Embed Size (px)
Citation preview
Seams and Sewing Thread Characteristics
in Denim Fabric
Seams and Sewing Thread Characteristics in Denim Fabric
V.Ramesh Babu, Dr.T.Ramachandaran* and Dr. C.V.Koushik,
M.Senthilkumar
Department of Apparel and Fashion Technology, Sona College of Technology, Salem 05
*Department of Textile Technology, PSG College of Technology, Coimbatore 04.
ABSTRACT
The quality of apparel products depends mainly upon fabric quality, but this alone
may not be the criterion when we deal with quality in terms of garment durability and
comfort. The type of thread used and the selection of seams also play a major role in
garment durability, especially for the fashionable denim garments, even though their
contribution may not be reflected in terms of cost and quantity.
This project focuses on the effect of type of sewing thread and stitch density on seam
properties of denim fabric and the mechanical properties of sewing thread. This
research work has been carried out in to two stages. In the first stage, three types of
commercially available sewing thread were chosen to stitch warpway and weftway
seams in denim fabric, using three different values of stitch density or the SPI
(Stitches per inch).
The seamed denim fabric was subjected to a standard industrial enzyme wash as is
practised commercially for denim jeans. The object was to study the effect of type of
sewing thread and stitch density on warpway and weftway seam properties (seam
strength, seam slippage and seam efficiency) of the denim fabric. In the second stage,
the mechanical properties (breaking load, breaking extension and breaking energy) of
the sewing thread unravelled from the seams in the various denim fabric samples
were compared with those of the parent sewing thread.
The results show that, in general, there is an increase in the strength of the thread
unravelled from the seams in the denim fabric, while the modulus shows a fall. These
are welcome features, as seam durability and flexibility can therefore be expected to
increase during garment use. Also seam strength is dependent upon seam direction,
the weftway seam being stronger than the warpway seam.
• • •
INTRODUCTION
The scope for denim wear is increasing tremendously every year and its worldwide market
share has increased unpredictably in the last few decades. Consumers’ needs and wants are
fine-tuned towards the latest developments and new styles; they are also aware of special
finishes and process treatments given to the garment to make them eco-friendly and user
friendly. So it is of great interest to study the relationship between the major components that
go to make up denim garments, namely denim fabric and the sewing thread that bonds the
components together.
While undergoing special finishes and chemical treatments, there is a considerable loss in the
strength and physical dimensions of the fabric. So it is essential to select the appropriate
sewing thread and seam in order to maintain fabric durability, quality and also to resist wear
and tear.
This project mainly deals with a study of seam properties and sewing thread properties on
denim fabric after the post-garment standard industrial enzyme wash. Three types of threads
and three different stitch densities were used in the study.
MATERIALS AND METHODS
Sewing thread details
The following three commercial sewing threads were used to produce seams in denim fabric.
Core-spun thread PET core – Cotton wrap White coloured
thread 60 Tex (2 ply)
Core-spun thread PET core – PET staple fibre wrap Grey coloured
thread 60 Tex (3 ply)
100% polyester
thread PET Staple Spun
Blue coloured
thread 60 Tex (2 ply)
Denim fabric construction details
Yarn Count: Warp
Weft
8 Ne
14 Ne
Ends per inch 62
Picks per inch 44
Crimp Percentage Warp
Weft
11.4 %
10.5 %
Weave 2 / 1, Right-hand twill
Fabric tensile strength: Warp
Weft
67.3 kgf
23.9 kgf
Weight (oz / yd2) 6.5
Production of seams in the fabric
A Brother-make five-thread overlock machine, Model FBN 310, Stitch Type Class-500 was
used to produce the seams in the denim fabric. The fabric samples were cut to convenient
sizes and warpway and weftway seams (Superimposed Seam Type SSa-1) were produced at a
machine speed of 2860 rpm using three different stitch densities, viz, 6,8,11 SPI. Identical
settings of foot pressure and thread tension were maintained for all the seams produced.
Enzyme wash Treatment
The seamed samples were washed with commercial enzymes using industrial standards. The
following recipe was used.
Enzyme Tinozyme 150 ml
Water 5 litres
Time 30 min
Machine Drum wash
Dryer 40 min
Temp 80° C
pH 6
The Standard Tests Used
Tests Test Standard Specimen Size
Thread tests
Thread Strength ASTM D - 225602 200 mm
(Instron Tensile Tester)
Fabric tests
Fabric tensile strength ASTM D 5034 - grab test 8-inch × 4-inch
Seam Strength ASTM D 5034 14-inch × 4-inch
RESULTS AND DISCUSSION
The results of the mechanical properties of the parent threads and the threads unravelled from
the warpway and weftway seams of the washed denim fabric are shown in Tables 1 and 2.
Individual thread results are also compared in the bar charts shown in Figures 1 to 3.
Blue Thread - 100% staple spun polyester yarn (2 ply)
White Thread - polyester core spun cotton wrapped yarn (2 ply)
Grey Thread - polyester filament core with polyester spun wrapped yarn (3 ply)
1. White Thread – Polyester filament yarn (PFY) Core, Cotton (C) Wrap
i) The parent yarn is strong. Showing an average breaking load of 2235 grams, it is the
strongest of the three types of thread in this study. The combination of a strong
polyester yarn core and the cohesive inter-fibre grip between the cotton wrapping
fibres provides good resistance to tensile loads. This is an important characteristic
required of a sewing thread.
ii) Its breaking elongation is the lowest at 9.83 per cent. The presence of cotton, which
has a characteristically low extension, lowers the overall extension of the yarn at
break. The wrapping fibres can be expected to straighten under the tensile load and
break even before the polyester core has completely elongated.
iii) As this yarn has a high breaking load, the energy required to rupture it is also
correspondingly high. The energy required to rupture it is 0.38 J.
2. Blue Thread – 100% Polyester (PET) Spun Yarn
i) With a breaking load of 1733 gf, this is the weakest of the three yarns under study.
Though of the same linear density as the other two types of thread, the inadequate
grip between the constituent polyester fibres lowers their cohesion and hence the
overall yarn strength.
ii) The breaking elongation at 15.5 % is intermediate between the other two threads and
is due to the polyester fibre present.
iii) The energy to rupture this 100% spun polyester thread is half that required to rupture
the polyester core-cotton wrapping thread. The low breaking load and the moderate
breaking extension result in the low value of energy of rupture (0.19 J).
3. Grey Thread – Polyester filament yarn PFY Core, Polyester staple fibre (PSF) Wrap
i) This yarn has an intermediate breaking load at 2028 gf. The inter-fibre grip provided
by the smooth polyester sheath fibres cannot be expected to be as strong as that of the
cotton fibres in the White Thread and thus the breaking strength is lower.
ii) The breaking elongation at 19.59% is higher than the other two yarns mainly because
the polyester fibre has an inherently higher extension characteristic.
iii) The energy to rupture this thread is higher than the 100% spun yarn polyester thread.
The fairly high breaking load and the high breaking extension contribute to this value
(0.25 J).
Besides the above points, other aspects like the linear density of the core continuous polyester
filament yarn, the number of filaments it contains, the denier per filament, the level of twist
in the wrapping fibres, the number of plies the thread is composed of, etc would also
influence the mechanical behaviour of the threads.
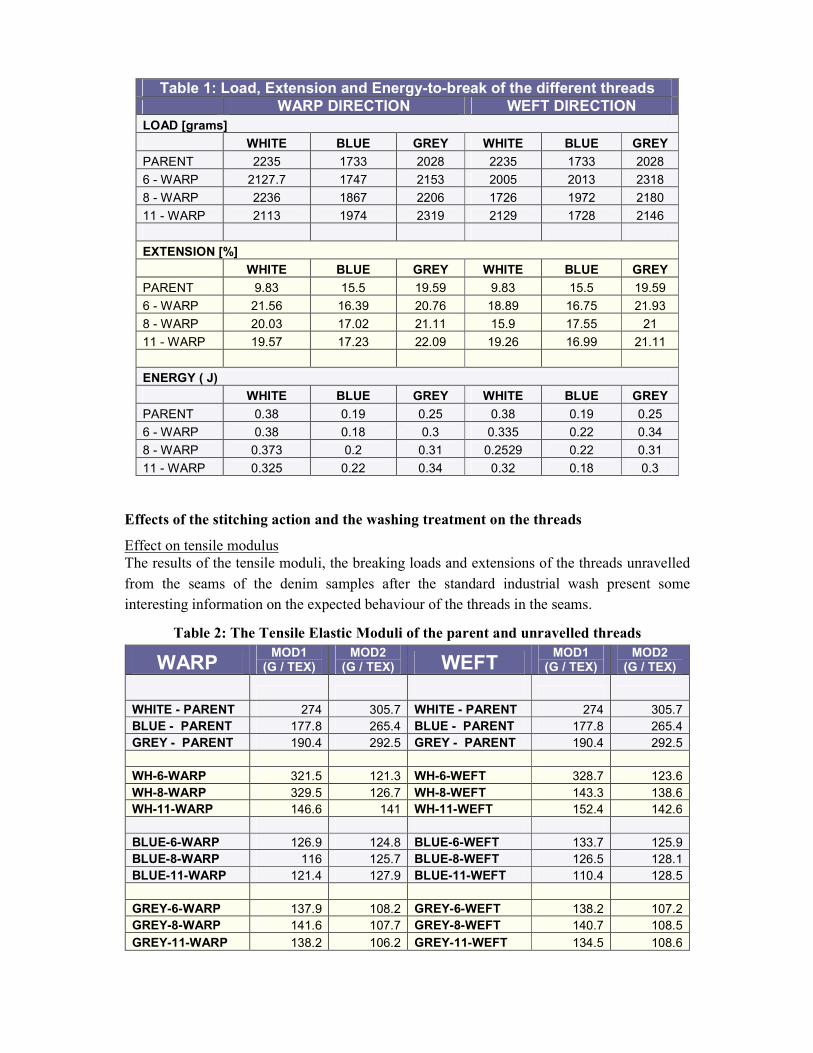
Effects of the stitching action and the washing treatment on the threads
Effect on tensile modulus
The results of the tensile moduli, the breaking loads and extensions of the threads unravelled
from the seams of the denim samples after the standard industrial wash present some
interesting information on the expected behaviour of the threads in the seams.
Table 2: The Tensile Elastic Moduli of the parent and unravelled threads
WARP MOD1
(G / TEX) MOD2
(G / TEX) WEFT MOD1
(G / TEX) MOD2
(G / TEX)
WHITE - PARENT 274 305.7 WHITE - PARENT 274 305.7
BLUE - PARENT 177.8 265.4 BLUE - PARENT 177.8 265.4
GREY - PARENT 190.4 292.5 GREY - PARENT 190.4 292.5
WH-6-WARP 321.5 121.3 WH-6-WEFT 328.7 123.6
WH-8-WARP 329.5 126.7 WH-8-WEFT 143.3 138.6
WH-11-WARP 146.6 141 WH-11-WEFT 152.4 142.6
BLUE-6-WARP 126.9 124.8 BLUE-6-WEFT 133.7 125.9
BLUE-8-WARP 116 125.7 BLUE-8-WEFT 126.5 128.1
BLUE-11-WARP 121.4 127.9 BLUE-11-WEFT 110.4 128.5
GREY-6-WARP 137.9 108.2 GREY-6-WEFT 138.2 107.2
GREY-8-WARP 141.6 107.7 GREY-8-WEFT 140.7 108.5
GREY-11-WARP 138.2 106.2 GREY-11-WEFT 134.5 108.6
Table 1: Load, Extension and Energy-to-break of the different threads
WARP DIRECTION WEFT DIRECTION
LOAD [grams]
WHITE BLUE GREY WHITE BLUE GREY
PARENT 2235 1733 2028 2235 1733 2028
6 - WARP 2127.7 1747 2153 2005 2013 2318
8 - WARP 2236 1867 2206 1726 1972 2180
11 - WARP 2113 1974 2319 2129 1728 2146
EXTENSION [%]
WHITE BLUE GREY WHITE BLUE GREY
PARENT 9.83 15.5 19.59 9.83 15.5 19.59
6 - WARP 21.56 16.39 20.76 18.89 16.75 21.93
8 - WARP 20.03 17.02 21.11 15.9 17.55 21
11 - WARP 19.57 17.23 22.09 19.26 16.99 21.11
ENERGY ( J)
WHITE BLUE GREY WHITE BLUE GREY
PARENT 0.38 0.19 0.25 0.38 0.19 0.25
6 - WARP 0.38 0.18 0.3 0.335 0.22 0.34
8 - WARP 0.373 0.2 0.31 0.2529 0.22 0.31
11 - WARP 0.325 0.22 0.34 0.32 0.18 0.3
The general observation is that there is a fall in the tensile modulus at loads of 100 g
(MOD 1) and 250 g (MOD 2) for all the three types of thread. Only for the PFY Core-C
Wrap White Thread is there an apparent and inexplicable increase in the moduli at 100 g
load, in three cases, the 6-spi seam in the warpway and weftway directions and the warpway
8-spi seam. This effect may be due to particular specimen effects and cannot be
representative of the sample as a whole.
Ignoring these three cases, the average modulus of the PFY Core-C Wrap White Thread after
stitching and washing is 47% of that of the parent yarn at 100-g load. Similarly, the moduli of
the 100% PSF Blue Thread and the PFY Core-PSF Wrap Grey Thread are respectively 31%
and 27% of the modulus of original parent yarn values at 100-g load. The moduli at the 250-g
load are still lower in all the three cases.
There is no discernable effect of the direction of the seam, warpway or weftway, on the
modulus values. There is also no particular trend by which the stitch density influences the
thread moduli.
It may be thus concluded that the effect of the standard enzyme wash is to lower the moduli
of the threads in the seams. Added to the effect of washing, is the effect of the mechanical
action of stitching and stitch formation. The speed at which the thread is stitched (2860
stitches /min) and the bending and twisting strains imposed as a result of thread formation
cause the threads to be in a state of mechanical stress, whereby it suffers a lowering of its
tensile modulus.
The advantage of the combined effect is that the flexibility of the seam and hence its
contribution to the drape of the garment will be improved. The disadvantage is that the thread
is susceptible to strains in regular garment use to a greater extent. Of course, the extent of
such increased strains would depend on the type of denim garment and its tightness of fit on
the users. In any case, it is not likely that the 100-g load would be equalled or exceeded in the
strains of normal garment use.
Effect on other mechanical properties
Breaking Strength
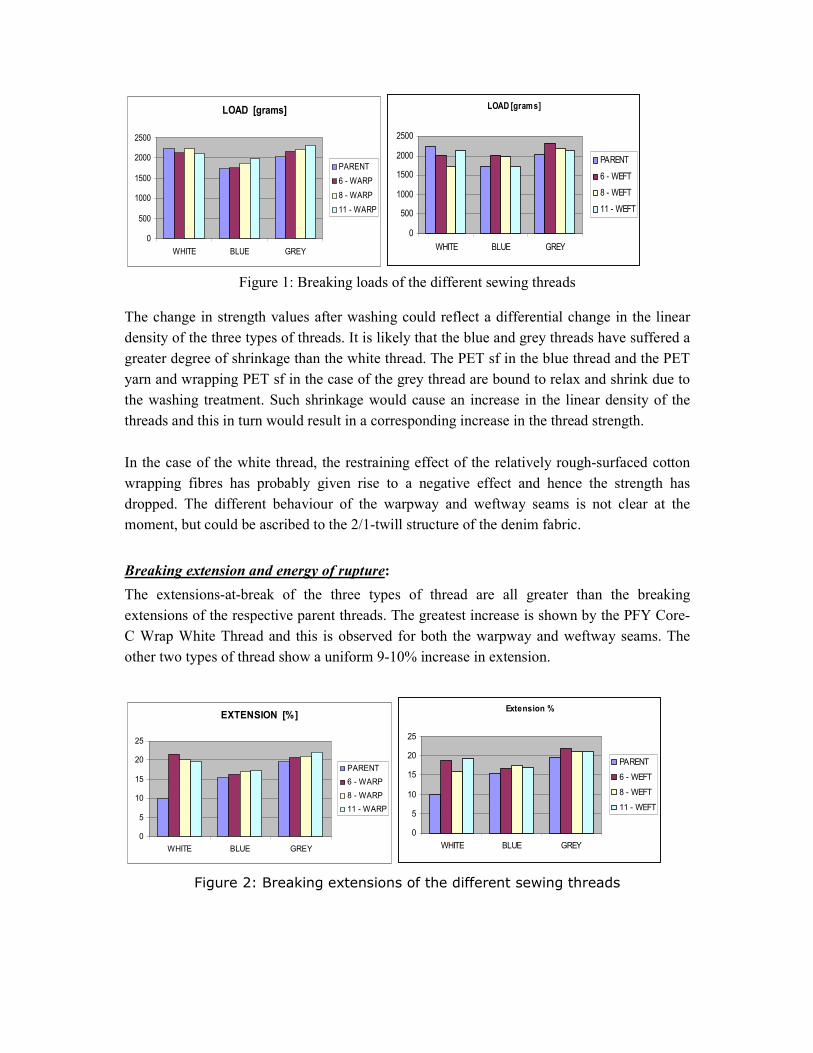
The PFY Core-C Wrap White Thread shows a drop in breaking load, about 3.5% for the
thread from the warpway seam and nearly 13% for that unravelled from the weftway seam.
The blue and grey threads, on the other hand, show a fairly uniform increase of about 10%
for both the warpway and weftway seams. There is little effect of the stitch density on the
strength results.
LOAD [grams]
0
500
1000
1500
2000
2500
WHITE BLUE GREY
PARENT
6 - WARP
8 - WARP
11 - WARP
LOAD [grams]
0
500
1000
1500
2000
2500
WHITE BLUE GREY
PARENT
6 - WEFT
8 - WEFT
11 - WEFT
Figure 1: Breaking loads of the different sewing threads
The change in strength values after washing could reflect a differential change in the linear
density of the three types of threads. It is likely that the blue and grey threads have suffered a
greater degree of shrinkage than the white thread. The PET sf in the blue thread and the PET
yarn and wrapping PET sf in the case of the grey thread are bound to relax and shrink due to
the washing treatment. Such shrinkage would cause an increase in the linear density of the
threads and this in turn would result in a corresponding increase in the thread strength.
In the case of the white thread, the restraining effect of the relatively rough-surfaced cotton
wrapping fibres has probably given rise to a negative effect and hence the strength has
dropped. The different behaviour of the warpway and weftway seams is not clear at the
moment, but could be ascribed to the 2/1-twill structure of the denim fabric.
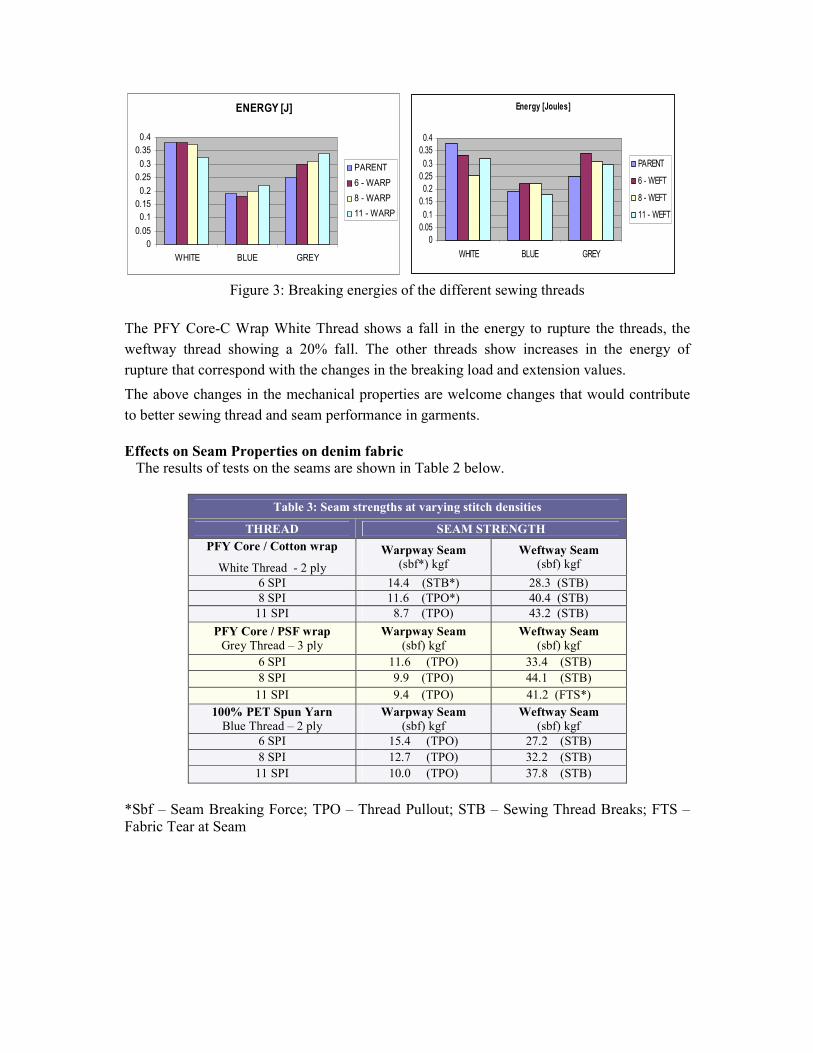
Breaking extension and energy of rupture:
The extensions-at-break of the three types of thread are all greater than the breaking
extensions of the respective parent threads. The greatest increase is shown by the PFY Core-
C Wrap White Thread and this is observed for both the warpway and weftway seams. The
other two types of thread show a uniform 9-10% increase in extension.
EXTENSION [%]
0
5
10
15
20
25
WHITE BLUE GREY
PARENT
6 - WARP
8 - WARP
11 - WARP
Extension %
0
5
10
15
20
25
WHITE BLUE GREY
PARENT
6 - WEFT
8 - WEFT
11 - WEFT
Figure 2: Breaking extensions of the different sewing threads
ENERGY [J]
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
WHITE BLUE GREY
PARENT
6 - WARP
8 - WARP
11 - WARP
Energy [Joules]
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
WHITE BLUE GREY
PARENT
6 - WEFT
8 - WEFT
11 - WEFT
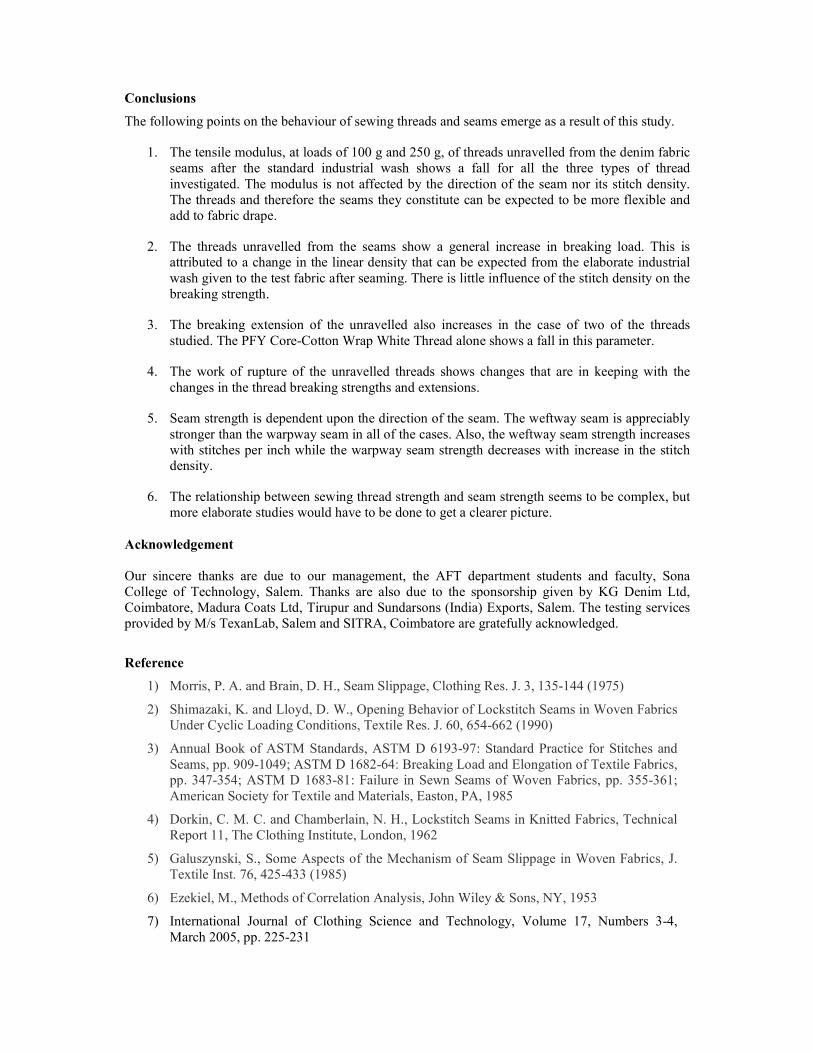
Figure 3: Breaking energies of the different sewing threads
The PFY Core-C Wrap White Thread shows a fall in the energy to rupture the threads, the
weftway thread showing a 20% fall. The other threads show increases in the energy of
rupture that correspond with the changes in the breaking load and extension values.
The above changes in the mechanical properties are welcome changes that would contribute
to better sewing thread and seam performance in garments.
Effects on Seam Properties on denim fabric
The results of tests on the seams are shown in Table 2 below.
Table 3: Seam strengths at varying stitch densities
THREAD SEAM STRENGTH
PFY Core / Cotton wrap
White Thread - 2 ply
Warpway Seam (sbf*) kgf
Weftway Seam (sbf) kgf
6 SPI 14.4 (STB*) 28.3 (STB)
8 SPI 11.6 (TPO*) 40.4 (STB)
11 SPI 8.7 (TPO) 43.2 (STB)
PFY Core / PSF wrap
Grey Thread – 3 ply Warpway Seam
(sbf) kgf Weftway Seam
(sbf) kgf
6 SPI 11.6 (TPO) 33.4 (STB)
8 SPI 9.9 (TPO) 44.1 (STB)
11 SPI 9.4 (TPO) 41.2 (FTS*)
100% PET Spun Yarn
Blue Thread – 2 ply Warpway Seam
(sbf) kgf Weftway Seam
(sbf) kgf
6 SPI 15.4 (TPO) 27.2 (STB)
8 SPI 12.7 (TPO) 32.2 (STB)
11 SPI 10.0 (TPO) 37.8 (STB)
*Sbf – Seam Breaking Force; TPO – Thread Pullout; STB – Sewing Thread Breaks; FTS –
Fabric Tear at Seam

Effect of Seam Direction and SPI on Seam Strength
The first observation is that in the case of all of the threads, the warpway seams decrease in
strength as the stitch density increases. The strength of the weftway seams, on the other hand,
shows an increasing trend with increase in the SPI of the seams.
Warpway Seams: In all of the types of thread investigated, the warpway seam strengths
are lower than those of the weftway seams. When a warpway seam is tested for its strength, it
is the weft threads in the fabric that are loaded along with the sewing thread composing the
seam. The weft yarn in a fabric is also generally not as strong as the warp yarn. Though the
weft yarn in the denim fabric under test is coarser than the warp yarn, the picks per inch are
much lower than the ends per inch.
As the stitch density increases, fewer weft threads are included inside a single stitch, so there
are fewer threads to break as every stitch of the sewing thread takes on the applied load. This
is why the seam strength decreases with increase in stitch density. In most of the cases, the
effect of sewing thread pullout is more pronounced as there are fewer picks per inch that offer
greater space for the sewing thread to slip through.
Weftway Seams: Due to the twill weave structure of the fabric, a greater number of warp ends
are available to take the load with every stitch and this results in higher seam strength in this
case. This is also the reason for the increase in seam strength with increase in stitch density.
Though there are fewer ends to share the load per stitch as the SPI increases, the longer floats
of the twill weave offer greater collective resistance to the applied load.
The behaviour of the sewing thread in the majority of the cases here is to break due to the
applied tensile forces. The stronger and greater number of warp ends that it has to pass
through during the test offers too much of a resistance and hardly any chance of slipping
through. The net result is that the sewing thread breaks. Only in the case of the PFY Core-
PSF Wrap Blue Thread, at 11 SPI, does the fabric itself tear.
Effect of Sewing Threads Type on Seam Strength
The warpway seam strengths are more or less in conformation with the breaking loads of the
respective parent threads. The PFY Core-Cotton Wrap - White Thread and the 100% PET
Spun Yarn - Blue Thread show a roughly 10 % difference in strength for all the SPI values.
However, the blue thread appears to be the stronger in the seam than the white thread. The
PFY Core-PSF Wrap Grey Thread appears to be the weakest of the three types of thread.
When the threads form the weftway seams the behaviour shows a dramatic change. The grey
thread is the strongest, next comes the white thread and the weakest is the blue thread! The
reason for this turn of events is not clear at the present moment.
Further studies with different kinds of fabric are underway and the findings will be reported
in due course. It is hoped that this subsequent work will throw more light on the behaviour of
threads and seams.
Conclusions
The following points on the behaviour of sewing threads and seams emerge as a result of this study.
1. The tensile modulus, at loads of 100 g and 250 g, of threads unravelled from the denim fabric
seams after the standard industrial wash shows a fall for all the three types of thread
investigated. The modulus is not affected by the direction of the seam nor its stitch density.
The threads and therefore the seams they constitute can be expected to be more flexible and
add to fabric drape.
2. The threads unravelled from the seams show a general increase in breaking load. This is attributed to a change in the linear density that can be expected from the elaborate industrial
wash given to the test fabric after seaming. There is little influence of the stitch density on the
breaking strength.
3. The breaking extension of the unravelled also increases in the case of two of the threads
studied. The PFY Core-Cotton Wrap White Thread alone shows a fall in this parameter.
4. The work of rupture of the unravelled threads shows changes that are in keeping with the
changes in the thread breaking strengths and extensions.
5. Seam strength is dependent upon the direction of the seam. The weftway seam is appreciably
stronger than the warpway seam in all of the cases. Also, the weftway seam strength increases
with stitches per inch while the warpway seam strength decreases with increase in the stitch density.
6. The relationship between sewing thread strength and seam strength seems to be complex, but
more elaborate studies would have to be done to get a clearer picture.
Acknowledgement
Our sincere thanks are due to our management, the AFT department students and faculty, Sona
College of Technology, Salem. Thanks are also due to the sponsorship given by KG Denim Ltd,
Coimbatore, Madura Coats Ltd, Tirupur and Sundarsons (India) Exports, Salem. The testing services
provided by M/s TexanLab, Salem and SITRA, Coimbatore are gratefully acknowledged.
Reference
1) Morris, P. A. and Brain, D. H., Seam Slippage, Clothing Res. J. 3, 135-144 (1975)
2) Shimazaki, K. and Lloyd, D. W., Opening Behavior of Lockstitch Seams in Woven Fabrics
Under Cyclic Loading Conditions, Textile Res. J. 60, 654-662 (1990)
3) Annual Book of ASTM Standards, ASTM D 6193-97: Standard Practice for Stitches and
Seams, pp. 909-1049; ASTM D 1682-64: Breaking Load and Elongation of Textile Fabrics, pp. 347-354; ASTM D 1683-81: Failure in Sewn Seams of Woven Fabrics, pp. 355-361;
American Society for Textile and Materials, Easton, PA, 1985
4) Dorkin, C. M. C. and Chamberlain, N. H., Lockstitch Seams in Knitted Fabrics, Technical
Report 11, The Clothing Institute, London, 1962
5) Galuszynski, S., Some Aspects of the Mechanism of Seam Slippage in Woven Fabrics, J.
Textile Inst. 76, 425-433 (1985)
6) Ezekiel, M., Methods of Correlation Analysis, John Wiley & Sons, NY, 1953
7) International Journal of Clothing Science and Technology, Volume 17, Numbers 3-4,
March 2005, pp. 225-231




![[1100] Stylish Sewing - The Sewing · PDF file[1100] Stylish Sewing.indd 80 25/06/2010 15:31 | 81 Tack the side seams in place and sew close to the edge, so that in the second step,](https://img.pdfslide.us/doc/110x75/5ab94c207f8b9ac10d8e0ad8/1100-stylish-sewing-the-sewing-1100-stylish-sewingindd-80-25062010-1531.jpg)