Embed Size (px)
Citation preview

Vol. 36, No. 3, May–June 2006, pp. 194–208issn 0092-2102 �eissn 1526-551X �06 �3603 �0194
informs ®
doi 10.1287/inte.1050.0187©2006 INFORMS
Strategic Planning of BMW’s GlobalProduction Network
Bernhard FleischmannDepartment of Production and Logistics, University of Augsburg, Universitätsstraße 16,
D-86135 Augsburg, Germany, [email protected]
Sonja Ferber, Peter HenrichBMW AG, D-80788 München, Germany {[email protected], [email protected]}
We developed a strategic-planning model to optimize BMW’s allocation of various products to global productionsites over a 12-year planning horizon. It includes the supply of materials as well as the distribution of finishedcars to the global markets. It determines the investments needed in the three production departments, bodyassembly, paint shop, and final assembly, for every site and the financial impact on cash flows. The model hasimproved the transparency and flexibility of BMW’s strategic-planning process.
Key words : planning: corporate; transportation: shipping.History : This paper was refereed.
Acar manufacturer’s decisions on investing in pro-duction capacity are critical. A great part of the
capacity is product specific, for example, the assem-bly lines for bodies. The installed capacity must besufficient for the whole life cycle of the product, sixto eight years, because expanding capacity later isvery expensive. On the other hand, low utilizationof capacity threatens the profitability of the product.Although the time to market for new products hasdropped remarkably, it still takes several years fromthe investment decision to start serial production.Thus, a firm’s decisions on very large capital invest-ments affect its competitiveness for the next 10 years.
A car manufacturer’s situation for strategic plan-ning is complicated by market trends, currently themarket’s increasing dynamics and globalization ofthe supply chain, including sales markets, productionsites, and suppliers. Competition forces car manufac-turers to launch new car models frequently to providenew functions for customers, new concepts, such assports activity vehicles, new materials, such as alu-minium, and future electronic components, such asdynamic stability control (DSC) or BMW’s integrateddriving system, I-Drive. Customers want individualconfiguration, particularly for premium cars. Besidesthe classical markets in Europe, North America, and
Japan, new markets are emerging, such as EasternEurope and China. The product life cycles in thesenew markets are likely to be different from those inthe established markets. Possibly, manufacturers cansell discontinued models in new markets. Locatingproduction sites throughout the globe brings produc-tion closer to such markets, permitting firms to benefitfrom the individual advantages of certain countries,for example, investment incentives and low costs forlabor.
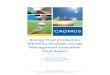
Strategic Planning at BMWThe BMW Group, with its head office in Munich,Germany, manufactures and sells BMW, MINI, andRolls Royce cars. Its products cover the full rangeof size classes and car types but consist exclusivelyof premium-class cars. In 2004, it sold 1.25 millioncars. Currently, BMW produces cars in eight plantsin Germany, the United Kingdom, the United States,and South Africa, and its external partner, MagnaSteyr, has a plant in Austria (Figure 1). Moreover, itmanufactures engines at four further sites, and com-pletely knocked down (CKD) assembly takes place atsix sites. The product program is expanding steadily.
194

Fleischmann, Ferber, and Henrich: Strategic Planning of BMW’s Global Production NetworkInterfaces 36(3), pp. 194–208, © 2006 INFORMS 195
Spartanburg, SCX5, Z4
Munich3ser. sedan,
3ser. compact
Regensburg3ser. sedan, 3ser. convertible, 3ser. coupe,
3ser. touring, 1ser.
Dingolfing5ser., 6ser., 7ser.
OxfordMINI
Goodwood, UKRolls Royce
Rosslyn3ser. sedan
Leipzig3ser.
External partner(Magna Steyr/Graz)
X3
Figure 1: The BMW Group manufactures cars in eight of its own plants in Germany, the United Kingdom, theUnited States, and South Africa, and its external partner, Magna Steyr, manufactures cars in Austria. In addition,there are seven CKD plants not shown in this figure.
In the last three years (2001 to 2004), nine new mod-els have been launched, among them the 6 series witha coupé and a convertible, the X3, a sports activ-ity vehicle, the Mini convertible and, most recently,the 1 series. This dynamic development will certainlycontinue in the future.
The Initial SituationFor BMW, long-term strategic planning of productsand production is a fundamental task. BMW had awell-elaborated strategic-planning process when westarted our project in 2000. In this planning pro-cess, the horizon extends to 12 years, divided intoyearly periods, so that it contains the full life cycle ofthe products starting in the next five years. Plannersaggregate the products to the level of the derivatives
of the product series, for example, sedan, coupé, tour-ing car, or convertible. They revise the 12-year plansseveral times a year, and the board of directors mustapprove of the results.
Naturally, within the planning process, BMW plansits products and sales before planning productioncapacities. In these two initial steps, which we do notconsider in detail, the firm decides on the set of futureproducts and, for each existing or future product, theyear or even the month of start-up and shutdown,and estimated sales figures during its life cycle, fordifferent geographical markets. The results of thesesteps and the flexibility reserves the firm considersnecessary based on its experience are available as datafor the third step, plant loading, in which plannersallocate the products to the plants and determine the

Fleischmann, Ferber, and Henrich: Strategic Planning of BMW’s Global Production Network196 Interfaces 36(3), pp. 194–208, © 2006 INFORMS
Prod01
Prod02
Prod05Prod10
Prod12
Prod14
Prod15
Prod16
Prod19
Prod20
Prod21
Prod32
Prod33
Prod38
0
50,000
100,000
150,000
200,000
250,000
300,000
350,000
400,000
450,000
500,000
2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014
Year
Yea
rly
prod
uctio
n
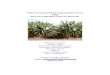
Figure 2: Planners produce a load plan of this type for every plant. It depicts the development of the load overthe planning horizon, composed of the volumes of the various products, represented by different shades of gray.It clearly shows the life cycle of each product and its varying production volume. The load line during the firstthree years is flat because existing capacity is limited and can be increased only after the lead time of threeyears.
required production capacities. We focus on this thirdplanning step.
Originally, planners performed this step manuallyusing Excel sheets that expressed the load and thecapacity per plant as the number of cars producedper day and the number producible per day summedup over all products. They transformed the resultingload plans for all the plants into diagrams (Figure 2).
Planners’ allocation of products to plants wasrestricted for technical reasons, by the personnel skillsavailable at every location, and because of generalpolicy. For only a few products were there alterna-tive production locations, from which planners eithermade an appropriate choice or tried each one. Theyhad a further degree of freedom for “split products,”those produced at two or more plants, for which theydecided the volume to be produced at each plant, usu-ally to utilize the plants properly.
WeaknessesBMW’s traditional load planning approach haddeficiencies:
(1) The mainly manual planning procedurerequired a great deal of effort, limiting the comparison
of different strategies and the performance ofsensitivity analyses with varying data.
(2) A one-dimensional calculation of capacity ateach plant was not adequate. Planners needed toconsider separately capacity for assembling bodies,which is dedicated to single products, and capacityfor the paint shop and final assembly line, which allproducts share. Each of these stages is a potentialbottleneck.
(3) In allocating products to the global productionsites, planners did not consider the effects on theglobal supply chain, in particular the flow of mate-rials from the suppliers to the plant and the flow offinished cars to the markets. Even the BMW engineplants were not included in the load planning butwere planned afterwards in a separate departmentstarting from the results for the car plants. For thisprocess, planners often need iterations with coordina-tion between the departments.
(4) Planners had no clear objective for freedecisions, in particular for allocating the productionvolume of split products, and hence they did no opti-mization. They also had to evaluate the economics ofload plans in an additional separate step.

Fleischmann, Ferber, and Henrich: Strategic Planning of BMW’s Global Production NetworkInterfaces 36(3), pp. 194–208, © 2006 INFORMS 197
When BMW realized the deficiencies of its planningprocess, in particular the effort it required, it initiateda project to improve its strategic load planning. BMWemployees who were PhD students worked on theproject in cooperation with faculty members of thedepartment of production and logistics of the Uni-versity of Augsburg. In a first phase, Peter Henrich(2002) studied the interfaces between the load plan-ning and the overall strategic planning and the impli-cations for a quantitative model within this planningprocess. He developed a mixed-integer programming(MIP) model and implemented it in a commercial soft-ware system. In a second phase, Sonja Ferber (2005)extended the model to include investment decisionsand their impact on plant capacities and the financialvariables.
Literature ReviewGoetschalckx (2002) surveyed the rich body of liter-ature on models for designing global supply chains.Some theoretical models focus on a single one of theaspects important to BMW. Arntzen et al. (1995), in apaper on the electronics industry, and Papageorgiouet al. (2001), in a paper on the pharmaceutical indus-try, addressed practical issues relevant to strategicplanning at BMW. Meyr (2004) provided an overviewof operational planning in the German automotiveindustry.
Number of PeriodsSingle-period models are appropriate for decisions onthe immediate reoptimization of parts of the supplychain, for example, new distribution centers or newmachines for installation in a factory. Typical modelsof this type are the classical production-distributionmodels (Geoffrion and Powers 1995). Cohen andMoon (1991) developed a single-period model forallocating products to plants so as to minimize thevariable costs for supply, production, and distributionand the fixed costs for each allocation.
However, we needed a long planning horizondivided into years for two reasons (Goetschalckx andFleischmann 2005): (1) We have to plan the develop-ment of the supply chain over the planning horizon,starting from its present state, and not just plan forone optimal future state, and (2) The timely allocationof investments is important for any objective function
based on discounted cash flows, such as net presentvalue. Inventory carried from period to period, how-ever, as is usual in operational planning models, hasno importance for strategic planning with yearly peri-ods. In operational linear programming (LP) mod-els, as used for master planning (Fleischmann andMeyr 2003), end-of-period stocks above the minimum(zero or a given safety stock) occur only if forcedby a peak demand above the capacity limit in afuture period. Even though this seasonal inventorymakes no sense for yearly periods, several modelsinclude it (Goetschalckx 2002, Papageorgiou et al.2001). Canel and Khumawala (1997), Huchzermeierand Cohen (1996), and Papageorgiou et al. (2001) con-sidered developing supply chains over long planninghorizons. Arntzen et al. (1995), in spite of their multi-period model, considered only a static supply chain,with many details, such as a multistage bill of mate-rials and duration of processing and shipment oper-ations. Their periods are essentially seasonal periods,and their model is in the spirit of the single-periodstrategic models. The so-called capacity-expansionmodels focus on long-term development of a plantor a supply chain (Li and Tirupati 1994) and opti-mize decisions about when and how much to investin which type of capacities. However, in BMW’s case,the type of equipment, dedicated for a single prod-uct or flexible for several products, is fixed by cor-porate strategy. Moreover, capacity-expansion modelsassume a continuous expansion of capacity, whileBMW can expand capacity only in big steps.
Volume FlexibilityFor BMW, flexibility of production capacities withregard to future unknown demand is a central issue.Therefore, corporate policy defines a mandatory flexi-bility reserve, that is, the difference between expecteddemand and available capacity, for every product andfor every production department in a plant. Jordanand Graves (1995) and Graves and Tomlin (2003)show for single-stage and multistage production sys-tems, respectively, that the flexibility of a supply chainwith multiple production sites essentially depends onhow the firm allocates products to the sites. Theydevelop flexibility measures and rules on the struc-ture of good allocations but refrain from optimizingthe allocation. We could use their results to select

Fleischmann, Ferber, and Henrich: Strategic Planning of BMW’s Global Production Network198 Interfaces 36(3), pp. 194–208, © 2006 INFORMS
reasonable potential allocations for the load-planningmodel and to evaluate the resulting load plan, but wehave not done so.
New ProductsIn the planning models, the given (estimated) demandper product and year drives production and distri-bution activities and installation of capacities. How-ever, the actual logic for new products is inverse(Goetschalckx and Fleischmann 2005): The firm cre-ates demand for a particular new product only bydeciding to launch it. Demand starts in the yearof the launch and develops over the product’s lifecycle. Therefore, models based on given demand cansupport the decision on where to produce a newproduct but not on when to launch it. To make thatdecision, the model must allocate the demand overthe life cycle to the years. Popp (1983) developed thistype of model. All other models, as far as they con-sider new products, are based on given demand likeours, for example, Papageorgiou et al. (2001).
UncertaintyThe development of market demand, prices, cost fac-tors, and exchange rates over a long-term planninghorizon is highly uncertain. Some authors proposestochastic optimization models to deal with the uncer-tainty. Huchzermeier and Cohen (1996) consideredstochastic exchange rates with a known multivariate(dependent) probability distribution. They defined astochastic dynamic program, changing the configura-tion of the supply chain based on current exchangerates. The value function of the new configurationconsists of switching costs plus the optimal objec-tive value of a single-period operational supply chainmodel. Santoso et al. (2003) adapted the Kleywegtet al. (2002) sample average approximation methodto strategic supply chain models with any kind ofuncertain data. The method requires a known proba-bility distribution of the data, from which it derivesa large sample of n scenarios, each with probabil-ity 1/n. However, we could make no serious assump-tions about the probability distribution of the futuredemand of new products over a 12-year planninghorizon. We therefore fell back on the classical sce-nario technique.
Objective FunctionTo model the design of a multiperiod supply chainwith investment decisions, the appropriate objectivefunction is the net present value (NPV) of the yearlycash flows (Goetschalckx 2002, Huchzermeier andCohen 1996, Papageorgiou et al. 2001, and Popp 1983).In their model, Canel and Khumawala (1997) did notdiscount the revenues and costs and completely allo-cated the investment expenses as cost to the yearof installation. For a long planning horizon, evaluat-ing investments in this way is not appropriate. Fora global supply chain, one must take into accountduties and exchange rates, and in addition, to deter-mine after-tax cash flows, one must include the trans-fer payments between producing countries, sellingcountries, and the holding company. Goetschalckx,Papageorgiou et al., Popp, and Canel and Khumawalaall included these elements. Huchzermeier and Cohendid not include transfer payments and allocated prof-its only to the producing countries.
A Basic Supply Chain ModelTo improve BMW’s load planning, it was necessary to:
(1) consider the impact of the load planning onthe entire supply chain from the suppliers to thecustomers,
(2) develop a quantitative optimization model witha clearly defined objective function, and
(3) implement the model in an easy-to-use softwaresystem.
To integrate the new load-planning model intoBMW’s existing strategic-planning process, we had toextend the existing load planning beyond the bor-ders of the department in charge and obtain the coop-eration of other departments, such as procurement,engine plants, and distribution logistics.
We had to take into account the implications ofcorporate strategic planning, in particular productplanning, as before. Incorporating strategic decisionsconcerning the product program into the optimiza-tion model, as some authors suggested (Papageorgiouet al. 2001, Popp 1983), is not adequate in the automo-tive industry. There, product policy is the key issuefor competitiveness and depends on many qualita-tive factors. But a load-planning model can be used tosupport a decision about a new product by showingthe consequences for the supply chain.

Fleischmann, Ferber, and Henrich: Strategic Planning of BMW’s Global Production NetworkInterfaces 36(3), pp. 194–208, © 2006 INFORMS 199
Henrich (2002) formalized the overall strategic-planning process and the interfaces with strategicload planning. He defined a number of partial strate-gies, such as the location strategy, the allocation strat-egy, the capacity and flexibility strategy, and themake-or-buy strategy, and he described characteristicsof these strategies for a premium car manufactureras opposed to a mass product manufacturer. Forinstance, in determining its location strategy, BMWmust consider whether qualified personnel are avail-able in a foreign country and the positive effecton its image of production in Germany (“made inGermany”). In determining its allocation strategy,BMW’s objective of making highly customized cars toorder requires flexible assembly lines that can be usedmostly for all products of a plant, whereas a man-ufacturer of mass products uses dedicated assemblylines for every product with few variants and thusincreases productivity and reduces costs. Allocatingseveral products to one plant makes it easier tobalance its utilization, and producing large-volumeproducts in several plants gives the firm the flex-ibility to cope with varying demand. Capacity ofthe installed machines should be greater than theexpected demand so that the firm has the flexibilityto meet the actual demand by the choice of the appro-priate working time. The BMW Group has clearlydefined rules on how to determine the flexibilityreserve.
In our new planning model (Appendix), we con-sidered the same set of assembly plants and productsand the same 12-year planning horizon as BMW didin its original model. The new model is an optimiza-tion model of the MIP type with two kinds of deci-sion variables, binary allocation variables indicatingwhether a certain product is produced in a certainplant, and continuous flow variables that representthe yearly quantities in supply, production, and dis-tribution. The overall strategy restricts the possibleallocations: The production site for products alreadyin serial production or starting up in the near futureis fixed. For other products, the model can choose asingle location from a few alternatives, or for the splitproducts, it can choose several locations, say, two outof four alternatives. For split products, the differentplants may start producing the product in different
years. But in any case, the first start-up year of a prod-uct is determined by when its first demand occurs inthe demand data.
The production variables represent the number ofcars produced per year, per plant, and per prod-uct. They are restricted by the available capacity ineach department. Each product has a separate body-assembly capacity, whereas the capacities of the paintshop and the final assembly are shared by all productsin a plant. We reduced the capacity figures we usedin the model to account for BMW’s general flexibilityreserve.
We represented the distribution of finished cars byaggregating the global markets into eight or 10 salesregions, so that we could calculate the transport costand the duties with appropriate exactness. We brokedown the demand per product by sales regions usingfixed proportions based on the expected regional salesperformance.
To model the supply of materials, we aggregatedboth materials and suppliers into material classesand supply regions. For instance, we considered twoclasses, steel parts and assembly parts, sufficient formost applications. The engine variants (four, six,eight, or 12 cylinders; gasoline or diesel) are addi-tional material classes, and the BMW engine plantsare additional suppliers. To avoid bill-of-materialdata, we set the quantity unit for materials equal tothe amount necessary for one car of a certain type.However, for engines we had to take into accountthat customers can choose among motor types fortheir cars. We used coefficients for the proportions ofthe various engine types demanded for each prod-uct. BMW can procure materials from different supplyregions or engine plants, but some countries imposelocal content conditions on plants so that they mustpurchase a minimum amount of materials from sup-pliers in the country. Supply regions with restrictedsources may have upper limits.
The objective function of our first model con-sists of only the variable costs for supply, produc-tion, and distribution. The cost coefficients per carare expressed in Euros, using estimates of futureexchange rates. Because the given demand must besatisfied with products at fixed sales prices, the totalrevenue is fixed. To calculate the NPV of the invest-ments, planners must consider capital expenditures

Fleischmann, Ferber, and Henrich: Strategic Planning of BMW’s Global Production Network200 Interfaces 36(3), pp. 194–208, © 2006 INFORMS
for machines and production sites separately outsidethe model, but they can use the costs resulting fromthe model as components of the cash flows (Henrich2002).
Our MIP model (Appendix) is, for fixed allocationvariables, a multicommodity network-flow model,as is typical for optimizing aggregated flows insupply networks. Analysts can model and solvethis type of planning problem using the softwareSNO (Strategic Network Optimization), a moduleof Oracle’s JD Edwards supply chain managementsolutions (Fleischmann and Meyr 2003, Meyr et al.2005). SNO permits direct graphical construction ofthe supply network on several aggregation levels,enables expression of BMW’s restrictions on prod-uct allocation, and uses ILOG/CPLEX as the linear-programming solver. Henrich (2002) implementedBMW’s load-planning model in SNO and linked itwith a database containing the relevant strategic plan-ning data. The typical model comprises nine plants,about 40 products, six supply regions, two mate-rial classes, seven engine types, 10 sales regions, and12 years. In 2002, the computation time for the solverwas a few minutes. BMW used the model for sev-eral special projects, for example, to support a deci-sion about allocating a new product, comparing threealternatives: production in Germany or in the UnitedStates or in both countries (Henrich 2002).
An Extended ModelIn a second project, which BMW initiated in 2002,we extended the model (1) to incorporate invest-ment decisions and their financial impact, and (2) toconsider capacities and flexibility reserve in greaterdetail. Modeling the various investments in the threestages (body assembly, paint shop, and final assem-bly) turned out to be too complex for the SNO soft-ware. Therefore, we developed the new model inILOG OPL Studio, an environment for developing LPand MIP models using the solver CPLEX (ILOG 2004).This software permits implementation of any kind ofLP or MIP model, but it can be used only by expertsin operations research. BMW intends to supplementthe model with a customized graphical user interface,which still has to be developed.
Investment PlanningIn allocating a new product to a certain plant, BMWmust make product-specific investments, mainly inthe body-assembly department, and to a lesser extent,in the paint shop and final-assembly departments.It may also have to make structural investments foradditional space, for buildings, and for expandingequipment that the new product shares with exist-ing products. Typically such expansions are possi-ble only in discrete steps, for example, by addinga spray robot or assembly line. Engineers work outthe technical configuration of the machines, such asthe degree of automation and the pace, consider-ing BMW’s high quality requirements, and providesuch data for load planning. The configuration maydepend on the manufacturing location. For instance,high levels of automation are profitable only in coun-tries with high labor costs; in countries with low laborcosts, production will be less automated. For someoperations, however, BMW can achieve the precisionit requires only with automation.
The financial variables related to an investmentare the capital expenditure and the contribution torevenue and cost. Together, these variables form thecash flow that can be attributed to the investment,and the net present value (NPV) of this cash flowis the usual criterion for evaluating the investment.In our load-planning problem, the revenue is fixed,because sales prices are fixed. Therefore, the objec-tive is to minimize the NPV of the sum of all capitalexpenditures and costs. A critical question is whetherto calculate cash flow before or after tax. The largevariations in taxation from country to country are astrong argument for considering tax in global strate-gic planning. However, in calculating taxes in aninternational enterprise, we must also consider inter-nal transfer prices and payments. Because incorpo-rating these complexities would have overloaded ourplanning model, we decided to work with cash flowbefore tax. Nevertheless, our model can incorporatethe impact of tax approximately.
BMW’s strategy is self-financing, that is, it obtainsoperating investments mainly from cash flow. There-fore, its yearly cash flow determines its yearlyinvestment budget, which is the upper limit forinvestment expenditures. The financial departmentestimates the investment budget for the 12 years of

Fleischmann, Ferber, and Henrich: Strategic Planning of BMW’s Global Production NetworkInterfaces 36(3), pp. 194–208, © 2006 INFORMS 201
Years before and afterthe start-up −3 −2 −1 0 1 2
Product-specific investment (%) 4 21 45 22 6 2Structural investment (%) — 20 35 45 — —
Table 1: BMW typically has to pay investment expenditures over severalyears before machine start-up. For product-specific investments, someexpenditures arise in the years after the start-up to pay for productchanges.
the planning horizon. In the load-planning model, weconsider only investments for allocating new productsto plants. BMW may also need to replace equipment,for example, spray units after 20 years. We account forsuch investments by reducing the investment budgetaccordingly.
When installing complex machines, BMW hasto pay investment expenditures over several yearsbefore and after the start-up (Table 1).
The structure of the investments differs for the threeproduction departments:
In the body department, BMW needs a new spe-cialized assembly line for each innovative product. Ifa plant reaches its limit in production capacity, it caninstall a second line if it has the space. The expendi-ture consists of a fixed amount per line plus a vari-able amount that depends on the maximal number ofcars per year (or per day) to be produced on this line.The variable amount is approximately linear. In addi-tion, BMW may make structural investments for newbuildings if the number of products in a plant exceedsits limit.
In the paint-shop department, which all the plant’sproducts share, investments are mainly structural.If production volume increases, BMW may need toinvest in additional capacity in one or two steps atthe most during the planning horizon. But BMWalso makes smaller product-specific investments, forexample, fixed-cost expenditures for transmissionequipment or expenditures that are proportional tothe maximal number of cars per year, for example, forequipment for fastening the cars.
In the final-assembly department, BMW uses mul-tiproduct lines that can also handle customized vari-ants of a product. The pace is slower for such flexiblelines than it is for the dedicated lines of mass-productmanufacturers. In this department, most investments
are structural, with product-specific investments fortools, containers, and mounting and measuring equip-ment, with fixed plus variable expenditures.
CapacitiesBecause future demand is uncertain, the BMW Groupestablished general guidelines on flexibility reservesto ensure that installed capacities are highly flexible inproduction volume. These guidelines are obligatoryfor strategic planning of capacities, and they reflectthe way BMW deals with long-term demand uncer-tainties. They are incorporated into the load-planningmodel. For a production line, we distinguish betweenthe maximal capacity (per week or per year) based onrunning continuously seven days a week, 24 hours aday, and the normal capacity under normal workingconditions. Maximal capacity is a technical character-istic of the production line, whereas normal capacitydepends on the working-time strategy, which differsfor various production stages and from country tocountry. We express normal capacity as a percentageof the maximal capacity. Moreover, BMW requires aminimal utilization for any production line.
Reducing the maximal capacity by the flexibilityreserve (a percentage) yields the disposable capacity.In load planning, any utilization between the mini-mal and the disposable capacity is feasible, but uti-lization above the normal capacity creates costs forovertime (Figure 3). In reality, the various types ofovertime, such as prolongation of a shift, weekendshifts, night shifts, or regular third shifts, have dif-ferent costs. BMW uses the various types of overtime
Normal
Minimal
Unfeasible production level
Unfeasible production level
Production in overtime
Normal production
Flexibility reserveMaximal
Disposable
Zero
Capacity levels
Figure 3: The strategic load plan can use the capacity of a productiondepartment between the minimal level and the disposable level, whichfalls short of the maximal technical capacity by the amount of the flexibil-ity reserve.

Fleischmann, Ferber, and Henrich: Strategic Planning of BMW’s Global Production Network202 Interfaces 36(3), pp. 194–208, © 2006 INFORMS
in order of increasing cost. But for strategic planning,using an average cost for overtime is sufficient.
Incorporating TaxTo incorporate cash flows after taxes in planninginvestments, an international group of companies likethe BMW Group must consider the taxation systemsof different countries, internal transfer prices, and thepayments between the producing companies, the sell-ing companies, and the holding company. We havenot yet done this in our model. But using some sim-plifying assumptions about transfer payments andtaxation, similar to those Papageorgiou et al. (2001)use, we can determine after-tax cash flows by makingsimple changes to the cost and investment data.
Assumption 1. National producing companies sell thetotal production volume to the holding company, which istrue for the BMW Group with a few exceptions. The trans-fer price is based on the costs for materials, production, anddepreciation plus a fixed margin, �c, if production takesplace in country c.
Assumption 2. National selling companies buy theproducts from the holding company and sell them to thecustomers in their country at fixed prices. The internaltransfer price is equal to the external sales price minus afixed margin. As a consequence, in our model with fixedsales volumes in every country and in every year, the rev-enue after tax for both the holding and the selling compa-nies is fixed and we therefore omit it from consideration.
Assumption 3. The holding company pays the distri-bution cost from the production site to the selling company.
Assumption 4. There are fixed tax rates �c on theprofit in country c and �0 for the holding company.
Given Assumptions 1 and 4, any cost of supply andproduction in country c, say costc, causes the produc-ing company to pay a tax �c�ccostc, whereas the taxof the holding company is reduced by �0�1+�c�costc.Therefore, all cost coefficients for supply and produc-tion have to be multiplied by the factor �1 + �c�c −�0�1+�c��.
The distribution cost affects only the tax for theholding company. Therefore, we must multiply thedistribution cost coefficients by �1−�0�.
To calculate the depreciation of investments, inevery country c, a time profile is valid, say �c, similar
to the time profile of the investment expenditures (Table 1), where is the year relative to the start-upyear. The tax effect of the depreciation is the same asthat for the cost. Therefore, for after-tax cash flows,we must modify any investment profile into +�c��c�c −�0�1+�c��.
A Case StudyBMW used our planning model in a real applicationfor strategic planning. For reasons of confidentiality,we have altered the data and include only a subset of36 products and six production sites in this case study(Figure 4).
We performed all the computations on a 1.6 GHzprocessor using ILOG OPL Studio with the CPLEXsolver. Initially, the MIP model included about 60,000variables and 145,000 constraints. The number of inte-ger variables depends on the number of alternativeproduction sites per product, and it was up to 2,000.However, the number of true binary decisions ismuch smaller, because demand data determines thetime of each product start-up: For products producedat only one site, the model must determine the pro-duction site for only the start-up year, but for thesplit products it must determine the production sitesfor every year from the start-up year on. CPLEX’spowerful preprocessor detects these relationships andreduces the size of the MIP model to 5,200 variables,4,100 constraints, and about 400 binary variables. Allcomputation runs reached the optimal solution withinfour minutes.
To evaluate the results of the new planning model,we use, as a benchmark, the current load plan thatplanners determined for 2005 to 2016 in strategicplanning. They allocated 32 products to single pro-duction sites and four split products to several sites:
Products 7, 8, and 30 to two sites each; andProduct 29 to four sites.
In the first run of our model, we fixed this allo-cation and optimized the production volume per siteand the investments. We used the result as the ref-erence strategy in the following runs. We defined analternative strategy (Strategy 1) by adding furtherpotential allocations (Table 2), introducing more splitproducts, and increasing the maximal number of sitesfor some split products. We did not choose potential

Fleischmann, Ferber, and Henrich: Strategic Planning of BMW’s Global Production NetworkInterfaces 36(3), pp. 194–208, © 2006 INFORMS 203
Supply areas
Production sites
Sales markets
South AfricaCentral andSouth America
NAFTAEurope
AFTA
Australia/New Zealand
rest of the world
Japan
Figure 4: In our case study, we considered six production sites in Europe, the United States, and South Africa.Materials come from five areas: Europe, the countries of the North American Free Trade Agreement (NAFTA), theAsean Free Trade Area (AFTA), China, and South Africa. We aggregated the global sales markets into the eightcircled areas.
allocations arbitrarily, but we considered the technicalpossibilities and the overall strategic objectives. Com-pared with the reference strategy, Strategy 1 includes35 additional potential allocations for the nonsplitproducts and seven instead of four split products:
Product 7: up to two sites out of three possibilities;Products 8, 17, and 30: up to two sites out of four
possibilities;
Plant 1 Plant 2 Plant 3 Plant 4 Plant 5 Plant 6
Maximalnumber of
plants
Product 01 x 1... ... ... ... ... ... ... ...
Product 24 x 1Product 25 x x x 1Product 26 x x x x 1Product 27 x 1
Splitproducts
Product 28 x x x x x 2Product 29 x x x x 4Product 30 x x x x 2
Product 31 x x 1Product 32 x x xx 1Product 33 x x 1Product 34 x x x xx 1Product 35 x x 1Product 36 x x x xx 1
Table 2: In this extract from the matrix of potential product-plant allocations indicated by x, Product 24 is com-pletely fixed in Plant 5, because it is already being produced in series there, Products 25 and 26 are nonsplitproducts but have several potential production sites, and Products 28 to 30 are split products.
Products 23 and 28: up to two sites out of five pos-sibilities; and
Product 29: up to four sites out of four possibilities.
Optimizing the allocations, production volumes,and investments leads to a load plan that differs essen-tially from the reference strategy: It shifts all nonsplitproducts, except for those in current series production,to other sites. The plan allocates the Split Product 7

Fleischmann, Ferber, and Henrich: Strategic Planning of BMW’s Global Production Network204 Interfaces 36(3), pp. 194–208, © 2006 INFORMS
Prod18 Prod20
Prod21
Prod29Prod30
050,000
100,000150,000200,000250,000300,000350,000400,000
050,000
100,000150,000200,000250,000300,000350,000400,000
050,000
100,000150,000200,000250,000300,000350,000400,000
2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015 2016
2016
Reference strategy
Prod18
Prod19Prod29
Prod30
Strategy 2
Prod18
Prod19
Prod29
Prod30
2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
20162005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
Strategy 1
Paint-shopcapacity
Final-assemblycapacity
Prod19
Figure 5: We investigated three strategies that led to different load plans and required capacities, shown herefor Plant 4. In the starting year 2005, the capacities, measured in cars per year, are equal to the current level inevery strategy. The reference strategy and Strategy 1 expand the final-assembly capacity in 2007 and the paint-shop capacity in 2008. Strategy 1 plans a further expansion of final assembly in 2013. By allocating Products 29and 30 partly to other plants, Strategy 2 avoids investments in Plant 4.
only to one site and thus avoids making large product-specific investments for a small volume product. InStrategy 1, Plant 4 produces the Split Product 30 ingreater volume than it did in the reference strategy,and it drops the nonsplit Products 20 and 21, whichmove to other sites (Figure 5). To provide for Plant4’s higher total volume, the plan includes an addi-tional investment in the final assembly lines in 2013.The objective function value, that is, the discountedcash flows over the planning horizon for operationalcosts and investments, decreases from the referencestrategy to Strategy 1 by 9.3 billion E, that is, by aboutseven percent (Table 3). The main contribution to thisdecrease comes from savings on materials cost, whichis also the dominant part of the absolute objectivefunction value. The reallocation of products also saves
on costs for production and distribution, whereas thecost of overtime increases slightly to enable higher uti-lization of plant capacity. Increasing capacity utiliza-tion also made future investments in the paint shopnecessary and lower investments in body assemblyand final assembly.
We optimized the load plans with regard to eco-nomic criteria only. Managers must approve anyresults of the model in subsequent steps, taking intoaccount qualitative aspects, such as supplier rela-tionships and development policies for sites andpersonnel.
In our analysis of the Strategy 1 results, we foundthat the allocation of Product 30 was critical, andtherefore we investigated the effect of splitting it overthree instead of two sites in a further optimization

Fleischmann, Ferber, and Henrich: Strategic Planning of BMW’s Global Production NetworkInterfaces 36(3), pp. 194–208, © 2006 INFORMS 205
Differences from the referencestrategy in million E
Expected demand Increased demand
Strategy 1 Strategy 2 Strategy 1 Strategy 2
Supply and −9�044 −9�074 −9�041 −9�071materials cost
Production cost −202 −83 −213 −92Overtime cost 63 −7 67 −27Distribution cost −154 −220 −123 −196Total costs −9�338 −9�384 −9�310 −9�386Investments in body −51 93 −51 69assembly
Investments in 154 −13 241 65paint shop
Investments in final −66 −103 −66 −50assembly
Total investments 36 −23 124 83
Total cash flow −9�301 −9�407 −9�186 −9�303
Table 3: The increasing number of potential product-plant allocations fromthe reference strategy to Strategies 1 and 2 implies a decrease in theobjective function value, the NPV of costs, and investments over 12 years.If the demand for Product 30 in Europe exceeds the expected demand by30 percent (the last two columns), this advantage diminishes slightly.
run (Strategy 2). The optimal load plan makes use ofthis possibility, proposing a start-up in 2011 in Plant 6only, followed by start-ups in Plants 3 and 4 in 2012.Furthermore, it moves most of Split Product 29 fromPlant 4 to other sites (Figure 5). Thus, Plant 4 can keepits production volume at the normal working-timelevel until 2012 and avoid any capacity expansion.Compared to Strategy 1, Strategy 2’s objective func-tion value drops by 100 million E, but product-specificinvestments (body assembly) increase and struc-tural investments (paint shop and final assembly)decrease.
To compare the volume flexibility of the two strate-gies, we increased the estimated demand for Prod-uct 30 in the European market by 30 percent butleft the product allocation fixed. The advantages ofboth strategies against the reference strategy diminishslightly, but the distance between Strategy 1 and Strat-egy 2 increases. Strategy 2 demonstrates its higherflexibility by increasing its advantage in productionand overtime costs. The main difference from the sce-narios based on expected demand is the increase instructural investments in the paint shop and finalassembly.
ConclusionsWe improved long-term load planning, an essentialstep in BMW’s strategic-planning process, by extend-ing it to an integral view of the global supply chain.The new model optimizes the allocation of prod-ucts to production sites and investments in additionalcapacity, taking into account corporate-policy restric-tions. The model makes the planning process moretransparent, and it has been accepted by the manydepartments concerned, which provide the necessarydata. We modeled operations in the supply chainand cash flows in appropriate detail to include theessential effects of product-allocation decisions andto permit optimization with a standard MIP solver.The optimization model produces load plans for var-ious scenarios quickly. It reduces planning effort andallows planners to investigate various scenarios morefrequently than they could in the past. All in all,the model greatly improves the decision support forBMW’s overall strategic planning. Based on our earlytests of the new model, we can realistically expecta reduction in investments and costs for materials,production, and distribution of about five to sevenpercent.
BMW intends to imbed the new MIP model in agraphical user interface, which still needs to be devel-oped. Planners with little knowledge of operationsresearch will then be able to use the model.
Appendix. MIP FormulationsThe Basic Supply Chain ModelThe data from the preceding strategic-planning stepsare as follows:
i ∈ I set of plants.j ∈ J set of products.r ∈R set of sales regions.
t = 1� � � � �12 years.aij matrix of possible allocations (aij = 1 if prod-
uct j may be manufactured in plant i, aij = 0otherwise).
ljt maximum number of plants for product j inyear t.
djrt demand for product j in sales region r inyear t.
kBijt body-assembly capacity for product j inplant i.
kPit , kAit paint-shop and assembly capacities in plant i,

Fleischmann, Ferber, and Henrich: Strategic Planning of BMW’s Global Production Network206 Interfaces 36(3), pp. 194–208, © 2006 INFORMS
where demands and capacities are measured in carsper year.
The decision variables for production
Zijt = 1 if product j is allocated to plant i in year t,0 otherwise, and
Xijt number of cars to be produced,
must satisfy the constraints
Zijt ≤ aij for all i� j� t� (1)∑i
Zijt ≤ ljt for all j� t� (2)
Zij� t−1 ≤Zijt for all i� j� t� (3)
Xijt ≤ kBijtZijt for all i� j� t� (4)∑j
Xijt ≤min�kPit� kAit � for all i� t� (5)
The distribution of finished cars is described by thedecision variables
XDirjt cars of product j distributed from plant i tosales region r in year t
and the flow conservation constraints∑i
XDirjt = drjt for all r� j� t� (6)
∑r
XDirjt =Xijt for all i� j� t� (7)
The supply of materials is modeled by means of thedata,
m ∈M material classes and engine types,"mj proportion of cars of product j with
engine type m,qminsimj , q
maxsimj minimal, maximal proportion of material
class m from supplier s for product j inplant i,
and the decision variables
XSsimjt amount of material class m for product j sup-plied from supply region s to plant i in year t,
which are restricted by∑s
XSsimjt
=Xijt for all i� j� t and m �= engine,
"mjXijt for all i� j� t and m=engine type,(8)
qminsimjXijt ≤XSsimjt ≤ qmax
simj Xijt for all s� i� m� j� t� (9)
The objective is to minimize all variable costs alongthe supply chain. With the cost coefficients per car
cSsimjt cost for supplying material m from supplyregion s to plant i,
cijt production cost,cDirjt distribution cost for the transport from plant i
to sales region r plus duties,
the total cost in year t is
costt =∑
s� i�m� j�
cSsimjtXSsimjt +
∑i� j� t
cijtXijt +∑i� r� j� t
cDirjtXDirjt
(10)and the objective function is
minimize∑t
costt � (11)
Investment PlanningLet the index d denote the production departments B(body assembly), P (paint shop), and A (final assem-bly). The following additional integer variables areused for structural investments:
Y dit number of capacity expansion steps in depart-ment d effective in year t, which can be restrictedto the values 0, 1, and 2.
In addition, we introduce the binary variable�Zij' = 1, if a second body assembly line for product j
is available in year '�0 otherwise, with
�Zij' ≤Zijt for all i� j� t� (12)
All other product-specific investments are triggeredby the allocation variables Zijt . The objective func-tion (11) is now replaced by the NPV of costs andinvestment expenditures,
minimize∑t
�1+��1−t�costt + invt�� (13)
where � is the interest rate. The calculation of the totalexpenditures in year t, invt , must take into accountthe time profile of the investments (Table 1). Hence,a distinction is necessary between the year t where acash flow occurs and the start-up year ' . If a product-specific investment in year ' causes a fixed expendi-ture fij with time profile ) = proportion in year '+� = 0�±1�±2� � � ��, then it contributes )t−'fij to thecash flow in year t.

Fleischmann, Ferber, and Henrich: Strategic Planning of BMW’s Global Production NetworkInterfaces 36(3), pp. 194–208, © 2006 INFORMS 207
The start-up occurs in year ' if and only if Zij' −Zij� '−1 = 1. Analogously, structural investments inyear ' are indicated by Y di' − Y di�'−1 > 0. The variablepart of a product-specific investment is more difficultto express: We need the auxiliary variables
Xmaxij maximal amount of product j produced
in plant i, andX invij' =Xmax
ij in the start-up year ' , 0 otherwise,
which are restricted by
Xmaxij ≥Xijt for all i� j� t� (14)
X invij' ≥Xmax
ij + �Zij' −Zij� '−1 − 1�M� (15)
whereM is an upper bound to Xmaxij , sayM =maxt djt .
The last term in (15) is zero in the start-up year andnegative otherwise. The investment data are
bt budget for year t,
and for department d in plant i,
gdi fixed expenditure for structural investment,f dij fixed expenditure for product-specific invest-
ment,pdij variable product-specific investment per car,di time profile of structural investment, and)dij time profile of product-specific investment,
where is the year of expenditure relative to thestart-up year. The total investment expenditure is now
invt =∑d� i� '
di� t−'gdi �Y
di' −Y di�'−1�
+ ∑d� i� j� '
)dij� t−'[f dij� t−' �Zij' −Zij� '−1�+ pdijX inv
ij'
]
+ ∑i� j� '
)Rij� t−'fRij ��Zij' − �Zij� '−1� for all t (16)
with the constraint
invt ≤ bt for all t� (17)
Extended Capacity RestrictionsWith the additional variables
XOBijt number of cars produced in overtime in bodyassembly, and
XOdit number of cars produced in overtime in depart-ments d= P�A,
and data (Figure 4),
cOdit additional cost for overtime production percar in plant i, department d,
kBij maximal capacity of a body-assembly line,kdi , k
d+i maximal present capacity, increase by expan-
sion step in departments d= P�A,/di flexibility reserve in department d of plant i,0di proportion of normal capacity in department
d of plant i,kminit minimal load in plant i in year t,
the capacity constraints (4) and (5) are replaced by therestrictions of the maximal capacity
Xijt ≤ �1−/Bi �kBij �Zijt + �Zijt� for all i� j� t� (18)∑j
Xijt ≤ �1−/di ��kdi + kd+i Y dit �for all i� t and d= P�A� (19)
the normal capacity,
Xijt −XOBijt ≤0Bi kBij �Zijt + �Zijt� for all i� j� t� (20)∑j
Xijt −XOdit ≤0di �kdi + kd+i Y dit �for all i� t and d= P�A� (21)
and the minimal load,∑j
Xijt ≥ kminit for all i� t� (22)
Furthermore, structural investments in the body-assembly department are necessary if the number ofproducts in plant i exceeds
nmaxi maximal number of products in plant i,
hence the constraint∑j
Zijt ≤ nmaxi + yRit for all i� t� (23)
Finally, the cost for overtime in year t,
∑i
(∑j
cOBit XOBijt + cOPit XOPit + cOAit XOAit
)�
has to be added to the total cost (10).
ReferencesArntzen, Bruce C., Gerald G. Brown, Terry P. Harrison, Linda
L. Trafton. 1995. Global supply chain management at DigitalEquipment Corporation. Interfaces 25(1) 69–93.
Canel, Cem, Basheer M. Khumawala. 1997. Multi-period interna-tional facilities location: An algorithm and application. Internat.J. Production Res. 35(7) 1891–1910.

Fleischmann, Ferber, and Henrich: Strategic Planning of BMW’s Global Production Network208 Interfaces 36(3), pp. 194–208, © 2006 INFORMS
Cohen, Morris A., Sangwon Moon. 1991. An integrated plant load-ing model with economies of scale and scope. Eur. J. Oper. Res.50(3) 266–279.
Ferber, Sonja. 2005. Strategische Kapazitäts- und Investitionspla-nung in der globalen Supply Chain eines Automobilherstellers.Doctoral thesis, University of Augsburg, Augsburg, Germany.
Fleischmann, Bernhard, Herbert Meyr. 2003. Planning hierarchy,modeling and advanced planning systems. A. G. de Kok,S. C. Graves, eds. Supply Chain Management: Design, Coordina-tion, Operation. Handbooks in Operations Research and Manage-ment Science, Vol. 11. Elsevier, Amsterdam, The Netherlands,457–523.
Geoffrion, Arthur M., Richard F. Powers. 1995. Twenty years ofstrategic distribution system design: An evolutionary perspec-tive. Interfaces 25(5) 105–127.
Goetschalckx, Mark. 2002. Strategic network planning. H. Stadtler,C. Kilger, eds. Supply Chain Management and Advanced Planning,2nd ed. Springer, Berlin-Heidelberg, Germany, 105–121.
Goetschalckx, Mark, Bernhard Fleischmann. 2005. Strategic net-work planning. H. Stadtler, C. Kilger, eds. Supply ChainManagement and Advanced Planning, 3rd ed. Springer, Berlin-Heidelberg, Germany, 117–137.
Graves, Stephen C., Brian T. Tomlin. 2003. Process flexibility in sup-ply chains. Management Sci. 49(7) 907–919.
Henrich, Peter. 2002. Strategische Gestaltung von Produktionssystemenin der Automobilindustrie. Shaker Verlag, Aachen, Germany.
Huchzermeier, Arnd, Morris A. Cohen. 1996. Valuing operationalflexibility under exchange rate risk. Oper. Res. 44(1) 100–113.
ILOG. 2004. Retrieved October 15, 2004 from http://www.ilog.com/products/oplstudio/.
Jordan, William C., Stephen C. Graves. 1995. Principles on the ben-efits of manufacturing process flexibility. Management Sci. 41(4)577–594.
Kleywegt, Anton J., Alexander Shapiro, Tito Homem-de-Mello.2002. The sample average approximation method for stochasticdiscrete optimization. SIAM J. Optim. 12(2) 479–502.
Li, Shangling, Devanath Tirupati. 1994. Dynamic capacity expan-sion problem with multiple products: Technology selection andtiming capacity additions. Oper. Res. 42(5) 958–976.
Meyr, Herbert. 2004. Supply chain planning in the German auto-motive industry. OR Spectrum 26(4) 447–470.
Meyr, Herbert, Jens Rhode, Michael Wagner, Ulrich Wetterauer.2005. Architecture of selected APS. H. Stadtler, C. Kilger,eds. Supply Chain Management and Advanced Planning, 3rd ed.Springer, Berlin-Heidelberg, Germany, 341–353.
Papageorgiou, Lazaros G., Guillermo E. Rotstein, Nilay Shah. 2001.Strategic supply chain optimization for the pharmaceuticalindustries. Indust. Engrg. Chemistry Res. 40(1) 275–286.
Popp, Werner. 1983. Strategische Planung für eine multinationaleUnternehmung mit gemischt-ganzzahliger Programmierung.OR Spektrum 5(1) 45–57.
Santoso, Tiendera, Shabbir Ahmed, Mark Goetschalckx, AlexanderShapiro. 2003. A stochastic programming approach for sup-ply chain network design under uncertainty. Eur. J. Oper. Res.167(1) 96–115.
llka Schulte, General Manager, BMW Group, BMWAG, D-80788 München, Germany, writes: “The devel-opment of the production network optimizationmodel was very successful and we will continue touse it as an important tool to configure our futureproduction network. At the highest level, the modelallowed us to understand the relationships among thedifferent cost drivers and the investment decisionswithin the production network. Furthermore, the inte-gration of these investment decisions into the networkoptimization model had a decisive impact on the allo-cation of models into the plants. I was very impressedthat the work on the optimization model consideredscientific as well as practical issues. The mathematicalmodel formulation required a deep understanding ofthe functional interrelationships between the parame-ters, as well as close collaboration of all the involveddepartments to create the database. In this way, themodel was successfully established as an acceptedtool in the interdepartmental planning process.”