Embed Size (px)
Citation preview

Next-generation biomedical implants using additive manufacturing of complex, cellular and functional mesh
arrays
by L. E. Murr, S. M. Gaytan, F. Medina, H. Lopez, E. Martinez, B. I. Machado, D. H. Hernandez, L. Martinez, M. I. Lopez, R. B. Wicker, and J. Bracke
Philosophical Transactions AVolume 368(1917):1999-2032
April 28, 2010
©2010 by The Royal Society

Commercial ‘Trabecular Metal’ cellular tantalum.
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

Aluminium alloy (6101) cellular foam.
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

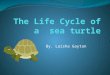
EBM system schematic and SEM inset showing initial powder.
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

Software (CAD) rendering of metal (aluminium alloy) cellular foam from the microCT scan.
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

(a) Materialise software elements, (b) models and (c) EBM-fabricated Ti-6Al-4V prototype test blocks.
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

Examples of early EBM-built structures for Materialise dode-thin software element increases (1–3) and 3S software unit-cell ‘bone’ element (4).
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

Software model views and EBM-fabricated prototypes using the Materialise dode-thin software element.
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

FESEM views of EBM-fabricated Materialise dode-thin (figure 5) element model corresponding to a density of 0.86 g cm−3 (table 2).
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

Optical micrographs showing acicular α-phase microstructures in a plane perpendicular to the build direction.
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

Comparison of residual microstructures for (a) triple-melt-pass fabrication of fully dense monolith in longitudinal plane with (b) optimized single-melt-pass fabrication of 1.59 g cm−3
dense, Materialise dode-thin element strut.
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

The α′ (martensitic) phase dominating the microstructure of struts for mesh arrays fabricated (by EBM) from Materialise software elements (figure 5a).
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

TEM bright-field images showing (a) α-phase and (b) α′-phase (martensite) microstructures.
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

TEM bright-field image comparisons for single-melt-pass EBM fabrication of fully dense Ti-6Al-4V monoliths with variations in build thermal history to create dislocation density variations in
the α-phase.
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

TEM bright-field image showing microstructural details for optimized EBM Ti-6Al-4V products.
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

Knee implant (tibial stem) prototype development and EBM processing.
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

3S software bone unit cell and model for a 5 mm cell dimension prototype.
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

(a,c) 3S bone element software models for 4 and 5 mm unit cell sizes, respectively, along with (b,d) views of EBM-fabricated 5 mm prototype monoliths.
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

Conceptual design for complex, functional, intramedullary rod or stem.
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

CAD model showing build table set-up (a) and dual-functional, fabricated (3S bone element) cylindrical prototype of Ti-6Al-4V.
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

Ti-6Al-4V cellular foam prototypes fabricated by EBM using the software models shown in figure 4 (table 4).
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

Software (CAD) models incorporating an inner foam element and an outer S3 bone element.
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

Software models incorporating different density inner and outer foam elements as in figure 21.
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

X-ray image examples of (a) right femur complete fracture (arrow) in for an 18-year-old motorcycle accident patient and (b) the corresponding bone union with intramedullary rod
inserted (after 18.8 months recovery time).
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

Examples of commercially developed femoral hip, rod and stem devices.
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

AM–EBM fabricated Ti-6Al-4V complex, functional mesh/mesh and mesh/foam bone shaft stem or rod device prototypes.
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

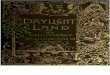
Relative stiffness (E/Eo) versus relative density (ρ/ρo) for all the open cellular and reticulated prototypes illustrated in tables 1–4.
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society

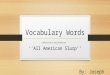
Elastic modulus (E) versus porosity for all the open cellular and reticulated prototypes illustrated in tables 1–4.
L. E. Murr et al. Phil. Trans. R. Soc. A 2010;368:1999-2032
©2010 by The Royal Society