Embed Size (px)
Citation preview

Health and Safety Executive
Products evolved during hot gas welding of fluoropolymers
Prepared by the Health and Safety Laboratory for the Health and Safety Executive 2007
RR539 Research Report

Health and Safety Executive
Products evolved during hot gas welding of fluoropolymers
Chris Keen BSc CertOH Mike Troughton BSc PhD CPhys MInstP Derrick Wake BSc, Ian Pengelly BSc, Emma Scobbie BSc Health and Safety Laboratory Broad Lane Sheffield S3 7HQ
This report details the findings of a research project which was performed as a collaboration between the Health and Safety Executive (HSE) and The Welding Institute (TWI). The project aim was to identify and measure the amounts of products evolved during the hot gas welding of common fluoropolymers, to attempt to identify the causative agents of polymer fume fever.
Carbonyl fluoride and/or hydrogen fluoride were detected from certain fluoropolymers when these materials were heated to their maximum welding temperatures. Significant amounts of ultrafine particles were detected from all of the fluoropolymers investigated when they were hot gas welded.
The report concludes that fluoropolymers should be hot gas welded at the lowest possible temperature to reduce the potential for causing polymer fume fever in operators. If temperature control is not sufficient to prevent episodes of polymer fume fever, a good standard of local exhaust ventilation (LEV) should also be employed.
This report and the work it describes were funded by the Health and Safety Executive (HSE). Its contents, including any opinions and/or conclusions expressed, are those of the authors alone and do not necessarily reflect HSE policy.
HSE Books

© Crown copyright 2007
First published 2007
All rights reserved. No part of this publication may bereproduced, stored in a retrieval system, or transmitted inany form or by any means (electronic, mechanical,photocopying, recording or otherwise) without the priorwritten permission of the copyright owner.
Applications for reproduction should be made in writing to:Licensing Division, Her Majesty’s Stationery Office,St Clements House, 216 Colegate, Norwich NR3 1BQor by email to hmsolicensing@cabinetoffice.x.gsi.gov.uk
ii

CONTENTS1 Introduction................................................................................................................................. 1
1.1 Background......................................................................................................................... 11.2 Materials studied ................................................................................................................ 11.3 Overview of the current study ........................................................................................... 4
2 Experimental ............................................................................................................................... 52.1 Measurement of airborne material .................................................................................... 52.2 Stage 1 heating trials .......................................................................................................... 62.3 Stage 2 heating trials .......................................................................................................... 72.4 Welding trials ..................................................................................................................... 72.5 Hot bar welding trials......................................................................................................... 8
3 Results ......................................................................................................................................... 93.1 Validation of carbonyl fluoride measurement method .................................................... 93.2 Temperature measurements during welding .................................................................. 103.3 Results of air sampling .................................................................................................... 11
4 Discussion ................................................................................................................................. 164.1 Possible control strategies ............................................................................................... 19
5 Conclusions and recommendations ......................................................................................... 21
iii

iv

EXECUTIVE SUMMARY
This report details the findings of a research project which was performed as a collaboration between the Health and Safety Executive (HSE) and The Welding Institute (TWI). The practical work was lead for HSE by the Health and Safety Laboratory (HSL).
OBJECTIVES
To identify and measure the amounts of products evolved during the hot gas welding of the fluoropolymers PVDF, ECTFE, PFA and FEP and also during the heating of PTFE.
MAIN FINDINGS
Very little in the way of general volatile organic compounds (VOCs) was detected from any of the fluoropolymers during heating trials.
Neither carbonyl fluoride nor hydrogen fluoride were detected from PVDF or PTFE during heating trials to the recommended and maximum welding temperatures.
Hydrogen fluoride was detected when ECTFE was heated to the recommended welding temperature in air. Carbonyl fluoride was detected when ECTFE was heated to its maximum welding temperature in air. The manufacturers of ECTFE recommend that it is hot gas welded under nitrogen. Neither hydrogen fluoride nor carbonyl fluoride were detected when ECTFE was heated under nitrogen.
Carbonyl fluoride and/or hydrogen fluoride were detected from both PFA and FEP when these materials were heated to their maximum welding temperatures.
Significant amounts of ultrafine particles were detected from all of the fluoropolymers investigated when they were hot gas welded.
Other researchers have suggested that polymer fume fever is caused by a combination of ultrafine particulate and toxic chemical agents (predominantly carbonyl fluoride and/or hydrogen fluoride). The fact that these materials were detected during this work lends further weight to this theory.
The use of hot bar welding for joining PTFE to PFA, PTFE to FEP and ECTFE to ECTFE, was briefly investigated. No carbonyl fluoride or hydrogen fluoride was detected from this activity.
v

RECOMMENDATIONS
Air monitoring for carbonyl fluoride and/or hydrogen fluoride may be useful when investigating cases of polymer fume fever. However, it should be remembered that, where ultrafine particles are also present, these chemical agents may exhibit toxic effects at much lower levels than where they are present alone. Urinary fluoride monitoring may be useful when investigating polymer fume fever. However, this would require further investigation.
Fluoropolymers should be hot gas welded at the lowest possible temperature to reduce the potential for causing polymer fume fever in operators.
If temperature control is not sufficient to prevent episodes of polymer fume fever, a good standard of local exhaust ventilation (LEV) should be employed. LEV systems should be designed to enclose the welding process as much as possible. If portable, ‘flexible arm’ type LEV systems are used, the operators should receive adequate training to allow them to be used effectively. It is possible that on-tool extraction systems may be applicable in this setting.
Correctly used, P3 rated respiratory protective equipment can offer good protection against the ultrafine particulate material which is implicated in the cause of polymer fume fever. As always, however, RPE should only be employed when engineering controls alone do not offer adequate protection.
Any industrial process which involves gross overheating of fluoropolymers, such as laser cutting, should be the subject of a rigorous risk assessment.
vi

1 INTRODUCTION
1.1 BACKGROUND
Fluoropolymers are a group of plastic type materials possessing a high degree of resistance to chemical attack. They are used to fabricate structures for use in the chemical, semi-conductor, paper and pharmaceutical industries. They are also used in buildings and tents where a high degree of weather resistance is required of a plastic material.
Heating these materials to excessive temperatures can cause a degree of thermal degradation, and the airborne material generated in this way can be harmful to human health (Auclair et al 1983, Clarke et al 1990, Purser 1992, Schusterman 1993). The most common ‘hot’ processing method used with these materials is hot gas welding, and episodes of ill health, referred to as polymer fume fever, are not uncommon amongst workers performing this technique.
Polymer fume fever is an acute, influenza type illness. Symptoms manifest themselves within a few hours of exposure to the fume from heated fluoropolymers, and usually subside, without treatment, within 24 to 48 hours provided no further exposure occurs. However, in extreme cases, fatal poisonings have occurred (Auclair et al 1983). Currently there is no information to suggest that there is any chronic illness associated with exposure to fume from heated fluoropolymers.
Although polymer fume fever is a well known illness in the fluoropolymers industry, there is debate about which components of the fume actually cause the symptoms. Some researchers have implicated gaseous and vapour phase material (Coleman et al 1968). However, others suggest that the problem is caused by very fine particulate material (Birnbaum et al, 1968. Hume 1980). In recent years such material has been termed ultrafine particulate.
Extreme toxicity has been associated with the presence of very small particles around 0.01µm diameter, and reduced toxicity with the presence of larger particles, 0.1µm diameter (Clarke F.B. et al, 1990). It has been suggested (Pryor et al, 1990) that particles as small as 0.01µm could act as carriers for radicals that would otherwise be too reactive to penetrate deep into the lung and that this may explain the unusually high toxicity due to fluoropolymer degradation. Recent animal studies support the theory that a combination of chemical agents and ultrafine particulate may be the cause of this illness (Oberdorster et al, 2000).
Aggregation of the particulate evolved from heating fluoropolymers occurs as the fume ages and this results in a decrease in the potency of the particulate (Purser, 1992). Thus fresh fume, containing large numbers of small particles, is more toxic than aged fume, which has smaller numbers of larger particles.
1.2 MATERIALS STUDIED
The more common industrial fluoropolymers were studied in this investigation. Some information on these materials and the possible thermal degradation products is provided below.
1

1.2.1 Polytetrafluoroethylene
Abbreviation, PTFE
Polymeric structure, -(CF2-CF2)n-
PTFE cannot be hot gas welded to itself without using a different fluoropolymer as an interlayer, since PTFE undergoes gross decomposition at the temperatures required to soften it. Typically, PFA or FEP are used as the interlayer material. Hot plates used in the butt welding of other plastics are coated with PTFE and overheating these could cause the PTFE to thermally degrade.
The melting point of PTFE is 327°C. Decomposition begins at around 230°C (Kirk-Othmer Encyclopedia of Chemical Technology) and it is reported that polymer fume fever may result when even trace amounts of PTFE heated in the range 315 to 375°C are inhaled (Patty's Industrial Hygiene and Toxicology).
When heated to temperatures below 500°C it is reported that particulate is generated with possible absorbed substances such as fluorinated acids and olefins (Patty's Industrial Hygiene and Toxicology). This particulate matter appears to contribute towards animal toxicity (Waritz and Kwon, 1968; Seidel et al, 1991). In one study all of the particles collected were in the respirable range, with the majority being less than 1µm in diameter (Colman et al, 1968).
Tetrafluoroethylene monomer has been detected from PTFE heated to 440°C and perfluoroisobutylene (highly toxic) at 475°C. Hexafluoroethane, hexafluoropropylene and octafluorocyclobutane have also been identified as pyrolysis products (Zapp et al, 1959). It is thought that the main PTFE polymer is cleaved into smaller chains as a result of heat, not necessarily in the presence of oxygen. Further cleavage gives the fragment difluorocarbene, CF2:, and these combine to form tetrafluoroethylene CF2=CF2. Further reactions of the monomer with CF2: would then give hexafluoroethane and perfluoroisobutylene. Octafluorocyclobutane could be formed by the dimerisation of tetrafluoroethylene (Waritz and Kwon, 1968).
At heating temperatures in the range 500 to 650°C carbonyl fluoride has been found to be predominant and above 650°C carbon tetrafluoride and carbon dioxide were the major products (Coleman et al, 1968). Other species detected include hydrogen fluoride, trifluoroacetyl fluoride (from the oxidation of the free radical CF3CF:) and trifluoroacetic acid (from trifluoroacetyl fluoride in the presence of water vapour) (Arito and Soda, 1977). These products result from competing reactions which can occur in the presence of air. The end groups of the cleaved fragments can react to give carboxylic acid fluoride end groups which can then hydrolyse to carboxylic acids and HF. Difluorocarbene, CF2:, can react in a similar manner to give carbonyl fluoride which at high temperatures can form carbon tetrafluoride or hydrolyse in the presence of water vapour to form HF and CO2.
Carbonyl fluoride is reported as the dominant vapour-phase product of PTFE degradation under oxidative conditions whereas perfluoroisobutylene is the major product in the absence of oxygen (Shusterman, 1993). Oxidation is not necessary to produce the toxic effect from fluoropolymer degradation (Seidel et al, 1991).
2

1.2.2 Polyvinylidene fluoride
Abbreviation, PVDF
Polymeric structure, -(CH2-CF2)n-
PVDF is reported to show excellent resistance to degradation at temperatures below 200°C (Barron, 1976). Above 350°C, thermal decomposition may occur with hydrogen fluoride evolved. In one study, heating in the range 400 to 530°C resulted in 35% hydrogen fluoride and high yields of products involatile at 25°C (Grassie and Scotney, 1975). Other reported decomposition products include carbon monoxide, carbon dioxide and organic fluorine compounds (Patty's Industrial Hygiene and Toxicology).
1.2.3 Perfluorinated ethylene-propylene copolymers
Abbreviation, FEP
Polymeric structure, -(CF2-CF2)n-......-(CF2-CF(CF3))m-
FEP is a copolymer of tetrafluoroethylene and hexafluoropropylene. Its structure resembles PTFE except for the random replacement of a fluorine atom with a perfluoromethyl group (CF3). The introduction of hexafluoropropylene lowers the melting point of PTFE to around 260°C enabling it to undergo conventional melt processing.
Thermal decomposition of FEP is reported to start at 205°C to give mainly carbonyl fluoride and trifluoroacetyl fluoride (Patty's Industrial Hygiene and Toxicology). The rate of decomposition increases with temperature, from 0.0004% per hour at 230°C to 0.3% per hour at 370°C (Kirk-Othmer Encyclopedia of Chemical Technology). Another study (Barron, 1976) reported negligible degradation below 300°C and rapid degradation at higher temperatures. In humid air carbonyl fluoride is instantly hydrolysed to hydrogen fluoride and carbon dioxide and trifluoroacetic acid and hydrogen fluoride are formed from trifluoroacetyl fluoride. Perfluoroisobutylene has been identified at heating temperatures in the region of 500°C, when decomposition occurs in air (Symalit Co. Ltd).
As with PTFE, particulate has been implicated as a toxic agent arising from the thermal degradation of FEP, specifically fresh small particles of diameter 0.02 - 0.15µm (Lee and Seidel, 1991).
1.2.4 Perfluoroalkoxyfluorocarbon resin
Abbreviation, PFA
Polymeric structure, -CF2-CF2-CF(OC3F7)-CF2-
PFA contains a fluorocarbon backbone as its main chain and randomly distributed perfluorinated ether side chains. These added side chains reduce the crystallinity of the molecule; the melting point is 305°C (between that of PTFE and FEP).
Decomposition of PFA is reported to begin at 230°C and the rate is a function of both temperature and time. Reported decomposition products include fluorinated hydrocarbons (fluoro-olefins), carbonyl fluoride (at temperatures around 450°C) and hydrogen fluoride (Kirk-Othmer Encyclopedia of Chemical Technology). Perfluoroisobutylene is reported to be formed at around 500°C when decomposition occurs in air.
3

1.2.5 Ethylene chlorotrifluoroethylene
Abbreviation, ECTFE
Polymeric structure, -(CH2-CH2)n-.....-(CF2-CFCl)m-.....
Decomposition of ECTFE reportedly begins at 260°C. Thermal decomposition products may include fluorinated hydrocarbons (fluoro-olefins), chlorinated hydrocarbons and hydrogen fluoride. Traces of carbonyl fluoride and carbonyl chloride are evident at around 450°C (Symalit Co. Ltd).
A study of the pyrolysis of polychlorotrifluoroethylene (-(CF2-CFCl)n-) in air (Birnbaum et al, 1968) showed a particle distribution of 85% of particles less than 1µm diameter and 99% less than 2µm. Analysis of the breakdown products showed many species including carbonyl fluoride and COFCl and COCl containing groups.
The manufacturers of ECTFE recommend that nitrogen is used as the gas for the hot gas welding of this material.
1.3 OVERVIEW OF THE CURRENT STUDY
The stated objective of this work was to identify and measure the amounts of products evolved during the hot gas welding of the fluoropolymers PVDF, ECTFE, PFA and FEP and also during the heating of PTFE. In this way it was hoped that the causative agent(s) of polymer fume fever could be identified.
The initial stages of this work involved heating samples of the fluoropolymers to temperatures achieved during hot gas welding. Two sets of heating trials were performed. In each, the fluoropolymers were contained in an enclosure, which allowed the airborne material generated by the heated fluoropolymer to be sampled. The final stage of the work involved a set of welding trials. During this stage, fluoropolymers were manually hot gas welded using typical industrial equipment. Hot bar welding, a different joining technique, was also investigated during this stage of the work. All practical work was performed in the laboratory. Field measurements were not within the scope of this study.
The initial sampling regime was based around the potential thermal degradation products from fluoropolymers, identified from existing literature (discussed in sections 1.2.1 to 1.2.5 above). As the project progressed, the sampling regime was modified based on the findings of earlier stages.
4

2 EXPERIMENTAL
All heating and welding trials described below were performed in the laboratories of TWI, by TWI personnel. All air sampling was performed by HSL scientists. Laboratory analysis of the samples taken was performed at HSL, Sheffield. Full experimental details of the heating and welding trials are contained in TWI reports (appendix 1).
2.1 MEASUREMENT OF AIRBORNE MATERIAL
During the heating and welding trials described in sections 2.2 to 2.5, air sampling was performed to establish the airborne concentrations of various substances which could potentially be evolved from the hot fluoropolymer. The sampling regime employed initially was based on existing reports on thermal degradation of fluoropolymers (sections 1.2.1 to 1.2.5). As the work progressed to the later stages, some of the air samplers were discarded as the substances they were sampling for were not being detected.
2.1.1 Volatile organic compounds (VOCs)
VOCs were sampled using pumped sampling onto sorbent tubes. There are a wide variety of sorbent materials available, and certain sorbents are more efficient at sampling certain VOCs. Parameters such as boiling point and polarity usually determine whether a particular sorbent is suitable for a particular VOC. Since there was the potential for a variety of VOCs to be evolved from hot gas welding of fluoropolymers, three different sorbents were used to sample in parallel to maximise the chances of detecting all VOCs evolved during a particular trial.
All VOC samples were analysed by thermal desorption - gas chromatography with mass spectrometric detection.
2.1.2 Total inhalable particulate (TIP)
TIP was measured using pumped sampling onto PTFE membrane filters. The filters were mounted in stainless steel cassettes, contained in IOM sampling heads. TIP was determined using microgravimetry. The filters were then solvent desorbed (into acetone) and the resulting solutions were analysed by gas chromatography with mass spectrometric detection. This was done to check for the presence of higher boiling point organic material (semi volatile organic compounds) which may not have been detected from the VOC samples.
2.1.3 Aldehydes
These were measured using pumped sampling onto glass fibre filters impregnated with a derivatising agent (dinitrophenylhydrazine, DNPH). After sampling, these filters were desorbed into acetonitrile and analysed for aldehydes using high pressure liquid chromatography (HPLC) with uv spectrophotometric detection.
2.1.4 Carbonyl halides
The major carbonyl halide of interest in this work was carbonyl fluoride (COF2). However, since the ECTFE molecule contains chlorine as well as fluorine, there is the potential for this material to also generate carbonyl chloride (phosgene) upon decomposition. Samples for these 2 compounds were taken using pumped sampling onto XAD-2 (a porous polymer sorbent) impregnated with a derivatising agent (2-(hydroxymethyl)piperidine, HMP). After sampling, the sorbent material was desorbed into toluene. Initially these samples were analysed using gas
5

chromatography with a nitrogen-phosphorous detector. As the project progressed the method was developed to use gas chromatography with mass spectrometric detection.
A literature search prior to beginning the work identified that there was no validated measurement technique for carbonyl fluoride. The sampling method used, and the initial analytical technique, were based on an OSHA method for phosgene (method number 61). During this project a basic validation was performed on this method to check that it was capable of measuring airborne carbonyl fluoride. The results of this validation are discussed in section 3.1.
2.1.5 Hydrogen fluoride
This was measured by sampling onto water washed silica gel. The samples were desorbed into aqueous carbonate/bicarbonate buffer solution, which was analysed for anions using ion chromatography with suppressed conductimetric detection.
2.1.6 Ultrafine particles
Existing literature indicated that several researchers had implicated ultrafine particulate material in the causation of polymer fume fever. In the stage 1 heating trials, ultrafines were measured using a TSI Portacount particle detector. However, the results from this instrument were spurious and so an alternative measurement system was used for the stage 2 heating trials. This consisted of a scanning mobility particle sizer configured to monitor for particles in the size range 10 to 535 nm. This instrument gives information regarding the size distribution of the particles it measures. However, early in the final welding trials it soon became apparent that the response time of this instrument (two minutes to scan over the size range) was too slow to be of use in a dynamic welding situation where airborne concentrations of particles fluctuate rapidly over time. Hence, for this stage of the work, ultrafine measurements were made using a TSI condensation particle counter (measuring particles from 0.01 µm to 1 µm) and 2 TSI Ptrak model 8525 particle detectors (measuring particles from 0.02 µm to 1 µm). These instruments measure airborne particle concentrations in real time and log the data so that it can be downloaded later.
2.2 STAGE 1 HEATING TRIALS
2.2.1 Measurement of welding temperatures.
The manufacturers of the various fluoropolymers recommend maximum temperatures for the hot gas welding of these materials. This parameter is defined as the temperature of the hot gas from the welding gun measured 5 mm in front of the gun nozzle. Initially it was necessary to relate this to the actual temperature setting on the hot gas welding gun, since this value will be somewhat higher than the gas temperature 5 mm in front of the nozzle. Once this relationship had been established, a series of experiments were performed to establish the maximum temperatures obtained within the fluoropolymer itself when welded at the maximum recommended temperature. This was achieved by measuring the temperatures around the weld region using an infrared thermal imaging system. The result of this series of experiments are shown in section 3.2. The temperatures established by this experiment were used in the hot plate heating trials.
6

2.2.2 Hot plate heating trials
During this stage of the work, 50 mm diameter circular discs of the fluoropolymers were heated on a hotplate to the temperatures determined in the experiment described above. The fluoropolymer discs were maintained at the elevated temperature for 1 hour, during which time air samples were taken to identify any airborne material evolved from the fluoropolymer. Samples were taken for VOCs, TIP, aldehydes, carbonyl halides and hydrogen fluoride. Ultrafine particle measurements were taken with a TSI Portacount. To allow the airborne material to be sampled efficiently, the heated fluoropolymer and the air samplers were contained inside a polycarbonate chamber, with all samples taken from inside the chamber. The results of this series of experiments are described in section 3.3.
2.3 STAGE 2 HEATING TRIALS
The intention of the hot plate heating trials was to identify the prevalent compounds evolved from the heating of the fluoropolymers. However, the results of these were inconclusive (see section 3.3), and so another series of heating trials was performed. These used an alternative arrangement for heating the fluoropolymers and also involved heating them to higher temperatures.
2.3.1 Identification of maximum welding temperatures
As part of this stage of the work, the maximum temperatures at which the various fluoropolymers could be welded without a reduction in the quality of the weld were established. The results are shown in section 3.2.
2.3.2 Heating trials
In these trials, a circular disc of the fluoropolymer under test was rotated whilst a hot gas welding gun was directed at the surface of the disc. The positioning of the hot gas gun, and the rotation speed of the disc were such that the operation resembled actual hot gas welding. Each heating/sampling run was of 30 minutes duration. A sampling chamber was constructed (different from the one used in the hot plate trials) to allow efficient sampling of the airborne material evolved from the heated fluoropolymer. During these trials air monitoring was carried out for VOCs, TIP, carbonyl halides and hydrogen fluoride. In addition, ultrafine particle measurements were taken with a TSI scanning mobility particle sizer (consisting of a model 3071A electrostatic classifier coupled to a model 3310 condensation nucleus counter). Monitoring specifically for aldehydes was not undertaken during this stage of the work since previous experiments had shown that any aldehydes could be measured semi-quantitatively from the VOC samplers. The results of this stage of the work are shown in section 3.3.
2.4 WELDING TRIALS
This stage of the work involved manual hot gas welding of the fluoropolymers. Each fluoropolymer was welded using the recommended hot gas welding temperature and also the maximum welding temperature. At each temperature one 30 minute welding run was performed with a local exhaust ventilation (LEV) system (portable, flexible arm) running and one run was performed with the LEV switched off. The welding was performed by a qualified hot gas welding instructor wearing air fed breathing apparatus in a well ventilated room. Based on the findings of the two heating trials, air monitoring during the welding trials was restricted to sampling for carbonyl fluoride, hydrogen fluoride and ultrafine particles. Three static monitoring positions were set up around the room. Personal sampling was also performed on the welder. The results of the welding trials are shown in section 3.3.
7

2.5 HOT BAR WELDING TRIALS
Hot bar welding was not included in the original scope of the project. However, during the course of the project it became apparent that hot bar welding of fluoropolymers has the potential to cause polymer fume fever. Consequently, a series of hot bar welding trials were performed to quantify any airborne material generated by this technique. Based on the findings of the two heating trials, air monitoring during the hot bar welding trials was restricted to sampling for carbonyl fluoride, hydrogen fluoride and ultrafine particles. As for the welding trials, the hot bar welding was performed by a trained operator wearing air fed breathing apparatus in a well ventilated room. The same static sampling locations were used as for the welding trials, and personal monitoring on the operator was performed. The results of the hot bar welding trials are discussed in section 3.3.
8

3.1
3 RESULTS
VALIDATION OF CARBONYL FLUORIDE MEASUREMENT METHOD
As discussed briefly in section 2.1.4, prior to beginning work on this project no validated method for quantifying airborne carbonyl fluoride could be identified. However, an OSHA method for measuring carbonyl chloride (phosgene), which has similar molecular structure to carbonyl fluoride, was identified.
The sampling method involved drawing air through XAD-2 (a porous polymer sorbent) coated with 2-(hydroxymethyl)piperidine (2HMP). Any carbonyl chloride in the sampled air is derivatised according to the reaction scheme below:
Carbonyl chloride + 2HMP Derivative + by-product
It was considered that carbonyl fluoride should react almost identically, forming the same derivative plus HF as a by product.
This hypothesis was checked using a certified mixture of 100 ppm carbonyl fluoride in air, supplied by BOC special gases. Gas from this cylinder was blended with humidified air to generate a simple, static standard atmosphere of 50 ppm carbonyl fluoride in air at 50% RH in a Tedlar gas bag. Air samples were taken from the bag using the 2HMP coated XAD-2 sorbent tubes recommended by OSHA. These samples were desorbed into a known volume of toluene. After some experimentation, a set of GC conditions was determined which allowed quantification of the derivative. By varying the volume of air sampled from the standard atmosphere, a linear calibration curve was generated for the derivative. Analysis of the back-up sorbent section (the sorbent tubes were of the two stage design) showed this to be clean, indicating that sampling was essentially 100% efficient. Initial work used the specialised detection system (nitrogen-phosphorous detector) recommended by OSHA. However, the method was adapted to use mass spectrometric detection. The GC conditions for this analysis were :
Column – HP5, 50 metres long, 0.25 mm internal diameter, 0.25 µm film Carrier gas – helium at 1 ml/minute Oven temperature – initially 35°C for 30 seconds, rising at 40°C/minute to 150°C and held for 3 minutes, then rising at 40°C to 295°C with no final temperature hold. This results in a total run time of 10 minutes. Injection volume – 2 µl (split closed, opened after 1 minute)
Under these conditions, the derivative elutes after around 5 minutes. Selected ion monitoring was performed at m/z values of 83, 140 and 141.
9

It should be noted that this analytical method will not differentiate between carbonyl fluoride and carbonyl chloride, since both compounds will generate the same derivative. With regards to fluoropolymers this is only significant for ECTFE. Since this molecule contains chlorine as well as fluorine, detection of the deriviative shown above will not clearly indicate whether carbonyl fluoride or carbonyl chloride was generated. Given the extreme toxicity of carbonyl chloride this may be important.
3.2 TEMPERATURE MEASUREMENTS DURING WELDING
3.2.1 Measurements at maximum recommended welding temperature
Before the stage 1 (hot plate) heating trials, the temperatures achieved within the fluoropolymer during welding at the maximum recommended temperature were measured. All temperature measurements were taken using an infra-red imaging system. The results are shown in Table 1.
Table 1: Temperature measurements at manufacturers maximum recommended welding temperatures.
Fluoropolymer Maximum recommended weld
temperature (°C)
Required gun temperature setting (°C)
Maximum material temperature (°C)
PVDF 360 452 316 ECTFE 380 485 331
FEP 390 500 254 PFA 410 525 337
PFA (for welding PTFE) 430 552 351
The ‘required gun temperature setting’ is the temperature to which the temperature control on the welding gun was required to be set in order to achieve the recommended hot gas temperature 5 mm in front of the gun nozzle.
3.2.2 Measurements at maximum welding temperature
Little airborne material was detected in the air samples taken during the stage 1 (hot plate) heating trials. One of the possible reasons for this was that the fluoropolymers had not been heated to a sufficiently high temperature to generate significant amounts of airborne material. Although fluoropolymer manufacturers recommend maximum welding temperatures, accurate setting of the welding temperature is a complicated, time-consuming process requiring expensive measurement equipment. It is probable that in the field it is more common to set the welding temperature by laying down trial welds until a desired join is achieved. Setting of the temperature in this way may result in welding temperatures which exceed recommended maxima. To determine the maximum welding temperature for each fluoropolymer, a set of experiments was performed in which the welding temperature was increased to the point at which a satisfactory weld could be made without visible scorching of the substrate. The results of this series of experiments are shown in Table 2.
10

Table 2 : Maximum gun temperature settings at which fluoropolymers may be hot gas welded Fluoropolymer Maximum gun
temperature setting (°C) Recommended gun
temperature setting (°C) PVDF 560 452
ECTFE (in air) 560 N/A ECTFE (in N2) 600 485
FEP 600 500 PFA 600 525
PTFE (using PFA welding rod) 600 552
It can be seen from these results that all of the fluoropolymers studied can be successfully welded at temperatures significantly higher than the maximum recommended welding temperature. The actual material temperatures achieved at these gun settings were not determined, although these will be somewhat lower than the gun temperatures quoted. For those materials where the maximum temperature is quoted as 600°C, this was the highest temperature which could be achieved with the hot gas welding gun used for the work. Some hot gas guns are able to run at higher temperatures than this, and it possible that these materials may be welded without scorching at even higher temperatures with such equipment.
3.3 RESULTS OF AIR SAMPLING
3.3.1 PVDF
The results of air sampling during the stage 1 (hot plate) and stage 2 heating trials for PVDF are shown in Table 3.
Table 3 : Results of heating trials for PVDF Analyte Result Volatile organics Stage 1 Butyraldehyde (<0.1 mg/m3)
Valeraldehyde (<0.1 mg/m3) Low MW carboxylic acids (formic, acetic) (<0.1 mg/m3) Crotonaldehyde (<0.1 mg/m3) Unsaturated, fluorinated hydrocarbon - not positively identified (<0.01 mg/m3)
Stage 2 Traces of acetone, hexane, 1,1,1 trichloroethane, benzene, cyclohexane, 1-butanol, toluene, styrene and methylstyrene
Total inhalable particulates Stage 1 7.33 mg/m3, 7.17 mg/m3
Stage 2 <2.5 mg/m3
Semi volatile organics Stage 1 Long chain carboxylic and dicarboxylic acids (<0.01 mg/m3)
Stage 2 Unsaturated aliphatic hydrocarbon, traces of phthalates Aldehydes Stage 1 High MW aldehydes (C9 to C12) - low levels
Stage 2 Not detected (in VOC samples) Hydrogen fluoride Stage 1 None detected (<0.05 mg/m3)
Stage 2 None detected (<0.1 mg/m3) Carbonyl fluoride Stage 1 None detected (<0.5 mg/m3)
Stage 2 Not detected (<0.6 mg/m3) Ultrafine particles Stage 1 Inconclusive
Stage 2 Low/inconclusive
In general, only low levels of airborne material were detected from PVDF during the two heating trials. The total inhalable particulate result from the stage 1 trials are high, and the reason for this is unclear. No trace of hydrogen fluoride or carbonyl fluoride was detected at any
11

time from this material. Because so little was detected, PVDF was not included in the welding trials or the hot bar welding trials.
3.3.2 PTFE
The results of air sampling during the stage 1 (hot plate) and stage 2 heating trials for PTFE are shown in Table 4.
Table 4 : Results of heating trials for PTFE Analyte Result Volatile organics Stage 1 Styrene (<0.1 mg/m3)
Stage 2 Traces of 1-butanol, styrene, benzaldehyde, acetic acid, methylstyrenes, toluene.
Total inhalable particulates Stage 1 <0.75 mg/m3
Stage 2 Results ranged from <2.5 mg/m3 to 4.75 mg/m3 . Semi volatile organics Stage 1 None detected
Stage 2 Traces of phthalates, butyl stearate plus higher molecular weight aliphatic hydrocarbons
Aldehydes Stage 1 None detected Stage 2 Not detected (in VOC samples)
Hydrogen fluoride Stage 1 None detected (<0.05 mg/m3) Stage 2 None detected (<0.1 mg/m3)
Carbonyl fluoride Stage 1 None detected (<0.5 mg/m3) Stage 2 None detected (<0.6 mg/m3)
Ultrafine particles Stage 1 Inconclusive Stage 2 Low/inconclusive
The products evolved from PTFE were measured using 4 different gun temperatures during the phase 2 heating trials – these ranged from 366 to 600 °C. The results were similar at all four temperatures.
As for PVDF, only low levels of airborne material were detected during the two heating trials for PTFE. However, during hot gas welding, PTFE can only be joined to itself using a different fluoropolymer as a filler material (interlayer). Hence, PTFE was included in the welding trials, using PFA as the ‘filler’ material.
Neither carbonyl fluoride nor hydrogen fluoride were detected at any stage during the welding trials with PTFE/PFA. Large amounts of ultrafine particles were detected during the welding trials, with a significant amount of very small particles (10 to 20 nm diameter) being generated. These were generated in bursts, although it is not clear what caused these bursts.
PTFE was joined to both PFA and FEP in the hot bar welding trials. No carbonyl fluoride or hydrogen fluoride was detected during these trials. Due to high background levels of ultrafine particles, generated by the hot bar welding equipment, valid data for ultrafines was not generated during the hot bar welding trials.
12

3.3.3 ECTFE
The results of air sampling during the stage 1 (hot plate) and stage 2 heating trials for ECTFE are shown in Table 5.
Table 5 : Results of heating trials for ECTFE Analyte Result Volatile organics Stage 1 2 ethyl hexanoic acid (0.05 mg/m3)
Mono/di/tri/tetra fluorobenzenes (<0.01 mg/m3) Stage 2 (air) Low levels of 1-butanol, toluene, acetone, 111
trichloroethane, cyclohexane, benzenestyrene, methylstyrenes
Stage 2 (N2) Low levels of 111 trichloroethane, 1-butanol, benzene, toluene
Total inhalable particulates Stage 1 2.1 mg/m3, 5.2 mg/m3
Stage 2 (air) <2.5 mg/m3, 3.25 mg/m3
Stage 2 (N2) <2.5 mg/m3, 3.25 mg/m3
Semi volatile organics Stage 1 octadecyl-2-ethylhexadecanoate (0.06 mg/m3) octadecyl chloride, octadecyl acetate
Stage 2 (air) Aliphatic esters (around C18), butylated hydroxy toluene (an antioxidant)
Stage 2 (N2) Aliphatic esters (around C18), butylated hydroxy toluene (an antioxidant)
Aldehydes Stage 1 None detected Stage 2(air) Not detected (in VOC samples) Stage 2 (N2) Not detected (in VOC samples)
Hydrogen fluoride Stage 1 2.44 mg/m3 , 3.53 mg/m3 (hydrogen chloride was also detected at around 25 mg/m3)
Stage 2 (air) None detected (<0.1 mg/m3) Stage 2 (N2) None detected (<0.1 mg/m3)
Carbonyl fluoride Stage 1 Trace (approx. 0.5 mg/m3) Stage 2 (air) 4.9 mg/m3, 7.3 mg/m3
Stage 2 (N2) None detected (<0.6 mg/m3) Ultrafine particles Stage 1 Inconclusive
Stage 2 (air) Probable Stage 2 (N2) Probable
Hydrogen fluoride was detected during the stage 1 (hot plate) heating trials. These trials were conducted in air, and this may be significant as the probable mechanism for hydrogen fluoride generation involves hydrolysis of carbonyl fluoride, which can only be generated in the presence of air. Perhaps more significantly, hydrogen chloride was detected in these trials at levels approximately 10 times higher than hydrogen fluoride. If the mechanism for generating this agent is similar as for hydrogen fluoride then it is possible that phosgene was generated as an intermediate. However, nothing was detected on the carbonyl halide samples taken in these trials. Carbonyl fluoride was detected in the stage 2 heating trials, but again only when ECTFE was heated in air.
For the welding trials, ECTFE was welded using both air and nitrogen as the hot gas. During these trials hydrogen fluoride was not detected under any conditions. When welded in air at the maximum temperature, carbonyl fluoride was detected at around 0.3 ppm in the static sample positioned close to the welding operation, but not in any other sample, including personal (breathing zone) samples taken on the welder. Neither carbonyl fluoride nor hydrogen fluoride were detected during the welding trials using nitrogen gas under any conditions.
13

Large amounts of ultrafine particles were detected during the welding trials. The highest concentrations were measured around the breathing zone of the operator, with maximum levels being detected when the LEV system was not switched on. The ultrafine results obtained when welding under N2 were very similar to those obtained when welding in air.
ECTFE was also included in the hot bar welding trials. Neither carbonyl fluoride nor hydrogen fluoride was detected during these trials. Due to high background levels of ultrafine particles, generated by the hot bar welding equipment, valid data for ultrafines could not generated during the hot bar welding trials.
3.3.4 FEP
The results of air sampling during the stage 1 (hot plate) and stage 2 heating trials for FEP are shown in Table 6.
Table 6 : Results of heating trials for FEP Analyte Result Volatile organics Stage 1 Acetic acid (<0.1 mg/m3)
Stage 2 Traces of benzene, 1-butanol, acetic acid, toluene, cyclohexane, 1,1,1 trichloroethane, benzaldehyde
Total inhalable particulates Stage 1 <0.75 mg/m3
Stage 2 <2.5 mg/m3
Semi volatile organics Stage 1 None detected Stage 2 Low levels of phthalates, unsaturated aliphatic hydrocarbon,
trace amounts of higher molecular weight hydrocarbons Aldehydes Stage 1 None detected
Stage 2 Not measured Hydrogen fluoride Stage 1 None detected
Stage 2 <0.1, 0.95 mg/m3
Carbonyl fluoride Stage 1 None detected Stage 2 0.9, 39.8 mg/m3
Ultrafine particles Stage 1 Inconclusive Stage 2 Low/inconclusive
Hydrogen fluoride and carbonyl fluoride were both detected in the samples taken during the stage 2 heating trials. The analytical method for hydrogen fluoride actually measures the fluoride ion, hence carbonyl fluoride would give an identical signal to hydrogen fluoride on the analytical equipment. To some extent this is not important given the rapid hydrolysis of carbonyl fluoride on contact with water (see discussion). The fact that hydrogen fluoride and/or carbonyl fluoride were detected in the stage 2 trials indicates the potential for generating these substances when FEP is heated to its maximum welding temperature.
During the welding trials, hydrogen fluoride was not detected from FEP under any conditions. Carbonyl fluoride was detected at concentrations between 0.3 and 0.6 ppm in static samples taken close to the welding operation during welding at the maximum temperature. However, concentrations in the operator’s breathing zone were below the limit of detection (0.3 ppm). Carbonyl fluoride was not detected in any samples taken whilst welding at the recommended temperature.
Large amounts of ultrafine particles were detected from FEP during the welding trials, with a significant amount of very small particles (10 to 20 nm diameter) being generated. These were generated in bursts, although it is not clear what caused these bursts.
14

3.3.5 PFA
The results of air sampling for PFA during the stage 1 (hot plate) and stage 2 heating trials are shown in Table 7.
Table 7 : Results of heating trials for PFA Analyte Result Volatile organics Stage 1 C2 to C4 carboxylic acids, Various perfluoroalkanes
Stage 2 Low levels of benzene, 1-butanol, toluene, acetone, 111 trichloroethane, styrene, benzaldehyde
Total inhalable particulates Stage 1 3.5 mg/m3, <0.75 mg/m3
Stage 2 <2.5 mg/m3, 3.91 mg/m3
Semi volatile organics Stage 1 None detected Stage 2 Low levels of phthalates, unsaturated aliphatic hydrocarbon,
trace amounts of higher molecular weight hydrocarbons Aldehydes Stage 1 None detected
Stage 2 Not detected (in VOC samples) Hydrogen fluoride Stage 1 None detected (<0.05 mg/m3)
Stage 2 None detected (<0.1 mg/m3) Carbonyl fluoride Stage 1 None detected (<0.5 mg/m3)
Stage 2 7.5, 9.0 mg/m3
Ultrafine particles Stage 1 Inconclusive Stage 2 Possible
Note – the products evolved from PFA were measured at two different temperatures in the stage 1 (hot plate) heating trials. This was done to cover welding with PFA at the maximum recommended welding temperature and also use of PFA as the filler material when welding PTFE at the maximum recommended welding temperature. The results were similar at both temperatures.
The detection of carbonyl fluoride in the samples taken during the phase 2 heating trials indicates the potential for generation this substance when PFA is heated to it’s maximum welding temperature.
During the welding trials, neither hydrogen fluoride nor carbonyl fluoride were detected from PFA under any conditions.
Large amounts of ultrafine particles were detected from PFA during the welding trials, with a significant amount of very small particles (10 to 20 nm diameter) being generated. These were generated in bursts, although it is not clear what caused these bursts.
15

4 DISCUSSION
This study has shown that the evolution of gas and vapour phase components upon heating is dependant upon the specific fluoropolymer and the temperature to which it is heated. For all of the fluoropolymers studied only very low levels of VOCs were detected with no individual component detected at concentrations greater than 0.1 mg/m3. The VOCs detected would not be expected to exhibit an acute toxic effect at the levels detected.
Carbonyl fluoride was detected in certain air samples. This substance is known to cause adverse effects on the human respiratory system, symptoms include sore throat, coughing and laboured breathing. Delayed pulmonary oedema can occur. Carbonyl fluoride is rapidly hydrolysed upon contact with water, producing hydrogen fluoride and carbon dioxide. The highly toxic nature of hydrogen fluoride is well documented, with symptoms reported as being very similar to those described for carbonyl fluoride. The moist environment of the human respiratory tract would provide perfect conditions for the hydrolysis of carbonyl fluoride, and hence inhalation of this substance is essentially the same as inhalation of hydrogen fluoride.
Neither hydrogen fluoride nor carbonyl fluoride were detected from PVDF in any of the heating trials, and for this reason this fluoropolymer was not included in the final welding trials. Based upon the theory offered by other researchers, that polymer fume fever is caused by a combination of ultrafine particulate material and chemical agents, coupled with the findings of this project, it would seem likely that PVDF has a lower potential to cause polymer fume fever than some of the others included in the study.
Similarly, neither hydrogen fluoride or carbonyl fluoride were detected from PTFE in any of the heating trials. However, the actual hot gas welding of PTFE requires a different fluoropolymer to be used as an interlayer, typically PFA or FEP, and so PTFE was included in the welding trials. HSE sources have identified cases of polymer fume fever in workers hot gas welding PTFE in this manner.
Both hydrogen fluoride and/or carbonyl fluoride were detected under certain conditions in the heating trials from PFA and FEP. In the actual welding trials, carbonyl fluoride was detected in static samples taken adjacent to the welding operation for FEP, when this material was welded at the maximum welding temperature. The concentrations were relatively low (the maximum recorded concentration was 0.6 ppm) and no detectable levels were measured on the corresponding personal sample (limit of detection 0.3 ppm). However, the room used for the welding trials was extremely well ventilated, even during the welding trials performed with the LEV system not running. It is probable that significant personal exposures to carbonyl fluoride may occur when hot gas welding with inadequate ventilation. Carbonyl fluoride was not detected (limit of detection 0.3 mg/m3) from PFA at any stage during the welding trials. Given that this substance was detected from PFA in the stage 2 heating trials, it is likely that the high ventilation rates during the welding trials may be the reason for this. Hydrogen fluoride was not detected (limit of detection 0.1 mg/m3) for either fluoropolymer in any sample taken during the welding trials.
Hydrogen fluoride and/or carbonyl fluoride were detected when ECTFE was heated/welded in air, but neither component was present in any of the samples taken whilst ECTFE was heated/welded under nitrogen.
The detection of hydrogen fluoride and or carbonyl fluoride during heating or welding of these fluoropolymers may go some way to identifying the cause of polymer fume fever. However, to complete the picture, the data collected on the generation of ultrafine particles must also be
16

considered. A number of researchers have previously implicated ultrafines in the cause of polymer fume fever (Birnbaum et al 1968, Hume 1980, Seidel et al 1990, Purser 1992, Oberdorster et al 1995).
The most relevant data on ultrafine generation from the current study is that from the final welding trials. This shows that ultrafine particles are generated in large amounts from the hot gas welding of all the materials welded in these trials (PVDF was not included in this stage of the work, PTFE was welded using PFA welding rod to represent typical industry practice). Typical plots of the data from the ultrafine particle detectors are shown in appendix 1. These show the high peaks of ultrafine particles being generated during welding. P-Trak 1 was located furthest from the welding and, perhaps not surprisingly, has detected the lowest levels of ultrafines in the two examples shown (which are typical of the data collected for ultrafines from the welding trials). P-Trak 2 was mounted in approximately the welder’s breathing zone, whilst the model 3007 Condensation Nucleus Counter (CNC) was mounted close (approximately 200 to 400 mm) to the actual welding operation. The peaks of ultrafines can be clearly seen on both of these instruments. In some cases (P-Trak 2 during ECTFE welding) the instruments have saturated, measuring in excess of 500,000 particles per cc of air. The cause of these peaks is unknown, they could not be linked to specific events during the welding. However, this work clearly shows that large amounts of ultrafines are generated during hot gas welding of fluoropolymers.
The formation and recombination of the ultrafine aerosols generated during the heating of fluoropolymers are complex and little understood processes (Obersdorster, 2000(a)). The ultrafine aerosols produced during such a process as the heating of a polymer could be formed by the direct condensation of the polymer vapour from the gas phase or by condensation of the polymer vapour on to seed particles, which are abundantly available from the ambient air (or from the welding gun element), or in a manner which is a combination of these or other processes. The exact mechanism of formation in this study is not known. Moreover, when ultrafine particles are formed they can become electrically charged and thus, because they are very small, highly electrically mobile. In this state they will very rapidly combine with other particles exhibiting the opposite charge or agglomerate with themselves due to their electrical dipole moment. They could also “plate out” or become attached to any surface which is either electrically neutral (image charges) or of opposite electrical polarity. Both “plating out” and recombination/agglomeration will occur very rapidly. However, the conditions in the room where the welding was carried out, such as the presence and magnitude of electrostatic charge on the surfaces, the amount of air entering or leaving and the number of ultra fine particles already in the air from the environment will have an influence on the rate of recombination and plating out. Even the position of the person doing the welding will influence the rate of “plating out” particularly if they are wearing clothing which can become electrostatically charged (such as in these trials). It is evident from plots of combined data from the three ultrafine monitors that these processes are very dynamic as the numbers of ultrafine particles in the regions nearest the welding exhibit large temporal and spatial variations. The number of ultrafines in the room air farthest away from the welding were fairly constant, but (almost) always greater than ambient levels measured before and after the welding operation. It can be assumed, therefore, that these additional numbers must be due the welding activities but that in this region the rate of “plating out” and reagglomeration/recombination has attained something like an equilibrium state.
The toxicology of ultrafine particles is still not fully understood. A number of animal studies have shown that any given material is significantly more toxic when it is present in the air in an ultrafine state. When inhaled, these particles are able to penetrate deep into the human lung, and
17

even material of low toxicity (titanium dioxide) has been shown to cause pulmonary inflammatory responses in animal studies when in an ultrafine state.
One particularly relevant study exposed rats to ultrafines generated from PTFE heated to 486°C (Oberdorster et al, 2000(b)). This study showed that this material was highly toxic to the animals. This work concluded that neither the ultrafine particulate alone nor the gaseous/vapour phase components alone would be sufficient to cause the observed effects. The extreme toxicity was attributed to the combined effects of ultrafines and gaseous/vapour phase material. Other workers have theorised that ultrafines can act as carriers, taking material which has condensed from the vapour phase onto the surface of the particles, deep into the lung. In this way, toxic substances can reach the deep lung which would otherwise have been removed from inhaled air by the human respiratory system’s filtration mechanism before this stage. It is possible that some chemical agents transported into the deep lung in this way may exhibit toxic effects at much lower concentrations than when they are present as gases or vapours. It should be noted that many of the studies which implicate ultrafine particles in the cause of polymer fume fever conclude that it is the freshly formed particulate which possesses the highest degree of toxicity. As the fume ages, the particulate quickly agglomerates to form fewer, but larger particles. These do not possess the potential for penetration of the deep lung, and so pose a much reduced risk.
Measurements taken in the stage 2 heating trials also showed the hot gas gun itself to be a source of ultrafines. In this case it is likely that these will be metal particles generated from the heat source contained within the gun. It is unclear whether this material plays any part in the cause of polymer fume fever.
The results of this study show that welding temperature has an influence on the likelihood of generating hydrogen fluoride and/or carbonyl fluoride. In all but one instance where hydrogen fluoride or carbonyl fluoride was detected, the fluoropolymer under test was being heated to (or welded at) its maximum welding temperature. It would seem that optimisation of the welding temperature, i.e. welding fluoropolymers at the lowest possible temperature which gives a satisfactorily strong weld, would be an effective control measure in minimising (or even preventing) the formation of these acutely toxic gases.
The only incidence of carbonyl fluoride and hydrogen fluoride being detected when the fluoropolymer was heated to the recommended temperature was in the case of heating ECTFE in air in the hot plate trials. Since the manufacturers recommend that ECTFE is always welded using nitrogen as the hot gas, this finding should not be significant. However, the use of nitrogen as the welding gas has the potential to generate other problems. Published research (Schusterman 1993) suggests that perfluoroisobutylene may evolved when both PTFE and FEP are heated in the absence of oxygen. No data is presented for ECTFE. Perfluoroisobutylene is highly toxic, even more so than carbonyl fluoride and hydrogen fluoride. None was detected in our study during the heating or welding of ECTFE under nitrogen. Nevertheless, the potential for formation of this substance should always be considered.
Polymer fume fever is a well known phenomenon in the fluoropolymer welding industry. Clearly, under certain conditions operators are being exposed (via inhalation) to toxic material which causes the symptoms of this illness. This study has not identified any single chemical substance which is generated in significant amounts from all fluoropolymers when heated which is the obvious cause of polymer fume fever. However, the detection of significant amounts of ultrafine particles, coupled with the detection of carbonyl fluoride and/or hydrogen fluoride under certain circumstances, supports the conclusions of other research that a combination of these agents is the most likely cause.
18

4.1 POSSIBLE CONTROL STRATEGIES
In general, the most desirable form of exposure control is not to use or generate the toxic substance in the first place. Welding temperature has some influence on the rate of generation of carbonyl fluoride and hydrogen fluoride, both of which would appear to be involved in the cause of polymer fume fever. By welding at the lowest possible temperature for a satisfactory join, the potential for operator exposure to these agents should be reduced. This control strategy is highly dependant upon operator training, and would be best implemented by introducing formal procedures for setting welding temperature, possibly as part of a written operating procedure for hot gas welding. The effectiveness of this control strategy could best be investigated in the field at sites where polymer fume fever was occurring.
If this alone proved an inadequate strategy, then consideration should be given to engineering controls. These would include enclosure of the pollutant source and the use of local exhaust ventilation (LEV) systems. Clearly, for a manual operation like hot gas welding, total enclosure is not possible, and LEV is the most practical option. Discussions with TWI indicate that where LEV is used to control exposures in this industry, this is frequently of the flexible arm type. Often, the nature of the welding dictates that mobile extraction systems are necessary. The effectiveness of this type of system is highly dependant upon the positioning of the inlet vent relative to the exposure source. Poor positioning of the inlet (too far from the pollutant source) in conjunction with other factors (such as low airflows into the system and a high degree of general air movement) render this type of extraction system ineffective. It is unlikely that many hot gas welders have received adequate training to allow them to use these extraction systems in a manner which affords the maximum control. In situations where a mobile LEV system is not required, a well designed booth, which encloses the welding operation as much as possible, would offer better protection and is less prone to incorrect use than the flexible arm.
Ultrafine particles are strongly attracted by electrical charges. By positioning a charged object (a metallic plate, for example) in the vicinity of the welding operation, it may be possible to attract ultrafines which would then ‘plate-out’ on to the surface, thus removing them at the source. Using this principle, a relatively cheap and simple to use control system could be developed which may offer comparable performance to LEV at considerably reduced price. However, further investigation of this proposition would be required.
If there are genuine reasons why an efficient LEV system cannot be applied to the welding process, then consideration could be given to the use of respiratory protective equipment. Filtered respirators with a P3 rating have been shown by HSL research to potentially offer good protection against ultrafines. When correctly fitted, a P3 disposable respirator was shown to have a protection factor of around 100. However, when poorly fitted, the protection factor of the same respirator fell to below 2. This clearly demonstrates the need for adequate training, coupled with correct face fitting in situations where RPE is required to provide adequate protection. Although air fed breathing apparatus would also be expected to offer reasonable protection against ultrafines, the same conditions would apply to this type of equipment also.
Earlier HSE research into the products evolved during hot gas welding and laser cutting of other plastics (not fluoropolymers) indicated that, generally speaking, laser cutting generates significantly higher levels of airborne material than does hot gas welding. Laser cutting generates much higher temperatures in the substrate material than hot gas welding. It is possible that fluoropolymers are being subjected to laser cutting in the UK. This current study shows that for the fluoropolymers, an increase in the heating temperatures will cause a corresponding increase in the likelihood of generating carbonyl fluoride and/or hydrogen fluoride. Hence, the laser cutting of fluoropolymers has the potential to generate highly toxic fume. An extremely high standard of control would be required for this operation. Any company performing laser
19

cutting of fluoropolymers should make a rigorous risk assessment of the activity (including monitoring for carbonyl fluoride and hydrogen fluoride) and should give serious consideration to the effects of a failure of engineering controls.
Researchers have suggested that urinary fluoride monitoring may be a useful indicator in identifying the degree of exposure in situations where polymer fume fever has occurred. A field study would be required to investigate this further.
20

5 CONCLUSIONS AND RECOMMENDATIONS
This study supports the findings of other researchers that the most likely cause of polymer fume fever is a combination of ultrafine particulate material and the chemical agents carbonyl fluoride/hydrogen fluoride. Current knowledge suggests that ultrafines can carry chemical agents into the deep lung where they would otherwise not penetrate. The acute, influenza type symptoms reported as polymer fume fever are consistent with this theory, i.e. irritant material acting in the deep lung.
Air monitoring for carbonyl fluoride and/or hydrogen fluoride may be useful when investigating cases of polymer fume fever. However, it should be remembered that, where ultrafine particles are also present, these chemical agents may exhibit toxic effects at much lower levels than where they are present alone. Urinary fluoride monitoring may be useful when investigating polymer fume fever, although this would require further investigation.
Fluoropoymers should be hot gas welded at the lowest possible temperature to reduce the potential for causing polymer fume fever in operators.
If temperature control is not sufficient to prevent episodes of polymer fume fever, a good standard of local exhaust ventilation (LEV) should be employed. LEV systems should be designed to enclose the welding process as much as possible. If portable, ‘flexible arm’ type LEV systems are used, the operators should receive adequate training to allow them to be used effectively.
Correctly used, P3 rated respiratory protective equipment can offer good protection against the ultrafine particulate material which is implicated in the cause of polymer fume fever. As always, however, RPE should only be employed when engineering controls alone do not offer adequate protection.
Any industrial process which involves gross overheating of fluoropolymers, such as laser cutting, should be the subject of a rigorous risk assessment.
21
6 APPENDICES
Appendix 1 – ultrafines data from welding trialsAppendix 2 – TWI’s report on stage 1 heating trials (Author Dr Mike Troughton, TWI)Appendix 3 – TWI’s report on stage 2 heating trials (Author Dr Mike Troughton, TWI)Appendix 4 – TWI’s report on welding trials (Author Dr Mike Troughton, TWI)
22

Appendix 1: Ultrafine Particle Measurements During The Welding Of ECTFE In Air At The Maximum Temperature With The LEV On
(welding commenced at 15:26)
P-Trak 1 (20 - 1000 nm) remote from welding
0
100000
200000
300000
400000
500000
600000
T ime
P-Trak 2 (20 - 1000 nm) in the breathing zone
0
100000
200000
300000
400000
500000
600000
T ime
Model 3007 CNC(10 - 1000 nm) on the welding bench
0
100000
200000
300000
400000
500000
600000
T ime

APPENDICES 2 TO 4
TWI reports from heating and welding trials
24

PRODUCTS EVOLVED DURING HOT GAS WELDING OF FLUOROPOLYMERS
STAGE 1 REPORT
TWI REPORT NO: 12511/1/00 MARCH 2000
Prepared for: Health & Safety Executive Health & Safety Laboratory Broad Lane Sheffield S3 7HQ
Contact: Chris Keen
Prepared by: Mike Troughton

CONTENTS
EXECUTIVE SUMMARY iBackground iObjective iApproach iResults and Discussion iConclusions ii
1. INTRODUCTION 1
1.1. HOT GAS WELDING 1
1.2. HOT PLATE WELDING 1
1.3. PREVIOUS WORK 1
1.4. FLUOROPOLYMER INDUSTRY 1
2. OBJECTIVE 2
3. EXPERIMENTAL 2
3.1. MATERIALS AND EQUIPMENT 2
3.2. HEATING CHAMBER 3
3.3. CALIBRATION OF THE HOT GAS GUN 6
3.4. PREPARATION OF LABORATORY 6
3.5. HOT GAS WELDING TEMPERATURE MEASUREMENTS 7
3.6. HEATING TRIALS 7
3.7. DECOMMISSIONING OF THE LABORATORY 9
4. RESULTS AND DISCUSSION 9
4.1. HEATING CHAMBER COMMISSIONING TRIAL 9
4.2. CALIBRATION OF HOT GAS GUN 10
4.3. SMOKE TRIALS 10
4.4. AIR FLOW MEASUREMENTS 12
4.5. HOT GAS WELDING TEMPERATURE MEASUREMENTS 12
4.6. HEATING TRIALS 14
5. CONCLUSIONS 14
6. REFERENCES 15
7. ACKNOWLEDGEMENTS 16
APPENDIX

EXECUTIVE SUMMARY
Background
The fabrication of structures made from fluoropolymers such as polytetrafluoroethylene (PTFE), polyvinylidenefluoride (PVDF), ethylene chlorotrifluoroethylene (ECTFE), perfluoroalkoxy (PFA) and fluorinated ethylene propylene (FEP) is becoming more widespread in the chemical, semi-conductor, paper and pharmaceutical industries.
From information provided by the manufacturers, the products generated on decomposition of these materials include hydrogen fluoride, hydrofluoric acid, fluoro-olefins, chlorinated hydrocarbons and carbonyl fluoride. However, it is not known in what quantities these products are generated during hot gas welding, or indeed, whether they are generated at all. It is, however, well known in the industry that inhaling the fumes during hot gas welding of fluoropolymers can cause influenza-like symptoms, known as “Teflon fever” or “polymer fume fever”.
In addition, PTFE is used as a non-stick coating for hot plates that are used for welding other thermoplastics. If these PTFE-coated hot plates are used at temperatures above the recommended maximum value of 270°C then fumes can be generated which cause polymer fume fever.
Objective
To identify and measure the amounts of products evolved during the heating of PVDF, ECTFE, PFA and FEP at temperatures equivalent to the manufacturer’s maximum recommended hot gas welding temperatures, and during the heating of PTFE at the maximum recommended operating temperature for PTFE-coated hot plates.
Approach
Initial trials were carried out in a fume cupboard to determine the maximum temperature that PVDF, ECTFE, PFA and FEP reach during hot gas welding at the manufacturer’s maximum recommended temperature. In the case of PFA, two trials were carried out: one at the maximum temperature recommended for welding PFA and the other at the recommended temperature for welding PTFE with PFA. These materials were then heated to these measured material temperatures, and the fumes generated were contained and sampled in an enclosed chamber. Similar heating trials were also performed on PTFE that was heated to its maximum recommended operating temperature. The hot gas welding and heating trials were performed by TWI staff. The sampling and analysis of the fume were carried out by staff from the Health & Safety Laboratory (HSL).
Results and Discussion
A total of 14 heating trials were carried out. The quantitative analysis of the fume produced during these trials will be provided in a separate report, written by HSL.
Page i

Conclusions
A programme of work has been performed, in collaboration with HSL, where five fluoropolymers (PVDF, ECTFE, PFA, FEP and PTFE) have been heated in a controlled, safe and systematic manner to the temperatures that the materials experience during hot gas welding or, in the case of PTFE, at the maximum recommended operating temperature, and the fumes generated have been collected.
Page ii

1. INTRODUCTION
1.1. HOT GAS WELDING
Hot gas welding is a technique used for fabricating and repairing large structures such as tanks and pipelines for the chemical industry. Of all the plastics welding techniques, hot gas welding gives the most cause for concern from the point of view of health and safety. Firstly, this is because it is a manual technique, which means that the operator is in close proximity to the working area, so that typically the face is within 500mm of the weld region. This is often made worse by the frequently encountered situation of working in enclosed spaces with the attendant risk of build up of fume and pollutants. Secondly, this technique is widely used (there are over 40,000 units in use in the UK), and often by totally untrained personnel. In fact, it is only within the past year that national training and certification courses have become available1.
1.2. HOT PLATE WELDING
Hot plate welding is used in many industries for joining moulded or extruded thermoplastic parts such as vacuum cleaner housings, components for washing machines and dishwashers, PVC window frames, and automotive parts such as brake fluid reservoirs, rear light clusters, battery cases, etc. Automatic hot plate welding machines will often be integrated into an assembly line in a factory, and there may be many such machines in one work area.
In the process of hot plate welding, the fusion faces of the thermoplastic parts are heated by direct contact with a hot plate, and welded under pressure. The hot plates are normally made from thermally conducting, non-corroding materials, such as aluminium, and are coated with a fluoropolymer called polytetrafluoroethylene (PTFE) to prevent adhesion of the molten plastic to the hot plate. If the hot plates are used at temperatures above 270°C, there is potential for toxic fumes to be produced from the PTFE coating.
1.3. PREVIOUS WORK
Previous work carried out on behalf of HSE by the Health & Safety Laboratory (HSL) and TWI2,3 examined the products evolved during hot gas welding of five thermoplastics (polypropylene, polyvinylchloride, polymethylmethacrylate, polycarbonate and polyamide 6). The main finding of these studies was that, for these materials, the welder’s personal exposure to pollutants was very much lower than current occupational exposure limits. In addition, modest concentrations of particles that can be inhaled were found close to the welding operation when welding polyvinylchloride and polypropylene. For the remaining materials, concentrations were low.
1.4. FLUOROPOLYMER INDUSTRY
Since the above studies took place, the fabrication of structures made from fluoropolymers; such as polyvinylidene fluoride (PVDF), ethylene
Page 1

chlorotrifluoroethylene (ECTFE), perfluoroalkoxy (PFA) and fluorinated ethylene propylene (FEP), has become more widespread in the chemical, semi-conductor, paper and pharmaceutical industries. This is mainly due to the excellent chemical resistance of these materials, combined with good mechanical and physical properties. For this reason, the above four materials have been included in a new draft European standard on the approval testing of welding personnel4. PTFE, although not directly weldable, can be hot gas welded using a PFA filler rod.
According to a manufacturer of PVDF, the usage of this material in Europe is currently around 2000 tonnes, with a predicted growth of 10%, per annum. According to Kompass5, there are 94 companies in the UK who either manufacture the fluoropolymers listed above, or make products from them, and that these companies employ a total of at least 4,000 people.
The companies that make fluoropolymers all provide information on the products generated on decomposition of these materials. These include hydrogen fluoride (HF), hydrofluoric acid, fluoro-olefins, chlorinated hydrocarbons and carbonyl fluoride. However, it is not known in what quantities these products are generated during hot gas, or hot plate, welding. It is, however, well known in the industry that inhaling the fumes during hot gas welding of fluoropolymers, or hot plate welding of PTFE-coated hot plates at high temperatures, can cause influenza-like symptoms, known as “Teflon fever” or “polymer fume fever”. In extreme conditions this has resulted in fatal poisoning6.
2. OBJECTIVE
To identify and measure the amounts of products evolved during the heating of PVDF, ECTFE, PFA and FEP at temperatures equivalent to the manufacturer’s maximum recommended hot gas welding temperatures, and during the heating of PTFE at the maximum recommended operating temperature for PTFE-coated hot plates.
3. EXPERIMENTAL
3.1. MATERIALS AND EQUIPMENT
The materials that were used for the trials are given in Table 1. They were analysed using Fourier Transform Infrared Spectrometry (FTIR) and the spectra obtained were compared with library spectra, where available (see Appendix). This enabled the identities of the PVDF and PFA sheet and welding rod, and the PTFE, to be confirmed.
During the trials, the operator in the laboratory and a second person on stand-by outside the laboratory, wore Sabre Centair Airline breathing apparatus (Protection Factor of 2000), supplied by ARCO Limited, and Tyvek pro-tech coveralls, supplied by Sigma-Aldrich.
Page 2

Table 1 Details of fluoropolymer materials.
Identification Code
Material Form
P004760 ECTFE 3mm diameter welding rod P004761 ECTFE 4mm thick sheet P004733 FEP 3mm diameter welding rod P004735 FEP 3mm thick sheet P004734 PFA 3mm diameter welding rod P004736 PFA 3mm thick sheet P004757 PTFE Block P004759 PVDF 3mm diameter welding rod P004762 PVDF 4mm thick sheet
A Triple Plus+ gas monitor, manufactured by Crowcon Detection Instruments Ltd and supplied by ESS Ltd, was used to determine whether hydrogen fluoride was present in the laboratory.
In order to provide extraction in the event of a power cut, a portable extractor, model ADU 1000s Motor/Filter pod 110V, supplied by Enviro-Vac Sales & Service Limited, was connected to a portable generator.
During decommissioning of the laboratory, staff wore Sol-Vex gauntlets, supplied by Ansell Edmont and Explorateur wide vision goggles, supplied by Sigma-Aldrich.
The hot gas welding trials were carried out using a Leister PID hot gas gun (TWI Ref: PID 3) fitted with a speed nozzle. The material temperatures were monitored using an Agema Thermovision 900 Series Infrared Imaging System (TWI Ref. B458).
3.2. HEATING CHAMBER
In order to sample the fume produced during the heating trials, a heating chamber was designed and built, in consultation with HSL. A schematic of the chamber is shown in Fig.1 and a photograph is shown in Fig.2. It was made in a number of sections, most of which were made from polycarbonate, due to its transparency and resistance to HF.
The removable top plate (Fig.3) was made from stainless steel and contained a total of nine connectors, one for a thermocouple and the other eight for the sensors. The hood sat on the base plate and had a number of ventilation holes in the bottom. The baffle plate ensured that the flow of air from outside the chamber was forced into the centre of the chamber, where the heater was positioned. The fluoropolymer samples, which were in the form of 50mm diameter disks, were placed into disposable stainless steel trays, which fitted over the top of the heater block. A machined block of sandanio was used to insulate the heater block from the polycarbonate base plate (Fig.4). The temperature was controlled using a Watlow Series 965 temperature controller (TWI Ref. C807).
Page 3

sensors and Top pl
i
Hood
ate Connectors for thermocouple
Heater block
Disposable spec men tray
Insulating block
Baffle plate
Ventilation holes
Base plate
Fig.1 Schematic of the heating chamber.
(Neg. No. 011666/12)
Fig.2 Heating chamber.
Page 4

(Neg. No. 011666/4)
Fig.3 Heating chamber top plate.
(Neg. No. 011666/3)
Fig.4 Heating unit (with disposable tray fitted).
Page 5

It was specified by HSL that, in order for the sampling to be valid, the air temperature inside the chamber should not exceed 100°C. In order to verify that this was the case, an initial heating trial was performed with the heater block at a temperature of 370°C, no fluoropolymer in the sample tray, and with a single pump attached to one of the connectors on the top plate to draw the air through the chamber. The temperature inside the chamber was monitored for a period of 1 hour.
3.3. CALIBRATION OF THE HOT GAS GUN
The hot gas gun used for the trials had an integral temperature display, which set and controlled the temperature inside the heating barrel. However, the manufacturer’s recommended temperatures for hot gas welding actually refer to the air temperature measured 5mm in front of the nozzle7. It was therefore necessary to calibrate the gun to determine the required set gun temperature to produce the maximum recommended hot gas temperature, for each fluoropolymer material.
3.4. PREPARATION OF LABORATORY
The room that was used for the trials was the sol-gel laboratory. This room was chosen for a number of reasons:
• it could be isolated from other work areas • it contained a new fume cupboard • it had an exit to the outside, which would enable the operator to leave the room
in the event of an emergency without allowing fumes to escape into the main building
• it had an outside window, which would provide a constant supply of fresh air and also provided a means of feeding the airline to the breathing apparatus into the laboratory and a means of feeding the hose from the emergency portable extractor out of the laboratory.
The main problem with this laboratory was that it contained a false ceiling. Therefore, in order to prevent any fume escaping from the laboratory into the main building, the ceiling was sealed using polyethylene (PE) film. The same film was also used to protect the inside of the fume cupboard and the windows in the laboratory from any HF that might be produced (see Fig.5).
In order to confirm the integrity of the room, a smoke generator, which was provided by the Health & Safety Executive, was used to fill the room with smoke. Any escape of smoke from the room was detected visually.
The smoke trials were also used to assess the ability to clear the room of any fume produced during the heating trials. Two trials were performed. In the first, which simulated normal working conditions, the fume cupboard was switched on once the room was filled with smoke, and the times to see two lines (one 1.2mm thick and the other 0.45mm thick) on the far side of the room from outside the laboratory (a distance of approximately 3.5m) were measured. In the second trial, which simulated a site power failure, the portable extractor was used to evacuate the room.
Page 6

In addition, airflow measurements were made by HSL using a hot wire anemometer, at the fume cupboard opening and at the front of the portable extractor.
(Neg. No. 011667/1)
Fig.5 The sol-gel laboratory as prepared for the heating trials.
3.5. HOT GAS WELDING TEMPERATURE MEASUREMENTS
It was agreed that the temperatures to be used for the heating trials should be the maximum temperature reached by the material while hot gas welding at the maximum recommended air temperature. In order to determine these maximum material temperatures, hot gas welding trials were performed in the fume cupboard, on each of the fluoropolymer materials. An Agema Infrared Imaging System was used to measure the material temperatures. The experimental set-up is shown in Fig.6.
To verify that an acceptable weld had been made at these temperatures, a manual pull-off test was performed. If failure occurred in the welding rod the weld was considered good, whereas if failure occurred in the weld itself it was considered unacceptable.
3.6. HEATING TRIALS
The experimental arrangement for the heating trials is shown in Fig.7. Before the start of the trial, a fluoropolymer disk was placed into a new sample tray, which was then placed on to the heating block. The fume sampling units and associated pumps were attached to the connectors on the top plate of the heating chamber, as was a thermocouple, which was connected to a chart recorder to give a printout of the air temperature inside the chamber during the trials. The top plate was fixed to the polycarbonate hood using a bulldog clip.
Page 7

(Neg. No. 011667/12)
Fig.6 Hot gas welding trials to determine the maximum material temperatures.
(Neg. No. 011667/17)
Fig.7 Heating trials.
Page 8

All fume sampling units and pumps were provided by HSL and will not be detailed in this report.
Before the heater block was switched on, the laboratory was vacated by everyone except for a single operator, who wore full breathing apparatus. Once the set temperature had been reached, the pumps were switched on and a timer was started.
Sampling was carried out for a period of 1 hour. Throughout this time a second person, again wearing full breathing apparatus, was on standby outside the laboratory in the event of an emergency. Written communication with the operator in the laboratory was maintained throughout the trial.
At the end of the 1-hour period the heater block was switched off, followed by the pumps. The operator then exited the laboratory through the outside door. A period of 15 minutes was allowed before anyone without breathing apparatus re-entered the laboratory.
Both the fume cupboard and the HF monitor were continually operating throughout the trials.
The first two heating trials were carried out with no material in the sample tray, in order to obtain a background reading. This was then followed by two trials for each of the five fluoropolymers, except for PFA, where two trials were performed at the temperature recommended for hot gas welding this material to itself and two further trials were performed at the temperature recommended for hot gas welding PTFE using PFA.
A new sample tray was used for each heating trial and the inside of the heating chamber was washed with water and dried between trials on different materials. The pH of the water used to clean the chamber was checked with a pH meter to ensure that it was between 6 and 10 before being disposed down the sink.
3.7. DECOMMISSIONING OF THE LABORATORY
After the trials were completed, the heating chamber and the inside of the fume cupboard were thoroughly washed with water, which again had its pH checked before being emptied down the sink. The PE film was then carefully removed and sealed in a plastic container before being disposed of by a professional disposal company.
4. RESULTS AND DISCUSSION
4.1. HEATING CHAMBER COMMISSIONING TRIAL
An initial heating trial was performed to determine the maximum air temperature reached in the chamber over a period of 1 hour, at a heater temperature of 370°C. The maximum temperature reached was 62°C.
Page 9

4.2. CALIBRATION OF HOT GAS GUN
The relationship between the temperature set on the hot gas gun and the measured air temperature 5mm in front of the nozzle is given in Fig.8, and the required set temperatures to obtain the maximum recommended hot gas temperatures for the various fluoropolymer materials, are given in Table 2.
400
450
500
550
600
300 320 340 360 380 400 420 440 460
Measured temperature 5mm in front of nozzle, deg C
Set t
empe
ratu
re, d
eg C
Fig.8 Calibration curve for the hot gas gun.
Table 2 Required set temperature to obtain the recommended hot gas temperatures.
Material
Maximum recommended hot
gas temperature, °C
Required set temperature,
°C PVDF 360 452 ECTFE 380 485 FEP 390 500 PFA 410 525 PFA (for welding PTFE) 430 552
4.3. SMOKE TRIALS
Two smoke trials took place to determine whether there were any leaks into the main laboratory and also to assess the ability to clear the room of fume. The first trial assessed the performance of the fume cupboard and the second assessed the performance of the portable extractor. The results are given in Table 3 and photographs of Trial 1 are given in Fig.9.
No leaks out of the laboratory were detected.
Page 10

Table 3 Results of smoke trials.
Trial Description Time to see lines at 3.5m, seconds 1.2mm thick 0.45mm thick
1 Fume cupboard only 100 130 2 Portable extractor only 210 285
) (Neg. No. 011667/3) a b) (Neg. No. 011667/4)
c) (Neg. No. 011667/6) d) (Neg. No. 011667/7)
Fig.9 Smoke trial to assess the efficiency of the fume cupboard at removing fume from the laboratory: a) filling the laboratory with smoke, b) laboratory filled with smoke, fume cupboard switched on (0 seconds), c) after 60 seconds and d) after 120 seconds.
These trials indicted that the fume cupboard was more efficient at removing fume from the laboratory than the portable extractor.
Page 11

4.4. AIR FLOW MEASUREMENTS
The results of the air flow measurements are given in Fig.10.
( )( )( )
( )( )( )
700 1.00600 1.00700 0.90
460 300
700 0.800.850.85
170mm
40m
m
500
51mm
350
550
500
500
35m
m
a) Fume cupboard opening b) Portable extractor
Fig.10 Air flow measurements: speed, ms-1 (flow rate, ls-1).
These results showed that there was a variation in air flow across the fume cupboard opening. There was also a variation in air flow with time, caused by air entering the laboratory from the open window.
4.5. HOT GAS WELDING TEMPERATURE MEASUREMENTS
The maximum material temperatures, as measured by the Infrared Imaging System, while hot gas welding at the maximum recommended temperatures, for the different fluoropolymers, are given in Table 4 and the thermal images are given in Figs.11-15. The emissivities of the different fluoropolymer sheets were found to be very similar, and an average value of 0.91 was used. All welds passed the manual pull-off test.
Table 4 Maximum material temperatures when hot gas welding at the recommended maximum air temperatures.
Material Maximum recommended hot gas temperature, °C
Measured maximum material temperature, °C
PVDF 360 316 ECTFE 380 331 FEP 390 254 PFA 410 337 PFA (for welding PTFE) 430 351
From Table 4, the maximum measured temperature for FEP was 254°C. This value is very low compared with the values for the other materials and was probably due to the fact that the hottest part of the weld was obscured in this image. Since this measured value was obviously incorrect, based on the other values, the temperature used in the heating trials for FEP was 334°C.
Page 12

Fig.11 Infrared image during hot gas welding of PVDF.
Fig.12 Infrared image during hot gas welding of ECTFE.
Fig.13 Infrared image during hot gas welding of FEP.
Page 13

Fig.14 Infrared image during hot gas welding of PFA.
Fig.15 Infrared image during hot gas welding of PFA at the temperature recommended for welding PTFE with PFA.
4.6. HEATING TRIALS
The results of the heating trials are given in Table 5.
The results of the quantitative analysis of the fume produced during heating of the five fluoropolymer materials will be provided by HSL.
5. CONCLUSIONS
A programme of work has been performed, in collaboration with the Health & Safety Laboratory, where five fluoropolymers (PVDF, ECTFE, PFA, FEP and PTFE) have been heated in a controlled, safe and systematic manner to the temperatures that the materials experience during hot gas welding or, in the case of PTFE, at the maximum recommended operating temperature, and the fumes generated have been collected.
Page 14

Table 5 Results of heating trials.
Trial No. Material
Heater block temperature,
°C
Maximum temperature in chamber, °C Comments
1 None 350 83.4 2 None 350 >100.0 Above chart recorder range 3 PVDF 316 98.0 4 PVDF 316 108.2 5 PTFE 270 70.2 Max. recommended temperature
for PTFE-coated hot plates 6 PTFE 270 82.4 7 ECTFE 331 67.6 8 ECTFE 331 - Thermocouple fault 9 FEP 334 -10 FEP 334 61.4 New thermocouple used 11 PFA 337 70.6 12 PFA 337 87.0 13 PFA 351 74.4 14 PFA 351 72.0
6. REFERENCES
1. CSWIP-PW-6-96: ‘Requirements for the certification of plastics welders’. September 1996.
2. Sims J, Ellwood P A and Taylor H J: ‘Pollutants from laser cutting and hot gas welding of plastics’, Ann. Occ. Hyg. 1993 37(6) 665-672.
3. Taylor H J and Troughton M J: ‘Products evolved during hot gas welding of plastics’. HSE Contract Research Report No. 86/1995.
4. prEN 13067: ‘Plastics welding personnel – Approval testing of welders – Thermoplastics welded assemblies’. November 1997.
5. CBI UK Kompass 1997/8, Reed Information Services, 1997.
6. Auclair F, Baudot P, Beiler D and Limasset J C: ‘Minor and fatal intoxications due to polytetrafluoroethylene “treatment” in an industrial environment: clinical findings and physical and chemical measurements of the contaminated atmospheres’. Toxicological European Research 1983 5(1) 43-48.
7. Technical Handbook – Fluoro-plastic products, Symalit Corrosion and Environmental Control, 1998.
Page 15

7. ACKNOWLEDGEMENTS
Grateful acknowledgement is made to the following companies for providing materials and equipment free of charge:
• MB Plastics Ltd, Fluoropolymer Division, for supplying the FEP and PFA sheet and welding rod
• Enviro-Vac Sales & Service Limited, for supplying the portable extraction • ARCO Ltd, for supplying the breathing apparatus.
The heating chamber was designed by Paul Evans, constructed by Andy Knight and commissioned by Colin Hardy. The hot gas welding trials were performed by Ian Froment. The heating trials were performed by Scott Andrews and Marcus Gordon. The laboratory was prepared by Felicity Chipperfield, Marcus Gordon, Scott Andrews and Paul Evans.
Page 16

PRODUCTS EVOLVED DURING HOT GAS WELDING OF FLUOROPOLYMERS
STAGE II – HEATING TRIALS AT MAXIMUM TEMPERATURES
TWI REPORT NO: 12989/1/01 MARCH 2001
Prepared for: Health & Safety ExecutiveHealth & Safety LaboratoryBroad LaneSheffieldS3 7HQ
Contact: Chris Keen
Prepared by: Mike Troughton

CONTENTS
EXECUTIVE SUMMARY iBackground iObjectives iApproach iResults and Discussion iiConclusions iiRecommendations ii
1. INTRODUCTION 1
1.1. HOT GAS WELDIN G 1
1.2. HOT PLATE WELDIN G 1
1.3. FLUOROPOLYMER INDUSTRY 1
1.4. PREVIOUS WORK 2
2. OBJECTIVES 3
3. EXPERIMENTAL 3
3.1. MATERIALS AND EQUIPMENT 3
3.2. HEATIN G/SAMPLING RIG 4
3.3. PREPARATION OF LABORATORY 5
3.4. HOT GAS WELDIN G TRIALS 6
3.5. HEATIN G TRIALS 6
4. RESULTS AND DISCUSSION 8
4.1. SMOKE TRIALS 8
4.2. CALIBRATION OF TURNTABLE 9
4.3. CALIBRATION OF HOT GAS GUN 10
4.4. HOT GAS WELDIN G TRIALS 12
4.5. HEATIN G/SAMPLING RIG COMMISSIONIN G TRIALS 13
4.6. HEATIN G TRIALS 13
5. CONCLUSIONS 14
6. RECOMMENDATIONS 15
7. REFERENCES 15
8. ACKNOWLEDGEMENTS 15

EXECUTIVE SUMMARY
Background
The fabrication of structures made from fluoropolymers such as polytetrafluoroethylene (PTFE), polyvinylidenefluoride (PVDF), ethylene chlorotrifluoroethylene (ECTFE), perfluoroalkoxy (PFA) and fluorinated ethylene propylene (FEP) is becoming more widespread in the chemical, semi-conductor, paper and pharmaceutical industries.
From information provided by the manufacturers, the products generated on decomposition of these materials include hydrogen fluoride, hydrofluoric acid, fluoro-olefins, chlorinated hydrocarbons and carbonyl fluoride. However, it is not known in what quantities these products are generated during hot gas welding, or indeed, whether they are generated at all. It is, however, well known in the industry that inhaling the fumes during hot gas welding of fluoropolymers can cause influenza-like symptoms, known as “Teflon fever” or “polymer fume fever”.
In addition, PTFE is used as a non-stick coating for hot plates that are used for welding other thermoplastics. If these PTFE-coated hot plates are used at temperatures above the recommended maximum value of 270°C then fumes can be generated which cause “polymer fume fever”.
Objectives
• To determine the maximum temperatures at which PVDF, ECTFE, PFA, FEP and PTFE can be hot gas welded without causing visual or mechanical degradation of the joint.
• To identify and measure the amounts of products evolved when the above fluoropolymers are exposed to a stream of hot gas, at these maximum temperatures.
• To identify and measure the amounts of products evolved when heating PTFE to temperatures in excess of the maximum recommended operating temperature for PTFE-coated hot plates.
Approach
Hot gas welding trials were performed in a fume cupboard to determine the maximum temperatures at which each of the fluoropolymers can be hot gas welded without causing visual or mechanical degradation of the joint.
A rig was designed and built to enable a stream of hot gas to be directed on to a rotating disk of fluoropolymer, inside a stainless steel chamber, and to cool and collect the fume in a second chamber containing sampling devices.
The heating trials were performed in a fume cupboard using this equipment on each of the five fluoropolymers under investigation. These trials were carried out at TWI
Page i

by TWI staff. The sampling and analysis of the collected fume was carried out by staff from the Health & Safety Laboratory.
Results and Discussion
The results have shown that FEP and PFA can be hot gas welded at the maximum set temperature of the gun (600°C) without visual or mechanical degradation of the joint, as can ECTFE when welded using nitrogen gas and PTFE when welded using PFA welding rod. The maximum temperature at which PVDF and ECTFE (in air) can be hot gas welded without visual or mechanical degradation of the joint is 560°C (set temperature on the gun).
Conclusions
A programme of work has been performed, in collaboration with the Health & Safety Laboratory, where five fluoropolymers (PVDF, ECTFE, PFA, FEP and PTFE) have been heated in a controlled, safe and systematic manner to the maximum temperatures that the materials might possibly experience during hot gas welding and also, in the case of PTFE, at temperatures up to 60°C above the maximum recommended operating temperature for coated hot plates, and the fumes generated have been collected for analysis.
Recommendations
If the results of the fume analysis show that unacceptable levels of toxic fumes and/or ultrafine particles are generated during hot gas welding at temperatures which do not cause visual or mechanical degradation of the joint, it is recommended that further investigations be carried out to measure the actual fume exposure to welding personnel in a realistic, but safe and controlled, welding environment.
Page ii

1. INTRODUCTION
1.1. HOT GAS WELDING
Hot gas welding is a technique used for fabricating and repairing large structures such as tanks and pipelines for the chemical industry. Of all the plastics welding techniques, hot gas welding gives the most cause for concern from the point of view of health and safety. Firstly, this is because it is a manual technique, which means that the operator is in close proximity to the working area, so that typically the face is within 500mm of the weld region. This is often made worse by the frequently encountered situation of working in enclosed spaces with the attendant risk of build up of fume and pollutants. Secondly, this technique is widely used (there are over 40,000 units in use in the UK), and often by totally untrained personnel. In fact, it is only within the past five years that national training and certification courses have become available1.
1.2. HOT PLATE WELDING
Hot plate welding is used in many industries for joining moulded or extruded thermoplastic parts such as vacuum cleaner housings, components for washing machines and dishwashers, PVC window frames, and automotive parts such as brake fluid reservoirs, rear light clusters, battery cases, etc. Automatic hot plate welding machines will often be integrated into an assembly line in a factory, and there may be many such machines in one work area.
In the process of hot plate welding, the fusion faces of the thermoplastic parts are heated by direct contact with a hot plate, and welded under pressure. The hot plates are normally made from thermally conducting, non-corroding materials, such as aluminium, and are coated with polytetrafluoroethylene (PTFE) to prevent adhesion of the molten plastic to the hot plate. If the hot plates are used at temperatures above their maximum recommended operating temperature (270°C), there is potential for toxic fumes to be produced from the PTFE coating.
1.3. FLUOROPOLYMER INDUSTRY
In recent years, the fabrication of structures made from fluoropolymers; such as PTFE, polyvinylidene fluoride (PVDF), ethylene chlorotrifluoroethylene (ECTFE), perfluoroalkoxy (PFA) and fluorinated ethylene propylene (FEP), has become more widespread in the chemical, semi-conductor, paper and pharmaceutical industries. This is mainly due to the excellent chemical resistance of these materials, combined with good mechanical and physical properties. Since, in many cases, the fabrication involves welding, fluoropolymer materials have been included in a new draft European standard on the approval testing of welding personnel2. Although PTFE is not directly weldable, recent work has shown that it can be hot gas welded using a PFA filler rod.
The companies that make fluoropolymers all provide information on the products generated on decomposition of these materials. These include hydrogen fluoride
Page 1

(HF), hydrofluoric acid, fluoro-olefins, chlorinated hydrocarbons and carbonyl fluoride. However, it is not known in what quantities these products are generated during hot gas, or hot plate, welding. It is, however, well known in the industry that inhaling the fumes during hot gas welding of fluoropolymers, or hot plate welding of PTFE-coated hot plates at high temperatures, can cause influenza-like symptoms, known as “Teflon fever” or “polymer fume fever”. In extreme conditions this has resulted in fatal poisoning3.
1.4. PREVIOUS WORK
Stage I of this project4,5 was carried out jointly by TWI and the Health & Safety Laboratory (HSL) to identify and measure the amounts of products evolved during:
• the heating of PVDF, ECTFE, PFA and FEP at temperatures equivalent to the manufacturer’s maximum recommended hot gas welding temperatures;
• the heating of PTFE at the maximum recommended operating temperature for PTFE-coated hot plates.
Results showed that large amounts of HCl and HF were generated during the heating of ECTFE. There were also indications that phosgene (carbonyl chloride) may have been produced. However, nothing significant was detected from any of the other fluoropolymers investigated.
There are a number of possible reasons why so little was detected during the heating of PVDF, PFA, FEP and PTFE:
• The sampling was carried out at a temperature of around 100°C, which may have reduced the efficiency of the sorbent tubes.
• The toxicity of fume evolved from hot gas welding of fluoropolymers may be mainly due to ultrafine particles rather than organic vapours. However, the ultrafine particle monitor used in these trials was unable to generate meaningful data.
• Although material manufacturers quote maximum recommended hot gas welding temperatures for fluoropolymers, which relate to the temperature 5mm in front of the nozzle, the method of measuring this temperature is not defined. It is extremely difficult to obtain reliable and consistent temperature readings by placing a thermocouple in front of a hot gas gun nozzle because there is a high temperature gradient across the hot air stream. In addition, many hot gas guns do not have an integral temperature display, just a dial with a scale between 1 and 10. For the guns that do have a temperature display, the displayed temperature bears no resemblance to the gas temperature 5mm in front of the nozzle, which is different for different gun designs, nozzles and air flows. It is therefore highly likely that the actual hot gas welding temperatures used in industry are commonly significantly greater than the manufacturer’s recommended values.
The work described in this report has examined each of the above factors.
Page 2
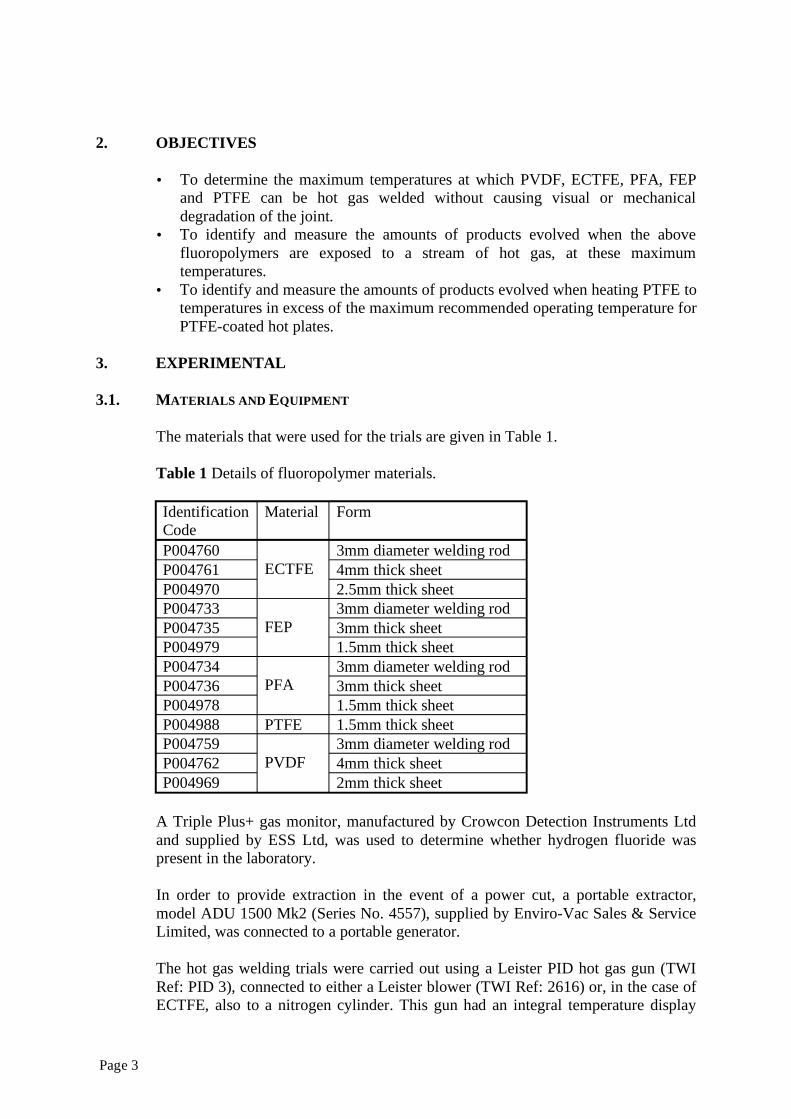
2. OBJECTIVES
• To determine the maximum temperatures at which PVDF, ECTFE, PFA, FEP and PTFE can be hot gas welded without causing visual or mechanical degradation of the joint.
• To identify and measure the amounts of products evolved when the above fluoropolymers are exposed to a stream of hot gas, at these maximum temperatures.
• To identify and measure the amounts of products evolved when heating PTFE to temperatures in excess of the maximum recommended operating temperature for PTFE-coated hot plates.
3. EXPERIMENTAL
3.1. MATERIALS AND EQUIPMENT
The materials that were used for the trials are given in Table 1.
Table 1 Details of fluoropolymer materials.
Identification Code
Material Form
P004760 3mm diameter welding rod P004761 ECTFE 4mm thick sheet P004970 2.5mm thick sheet P004733 3mm diameter welding rod P004735 FEP 3mm thick sheet P004979 1.5mm thick sheet P004734 3mm diameter welding rod P004736 PFA 3mm thick sheet P004978 1.5mm thick sheet P004988 PTFE 1.5mm thick sheet P004759 3mm diameter welding rod P004762 PVDF 4mm thick sheet P004969 2mm thick sheet
A Triple Plus+ gas monitor, manufactured by Crowcon Detection Instruments Ltd and supplied by ESS Ltd, was used to determine whether hydrogen fluoride was present in the laboratory.
In order to provide extraction in the event of a power cut, a portable extractor, model ADU 1500 Mk2 (Series No. 4557), supplied by Enviro-Vac Sales & Service Limited, was connected to a portable generator.
The hot gas welding trials were carried out using a Leister PID hot gas gun (TWI Ref: PID 3), connected to either a Leister blower (TWI Ref: 2616) or, in the case of ECTFE, also to a nitrogen cylinder. This gun had an integral temperature display
Page 3

and the relationship between the set gun temperature and the gas temperature 5mm in front of the nozzle had already been determined in the Stage I trials.4
3.2. HEATING/SAMPLING RIG
The heating chamber built for the Stage I trials4 used a thermostatically controlled hot plate to heat fluoropolymer disks to the required temperature. With this arrangement, there was very little flow of air over the surface of the material. In hot gas welding the material is exposed to a very strong flow of hot air (typically 40-50 litres per minute). Therefore, in order to provide a better simulation of hot gas welding, it was agreed that a new heating/sampling rig should be built for the Stage II trials. The design of this new equipment is shown in Fig.1.
Fig.1 Design of heating/sampling rig
The mode of operation of the heating/sampling rig was as follows: a stream of hot gas, from a standard hot gas gun, was directed into the stainless steel heating chamber and on to a rotating disk of fluoropolymer, the outer edge of which passes inside the chamber. The speed of rotation of the fluoropolymer disk was controlled to give a relative speed between the hot gas gun nozzle and the surface of the material equal to the recommended welding speeds for the various polymers. Any fume produced was then drawn through a heat exchanger, which cooled it to a temperature of below 100°C (the maximum effective operating temperature of the sampling devices), before it entered a second chamber, where the sampling took place. Photographs of the completed heating/sampling rig are shown in Figures 2-4.
In hot gas welding, the joint would be allowed to cool down to near ambient temperature between runs. In order to simulate this in the heating trials, an air curtain was positioned above the turntable to cool the fluoropolymer disk as it left
Page 4

the heating chamber so that it was at near ambient temperature when it re-entered the chamber.
3.3. PREPARATION OF LABORATORY
The same laboratory that was used for the Stage I trials was used for these trials, and it was prepared in exactly the same way4. As in the previous work, the integrity of the room and the speed with which it could be cleared of fume, was assessed using a smoke generator, provided by the Health & Safety Executive.
ul i icle Connector to
traf ne partdetector
(TWI Ref. D001840/01) Fig.2 Heating/sampling rig.
le T le
le
Hot gas gun nozzhermocoup
Heat exchanger
Turntab
(TWI Ref. D001840/03)
Fig.3 Heating chamber of heating/sampling rig. The end plate has been removed to show the internal detail.
Page 5

l iicl
Heat exchanger Connector to u traf ne part e detector
(TWI Ref. D001840/04)
Fig.4 Sampling chamber of heating/sampling rig, with the top plate removed.
3.4. HOT GAS WELDING TRIALS
In order to determine the maximum hot gas temperatures that could be applied to each of the fluoropolymers without causing thermal or mechanical degradation of the weld, hot gas welding trials were performed in a fume cupboard. At each temperature the weld was examined visually for signs of thermal degradation and was mechanically tested using a manual pull-off test. If the weld was found to be both visually and mechanically satisfactory, the gun temperature was increased and a further weld made. The person carrying out the hot gas welding wore positive demand full-face mask air-line breathing apparatus with an assigned protection factor of 2000.
All welds were made with the sheet and welding rod made of the same material, except for PTFE sheet, where the welding rod was made from PFA.
3.5. HEATING TRIALS
In order to assess the performance of the heating/sampling rig, a number of commissioning trials were performed, without a fluoropolymer sample present.
The first commissioning trials were carried out to determine whether the fume temperature in the sampling chamber could be maintained below 100°C with the hot gas gun set at maximum temperature (600°C) throughout a 30 minute run.
In the second set of commissioning trials, to determine whether the fume from the heating chamber was reaching the sampling chamber, acetone was injected into the
Page 6

hose to the hot gas gun at a rate of 182µl/min (2.4mg/m3) using a hypodermic needle. With the hot gas gun switched off (i.e. not heating the incoming air) the “fume” in the sampling chamber was sampled and analysed for the presence of acetone. Samples of “fume” were also collected directly from the end of the hot gas gun itself.
For the heating trials on the fluoropolymer samples, the procedure was as follows:
1) The fluoropolymer disk was fitted on to the turntable of the heating/sampling rig and secured in place with screws, to prevent it from buckling during heating
2) The fume sampling units and associated pumps were attached to the connectors on the top plate of the sampling chamber
3) The top plate was bolted down on to the chamber 4) A background reading of ultrafine particles was taken for approximately 5
minutes 5) The hot gas gun blower, turntable and air curtain were switched on 6) The laboratory was evacuated except for the operator, wearing full breathing
apparatus 7) The hot gas gun was set to the required temperature to achieve the
manufacturer’s maximum recommended temperature 5mm from the end of the nozzle
8) When this temperature was reached, a reading of ultrafine particles was taken for approximately 5 minutes
9) The hot gas gun was then set to the maximum temperature, as determined in Section 3.4
10) When this temperature was reached the pumps connected to the sampling units were switched on
11) After 30 minutes sampling, the pumps and the hot gas gun were switched off, the top plate of the sampling chamber was removed and the operator exited the laboratory
12) After 15 minutes, the laboratory was entered without breathing apparatus 13) The hot gas gun blower, turntable and air curtain were switched off, the
fluoropolymer disk was removed from the turntable and the sampling units were removed from the top plate of the sampling chamber.
All heating trials on fluoropolymer samples were performed in a fume cupboard and the temperatures in the heating and sampling chambers were recorded throughout.
In addition to the above trials, background ultrafine particle readings (i.e. without a fluoropolymer disk present) were taken at both the maximum possible hot gas welding temperature and at the manufacturer’s maximum recommended hot gas welding temperature, for each material.
For the trials to measure the fume from heating PTFE to temperatures in excess of the maximum recommended operating temperature for PTFE-coated hot plates, the required set temperature on the hot gas gun was determined using the relationships between the hot gas temperature at the end of the hot gas gun nozzle and the set
Page 7

temperature on the gun, and between the hot gas temperature at the end of the hot gas nozzle and the maximum surface temperature of the material, as determined in Stage 1 of this work.4
A total of 18 fluoropolymer heating runs were performed, as defined below:
• Six runs on PTFE at material surface temperatures 20, 40 and 60°C above the maximum recommended operating temperature for PTFE-coated hot plates (two runs at each temperature)
• Two runs on PTFE at the maximum possible hot gas welding temperature for this material
• Two runs on PVDF at the maximum possible hot gas welding temperature for this material
• Two runs on FEP at the maximum possible hot gas welding temperature for this material
• Two runs on PFA at the maximum possible hot gas welding temperature for this material
• Two runs on ECTFE at the maximum possible hot gas (air) welding temperature for this material
• Two runs on ECTFE at the maximum possible hot gas (nitrogen) welding temperature for this material
The flow rate for the hot gas gun blower was 40 l/min. For the nitrogen trials the flow rate was 50 l/min.
4. RESULTS AND DISCUSSION
4.1. SMOKE TRIALS
As in the Stage I trials4, two smoke trials took place to determine whether there were any leaks into the main laboratory and also to assess the ability of the fume cupboard and portable extractor to clear the room of fume. The first trial assessed the performance of the fume cupboard and the second assessed the performance of the portable extractor. The results are given in Table 2.
Table 2 Results of the smoke evacuation trials.
Trial Description Time to see lines at 3.5m, seconds
1.2mm thick 0.45mm thick 0.35mm thick 1 Fume cupboard only 270 315 345 2 Portable extractor only 345 450 510
Any leaks out of the laboratory were blocked up.
Page 8

0
100
200
300
400
500
600
700
800
900
1000
0 0.5 1 1.5 2 2.5 3
Voltage to motor, V
Tim
e fo
r 1
revo
lutio
n of
tur
ntab
le, s
4.2. CALIBRATION OF TURNTABLE
The relationship between the voltage to the turntable motor and the speed of rotation is given in Fig.5.
Fig.5 Calibration curve for turntable.
In order to simulate the hot gas welding process, it is important that the speed of the fluoropolymer disk under the hot gas gun nozzle in the heating/sampling rig is within the manufacturer’s recommended speeds for hot gas welding.
The diameter of the fluoropolymer disk in line with the hot gas gun nozzle in the heating chamber was 32.0cm. Therefore, the circumference of the disk in line with the hot gas gun nozzle was 100.5cm.
The recommended hot gas welding speeds6 for four of the fluoropolymers are given in Table 3.
Table 3 Manufacturer’s recommended hot gas welding speeds for various fluoropolymers.6
Material Recommended welding speeds, cm/min
PVDF 10 - 40 ECTFE 10 - 20 FEP ≤ 7 PFA ≤ 7
Since there are currently no recommended hot gas welding speeds for welding PTFE using PFA welding rod, it was decided to use the same speed as recommended for welding PFA to itself.
Page 9

From the data in Fig.5 and Table 3, the voltage to the turntable motor required to produce a speed between the fluoropolymer disk and the nozzle of the hot gas gun in the heating/sampling rig equal to the manufacturer’s recommended values was calculated. These values are given in Table 4.
Table 4 Required rotational speed of turntable and voltage to motor to produce manufacturer’s recommended hot gas welding speeds.
Material Time for 1 revolution of turntable,
s Voltage to turntable motor,
V PVDF 150 – 600 0.65 - 2.25 ECTFE 300 – 600 0.65 – 1.20 FEP ≥ 860 ≤ 0.5 PFA ≥ 860 ≤ 0.5 PTFE ≥ 860 ≤ 0.5
4.3. CALIBRATION OF HOT GAS GUN
The relationship between the temperature set on the hot gas gun and the measured air temperature 5mm in front of the nozzle, from the Stage I report4, is given in Fig.6. From this calibration curve it was possible to determine the required gun temperatures to obtain the manufacturer’s maximum recommended hot gas temperatures for the various fluoropolymer materials. These values are given in Table 5.
400
450
500
550
600
300 320 340 360 380 400 420 440 460
Measured temperature 5mm in front of nozzle, deg C
Set
tem
pera
ture
, deg
C
Fig.6 Calibration curve for the hot gas gun (TWI Ref. PID3).
Page 10

Table 5 Required gun temperature to obtain the maximum recommended hot gas welding temperatures.
Material
Maximum recommended hot
gas temperature, °C
Required gun temperature,
°C PVDF 360 452 ECTFE 380 485 FEP 390 500 PFA 410 525 PFA (for welding PTFE) 430 552
In the Stage I trials the fluoropolymer samples were heated on a heater block, which was a good simulation for PTFE-coated hot plates, and the temperature used in these trials was the same as the maximum recommended temperature for PTFE-coated hot plates (270°C). In the Stage II trials, it was necessary to determine the required gun temperature to produce a required surface temperature of the PTFE sheet. This was done by using the relationship between the set gun temperature and the maximum material surface temperature, determined in Stage I, and shown in
260270280290300310320330340350360
300 350 400 450 500 550 600
Set Gun Temperature, deg C
Max
imum
Mat
eria
l Sur
face
Te
mpe
ratu
re, d
eg C
Fig.7.
Fig.7 Relationship between set temperature on the hot gas gun and maximum surface temperature of the material.
Using the above graph, the required gun temperatures for the heating trials, to simulate the overheating of PTFE-coated hot plates are given in Table 6.
Page 11

Table 6 Set gun temperatures for the trials to simulate overheating PTFE-coated hot plates.
PTFE surface temperature, Set gun temperature, °C °C 270 303 290 366 310 428 330 491
4.4. HOT GAS WELDING TRIALS
The results of the hot gas welding trials are given in Table 7.
Table 7 Results of hot gas welding trials.
Sheet material Set gun temperature, °C
Comments
460 - 552 No discoloration, good weld strength PVDF 570 Discoloration at joint
560 No discoloration, good weld strength 565 Discoloration at joint
490 – 550 No discoloration, good weld strength ECTFE (in air) 570 Discoloration at joint
560 No discoloration, good weld strength 565 Discoloration at joint
ECTFE (in N2) 520 – 600* No discoloration, good weld strength FEP 510 – 600* No discoloration, good weld strength PFA 560 – 600* No discoloration, good weld strength PTFE (with PFA) 525 – 600* No discoloration, good weld strength
(* maximum temperature achievable on gun)
From the results in Table 7, the maximum temperatures at which the various fluoropolymers can be hot gas welded without causing visual or mechanical degradation of the joint are given in Table 8.
Page 12

Table 8 Maximum temperatures at which the various fluoropolymers can be hot gas welded without causing visual or mechanical degradation of the joint.
Material Maximum gun temperature, °C
PVDF 560 ECTFE (in air) 560 ECTFE (in N2) 600 FEP 600 PFA 600 PTFE (with PFA) 600
4.5. HEATING/SAMPLING RIG COMMISSIONING TRIALS
The first commissioning trials were performed with no fluoropolymer disk on the turntable, with all sampling pumps switched on and with the hot gas gun temperature set to 600°C. The turntable was rotated at a speed of 135s per revolution (2.5V to the motor drive) and each trial lasted 30 minutes. The maximum temperature reached in the heating chamber was 470°C, but only 30°C in the sampling chamber.
Due to the temperature in the sampling chamber remaining so low, there was some concern that air from outside the rig may be leaking into the chamber rather than coming from the heating chamber. To check this, the air to the hot gas gun was spiked with acetone and the trial was repeated. The fume emitted from the end of the hot gas gun and in the sampling chamber were collected and analysed by HSL. The results indicated that fume from the heating chamber was indeed passing into the sampling chamber.
4.6. HEATING TRIALS
The results of the heating trials are given in Table 9.
The results of the quantitative analysis of the fume produced during heating of the five fluoropolymer materials will be provided by HSL in a separate report.
Page 13

Table 9 Results of heating trials.
Trial No.
Material (Ref. No.)
Set gun temperature,
°C
Voltage to turntable motor,
V
Comments
1 366 0.50 No evidence of degradation. The same disk was used for all trials 1-7. 2 366 0.50
3 430 0.50 4 PTFE 430 0.50 5 (P004988) 491 0.50 6 491 0.50 7 602 0.50 8 600 0.50 No evidence of degradation. 9 PVDF
) 560 1.58 Evidence of surface melting but no
degradation. The same disk was used for both trials. 10
(P004969560 1.58
11 FEP 600 0.52 Evidence of surface melting but no degradation. The same disk was used for both trials. 12 (P004979) 600 0.50
13 PFA
600 0.50 Excessive rippling between screws caused disks to catch on hot gas gun nozzle. Evidence of surface melting but no degradation. New disk used for each trial.
14 (P004978) 600 0.50
15 ECTFE in air
(P004970)
560 1.00 Evidence of surface melting, with very slight discoloration. “Splash” marks evident on surface. Low viscosity liquid produced, which remained between disk and turntable after welding but evaporated within a few minutes. New disk used for each trial.
16 560 1.00
17 ECTFE in N2
600 1.00 Only slight evidence of surface melting. No degradation. New disk used for each trial. 18 (P004970) 600 1.00
5. CONCLUSIONS
A programme of work has been performed, in collaboration with the Health & Safety Laboratory, where five fluoropolymers (PVDF, ECTFE, PFA, FEP and PTFE) have been heated in a controlled, safe and systematic manner to the maximum temperatures that the materials might possibly experience during hot gas welding and also, in the case of PTFE, at temperatures up to 60°C above the maximum recommended operating temperature for coated hot plates, and the fumes generated have been collected for analysis.
Page 14

6. RECOMMENDATIONS
If the results of the fume analysis show that unacceptable levels of toxic fumes and/or ultrafine particles are generated during hot gas welding at temperatures which do not cause visual or mechanical degradation of the joint, it is recommended that further investigations be carried out to measure the actual fume exposure to welding personnel in a realistic, but safe and controlled, welding environment.
7. REFERENCES
1. CSWIP-PW-6-96: ‘Requirements for the certification of plastics welders’, September 1996. 2. prEN 13067: ‘Plastics welding personnel – Approval testing of welders – Thermoplastics welded assemblies’. October 2000. 3. F Auclair, P Baudot, D Beiler and J C Limasset: ‘Minor and fatal intoxications due to polytetrafluoroethylene “treatment” in an industrial environment: clinical findings and physical and chemical measurements of the contaminated atmospheres’. Toxicological European Research 1983 5(1) 43-48. 4. M J Troughton: ‘Products evolved during hot gas welding of fluoropolymers’, TWI Report 12511/1/00, March 2000. 5. C Keen and I Pengelly: ‘Products evolved during hot gas welding of fluoropolymers – Stage 1’, Health and Safety Laboratory Report, 2000. 6. ‘Corrosion and Environmental Control Technical Handbook – Fluoroplastic Products’, Symalit AG, 1998.
8. ACKNOWLEDGEMENTS
Grateful acknowledgement is made to the following companies for providing materials and equipment free of charge:
• Agru GmbH, for supplying ECTFE and PVDF sheet • Dalau Ltd, for supplying PTFE sheet • Enviro-Vac Sales & Services Ltd, for supplying the portable extraction • MB Plastics Ltd, for supplying FEP, PFA and PTFE sheet, and FEP and PFA
welding rod • Simona GmbH, for supplying ECTFE and PVDF sheet.
The heating/sampling chamber was designed by Paul Evans, with help from Elizabeth Olden who calculated the required dimensions of the heat exchanger. The chamber was built by Bob Stevenson and Derek Patten. The hot gas welding trials were performed by Ian Froment and the heating trials were performed by Marcus Gordon, Scott Andrews, Ian Froment and Steve Willis.
Page 15


PRODUCTS EVOLVED DURING WELDING OF FLUOROPOLYMERS
STAGE III – EXPOSURE MEASUREMENTS DURING HOT GAS AND HOT BAR WELDING
TWI REPORT NO: 13808/1/02 MAY 2002
Prepared for: Health & Safety LaboratoryBroad LaneSheffieldS3 7HQ
Contact: Chris Keen
Author(s): Mike Troughton


CONTENTS
EXECUTIVE SUMMARY iBackground iObjectives iWork Carried Out iConclusions i
1. INTRODUCTION 1
2. OBJECTIVES 2
3. EXPERIMENTAL 2
3.1. MATERIALS AND EQUIPMENT 2
3.2. PREPARATION OF THE LABORATORY 4
3.3. HOT GAS WELDING TRIALS 4
3.4. HOT BAR WELDING TRIALS 7
4. RESULTS AND DISCUSSION 7
4.1. HOT GAS WELDING TRIALS 7
4.2. HOT BAR WELDING TRIALS 94.2.1. Calibration of the Hot Bar 94.2.2. Welding FEP film to FEP film 104.2.3. Welding PFA film to PTFE film 104.2.4. Welding FEP film to PTFE film 124.2.5. Welding ECTFE film to ECTFE film 12
4.3. FUME ANALYSIS 13
5. CONCLUSIONS 13
6. ACKNOWLEDGEMENTS 14
7. REFERENCES 14


EXECUTIVE SUMMARY Background The fabrication of structures made from fluoropolymers such as polytetrafluoroethylene (PTFE), polyvinylidenefluoride (PVDF), ethylene chlorotrifluoroethylene (ECTFE), perfluoroalkoxy (PFA) and fluorinated ethylene propylene (FEP) is becoming more widespread in the chemical, semi-conductor, paper and pharmaceutical industries.
From information provided by the manufacturers, the products generated on decomposition of these materials include hydrogen fluoride, hydrofluoric acid, fluoro-olefins, chlorinated hydrocarbons and carbonyl fluoride. However, it is not known in what quantities these products are generated during welding, or indeed, whether they are generated at all. It is, however, well known in the industry that inhaling the fumes during welding of fluoropolymers can cause influenza-like symptoms, known as “Teflon fever” or “polymer fume fever”.
Objectives To identify and measure the amounts of products evolved and the exposure to the operator, during the hot gas welding and hot bar welding of four fluoropolymers: PTFE, ECTFE, FEP and PFA.
Work Carried Out Hot gas welding trials were carried out in an enclosed laboratory using welding temperatures recommended by the material manufacturers and also at the maximum temperatures possible without causing visual or mechanical degradation of the joint. Trials were carried out both with and without local exhaust ventilation (LEV).
Hot bar welding trials were also carried out in an enclosed laboratory, initially to determine suitable welding conditions for joining the fluoropolymer films. Further trials, using these conditions, were then performed to sample the fumes generated. Again, trials were carried out both with and without LEV.
All welding trials were of 30 minutes duration and were carried out at TWI by TWI staff, wearing breathing apparatus. The sampling and analysis of the collected fume was carried out by staff from the Health and Safety Laboratory (HSL).
Conclusions A programme of work has been performed, in collaboration with HSL, where four fluoropolymers (ECTFE, FEP, PFA and PTFE) have been both hot gas and hot bar welded, in a controlled, safe and systematic manner, and the fumes generated have been collected for analysis.
i


1. INTRODUCTION Stage I of this project (1-2) was carried out jointly by TWI and the Health & Safety Laboratory (HSL) to identify and measure the amounts of products evolved during:
• the heating of polyvinylidene fluoride (PVDF), ethylene chlorotrifluoroethylene (ECTFE), fluorinated ethylene propylene (FEP) and perfluoroalkoxy (PFA) at temperatures equivalent to the manufacturer’s maximum recommended hot gas welding temperatures;
• the heating of polytetrafluoroethylene (PTFE) at the maximum recommended operating temperature for PTFE-coated hot plates.
Results showed that large amounts of HCl and HF were generated during the heating of ECTFE. There were also indications that phosgene (carbonyl chloride) may have been produced. However, nothing significant was detected from any of the other fluoropolymers investigated.
There are a number of possible reasons why so little was detected during the heating of PVDF, PFA, FEP and PTFE:
• The sampling was carried out at a temperature of around 100°C, which may have reduced the efficiency of the sorbent tubes.
• The toxicity of fume evolved from hot gas welding of fluoropolymers may be mainly due to ultrafine particles rather than organic vapours. However, the ultrafine particle monitor used in these trials was unable to generate meaningful data.
• Although material manufacturers quote maximum recommended hot gas welding temperatures for fluoropolymers, which relate to the temperature measured at the end of the hot gas gun nozzle, the method of measuring this temperature is not defined. It is extremely difficult to obtain reliable and consistent temperature readings by placing a thermocouple in front of a hot gas gun nozzle because there is a high temperature gradient across the hot air stream. In addition, many hot gas guns do not have an integral temperature display, just a dial with a scale between 1 and 10. For the guns that do have a temperature display, the displayed temperature bears no resemblance to the gas temperature at the nozzle, which is different for different gun designs, nozzles and air flows. It is therefore highly likely that the actual hot gas welding temperatures used in industry are commonly significantly greater than the manufacturer’s recommended values.
In order to examine the above factors, work was carried out in Stage II of the project (3,4) to identify the amount of products evolved during:
• the exposure of PVDF, ECTFE, PFA, FEP and PTFE to a stream of hot gas at the maximum temperatures possible without causing visual or mechanical degradation of the joint;
1

• the heating of PTFE to temperatures in excess of the maximum recommended operating temperature for PTFE-coated hot plates.
In this work, a new heating/sampling rig was built to ensure that the sorbent tubes were operating at temperatures below 50°C. In addition, a specialised instrument was used to detect the presence of ultrafine particles.
Results showed that:
• Significant levels of carbonyl fluoride can be generated during hot gas welding of PFA and FEP.
• Carbonyl fluoride can also be generated from ECTFE, but only when welding in air. If this material is welded in nitrogen, as recommended, then carbonyl fluoride is not generated.
• Significant levels of ultrafine particles are generated by the hot gas gun itself during the welding process.
• Ultrafine particles also appear to be generated from PFA and ECTFE during hot gas welding.
• Only trace levels of relatively non toxic compounds were detected during the hot gas welding of PTFE and PVDF.
This report describes Stage III of this project, where quantitative measurements of selected compounds and ultrafine particles were taken during actual hot gas welding and hot bar welding trials in a controlled environment.
2. OBJECTIVES To identify and measure the amounts of products evolved and the exposure to the operator, during the hot gas welding and hot bar welding of four fluoropolymers: PTFE, ECTFE, FEP and PFA.
3. EXPERIMENTAL 3.1. MATERIALS AND EQUIPMENT
The materials that were used for the trials are given in Table 1.
A Triple Plus+ gas monitor, manufactured by Crowcon Detection Instruments Ltd and supplied by ESS Ltd, was used to determine whether hydrogen fluoride was present in the laboratory.
Local exhaust ventilation (LEV) was provided by a Nederman portable extractor (TWI Ref. 3516), which had an output hose inserted into the laboratory fume cupboard. In order to provide emergency extraction in the event of a power cut, a portable extractor, model 1500, supplied by Enviro-Vac Sales & Service Ltd, was connected to a portable generator.
2

Table 1 Details of fluoropolymer materials
Identification code Material Form P004760 3mm diameter welding rod P004970 ECTFE 2.5mm thick sheet P006430 0.025mm thick film P004733
FEP 3mm diameter welding rod P006432
P004979 1.5mm thick sheet P006429 0.05mm thick film P004734
PFA 3mm diameter welding rod P006433
P004978 1.5mm thick sheet P006434 0.03mm thick film P004988 PTFE 1.5mm thick sheet P006384 0.5mm thick film
The hot gas welding trials were carried out using a Leister PID hot gas gun (TWI Ref: PID3), connected to either a Leister blower (TWI Ref: 2616) or, in the case of ECTFE, also to a nitrogen cylinder. A speed welding nozzle was used in all cases.
The hot bar welding trials were carried out using an in-house hot bar welding machine (TWI Ref: PJD30), which is shown in Fig.1.
Ref. No. D002617
Pneumatic press
Hot bar
Sandanio insulation block
Temperature controller
Fig.1 Hot bar welding machine
3
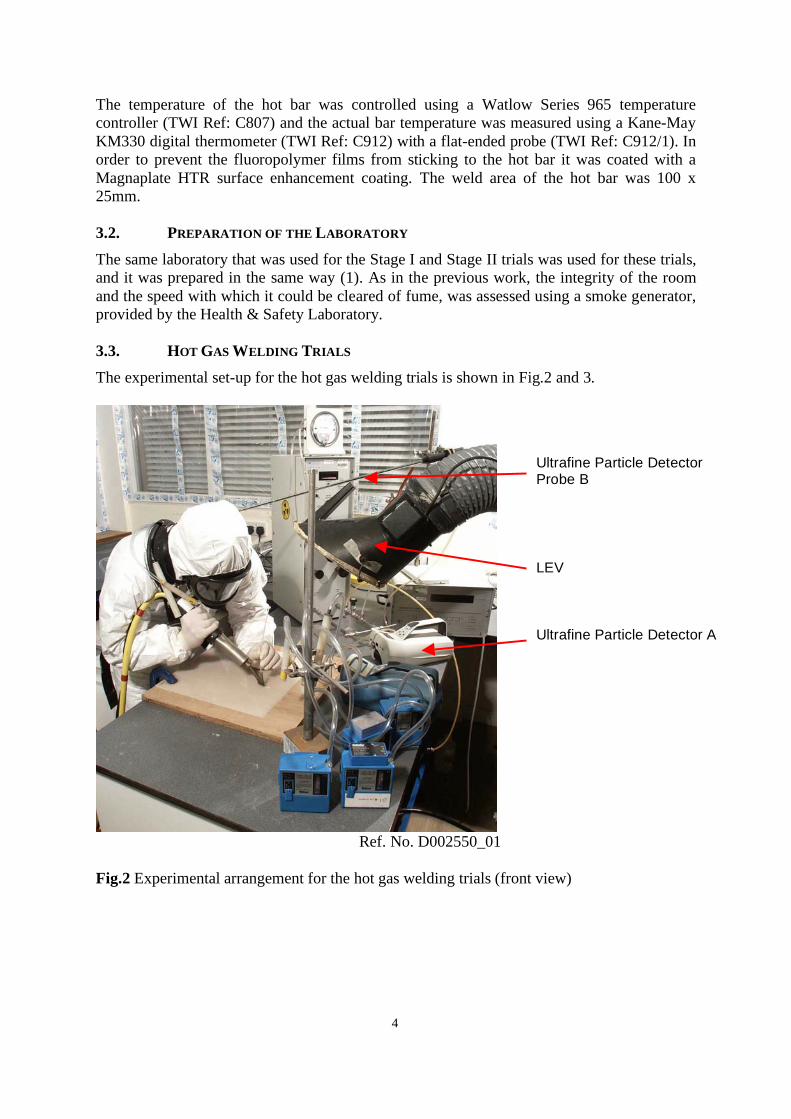
The temperature of the hot bar was controlled using a Watlow Series 965 temperature controller (TWI Ref: C807) and the actual bar temperature was measured using a Kane-May KM330 digital thermometer (TWI Ref: C912) with a flat-ended probe (TWI Ref: C912/1). In order to prevent the fluoropolymer films from sticking to the hot bar it was coated with a Magnaplate HTR surface enhancement coating. The weld area of the hot bar was 100 x 25mm.
3.2. PREPARATION OF THE LABORATORY
The same laboratory that was used for the Stage I and Stage II trials was used for these trials, and it was prepared in the same way (1). As in the previous work, the integrity of the room and the speed with which it could be cleared of fume, was assessed using a smoke generator, provided by the Health & Safety Laboratory.
3.3. HOT GAS WELDING TRIALS
The experimental set-up for the hot gas welding trials is shown in Fig.2 and 3.
Ref. No. D002550_01
Ultrafine Particle Detector Probe B
LEV
Ultrafine Particle Detector A
Fig.2 Experimental arrangement for the hot gas welding trials (front view)
4

Sampling Station A
Sampling Station B
Sampling Station C
Ref. No. D002550_03
Fig.3 Experimental arrangement for the hot gas welding trials (side view)
As can be seen in Fig.3, fume sampling stations were positioned at three locations in the laboratory: one in front of the welding operation (Station A), one in the breathing zone of the welder (Station B) and one behind the welder (Station C). In addition, as can be seen in Fig.2, a number of ultrafine particle detectors were also positioned in the laboratory: one in front of the welding operation (Detector A), one attached to a probe positioned in the breathing zone of the welder (Detector B) and one behind the welder (Detector C, not shown). Close-ups of the welding operation are shown in Fig.4 and 5.
Ref. No. D002550_02
Sampling Station B
Sampling Station A
Fig.4 Close-up of the hot gas welding operation (front view)
5

Fl
Sampling Station A
Sampling Station B
Ultrafine Particle Detector A
Plywood support block
uoropolymer sheet
Ref. No. D002550_04
Fig.5 Close-up of the hot gas welding operation (side view)
As can be seen in the above photographs, the welder wore Tyvek pro-tech coveralls and positive demand full-face mask airline breathing apparatus, which had an assigned protection factor of 2000. A summary of the welding trials performed is given in Table 2.
Table 2 Summary of hot gas welding trials
Trial No Material Weld gas Temperature LEV G1 recommended on G2 FEP off G3 maximum on G4 off G5 recommended on G6 PFA off G7 maximum on G8 air off G9 PTFE recommended on G10 (using PFA off G11 welding
maximum on G12 rod) off G13 recommended on G14 off G15 maximum on G16 ECTFE off G17 recommended on G18 off G19
nitrogen maximum on
G20 off
6

In the above table, the recommended temperature was the temperature of the air at the end of the hot gas gun nozzle recommended by the material manufacturers and the maximum temperature was the maximum set gun temperature that did not cause visual or mechanical degradation of the joint, as determined in Stage II of the project (3).
For each trial, multiple welding runs were put down on a flat sheet over a period of 30 minutes. The laboratory fume cupboard was on throughout the trials.
3.4. HOT BAR WELDING TRIALS
The experimental arrangement and procedure for the hot bar welding trials was the same as for the hot gas welding trials, except that the hot gas welding equipment was replaced by the hot bar welder. The proposed welding trials, as defined in the proposal (5), are given in Table 3.
Table 3 Summary of hot bar welding trials
Trial No Material LEV B1 FEP on B2 off B3 PFA on B4 off B5 PTFE to PFA on B6 off B7 ECTFE on B8 off
Initial welding trials were carried out to determine suitable welding conditions for the fluoropolymer films.
4. RESULTS AND DISCUSSION 4.1. HOT GAS WELDING TRIALS
The results of the hot gas welding trials are given in Table 4.
During the first eight trials it was noticed that high levels of ultrafine particles were detected in short bursts (a few seconds) in all three particle detectors. Close observations during the welding trials suggested that these bursts of high levels of ultrafine particles occurred either at the end or the beginning of a welding run, although not for every run. One explanation for this was that cleaning the end of the hot gas gun nozzle with a wire brush, as is done in practice periodically to remove any molten material, might generate significant ultrafine particles. This was proven by carrying out the cleaning operation directly in front of one of the particle detectors.
However, the main reason was actually found to be due to the hot gas scorching the plywood block on to which the fluoropolymer sheet was clamped, either at the end or at the beginning of the welding run. This was proven by deliberately scorching the plywood using the hot gas
7

gun after the end of Trial G7. Indeed, a large number of scorch marks were visible on the plywood block around the edges of where the fluoropolymer sheets had been clamped.
For this reason, from Trial G9 onwards, the top surface of the plywood block was covered with PTFE film.
Table 4 Results of hot gas welding trials
Temperature, °C Weld Trial No Material LEV Set on gun
Measured at nozzle
length, mm Comments
G1 on 517 392 3965 G2 FEP off 515 389 2870 G3 on 600 444 3560 G4 off 600 444 4060 G5 on 557 407 2670 G6 PFA off 547 409 2540 Trial recorded on video G7 on 602 444 3345 G8 off 600 444 3505 Trial recorded on video
G9 PTFE using PFA
on 577 430 2350
Trial recorded on video. PTFE film placed on plywood support block from this point on
G10 welding rod off 580 432 2705
G11 on 600 444 2555 Trial recorded on video G12 off 602 446 2950 G13 on 507 377 4995 Trial recorded on video G14 off 505 380 5400 G15 on 560 419 5870 Trial recorded on video G16 off 560 419 5800 G17 on 537 379 5320 Nitrogen gas
G18 ECTFE off 535 382 5360
Nitrogen gas. Additional filter used at Sampling Station A to collect ultrafines Nitrogen gas. Trial recorded on video.
G19 on 600 423 6315 Additional filter used at Sampling Station A to collect ultrafines
G20 off 600 423 6555 Nitrogen gas
Due to the problems encountered in Trials G1-G8 due to generating ultrafine particles not associated with the welding operation, two further trials were performed to measure only ultrafine particles, using the following procedure:
8

• LEV off, hot gas welding carried out at recommended temperature for 10 minutes • Gun set to maximum welding temperature, 5-minute wait for temperature to stabilise • LEV still off, hot gas welding carried out at maximum temperature for 10 minutes • LEV on, 3-minute wait • Hot gas welding carried out at maximum temperature for 10 minutes.
These results are given in Table 5.
Table 5 Results of additional hot gas welding trials
Temperature, °C Welding/ Overall Trial No Material LEV Set on gun
Measured at nozzle
sampling time, mins
weld length, mm
G21a on 517 391 10 3465G21b FEP on 600 - 10
G21c off 600 - 10 G22a on 550 410 10
2845G22b PFA on 600 - 10 G22c off 600 - 10
4.2. HOT BAR WELDING TRIALS
4.2.1. Calibration of the Hot Bar The relationship between the set temperature and the actual bar temperature, as measured using a flat-ended probe, is given in Fig.6 and the relationship between the cylinder pressure and the weld force for the hot bar equipment is given in Fig.7.
150
200
250
300
350
400
150 200 250 300 350 400 450
Set Temperature, deg C
Act
ual T
empe
ratu
re, d
eg C
Fig.6 Relationship between the set temperature for the hot bar and the actual measured temperature
9

0
500
1000
1500
2000
2500
3000
0 10 20 30 40 50 60
Cylinder Pressure, psi
Forc
e, N
Fig.7 Relationship between the cylinder pressure and the weld force for the hot bar welding equipment
4.2.2. Welding FEP film to FEP film Before fume sampling during hot bar welding could be carried out, it was necessary to determine welding parameters that resulted in a suitable welded joint. The trials that were carried out to determine suitable welding parameters for FEP film are summarised in Table 6, where it can be seen that suitable welding parameters could not be obtained.
Table 6 Summary of trials to determine suitable hot bar welding parameters for FEP film
Trial No
Hot bar set temperature,
°C
Gauge pressure,
psi Weld time,
s Comments FEP1 200 10 10 No weld FEP2 215 10 10 No weld FEP3 230 20 10 No weld FEP4 260 20 10 Film stuck to bar FEP5 260 20 5 Film stuck to bar FEP6 245 20 2 Film stuck to bar
4.2.3. Welding PFA film to PTFE film Due to the problems with the FEP film sticking to the hot bar, even though the bar had been coated with a non-stick metallic coating, it was agreed that the next set of trials would be to attempt to weld PFA to PTFE. In this case, the PTFE film, which would not melt, was placed in contact with the hot bar, with the PFA film underneath. Also, in order to reduce the heat loss underneath the PFA film, another layer of PTFE film was placed between the sandanio
10

block and the PFA film. A summary of the trials to determine the welding parameters to achieve a suitable weld is given in Table 7.
Table 7 Summary of trials to determine suitable hot bar welding parameters for joining PFA to PTFE film
Trial No
Hot bar temperature, °C Gauge pressure, psi
Weld time, s Comments Set Measured
PFA1 260 240 20 10 No weld PFA2 275 260 20 10 No weld PFA3 300 288 20 10 No weld PFA4 320 310 20 10 Slight tack PFA5 330 325 20 10 Slight tack PFA6 350 342 20 20 Tack but no weld PFA7 370 355 20 30 Tack but no weld PFA8 380 365 25 30 Weak weld PFA9 390 375 30 30 Weak weld PFA10 390 375 40 30 Weak weld PFA11 400 385 45 60 Weak weld PFA12 410 395 50 60 Better weld PFA13 420 405 40 60 Good weld
Once suitable welding parameters had been defined, two further welding trials, of 30 minutes duration, were carried out to sample the fumes. These trials are given in Table 8.
Table 8 Results of hot bar welding trials for joining PFA to PTFE
Trial No LEV
Hot bar temperature, °C
Gauge pressure,
psi
Weld time,
s
No. of welds
produced Comments Set Measured
B1a on 420 405 40 60 - Run stopped after 10 minutes
B1b on 420 400 40 60 26 B2 off 420 416 40 60 26
The reason why the first trial (B1a) was stopped after 10 minutes was that the lubricating oil in the press was starting to smoke, causing very high readings on the ultrafine particle detectors. This was due to the fact that the hot bar had been operating at high temperatures for a number of hours, causing the press to become very hot as well. The whole equipment was therefore allowed to cool down to ambient temperature before reheating the hot bar for the next trial.
To check what particulates were coming from the equipment, rather than the fluoropolymer, a 15-minute trial was carried out under the same conditions as above but without any fluoropolymer film in place. However, this produced scorch marks on the sandanio block, which may have produced additional ultrafines. A further 15-minute trial was therefore
11

carried out without the sandanio block in place, i.e. with just the hot bar moving up and down every 60 seconds.
4.2.4. Welding FEP film to PTFE film Since it was not possible to produce a weld between two FEP films using the hot bar equipment, it was agreed to try to weld FEP to PTFE instead. As with the PFA, the FEP film was sandwiched between two films of PTFE and trials were performed to determine suitable welding parameters to weld the FEP to the top film of PTFE. A summary of these trials is given in Table 9.
Table 9 Summary of trials to determine suitable hot bar welding parameters for joining FEP to PTFE film
Trial No
Set hot bar temperature,
°C
Gauge pressure,
psi
Weld time,
s Comments FEP7 350 40 60 Tack but no weld FEP8 360 40 60 Weak weld FEP9 370 40 60 Better weld FEP10 380 40 60 Good weld
As before, once suitable welding parameters were defined, two further welding trials, of 30 minutes duration, were carried out to sample the fumes. These trials are given in Table 10.
Table 10 Results of hot bar welding trials for joining FEP to PTFE
Trial Hot bar temperature,
°C Gauge
pressure, psi
Weld time,
s
No of welds
produced No LEV Set Measured B3 on 380 376 40 60 26 B4 off 380 375 40 60 26
4.2.5. Welding ECTFE film to ECTFE film The final hot bar welding trials were to weld ECTFE film to itself. In this case, due to the lower melting point of ECTFE (around 230°C) compared to FEP (275°C) and PFA (310°C), it was possible to use a PTFE fabric coating on the hot bar, since the fabric had a maximum operating temperature of 270°C. In this case, the two ECTFE films were placed on a PTFE film on the sandanio block. Again, trials were performed to determine suitable welding parameters to weld the ECTFE films together and a summary of these trials is given in Table 11.
12

Table 11 Summary of trials to determine suitable hot bar welding parameters for joining ECTFE films
Trial No
Set hot bar temperature,
°C
Gauge pressure,
psi
Weld time,
s Comments ECTFE1 270 20 2 Film stuck to hot bar ECTFE2 240 20 2 Good weld but some film stuck to hot bar ECTFE3 230 20 2 No weld ECTFE4 230 20 5 No weld ECTFE5 230 20 20 No weld ECTFE6 230 20 30 No weld ECTFE7 230 20 30 PTFE film underneath ECTFE films
removed from this point on. Tack but no weld
ECTFE8 235 20 30 Slight weld ECTFE9 235 20 40 Slight weld ECTFE10 235 20 50 Good weld but some film stuck to hot bar ECTFE11 235 20 45 Good weld
Once suitable welding parameters were defined, two further welding trials, of 30 minutes duration, were carried out to sample the fumes. These trials are given in Table 12.
Table 12 Results of hot bar welding trials for joining ECTFE films
Trial No. LEV
Hot bar temperature, °C
Gauge pressure,
psi
Weld time,
s
No. of welds
produced Set Measured B5 on 235 204 20 45 33 B6 off 235 210 20 45 40
4.3. FUME ANALYSIS
The results of the quantitative analysis of the fume produced during hot gas welding and hot bar welding of the fluoropolymers will be provided in a separate report, written by HSL.
5. CONCLUSIONS A programme of work has been performed, in collaboration with HSL, where four fluoropolymers (ECTFE, FEP, PFA and PTFE) have been both hot gas and hot bar welded, in a controlled, safe and systematic manner, and the fumes generated have been collected for analysis.
13

6. ACKNOWLEDGEMENTS Grateful acknowledgement is made to the following companies for providing materials and equipment free of charge:
• AGRU GmbH, for supplying the ECTFE sheet • Dalau Ltd, for supplying the PTFE sheet and film • Enviro-Vac Sales & Services Ltd, for supplying the emergency portable extraction • MB Plastics Ltd, for supplying the FEP and PFA sheet and welding rod, and the PFA
film.
The hot gas welding trials were performed by Andy Knight, with emergency back-up provided by Marcus Gordon and Scott Andrews. The hot bar welding trials were performed by Scott Andrews, with emergency back-up provided by Steve Willis.
7. REFERENCES 1. Troughton M J: ‘Products evolved during hot gas welding of
fluoropolymers’. TWI Report 12511/1/00, March 2000.
2. Keen C and Pengelly I: ‘Products evolved during hot gas welding of fluoropolymers –stage 1’. HSL Report OMS/2001/16, June 2001.
3. Troughton M J: ‘Products evolved during hot gas welding of fluoropolymers’. TWI Report 12989/1/01, March 2001.
4. Keen C and Pengelly I: ‘Products evolved during hot gas welding of fluoropolymers – stage 2’. HSL Report OMS/2001/26, June 2001.
5. Troughton M J: ‘Products evolved during welding of fluoropolymers. Stage III – Exposure measurements during hot gas and hot bar welding’. TWI Proposal No. PR5763, November 2001.
14

REFERENCES
Arito, H. and Soda, R. (1977) Pyrolysis products of polytetrafluoroethylene and polyfluoroethylenepropylene with reference to inhalation toxicity., Ann. Occup. Hyg. 20, 247-255.
Auclair F, Baudot P, Beiler D and Limasset JC, 1983. ‘Minor and fatal intoxications due to treatments of polytetrafluoroethylene in industrial environment : clinical observations and physico-chemical measures of the working atmospheres.’ Toxicological European Research 1983, Vol 1, pp 43 - 48.
Birnbaum, H.A., Scheel, L.D. and Coleman, W.E. (1968) The toxicology of the pyrolysis products of polychlorotrifluoroethylene. Am. Ind. Hyg. Assoc. J., 29, 61-65.
Clarke F.B., Seidel, W.C., Scherer Jr., K.V., Cline Jr., D., Olsen, A. and Bonesteel, J.K. (1990) Proceedings of the Vth International Interflam Conference, 297-304, Interscience Communications Ltd, London.
Colman, W.E., Scheel, L.D., Kupel, R.E. and Larkin, R.L., (1968) The identification of toxic compounds in the pyrolysis products of polytetrafluoroethylene (PTFE). Am. Ind. Hyg. Assoc. J., 29, 33-40.
Grassie, N. and Scotney, A. (1975) Products of thermal degradation of polymers. J. Brandrup, Polymer Handbook, 2nd Edition, Section 2, 473-479.
Hume, John. (1980) Airborne hazards from high temperature processes., Health and Safety at Work, 2 (6), 72-73.
Kirk-Othmer Encyclopedia of Chemical Technology, 4th Edition, 11, 621-712.
Lee, K.P. and Seidel, W.C. (1991) Pulmonary response of rats exposed to polytetrafluoroethylene and tetrafluoroethylene hexafluoroethylene copolymer fume and isolated particles., Inhalation Toxicology, 3, 237-264.
Oberdorster G, Gelein RM, Ferin J and Weiss B, 1995. ‘Association of particulate air pollution and acute mortality : involvement of ultrafine particles ?’.Inhal Toxicol, 1995. pp 111 – 124.
Obersdortser G, 2000(a). “Toxicology of ultrafine particles: in vivo studies”. Trans. Phil. R. Soc. Lond. A (2000) 358:2719-2740.
Oberdorster G, Finkelstein JN, Johnston C, Gelein R, Cox C, Bags R and Elder AC, 2000(b). ‘Acute pulmonary effects of ultrafine particles in rats and mice’. Res Rep Health Eff Inst 2000. pp 75 to 86.
Purser, 1992. ‘Recent developments in understanding the toxicity of PTFE thermal decomposition products’. Fire and Materials, vol 16, 1992, p67 to 75.
Shusterman, 1993. ‘Polymer fume fever and other fluorocarbon pyrolysis related syndromes’. Occupational Medicine – State of the Art reviews, Vol 8, No 3, 1993.
Seidel, W.C., Scherer Jr., K.V., Cline Jr., D., Olson, A.H. and Bonesteel, J.K. (1991) Chemical, physical and toxicological characterization of fumes produced by heating tetrafluoroethene

homopolymer and its copolymers with hexafluoropropene and perfluoro(propyl vinyl ether)., Chem. Res. Toxicol., 4, 229-236.
Symalit Co. Ltd, Fluoropolymer Safety Data Sheets, CH-5600 Lenzburg, Switzerland.
Waritz, R.S., and Kwon, B.K. (1968) The inhalation toxicity of pyrolysis products of polytetrafluoroethylene heated below 500 degrees centigrade., Am. Ind. Hyg. Assoc. J., 19-26.
Zapp, J.A.Jr., Limperos, G. and Brinker, K.C. (1959) Toxicity of pyrolysis products of teflon tetrafluoroethylene resin., Amer. Ind. Hyg. Assoc. Annual Meeting 1959.
Published by the Health and Safety Executive 05/07

Health and Safety Executive
Products evolved during hot gas welding of fluoropolymers
This report details the findings of a research project which was performed as a collaboration between the Health and Safety Executive (HSE) and The Welding Institute (TWI). The project aim was to identify and measure the amounts of products evolved during the hot gas welding of common fluoropolymers, to attempt to identify the causative agents of polymer fume fever.
Carbonyl fluoride and/or hydrogen fluoride were detected from certain fluoropolymers when these materials were heated to their maximum welding temperatures. Significant amounts of ultrafine particles were detected from all of the fluoropolymers investigated when they were hot gas welded.
The report concludes that fluoropolymers should be hot gas welded at the lowest possible temperature to reduce the potential for causing polymer fume fever in operators. If temperature control is not sufficient to prevent episodes of polymer fume fever, a good standard of local exhaust ventilation (LEV) should also be employed.
This report and the work it describes were funded by the Health and Safety Executive (HSE). Its contents, including any opinions and/or conclusions expressed, are those of the authors alone and do not necessarily reflect HSE policy.
RR539
www.hse.gov.uk