Embed Size (px)
Citation preview

© 2012 Delmar, Cengage Learning
Chapter 8
Plasma Arc Cutting

© 2012 Delmar, Cengage Learning
Objectives
• Describe plasma and describe a plasma torch• Explain how a plasma cutting torch works• List the advantages and disadvantages of using a
plasma cutting torch• Demonstrate an ability to set up and use a plasma
cutting torch

© 2012 Delmar, Cengage Learning
Introduction
• Plasma process – Developed in the mid-1950s
• Early experiments – Found that restricting the arc in a fast-flowing
column of argon formed a plasma • Plasma was hot enough to melt any metal• Introduced as a cutting process
• Invention of the gas lens – Allowed plasma to be used for welding

© 2012 Delmar, Cengage Learning
Plasma
• Plasma meanings– Fluid portion of blood
– State of matter found in region of an electrical discharge (arc)
• Plasma created by an arc is an ionized gas – Has both electrons and positive ions
• Temperature of the concentrated arc – About 43,000 degrees

© 2012 Delmar, Cengage Learning
Arc Plasma
• Arc plasma – Gas that has been heated to at least a partially
ionized condition
• Plasma arc – Arc plasma used in welding and cutting processes
– Produces high temperatures and intense light associated with arc cutting processes

© 2012 Delmar, Cengage Learning
Plasma Torch
• Characteristics– Creates and controls plasma for welding or cutting
– Torch body is made of a special plastic
– Torch head is where cables and hoses attach to electrode tip, nozzle tip, and nozzle
– Power switch is a thumb switch located on the torch body
– Electrode tip, nozzle insulator, nozzle tip, nozzle guide, and nozzle must be replaced periodically

© 2012 Delmar, Cengage Learning
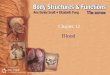
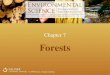
FIGURE 8-7 Replaceable torch parts. Hobart Brothers Company

© 2012 Delmar, Cengage Learning
Electrode Tip
• Often made of copper with imbedded tungsten tip– Heat at tip can be conducted away faster
• Keeping tip as cool as possible – Lengthens its life
• Earlier torches – Required welder to accurately grind tungsten
electrode

© 2012 Delmar, Cengage Learning
Nozzle Insulator
• Between electrode tip and nozzle tip– Provides critical gap spacing and electrode
separation of parts
• Electrode setback – Spacing between electrode tip and nozzle tip
– Critical to proper operation of the system

© 2012 Delmar, Cengage Learning
Nozzle Tip
• Has a has a small, cone-shaped, constricting orifice in the center– Plasma is formed between electrode tip and nozzle
tip (i.e., electrode setback)
• Major factors in torch operation– Diameter of constricting orifice
– Electrode setback

© 2012 Delmar, Cengage Learning
Nozzle and Water Shroud
• Nozzle– Sometime called the cup
– Made of high-temperature-resistant substance• Prevents internal electrical parts from shorting• Controls shielding gas or water injection
• Water shroud nozzle – Attached to some torches
• Water surrounding tip controls hazards of light, fumes, noise, and other pollutants
• Both are designed to be replaceable

© 2012 Delmar, Cengage Learning
Power and Gas Cables
• Usually covered – Provide some protection to the cables and hoses
inside
– Makes handling the cable easier
– Covering is heat resistant • Will not prevent damage to cables and hoses inside if
it comes in contact with hot metal or is exposed directly to cutting sparks

© 2012 Delmar, Cengage Learning
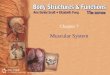
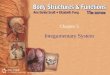
FIGURE 8-11 Typical manual plasma arc cutting setup. © Cengage Learning 2012

© 2012 Delmar, Cengage Learning
Power Cable
• Characteristics– Must have a high-voltage-rated insulation
– Insulation is made of finely stranded copper wire
– As equipment capacity increases: cable must be larger
• Larger cable are less flexible
– Water-cooled torches: cable is run inside the water return line

© 2012 Delmar, Cengage Learning
Gas Hoses
• Two gas hoses run to the torch– One carries gas to produce plasma
• Other provides a shielding gas coverage
• Some small-amperage cutting torches have only one gas line– Gas line is made of a special heat-resistant,
ultraviolet-light-resistant plastic
• Be sure to replace the tubing with tubing provided by manufacturer or welding supplier

© 2012 Delmar, Cengage Learning
Control Wire
• Two-conductor, low-voltage, stranded copper wire– Connects power switch to power supply
– Allows welder to start and stop plasma power and gas as needed

© 2012 Delmar, Cengage Learning
Water Tubing
• Medium- and high-amperage torches may be water cooled– Early model torches use deionized water
• Refer to the manufacturer's manual
– Cooling water must be turned on and off at the same time as the plasma power

© 2012 Delmar, Cengage Learning
Power Requirements
• Plasma requires a DC, high-voltage, constant-current power supply– Amperage is lower than most welding processes
– Plasma process uses same amount of wattage as a similar nonplasma process

© 2012 Delmar, Cengage Learning
Figure 8-14 Ohm’s Law.
© Cengage Learning 2012

© 2012 Delmar, Cengage Learning
Compressed Air
• Characteristics– Used by most small shop plasma arc cutting
torches
– Must be clean and dry
– Used filter dryer to prevent contaminants
– Supplied by an external or internal compressor• Many PA cutting machines have air compressors
built into the power supply

© 2012 Delmar, Cengage Learning
Heat Input
• Very high temperatures allow high traveling rates– Same amount of heat is spread over a larger area
– Lowers joules per inch of heat the weld will receive
• High travel speed – Results in a lower heat input than the OFC process

© 2012 Delmar, Cengage Learning
Distortion
• Metal heated in a localized zone – Expands in that area
– After metal cools, it is no longer straight or flat
– Distortion is a greater problem with thin metals• Preheating plates before cutting using oxyfuel reduce
the heat-affected zone

© 2012 Delmar, Cengage Learning
FIGURE 8-17 A smaller heat-affected zone will result in less hardness or brittleness along the cut edge.© Cengage Learning 2012

© 2012 Delmar, Cengage Learning
Applications
• Early plasma arc cutting systems – Required helium or argon gas
– Nitrogen reduced operating cost of a plasma system
• Development of process improved– Less expensive gases and dry compressed air
could be used
– By the 1980s: PAC used for most mild steel

© 2012 Delmar, Cengage Learning
Cutting Speed
• High cutting speeds are possible– 25 feet per minute
– 0.25 mile per hour
• New machines – Operate at upper limits of plasma torch capacity
– Automatically maintain optimum torch standoff distance
– Some systems will follow irregular surfaces of preformed part blanks

© 2012 Delmar, Cengage Learning
Metals
• Any electrically conductive material can be cut using PAC– Most popular materials
• Carbon steel up to one inch• Stainless steel up to four inches• Aluminum up to six inches
– Other materials commonly cut using PAC• Copper and nickel alloys• High strength, low alloy steels• Clad materials

© 2012 Delmar, Cengage Learning
Standoff Distance
• Distance from nozzle to the work– Critical to producing quality plasma arc cuts
– Distance increases: arc force is diminished and tends to spread out
• On some torches, it is possible to drag the nozzle up along the surface of the work– Refer to the owner's manual

© 2012 Delmar, Cengage Learning
Starting Methods
• First method: high-frequency alternating current carried through the conductor– Ionizes gas and carries current to pilot arc
– Pilot arc: arc between the electrode tip and nozzle tip within torch head
• Non-transfer arc with low current
• Second method: short together electrode and nozzle tip– Automatically move them together and immediately
separate them again

© 2012 Delmar, Cengage Learning
Kerf
• Space left in the workpiece as metal is removed during a cut– Width of a PAC kerf: often wider than an oxyfuel cut– Many factors affect kerf width
• Standoff distance• Orifice diameter• Power setting• Travel speed
• Gas• Electrode and nozzle tip• Swirling of the plasma gas• Water injection

© 2012 Delmar, Cengage Learning
Gases
• Almost any gas or mixture can be used• Effects of changing the gas
– Force
– Central concentration
– Heat content
– Kerf width
– Dross formation
– Top edge rounding
– Metal type

© 2012 Delmar, Cengage Learning
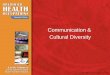
FIGURE 8-27 Controlling the pressure is one way of controlling gas flow. Some portable plasma arc cutting machines have their own air pressure regulator and dryer. Air must be dried to provide a stable plasma arc.Larry Jeffus

© 2012 Delmar, Cengage Learning
Stack Cutting
• Thin sheets can be stacked and cut efficiently– Oxyfuel stack cutting of sheets
• Important there are no air gaps• Often necessary to weld along side of the stack
– PAC does not have these limitations• Recommended that sheets be held together for
cutting• Can be accomplished by using standard C-clamps

© 2012 Delmar, Cengage Learning
Dross
• Metal that resolidifies and attaches to bottom of cut– Made of unoxidized metal, metal oxides, nitrides
– Much harder to remove than slag
– Stainless steel and aluminum are easily cut dross free
• Carbon steel, copper, and nickel-copper alloys are much more difficult

© 2012 Delmar, Cengage Learning
Machine Cutting
• Almost any plasma torch can be attached to a semiautomatic or automatic device– Simplest devices are oxyfuel portable flame cutting
machines on tracks• Good for mostly straight or circular cuts
– High-powered PAC machines must be used with some semiautomatic or automatic system
• Hazards make them unsafe for manual operations

© 2012 Delmar, Cengage Learning
Water Tables
• Machine cutting lends itself to the use of water cutting tables– Can be used with most hand torches
• Advantages– Reduces noise level
– Controls plasma light
– Traps sparks
– Eliminates most of the fume hazard
– Reduces distortion

© 2012 Delmar, Cengage Learning
Manual Cutting
• Most versatile PAC process– Used in all positions
– Used on almost any surface
– Used on most metals
– Limited to low-power plasma machines
• Setup– Wear all of required personal protection equipment
– Follow all of manufacturer’s safety rules

© 2012 Delmar, Cengage Learning
Safety
• PAC has many safety concerns– Electrical shock
– Moisture
– Noise
– Light
– Fumes
– Gases
– Sparks
– Operator check out

© 2012 Delmar, Cengage Learning
Straight Cuts
• Most common type of cuts made with PAC torches
FIGURE 8-32 It is easier to make straight, smooth cutsif you can brace the torch closer to the tip, as in cut B.American Welding Society

© 2012 Delmar, Cengage Learning
Plasma Arc Gouging
• Similar to air carbon arc gouging– U-groove can be cut into metal's surface
– Torch is set up with a less-concentrated plasma stream
– Effective on most materials
– Do not remove too much metal in one pass

© 2012 Delmar, Cengage Learning
Cutting Round Stock
• Often it is necessary to PA cut a round piece of metal – Challenge
• Cut starts out like a gouged groove and transitions to something like piercing a hole
– Important to keep plasma stream straight and in line with line being cut

© 2012 Delmar, Cengage Learning
Summary
• Plasma arc cutting– Quickly becoming one of the most popularly used
cutting processes• Used by almost every segment of the industry
– High rate of cutting speed • One of the biggest challenges for beginning students• Developing an eye and ear for sights and sounds will
aid in skill development