode]](https://img.pdfslide.us/doc/110x75/577cdb2c1a28ab9e78a78606/l14-multiphase-pumping-subsea-processing-compatibility-mode.jpg)




