Embed Size (px)
Citation preview

1. Introduction
Microhotplate-based conductance-type gas sensorshave been under development for approximately twodecades. Monolithic array implementation, low-powerconsumption, and low thermal time constants (around1 ms) make these devices suitable for low-cost, high-per-formance, gas-sensor applications [1, 2]. Specifically,the short thermal time constant of the microhotplatewas exploited to identify different gas species from the
response signature of a single microhotplate gas sensorduring a series of rapid temperature steps [3, 4]. Thistechnique provides tunable selectivity from a singlemicrohotplate to complement other dimensions ofselectivity available from the pattern of responseobtained over an array of microhotplates having differ-ent gas sensor film compositions. But the potential ofthis technique and more recent approaches [5] can onlybe realized if the same temperature profile is used everytime. This demands excellent long-term (over a year)
Volume 116, Number 6, November-December 2011Journal of Research of the National Institute of Standards and Technology
827
[J. Res. Natl. Inst. Stand. Technol. 116, 827-838 (2011)]
Microhotplate Temperature SensorCalibration and BIST
Volume 116 Number 6 November-December 2011
M. Afridi, C. Montgomery,National Institute of Standardsand Technology,Gaithersburg, MD 20899-0001
E. Cooper-Balis
Department of Electrical andComputer Engineering,University of Maryland,College Park, MD 20740
S. Semancik, K. G. Kreider,and J. Geist
National Institute of Standardsand Technology,Gaithersburg, MD 20899-0001
[email protected]@[email protected]@[email protected]
In this paper we describe a novellong-term microhotplate temperaturesensor calibration technique suitable forBuilt-In Self Test (BIST). The microhot-plate thermal resistance (thermalefficiency) and the thermal voltage froman integrated platinum-rhodiumthermocouple were calibrated against afreshly calibrated four-wire polysiliconmicrohotplate-heater temperature sensor(heater) that is not stable over long periodsof time when exposed to highertemperatures. To stress the microhotplate,its temperature was raised to around400 °C and held there for days. The heaterwas then recalibrated as a temperaturesensor, and microhotplate temperaturemeasurements were made based on thefresh calibration of the heater, the firstcalibration of the heater, the microhotplatethermal resistance, and the thermocouplevoltage. This procedure was repeated10 times over a period of 80 days. Theresults show that the heater calibrationdrifted substantially during the period ofthe test while the microhotplate thermalresistance and the thermocouple-voltageremained stable to within about plus orminus 1 °C over the same period.Therefore, the combination of amicrohotplate heater-temperature sensorand either the microhotplate thermalresistance or an integrated thin film
platinum-rhodium thermocouple can beused to provide a stable, calibrated,microhotplate-temperature sensor, and thecombination of the three sensor is suitablefor implementing BIST functionality.Alternatively, if a stable microhotplate-heater temperature sensor is available,such as a properly annealed platinumheater-temperature sensor, then the thermalresistance of the microhotplate and theelectrical resistance of the platinum heaterwill be sufficient to implement BIST.It is also shown that aluminum- andpolysilicon-based temperature sensors,which are not stable enough for measuringhigh microhotplate temperatures (>220 °C)without impractically frequentrecalibration, can be used to measurethe silicon substrate temperature if neverexposed to temperatures above about220 °C.
Key words: BIST; calibration;microhotplate; platinum-rhodium;sensor; silicon; substrate; temperature;thermocouple.
Accepted: November 01, 2011
Available online: http://www.nist.gov/jres

stability from the microhotplate temperature sensor.Barrettino et al. [6] identified the importance of themicrohotplate temperature sensor and replaced thecommonly used polysilicon temperature sensor with aplatinum temperature sensor because the calibration ofpolysilicon temperature sensors drifts over time.However, these authors did not verify the long-termstability of the calibration. Also while this appearsto offer a good solution, it does not address BISTfunctionality, which requires at least two stable temper-ature sensors, at least one of which must measureabsolute temperature rather than temperature differ-ence. Resistance type temperature sensors satisfy thisrequirement. Furthermore, it is our experience (unpub-lished) that aluminum, which like polysilicon is avail-able in a standard CMOS process, is also unsuitable asa temperature sensor at temperatures above 300 °C.
For system integration and mass production ofmicrohotplate devices, BIST functionality is requiredto ensure reliable long-term operation. BIST typicallyvalidates critical system specifications during manu-facturing and verifies system performance during thenormal use of the system. In the case of microhotplate-based gas-sensor systems, the precision and long-termrepeatability of the microhotplate temperaturemeasurements are critical system specifications.
The BIST strategy envisioned in this paper requirestwo long-term stable microhotplate-temperature sen-sors based on different thermoelectric mechanisms. Inthis case, microhotplate temperature BIST consists ofcomparing the temperatures reported by the two differ-
ent sensors. As long as the absolute value of the differ-ence remains below an application-specific threshold,the average of the two temperatures is consideredreliable. But if the absolute value of the differenceexceeds the threshold, the system reports an error. Thefeasibility of this strategy is demonstrated with a noveltwo-step, long-term calibration procedure. This paperprovides more detail and results than a letter summariz-ing this work that was recently published [7].
2. Microhotplate Device Structure
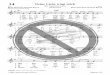
Figure 1 shows a microhotplate test chip containingfour microhotplates on the left and an enlarged view ofone of these structures on the right side of the figure.This type of microhotplate, which has been describedpreviously [1], is a trampoline-type structure that hasfour supporting legs to suspend the microhotplateover an etch pit in the silicon substrate. This etch pitthermally isolates the microhotplate. The 100 μm ×100 μm active area of the microhotplate has a Kelvintype polysilicon serpentine heater (underneath and notvisible in Fig. 1) with two current leads and twovoltage leads. The four-contact arrangement makes itpossible to use the polysilicon as a heating elementthrough the current leads and also to utilize the portionof it that occupies the active area of the microhotplateas a temperature sensor by measuring the currentpassing through the heater leads and voltage across thevoltage leads.
Volume 116, Number 6, November-December 2011Journal of Research of the National Institute of Standards and Technology
828
Fig. 1. Photographs of the microhotplate test device containing four microhotplates (left). The sputtered rhodium trace used as one leg of athermocouple is visible over the bottom right microhotplate. The exposed interdigitated platinum traces over the active area of the microhotplate,which were intended as gas sensing film electrodes, and which were used as the other thermocouple leg, are shown magnified on the right. Thesputtered rhodium trace is barely visible in this magnified view.

To calibrate the polysilicon temperature sensor, aconstant 100 μA dc bias current, which is sufficientlylow to cause negligible Joule heating, was appliedthrough the current leads, and the voltage across thevoltage leads was measured to give the resistance of theactive area of the microhotplate heater excluding thelegs. The chip was then heated to accurately knowntemperatures [8], and the heater resistance as a functionof temperature was calculated.
The top surface of the microhotplate has exposedplatinum interdigitated electrodes as shown in Fig. 1.Originally designed for metal-oxide sensing filmconductance measurements, we used them to build aplatinum-rhodium thermocouple junction in the activearea by sputtering a 200 nm rhodium film line alongopposite microhotplate legs using a shadow mask asshown on the left-hand side of Fig. 1. In the expandedview on the right, the rhodium film line is barelyvisible due to the depth of focus of the microscope atthat magnification. Another isolated set of sensing filmelectrodes may be needed if this type of device is tofunction as a gas sensor, but it may also be possible tointegrate the gas-sensing film electrodes with thethermocouple in a single structure.
The modified microhotplate used in the work report-ed here has three independent temperature sensors, onebased on the electrical resistance of the polysiliconheater, another based on the thermal resistance of themicrohotplate legs, and a third based on the thermalemf (electromotive force) of the platinum-rhodiumthermocouple. However, neither the thermocouple northe microhotplate thermal resistance can be directlycalibrated as a temperature sensor by heating the entirechip containing the microhotplate because, unlike theheater resistance which responds to absolute tempera-ture, the thermocouple and the thermal resistancerespond to the temperature difference between themicrohotplate and the substrate on which it is located.
The purpose of this paper is to report the results of aninvestigation of the long-term stability of calibrationsof these three different types of temperature sensors forpotential use in precise and accurate microhotplatetemperature measurements and in microhotplate-temperature sensor BIST. The paper also describes testsof the suitability of aluminum- and polysilicon-basedResistance Temperature Detectors (RTDs) to measurethe temperature of the silicon-substrate, which isrequired to convert a temperature difference deter-mined with an integrated thermocouple or from thethermal resistance of the microhotplate into theabsolute temperature of the microhotplate.
3. Microhotplate TemperatureCalibration Setup
Figure 2 shows an end view of a packaged chipmounted on a custom-built temperature-controlled testfixture consisting of an aluminum block containing aheater and a calibrated thermocouple. Screws (notshown) on each end of the aluminum block hold thechip in tight physical contact with the block, which iscoated with heat-sink compound. Gold flying-leadconnectors are attached to the gold package pins oneach side of the block. The heater and the thermo-couple also make good thermal contact with thealuminum block through a heat-sink compound thatwas placed inside the heater and thermocouple wells.
The fixture is interfaced to a characterization systemthat has connections for the test-fixture heater andthermocouple leads, as well as the flying-lead con-nections to the package pins. The temperature of thefixture can be raised in programmable step intervals.When the block temperature reaches the desiredtemperature, which is feedback stabilized with a PID(proportional-integral-derivative) controller, the outputvoltages from the microhotplate heater are recordedboth with and without temperature-sensor bias current.The voltage measured with no bias current is thethermal emf error. The difference between thesevoltages is the voltage drop across the temperature-sensor resistor due to the bias current.
Volume 116, Number 6, November-December 2011Journal of Research of the National Institute of Standards and Technology
829
Fig. 2. Microhotplate direct temperature-sensor calibration testfixture. The aluminum block shown is suspended in the air by highthermal resistance screws on each side.

An upper bound for the difference between thetemperature of the aluminum block and the micro-hotplate, which was located on a die in a ceramic ICpackage, was measured by attaching a calibratedsurface thermometer to the top of a package andcomparing its readings with the test-fixture thermo-couple readings. The differences were less than 2 °C upto 220 °C. A National Instrument1 programmingenvironment was used to develop a virtual-instrumentgraphical user interface (GUI) to provide automaticdata acquisition and control for the characterizationsystem. A Keithley 2400 was used as a programmableconstant current source to measure resistance, and a JCSystems Model 600A programmable temperaturecontroller was used to set and hold the temperature ofthe fixture constant during measurements.
4. Long-term Calibration Stability Study
To study the long term stability of the three differentmicrohotplate temperature sensors, 11 experimentswere performed over a period of about 3 months in thetest bed described above. Each experiment consisted ofthree steps.
4.1 Thermal Stress Treatment
Step 1 of each experiment consisted of holding thetemperature of the test-fixture described at 30 °C whileapplying sufficient power (18 mW) to the micro-hotplate heater to hold it in the vicinity of 400 °C for aperiod that varied from 3 days to 16 days. The firstthermal stress period was used to anneal the freshlyfabricated microhotplate structure. The remainingstress periods simulated the thermal stress that wouldoccur in the normal operation of a microhotplate-basedgas sensor in a typical application.
4.2 Heater Temperature-Sensor Calibration
In Step 2 of each experiment, the microhotplateheater was calibrated as a temperature sensor byheating the entire chip containing the die on which themicrohotplate was located in the temperature-controlled fixture described in Sec. 3. A 100 μAconstant dc current, which raised the microhotplate
temperature above the substrate by less than 0.8 °C at220 °C, was used to measure the heater resistance. The uncertainty associated with these temperature measure-ments was ± 2 °C. The calibrations were carried out atthe 39 test-fixture temperatures
Tj = 30,40,…,210,220,210,…,40,30 °C,
and second-order polynomials
(1)
were fit to the microhotplate-heater resistances meas-ured in 11 experiments (n = 1, ... , 11) as a function ofthe measured fixture temperature by adjusting thevalues of An , Bn , and Cn with a least squares fittingutility. The data obtained from the first experiment andthe equation that was fit to those data are plotted inFig. 3. For the purposes of this report, it would havebeen more straightforward to fit the temperature datadirectly to the microhotplate-heater resistance data, buteven a fifth-order polynomial in the heater resistancedid not fit the temperature data as well as the second-order polynomial in temperature fit the heater resist-ance data. In either case, the polynomial was going tobe used to extrapolate data covering 30 °C to 220 °Cup to approximately 400 °C, and extrapolations basedon the second order polynomial of Eq. (1) appearedsubstantially more robust than those based on fifth-order polynomial functions of R.
4.3 Thermocouple and Thermal ResistanceCalibration
In Step 3 of the nth experiment, the resistance of themicrohotplate’s heater was measured over the rangefrom 30 °C to approximately 400 °C by passing acurrent through the heater while maintaining the fixturetemperature at 30 °C. The temperature of the micro-hotplate as a function of the measured heater resistancewas calculated from the solution to Eq. (1) for T as
(2)
Also during Step 3 of each cycle, the power Pn beingdelivered to the microhotplate heater was calculatedfrom the measured microhotplate voltage and current,and the voltage across the platinum/rhodium thermo-couple Vn was measured as a function of the microhot-plate temperature Tn as shown in Figs. 4 and 5, respec-tively. About 20 min were required for Step 3, with the
Volume 116, Number 6, November-December 2011Journal of Research of the National Institute of Standards and Technology
830
2( ) = + +n j n j n j nR T A T B T C
1 Reference to commercial equipment is provided to fully describethe experimental procedure and does not constitute an endorsementby NIST nor a representation that the equipment is the best for thepurpose.
2n 4 [ ]
( ) = .2
− ± − −n n n nn n
n
B B A C RT R
A

Volume 116, Number 6, November-December 2011Journal of Research of the National Institute of Standards and Technology
831
Fig. 3. The first resistance verses temperature calibration curve of the polysilicon heater located on the activearea of the microhotplate. A second degree polynomial was fit to these data to extrapolate the data to 400 °C forlater use in the microhotplate thermal resistance and thermocouple calibrations.
Fig. 4. Eleven measurement results of the microhotplate thermal efficiency taken over 80 days show that itremains approximately constant even after a long-period of microhotplate use at elevated temperatures.

majority of time spent waiting for the fixture tempera-ture to stabilize after changing the temperature of themicrohotplate. This seemed to decrease the variabilityof the temperature measurements somewhat, particular-ly at the higher temperatures. In an actual application,corrections for the die temperature would be calcul-ated from simultaneously recorded die-temperaturemeasurements of the type described later in thisreport, which would eliminate the requirement for astabilization period.
In Step 3 of the first cycle (n = 1), which occurred onMay 9, and only in this cycle, the T1 values calculatedfrom Eq. (2) were fit both to the measured heater powerP1 and to the measured thermocouple voltage V1 values.A quadratic equation,
(3)
was sufficient to fit the first experiment temperatureversus power data which was almost linear. On theother hand, a fifth order equation,
(4)
was required to fit the first experiment temperatureversus thermocouple voltage data, which was quitenon-linear.
As mentioned previously, it was not possible to cali-brate the thermocouple voltage and microhotplatepower as a function of microhotplate temperature usingthe fixture at different temperatures because these cali-brations require a temperature difference between themicrohotplate and the die on which it is located. Thetwo-step calibration (microhotplate-polysilicon-heaterelectrical resistance as a function of fixture temperaturefollowed immediately by microhotplate heater powerand thermocouple voltage as a function of polysiliconresistance during heating of the microhotplate with thepolysilicon heater) solves this problem without requir-ing long-term stability of the resistance-versus-temper-ature calibration of the microhotplate heater.
5. Calibration Stability Results
Assume that the values of An , Bn , and Cn in Eq. (2)do not change during Steps 2 and 3 of the nth experi-ment. This is a reasonable approximation because themicrohotplate remained at a temperature above 200 °Cfor only about 20 min between the end of Step 2 and theend of Step 3 in any given experiment, compared tothe 3 to 16 days during which it was held around400 °C during Step 1 of the following experiment.
Volume 116, Number 6, November-December 2011Journal of Research of the National Institute of Standards and Technology
832
Fig. 5. Eleven measurement results of the thermocouple voltage as a function of microhotplate temperaturetaken over 80 days shows that it remain approximately constant over this period.
2T ( ) = + +P P DP EP F
5 4 3 2T = + + + + +V GV HV IV JV KV L

With this assumption, the temperature differenceTV(Vn) – TP (Pn), which is plotted in Fig. 6 for all 11experiments, is a measure of the agreement between thetemperature measurements based on the thermocouplevoltage and the temperature measurement based on thethermal resistance of the microhotplate legs, both ofwhich were based on the original May 9 polysiliconheater resistance calibrations.
As indicated in the figure, the drift shown in Fig. 6was not a monotonic function of time during the 80 daythermal-stress period. Instead, the temperature-differ-ence curves shown in that figure drifted up and down
somewhat erratically during the stability test. It is clearthat the lack of temperature-measurement reproducibil-ity evident in Fig. 6 could seriously degrade the abilityto distinguish between different gas species and toquantify the concentrations of known gas species intemperature-programmed gas-sensing applications asdescribed in [9].
On the other hand, the temperature difference TV(Vn)–TP (Pn) from Eqs. (3) and (4), which is plotted as afunction of the temperature Tn(Rn) for the same 11experiments in Fig. 7, shows that the microhotplatethermal resistance and the thermocouple voltage
Volume 116, Number 6, November-December 2011Journal of Research of the National Institute of Standards and Technology
833
Fig. 6. Errors in microhotplate temperature measurements based on a long-term calibration of the microhotplate heater of Fig. 1 as a resistancethermometer at 11 different times over a period of 80 days. The numbers 1 through 11 on the right-side of the graph indicate the experimentnumbers that correspond to the data for each experiment.
Fig. 7. Differences between the microhotplate temperatures based on the long-term calibration of the platinum-rhodium thermocouple and thosebased on the long-term calibration of the thermal resistance of the heater legs at 11 different times during a period of 80 days.

predict very similar temperatures for the microhotplateduring the entire 80 days of measurements. Above220 °C the absolute uncertainty in the temperature onthe abscissa in Fig. 7 is unknown because it is based onan extrapolation. On the other hand, this temperaturecan be interpreted as an effective temperature, whichis precisely reproduced by both the microhotplatethermocouple and thermal resistance of any micro-hotplate. In most applications, a reproducible effectivetemperature rather than the true temperature is all thatis required.
Figure 7 also illustrates the way that temperaturesensor BIST would be used in a real application. Ifrepeatability of ± 2 °C were required for some givenapplication, almost all of the temperature measure-ments on which Fig. 7 was based would be accepted.On the other hand, if ± 1 °C were required, most of themeasurements below 220 °C would be accepted andmost of those above this temperature would be reject-ed. However, most of the data that would be rejectedfall within a band of ± 1 °C, which suggests that eitherTV (V) or TP (P) in Eqs. (3) and (4) does not fit themeasured data as well as it could with one moreproperly chosen adjustable parameters. Therefore,more care in the selection of the fitting functions shouldenable temperature-sensor BIST at the ± 1 °C for themicrohotplate used in this work.
6. Substrate Temperature Sensor
The importance of die (microhotplate substrate) tem-perature measurements was described in Sec. 5. ACMOS test-chip was designed and fabricated with var-ious temperature sensors based on aluminum and poly-silicon materials to measure the CMOS silicon sub-strate temperature. The purpose of this chip design wasto test different types of substrate-temperature sensorsand to measure their long-term temperature stability inthe range of temperatures from ambient to 220 °C.Based on the results of these tests, the most appropriatedesign (minimum area and/or best long-term stability)substrate-temperature sensor will be chosen for mono-lithic integration with the microhotplate structures tofacilitate temperature-sensor BIST functionality. Aspointed out above, the substrate temperature is requiredto calculate the microhotplate’s active-area temperaturefrom the thermocouple voltage or thermal resistance asthey both respond to the temperature differencebetween the microhotplate and the substrate on whichthe microhotplate structure is located rather than direct-ly to the microhotplate temperature.
Two different types of substrate temperature sensorswere designed, fabricated, and tested for their perform-ance. These were aluminum- and polysilicon-basedresistance temperature detectors (RTDs). These sub-strate-temperature sensors were calibrated using thedirect calibration method described in Sec. 3.
Five calibration tests were performed on each teststructure in order to assure stability and repeatability ofthe measurements. These experiments were performedover a period of 6 days. Even though the stress periodwas not long, the sensors were subject to high temper-atures well above their normal operating temperatures,which are unlikely to exceed 80 °C in normal use. Thefollowing section describes the design and shows theperformance results obtained for the aluminum andpolysilicon RTDs.
6.1 Aluminum RTD
The aluminum RTD is a four-wire serpentine struc-ture. The design layout and its micrograph are shownin Fig. 8. The four wires are connected to standard100 μm × 100 μm bonding pads as shown in Fig. 8. Tomeasure the resistance of the sensor as a function of itstemperature, two of its wires were used for sourcing asmall constant current (100 μA) while the other twowere used for measuring the voltages. The device wascalibrated and tested for its long-term performance.
Figure 9 plots the five calibration curves for thisdevice. A linear equation fits the data well. The temper-ature sensor resistance changed from 43 Ω to 78 Ωwhen the temperature was varied from 30 °C to 220 °C.
In Fig. 10 the difference of each calibration run isplotted with respect to the first calibration run. Themaximum absolute difference from the first measure-
Volume 116, Number 6, November-December 2011Journal of Research of the National Institute of Standards and Technology
834
Fig. 8. Aluminum-based RTD design for silicon substrate tempera-ture measurements. The design layout (left) and a micrograph of thestructure as fabricated (right) are shown.

Volume 116, Number 6, November-December 2011Journal of Research of the National Institute of Standards and Technology
835
Fig. 9. Five substrate temperature calibration curves (shown on top of each other) show the stability andrepeatability of the aluminum-based RTD.
Fig. 10. Measured differences among the five substrate temperature calibration curves with respect to the firstcalibration of the aluminum RDT.

ment encountered was 0.33 Ω at 190 °C, which corre-sponds to an error of 1.8 °C in temperature. Althoughthe stability data reveal a low error for this device, itssize is too large to provide an optimal solution for asubstrate temperature sensor.
6.2 Polysilicon RTD
The polysilicon RTD is also a serpentine four-wirestructure. The four wires are connected to standard100 μm × 100 μm bonding pads as shown in Fig. 11. Tomeasure the resistance of the polysilicon temperature
sensor, two of its pads were used for sourcing a small(100 μA) constant current through the serpentine struc-ture while the other two were used to measure the volt-age across it.
Figure 12 plots the five calibration curves for thisdevice. A second order polynomial fit these data well.The sensor's resistance changed from 4556 Ω to5407 Ω when the temperature was varied from 30 °C to220 °C. Figure 13 plots the difference between eachmeasurement and the first measurement among thegroup of five measurements. The maximum differenceof 4 Ω was recorded at 220 °C. This corresponds to anerror of 0.8 °C in temperature. Similarly, the maximumerror at 30 °C was about 1.84 Ω which corresponds toan error of about 0.46 °C. The footprint for the polysil-icon RTD is about 1/4 th of the aluminum RTD designwhich makes it a better candidate for integration.
Although we have shown that polysilicon andaluminum are not well suited as materials for tempera-ture sensor implementation in microhotplate structuresdue to drift in their material properties when they aresubject to higher temperatures (>200 °C) forprolonged periods of time, they performed well formeasuring the silicon substrate temperature in thetemperature range below about 100 °C.
Volume 116, Number 6, November-December 2011Journal of Research of the National Institute of Standards and Technology
836
Fig. 11. Polysilicon-based RTD design for silicon substrate temper-ature measurements. The design layout (left) and a micrograph of thestructure as fabricated (right) are shown.
Fig. 12. Five substrate temperature calibration curves (shown on top of each other) show sensor stability andrepeatability of the polysilicon-based RTD.

7. Conclusions
In this paper we have demonstrated a method to cal-ibrate microhotplate temperature sensors that respondto temperature differences rather than absolute temper-atures relative to an absolute microhotplate temperaturesensor that is not stable over long periods of time.We have also demonstrated for the first time thatmicrohotplate thermal resistance can be used as amicrohotplate temperature sensor, at least for onemicrohotplate implementation, and have demonstratedthe first integration of a thin-film platinum/rhodiumthermocouple in a microhotplate structure with stabletemperature measurement results.
Based on the results reported here, we tentativelyconclude that either an integrated thermocouple or thethermal resistance of the microhotplate can be usedwith an integrated platinum resistance temperaturesensor of the type described in [6] as the basis formicrohotplate-temperature BIST. Also based on theseresults, we further conclude that an integrated thermo-couple in combination with the thermal efficiency ofthe microhotplate can be used with a polysilicon-heater temperature sensor as the basis for microhotplate-temperature BIST even though the later cannot be usedexcept to calibrate the former two.
Finally, we conclude that while aluminum- andpolysilicon-based temperature sensors are not suitable to measure high microhotplate temperatures above220 °C, they can be used to measure silicon substratetemperatures well below this temperature.
Acknowledgments
The authors of this paper would like to thank theNIST Office of Law Enforcement Standards (OLES)and the NIST Office of Microelectronics Programs(OMP) for supporting this work. The authors also wishto thank Miss Kathleen Schniebs for data acquisitionand graph preparation for the substrate temperaturemeasurements.
8. References
[1] M. Y. Afridi, J. S. Suehle, M. E. Zaghloul, D. W. Berning,A. R. Hefner, R. E. Cavicchi, S. Semancik, C. B. Montgomery,and C. J. Taylor, A Monolithic CMOS Microhotplate-BasedGas Sensor System, IEEE Sensors Journal, Vol. 2, No. 6,pp. 644-655 (Dec. 2002).
[2] M. Y. Afridi, A. R. Hefner, Jr., D. W. Berning, C. H. Ellenwood,A. Varma, B. Jacob, and S. Semancik, MEMS-Based EmbeddedSensor Virtual Components for SOC, Solid State Electronics,Vol. 48, pp. 1777-1781 (June 2004).
Volume 116, Number 6, November-December 2011Journal of Research of the National Institute of Standards and Technology
837
Fig. 13. Measured differences among the five temperature calibration curves with respect to the first calibrationof the polysilicon RDT.

[3] R. E. Cavicchi, J. S. Suehle, K. G. Kreider, M. Gaitan, andP. Chaparala, Fast Temperature Programmed Sensing forMicro-Hotplate Gas Sensors, IEEE Electron Device Letters,Vol. 16, No. 6 (June 1995).
[4] T. A. Kunt, T. J. McAvoy, R. E. Cavicchi, and S. Semancik,Optimization of temperature programmed sensing for gas iden-tification using micro-hotplate sensors, Sensors and ActuatorsB 53, 24-43 (1998).
[5] B. Raman, J. L. Hertz, K. D. Benkstein, and S. Semancik,Bioinspired Methodology for Artificial Olfaction, Anal. Chem.80, 8364 (2008).
[6] D. Barrettino, M. Graf, K. Kirstein, A. Hierlemann, andH. Baltes, A Monolithic Fully-Differential CMOS Gas SensorMicrosystem for Microhotplate Temperatures up to 450 °C,Circuits and Systems, 2004. ISCAS ′04. Proceedings of the2004 International Symposium, Vol. 4, No., pp. IV-888-91Vol. 4, 23-26 (May 2004).
[7] M. Afridi, C. B. Montgomery, E. Cooper-Balis, S. Semancik,K. G. Kreider, and J. Geist, Analog BIST Functionality forMicrohotplate Temperature Sensors, IEEE Electron DeviceLetters, Vol. 30, No. 9, pp. 928-930 (Sept. 2009).
[8] Y. Afridi, A. Hefner, C. Ellenwood, R. Cavicchi, andS. Semancik, Characterization System for Embedded Gas-Sensor Systems-on-a-Chip, GOMACTECH 2005, pp. 94-97(2005).
[9] Jon Geist and Muhammad Afridi, Temperature-ProgrammedGas-Sensing With Microhotplates: an Opportunity toEnhance Microelectronic Gas Sensor Metrology, CP1173,Frontiers of Characterization and Metrology forNanoelectronics, pp. 207-211 (2009).
About the authors: M. Afridi received his D.Sc. degreein electrical engineering from The George WashingtonUniversity, Washington, DC, in 2002. He was awardeda Graduate Research Fellowship with the NationalInstitute of Standards and Technology (NIST),Gaithersburg, MD, for the years 1997 through 2002.His areas of interest include analog and digitalinterface circuit design and fabrication for MEMS-based microsensors devices. He is currently workingwithin a Microelectronics Device Integration project atNIST.C. Montgomery is with the Biochemical ScienceDivision of the NIST Material MeasurementLaboratory.E. Cooper-Balis is a PhD candidate at the University ofMaryland, College Park in the Electrical & ComputerEngineering Department. He received his under-graduate degree in Computer Engineering at theUniversity of Pittsburgh. His work focuses on architec-tural simulation of digital systems, specifically withinthe memory system.S. Semancik is the Project Leader of the Chemical andBiochemical Microsensor effort in the BiochemicalScience Division of the NIST Material MeasurementLaboratory.
K. G. Kreider (deceased), a longtime senior staffmember and Scientist Emeritus at NIST, was a leadingand well known researcher in thermometry, metallurgy,and many applications of thin metal and ceramiccoatings. His management roles included serving asChief of the Thermal Processes Division.J. Geist is the MEMS Project Leader in the Semi-conductor and Dimensional Metrology Division of theNIST Physical Measurements Laboratory.
Volume 116, Number 6, November-December 2011Journal of Research of the National Institute of Standards and Technology
838