Upload
obed-ramirez
View
222
Download
0
Embed Size (px)
Citation preview
8/19/2019 revista aws 03-16
1/141
8/19/2019 revista aws 03-16
2/141
PUBLISHED BY THE AMERICAN WELDING SOCIETY TO ADVANCE THE SCIENCE, TECHNOLOGY, AND APPLICATION OF WELDING
AND ALLIED JOINING AND CUTTING PROCESSES WORLDWIDE, INCLUDING BRAZING, SOLDERING, AND THERMAL SPRAYING
MARCH 2016
8/19/2019 revista aws 03-16
3/141For Info, go to www.aws.org/ad-index
8/19/2019 revista aws 03-16
4/141
For Info, go to www.aws.org/ad-in
8/19/2019 revista aws 03-16
5/141For Info, go to www.aws.org/ad-index
8/19/2019 revista aws 03-16
6/141
*30 Measuring Laser Beam Welding Power Usingthe Force of Light
A novel optical laser-power measurement technique improves accuracy in real time — P. Williams et al.
36 ArtPrize Sparks Creativity in Metal Sculptors One of the largest art competitions in the country
has plenty of welded art on display — A. Babinskiand M. R. Johnsen
44 Rethinking Tubes and Laser Welding Tubes created from sheet metal offer the tight fit
needed in laser welding — B. Thompson
48 Shining Laser Light on Jewelry Design Low heat input and precision accuracy make laser
welding a growing choice for jewelers — A. Babinski
54 Using a Welding Robot for Small-Batch Production A comparison study shows robotic welding can
save time even for the short run — P. Berčík et al.
MARCH 2016 / WELDING JOURNAL 3
CONTENTS
77-s Resistance Spot Weldability of DeformedTRIP800 Steel
Shear strength, button geometry, indentation,and hardness were all evaluated in the weldabilityof advanced high-strength steel — H. E. Emre et al.
86-s Chromium Emissions during Welding in anAluminum Shipbuilding Environment
Soluble and insoluble concentrations of hexavalentchromium were studied for whether they exceededOSHA regulatory limits — T. N. McManus et al.
93-s Current-Independent Metal Transfer by Using
Pulsed Laser Irradiation Part 1: System and
Verification Pulsed laser technology is shown to control metal
transfer and avoid wasting laser energy J. Xiao et al.
101-s Workpiece Positioning during Magnetic Pulse
Welding of Aluminum-Steel Joints
The collision angle, collision velocity, and radialimpact velocity were investigated for optimummagnetic pulse welding — A. Lorenz et al.
WELDING RESEARCH SUPPLEMENT
March 2016 • Volume 95 • Number 3
FEATURES
30
44
48
54
36
8/19/2019 revista aws 03-16
7/141
6 Editorial
8 Press Time News
10 International Update
12 News of the Industry
16 Business Briefs
18 Stainless Q&A20 RWMA Q&A
24 Product & Print Spotlight
60 Coming Events
66 Certification Schedule
68 Welding Workbook
71 Society News
72 Tech Topics
75 Section News
86 Guide to AWS Services88 Personnel
101 Classifieds
102 Advertiser Index
OFFICERSPresident David L. McQuaid D. L. McQuaid and Associates, Inc.
Vice President John R. Bray Affiliated Machinery, Inc.
Vice President Dale Flood Tri Tool, Inc.
Vice President Thomas J. Lienert Los Alamos National Laboratory
Treasurer Carey ChenCincinnati, Inc.
Executive Director Ray W. Shook American Welding Society
DIRECTORS
T. Anderson (At Large), ITW Welding North AmericaU. Aschemeier (Dist. 7), Subsea Global SolutionsD. J. Burgess (Dist. 8), Alstom Power
D. A. Desrochers (Dist. 1), Old Colony RVTHSD. L. Doench (At Large), Hobart Bros. Co.D. K. Eck (At Large), Praxair Distribution, Inc.K. Fogleman (Dist. 16), ConsultantP. H. Gorman (Dist. 20), Sandia National Laboratories
S. A. Harris (Dist. 4), Altec Industries J. Knapp (Dist. 17), ConsultantM. Krupnicki (Dist. 6), Mahany Welding SupplyD. J. Landon (Past President), Vermeer Mfg. Co.
S. Lindsey (Dist. 21), City of San DiegoD. E. Lynnes (Dist. 15), Lynnes Welding TrainingC. Matricardi (Dist. 5), Welding Solutions, Inc.S. M. McDaniel (Dist. 19), Big Bend Community College
W. R. Polanin (At Large), Illinois Central CollegeR. L. Richwine (Dist. 14), Ivy Tech State CollegeD. J. Roland (Dist. 12), Airgas USA, LLC,
North-Central Region
R. W. Roth (At Large), RoMan ManufacturingM. Sebergandio (Dist. 3), CNH AmericaK. E. Shatell (Dist. 22), Pacific Gas & Electric Co.
M. Sherman (Dist. 10), SW&E, LLC
M. Skiles (Dist. 9), ConsultantW. J. Sperko (At Large), Sperko Engineering Services
J. Stoll (Dist. 18), The Bohler Welding Group U.S.
H. W. Thompson (Dist. 2), UL, Inc.R. P. Wilcox (Dist. 11), Consultant J. A. Willard (Dist. 13), Kankakee Community College
D. R. Wilson (Past President), Welldean Enterprises
WELDING JOURNAL
Publisher — Andrew Cullison
EditorialEditorial Director Andrew CullisonEditor Mary Ruth JohnsenAssociate Editor Kristin Campbell Assistant Editor Melissa GomezAssistant Editor Annik Babinski Peer Review Coord. Sonia Aleman
Publisher Emeritus Jeff Weber
Design and ProductionProduction Manager Zaida ChavezSr. Production Coordinator Brenda FloresManager of International Periodicals andElectronic Media Carlos Guzman
AdvertisingSr. Advertising Sales Exec. Sandra JorgensenSr. Advertising Sales Exec. Annette DelagrangeManager of Sales Operations Lea PanecaSr. Advertising Production Manager Frank Wilson
Subscriptions
Subscriptions Representative Evelyn [email protected]
MARKETING ADVISORY COUNCIL
(MAC)
D. L. Doench, Chair, Hobart Brothers Co.S. Bartholomew, Vice Chair, ESAB Welding
& Cutting Prod.Lorena Cora, Secretary, American Welding SocietyD. Brown, Weiler BrushC. Coffey, Lincoln ElectricD. DeCorte, RoMan ManufacturingS. Fyffe, Astaras, Inc.D. Levin, AirgasR. Madden, Hypertherm
D. Marquard , IBEDA Superflash J. F. Saenger Jr., ConsultantS. Smith, Weld-Aid Products
D. Wilson, Welldean Enterprises J. N. DuPont , Ex Off., Lehigh UniversityL. G. Kvidahl , Ex Off., Northrop Grumman
Ship SystemsD. J. Landon, Ex Off., Vermeer Mfg.S. P. Moran, Ex Off., Weir American HydroE. Norman, Ex Off., Southwest Area Career CenterR. G. Pali , Ex Off., J. P. Nissen Co.N. Scotchmer , Ex Off., Huys IndustriesR. W. Shook , Ex Off., American Welding Society
American Welding Society
8669 NW 36 St., # 130, Miami, FL 33166-6672
(305) 443-9353 or (800) 443-9353
On the cover: Laser welding with a process sensor system for high-preci-sion joint monitoring is shown herewith a CO2 laser. (Courtesy of TRUMPF,Inc., Farmington, Conn.)
Welding Journal (ISSN 0043-2296) is published monthly bythe American Welding Society for $120.00 per year in the UnitedStates and possessions, $160 per year in foreign countries: $7.50per single issue for domestic AWS members and $10.00 per singleissue for nonmembers and $14.00 single issue for international.American Welding Society is located at 8669 NW 36th St., # 130,Miami, FL 33166-6672; telephone (305) 443-9353. Periodicalspostage paid in Miami, Fla., and additional mailing offices. POST-MASTER: Send address changes to Welding Journal, 8669 NW36th St., # 130, Miami, FL 33 166-6672. Canada Post: PublicationsMail Agreement #40612608 Canada Returns to be sent toBleuchip International, P.O. Box 25542, London, ON N6C 6B2,Canada.
Readers of Welding Journal may make copies of articles forpersonal, archival, educational or research purposes, and whichare not for sale or resale. Permission is granted to quote from arti-cles, provided customary acknowledgment of authors and sourcesis made. Starred (*) items excluded from copyright.
Copyright © 2016 by American Welding Society in bothprinted and electronic formats. The Society is not responsible forany statement made or opinion expressed herein. Data and infor-mation developed by the authors of specific articles are for infor-mational purposes only and are not intended for use without inde-pendent, substantiating investigation on the part of potential users.
DEPARTMENTS
WELDING JOURNAL / MARCH 20164
8/19/2019 revista aws 03-16
8/141
For Info, go to www.aws.org/ad-index
8/19/2019 revista aws 03-16
9/141
A new edition of the American Associa-tion of State Highway and TransportationOfficials (AASHTO)/American Welding So-ciety (AWS) D1.5, Bridge Welding Code, waspublished last fall. The code changes were huge — most no-tably, the code features significant improve-ments to welding procedure qualificationrules and a new nondestructive examina-tion method. Years of experience under the codedemonstrated the time was ripe to update anumber of qualification rules. First, agroove weld qualification plate is no longerrequired for single-pass fillet weld proce-
dures. This means it will no longer be neces-sary to dial fillet welding parameters away from optimal settings to settings intendedfor groove welds just to pass a test. Further,there will be more f lexibility in use of fillet-weld designed consumables, such as activefluxes for submerged arc welding. Alloys inactive fluxes react with voltage to improveweld metal strength; however, in multipasswelds, the alloys build up and make the weldbrittle, so the code’s groove weld test hadthe unintended consequence of precludingsome of the best techniques available for fil-
let welding. Rules for the heat input and productionprocedure qualification methods have alsobeen tuned. The intent of the heat inputmethod is that an acceptable range of weld-ing parameters based on heat input can bequalified by testing. The heat input windowcan be created by testing either the maxi-mum and minimum heat input to be used,or just by testing the maximum to be usedand then staying within 60% of the test val-ue. Additional amperage and voltage con-straint restrictions narrowed these win-dows, but experience demonstrated the ad-ditional restrictions were not warranted;these have been removed, thus returningthe flexibility originally intended with theheat input method. In the production procedure method, theactual parameters to be used in the work aretested (as opposed to testing to create aheat-input based operating window). Thepremise of this method is that any settingscould be used provided they could pass test-ing, except that the code imposed additionallimits on amperage, electrode diameter, and
layer thickness. Years ago, when they wereadopted, these limits more closely reflectedthe state of the art at that time. But tech-nology has changed; hence, the lifting of these code restrictions will facilitate innova-tion while procedure testing continues toensure that weld strength, toughness, andsoundness are maintained. Technology in nondestructive examina-tion is also advancing, and by way of a newannex, the new code adopts optional phasedarray ultrasonic testing (PAUT) to keep up.This is a highly sophisticated and powerfulform of ultrasonic testing. To use it, a scan-ning plan is developed for the joint to be
tested, and a block tailored to the joint isused for calibration. This offers significantadvantages over traditional methods — giv-en it is much faster, more thorough, andmore repeatable — plus with encoding, itprovides a permanent digital record of thetest that can be reevaluated at any time. Owners have already begun adopting thistesting for general improvement or to ad-dress particularly challenging weld joints.Research sponsored by the National Cooper-ative Highway Research Program is under-way to discover better ways to take advan-
tage of it, possibly to include fit-for-serviceevaluation and acceptance. Hence, adoptionof the new PAUT annex is just the first pro-gressive step toward much-improved quality and value in nondestructive examinationunder D1.5. With the new code, our community takesgreat steps forward in welding procedurequalification and nondestructive examina-tion, and further advances lie ahead. Thecode committee’s strategic plan envisionsstructural tube welding, digital radiography,new welding processes, and new materialsin the code’s future. Further, the committeewill continue to work diligently to improvethe code’s accuracy and clarity, and to keepit up to speed with the state-of-the-art infabrication technology. As vice chair of the committee, I inviteyou to come along: Use the code, providefeedback, and consider getting involved incommittee activities. As welding revolution-ized bridges, let’s work together to continueadvancing state of the art processes, andachieve the best possible quality and valuein steel bridges fabricated under the code.
EDITORIAL
How the New Bridge Welding Code =Great Steps Forward
WELDING JOURNAL / MARCH 20166
Ronnie Medlock Vice chair, AASHTO/AWS D1J
Subcommittee onBridge Welding
“With the newcode, our commu-
nity takes great
steps forward in
welding procedurequalification andnondestructive ex-
amination, and
further advances
lie ahead.”
W J
8/19/2019 revista aws 03-16
10/141
For Info, go to www.aws.org/ad-index
8/19/2019 revista aws 03-16
11/141
Lincoln Electric Reveals New Organizational and
Segment Reporting Structure
Lincoln Electric Holdings, Inc., Cleveland, Ohio, has re-cently realigned its organizational and leadership structure.This is to drive greater operational efficiency and furthersupport its 2020 vision and growth strategy.
The company has combined its North America Weldingand South America Welding businesses into “Americas Weld-ing.” This segment will be led by George Blankenship in thenewly created position of executive vice president and presi-dent, Americas Welding. Also, the Europe Welding and Asia Pacific Welding busi-nesses will be combined into “International Welding,” andled by Mathias Hallmann, in the newly created position of senior vice president and president, International Welding. The company will continue to operate and report TheHarris Products Group business separately, which includesits global cutting, soldering, and brazing businesses, as wellas retail channel distribution in the United States.
“We believe our new welding organizational structure willimprove efficiencies by further integrating operational andproduct development processes across regions to betterserve customer needs,” said Christopher L. Mapes, LincolnElectric’s chairman, president, and CEO. The reclassification of historical results into the threenew reportable segments for previously reported periods for2013, 2014, and the 2015 first, second, and third quarterscan be found at ir.lincolnelectric.com.
Laser Welding Symposium Set for March 18
in El Paso, Tex., Open to the Community
As part of a grant awarded to the Medical Center of the Americas Foundation, El Paso, Tex., for the development of career and technical education tracks at Jefferson HighSchool, also in El Paso, that focus on developing a dual-cred-it curriculum for advanced and biomanufacturing, Simon L.Engel, president of HDE Technologies, Inc., Elk Grove, Calif.,and vice chair of the American Welding Society C7C Sub-committee on LaserBeam Welding and Cuting, will be host-ing a one-day laser welding symposium. This event will take place on March 18 at Silva HealthMagnet High School’s auditorium. It’s open to thecommunity, and there’s no charge. To register, visit surveymon-
key.com/r/laserwelding. Angelica Rosales ([email protected] ), operations manager, Medical Center of the AmericasFoundation, is serving as the contact.
The symposium will review industrial lasers and laserwelding technology; current laser welding activities marketinformation in many industries with a focus on medical de-vice manufacture; job descriptions; the status of educationavailable to the currently employed and upcoming genera-tion; and the details/costs of preparing educational coursesthat cover industrial lasers and laser welding technologies. Also, the foundation has a committee of 15–20 local com-munity partners to develop a rigorous science, technology,engineering, and mathematics (STEM) curriculum on ad-
vanced and biomanufacturing in the Paso del Norte region. “The mutual interest by the participating organizationsand individuals to introduce laser welding education to highschool level students may well be a milestone in the laser in-dustry,” said Engel. Upon implementation of the program at Jefferson HighSchool, administrators will be looking at student outcome
data. The goal is to implement a model for a STEM‐basedproject consortium that includes high school, community college, public, and private sectors working toward develop-ing an advanced manufacturing workforce.
FMA Acquires Canadian Metalworking,
Canadian Fabricating & Welding
The Fabricators and Manufacturers Association, Intl.(FMA), Rockford, Ill., has acquired the media brands Canadi-an Metalworking and Canadian Fabricating & Welding from
Annex Business Media, Simcoe, Ont., Canada.
They will be part of FMA Communications Canada, a me-dia subsidiary of FMA, which delivers print and online prod-ucts, plus sponsors in-person events in the United States,Canada, and Mexico. Terms of the sale were not disclosed. In addition, the publications will be run by FMA’s newCanadian subsidiary, FMA Communications Canada. FMA’s existing Canadian brand, Canadian Industrial Ma-chinery, will be transitioned into the two acquired brands. Rob Swan will serve as publisher of Canadian Fabricating & Welding while Rob Colman will be the editor. Current FMA Communications Director of Sales and Marketing, JimGorzek, will serve as publisher of Canadian Metalworking .
Hypertherm Accepting 2016 ‘Spark SomethingGreat’ Educational Grant Applications
Hypertherm, Hanover, N.H., a manufacturer of plasma,laser, and waterjet cutting systems, is accepting applicationsfor its “Spark Something Great” educational grant program.This aims to ensure the next generation of welders/metalfabricators know how to cut and gouge with plasma by mak-ing the newest generation of cutting equipment and stan-dardized instruction available to schools. Applications for2016 are due on or before April 1 with grant decisions com-municated by May 2. For more details, including instruc-
tions and prizes, visit hypertherm.com/plasmaeducation.
Laser Mechanisms Purchases Visotek
Laser Mechanisms, Inc., Novi, Mich., has acquired Vi-sotek, Livonia, Mich., a provider of Smart Laser Tools™ thatsimplify the use of lasers in any environment. The acquisi-tion is expected to complement the company’s core businessof providing laser beam delivery systems. Visotek will con-tinue to operate as an independent entity in support of itsexisting customer base.
PRESS TIME NEWS
WELDING JOURNAL / MARCH 20168
WJ
8/19/2019 revista aws 03-16
12/141For Info, go to www.aws.org/ad-index
8/19/2019 revista aws 03-16
13/141
Thermacore Europe WinsManufacturing Award
Thermacore,Inc., a providerof advancedthermal manage-
ment and mate-rial products an-nounced thatThermacore Eu-rope, based in
Ashington, Unit-ed Kingdom, isthe winner of asilver EEF/Alder-more FutureManufacturing
Award.Thermacore
Europe wasrunner-up forthe Business Efficiency Award, which recognizes the compa-ny’s successful introduction of new operating practices toboost productivity and business performance. The EEF Future Manufacturing Awards are open to all UK manufacturers and businesses operating within the supply chain. Companies that enter the competition represent bothsmall and large businesses in the region. A panel of judgescomprised of business leaders, industry experts, and academ-ics selected this year’s award winners. “This achievement is the result of our team’s hard workand dedication,” said Mark Robinson, quality HSE(S) manag-er at Thermacore Europe.
“The quest for productivity and business efficiency playsa critical role in companies’ success, and manufacturers areleading the way,” added Carl D’Ammassa, group managingdirector — business finance at Aldermore. “This award is
justly deserved, and Thermacore Europe should be applaud-ed for their efforts.”
France’s Largest ContainershipInaugurated
The CMA CGM Group, a French container transportationand shipping company, announced the CMA CGM Bougainville, one of the world’s largest containerships, was
inaugurated recently by French President François Hollandein Le Havre. Among those in attendance were Jacques Saadé, chair-man and CEO of CMA CGM Group; Laurent Fabius, FrenchMinister of Foreign Affairs and International Development;
Alain Vidalies, French Secretary of State for Transportation;the Lebanese Minister of State Administrative Reform; and
several French parliamentarians and politicians, as well asCMA CGM customers. The containership is deployed on the French Asia Line, aCMA CGM emblematic shipping line, between Europe and
Asia, and is the symbol of trade between the two continents. In his speech, Saadé mentioned the group has experi-enced sustainable growth — reinforced by several projectsaround the world and developments such as its Traxenstechnology that transforms standard containers into smart,connected objects.
President Hollande called the group’s expansion “a suc-cess for France.”
German Manufacturer Opens LiaisonOffice in Turkey
EWM AG, a German welding machine manufacturerprominent in arc welding technology, has opened a new sitein Istanbul, Turkey. The EWM AG Türkiye Irtibat Bürosutargets workshops and industrial enterprises.
Mehmet Yildiz, EWM export manager, explained,“Growth in production and, with it, the increasing demandfor innovative welding technology in Turkey display excitingpotential. The country is also highly attractive in terms of itsposition as a geographical gateway between East and West.”
The liaison office is appealing to the metalworking indus-try with a specialist market concept. “At our showroom, cus-tomers can walk through the display and have direct accessto the products on the shelves,” said Yildiz. Visitors canspeak to professionals and receive demonstrations on allmachines. The new office also includes a training center.
In addition to the company’s welding products and sys-tems, it is also offering services in Istanbul, including com-missioning, training, and maintenance and repair on allproducts such as machine calibration and the maintenanceof torches and hose packages. The representatives at the of-fice are also available to assist with solving more complextasks such as welding tests, sample welding, or metallurgicaltesting.
INTERNATIONAL UPDATE
WELDING JOURNAL / MARCH 201610
WJ
Thermacore Europe recently won a silver EEF/Aldermore Future Manufacturing Award. Seen accepting the award areMark Robinson and Jim Yates (middle) from Thermacore Europe, Ltd., with EEF Regional Directors Andrew Tuscher (left)and Liz Mayes.
The CMA CGM Bougainville was recently inaugurated and de- ployed on the French Asia Line. (Photo courtesy of CMA CGMGroup.)
The German manufacturer EWM has opened a liaison office in Is-tanbul, Turkey, that offers sales of products and a range of services.
8/19/2019 revista aws 03-16
14/141
mber One
I a
m the N
elding Consumable W
Engineered by the Le
Developers
ading
www.voestalpine.com/welding
voestalpine Böhler Welding
s number one seaI am the world’
, weld quality andyou productivity
and stable feeding. My core is pa
weld from hydrogen cracking. My
My impenetrable seamless mantl
. I make robots wels energyworld’
roam seas and continents. I conne
I am the dependable force in core
elding.less cored wire – from voestalpine Böhler W
– above all – more profit.
ked with decades of know-how and engineered to b
-coated for smmantle is stiff and my surface copper
keeps any moisture out of my core and shields your
. I make welders proud.relentlessly
ct the rigs, pipelines and wind turbines that supply t
d wire welding. I weld the ships, trucks and trains th
ring
oth
e
at
For Info, go to www.aws.org/ad-index
8/19/2019 revista aws 03-16
15/141
Warren Stamping Plant Marks Production Startof New Press; $63 Million Investment Made
Fiat Chrysler Automobiles (FCA) US commemorated the
production start of its newest stamping press during anevent at the Warren Stamping Plant in Michigan. The automobile company invested $63 million to bringthe latest stamping technology to the 65-year-old facility. FCA North America’s Vice President of ManufacturingBrian Harlow — joined by Assistant Director of the UAW Chrysler Department Troy Davis, Plant Manager Dominic
Costantini, UAW Local 869 President Romaine McKinney,and about 400 employees — acknowledged that it had beenmore than 15 years since the last press line was installedand this investment was needed to keep up with demand. “The good news is that we needed to increase our stamp-ing capacity because FCA keeps selling more cars andtrucks,” said Harlow, referencing the 69 straight months of
year-over-years sales increases in the United States and thebest year of sales in the 90-year history of FCA Canada. The high-speed Servo Tandem Press technology, repre-senting a 180-in. press line, is the first press of its kind atWarren Stamping and the only one currently in operation inthe company’s North American stamping operations. Construction for the new line began in spring 2014 andproduction launched in December 2015. It will increase ca-pacity by up to 12,000 hits per day or approximately 3.6 mil-lion parts/year. Additionally, more than 100 employees underwent2200 h of training at the World Class Manufacturing Acade-my and plant in preparation for launch time.
Del Mar College’s Metallurgic ProgramsBenefit from TPCO America’s Steel Pipe Donation
Welding technology and other metal-related majors atDel Mar College, Corpus Christi, Tex., will now be better pre-
NEWS OF THE INDUSTRY
WELDING JOURNAL / MARCH 201612
F U L S E B Y T
P
VARIOUS OTHER WELDI
AND ALIGNMENT DEVIC
AVAILABLE
CAT. NO.2
SinglePurpose HI-LO Gage
G
ES
dAUTO .. . TY
CAT. NO.6
To Check the Per
Tolerance of Conv
new, improved A
gage you can me
forbutt and fillet
Redesigned gage
easyto use and h
adjustment replac
to operate rivet.A
shown convexity
sizes have been
in accordance wit
Welding Society D
ADJUSTABLE FILLET
WELD G E
CA . N O. 3
Forequal and unequal
leggedfillet welds
Measures 15 different weld
sizesplus throat thickeness
PE GAGE
missible
exity With the
to Weld Size
et specification
type welds.
is pocket size,
as thumb screw
ingold, hard
utomatically
and concavity
redetermined
h American
1.1
Eliminate Sc ibe and Pull-Out
a nta n o e aps
n oc et w t-u s
O
2
Y
S- -
SOCKET EL
CONTRACTION RI 90% U
ethod
I
U S
Y
GSIM
CAT. NO.5
V-WAC Unde cut Gage
Also custom gages manufacture
on request.
E
G
C
us
w
e
le
in
CAMBRIDGETYPE GA
C . NO. 4
Angle of Preparation
Excess Weld Metal
Depth of Undercut
Depth of Pitting
FilletWeld ThroatSize
Fillet Weld Length
Outside Misalignment
W. . ..S.TYPE GAGE
Measures .010 inch deep
undercut
CAT.NO. 7
TOLERANCES+.0005 inches
American Welding Society
Structural Welding Code D1.1,
“Unde cut shall beno morethan
.010 inches(.25mm) deepwhen
the weld is transverse to the
primary stressin thepart that is
Pat.W rldwide
-GE/CALCULATOR
.T. NO. 9
Replaces allother sets of gages
ed to measure fillet or groove
eldsin skewed members at 90O
Handy compilation of math -
atical relationships between leg
ngth, throats, skew anglesand
spection dimensions.
P.O. BOX 21
8 STEVENSVILLE,MICHIGAN 49127
..
Acc
CA .T.
ALL
ALL
LASE
HAND
The G
fast,
fillet
3/8,
inch.
Deter
l
HI-LO® WELDING GAGES
CAT. NO.1
Forinternal misalign in pipe
welds inaddi tion to6 other cri t -
cal, required measurements.
Patent No. 3,869,801
.
rate
NO. 8
DGES DEBURRED
ETTERS AND CHARACTERS
R ETCHED
Y POCKET CASE
.A.L. Fillet Weld gageallows
ccurate measurement of 11
eldsizes: 1/8, 3/16, 1/4, 5/16,
/16, 1/2, 5/8, 3/4, 7/8, and 1
Includes metric equivalents.
mine either concave or convex
sizes.
- -E-mail: [email protected]: www.galgage.comVisa & Mastercard
welundercut.”
Accepted
For info, go to www.aws.org/ad-index
Robots at the FCA US Warren Stamping Plant in Michigan assem-
ble sliding doors for the Chrysler Town & Country and Dodge
Grand Caravan. (Photo courtesy of FCA.)
8/19/2019 revista aws 03-16
16/141
pared for jobs offered by employers thanks to TPCO AmericaCorp., Gregory, Tex., presenting 30 metric tons of seamlesssteel pipe to the school. During a recent event at the col-lege’s West Campus Welding Technology Lab, the company
was recognized for this gift. Del Mar College President Mark Escamilla noted thatTPCO America’s support for educational development helpsthe school offer prime training opportunities for successfulcareers with international companies in south Texas. Faculty members also stated the pipe would provide training re-sources for the next five semesters.
In addition, the company donated another combined 30metric tons of steel pipe to the Craft Training Center of theCoastal Bend and Texas A&M University-Corpus Christi.High school and adult welding students taking upper-levelclasses at the center will use the pipe to complete their ad-vanced courses while the university plans to use its share toexplore constructing artificial reefs and applying an electricfield that could attract sea life. The donation is worth about $70,000 for all 60 metric tons.
GE Aviation, The Ohio State University toConcentrate on Computer Analytics forBetter Understanding of Titanium Alloys
The third technology project by Lightweight Innovationsfor Tomorrow (LIFT), Detroit, Mich., operated by the Ameri-can Lightweight Materials Manufacturing Innovation Insti-tute, will focus on titanium. This lightweight metal has po-tential for more uses in aircraft engines and other designs if new technologies can reduce the cost of designing/testingnew parts.
GE Aviation and The Ohio State University, lead partnerson the project, will first focus on advancing computer ana-lytics to better understand and predict the performance of titanium alloys. “Our interests emphasize development of computationalmeans to predict fatigue and ballistic impact resistancewithin the highly transformed microstructures that are
MARCH 2016 / WELDING JOURNAL 13
For info, go to www.aws.org/ad-index
Del Mar College welding student Fernando Reyes practices gastungsten arc welding on steel pipe during a class on January 27.(Courtesy of Elaine Krift/Del Mar College.)
8/19/2019 revista aws 03-16
17/141
formed about the solid-state weld interface,” added ThomasF. Broderick, senior staff engineer, structural materials de-velopment, GE Aviation. Boeing and Scientific Forming Technologies Corp. are theproject’s other industry partners. EWI, Purdue University,Southwest Research Institute, University of Michigan, andthe University of North Texas will be research participants.
KEEN Utility
TM
Unveils New Office
KEEN, Inc., Portland, Ore., recently completed its fifthrecord-breaking year with two moves to support growth of the KEEN Utility™ footwear category. Investments in a dedi-
cated office building and category-specific warehouse facili-ties will allow the division to keep pace with demand. Located in Portland’s Pearl District, the 4500-sq-ft officeis within walking distance of the company’s global head-quarters and a bike ride from the Portland factory. Thespace features a floor made from OSV exterior plywood; cus-tom conference table using scrap iron I-beams and reclaimedwood; plus recycled touches, including screwdriver knobsand a vintage concrete trowel door handle. This home basewill also allow for future additions to the company’s Utility team, which has grown since the category launched in 2010. In addition, a Utility-dedicated warehouse and shippinghub in Louisville, Ky., is set to meet work channel needswith tight turnaround times, more orders for immediate de-livery, and an overall “at once” mentality.
Las Positas College Introduces New
Laser Welding Technician Program
Las Positas College, Livermore, Calif., is introducing anew laser welding technician program to provide studentswith a pathway to advanced manufacturing careers. “Students will learn the latest in laser technology, en-abling them to step into a job which requires these newskills,” said Welding Technology Program Coordinator ScottMiner. It will offer lecture-based learning of laser weldingtechnology basics as well as a hands-on component using in-dustrial-grade fiber laser technology.
WELDING JOURNAL / MARCH 201614
The KEEN office was commemorated with hard hats and a
sawzall ribbon cutting by Owner Rory Fuerst along with Presi-
dent Steve Meineke and GM Chris Heffernan.
8/19/2019 revista aws 03-16
18/141
The college is collaborating with HDE Technologies, Inc.,Elk Grove, Calif., led by Simon Engel who also serves as vicechair of the American Welding Society’s C7C Subcommitteon Laser Beam Welding and Cutting, to provide technicalsupport to qualify equipment, create curriculum, and trainteachers. Las Positas College’s new laser workstation has a 300-W fiber laser and will allow students to “learn by doing” in a labfocused on laser welding technology. Plans include begin-
ning, intermediate, and advanced coursework on industrialuses and practical applications; ferrous/nonferrous alloyswill be included, and in addition to welding, laser cuttingand drilling will be covered. The program is funded with $168,000 awarded by theCalifornia Community College Chancellor’s Office throughthe Career Technical Education Enhancement Fund. Thecurrent timeline will bring coursework to students in thespring/summer of 2016.
Lincoln Electric Hosts Annual Advanced
Motorsports Welding Seminar
The Lincoln Electric Co. recently hosted prominent metalfabricators in the racing industry during the annual Ad-vanced Motorsports Welding Seminar at its Cleveland, Ohio,world headquarters where welding experts shared advance-ments in materials and welding procedures in motorsports.
Representatives from NASCAR , IndyCar, the NationalHot Rod Association, off-road racing, aviation, and other re-lated industries gathered for lectures, demonstrations, and
hands-on training. Speakers included Karl Hoes, WyattSwaim, Dennis Klingman, and Dr. Scott Helzer. Through Lincoln’s association with the motorsports in-dustry, its engineers and designers have found the mostcommon fabricating challenges are related to welding titani-um, chrome-moly, Inconel® alloys, and aluminum.
MARCH 2016 / WELDING JOURNAL 15
WJ
During this two-day motorsports conference, the latest advance-
ments in materials and welding procedures were discussed.
For info, go to www.aws.org/ad-index
8/19/2019 revista aws 03-16
19/141
Indiana Oxygen Celebrates 100th Anniversary
Indiana OxygenCo., Indianapolis, Ind.— an independent,family-owned, fourth-generation provider
of industrial gases,welding equipmentand supplies, abra-sives, and metal form-ing products — re-cently marked its100th year in style.Not only was an openhouse held at compa-ny headquarters,where the corporate
store’s new showroom debuted, but a gala for employees wasalso hosted at the NCAA Hall of Champions that includeddinner and dancing. “No other independent company has been a gas andwelding supply company as long as Indiana Oxygen, and weare obviously proud of that,” said CEO Wally Brant. Cofounded in 1915 by Brant’s grandfather, Walter, withhis brother, John, the business has produced oxygen and hy-drogen to facilitate welding projects in the 1920s; turned toatmospheric air separation by 1930; generated specialty gas-es and research laboratory-grade, high-purity blends in1960; and remained the official welding service of the Indi-anapolis 500, a position it has held since 1965, as well aspartnered with The Lincoln Electric Co. in that capacity from the Indiana Oxygen Garage in Gasoline Alley since1989. The company’s latest achievement is winning a 2015
Best Places to Work in Indiana award (medium companiescategory, 75–249 U.S. employees). In noting the changes the company has seen, Brant saidwelding is no longer as critical and frequent at the Indi-anapolis 500 as it used to be, somewhat because carbon-
fiber “throwaway” parts have replaced many elements. Still,the company has survived several economic cycles. “Each time, the lessons learned made our company all themore prepared for the future challenges,” Brant said. “Thereis no ‘secret formula’ — just determination.” Today, in addition to Indiana Oxygen’s headquarters,including that branch’s store, the company has nine branch-
es across the state and one in Cleves, Ohio, plus anacetylene production facility in Beech Grove, Ind. It employsmore than 125 people and has had seven triple-generationemployees. A core value of giving back to the community remains in-tact by helping several local charities and nonprofit organi-zations, including the American Welding Society (AWS),where it’s a welding distributor member. “We are very proud of the education opportunities that
AWS creates for its young members,” Brant said. He ac-knowledged Bennie Flynn and David Jackson of the AWS In-diana Section for helping to inspire The Brant Family/Indi-ana Oxygen Endowed Scholarship. The first award made in2015 was for $1000, while the next will be this year for$1500. “Our future goal is to celebrate our two-hundredth an-niversary as a successful family-owned, independent, gasand welding supply company,” Brant concluded. — KristinCampbell ([email protected]) , associate editor
Big Area Additive Manufacturing System
Receives R&D 100 Award
Cincinnati Inc.,Harrison, Ohio,and Oak RidgeNational Labora-tory, Oak Ridge,Tenn., haveearned the toptechnology prod-uct of the yearaward at the 2015R&D 100 Awards& Technology Conference, inthe process/pro-totyping category,for their Big Area
Additive Manu-facturing system.
Carey Chen, CEO/president of Cincinnati and AWS treas-urer, along with Lonnie Love, senior research scientist in thelaboratory’s automation, robotics, and manufacturinggroup, accepted the award. The team also earned the R&DMagazine’s 2015 Editor’s Choice Award. The organizations partnered in 2014 to develop thelarge-scale additive manufacturing system capable of print-ing polymer components up to ten times larger than cur-rently producible and at significantly faster speeds. The machine “will revolutionize the method and speed of prototyping as well as the way tooling and production parts
are made,” Chen added.
BUSINESS BRIEFS
WELDING JOURNAL / MARCH 201616
WJ
This 1950s photo features Bob Brant,
then vice president of operations,
driving Indiana Oxygen’s delivery
truck in front of its old building in
downtown Indianapolis.
Lonnie Love, Oak Ridge National Lab
(left), and Carey Chen, Cincinnati Inc.,
pose with the R&D 100 award their
organizations won.
At a ceremony for the 2015 Best Places to Work in Indiana,
where Indiana Oxygen was named a winner, shown (from left,
back) are Jay Brant; Jamie Freije; Bobby Underwood; Anne
Hayes; Ernie Gomez; Gary Halter; Michael Gunnels; and Tony
Johnson. In the front are Kathy Brant and Wally Brant, CEO.
8/19/2019 revista aws 03-16
20/141ESAB.COM/DARE
REBEL RUNS MIG, STICK, AND TIG LIKE IT WAS BORN TO, CONNECTS TO 120 AND 230V,
AND HAS SOME OF THE MOST INNOVATIVE WELDING TECHNOLOGY ON THE MARKET.TRUTH
MAKE THE MOVE TO ESAB. PICK UP THE MOST INCREDIBLE GO-ANYWHERE,
WELD-ANYTHING MACHINE MADE BY MAN. DAREFor Info, go to www.aws.org/ad-index
8/19/2019 revista aws 03-16
21/141
Duplex stainless steel Alloy 2205 isnominally 22% Cr, 5% Ni, and 3% Mowith nitrogen added. The ER2209
filler metal matches the base metal inall respects except nickel content,which is nominally 9% to improveaustenite formation in the as-weldedcondition. There are two embodimentsof 2205 (two UNS Numbers) shown inTable 1, as given in ASTM A240, alongwith the composition of ER2209 asgiven in AWS A5.9/A5.9M. TheS32205 version is usually preferred for
welding because the greater lower lim-it for nitrogen improves austenite for-mation in the HAZ, but the fabricatordid not advise which embodiment wasused in the PQR testing. Many steelsuppliers provide dual classified mate-rial meeting both S31803 and S32205requirements.
It is fairly common to experienceunusual corrosion results in ferricchloride exposure tests. Results seemto be much affected by surface prepa-ration. I can’t be sure that surfacepreparation has affected the fabrica-tor’s results. But it seems safe to say that the fabricator has put the cart infront of the horse. The purpose of ASTM A923-14, asstated in the Scope, Clause 1.1, is “toallow detection of the presence of in-termetallic phases in duplex stainlesssteel to the extent that toughness orcorrosion resistance is affected signifi-cantly.” To this end, A923 provides forthree test methods. Test Method A is asodium hydroxide etch test of a metal-lographic specimen. This test producesa dark etching appearance where inter-metallic compounds exist. TestMethod B is a Charpy V-notch impacttest conducted at –40°C (–40°F), look-ing for evidence of low toughness as aresult of intermetallic precipitation.Impact energy below 40 ft-lb (54 J) istaken as evidence of unacceptable in-
termetallic precipitation. Test MethodC is the ferric chloride exposure testthe fabricator used. Weight lossgreater than 10 mdd is taken as evi-dence of unacceptable intermetallicprecipitation. It should be noted that both TestMethod B and Test Method C are indi-rect means of determining unaccept-able intermetallic precipitation. This is
where putting the horse in front of thecart comes into play. In introducingTest Method B, Clause 9.1 of A923states, “Before testing by the Charpy impact test, specimens of the steelmay be given a rapid screening test inaccordance with Test Method A …Specimens showing Unaffected Struc-
ture in Test Method A are acceptablewith respect to the absence of inter-metallic phases, without the necessity of performing the Charpy test as de-scribed in Test Method B.” Likewise, inintroducing Test Method C, Clause15.1 of A923 states, “Before testing by the ferric chloride corrosion test, spec-imens of the steel may be given a rapidscreening test in accordance with theprocedures of Test Method A … Speci-mens showing Unaffected Structure inTest Method A are acceptable with re-spect to absence of intermetallic phas-es and need not be tested by the ferricchloride corrosion test as described inTest Method C.” Further, there is norisk to the fabricator in performingTest Method A because Clause 3.1 of A923 begins, “The sodium hydroxideetch test may be used for the accept-ance of material but not for rejection.” ASTM A923 provides sets of photomi-crographs of S31803 observed afterconducting Test Method A. Figure 1 is reproduced from ASTM
A923, with microstructure component
indicators added. Figure 1A is an Unaf-fected Structure, which would be ac-cepted without resorting to TestMethod B or Test Method C. Figure 1Bis a Possibly Affected Structure, whichwould not be accepted without suc-cessfully passing Test Method B orTest Method C — a successful test of either Test Method B or Test MethodC is still possible. Figure 1C is an Af-
STAINLESS Q&A
WELDING JOURNAL / MARCH 201618
BY DAMIAN J. KOTECKI
Q: A fabricaor prepared a weldingprocedure qualificaion for duplexsainless seel Alloy 2205, ½ in.hick. The welding was done byGTAW using ER2209 filler meal,and he maximum hea inpu wasmeasured as less han 45 kJ/in. (1.8
kJ/mm). The inerpass emperaurewas resriced o 230°F (110°C)maximum. In order o make hePQR as broadly applicable as possi-ble, he fabricaor decided o essamples of he weldmen for possi-ble inermeallic phase precipia-ion according o ASTM A923Standard Test Methods for Detect-ing Detrimental Intermetallic Phasein Duplex Austenitic/Ferritic Stain-less Steels. Tes Mehod C of hasandard was used for he evalua-ion. ASTM A923 Mehod C involves
immersion of he weld in 6% ferricchloride soluion a 22°C (71.6°F)for 24 h. The required resul for ac-cepance according o ASTM A923is no more han 10 milligrams persquare decimeer (mdd) weighloss. Bu he fabricaor observed 22mdd weigh loss and asked how oinerpre his resul.
Table 1 — Compositon of 2205 Base Meal and ER2209 Filler Meal
Compositon, w-% (single value is a maximum)
Alloy Grade C Mn P S Si Cr Ni Mo N
S31803 0.003 2.00 0.030 0.020 1.00 21.0 o 4.5 o 2.5 o 0.08 o
23.0 6.5 3.5 0.20
S32205 0.030 2.00 0.030 0.020 1.00 22.0 o 4.5 o 3.0 o 0.14 o
23.0 6.5 3.5 0.20
ER2209 0.03 0.50 o 0.03 0.03 0.90 21.5 o 7.5 o 2.5 o 0.08 o
2.00 23.5 9.5 3.5 0.20
8/19/2019 revista aws 03-16
22/141
WJ
fected Structure that would not be ac-cepted without successfully passingTest Method B or Test Method C — asuccessful test of material similar tothat of Fig. 1C by either Test Method B
or Test Method C seems to me to behighly unlikely. So, the correct way to apply ASTM
A923 testing is to conduct TestMethod A first, and do nothing fur-ther if that test reveals an UnaffectedStructure. Given the heat input and
maximum interpass temperature stat-ed during the inquiry, which are bothwithin normally specified limits for2205 welding, I would expect an Unaf-fected Structure. Intermetallic precipi-
tation seems unlikely under such weld-ing conditions. Follow-up: The fabricator conduct-ed Test Method A and found anUnaffected Structure. The PQR wasaccepted.
MARCH 2016 / WELDING JOURNAL 19
DAMIAN J. KOTECKI is president, DamianKotecki Welding Consultants, Inc. He is treas-
urer of the IIW and a member of the A5DSubcommittee on Stainless Steel Filler Met-
als, D1K Subcommittee on Stainless Steel
Structural Welding; and WRC Subcommitteeon Welding Stainless Steels and Nickel-Base Alloys. He is a past chair of the A5 Commit-
tee on Filler Metals and Allied Materials, and served as AWS president (2005–2006). Ques-
tions may be sent to Damian J. Koteckic/o Welding Journal , 8669 NW 36 St., # 130,
Miami, FL 33166, or via e-mail [email protected].
Fig. 1 — Structures observed in UNS S31803 as a result of ASTM A923 Test Method A. A — Unaffected Structure (500× ); B — Possibly Affected Structure (500× ); C — Affected Structure (500× ). (Reprinted with permission from ASTM A923-14, Standard Test Methods forDetecting Detrimental Intermetallic Phase in Duplex Austenitic/Ferritic Stainless Steels , copyright ASTM International, 100 Barr Harbor Dr., West Conshohocken, PA 19428. A copy of the complete standard may be obtained from ASTM, astm.org.)
For info, go to www.aws.org/ad-index
8/19/2019 revista aws 03-16
23/141
A: Not all of us have the luxury of hav-
ing a contiguous run of a product from
a single base metal. The ability to beflexible with a production line or cell isa vital part of the productivity goalthrough optimizing capital resources.If you have a product that is being pro-duced both in aluminum and steel, orcoated steel, or equipment that hasquick-change tooling to convert from
one product to another, and one is alu-
minum and the other is steel, there isa simple approach to being able to pro-duce both on common equipment withoptimal results without the need tocarry a wide variety of tools andconsumables. First, let’s take a look at the generalscope of equipment that gives you a
wide range of ability to carry out thistask: 1. An inverter weld control andtransformer. The inverter can weld most of whatan AC/SCR weld control and trans-former can, but the reverse is not aclaim that typically can be made by astandard AC/SCR weld control system. 2. Consumables produced fromCDA1815, CuCrZr, as there are myriadalloys it can weld well.
With both middle of the road hard-ness, conductivity, and sticking reduc-tion, it is a good do-all alloy. 3. A highly responsive proportionalvalve, an integrated control valvepneumatic cylinder, or an electric ser-vo system with constant force control. If you choose an external propor-tional valve, make sure the plumbingdistance to the cylinder is minimal andthat it definitely has no elbows. We will save the numbers behindthese as being valuable assets in aflexible system for a future RWMA Q&A.
Now let’s look at what you have cur-rently performing the welding on thealuminum and steel products. We aregoing to use your current weld sched-ule as a baseline, or boggy, to workfrom for each product and apply somesimple rules to easily switch betweenthe two. 1. If your welding machine is an
AC/SCR weld control and transformer,you can continue applying the rulesbut more than likely we will have tofine tune your baseline weld schedulefor the aluminum when we are done.
2. As long as your current consum-able is made from RWMA Class II orRWMA Class I material, we can use theweld schedules for them as the base-line schedule. If not, you need to pro-cure consumables with the samegeometry you are using now but madefrom CDA1815 and develop a baselineschedule with this material. 3. If you do not have a system to ac-tively control force, you first need toprocure a proportional valve for a
RWMA Q&A
WELDING JOURNAL / MARCH 201620
BY MICHAEL S. SIMMONS AND HAMILTON TERRELL
Q: Can you provide some simplesolutions for resistance weldingshort runs between aluminum andsteel?
For info, go to www.aws.org/ad-index
8/19/2019 revista aws 03-16
24/141
pneumatic system. The good news ismost controls sold today can easily in-terface with one. This baseline weld schedule will beused for the changed system. Let’s start with the new consum-able by selecting a full-dome weld face.The radius of the weld face is the sameas the radius of the body of the con-sumable; for example, for a 16-mm-
diameter cap, it would be an 8-mm ra-dius weld face. Figure 1 shows an ex-ample of a female 16-mm cap. The al-loy of the new consumable, of course,should be from CDA1815, CuCrZr —Fig. 1.
This scheme is meant for a finishedweld nugget requirement of 10 mm orless, which covers a high percentage of the applications in the market. If youhave a weld nugget requirement that isin excess of 10 mm, the rules are notas effective and the geometry of theconsumable will need to change from afull dome. Now let’s start with the aluminum
product as the first run on the equip-ment. Exchange the full-dome con-sumables for the ones you have beenusing and confirm the fitup with thetooling. We will change three common vari-
ables of your baseline weld parametersto generate a pulse schedule that pre-cedes your baseline weld schedule asfollows: 1. Take 10% of the weld time of your baseline weld schedule for thepulse time. This needs to be a mini-mum of 28 milliseconds for a 60-Hzprimary, or two cycles for an AC/SCR weld control if your calculation pro-
duces a lower value. 2. Take 20% of the current and addthat to your baseline current. In otherwords, multiply by 1.20%, and use thisas the amperage for the pulse. 3. Take 30% of the weld force andsubtract this from your boggy weldforce. In other words, multiply yourboggy weld force by 0.7 for the pulseforce. With aluminum welding, you areconstantly fighting oxygen combiningwith the aluminum, producing
aluminum-oxide and adhering to theconsumables’ surface, which interfaceswith the product. We are going tolimit the amount of buildup on theinitial contact area of the full-domeconsumable.
MARCH 2016 / WELDING JOURNAL 21
Fig. 1 — A female 16-mm cap.
For info, go to www.aws.org/ad-index
8/19/2019 revista aws 03-16
25/141
The pulse schedule is brief, but dueto the increased resistance betweenthe consumable and the product at theinterface, increasing work (joules), andhaving a small contact area (power persquare inch), a generous amount of energy is released. This causes thecontact area of the product to arriveclose to a semisolid, or plastic state,and therefore reduces the vertical
strength of the surface material. Thismaterial reduces the amount of oxy-gen that comes in contact with the alu-
minum on the consumable as theproduct’s surface deforms to form adimple. Tie this into the amount of en-ergy released and is radiated away from the weld area due to the shape of the surrounding contact area. If you have excessive expulsion, youwill need to reduce your baseline weldsetting for the current variable butkeep the spread between the pulse and
the new baseline weld parameters. Once the pulse is set, simply go intoyour weld schedule with the increased
weld force and weld time. The fulldome will act as a natural control onthe growth of the weld nugget as thepower per square inch decreases expo-nentially with the increase in deforma-tion of the weld area as the nugget ar-rives at a semiliquid state. If this is being performed on an
AC/SCR resistance welding system,you may need to reduce the current
from the original baseline weld sched-ule due to excessive expulsion. Sincethe pulse is now set up properly, youdo not need to modify the weld sched-ule variables on the pulse to maintainthe rules.
Now that you have completed therun of the aluminum product line, allyou have to do is dress the full domeconsumable to produce the contactgeometry and weld face required forthe steel product. This can be donewith a variety of tools and automa-tion, but the main rule to keep in mindis you want to keep the contact surfacegenerated between a 32- and 16-micron finish no matter what methodyou apply. The dressing required willremove any aluminum oxide buildupon the consumable, and you are downto using only one style of consumable.There is no need for the pulse scenarioto be applied for the steel product rununless there is an exotic coating on thesteel. Simply apply your baseline weldschedule for the steel product, along
with the consumables dressed to thegeometry from the steel baseline,and run the production run for thatproduct. The full-dome consumable givesyou tremendous flexibility to changethe weld face while only having tostock a single consumable. In conclusion, to change a systembetween an aluminum product runand a steel run, it is as simple as 1-2-3and a dressing operation. Really it is aseasy as 10-20-30 for a pulse additionon the aluminum weld schedule.
WELDING JOURNAL / MARCH 201622
WJ
MICHAEL S. SIMMONS is director, BF Entron,
Ltd., and HAMILTON TERRELL is sales repre-sentative, Tuff-Control (Entron) group of
companies. Send your comments and ques-tions to them c/o Welding Journal , 8669 NW
36 St., # 130, Miami, FL 33166, or via e-mail at [email protected].
For info, go to www.aws.org/ad-index
8/19/2019 revista aws 03-16
26/141
Your Best Choice To Replace 2%
cten EleTungst
applications with no radioactive doping, resulting in a safer workplaceThe new tungsten electrode that outperforms other electrode ty
.com/article/10.1007/s40194-014-0197-9http://link.springerwhich are detailed in the report.”care is taken to inform workers of the hazards and to implement all the other protective measuresthoriated electrodes ceases as soon as is practicable and that, until that change is completed, special
The experts recommend that use ofCommission VIII “Health, Safety and Environment” states in part:-2509, recommended for publication byDoc. IIWa global body for science and joining technology)
The International Institute of Welding (iiW)are members of5 Continentsfrom56 Countries(
lding iiW - International Institute offromGlobal Industry news
ngsten s ou e avo e or ate
.aws.org/technical/facts/fact-27-201405.pdfhttp://wwwcontaining cerium, lanthanum, yttrium, or zirconium.”
Choose thorium-free tungsten electrodHOW TO REDUCE EXPOSURE“ACT Sheet No. 27 sSafety and Health Flding Society’ - The AmericanAW
Thoriated
odes
environment.pes in most
s such as thosetates in part:
oF
, to find®n E3or more info
SM
u n t w t us.
a
e.scan her
ree samplesor fordealer
ww
.e3tungsten.com
For Info, go to www.aws.org/ad-index
8/19/2019 revista aws 03-16
27/141
Laser Detector LineExtended to Higher Powers
The company has extended its se-ries of large area, high-speed, Power-Max-Pro laser detectors to enablepower measurement of laser beams up
to 375 W continuously, 600 W forshorter durations, and modulated
peak powers as high as 15 kW in inter-mittent operation. The detectors arebased on the company’s thin film sen-sor technology that combines thebroad wavelength sensitivity, dynamicrange, and laser damage resistance of athermopile, with the response speedof a semiconductor photodiode. The
new HP model sensors are useful formaterials processing applications
based on high-power fiber lasers, CO2
lasers, solid-state lasers, and directdiode lasers, including welding,drilling, engraving, and heat treating.The ability to frequently sample CW laser power and pulsed laser energy re-sults in increased throughput and im-proved process control.
Coherent, Inc.
coherent.com
(408) 764-4000
Laser System Welds withoutAbsorbing Additives
A new laser welding system allowsclear-to-clear plastic welding withoutthe need of any laser-absorbing addi-
PRODUCT & PRINT SPOTLIGHT
WELDING JOURNAL / MARCH 201624
®elding SocietyAmerican W
ws.org .
ANDARDSST
tructuralD1.
..
elding ode -D1.1M:2015,
tee
EMPHASIS ON LASERS
8/19/2019 revista aws 03-16
28/141
tives. It incorporates a 2-micron laserwith increased absorption by clearpolymers and enables a highly con-trolled melting through the thicknessof optically clear parts. A new beamdelivery system integrates both a pro-grammable multiaxes servo gantry and a scan head, supported by Laser-
LinQ™ software that harmonizes theaction of both components moving thebeam to ensure precise and control-lable beam delivery when welding mid-size and large components. The soft-ware also provides users with the abili-ty to break complex weld patterns intoseparate geometric segments, modify each segment independently, and as-sign different welding parameters toeach segment. The CCTV camera inte-grated within the machine enables alive weld preview on the HMI screen
and the ability to directly monitor andrecord welding cycles for furtheranalysis. All laser enclosures are Class1 CDRH certified and utilize laser-safeglass viewing windows.
Dukane Corp.dukane.com/us(630) 797-4900
Video DemonstratesCable Pulling Tools
A new video that demonstratesmechanized cable pulling tools is nowavailable to view online. A Navy Metal-
working Center project team devel-oped the easy-to-use, small, light-weight, portable, power-assisted toolsto reduce the amount of time and ef-fort required to pull electrical powercable. The video illustrates how thetools will improve the process to in-stall millions of feet of cable per ship.
Navy Metalworking Centernmc.ctc.com(800) 282-4392
Software Meets Needs of Safety Laser Officers
The Laser Institute of America hascreated an alternative platform to itsweb-based laser safety hazard analysissystem. The Desktop Evaluator is avail-able for purchase on a USB drive fromwhich users can download the softwareto their computer. Once stored on users’PCs, laser safety officers will be able toperform a number of repeated calcula-tions based on the ANSI Z136.1 Ameri-can National Standard for Safe Use of Lasers, including maximum permissibleexposure, optical density, nominal ocu-lar hazard distance, nominal hazardzone, and laser hazard classification,without worrying about being connect-ed to the internet. The program’s ac-companying user guide provides an
overview of the program, from explana-tion of how to perform an evaluation toparameter descriptions and calculatedresults.
Laser Institute of Americalia.org(407) 380-1553
Laser Windows ProtectFiber Lens from Debris
The company is now offering a lineof sapphire-coated glass windows for4 kW and larger industrial cuttinglasers. The windows prevent contami-
MARCH 2016 / WELDING JOURNAL 25
Ed
ucation That Wor
s
CDAI
MME CVE TRAININHIGH. .DIVE DEEP all d
y!
1.
00.238.DIVE (348
. .versaca e e
ear Atlantic City New J rsey
u
For info, go to www.aws.org/ad-index
8/19/2019 revista aws 03-16
29/141
nation of the fiber lens from debris.The laser windows feature Moh 9hardness, a 10-5 scratch-dig finish,and can withstand steel splatter, flash,and debris. Providing a 1 ⁄ 4 wave trans-mitted wavefront, the windows can beused as debris shields on 1064-nm in-dustrial cutting lasers from 4 kW andabove. With A/R coatings on bothsides, the fiber laser windows provide
more than 99.5% transmission at 1.07microns, with more than 90% at650–670 nm. They are available in 1-
and 2-in. sizes. Sapphire C-plane win-dows coated on one or two sides arealso offered.
Laser Research Optics
laserresearch.net
(888) 239-5545
Cutting Machine Usefulfor Art Projects
The company’s MiniCut CNC platecutting machine features a compact
design, is lightweight, and can easily
be moved to indoor or outdoor work-ing environments. Useful for metal-works up to 2 in. thick, the machinehas two options for cutting — eitherwith a oxygen or plasma torch. It cancut various types of material as well ashandle intricate or simple designs,such as signs and lettering. The ma-chine offers precise cutting for many art-related projects.
Otto Arc Systems, Inc.
ottoarc.com
(800) 878-2487
Hardfacing ProductsAvailable for Railroad Frogs
Postalloy® FrogTuff hardfacing prod-uct for manganese steel railroad frogsand crossings is offered as flux-coredwire and as a flux-coated electrode. Un-der severe impact, such as hammeringor pounding from continuous rail traf-fic, the full austenitic weld depositquickly becomes tougher and harder.The flux-coated electrode operates oneither AC or DC reverse polarity. Thearc is smooth and stable with low spat-
ter loss. With a tensile strength of 125,000 lb/in.2, a yield strength of 80,000 lb/in.2, and a 34% elongation,the hardness as deposited is 15–22 Rcand work hardens up to 55 Rc. The com-pany has also introduced a self-shieldedflux-cored wire version of the product.It produces high-strength, crack-resis-tant deposits that are tough, ductile,and work-harden rapidly.
Postle Industries, Inc.
hardfaceindustries.com
(216) 265-9000
WELDING JOURNAL / MARCH 201626
®elding SocietyAmerican W
ws.org .
TIONERTIFICA
d distinction.
I CT
:S
ked by a
the welding
e most
ls.
ignore theore and more
p”s ga
USSER
A
ANSIGNIFICORK.
ITIFICCER
manu ac ur ng sWith
r cre
collective of experience a
r
ace an
a s n
y; creaindustr
cogn ze cre e
tions are tCertific
en a e s
AW
nee
s arco
monp ace,
y wa ecure your uyou’re positioning yoursel
S AWby earning anSo,
thtoc .org/pa a
ti
go.
Certifica AW
th tStart your pa
s..wre no
or succe
on,ertific
tion rtifica
taon
wardo
8/19/2019 revista aws 03-16
30/141
Catalog Features NewStatic Eliminators
The company’s new Catalog 29 is a192-page, full-color technical guide of-fering products for common industrialcooling, drying, conveying, blowoff,cleaning, coating, and static electricity problems. It includes new static elimi-nators and their associated selectablevoltage power supply, as well as a newback blow nozzle for small diametersand stainless steel plumbing kits forsuper air knives. Detailed technical ex-planations, performance data, applica-tion photos, and dimensional draw-ings are provided for each product,along with a price list.
EXAIR Corp.exair.com(800) 903-9247
Brushes Designed withGrain-Infused Filaments
The manufacturer has launched anaddition to its Blaze line with a line of nylon abrasive brushes that are preci-sion engineered with high-quality ce-ramic grains for easy integration into
automated machinery, CNC machiningcenters, transfer lines, robotic cells,and other highly specialized machin-ery, as well as portable power handtools. The brushes are useful for inter-nal and external part finishing for ap-plications such as aerospace, automo-tive, medical, and other industries.They feature a self-sharpening ceramicalumina abrasive with extreme point
endurance and improved microfractur-ing properties, and are designed withstrong, ceramic grain-infused fila-
ments that are heat and stress resist-ant. The radial wheel brushes are use-ful for final finishing and sharpeningprecision parts during production.Narrow face wheel brushes feature asmall profile that makes them usefulfor cleaning, polishing, and deburringrecessed areas such as small openings,slots, and machined grooves. Discbrushes work best for deburring, edge
radiusing, removing rust, scale, andother surface contaminants, scrubbingand cleaning, surface prep, blending
MARCH 2016 / WELDING JOURNAL 27
For info, go to www.aws.org/ad-index
8/19/2019 revista aws 03-16
31/141
tool marks, applying decorative finish-es, and finishing and polishing. Stem-mounted end brushes include a stemthat allows for mounting in a collet ortool holder for CNC machine roboticuse. Twisted brushes feature a solidsteel shank for use in CNC machinetools, drill presses, and manual ma-chine tools.
Saint-Gobain Abrasivessaint-gobain-abrasives.com(508) 795-5000
Redesigned Website OffersSafety Resources
The organization for power toolsafety resources, information, and ed-ucation has launched its new website,which features mobile compatibility and access to specific safety informa-tion for various tool types, including
information for teachers to use in theclassroom. The redesigned site in-cludes a link on the home page to thecompany’s YouTube channel with allits safety videos in English and Span-ish. Videos include Angle Grinder Safe-
ty, Miter Saw Safety, Circular Saw Safe-ty, Table Saw Safety, and Power Tool Ac-cidents — They Can Be Prevented . Or-ders for safety literature can be placedfrom the website with downloadablePDF files available. The site includessections with information on industry topics such as battery recycling andcounterfeit tools, member/brand pro-files, voluntary procedures and guide-
lines, and numerous industry links, in-cluding related industry groups, or-ganizations, and associations.
The Power Tool Institutepowertoolinstitute.com(216) 241-7333
Argon Hose Attaches toWeld Purging Systems
The company’s argon gas feed hoseassemblies with leak-tight fittings at-
tach to its Argweld® range of inflatabletube and pipe weld purging systems atone end and to the gas source on theother. The feed hoses, which can beused to transport nitrogen, come withend fittings, providing welders with a
leak-tight method of feeding noncon-taminated argon gas to their weld zone.The fittings eliminate connection diffi-culties. The argon gas feed hoses canalso be supplied to all other GTAW ma-chines, with their own special fitting asrequired. The hoses are available in astandard range of lengths, including 30,25, 20, 15, 10, and 5 m.
Huntingdon Fusion Techniqueshuntingdonfusion.com(800) 431-1311
Report Analyzes GlobalFiber Laser Market
A new report provides the presentscenario and growth prospects of the
WELDING JOURNAL / MARCH 201628
916-714-4944
orkshopsraining classes and WT
ered in:are of led classesRegularly scheduresearch.of industrial lasers in manufacturing, education andcomprehensive technical training and support for users
has been the provider ofFor the past 40 years HDE
4, Elk Grove, CA, 956248698 Elk Grove Blvd., 1-19
.hdetechnologies.comww
.laserweldmonitoring.com
welding systems. Installs on existing or on new laserand sold by HDE.
The total system is designed, manufacturedPending).WM technology was invented at HDE (PatentThis L
– Pulsed, real timeWM)eld Monitoring (LLaser W
.laser-cutting-drilling-training.comwww
.laserweldtraining.com
echnologyLaser CUTTING and DRILLING T
echnologyLaser WELDING T
For info, go to www.aws.org/ad-indexFor info, go to www.aws.org/ad-index
8/19/2019 revista aws 03-16
32/141
global fiber laser market during 2015–2019. It considers revenue generatedthrough different applications, such asmaterial processing, advanced applica-tion, and medical application. The re-port includes a discussion of the key vendors operating in the market andpresents the growth factors drivingthe market, the challenges faced by vendors, and the trends influencing
this market that will stimulate growthduring the forecast period.
Reportlinkerreportlinker.com(339) 368-6001
Laser Machines Made forFine Micro Welding
The manu-facturer of welding equip-
ment and laserprocessing sys-tems has intro-duced its LFSeries fiberlasers designedfor precisionmicro-welding.The lasers can
be focused to spot sizes down to 10 mi-crons, and offer precise control of pulsewidth and peak power to control weldparameters. They are available in eithersingle-mode or multimode options, and
typical applications include welding of flexure arms on hard disc drives, med-ical spring attachment, and medicalcomponent assembly. The lasers fea-ture an internal air-to-water coolingmechanism that ensures excellent pow-er and pulse-to-pulse stability, irrespec-tive of ambient air temperature. They feature pulse shaping with up to 10 seg-ments and seam mode with ramp upand ramp down capabilities. The con-trol interface can be integrated into thelaser or provided separately.
Amada Miyachi America, Inc.amadamiyachi.com(626) 303-5676
Laser Cladding PowdersAdded to Product Offerings
The company has added a series of plasma transfer arc (PTA) and lasercladding powders to its consumablesproduct offering. The 6040 powderformulations are composed of 60%tungsten carbide and 40% nickel alloy,
with a 40–45 Rockwell C hardnessrange, and are useful for automatedPTA hardfacing and laser claddingprocesses. Its three formulations in-clude 6040-PLC with standard andcrushed eutectic tungsten carbides,6040-PLS with spherical tungsten car-bides suited for laser cladding, and6040-PLM with macrocrystalline tung-sten carbides. The 6030 powders form
a ductile nickel-chrome alloy matrixwith a slightly lower hardness of 30–35 HRC. The 6051 blends arechromium free and provide extremeabrasion resistance with a hardnessrange of 48–52 HRC.
Stoodystoody.com(800) 426-1888
Station Combines withCompact Marking Lasers
The TruMark Station 3000 is acompact marking station that offersusers a high degree of flexibility inmarking. It is useful for customerswith small or medium batch sizeslooking to integrate the marking
process into their production lines.The motorized z-axis aids in achieving
the precise focus position during com-ponent positioning. Integrated light-ing and a variety of windows provide aclear and safe view of the workpiece. Itfeatures a compact cube design and re-quires no additional supply unit whencombined with the TruMark 1110 orTruMark 5010 marking lasers. Inte-grating the station into an automaticassembly line only requires removingthe transfer flaps on its side. The Tru-Mark 1110 laser offers good beamquality, high-peak pulse power, andrepetition frequencies to process
medium-sized batches. It operates inthe infrared range, useful for markingmetals, plastics, and leather.
TRUMPF, Inc.us.trumpf.com(860) 255-6000
MARCH 2016 / WELDING JOURNAL 29
For info, go to www.aws.org/ad-index
8/19/2019 revista aws 03-16
33/141
W hat could be more fun thanwelding with a laser? Theidea of a beam of invisible
(infrared) light powerful enough tomelt metals such as steel and alu-minum is not only intriguing but very practical. Laser beam welding takesadvantage of the unique delivery mechanism of laser light in order toprovide high energy density, deep pen-etration, minimal heat-affected zone,and the ability to weld at a distancefrom the workpiece. However, laserbeam welding also brings with it newchallenges in terms of characterizing
the operating parameters. The mostfundamental of these is the opticalpower delivered by the laser. Current-
ly, there are two basic approaches tomeasure the laser power delivered tothe welding work surface, but bothhave limitations. It comes down to atradeoff: either the laser’s power canbe measured accurately but not duringthe weld process, or it can be meas-ured in “real time” while welding istaking place, but with greatly reducedaccuracy. The benefit of both accurateand real-time power measurementwould be a great improvement in
laser-welding quality monitoring, es-pecially when precise power delivery isrequired for critical welding applica-
tions such as aerospace manufactur-ing. In response to this need, the Na-tional Institute of Standards and Tech-nology is developing a new way tomeasure laser power that allows bothaccurate and real-time measurementsof laser welding power. Traditionally, accurate measure-ment of high laser powers involvesmeasuring how much heat is delivered.Typically for this purpose, a “thermal”power meter is used. In principle, the
WELDING JOURNAL / MARCH 201630
A novel optical laser-power measurement technique offershigh accuracy in real time
Measuring LaserBeam WeldingPower Using theForce of Light
BY PAUL WILLIAMS, JEFFREY SOWARDS, AND BRIAN SIMONDS
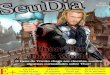
Laser welding a pipe while simultaneously measuring the laser’s power by its force.
8/19/2019 revista aws 03-16
34/141
defocused laser beam is directed ontothe surface of the thermal power me-ter, which is coated by a substancethat is highly efficient at absorbinglight at the wavelength of the laserbeam. The meter then operates by ab-sorbing all the laser light and measur-ing the resulting temperature in-crease. This means the laser power isbeing used in the measurement and is
not available for the welding process.We are approaching the measurementof high laser powers in a different way.Instead of absorbing all the laser light,we prefer to reflect as much as possi-ble from a mirror. And, rather thanmeasuring heat, we measure the very small force of the light as it pushes onthe mirror. It may be surprising thatlight itself can push on anything, butas will be explained, this idea of “radi-ation pressure” has been proven re-peatedly, and is used in other scientif-ic fields. The idea of measuring high-
power lasers without appreciable heat-ing then opens several inviting possi-bilities. With a radiation pressurepower meter, the laser power couldpotentially be measured to within1–2% accuracy during the welding op-eration and would allow for quality monitoring and could simplify the set-up process for a weld.
We have done preliminary testingof this idea by welding with an ytter-bium fiber laser at up to 5 kW opticalpower while simultaneously and accu-rately measuring the laser’s output
power using a prototype radiationpressure power meter. To our knowl-edge, this is the first such measure-ment of its kind.
Exploiting the Force ofLight to Measure Laser
Welding Power
Since the 1700s, scientists havepredicted that light has a momentumassociated with it. This means that
like any other travelling object, whenlight hits something, it pushes on it,but it was not until the early 20th cen-tury that this tiny push was actually measured. Of course, the push (orforce) is very small. As a simple analo-gy, picture a tennis ball thrown towarda nonmoving racket — Fig. 1. The ballwill bounce away, while the racket ispushed in the opposite direction. Theforce experienced by the racket will bein proportion to the mass of the ten-
MARCH 2016 / WELDING JOURNAL 31
Fig. 1 — Just as a tennis ball bouncing off a racket pushes the racket back, light also
pushes with a measurable force when it reflects off a mirror.
Fig. 2 — Diagram (overhead view) of radiation pressure power meter (RPM) in place for laser welding of stainless steel pipe.
8/19/2019 revista aws 03-16
35/141
nis ball and how fast it is moving. Inthe same way, when light reflects froma mirror, the mirror is pushed. Sinceall light travels at the same speed(about 299,792 km per second), theforce felt by the mirror will dependonly on the number and energy of thephotons (light particles) hitting it in agiven amount of time. (Think of bil-lions of trillions of infinitesimally
small tennis balls hitting the mirrorevery second). It turns out the forceon the mirror is conveniently propor-tional to the optical power of the laserlight that is being reflected. While thiseffect may seem insignificant, thereare several familiar examples of radia-tion pressure. For instance, the tail of a comet points away from the sun inpart due to the radiation pressurefrom the sun pushing on the gasand ice that make up the tail; space-craft on long missions must correct forthe force of sunlight in order to arrive
at their target; and microscopic objectsare manipulated by the force of lightin a technique known as “opticaltweezing.” With increasing numbers of high-power lasers (1 kW and above) beingused in laser welding operations, andthe availability of scale technologiesthat can accurately measure changesin mass as small as 1–10 μg, radiationpressure can be easily measured.Practically, we have found that formultikilowatt lasers, their force on amirror can be measured simply with a
commercial scale.
Putting Theory IntoPractice
We use a prototype device that wecall a “radiation pressure power meter”(RPM) based on a commercially avail-able mass-measuring scale and a high-quality (Distributed Bragg Reflector)mirror that reflects more than 99.9%of the incident laser light. The scale
has a unique design that allows it tooperate sideways (that is, unlike con-ventional scales that measure a forcein the downward direction, this scalecan measure a push in the horizontaldirection). The scale can sense achange in mass as small as 10 μg. By reflecting the welding laser light froma mirror that is attached to the scale,we can measure the force imparted by the light without absorbing the light(less than 0.1% is absorbed). By
recording the light force (radiationpressure), we measure the opticalpower of a laser beam. For perspective,10 W of laser light causes a force of 66.7 nN (nanoNewtons), which isroughly the weight of an eyelash, 1 kW
of light pushes with 6.67μ
N (aboutthe weight of a grain of sand), and100 kW generates a force equal to theweight of about two staples (667 μN). The prototype radiation pressurepower meter was added to our weldingworkstation as shown schematically (an overhead view) in Fig. 2 and with aphotograph of its implementation inFig. 3. Because our current prototypewas designed for a horizontally travel-ling laser beam, we modified the weld-
ing setup by removing the light deliv-ery (“process”) fiber from the vertical-ly positioned weld head and used anoptical collimator to establish a colli-mated laser beam (all of the light trav-elling in an essentially parallel direc-
tion). This beam was reflected fromthe sensing mirror in our RPM andthen was focused by a lens onto theworkpiece. Of course, accurate scales are noto-rious for their difficulty in operatingin a vibrating environment, in thepresence of air currents, or if theirtemperature is changing significantly.Inside a laser welding workstation, allthree of these can be a problem. Thescale was mounted to the inner floor
WELDING JOURNAL / MARCH 201632
Fig. 3 — Radiation pressure power meter (RPM) in welding workstation. The focused laser light exits the cover glass (false-colored red beam) and is focused onto the workpiece (pipe).
8/19/2019 revista aws 03-16
36/141
(a granite slab) of the welding work-station so it did not move with thetranslation stage on which the work-piece was mounted. The scale was pro-tected by an aluminum housing (Fig.2) with an anodized aluminum tube
containing the focusing lens and a dis-posable cover glass to protect the lensfrom damage by weld splatter. Finally,the workpiece was placed at the focusof the laser light, ~300 mm from thelens. Nitrogen shielding gas was deliv-ered from a nozzle placed approxi-mately 2 cm from the workpiece. Wefound that heat from the weld pooland plume affected the scale’s meas-urement, so a foil heat shield wasplaced between the weld location andthe scale housing with a hole for thelight to pass through. Of course, this
setup is not typical for laser weldingoperations, but it allows us to testthe performance of our prototypeRPM. Further developments will beneeded to miniaturize it to reside inthe laser weld head itself and to im-plement noise rejection techniquesallowing operation in a high-vibrationenvironment.
Demonstration ofReal-Time RadiationPressure Technique
To demonstrate real-time laser-power measurement during the weld-ing process, we performed several cir-cumferential welds on a Type 304Lstainless steel pipe of 89.5 mm outerdiameter and a wall thickness of5.6 mm. Nitrogen shielding gas wasused to provide an inert environmentand the beam was focused to a spotsize of ~0.6 mm diameter at the work-piece. Travel speed (pipe rotational
speed) was increased with increasinglaser power to maintain good weldquality based on visual surface inspec-tion. After welding, the pipe was cross-sectioned, polished, and etched withmixed acid (equal parts HCl, HNO
3,
and acetic acid) to reveal the macro-structure using optical microscopy.Figure 4 shows the cross-sections,which reveal weld penetration depthas a function of laser power as meas-ured during the weld using the RPM. As expected, the weld penetrationdepth and total melt volume increasedwith laser power, reaching complete joint penetration at 2.8 kW beam pow-er. Note that the linear heat input, HI ,was calculated for each weld since piperotational speed ω (in units of mm/s)varied according to the selected laser
beam power, P, so that HI = P/ ω .The uncertainty of the laser power
measurement using the radiation pres-sure power meter is a preliminary esti-mate and will be refined further withmore measurements. But currently,the uncertainty is dominated by theuncertainty in our calibration of thescale over the lowest mass ranges(300–500 μg), which correspond toabout 600–1000 W of laser power. Weestimate that the uncertainty of thescale calibration at these lowest levelsis about 1.5%. For now, we use this as
our power uncertainty estimate. Weare also aware of a potential thermaldrift in the scale reading as higherpowers or longer weld times changethe temperature of the RPM. These ef-fects must be addressed, but for theparameters measured here, any driftwas simply removed by a linear ap-proximation and we assigned a tenta-tive laser power measurement uncer-tainty of 1.5%, which includes a cover-age factor of 2 (sometimes referred to
as a “2 sigma uncertainty”) indicatingthat we expect the actual power has a95% probability that it is within 1.5%of the value measured by the RPM.
Hybrid Power
Measurement Techniqueto Achieve Accuracyand Speed
As mentioned, radiation pressure isa unique way to measure laser powerbecause all other methods require thelaser light to be absorbed. Traditional-ly, the tradeoff is between absorbing allthe light for an accurate power meas-urement, or alternatively, measuringonly a tiny “pick-off” fraction of thelight allowing the rest of the light to be
used for the welding operation. Thissecond approach has lower potentialaccuracy but is a simple technique of-fering a fast way to see changes in laserpower during a weld with a responsetime on the order of milliseconds oreven microseconds. Current commer-cial scale technology, on the otherhand, is not designed for such rapidmeasurements and as a result, ourRPM has an approximate 5-s responsetime. In the short term, a hybrid ap-proach between a radiation pressurepower meter and a pickoff power mon-
itor might be a solution to enable bothrapid and accurate real-time measure-ments of welding laser power. The pickoff approach is somewhatcommon and came installed in thefiber laser feeding our welding opera-tion. In the measurement, a small frac-tion of the laser’s light is absorbed formeasurement using a photodiode (asmall, semiconductor-based opticalpower detector). This device works likea small solar cell where light is ab-
MARCH 2016 / WELDING JOURNAL 33
Fig. 4 — Macroscopic cross-sections of laser welds made on Ty