-
7/29/2019 SAIC-A-2015 Rev 2
1/9
QC Supervisor Proponent and Others
Name, Sign and Date:
Quality Record Approved:Name, Organization,
Initials and Date:
T&I W itnessed QC Record Reviewed W o
T&I W itnessed QC Record Reviewed W o
Name, Initials and Date:
Performed Inspection Work / Rework May Proceed
Name, Initials and Date:
QC Record Reviewed Wo
QC Inspector PID Representative
Name, Initials and Date:
Work is Complete and Ready for Inspection:
Name, Initials and Date:
T&I Witnessed
REFERENCE
REMARKS:
ATTACHMENTS:Attachment 1 - Pressure Testing Details ---------
Attachment 2 - Efficient Practice For Acceptance of Pressure
Tests
SAES-L-150,
Para. 7.3
N/A REPASS FAIL
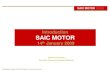
General Requirements ... Use SATR-A-2001 with this checklist
SAES-A-004,
Para. 8.1.2
ITEM
No.
A1
After the test pressure is reached and before commencement of
inspection
of the system, the isolation valve between the temporary
test
manifold/piping and the piping/equipment under pressure test
shall be
closed and the test pump disconnected. See Attachments 1 &
2.
ACCEPTANCE CRITERIA
A
WORK PE
CONTRACTOR INSPECTION LEVELSAUDI ARAMCO INSPECTION LEVEL
SAUDI ARAMCO TIP NUMBER SAUDI ARAMCO ACTIVITY NUMBER
EC / PMCC / MCC NOREV. NO. PURCHASE ORDER NUMBER
SCHEDULED INSPECTION DATE & TIME MH's SPENTQUANTITY
INSP.ACTUAL INSPECTION DATE & TIMESAUDI ARAMCO USE O
LAYOUT DRAWING NUMBER
PLAEQUIPMENT ID NUMBER(S) EQUIPMENT DESCRIPTION EQPT CODE SYSTEM
ID.
PROJECT TITLE WBS / BI / JO NUMBER CONTRACTOR /
SUBCONTRACTOR
Visual Inspection at Test Pressure SAIC-A-2015 1-Dec-06
PIPE-
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff -
December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR
NUMBER
Contractor / Third-Party Saudi AramcoConstruction
Representative* PMT Representative
2. SAES-L-150, Pressure Testing of Plant Piping and Pipelines,
(30 September, 2003)
3. SAES-L-108, Selection of Valves, (30 March, 2005)
REFERENCE DOCUMENTS: 1. SAES-A-004, General Requirements for
Pressure Testing, (30 March, 2005)
Attachment 3 - Walkdown Inspection Techniques -----------
Attachment 4 - SAES-L-150 Pressure Testing Application &
Insp
A3
SAES-L-150,
Section 7
Plant Piping
A4
Exceptions to Item A3 above, Plant Piping Pressure Testing &
Visual
Inspection Requirements. See Attachment 4.
Visual Inspection & Testing meets SAES-L-150 reqmts.
The test pressure shall be maintained for a sufficient time, but
shall not be
less than 30* minutes, to determine that there are no leaks.
*Large systems (Plant Piping) can take longer to comp lete.
SAES-L-150,
Para. 7.2
A7
Test Records for each test are entered on a Pressure Test Report
Form
2642-ENG. Test duration & Acceptance is shown in Comment
section of
report. (Tape has test pressure & test start/finish
time)
Remove tape from gage & press into Test Report. Attachment
2.
SAES-A-004,
Para. 8.3
SAES- L-108,
Para. 4.7.6A6
Test procedures, pressures, durations, & leakage acceptance
criteria shall
be equal to those that the valves were originally purchased
to.
All resilient (soft) seated isolation valves shall have zero
leakage.
Valve Testing details are included in separate Procedure
A5
Exceptions to Item A3 above, Pipeline Pressure Testing &
Visual
Inspection Requirements. See Attachment 4.
Visual Inspection & Testing meets SAES-L-150 reqmts.
SAES-L-150,
Section 8
Pipelines
A2
All joints including welded shall be left exposed for visual
leak detection
during the strength test. External coating & priming of such
joints is not
allowed unless approved by the Manager of Inspection Department
and the
proponent Organization representative. The pipe itself can be
externally
primed and coated to a final coat. See
Attachment 3 (Walkdown Inspection Technique).
-
7/29/2019 SAIC-A-2015 Rev 2
2/9
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff -
December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR
NUMBER
Visual Inspection at Test Pressure SAIC-A-2015 1-Dec-06
PIPE-
Attachment 1 - Pressure Testing Details
Plant Piping Pressure Tests with fluids (Strength & Service
tests) are staged with inspection as follows:
A) Preliminary leak check at 50% of test pressure = complete
visual to check for leaks. (Contractor)
B) Twenty per cent stage increase thereafter = visual inspection
for leaks as evidenced by no noticeable
pressure drop at test gage. Note Filling & Venting Practices
& Efficiency
C) Final at 100% of test pressure with test pump disconnected =
Complete visual inspection during fullsystem walkdown for leaks by
all Inspectors & Witnesses. (SA Inspector Witnesses &
Accepts/Rejects test)
See Attachment 2 for Efficiency related to testing and
inspection of small systems.
PRESSURE DROPS (GAUGE READINGS) - SURVEILLANCE OF TESTING REPAIR
MEETHODS
On return to test manifold & taped gage after preliminary
walkdowns, any drop (noticeable) in pressure must be
accounted for by the Inspector. The test does not proceed to a
higher pressure until all leaks are repaired
and repaired by approved methods in procedures as follows:
Flanged connections can be retorqued to maximum torque value
Valve stem packings are tightened to stop leaks (Caution: Watch
for uneven Packing Gland flange adjustment)
Note: Often Valves arrive from manufacturer with uneven packing
gland flanges. Adjustment/repair may be needed.
Threaded joint leaks are repaired (seal welded or reworked)
Weld joint leaks are repaired (approved welding repair
procedure)
Weld joint leaks are repaired (approved welding repair
procedure)After repairs, pressurize system & repeat the entire
walkdown, never assume all leaks are repaired.
SEE ATTACHMENT 3 FOR WALKDOWN TECHNIQUES DURING FINAL PRESSURE
TESTING (ACCEPTANCE)
Hydrotest Filling & Venting Practices (Efficiency)1.
PRESSURE TESTING IS ALWAYS CRITICAL PATH ON MAJOR PROJECTS
2. COMPANY HAS IDENTIFIED PRESSURE TESTING INEFFICIENCY AS A
MAJOR OBSTACLE TO SUCCESS.
3. ROOT CAUSE OF THE INEFFICIENCY IS PRIMARILY POORLY TRAINED
TEST CREWS AND INSPECTORS.
4. QUALITY MANAGERS & THEIR INSPECTORS ARE TASKED TO ASSURE
BEST & EFFICIENT PRACTICES.
5. WHEN POSSIBLE, MULTIPLE TEST PACKAGES ARE COMBINED INTO ONE
TEST. DOCUMENT SET-UP.
6. TEST CREWS SHALL ALLOW ADDITIONAL TIME (EFFECTIVELY VERIFIED)
FOR TRAPPED AIR TO VENT.
7. TEST CREWS SHALL PERFORM FINAL FILL SLOWLY AFTER FLUID LEVELS
DROP AT OPEN VENTS.
Filling may be done by hand or pump as experience dictates. See
Criteria below. Task crews for safety & efficiency.
Trapped air is usually adequately displaced when a solid flow or
stream of water is observed coming out of the vent.
8. INSPECTION SHALL EVALUATE EFFICIENCY & ASSURE BEST
PRACTICES TO MINIMIZE RETESTS.
BACKGROUND INFORMATION: Thousands of Manhours are lost due to
test failures (retest required) when poorly
trained test crews rush during filling. Assure proper venting of
air & a slow final fill technique. Efficiency is critical.
Recommendation: Test crews dedicated solely to set-up, filling
and other preparation should be utilized.
Training regarding proper filling and venting techniques shall
be identified for inefficient test crews who
waste the valuable time of others (Ops, Inspection, SAPMT, PID,
etc) when tests fail to hold pressure.
CRITERIA: On initial pressurization, pressure holds AFTER
equalization at 50% test pressure. Gauge drops
indicate a leak (acceptable for efficiency) or "inefficient"
test crews leaving air in lines (unacceptable).
Note: Gauges that hold pressure at 50% of test pressure almost
always pass. Contact SA after lines show a
successful result at 50% initial pressurization stage for
efficiency. Communication issue (cell, radio, etc)
Page 2 of 9
-
7/29/2019 SAIC-A-2015 Rev 2
3/9
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff -
December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR
NUMBER
Visual Inspection at Test Pressure SAIC-A-2015 1-Dec-06
PIPE-
Attachment 2 - Efficient Practice For Acceptance of Pressure
Tests
EFFICIENT TEST PRACTICE (USE TAPE ON GAUGES)THIS IS FOR ROUTINE
PLANT PIPING PRESSURE TESTS (30-MINUTE TESTS) ON SMALL SYSTEMS.
1. PRESSURE TESTING IS ALWAYS CRITICAL PATH ON MAJOR
PROJECTS
2. COMPANY HAS IDENTIFIED PRESSURE TESTING INEFFICIENCY AS A
MAJOR OBSTACLE TO SUCCESS.3. ROOT CAUSE OF THE INEFFICIENCY IS
PRIMARILY POORLY TRAINED TEST CREWS AND INSPECTORS.
4. QUALITY MANAGERS & THEIR INSPECTORS ARE TASKED TO ASSURE
BEST & EFFICIENT PRACTICES.
5. WHEN POSSIBLE, SAVE TIME DURING PRESSURE TESTING SET-UP &
PRODUCTION AS FOLLOWS:
a) Ensure Efficient Test Crew Practices as outlined in
Attachment 1. Retrain any crews who are inefficient.
b) Minimize time required for Outside Parties (SAPMT, PID,
Proponent, etc) to attend Pressure Testing.
c) Implement an easy to perform and easy to document practice of
"tape" application on test gauges.
d) Mimimize time waiting on Project Inspection/SAPMT to ABSOLUTE
ZERO as follows for 30-minute tests:
END RESULT WILL BE IMPROVED EFFICIENCY AND LESS TIME ACHIEVING
PASSING PRESSURE TESTS.
FOLLOW THESE GENERAL GUIDELINES (DETAILS AS AGREED UPON IN
PROJECTS)
1) Notify SA that day (at agreed upon intervals) of the test
packages likely to be ready for testing.
2) Notify SA Witness (PMT, PID) exactly when 50% test pressure
holds "after equalization". (Cell, Radio)
Technique: QC Inspector has applied a strip of tape (to be later
affixed into the test report) on test gauge.
This can be the plain vanilla colored tape approximately 25 mm
wide by 50 mm long that allows marking.The QC Inspector or test
crew supervisor match marks the test pressure (on equalization at
50%) and
Verifies the test is ready to proceed to the next stage. Company
is informed that their witness is needed.
Note: Any pressure drop indicates liklihood of trapped air or
leakage as per Attachment 1 (identify the
cause of the pressure drop BEFORE proceeding, checking valve
stems, fittings, valve seat leakby, etc ).
Test reaches 100% of test pressure. Allow adequate equalization
time. Note exact start time & notify SA*.
At this time, SA (SAPMT, PID, etc) is notified that the test is
ready to begin if they are not already present.
*QC Inspector match marks the pressure gauge needle & writes
the start time on the tape (30 minute test).
Note: Usually, only a few minutes are required for most
walkdowns. At the test conclusion, the time the
test ended is written down on the tape & the Inspector
Initials/Dates/Accepts & affixes tape into test report.
COMPANY WITNESS ALSO INITIALS/DATES/ACCEPTS TEST ON THE TAPE
AFFIXED INTO TEST REPORT.
PACKAGE CONTROL IS CRITICAL FOR EFFICIENCY. LATER, SIGNATURES
ARE OBTAINED EASILY LATER
WHEN HARD TAPE EVIDENCE IS AFFIXED INTO TEST REPORTS. IT
ELIMINATES THE NEED FOR 100% SAPRESENCE AT ALL TEST SITES FOR THE
ENTIRE TEST DURATION. ALSO, ON VERBAL APPROVAL, AFTER
CONFIDENCE IS OBTAINED THAT TECHNIQUE IS EFFICIENT, START TIMES
DO NOT WAIT ON COMPANY.
IN ALL CASES, THE TEST IS TERMINATED WHEN INSPECTORS COMPLETE
THEIR EXAMINATIONS.
LARGER SYSTEMS, ESP. WHERE CLIMBING IS REQUIRED, REQUIRED
COORDINATED INSP EFFORTS.
PRACTICE IS RECOMMENDED FOR PRESSURE TESTING PROCEDURES &
IMMEDIATE IMPLEMENTATION.
Page 3 of 9
-
7/29/2019 SAIC-A-2015 Rev 2
4/9
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff -
December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR
NUMBER
Visual Inspection at Test Pressure SAIC-A-2015 1-Dec-06
PIPE-
Attachment 3 - Walkdown Inspection TechniquesHot Weather Effect
& Test Interpretations (Inspector to Note):
1. Test pressures rise steadily and very noticeably due to rise
in pipe surface temps during Summer.
2. Test pressure at gage can remain the same and even rise
slightly with very small leaks*
* Ensure good walkdown practice. Check valve stems, threads,
flanges & low points very closely.
Never assume a test result based on the test gauge. Visually
examine the entire pressure boundary methodically.3. Relief valves
(set 5% above test pressure) can pop and lower test pressures
(nullify test results)
*Efficiency is needed to complete exams as quickly as possible
without rushing through inspection.
4. In hot weather, ensure careful bleedoff in inspection
presence. Maintain minimum test pressure.
5. Always account for noticeable drops in test pressures. See
Potential Leak Sources.
Potential Leak Sources (Inspector to Note):a) Valve leakby and
test connection threaded fitting leaks (worn) are the # 1 cause of
failed tests*.
* Closed valves used as a test limit are never assumed to be
"passing" water. Verify no other leaks
* Closed valves in the test manifold are checked and replaced if
they "pass", verify no other leaks
* Threaded pressure hose connections wear out & need
frequent replacement. Most common leak.
b) Valve packing leaks are very often found with NO* noticeable
test pressure drop (in hot weather)
*The normal test pressure rise due to sun-heated piping is not
seen, but negated by packing leak.
c) Flanges with small leaks are hard to find. Check low points
by hand*patting & use mirror/light.*A sheet of dry paper can be
patted against lowest periphery of the flange. Watch for sharp
edges!
d) Threaded joints* are checked closely (leaks are common with
inadequate thread engagement).
*Seal welded threaded joints often leak. Best technique is close
visual checks with mirror & hand.
e) Socket welds (GTAW & SMAW process) can leak through tiny
pores caused by oil contamination.
f) Butt weld leaks are rare & 100% through-wall porosity is
often the culprit.
g) Telltale hole leakage (stanchion legs, dummy legs, repads) is
thru attachment welds*
* Attachment welds to pressure boundary can burn through &
create thru-wall defects that leak
h) Pipe/Fitting manufacturing defects cause thru-wall leaks.
There is a variety of common defects*
* Seams, laps, slugs, delaminations, pinholes, tears, shuts and
thread defects (torn, flat, etc)
6. Leakage Evidence or questionable leakage (also check gage
pressure) is always investigated
Investigate Leakage Evidence (Inspector to Note):
1) Visually attempt to determine the exact source* of leakage
evidence (except for obvious leaks)* Never Assume Leakage Evidence
is local. The source may be another line (Know the Effects of
Gravity).
* Never Assume water present means a test system leak. (Filling
Leak Repaired, another source)
* Assess leakage evidence carefully by a detailed visual
inspection/observation method:
* Check test gage or have a test crew member return & check
the gage for obvious pressure drop
* Never assume because pressure hasn't dropped that a leak does
not exist (hot weather effect)
2) Approach the area with caution. Assess the evidence. Is the
leak ACTIVE? (Obviously wet or dripping)
3) If yes, wipe the area dry & wait a few seconds (on
further leaks, mark the location & move on)
4) If not obvious, but a leak is suspected, wipe area dry &
wait 60* seconds. Use Hand/dry paper!
* Ascertain a leakage rate (in drops/minute). Move on and
complete the remainder of test.
PROBLEM
5) Test crews often struggle with small leaks & use a
pressure gage as their acceptance criteria*.
REASON = INSPECTOR IS LIKELY ACCEPTING TESTS BASED ON GAUGE
RESULTS ALONE
SOLUTION = AWARENESS
6) Any Leakage found (rate) on unsuccessful tests is entered in
Test Report "Remarks/Comment" Section
Example: Retest OK (no leaks at test pressure) after minor valve
packing leaks (2 drops/minute) repaired
NEVER ASS/U/ME A TEST RESULT BASED
ON THE TEST GAUGE ALONE
Page 4 of 9
-
7/29/2019 SAIC-A-2015 Rev 2
5/9
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff -
December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR
NUMBER
Visual Inspection at Test Pressure SAIC-A-2015 1-Dec-06
PIPE-
Attachment 4 - SAES-L-150 Pressure Testing Application &
Insp7 Plant Piping Applications
7.1 Unless limited by flanges, valves or other component in the
line or specified in paragraph 7.4 below, the
hydrostatic strength test pressure for every section of new
constructed line shall produce a hoop stress in the pipe
of 90% of the specified minimum yield strength (SMYS) at the
test temperature. The test pressure shall be
calculated based on the pipe nominal wall thickness less the
mill tolerance (manufacturer's minus tolerance). The
test pressure shall not be less than the minimum test pressure
per ASME B31.3 paragraph 345.4.2.
7.2 Except where specified in 7.4 of this standard, the test
pressure shall be maintained for a sufficient time, but
shall not be less than 30 minutes, to determine that there are
no leaks. (Item A3 of this Checklist)
7.3 All joints including welded shall be left exposed for visual
leak detection during strength test. External coating
and priming of such joints are not allowed unless approved by
Manager of Inspection Department and the proponent\
Organization representative. The pipe itself can be externally
primed and coated to a final coat.
7.4 Following are specific cases of exemptions to either or both
of 7.1 and 7.2 of this standard (Item A4):
7.4.1 Lube and seal oil piping shall be pressure tested with its
own fluid. The test pressure shall be 1.5 times the
design pressure or 690 kPa (ga) (100 psig) whichever is the
greater. Test duration shall be in accordance with 7.2.
7.4.2 Underground process piping shall be tested prior to
backfilling. The test pressure shall be maintained for a
minimum of 2 hours while the joints are inspected for leakage.
If for justifiable safety reasons the line must be back-
filled, then the joints shall remain exposed during testing,
otherwise the test shall be a 24 hour recorded test. Thetest
pressure is in accordance with 7.1.
7.4.3 Flare lines 24-inch NPS and larger* with a design pressure
of 517 kPa (ga) (75 psig) or lower may be
pneumatically strength tested in accordance with paragraph 345.5
of ASME B31.3.
* Note: Portions of this line may be smaller than 24" and extend
to isolation valves downstream of PZVs, etc
7.4.4 Piping in vacuum service shall be pressure tested to 1.5
times the differential external pressure not less
than 100 kPa (ga) (15 psig). Test duration shall be in
accordance with 7.2.
7.4.5 Service test is acceptable for the following per L-150,
Para. 7.4.5 (Threaded Joints)a) Plant utility piping in air &
inert gas services with designed pressure & equal to less than
035 kPa (ga) (150 psig).
b) Low pressure steam piping designed for 60 psig or less.
INSPECTION SHALL REFER TO SAIC-L-2015 CHECKLIST FOR THREADED
JOINTS AS APPLICABLE.
7.5 For revalidation purposes of existing plant piping, test
pressure shall be minimum req'd by ASME B31.3.
Actual piping wall thickness and flange rating shall be taken
into consideration when calculating the test pressure.8 Pressure
Testing of Pipelines
This section defines specific requirements (such as test
pressure, duration, etc.) for pressure testing of pipelines.
8.1 Unless limited by flanges or valves in the line, hydrostatic
strength test pressure for every section of newly
constructed pipelines shall be calculated to produce a hoop
stress of 90% of the SMYS of the pipe material based
on the nominal wall thickness. The test pressure at the lowest
point of the pipeline, considering hydrostatic head,
shall not result in a hoop stress greater than the SMYS.
Strength test pressure shall be maintained for 2 hours.
8.2 The strength test temperature shall not result in a combined
longitudinal stress (calculated based on 0.7 hoop
stress at the test pressure plus temperature stress plus bending
stress) exceeding the SMYS.
8.3 Tightness test shall be conducted at 95% of strength test
pressure, immediately after completing strength test.
Tightness test pressure shall be maintained as long as req'd for
inspector to examine all exposed joints.
A 24-hour recorded tightness testshall be applied when the
pipeline is buried or insulated, or is partially
buried or insulated for more than 300 m (1000 ft) or 10% of its
total length whichever is less.
11.3 Where pressure variations due to test water temperature
changes occur, such as in cross-country pipelines,
thermocouples shall be installed to obtain accurate pipe metal
temperature measurements to determine the
acceptance of the pressure test. Chairman of the Piping
Standards Committee in Consulting Services Department
shall be consulted for any deviations on the 24 hour pressure
chart.
8.4 Existing pipelines if subjected to revalidation pressure
testing, the test pressure shall be minimum of 1.25 times
the MAOP for pipelines with 0.6 and 0.72 design factors; and
shall be minimum of 1.4 times the MAOP for pipelines
with 0.4 and 0.5 design factors. The actual pipe wall thickness
and flange rating shall be taken into consideration
when calculating the test pressure.
For Pipelines, The results of the latest (new) pressure testing
shall be documented in the "Safety Instruction Sheet".
PIPELINE PRESSURE VARIATIONS (TEMPERATURE VARIATIONS)
Page 5 of 9
-
7/29/2019 SAIC-A-2015 Rev 2
6/9
C) Final at 100% of test pressure with test pump disconnected =
Complete visual inspection during fullsystem walkdown for leaks by
all Inspectors & Witnesses. (SA Inspector Witnesses &
Accepts/Rejects test)
See Attachment 2 for Efficiency related to testing and
inspection of small systems.
Weld joint leaks are repaired (approved welding repair
procedure)
Plant Piping Pressure Tests with fluids (Strength & Service
tests) are staged with inspection as follows:
PRESSURE DROPS (GAUGE READINGS) - SURVEILLANCE OF TESTING REPAIR
MEETHODS
Valve stem packings are tightened to stop leaks (Caution: Watch
for uneven Packing Gland flange adjustment)
Threaded joint leaks are repaired (seal welded or reworked)
Note: Often Valves arrive from manufacturer with uneven packing
gland flanges. Adjustment/repair may be needed.
and repaired by approved methods in procedures as follows:
Flanged connections can be retorqued to maximum torque value
A) Preliminary leak check at 50% of test pressure = complete
visual to check for leaks. (Contractor)
B) Twenty per cent stage increase thereafter = visual inspection
for leaks as evidenced by no noticeable
pressure drop at test gage. Note Filling & Venting Practices
& Efficiency
1-Dec-06
Attachment 1 - Pressure Testing Details
PIPE-
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff -
December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR
NUMBER
Weld joint leaks are repaired (approved welding repair
procedure)After repairs, pressurize system & repeat the entire
walkdown, never assume all leaks are repaired.
Visual Inspection at Test Pressure
On return to test manifold & taped gage after preliminary
walkdowns, any drop (noticeable) in pressure must be
accounted for by the Inspector. The test does not proceed to a
higher pressure until all leaks are repaired
SAIC-A-2015
SEE ATTACHMENT 3 FOR WALKDOWN TECHNIQUES DURING FINAL PRESSURE
TESTING (ACCEPTANCE)
Recommendation: Test crews dedicated solely to set-up, filling
and other preparation should be utilized.
Hydrotest Filling & Venting Practices (Efficiency)1.
PRESSURE TESTING IS ALWAYS CRITICAL PATH ON MAJOR PROJECTS
3. ROOT CAUSE OF THE INEFFICIENCY IS PRIMARILY POORLY TRAINED
TEST CREWS AND INSPECTORS.
BACKGROUND INFORMATION: Thousands of Manhours are lost due to
test failures (retest required) when poorly
Trapped air is usually adequately displaced when a solid flow or
stream of water is observed coming out of the vent.
7. TEST CREWS SHALL PERFORM FINAL FILL SLOWLY AFTER FLUID LEVELS
DROP AT OPEN VENTS.
Filling may be done by hand or pump as experience dictates. See
Criteria below. Task crews for safety & efficiency.
2. COMPANY HAS IDENTIFIED PRESSURE TESTING INEFFICIENCY AS A
MAJOR OBSTACLE TO SUCCESS.
8. INSPECTION SHALL EVALUATE EFFICIENCY & ASSURE BEST
PRACTICES TO MINIMIZE RETESTS.
4. QUALITY MANAGERS & THEIR INSPECTORS ARE TASKED TO ASSURE
BEST & EFFICIENT PRACTICES.
5. WHEN POSSIBLE, MULTIPLE TEST PACKAGES ARE COMBINED INTO ONE
TEST. DOCUMENT SET-UP.
6. TEST CREWS SHALL ALLOW ADDITIONAL TIME (EFFECTIVELY VERIFIED)
FOR TRAPPED AIR TO VENT.
CRITERIA: On initial pressurization, pressure holds AFTER
equalization at 50% test pressure. Gauge drops
indicate a leak (acceptable for efficiency) or "inefficient"
test crews leaving air in lines (unacceptable).
Note: Gauges that hold pressure at 50% of test pressure almost
always pass. Contact SA after lines show a
successful result at 50% initial pressurization stage for
efficiency. Communication issue (cell, radio, etc)
waste the valuable time of others (Ops, Inspection, SAPMT, PID,
etc) when tests fail to hold pressure.
trained test crews rush during filling. Assure proper venting of
air & a slow final fill technique. Efficiency is critical.
Training regarding proper filling and venting techniques shall
be identified for inefficient test crews who
Page 6 of 9
-
7/29/2019 SAIC-A-2015 Rev 2
7/9
LARGER SYSTEMS, ESP. WHERE CLIMBING IS REQUIRED, REQUIRED
COORDINATED INSP EFFORTS.
PRACTICE IS RECOMMENDED FOR PRESSURE TESTING PROCEDURES &
IMMEDIATE IMPLEMENTATION.
WHEN HARD TAPE EVIDENCE IS AFFIXED INTO TEST REPORTS. IT
ELIMINATES THE NEED FOR 100% SAPRESENCE AT ALL TEST SITES FOR THE
ENTIRE TEST DURATION. ALSO, ON VERBAL APPROVAL, AFTER
CONFIDENCE IS OBTAINED THAT TECHNIQUE IS EFFICIENT, START TIMES
DO NOT WAIT ON COMPANY.
IN ALL CASES, THE TEST IS TERMINATED WHEN INSPECTORS COMPLETE
THEIR EXAMINATIONS.
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR
NUMBER
Attachment 2 - Efficient Practice For Acceptance of Pressure
Tests
5. WHEN POSSIBLE, SAVE TIME DURING PRESSURE TESTING SET-UP &
PRODUCTION AS FOLLOWS:
1-Dec-06 PIPE-
The QC Inspector or test crew supervisor match marks the test
pressure (on equalization at 50%) and
Verifies the test is ready to proceed to the next stage. Company
is informed that their witness is needed.
Note: Any pressure drop indicates liklihood of trapped air or
leakage as per Attachment 1 (identify the
EFFICIENT TEST PRACTICE (USE TAPE ON GAUGES)
3. ROOT CAUSE OF THE INEFFICIENCY IS PRIMARILY POORLY TRAINED
TEST CREWS AND INSPECTORS.2. COMPANY HAS IDENTIFIED PRESSURE
TESTING INEFFICIENCY AS A MAJOR OBSTACLE TO SUCCESS.
4. QUALITY MANAGERS & THEIR INSPECTORS ARE TASKED TO ASSURE
BEST & EFFICIENT PRACTICES.
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff -
December 2005) Rev 2 31-Dec-05
Visual Inspection at Test Pressure SAIC-A-2015
Test reaches 100% of test pressure. Allow adequate equalization
time. Note exact start time & notify SA*.
*QC Inspector match marks the pressure gauge needle & writes
the start time on the tape (30 minute test).
Note: Usually, only a few minutes are required for most
walkdowns. At the test conclusion, the time the
test ended is written down on the tape & the Inspector
Initials/Dates/Accepts & affixes tape into test report.
THIS IS FOR ROUTINE PLANT PIPING PRESSURE TESTS (30-MINUTE
TESTS) ON SMALL SYSTEMS.
b) Minimize time required for Outside Parties (SAPMT, PID,
Proponent, etc) to attend Pressure Testing.
c) Implement an easy to perform and easy to document practice of
"tape" application on test gauges.
1. PRESSURE TESTING IS ALWAYS CRITICAL PATH ON MAJOR
PROJECTS
a) Ensure Efficient Test Crew Practices as outlined in
Attachment 1. Retrain any crews who are inefficient.
cause of the pressure drop BEFORE proceeding, checking valve
stems, fittings, valve seat leakby, etc ).
d) Mimimize time waiting on Project Inspection/SAPMT to ABSOLUTE
ZERO as follows for 30-minute tests:
1) Notify SA that day (at agreed upon intervals) of the test
packages likely to be ready for testing.
FOLLOW THESE GENERAL GUIDELINES (DETAILS AS AGREED UPON IN
PROJECTS)
END RESULT WILL BE IMPROVED EFFICIENCY AND LESS TIME ACHIEVING
PASSING PRESSURE TESTS.
PACKAGE CONTROL IS CRITICAL FOR EFFICIENCY. LATER, SIGNATURES
ARE OBTAINED EASILY LATER
COMPANY WITNESS ALSO INITIALS/DATES/ACCEPTS TEST ON THE TAPE
AFFIXED INTO TEST REPORT.
At this time, SA (SAPMT, PID, etc) is notified that the test is
ready to begin if they are not already present.
2) Notify SA Witness (PMT, PID) exactly when 50% test pressure
holds "after equalization". (Cell, Radio)
Technique: QC Inspector has applied a strip of tape (to be later
affixed into the test report) on test gauge.
This can be the plain vanilla colored tape approximately 25 mm
wide by 50 mm long that allows marking.
Page 7 of 9
-
7/29/2019 SAIC-A-2015 Rev 2
8/9
Potential Leak Sources (Inspector to Note):
e) Socket welds (GTAW & SMAW process) can leak through tiny
pores caused by oil contamination.
f) Butt weld leaks are rare & 100% through-wall porosity is
often the culprit.
g) Telltale hole leakage (stanchion legs, dummy legs, repads) is
thru attachment welds*
* Ensure good walkdown practice. Check valve stems, threads,
flanges & low points very closely.
Never assume a test result based on the test gauge. Visually
examine the entire pressure boundary methodically.3. Relief valves
(set 5% above test pressure) can pop and lower test pressures
(nullify test results)
1. Test pressures rise steadily and very noticeably due to rise
in pipe surface temps during Summer.
5. Always account for noticeable drops in test pressures. See
Potential Leak Sources.
* Check test gage or have a test crew member return & check
the gage for obvious pressure drop
* Assess leakage evidence carefully by a detailed visual
inspection/observation method:
* Never Assume water present means a test system leak. (Filling
Leak Repaired, another source)
d) Threaded joints* are checked closely (leaks are common with
inadequate thread engagement).
*Seal welded threaded joints often leak. Best technique is close
visual checks with mirror & hand.
*Efficiency is needed to complete exams as quickly as possible
without rushing through inspection.
4. In hot weather, ensure careful bleedoff in inspection
presence. Maintain minimum test pressure.
Visual Inspection at Test Pressure SAIC-A-2015 1-Dec-06
Attachment 3 - Walkdown Inspection Techniques
PIPE-
Hot Weather Effect & Test Interpretations (Inspector to
Note):
2. Test pressure at gage can remain the same and even rise
slightly with very small leaks*
SAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff -
December 2005) Rev 2 31-Dec-05
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR
NUMBER
4) If not obvious, but a leak is suspected, wipe area dry &
wait 60* seconds. Use Hand/dry paper!
* Never assume because pressure hasn't dropped that a leak does
not exist (hot weather effect)
2) Approach the area with caution. Assess the evidence. Is the
leak ACTIVE? (Obviously wet or dripping)
3) If yes, wipe the area dry & wait a few seconds (on
further leaks, mark the location & move on)
* Attachment welds to pressure boundary can burn through &
create thru-wall defects that leak
Investigate Leakage Evidence (Inspector to Note):
h) Pipe/Fitting manufacturing defects cause thru-wall leaks.
There is a variety of common defects*
* Seams, laps, slugs, delaminations, pinholes, tears, shuts and
thread defects (torn, flat, etc)
6. Leakage Evidence or questionable leakage (also check gage
pressure) is always investigated
NEVER ASS/U/ME A TEST RESULT BASED
ON THE TEST GAUGE ALONE
SOLUTION = AWARENESS
REASON = INSPECTOR IS LIKELY ACCEPTING TESTS BASED ON GAUGE
RESULTS ALONE
1) Visually attempt to determine the exact source* of leakage
evidence (except for obvious leaks)* Never Assume Leakage Evidence
is local. The source may be another line (Know the Effects of
Gravity).
* Ascertain a leakage rate (in drops/minute). Move on and
complete the remainder of test.
5) Test crews often struggle with small leaks & use a
pressure gage as their acceptance criteria*.
PROBLEM
Example: Retest OK (no leaks at test pressure) after minor valve
packing leaks (2 drops/minute) repaired
6) Any Leakage found (rate) on unsuccessful tests is entered in
Test Report "Remarks/Comment" Section
c) Flanges with small leaks are hard to find. Check low points
by hand*patting & use mirror/light.*A sheet of dry paper can be
patted against lowest periphery of the flange. Watch for sharp
edges!
a) Valve leakby and test connection threaded fitting leaks
(worn) are the # 1 cause of failed tests*.
* Closed valves used as a test limit are never assumed to be
"passing" water. Verify no other leaks
* Closed valves in the test manifold are checked and replaced if
they "pass", verify no other leaks
* Threaded pressure hose connections wear out & need
frequent replacement. Most common leak.
b) Valve packing leaks are very often found with NO* noticeable
test pressure drop (in hot weather)
*The normal test pressure rise due to sun-heated piping is not
seen, but negated by packing leak.
Page 8 of 9
-
7/29/2019 SAIC-A-2015 Rev 2
9/9
test pressure is in accordance with 7.1.
minimum of 2 hours while the joints are inspected for leakage.
If for justifiable safety reasons the line must be back-
filled, then the joints shall remain exposed during testing,
otherwise the test shall be a 24 hour recorded test. The
and priming of such joints are not allowed unless approved by
Manager of Inspection Department and the proponent\
Organization representative. The pipe itself can be externally
primed and coated to a final coat.
7.4 Following are specific cases of exemptions to either or both
of 7.1 and 7.2 of this standard (Item A4):
7.4.1 Lube and seal oil piping shall be pressure tested with its
own fluid. The test pressure shall be 1.5 times the
PIPELINE PRESSURE VARIATIONS (TEMPERATURE VARIATIONS)
Actual piping wall thickness and flange rating shall be taken
into consideration when calculating the test pressure.
when calculating the test pressure.
with 0.4 and 0.5 design factors. The actual pipe wall thickness
and flange rating shall be taken into consideration
constructed pipelines shall be calculated to produce a hoop
stress of 90% of the SMYS of the pipe material based
on the nominal wall thickness. The test pressure at the lowest
point of the pipeline, considering hydrostatic head,
buried or insulated for more than 300 m (1000 ft) or 10% of its
total length whichever is less.
the MAOP for pipelines with 0.6 and 0.72 design factors; and
shall be minimum of 1.4 times the MAOP for pipelines
8.4 Existing pipelines if subjected to revalidation pressure
testing, the test pressure shall be minimum of 1.25 times
For Pipelines, The results of the latest (new) pressure testing
shall be documented in the "Safety Instruction Sheet".
A 24-hour recorded tightness testshall be applied when the
pipeline is buried or insulated, or is partially
8.3 Tightness test shall be conducted at 95% of strength test
pressure, immediately after completing strength test.
Tightness test pressure shall be maintained as long as req'd for
inspector to examine all exposed joints.
7.5 For revalidation purposes of existing plant piping, test
pressure shall be minimum req'd by ASME B31.3.
INSPECTION SHALL REFER TO SAIC-L-2015 CHECKLIST FOR THREADED
JOINTS AS APPLICABLE.
7.4.3 Flare lines 24-inch NPS and larger* with a design pressure
of 517 kPa (ga) (75 psig) or lower may be
pneumatically strength tested in accordance with paragraph 345.5
of ASME B31.3.
* Note: Portions of this line may be smaller than 24" and extend
to isolation valves downstream of PZVs, etc
This section defines specific requirements (such as test
pressure, duration, etc.) for pressure testing of pipelines.
8.1 Unless limited by flanges or valves in the line, hydrostatic
strength test pressure for every section of newly
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR
NUMBERSAUDI ARAMCO ID/PID - 18-MAY-05 - REV 0 (Standards Cutoff -
December 2005) Rev 2 31-Dec-05
7 Plant Piping Applications
hydrostatic strength test pressure for every section of new
constructed line shall produce a hoop stress in the pipe
of 90% of the specified minimum yield strength (SMYS) at the
test temperature. The test pressure shall be
calculated based on the pipe nominal wall thickness less the
mill tolerance (manufacturer's minus tolerance). The
Visual Inspection at Test Pressure SAIC-A-2015 1-Dec-06
Attachment 4 - SAES-L-150 Pressure Testing Application &
Insp
PIPE-
than 100 kPa (ga) (15 psig). Test duration shall be in
accordance with 7.2.
7.4.5 Service test is acceptable for the following per L-150,
Para. 7.4.5 (Threaded Joints)a) Plant utility piping in air &
inert gas services with designed pressure & equal to less than
035 kPa (ga) (150 psig).
b) Low pressure steam piping designed for 60 psig or less.
test pressure shall not be less than the minimum test pressure
per ASME B31.3 paragraph 345.4.2.
7.1 Unless limited by flanges, valves or other component in the
line or specified in paragraph 7.4 below, the
7.2 Except where specified in 7.4 of this standard, the test
pressure shall be maintained for a sufficient time, but
shall not be less than 30 minutes, to determine that there are
no leaks. (Item A3 of this Checklist)
design pressure or 690 kPa (ga) (100 psig) whichever is the
greater. Test duration shall be in accordance with 7.2.
7.4.2 Underground process piping shall be tested prior to
backfilling. The test pressure shall be maintained for a
11.3 Where pressure variations due to test water temperature
changes occur, such as in cross-country pipelines,
thermocouples shall be installed to obtain accurate pipe metal
temperature measurements to determine the
acceptance of the pressure test. Chairman of the Piping
Standards Committee in Consulting Services Department
shall be consulted for any deviations on the 24 hour pressure
chart.
7.3 All joints including welded shall be left exposed for visual
leak detection during strength test. External coating
stress at the test pressure plus temperature stress plus bending
stress) exceeding the SMYS.
8.2 The strength test temperature shall not result in a combined
longitudinal stress (calculated based on 0.7 hoop
shall not result in a hoop stress greater than the SMYS.
Strength test pressure shall be maintained for 2 hours.
8 Pressure Testing of Pipelines
7.4.4 Piping in vacuum service shall be pressure tested to 1.5
times the differential external pressure not less
Page 9 of 9
![Science Applications International Corporation (SAIC ... · PDF fileScience Applications International Corporation (SAIC) [NYSE: SAIC] ... Science Applications International Corporation](https://img.pdfslide.us/doc/110x75/5ab54bee7f8b9a6e1c8ca2a2/science-applications-international-corporation-saic-applications-international.jpg)