Embed Size (px)
DESCRIPTION
h
Citation preview

LOAD DATA ANALYSIS FOR WIND TURBINE GEARBOXES
Bernd Niederstucke, Andreas Anders, Peter Dalhoff, Rainer GrzybowskiGermanischer Lloyd WindEnergie GmbH
Johannisbollwerk 6-8, 20459 Hamburg
ABSTRACT: Gearboxes for wind turbines have to ensure highest reliability over a period of approximately 20 years,withstanding high dynamic loads. At the same time lightweight design and cost minimization are required.These demands can only be met by a thought-out design, high-quality materials, high production quality and maintenance.In order to design a reliable and lightweight gearbox it is necessary to describe the loads acting on the gearbox asexact as possible. For fatigue this can be done by using the load-duration-distribution (LDD) of the torque at theinput shaft.In the following the fatigue resistance of a gearbox will be analysed using the torque-LDD. Methods of calculating thelife time of gearings and bearings with a given LDD will be described. The influence of the mean wind speed on the lifetime of teeth and bearings will be pointed out.
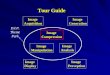
1 GEARBOXES IN WIND-TURBINESA common gearbox for wind turbines is shown in figure1. A planetary stage with 3-4 planets is followed by twospur gear stages. The output shaft has an offset from theinput shaft in order to lay wiring and piping through thehollow input shaft.In the 1 – 2 MW class of wind turbines the gear ratiogoes from about 80 to 100. In order to reduce noise-emission, all stages can be designed with helical gearing.The shafts are carried radial with spherical or cylindricalroller bearings, axial with four-point-contact ballbearings or tapered roller bearings.
Output shaft 3rd stage (helical spur gear)Torque support
Input shaft
Torque
1st stage (planetary) 2nd stage (helical spur gear)
Fig. 1: Gearbox for wind turbines (by METSO DRIVESOY)
2 LOAD DURATION DISTRIBUTION
2.1 Determination of a LDDThe fatigue analysis for gearing and bearings is partlydifferent to that of other components, e.g. a rotor hub or arotor shaft. Especially derivation of the load spectradiffers. This is due to the fact that a stress cycle for atooth emerges with every tooth flank contact (e.g. withevery revolution for a spur gear stage), whereas a stresscycle for e.g. a rotor hub occurs in correspondence withfluctuations (cycles) of its external loads.For the determination of load spectra for the gear box aload duration distribution (LDD) of the input torque is
needed. The main advantage of the LDD is that it caneasily be transferred into local stress spectra. By using therotational speed of pinion or wheel the duration of torquelevels can be transferred into a number of load cycles.The LDD are derived from the load time series of thetorque of the main shaft (see fig. 2) by level distributioncounting [6]: The load time series is divided intoequidistant time intervals. At each time interval the levelof the load time series is read and counted into therespective bin.
Fig. 2: Level distribution counting of load time series
The number of countings per bin (1 to 8 in fig. 2) is ameasure for the load duration in a bin. The samplingfrequency should be at least ten times the highestfrequency of the load time signal in order to obtain anaccurate result. Information on the number of load cyclesis lost.The load levels (bins) may be shown above theirduration or above their accumulated duration (see fig. 3).The accumulated duration distribution is used for thefurther calculations.
Fig. 3: LDD as a result of level distribution counting

0,0E+00
5,0E+05
1,0E+06
1,5E+06
2,0E+06
2,5E+06
1,0E+00 1,0E+02 1,0E+04 1,0E+06
accumulated duration/hours
T/N
m
2.2 Description of a LDDFig. 4 shows typical LDDs for various yearly averagewind speeds, i. e. 8,5m/s, 10 m/s and 15 m/s with 20%constant turbulence according to [1] for a 80m diameterrotor.
8,5m/s 15m/s
10m/s
Fig. 4: LDDs for different yearly average wind speeds
The vertical axis shows the input torque in linear scale,the horizontal axis the accumulated duration of thetorque levels in logarithmic scale. The duration sums upto about 170000 hours, which equals with a life-time of20 years.The first two LDDs (8,5 m/s and 10 m/s) are those of theGL-type-classes II and I (see [1]), the third one (15 m/s)is a theoretical one in order to bring the examinedgearbox to its limits. The LDDs are derived by an aero-elastic simulation of the dynamic wind turbinebehaviour. Since the wind turbine is regularly stopped byapplication of aerodynamic braking (pitch) the influenceof these stop sequences can be neglected.Because of the logarithmic display the differences seemindistinct. For example: The accumulated duration oftorque levels above the rated torque of 1200 kNm for theexamined gearbox is 1,5 times higher for 10m/s and 2,5times higher for 15m/s than for 8,5m/s. This leads tosignificantly higher fatigue loads on the gearing andbearings.
3 CALCULATION PROCEDURE
3.1 Calculation of gearing durabilityThe given LDD is transformed into the local stressspectra σF/N and σH/N for tooth root and flank (seefig.5). σF is the root stress, σH the hertzian contact stressat the tooth flanks, t the accumulated duration and N thenumber of load cycles.To establish the stress spectra three transfer-functions areused:
σF = f(T), σH = f(T) and N = f(t)
The transfer-function between the torque T and the rootstress σF according to ISO 6336, method B is as follows:
⋅⋅⋅
⋅=σn1
iF mbd
T2YF ⋅ YS ⋅ Yβ ⋅ KA ⋅ KV ⋅ KFα ⋅ KFβ ⋅ SF ⋅ SRFF
withd1 = standard pitch diameter of pinion,Ti = pinion torqueb = face widthmn = normal moduleSF = required safety factor for root stressSRFF = stress reserve factor for root stress.The pinion torque is the input shaft torque divided by thegear ratio up to the stage.The Y- and K-factors take into account the form andstiffness of the teeth and their dynamic behavior . Theyare according to ISO 6336.In the present examination the factors are calculated withthe gear program ST-plus [5].The application factor KA is set to 1 as the dynamicloading of the gearing is embodied in the load spectrumresembled by the LDD (see [1], chapter 6). The safetyfactor is 1,5 according to [1].
Fig. 5: Transformation of LDD into local stress spectra
Furthermore a S/N-curve is needed with which the stressspectra can be compared. The S/N-curve depends on thematerial, heat treatment, surface roughness and the sizeof the gearing. The examined gearbox is equipped withgears of case hardening steel for which S/N-curves withthe following characteristics were applied (following[4]):Slope in the limited life region (103 to 3 ⋅ 106 loadcycles): 8,7, slope in the long life region (3 ⋅ 106 to 1010
load cycles): 50. To simplify the calculation, the slopewas extended beyond 1010 load cycles.After transformation of the LDD into a σF/N-spectra andhaving determined the S/N-curve, a damageaccumulation according to Palmgren-Miner-rule iscarried out. This leads to a damage D. If the damage isgreater 1 the gearing is liable to fail within the claimedlife-span, if it is lesser 1 the gearing has reserves againstfatigue failure. The stress reserve factor SRFF is varieduntil the damage equals 1 so that the gearing lasts untilthe end of the claimed life-span.The determined stress reserve factor together with thesafety factor SF shows the margin of the chosen gearingagainst fatigue fracture at the tooth root.The transfer-function between torque T and tooth flankstress σH is:
HH
BEHHHVA21
iH
SRFSZ
ZZZZKKKKubd
)1u(T2
⋅⋅⋅
⋅⋅⋅⋅⋅⋅⋅⋅⋅⋅+⋅⋅=σ
β
εαβ
with
T
t
oH
N
oF
N
S/N-curve

0,8
1
1,2
1,4
1,6
8 10 12 14
Annual average wind speed (m/s)SR
F F
P lanet W heel
Sun Gear
W heel Interm ed. Stage
Pinion Interm ed. Stage
0,9
1
1,1
1,2
1,3
8 10 12 14
Annual average wind speed (m/s)
SR
F H
Planet Wheel
Sun Gear
Wheel Intermed. Stage
Pinion Intermed. Stage
u = gear ratio = z2/z1, positive for external gears,negative for internal gearsSH = required safety factor for contact stressSRFH = stress reserve factor for contact stressTi, d1, b same as with root stress.The Z- and K-factors are according to ISO 6336 and takeinto account the geometry, elasticity and dynamicbehavior of the gearing.As with the root stress the application factor KA is set to1 and the safety factor SH to 1,2 according to [1].The S/N-curve for the contact stress is determined by thematerial, heat treatment, lubrication, surface roughnessand circumferential velocity.As with the S/N-curve for root stress it was determinedfollowing [4] with the characteristics:Slope in the limited life region (105 to 5 ⋅ 107 loadcycles): 13,22Slope in the long life region (5 ⋅ 107 to 1010 load cycles):32,6. To simplify the calculation, the slope was extendedbeyond 1010 load cycles.After calculation of the accumulated damage accordingto Palmgren-Miner the stress reserve factor SRF is varieduntil the damage equals 1 thus giving the margin of theexamined gearing against pitting.The number of load cycles follows the equation
60pntN ⋅⋅⋅=withn = rounds per minutep = number of meshing per roundt = duration of input-torque-levels in hours.
3.2 Calculation of bearing durabilityThe given LDD is also used to determine the life-time ofthe bearings. The given input-torque-LDD is transferredinto LDDs for axial load on bearing FA and radial loadFR. The transfer–functions TF between torque of inputshaft T and loads FA or FR depend on the geometricarrangement of bearings and meshing to each other, i. e.pitch diameter and distance of bearings. The forces areproportional to the input torque:FA = T ⋅ TFA and FR = T ⋅ TFR
With the F/t distribution the mean axial and radial loads
AF and RF are:
p ipAi
A t
tFF∑ ⋅
= and p ipRi
R t
tFF∑ ⋅
=
with FAi and FRi = axial and radial load level during ti,t = accumulated time,p = 3 for ball bearings and p = 10/3 for roller bearings.With the mean loads and the axial and radial factors Xand Y depending on the bearing type the equivalentdynamic load P acting on the bearing is:
AR FYFXP ⋅+⋅=The modified life span of the bearings L10ah in hoursfollows with
231
6p
ah10 aan60
10
P
CL ⋅⋅
⋅⋅
=
with C = basic load rating,p = 3 for ball bearings and p = 10/3 for roller bearings,n = rounds per minute,a1 = coefficient for survival probability, here set to 1 fora probability of 90 %a23 = coefficient for material and operating conditions(see [7]).
4 EXAMPLE
The calculation procedures described above are appliedon a newly designed gearbox with the followingcharacteristics:ratio ≈ 100rated torque ≈ 1200 kNmrated rounds per minute, slow speed shaft = 18material of all gears: case hardening steelThe LDDs are the ones shown in fig. 4.
4.1 GearingThe results for the gearing can be seen in fig. 6 and 7.
Fig. 6: Stress reserve factor at tooth root for differentgears and wind speeds
Fig. 7: Stress reserve factor at tooth flank for differentgears and wind speeds
The stress reserve factors for tooth root and tooth flankare examined for the four gears with the highest load, i.e. planet gear, sun gear and wheel and pinion of theintermediate stage.It can be seen that all gears have sufficient reserves forthe 8,5m/s-wind-class for which the gearbox is intended.For the tooth root the pinion of the intermediate stage hasthe least reserves followed by the planet gear.Concerning the tooth flank wheel and pinion of theintermediate stage show the least stress reserves.The influence of the wind speed on the SRF is mademore clearly in table I: Taking the stress reserve at8,5 m/s wind speed for 100% the reserve decreases to91% at the root and to 93% at the flank for the wind

5 ,0 E + 0 4
1 ,5 E + 0 5
2 ,5 E + 0 5
3 ,5 E + 0 5
8 1 0 1 2 1 4A n n u al av erag e w in d sp eed (m /s)
L10
ah (
hour
s)
P lan e t w h ee l b earin g
In te rm ed ia te sh aft, ax ia l b earin g
O u tp u t sh aft, r igh t rad ia l b earin g
O u tp u t sh aft, ax ia l b earin g
speed of 15 m/s. For being the gear with the least stressreserve, the pinion of the intermediate stage was pickedout as an example Compared with the bearings, thisdecrease is relatively small (see table II).
Annual averagewind speed
SRFF in % SRFH in %
8,5 m/s 100 100
10 m/s 95 97
15 m/s 91 93
Tab. I: SRF in % for pinion of intermediate stage
4.2 BearingsAll bearings of the gearbox show sufficient durability forthe intended wind class, i. e. more than 130000 hourslife-span (see fig. 8).The ones with the least life-span are the roller bearingsof the planet wheel, the roller bearing directly at thetorque output and the four-point-axial bearings of theintermediate and high-speed-shaft. All other bearingshave significantly higher life-times.
Fig. 8: Modified life span of bearings for different windspeeds
With the mean axial and radial forces AF and RF being
proportional to the input torque T it is possible to
calculate an equivalent torque _
T :
p ipi
t
tTT
∑ ⋅=
withTi = torque level during ti and t = accumulated time andp = 3 for ball bearings and p = 10/3 for roller bearings.The results of the bearing calculation are shown in tab.
II: Column 2 shows the equivalent torque _
T in relationto the rated torque. Column 3 shows the life span of theaxial bearing of the intermediate shaft in % and column 4the relative load reserve. The relative load reserve is the
ratio of the values of the equivalent torque _
T towardseach other with the one for 8,5 m/s wind speed set to100%. This gives a comparable value to the stressreserve factor of the bearings: It is apparent, that the
bearings react much stronger on an increase of theaverage wind speed than the gears.
Annualaverage windspeed (m/s)
Equivalenttorque in %,Trated =100%
Life span in%
Load reservefactor in %
8,5 68 100 100
10 74 75 92
15 84 50 81
Tab. II: Results of bearing calculation for the axialbearing of the intermediate shaft.
5 SUMMARY
The aim of the present work was to show how the loadduration distribution of the input torque may be used forthe design of gearboxes of wind turbines. Thereforecalculation procedures for gearing and bearings weredescribed.These procedures were then applied on a real gearbox.It’s durability was examined by increasing the averageyearly wind speed i. e. the load set on the gearbox.This examination should be verified by a long-timesurvey of the gearbox in service.
6 ACKNOWLEDGEMENT
The work described in this paper is part of the researchproject ELA “Enhanced Life Time Analysis of WindTurbine Structures” supported by the Federal GermanMinistry for Economy and Technology BMWi.
7 REFERENCES
[1] Germanischer Lloyd, Regulations for theCertification of Wind Energy Conversion Systems,Germanischer Lloyd, Hamburg, 1999[2] DIN 3990, Tragfähigkeitsberechnung vonStirnrädern, Beuth Verlag, Berlin, 1987[3] Niemann/Winter, Maschinenelemente, Bd. 2,Springer Verlag, Berlin, 1985[4] ISO 6336, Calculation of load capacity of spur andhelical gears, 1996[5] NN., Spur gear program ST Plus,Forschungsvereinigung Antriebstechnik, Frankfurt, 1997[6] Westermann-Friedrich, A., Zenner, H., FVA-Merkblatt 0/14, Zählverfahren zur Bildung vonKollektiven aus Zeitfunktionen, Frankfurt, 1999[7] NN., FAG rolling bearing cataloge, FAG,Schweinfurt, 1999

This document was created with Win2PDF available at http://www.daneprairie.com.The unregistered version of Win2PDF is for evaluation or non-commercial use only.