Embed Size (px)
Citation preview



PROCEEDING 19th Regional Symposium on Chemical Engineering
ISBN : 978-602-9494-30-3
Design and control of biodiesel production in esterification section
Apichat Saejioa*, and Kulchanat Prasertsita
a Department of Chemical Engineering Prince of Songkla University, Hatyai Thailand
*Corresponding Author’s E-mail: [email protected]
Abstract
Biodiesel is interesting for alternative energy. It is transesterified from oil or fat. Mainly, the raw material is palm oil, which has a few free fatty acids (FFA). However, Purified palm oil has high cost. Thus, palm fatty acid distillate (PFAD) is used instead. The esterification section of biodiesel production process was simulated with ASPEN PLUS and ASPEN PLUS DYNAMICS. In this investigation biodiesel from PFAD was produced by homogeneous acid catalyzed esterification and homogeneous alkali catalyzed transesterification simultaneously. Methanol recovery process was included in this part by using distillation column. The least square error method was used to adjust kinetics constants for esterification and transesterification based on experimental results of ChongKhong et al., 2007, in order to ensure this simulation results. Furthermore, conventional control system was designed for this process, optimum condition was selected as the base case condition for control study. The proposed control strategies perform very well in rejecting disturbances. In the addition, the controlling of stage temperature was used for product composition control. The results show a control structure can reject disturbances and bring the system to set point.
Keywords: biodiesel; HYSYS; esterification; palm fatty acid distillate; 1. Introduction and background
Biodiesel is alternative fuel. It is mainly produced from transesterification of vegetable oils or fats with short chain alcohol such as methanol or ethanol in presence of catalyst. Refined palm oil has a few FFA is used as raw material for this process. However, the higher cost of low FFA feedstock is not economically competitive. So, the high FFA feedstock is selected; waste cooking oil, crude palm oil, and PFAD etc. But, soap is easily produced by alkali catalyst react with FFA in feedstock. Therefore, two step reactions is chose to solve this problem that is esterification of FFA with alcohol by acid catalyst follow by transesterification of triglyceride with alcohol by alkali catalyst.
PFAD is by product from palm oil refinery process, with content 93 wt% of FFA. The types of fatty acids content are shown in Table 1.
Table 1. The PFAD profile [ChongKhong et al., 2007]
Component wt % Palmitic acid 45.6 Oleic acid 33.3 Linoleic acid 7.7 Stearic acid 3.8 Myristic acid 1.0 Tetracosenoic acid 0.6 Linolenic acid 0.3 Ecosanoic acid 0.3 Ecosenoic acid 0.2 Palmitoleic acid 0.2 Glycerides 3
This research started with the kinetic parameter estimations in order to use those parameters in
the steady state and dynamic simulation and to design control structure for the esterification process. B-22-1

19th Regional Symposium RSCE 2012 on Chemical Engineering November 7-8, 2012, Bali, Indonesia
ASPEN PLUS and ASPEN PLUS DYNAMICS were used in the simulation. The data for support this work based on ChongKhong et al., 2007 that is using PFAD as raw material. The control structure of biodiesel process was proposed. The robustness controller was performed to maintain the process stability and process variables while feed flow rate was disturbance. 2. Reaction kinetics
PFAD consists of many different types of fatty acid and glycerides. To simplify for analysis and simulation, Palmitic acid, oleic acid, and triolein are represented as PFAD. Both esterification and transesterification reactions are simultaneously occurred.
ASPEN PLUS was used as simulator for computing the thermodynamics properties and kinetic models. There were polar components in the process such as methanol and glycerol, so, the non-random two liquid (NRTL) thermodynamic package was selected. However, some binary interaction parameters were missing, the UNIFAC model was also used to estimate. [Alex H. West et al., 2008]
2.1) Reaction kinetics estimation The main reaction of this process is esterification by using acid catalyst and the side reaction is
transesterification. However, both reactions produce the same product that is methyl ester or biodiesel. For esterification, the FFA was reacted with methanol in present of sulfuric acid as catalyst to
produced methyl ester and water as by product. However, the FFA in this reactant has two types that are palmitic acid and oleic acid. So, the reactions are:
Palmitic acid + Methanol Methyl palmitate + Water (1) Oleic acid + Methanol Methyl oleate + Water (2) For transesterification, the triolein was reacting with methanol in present of sulfuric acid as
catalyst to produced methyl ester and glycerol as by product. The reaction is: Triolein + 3 Methanol 3 Methyl oleate + Glycerol (3) The reaction rate constant for each reaction can be expression by Arrhenius equation that shows
the reaction rate depends on temperature. The Arrhenius equation gives the reaction rate constant on the temperature and activation energy is show below:
k = A exp (-Ea/RT) (4)
where A is the prefactor and Ea is the activation energy.
Rate of reaction for equation (1), (2), and (3) can be written below: r1 = k1[Palmitic acid][Methanol] 1.114 – k-1[Methyl palmitate][water] (5) r2 = k2[Oleic acid][Methanol]1.114 – k-2[Methyl Oleate][water] (6) r3 = k3[Triolein][Methanol] 3 – k-3[Methyl oleate]3[Glycerol] (7) The kinetics parameters were estimated by using least square error method based on data of
ChongKhong et al., 2007 in the continuous process section compare with simulation data. The kinetics parameters and the comparison between experiment and simulation results were presented in Table 2 and Figure 1, respectively. The results from this kinetics parameters has a few error, it can be acceptable.
k1
k-1
k2
k-2
k3
k-3
B-22-2

19th Regional Symposium RSCE 2012 o Chemical Engineering November 7-8, 2012, Bali, Indonesia
Table 2. The kinetics parameters of esterification and transesterification k i (mol/L.s) Ai Ea (J/mol)
k1 1.417 20000 k-1 0.0083 30000 k2 1.417 20000 k-2 0.0083 30000 k3 0.004 25000 k-3 0.01 28000
Figure 1. Comparison between experiment data [ChongKhong et al., 2007] and simulation data
3. Process design
Continuous esterification process was designed. The first step, PFAD and methanol were fed into the continuous stirred tank reactor (CSTR), while molar ratio of PFAD: methanol is 8: 1. Esterification and transesterification were occurring in present of sulfuric acid as catalyst. FFA and triolein in PFAD were converted to methyl ester. So, the design variables of the reaction system are the reaction temperature, residence time, and feed ratio of PFAD to methanol to sulfuric acid. The operating conditions were fixed at reaction temperature of 70 °C for 1 hour of residence time with 1.834 wt% of sulfuric acid.
After the reaction step, the product will be separated. Excess methanol was recovered to the reactor by distillation column. The purity of methanol in recycle stream must greater than 99.5 wt%. The bottom product stream of distillation column will be entered to next section for improvement the quality of biodiesel to meet the ASTM standard. For the design variables of the recovery column are purity of methanol, reflux ratio, number of stages, and pressure. The results showed 9 stages of column with 1.57 for reflux ratio and 20 kPa of condenser pressure gave the purity of methanol to 99.8 wt%.
4. Process dynamics and control
In this section, an esterification process was designed a control structure. The design steps are as follows: 1) determine manipulated variables; 2) determine temperature control trays; 3) install the controllers; 4) use relay feedback to find ultimate gain (Ku) and ultimate period (Pu); 5) use Tyreus–Luyben (TL) tuning to find controller settings. [Yin Heng Shen et al., 2011]
3.1) Determining manipulated variables PFAD was fed in the esterification part of biodiesel production process. There are 10
manipulated variables remaining. In the whole process had required 4 inventory control loops that
B-22-3

19th Regional Symposium RSCE 2012 on Chemical Engineering November 7-8, 2012, Bali, Indonesia
include 3 level controls and 1 column pressure. The column pressure was controlled by manipulating the condenser duty and the temperature was controlled with reboiler heat duty. For the reactor temperature was controlled by changing the utility flow and liquid level was controlled by manipulating vessel outlet flow rate. The process flow sheet and control structure was expressed in Figure 2.
Remaining manipulated variables after choosing the inventory control loops were used for quality control; purity of methanol, FFA, and triglycerides content. The fresh feed of methanol and sulfuric acid were manipulated to maintain the feed molar ratio of PFAD: methanol and mass ratio of PFAD: sulfuric acid, respectively.
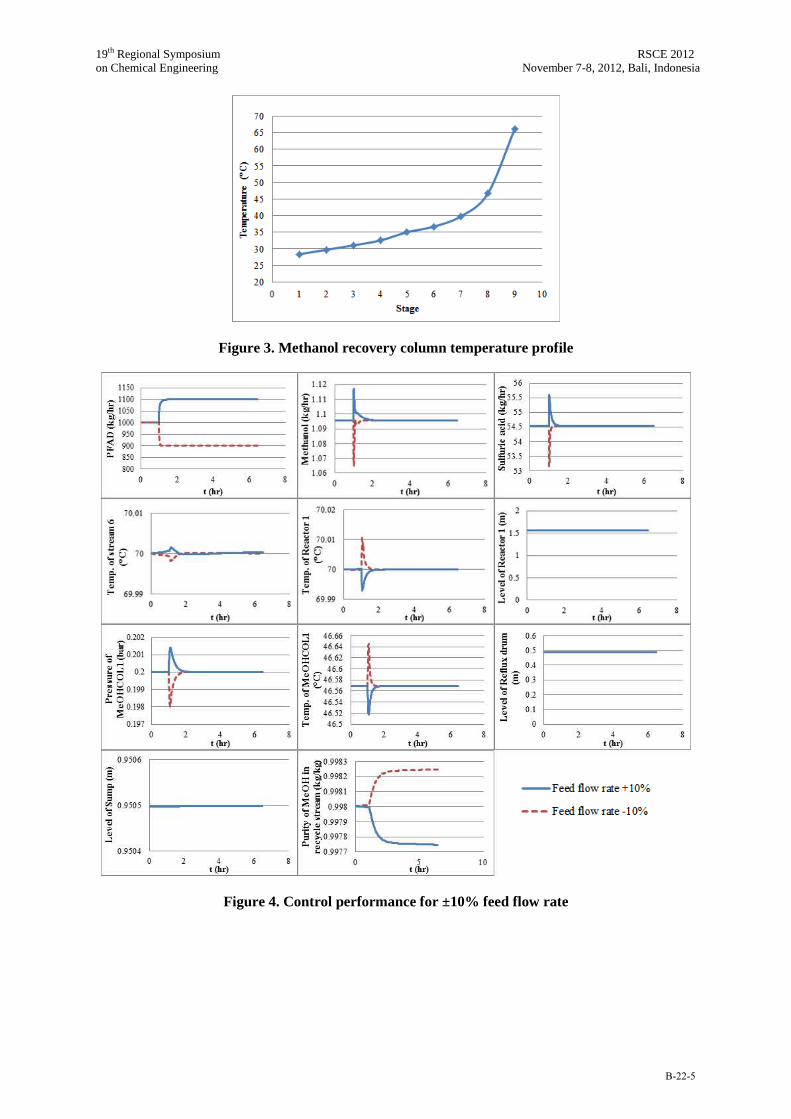
3.2) Selecting temperature control tray The temperature profile of column was shown in Figure 3. A sensitivity analysis was
performed for ± 0.1% variations in reboiler heat duty of methanol recovery column and temperature profile slope [William L. Luyben, 2006]. The results indicated that the 8th tray of the methanol recovery column is the most sensitive. So, it can be selected as the temperature control tray.
3.3) Controller setting A process control structure was designed. Dynamic simulation was simulated by using ASPEN
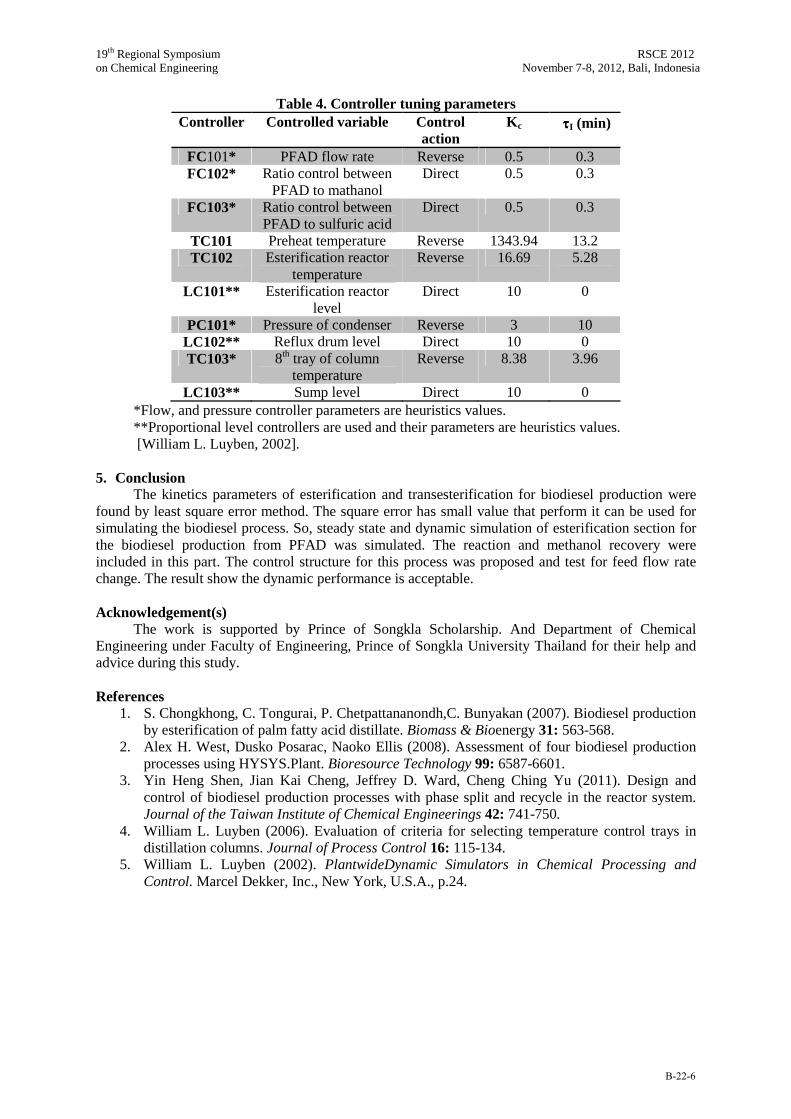
PLUS DYNAMICS. Liquid level was controlled by proportional controller. For pressure, flow, and temperature were controlled with proportional integral controller. A temperature measurement was assumed of two 0.5 min time lags [William L. Luyben, 2002]. The ultimate gain and ultimate period of each temperature control loops were achieved by relay feedback test. The controller parameters were calculated from ultimate gain and ultimate period by using Tyreus–Luyben tuning as shown in Table 4.
3.4) Robustness The control robustness was tested with ±10% feed flow disturbances. Figure 4 indicates that the
proposed control structure has fast and robustness. It can be reject disturbances. Moreover, the stage temperature control can be handling the composition of methanol above 99.7 wt% in recycle stream. However, if feed flow rate change more than +10%, that flow rate will be insufficient to set point.
Figure 2. Process flowsheet and control structure for esterification process
B-22-4
19th Regional Symposium RSCE 2012 on Chemical Engineering November 7-8, 2012, Bali, Indonesia
Figure 3. Methanol recovery column temperature profile
Figure 4. Control performance for ±10% feed flow rate
B-22-5
19th Regional Symposium RSCE 2012 on Chemical Engineering November 7-8, 2012, Bali, Indonesia
Table 4. Controller tuning parameters Controller Controlled variable Control
action K c ττττI (min)
FC101* PFAD flow rate Reverse 0.5 0.3 FC102* Ratio control between
PFAD to mathanol Direct 0.5 0.3
FC103* Ratio control between PFAD to sulfuric acid
Direct 0.5 0.3
TC101 Preheat temperature Reverse 1343.94 13.2 TC102 Esterification reactor
temperature Reverse 16.69 5.28
LC101** Esterification reactor level
Direct 10 0
PC101* Pressure of condenser Reverse 3 10 LC102** Reflux drum level Direct 10 0 TC103* 8th tray of column
temperature Reverse 8.38 3.96
LC103** Sump level Direct 10 0 *Flow, and pressure controller parameters are heuristics values. **Proportional level controllers are used and their parameters are heuristics values. [William L. Luyben, 2002].
5. Conclusion
The kinetics parameters of esterification and transesterification for biodiesel production were found by least square error method. The square error has small value that perform it can be used for simulating the biodiesel process. So, steady state and dynamic simulation of esterification section for the biodiesel production from PFAD was simulated. The reaction and methanol recovery were included in this part. The control structure for this process was proposed and test for feed flow rate change. The result show the dynamic performance is acceptable. Acknowledgement(s)
The work is supported by Prince of Songkla Scholarship. And Department of Chemical Engineering under Faculty of Engineering, Prince of Songkla University Thailand for their help and advice during this study. References
1. S. Chongkhong, C. Tongurai, P. Chetpattananondh,C. Bunyakan (2007). Biodiesel production by esterification of palm fatty acid distillate. Biomass & Bioenergy 31: 563-568.
2. Alex H. West, Dusko Posarac, Naoko Ellis (2008). Assessment of four biodiesel production processes using HYSYS.Plant. Bioresource Technology 99: 6587-6601.
3. Yin Heng Shen, Jian Kai Cheng, Jeffrey D. Ward, Cheng Ching Yu (2011). Design and control of biodiesel production processes with phase split and recycle in the reactor system. Journal of the Taiwan Institute of Chemical Engineerings 42: 741-750.
4. William L. Luyben (2006). Evaluation of criteria for selecting temperature control trays in distillation columns. Journal of Process Control 16: 115-134.
5. William L. Luyben (2002). PlantwideDynamic Simulators in Chemical Processing and Control. Marcel Dekker, Inc., New York, U.S.A., p.24.
B-22-6