Embed Size (px)
Citation preview
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 1/44
INDICE
1. INTRODUCCION……………………………………………………………………………………………………3
OBJETIVO
ALCANCES
JUSTIFICACION
2. SITUACION ACTUAL
ASPECTOS GENERALES……………………………………………………………………………..3
O ANTECEDENTES HISTORICOS
O POSICION EN EL MERCADO
O UBICACIÓN E INFRAESTRUCTURA FISICA
O CLASIFICACION INDUSTRIAL
O ESTRUCTURA ORGANIZATIVA
O POLITICAS
ASPECTOS DE LA PRODUCCION…………………………………………………………………9
O SISTEMA DE PRODUCCION
O LINEAS DE PRODUCCION
O TIPOS DE PRODUCTOS
O ESPECIFICACIONES TECNICAS
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 2/44
O CAPACIDAD Y VOLUMEN DE PRODUCCION
O CARACTERISTICAS DE CALIDAD DE LA MATERIA PRIMA
O DESCRIPCION DEL PROCESO DE MANUFACTURA
3. EXAMEN CRITICO DE LA SITUACION ACTUAL……………………………………………………….23
ANALISIS DE LA ORGANIZACIÓN Y ADMINISTRACIO
TECNICA DEL INTERROGATORIO
ANALISIS OPERACIONAL
PRODUCTIVIDAD ACTUAL
EFICIENCIA DE LA LINEA DE PRODUCCION
ANALISIS DEL COSTO
CONDICIONES ACTUALES DE TRABAJO
IDENTIFICACION DE LA DESVENTAJAS DEL METDO ACTUAL
4. PROPUESTA Y EVALUACION DE UN METODO MEJORADO DE TRABAJO…………………33
DESCRIPCION DEL NUEVO METODO DE TRABAJO
NORMAS DE CALIDAD PARA EL PRODUCTO
PRODUCTIVIDAD Y EFICIENCIA DEL NUEVO METODO
EVALUACION DE INVERSION Y RENTABILIDAD
PROCEDIMIENTO DE IMPLANTACION DEL NUEVO METODO
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 3/44
EMPRESA COMERCIAL ABJOSUMA S.R.L.
1. INTRODUCCIÓN
1.1 OBJETIVOS
- Realizar mejoras en el sistema productivo de una empresa a travez de lo aprendido en el curso
ingeniería de métodos I.
- Definir los aspectos generales como productivos de un empresa confeccionista.
1.2 ALCANCES
Por medio del siguiente trabajo se busca realizar la inspección global de la cadena de
producción de la empresa para poder, de esta manera, determinar los tiempos deproducción y los tiempos muertos en el proceso de la elaboración de una prenda , en
este caso es un polo corrugado para niña, para lo cual, se realizara un balance de línea
de la cadena de producción.
1.3 JUSTIFICACIÓN
Las propuestas del trabajo tienen como finalidad promover una cultura
microempresarial que mejore la estructura de los negocios de manufactura, en el área
de confecciones. Para lograr el objetivo se busca mejorar los índices de eficiencia
productiva, cumplimiento de las normas de trabajo, optimizar costos y tiempos,fomentar el uso de técnicas y tecnologías que mejoren las condiciones productivas y de
seguridad; de modo que se logrará mejores rendimientos económicos, mayores
rentabilidades, ampliación del mercado, mejor calidad y flexibilidad en los productos;
siempre buscando la satisfacción del cliente.
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 4/44
2. SITUACIÓN ACTUAL DE LA EMPRESA ESTUDIADA:
2.1 ASPECTOS GENERALES
2.1.1 Antecedentes Históricos
ABJOSUMA S.R.L. es una empresa dedicada al corte, confecciones y acabados textiles
para abastecer el mercado nacional e internacional. Sus inicios se remontan al año
1990 donde el Sr. Abner Leandro Campos fundó “CREACIONES ABNER”, la cual en su
comienzo se dedicaba a la compra y venta de prendas textiles, para luego pasar a
confeccionar dichas prendas, convirtiéndose en un taller textil de servicios para
medianas empresas y para el público en general.
A partir de 2002, la empresa se convirtió en ABJOSUMA.S.R.L. y así se transformó de
una pequeña empresa a una mediana empresa importadora, la cual tiene como
especialidad la confección de prendas para niños, niñas; a parte de brindar sus
servicios a las instituciones, empresas, etc. En la actualidad, la empresa cuenta con
clientes locales, nacionales e internacionales, entre los cuales podemos mencionar
Venezuela, Chile, Ecuador, Bolivia.
Las nuevas metas incluye la incursión en nuevos mercados, fabricando productos
innovadores, de calidad, siempre a la par de los avances tecnológicos, para así obtener
un crecimiento sostenido de la empresa.
2.1.2 Posición en el Mercado
ABJOSUMA S.R.L. es una pequeña empresa, que lucha para posicionarse dentro del
mercado actual, el cual se encuentra lleno de grandes competidores.
Al realizar algunas comparaciones de la empresa con otras que se dedican a fabricar
productos similares, se pudo establecer cuales son algunos de los competidores de la
compañía. Dentro del grupo estudiado, se puede establecer una tabla comparativa de
dichas empresas:
Nº EMPRESA
1 Fasol
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 5/44
2 Textiles Garcia
3 ABJOSUMA
4 Faleval Sport
5 Cailas
Dentro de esta comparación obtenemos que FASOL y TEXTILES GARCIA se encuentren
en un nivel superior al de la compañía, ya que cuentan con una mayor cantidad de
producción y exportación de sus productos. Por otro lado, se puede encontrar que
dentro de un nivel inferior al de la compañía se encuentran FALEVAL SPORT y CAILAS,
las cuales son empresas más pequeñas y con un mercado mucho menor que las
anteriores.
2.1.3 Ubicación e Infraestructura física:
ABJOSUMA S.R.L.- RUC : Nº 20506217645
- Se ubica en : Prolongacion Gamarra 840 Tienda 460, 461, 465; GaleriaAzul – La Victoria - Lima
- Teléfonos : 325 0139 Cel: 9938 6609
- Área de trabajo : 80 m2 (Área de confección)
2.1.4 Clasificación Industrial
Microempresa de confecciones textiles que abastece al mercado nacional e internacional, según la
Clasificación Internacional Industrial Uniforme de todas las actividades económicas de las
Naciones Unidas están en la sección D, código 1810, especialidad de esta sub. Actividad económica
fabricación de prendas de vestir para niños representada por 05.
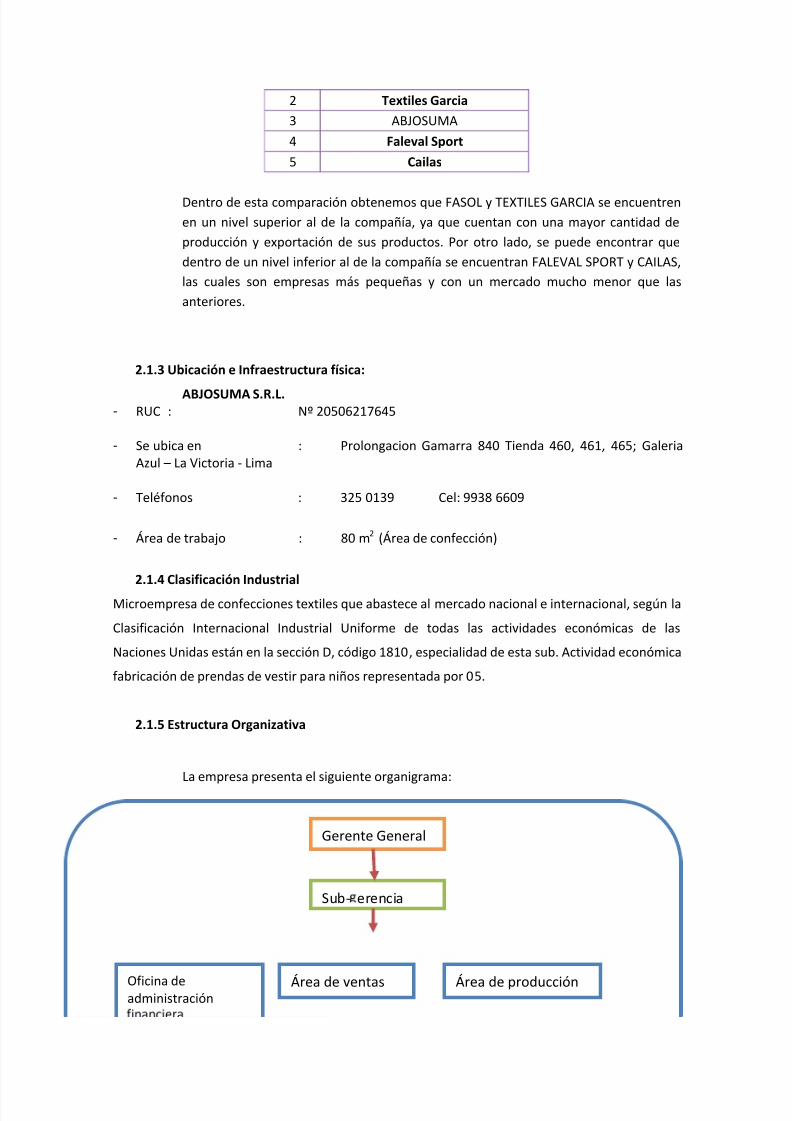
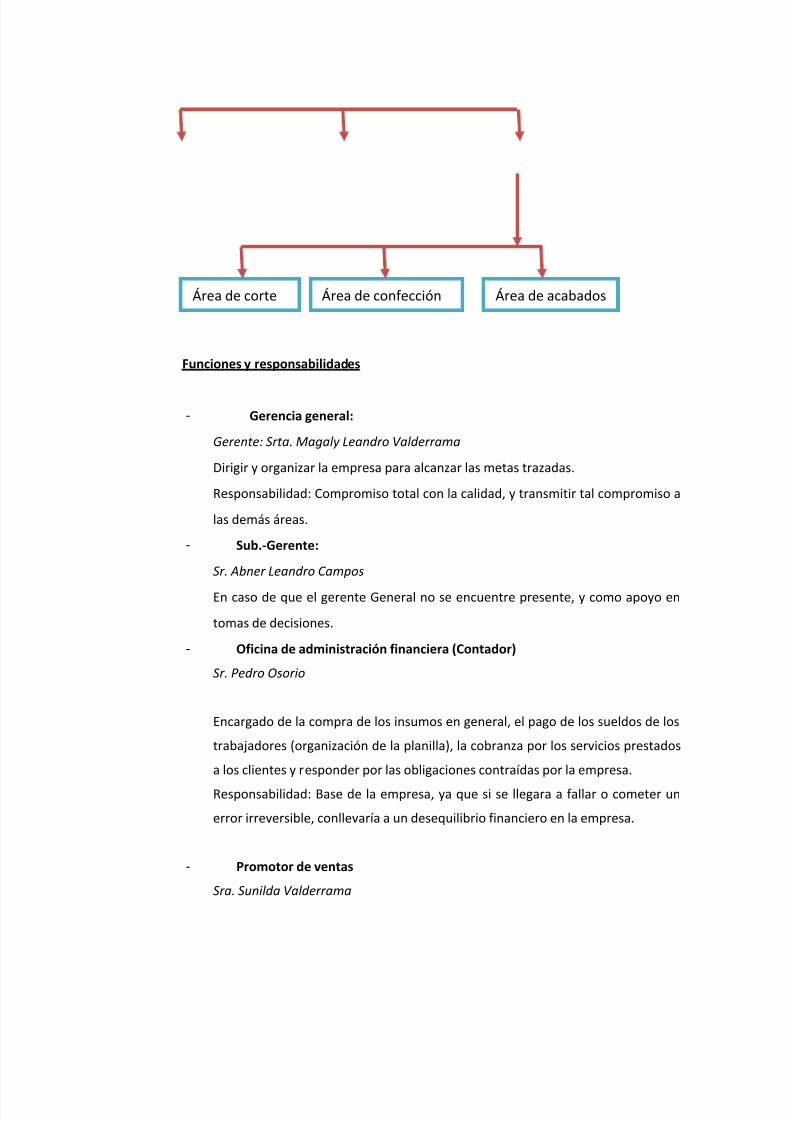
2.1.5 Estructura Organizativa
La empresa presenta el siguiente organigrama:
Gerente General
Sub- erencia
Oficina deadministración
Área de ventas Área de producción
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 6/44
Funciones y responsabilidades
- Gerencia general:
Gerente: Srta. Magaly Leandro Valderrama
Dirigir y organizar la empresa para alcanzar las metas trazadas.
Responsabilidad: Compromiso total con la calidad, y transmitir tal compromiso a
las demás áreas.
- Sub.-Gerente:
Sr. Abner Leandro Campos
En caso de que el gerente General no se encuentre presente, y como apoyo en
tomas de decisiones.
- Oficina de administración financiera (Contador)
Sr. Pedro Osorio
Encargado de la compra de los insumos en general, el pago de los sueldos de los
trabajadores (organización de la planilla), la cobranza por los servicios prestados
a los clientes y responder por las obligaciones contraídas por la empresa.
Responsabilidad: Base de la empresa, ya que si se llegara a fallar o cometer un
error irreversible, conllevaría a un desequilibrio financiero en la empresa.
- Promotor de ventas
Sra. Sunilda Valderrama
Área de acabadosÁrea de confecciónÁrea de corte
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 7/44
Concertar las citas con los clientes, o potenciales clientes, ofreciendo el servicio
de calidad de la empresa y pactando las condiciones del servicio a ofrecer.
Responsabilidad.- Captar clientes y cerrar negocios convenientes para la empresa
(estos no deben de representar un exceso en la capacidad de producción).
- Área de producción
Sr. Huber Cerron Ricse
Organizar, planear, dirigir, ejecutar y controlar el proceso de producción de las
prendas de forma sincronizada, respetando y contemplando los tiempos de
entrega, así como respetar las tolerancias dictadas por el cliente.
Responsabilidad: Compromiso con la aseguración de la calidad, manteniéndose
capacitadas y actualizadas en la mejora continua, con predisposición a cualquier
cambio que implique la mejora de la producción, así como la facilidad para laintegración en un trabajo de equipo.
Grupos del área de producción:
- Área de corte: Gerber Soto Leandro
Se ve la mejor manera de la disposición de los moldes sobre el tendido de la tela,
el control durante el tizado (marcado de los moldes sobre la tela), así como la
verificación de los empates durante el tendido.
- Área de Confección: Franklin Riveros Polo
Es el encargado del piso y de la producción del área de máquinas; encargado
directamente del entrenamiento manual (niveladoras de piezas para la prenda,
asegurando su simetría) y futuras maquinistas promovidas por la empresa.
- Área de acabado: Elvira Leandro Campos
Responsable de la última etapa de producción. Encargada del entrenamiento de
las nuevas operarias y de cumplir los estándares de calidad solicitados por los
clientes (utilizando el tiempo adecuado programado, evitando la mayoría de los
reprocesamientos), y la entrega del pedido en las fechas requeridas, evitando
retrasos que perjudican a la empresa.
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 8/44
2.1.6 Políticas
- Política financiera
ABJOSUMA S.R.L. tiene como objetivo:
o Mantener un nivel adecuado de líneas de crédito con los bancos locales.
o Mantener el endeudamiento de mediano y largo plazo en una proporción que sea
razonable en función del crecimiento de la empresa.
o La empresa es financiada mediante capital propio y la combinación de deudas
financieras a largo y mediano plazo con bancos locales.
- Política de ventas
La empresa busca:
- Proveer sus artículos al menor precio posible tanto a sus pequeños como a sus
grandes clientes.
- Para la mayoría de sus productos fabricados, se han fijado los precios a escala
(es decir, precios menores para compras de mayor cantidad).
- La empresa no maneja Inventarios.
- La forma de pago del cliente es de pago en efectivo.
- Política de compras: Se tiene en cuenta los siguientes aspectos:
Los Insumos fundamentales: tales como los hilos, telas se realizan compran enproveedores que cuentan con un buen nivel de calidad y buen precio.
Los Insumos no fundamentales: como los accesorios, los cuales son comprados
al mejor postor o mejor precio, pero sin descuidar la calidad de los mismos
(esto se logra mediante la aprobación del cliente).
- Política de Capacitación
ABJOSUMA S.R.L. se preocupa principalmente en capacitar a su promotora de ventaspara mejor el nivel de éstas e impulsarlas. Con respecto a sus trabajadores, la
capacitación es dejada de lado, teniéndose en cuenta para su contratación la
experiencia y el conocimiento respectivo de la operación.
- Política de Seguridad
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 9/44
La empresa se preocupa por la integridad física de su personal brindando un seguro de
salud que cubre en caso de accidentes.
- Política de Mantenimiento
La empresa tiene un especial interés en el mantenimiento de las maquinas se realizacada dos meses y medio que esta a cargo del Sr. Luis Chaparro, esta política demantenimiento tiene como propósito establecer un sistema que permita preservar losbienes de capital
Dentro de esta política se puede citar los objetivos siguientes:
Registro activo de las condiciones de las partes de la maquinaria.
Al efectuar el mantenimiento preventivo en lo posible se debe evitar los
desperfectos de la maquina.
Verificar el buen funcionamiento del motor principal.
2.2 ASPECTOS DE PRODUCCIÓN
2.2.1 Sistemas de Producción
La empresa presenta un sistema del tipo intermitente dado que el producto que brinda se
hace en base a pedidos determinados por el cliente, el cual plantea los requerimientos que
tendrá dicho lote de pedido. La variedad del producto es alta porque depende
exclusivamente del cliente, siendo el volumen de producción medio.
También se debe tener en cuenta que las máquinas usadas en el proceso son de propósitogeneral, siendo más convencionales por lo tanto tienen un menor costo. la mano de obre
es multioperacional, ya que se requiere un alta habilidad de trabajo.
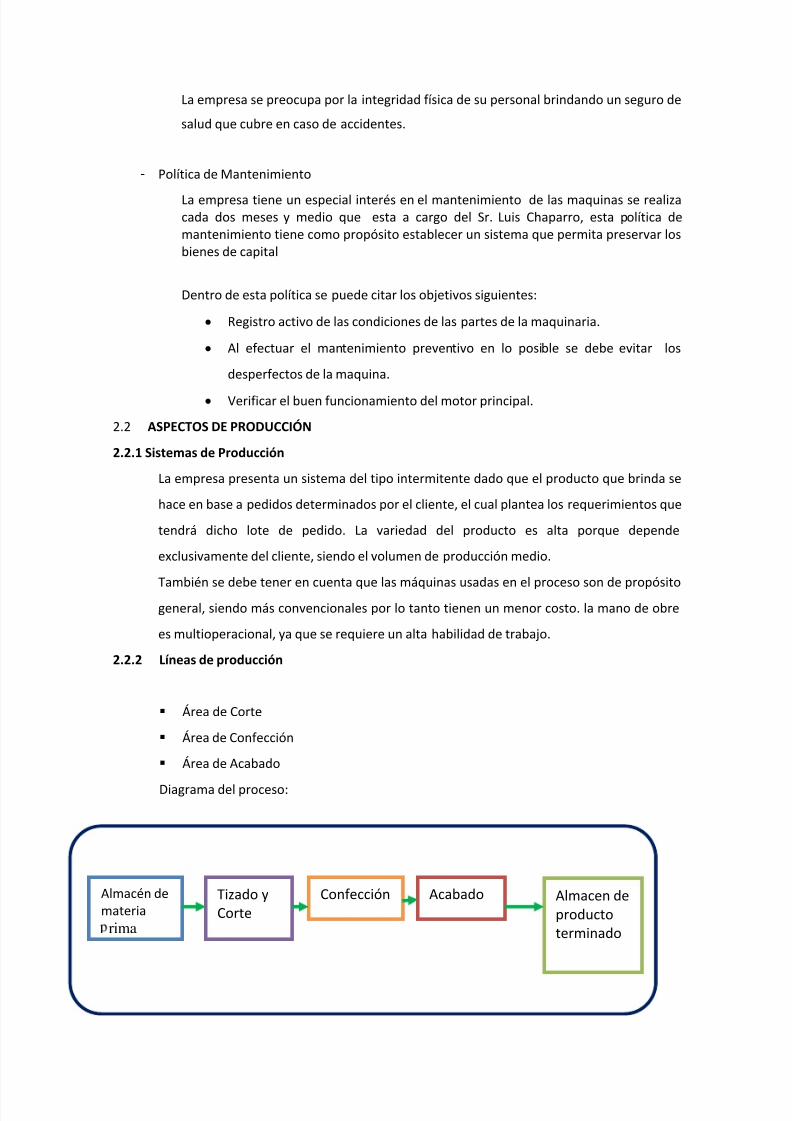
2.2.2 Líneas de producción
Área de Corte
Área de Confección
Área de Acabado
Diagrama del proceso:
Almacén demateria
rima
Tizado yCorte
Confección Acabado Almacen deproductoterminado
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 10/44
2.2.3 Tipos de Productos
La empresa produce prendas de tejido de punto, usando telas rib-licrado e hidrosedal, en
una variedad de 9 colores, para niños y niñas; con acabados y modelos según los
requerimientos del cliente. En tallas 4 – 6 – 8 – 10 – 12 – 14.
2.2.4 Especificaciones Técnicas del producto seleccionado
Ficha tecnica de polo con corrugado manga corta en hidrosedalEncaezamiento:
Elaboro: Gubert
Muestra: 035 CMH
Clase de tela: Hidrosedal 30/1
Gramaje de la tela: 185 g /mt2
Referencia de la tela: 3004 (# del rollo de la tela)
Distribuidora: Textiles “Camones”
Textiles “García”
Referencia de diseño: 0014Clase de prenda: primavera-verano
Descripción: polo manga corta tipo bonbacha
con corrugado en la cintura.
Talla : 14
Combinación de colores: colores solidos : rojo , rosado , blanco, verde ,turqueza.
tabla de medidas y moldes:
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 11/44
tabla de moldes para la talla 14 :
Talla Largo Ancho Manga
14
tabla de medidas para prenda terminada talla 14 :
Talla Largo Ancho Manga14
Característica de la prenda:La prenda es tela hidrosedal de hilo 30 / 1 con corrugado inferior y con bombachas en las mangas
cuello abonbachado, el hilo para las uniones debe ser del mismo color de la prenda y el hilo del
corrugado debe ser blanco.
2.2.5 Capacidad y Volumen de ProducciónDado que la empresa trabaja en su mayoría a base de pedidos no poseen una cantidad fija
de producción, pero aproximadamente se tiene las siguientes cifras:
Producción para venta local: 192 prendas/día
Producción para venta nacional (Pucallpa, Tacna, Piura, Tumbes): 420
prendas/día
Producción para venta internacional:
o Venezuela: 50 - 60 docenas / mes
o Ecuador: 50 – 60 docenas / 3 meses
o Chile: 50 – 60 docenas / 6 meses
2.2.6 Características y Calidad de la Materia Prima
En su mayoría depende de lo que desee el cliente y del artículo a confeccionar. Los más
usados son los siguientes:
Tela Rib licrado
Tela Hidrosedal
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 12/44
Hilos de coser 40/2 Ne y también hilo de remalle al 1 y al 2, al tono de la tela para
la unión de cuerpo y costura externa de etiqueta, pegar mangas y cerrar costados,
costura interna de franja delantera y para costura interna de etiquetas.
La empresa recibe del cliente una orden de producción en la cual contiene las
especificaciones técnicas, ya sea por el tipo de hilado, tipo de tela, color o modelo del
producto.
Para el caso de producto escogido, polo corrugado para niñas, se usan como materia
prima la tela Hidrosedal y el los hilos de coser y de remalle en sus 9 variedades de colores.
2.2.7 Descripción del Proceso de Manufactura
Almacén. Aquí se recepcionan las telas y los hilados que llegan de los proveedores.
Se lleva un control detallado de todo lo que entra así como de todo material que
sale para la mesa de corte.
Antes de proceder al tendido, la tela es dejada reposar previamente un
aproximado de 1 día, para liberarla de toda tensión a la que fue sometida, y para
asegurar que no existan problemas durante las operaciones sucesivas.
En el área de corte:
Tendido. Consiste en colocar la tela y prepararla para el corte , para esto se
realiza previamente la disposición de moldes de acuerdo con las tallas pedidas por
el cliente.
Tizado. Es el marcado de los moldes sobre la tela tendida. Para ello, la elaboración
de los moldes cuentan con el porcentaje de protección que se debe contemplar en
el corte y confección.
Corte. Es realizado con la máquina cortadora de cuchilla recta ,la cual es especial
de 8 pulgadas de longitud para el requerimiento de producción, según los
marcados de la tela y depende básicamente de la habilidad del operario para
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 13/44
obtener un buen nivel de corte. Al finalizar se debe realizar un control de calidad
del proceso.
En el área de confección:
Habilitado. Las prendas que llegan de la sala de corte, deben ser habilitadas según
el tipo de prenda a confeccionar, las partes, las tallas y los colores. Para el caso del
polo corrugado para niñas se debe buscar que para un delantero le corresponda
una espalda así como un par de mangas, todas de una misma talla y con los
colores escogidos en el modelo. Esta operación debe realizarse de manera óptima,
procediendo, al mismo tiempo, de un control de calidad de las piezas y
aseguramiento de la calidad del producto final.
Hombreado. Es la primera operación que se realiza, consiste en la unión de los
hombros (delantero y espalda) por el revés. En ésta operación las tensiones del
hilo deben estar bien reguladas. Al final realizar una inspección de la operación.
Preparación de la manga: se pega el elástico en el borde de la manga para que
tenga el aspecto de bombacha con la maquina recta, teniendo cuidado de la
velocidad de la costura de esto dependerá lo ajustado de la bonbacha.
Pegado de manga. Hecho las bombachas de las mangas, se procede al pegado de
las mismas teniendo cuidado de no tensionar ninguna de las dos partes (ni manga
ni cuerpo); usando igualmente una remalladora.
Collareta. Esta se realiza con la maquina recubridora en la cual se pega un elástico
en el cuello para dar aspecto abombachado.
Corrugado: se asa la parte inferior del polo porla maquina multiagujas (6) para
darle ese aspecto, con cuidado de que la velocidad no sea muy rápida para que
quede un corrugado promedio.
Bastas: se remalla la parte inferior del corrugado para dar un acabado estilizado al
corrugado.
Ensamblado: se pegan la parte inferior del polo con la superior a travez de una
costura con remalladora.
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 14/44
Cada operario es responsable de inspeccionar su trabajo y del reprocesamiento que
esta demande.
En el área de acabados:
Rebaba. Operación alternada con la limpieza, consiste en eliminar los sobrantes
de la tela que queda al hacer las bastas tanto del faldón como de las mangas.
Inspección. Se realiza una inspección al azar para detectar las fallas, en caso exista
una mayor cantidad de fallas se manda a efectuarse una reinspección.
Colocación y acabados en el diseño de la prenda. En esta parte se le colocan los
detalles que hacen característica a la prenda (rosita colocada con emperdible)
El proceso al cual se le realizara el análisis empieza solo desde la confeccion de la prenda .
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 15/44
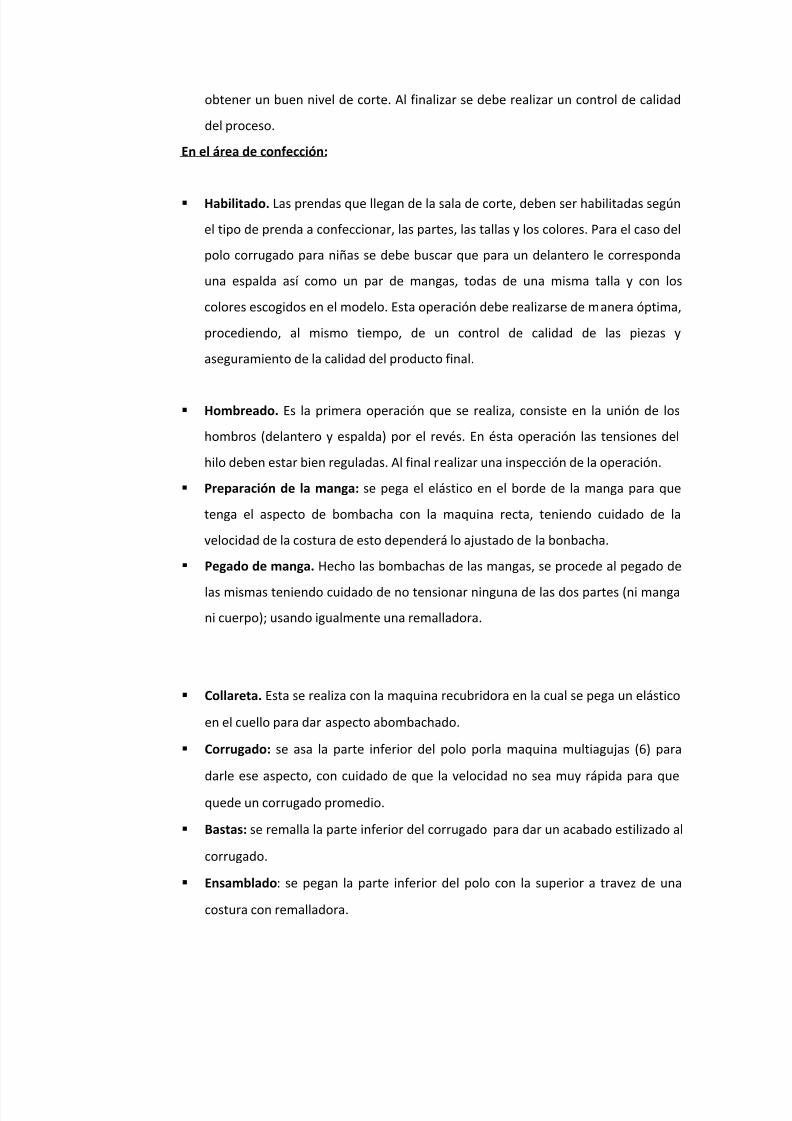
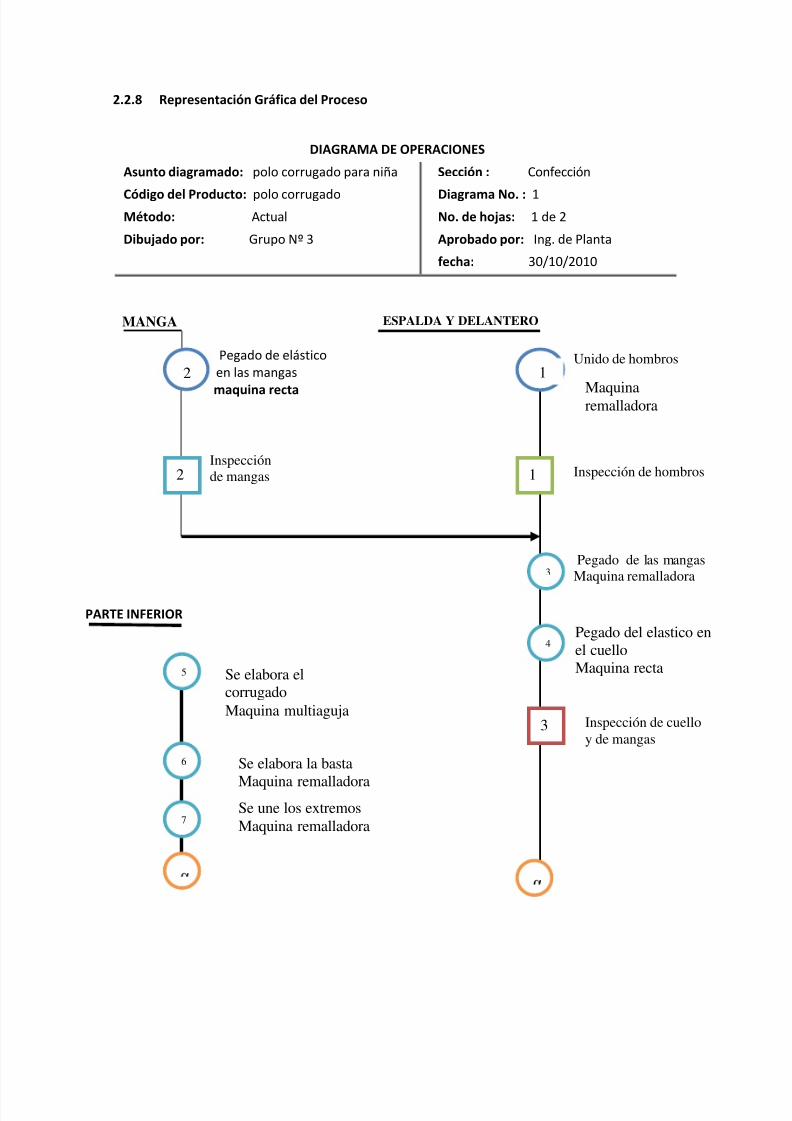
2.2.8 Representación Gráfica del Proceso
Pegado de elásticoen las mangas
maquina recta
PARTE INFERIOR
DIAGRAMA DE OPERACIONES
Asunto diagramado: polo corrugado para niña
Código del Producto: polo corrugadoMétodo: Actual
Dibujado por: Grupo Nº 3
Sección : Confección
Diagrama No. : 1No. de hojas: 1 de 2
Aprobado por: Ing. de Planta
fecha: 30/10/2010
MANGA
Inspección
de mangas
ESPALDA Y DELANTERO
Unido de hombros
Pegado de las mangas
Maquina remalladora
2 1 Inspección de hombros
Pegado del elastico en
el cuello
Maquina recta
4
2
3
5
6
Se elabora elcorrugado
Maquina multiaguja
Se elabora la basta
Maquina remalladora
3 Inspección de cuello
y de mangas
7Se une los extremos
Maquina remalladora
Maquinaremalladora
1
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 16/44
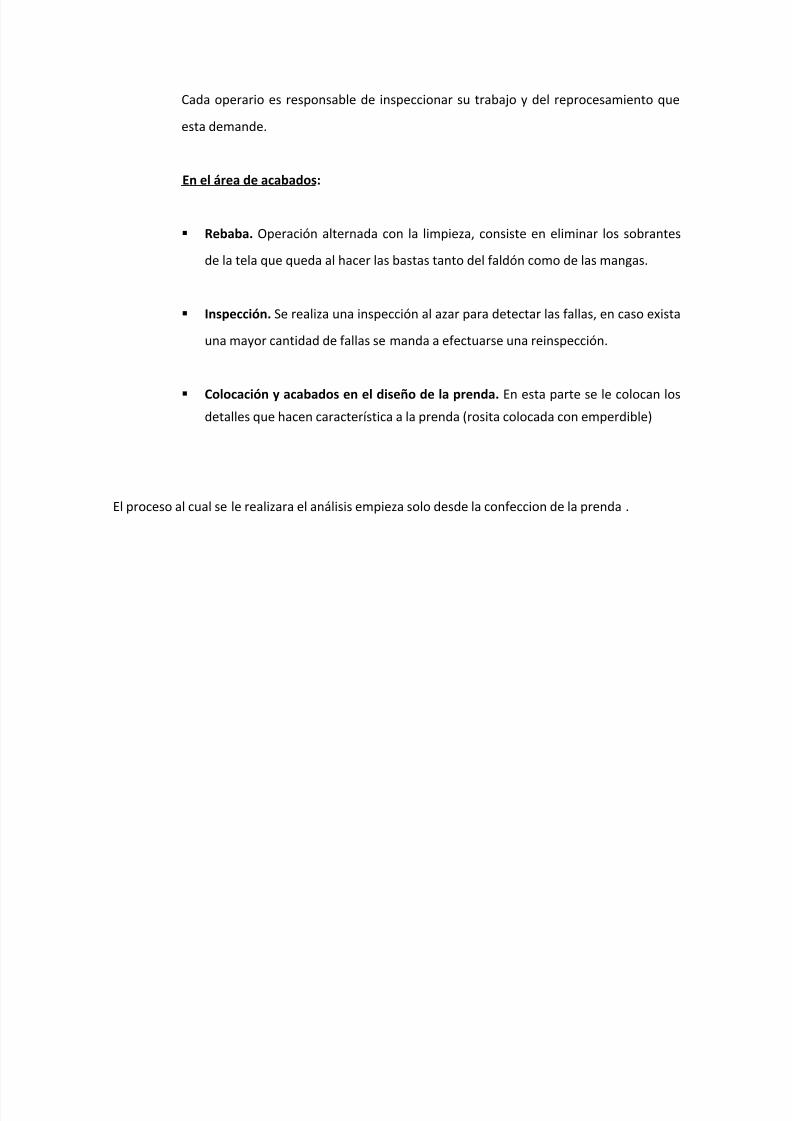
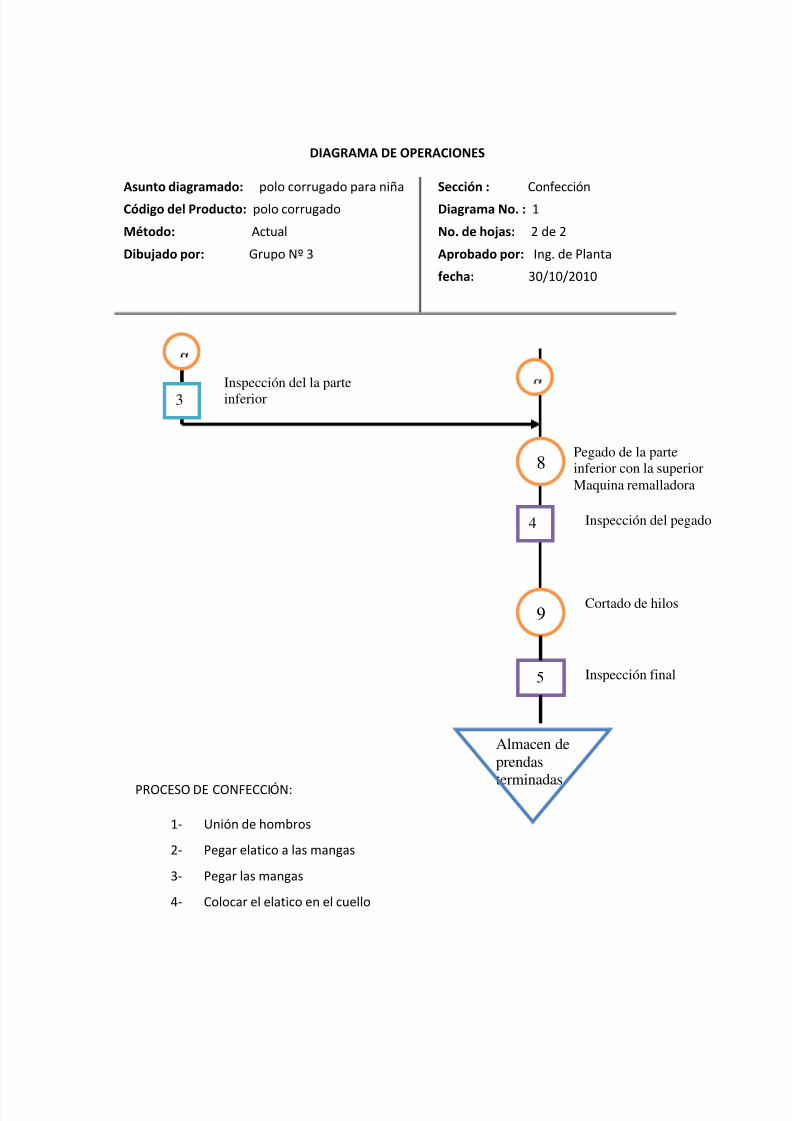
PROCESO DE CONFECCIÓN:
1- Unión de hombros
2- Pegar elatico a las mangas
3- Pegar las mangas
4- Colocar el elatico en el cuello
DIAGRAMA DE OPERACIONES
Asunto diagramado: polo corrugado para niña
Código del Producto: polo corrugado
Método: Actual
Dibujado por: Grupo Nº 3
Sección : Confección
Diagrama No. : 1
No. de hojas: 2 de 2
Aprobado por: Ing. de Planta
fecha: 30/10/2010
Pegado de la parte
inferior con la superior
Maquina remalladora
Inspección final
Cortado de hilos 9
5
4 Inspección del pegado
Almacen de
prendas
terminadas
3Inspección del la parte
inferior
8
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 17/44
5- Elaborar el corrugado
6- Elaborar la basta
7- Unir los extremos
8- Pegado de la parte inferior con superior
9- Cortar hilos
DONDE LAS MAQUINAS UTIIZADAS SON:
REM: Maquina Remalladota
REC: Maquina Recubridora
RECT: Maquina Recta
COLL: Maquina Multiaguja
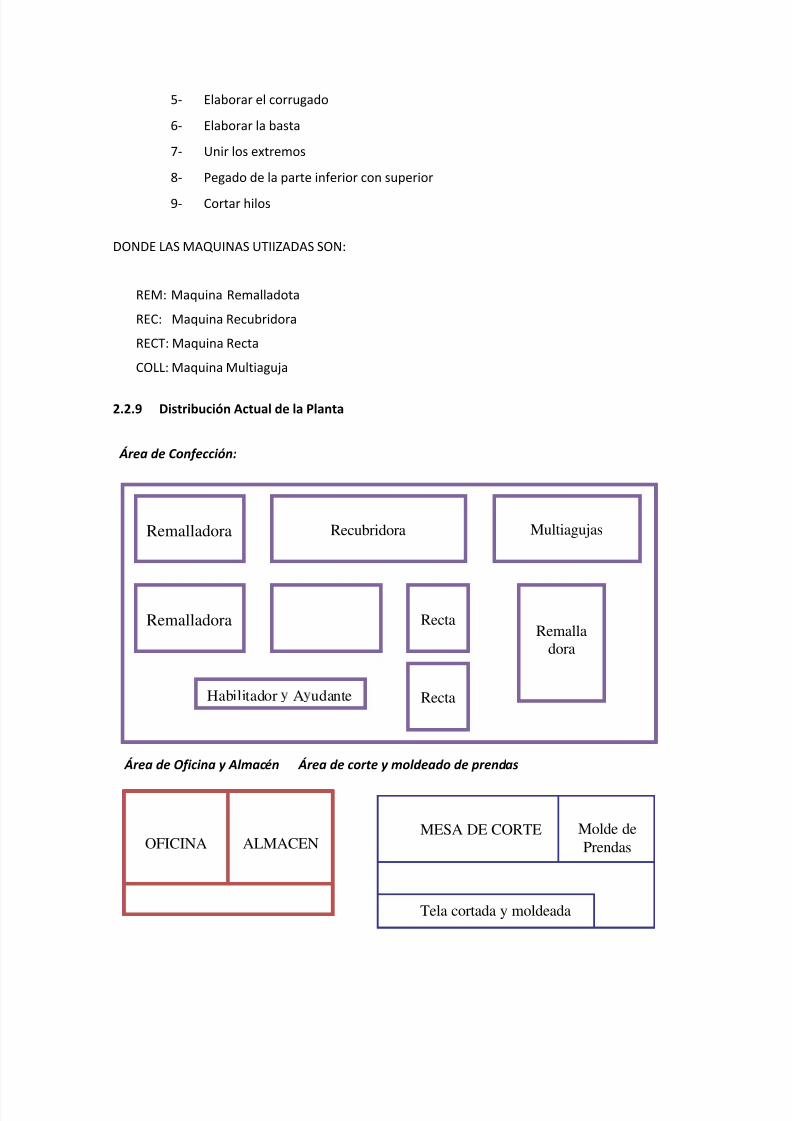
2.2.9 Distribución Actual de la Planta
Área de Confección:
Área de Oficina y Almacén Área de corte y moldeado de prendas
Remalladora
Remalladora
Recubridora Multiagujas
Remalla
dora
Recta
RectaHabilitador A udante
OFICINA ALMACENMESA DE CORTE
Tela cortada y moldeada
Molde de
Prendas
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 18/44
2.2.10 Método de Trabajo
El trabajo se realiza manualmente y en serie, habilitado para minimizar la relación deprendas por segundo (prendas/segundo). En máquinas se realiza la revisión en línea,
básicamente las simetrías, costuras, etc.
La descripción y el análisis de cada actividad en cada una de las áreas se encuentran en
la parte de Descripción del proceso.
2.2.11 Tiempos de Operación
Corte: Para 100 a 200 prendas
5 horas para modelo antiguo9 horas para modelo nuevo
Confección: 8 horas para 240 prendas
Acabado: Para 100 a 200 prendas
3 a 4 horas
2.2.12 Métodos de Control de Calidad en la Producción
La empresa cuenta con un control de calidad del producto y para realizar el debido
control de la prenda, se tiene en cuenta lo siguiente:
Ingreso de la Tela: Verifican las especificaciones de la tela y complementos. Verifican
las características de la prenda como:
o Densidad , tensión y estética de las puntadas
o Elasticidad y ancho de las costuras
o Tonalidad de los hilos de costura, etc
A lo largo de todo el proceso de corte, confección.
Verificación de las medidas principales de la prenda como el mismo color de hilo,
correcto cierre de basta, y la costura.
Al final del proceso: Inspección de los defectos, Acabados y limpieza.
2.2.13 Nivel de Capacitación del Recurso Humano
Se contrata personal que tenga habilidades multifuncionales en el manejo de maquinas
de costura.
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 19/44
2.2.14 Características Técnicas de Máquinas y Equipos
En la parte inferior se ha determinado que la operación mas lenta es pegado dehombros (ver balance de linea) por lo cual se coloca la caracteristica de la maquina mas
lenta.
Máquina remalladora
Operación: Utilizada en polos para unir cuellos, pegar mangas, cerrar costados,
orillar bastas, orillado de complementos, etc.
Tipo de Puntada: Remalle
DESCRIPCION MARCA TIPO
Remalle R13 Kintex Automática
Especificaciones Básicas – Remalle
1. Longitud de puntada: 12 puntadas por pulgada
2. Utilizando 1 aguja
3. Verificar que la aguja no pique la tela.
Jalar en el sentido de las flechas
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 20/44
2.2.15 Canales de Distribución
Los canales de distribución utilizada es a través del contacto directo con sus clientes vía
telefónica, por Internet, para la atención a sus clientes, en esta sección se puede en
forma directa una cotización precisa de la línea de productos que ofrece.
Los trabajos se consiguen por medio de los contactos establecidos.
Teniendo clientes fijos en el interior del País: Pucallpa, Tacna, Piura, Tumbes, también en
el exterior como: Venezuela, Ecuador, Chile por medio de la Embaladora Camones.
2.2.16 Volúmenes de Venta
Servicio de Venta Local: 80 prendas / día
Servicio de Venta Nacional:
6 - 7 Modelos (60 - 70 docenas por modelo)
Pucallpa, Tacna, Piura, Tumbes: Cada 2 semanas
Exportación y Pedido:
4 Modelos (50 - 60 docenas por modelo)
o Venezuela: Cada mes.
o Ecuador: Cada 3 meses.
o Chile: Cada 6 meses.
3. EXAMEN CRÍTICO DE SITUACIÓN ACTUAL
3.1 ANALISIS DE LA ORGANIZACIÓN Y ADMINISTRACIÓN
Los ejecutivos a cargo de la empresa ABJOSUMA SRL son principalmente miembros de la
familia propietaria, los mismos que para ocupar sus cargos se han preparado tanto en
aspectos académicos, Técnicos y en aspectos prácticos. Los ejecutivos de la plana gerencial
cuentan con una preparación y con la experiencia para el desempeño de las actividades.
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 21/44
La plana ejecutiva de la empresa ha mantenido estabilidad en el tiempo de desarrollo de la
empresa, habiendo un buen nivel de comunicación e interrelación y un enfoque grupal
hacia el logro de los objetivos de la compañía.
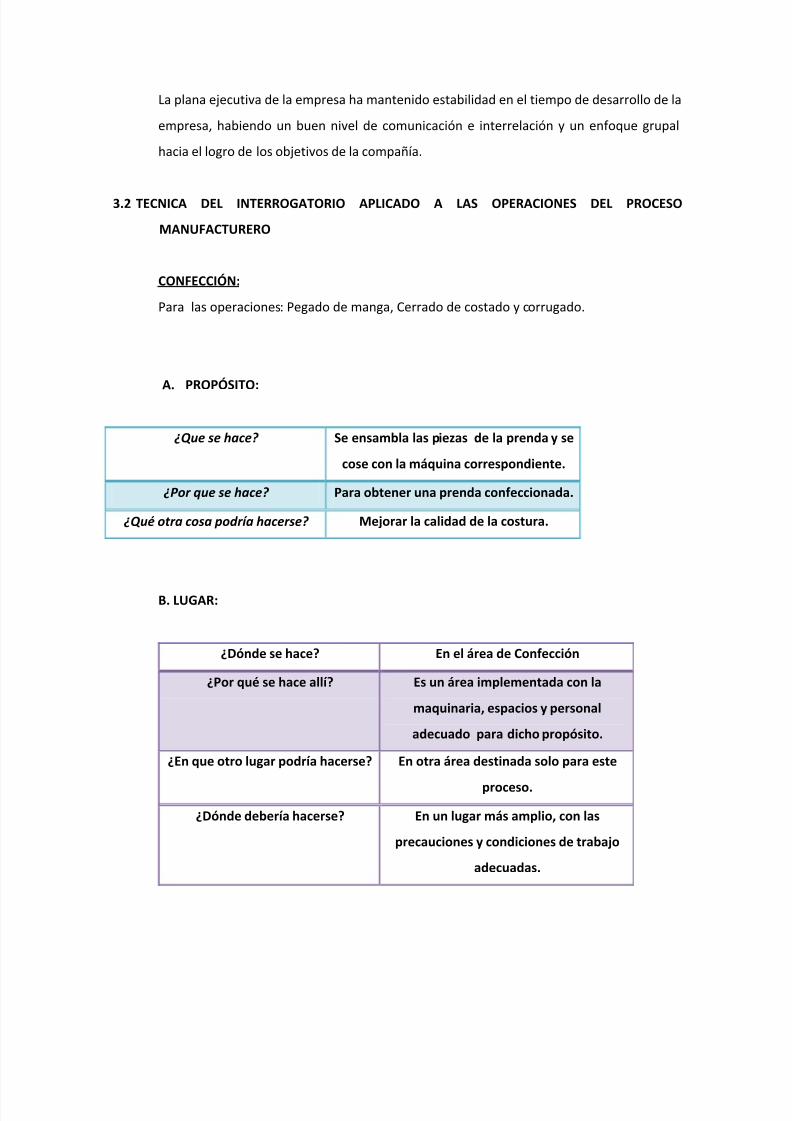
3.2 TECNICA DEL INTERROGATORIO APLICADO A LAS OPERACIONES DEL PROCESO
MANUFACTURERO
CONFECCIÓN:
Para las operaciones: Pegado de manga, Cerrado de costado y corrugado.
A. PROPÓSITO:
¿Que se hace? Se ensambla las piezas de la prenda y se
cose con la máquina correspondiente.
¿Por que se hace? Para obtener una prenda confeccionada.
¿Qué otra cosa podría hacerse? Mejorar la calidad de la costura.
B. LUGAR:
¿Dónde se hace? En el área de Confección
¿Por qué se hace allí? Es un área implementada con la
maquinaria, espacios y personal
adecuado para dicho propósito.
¿En que otro lugar podría hacerse? En otra área destinada solo para este
proceso.
¿Dónde debería hacerse? En un lugar más amplio, con las
precauciones y condiciones de trabajo
adecuadas.
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 22/44
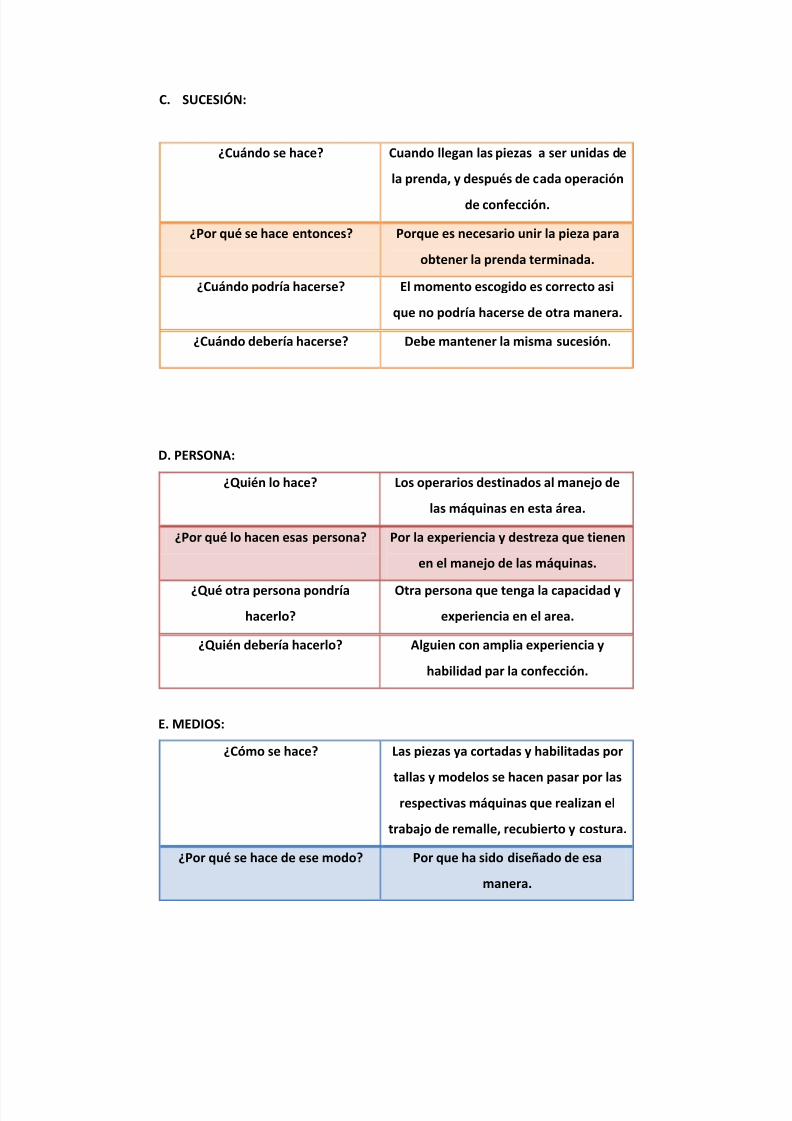
C. SUCESIÓN:
¿Cuándo se hace? Cuando llegan las piezas a ser unidas de
la prenda, y después de cada operación
de confección.
¿Por qué se hace entonces? Porque es necesario unir la pieza para
obtener la prenda terminada.
¿Cuándo podría hacerse? El momento escogido es correcto asi
que no podría hacerse de otra manera.
¿Cuándo debería hacerse? Debe mantener la misma sucesión.
D. PERSONA:
¿Quién lo hace? Los operarios destinados al manejo de
las máquinas en esta área.
¿Por qué lo hacen esas persona? Por la experiencia y destreza que tienen
en el manejo de las máquinas.
¿Qué otra persona pondría
hacerlo?
Otra persona que tenga la capacidad y
experiencia en el area.
¿Quién debería hacerlo? Alguien con amplia experiencia y
habilidad par la confección.
E. MEDIOS:
¿Cómo se hace? Las piezas ya cortadas y habilitadas por
tallas y modelos se hacen pasar por lasrespectivas máquinas que realizan el
trabajo de remalle, recubierto y costura.
¿Por qué se hace de ese modo? Por que ha sido diseñado de esa
manera.
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 23/44
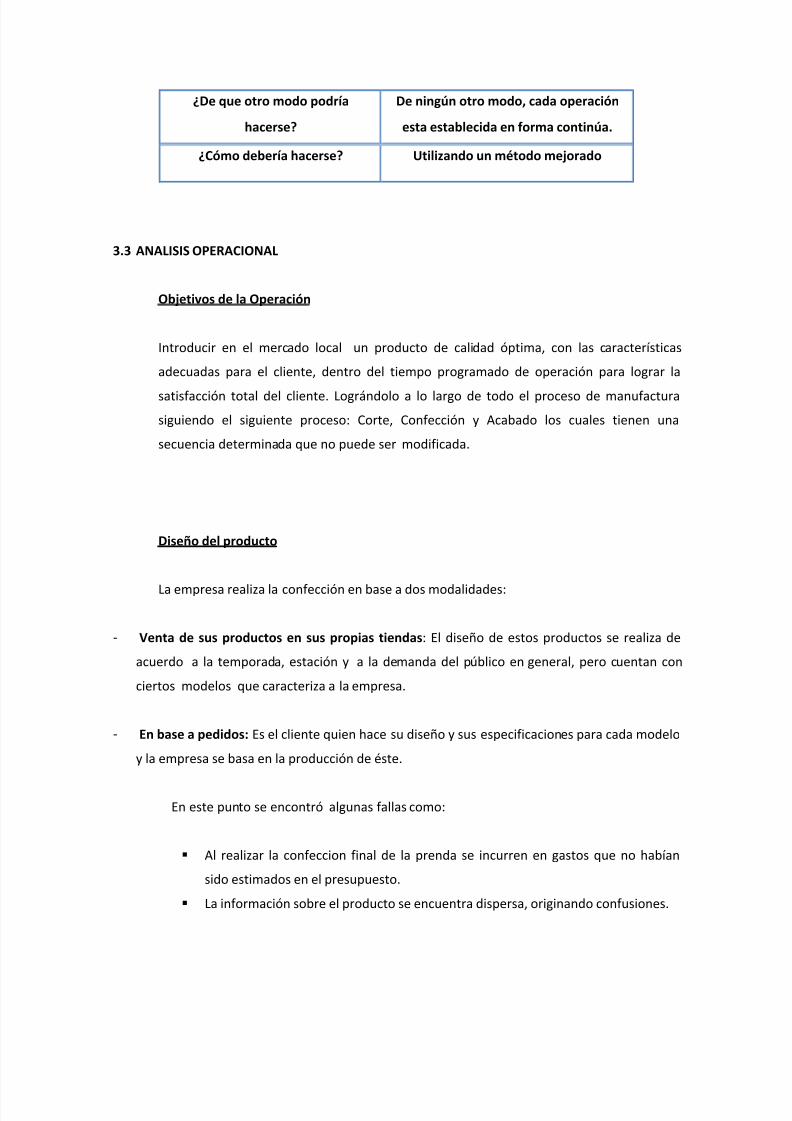
¿De que otro modo podría
hacerse?
De ningún otro modo, cada operación
esta establecida en forma continúa.
¿Cómo debería hacerse? Utilizando un método mejorado
3.3 ANALISIS OPERACIONAL
Objetivos de la Operación
Introducir en el mercado local un producto de calidad óptima, con las características
adecuadas para el cliente, dentro del tiempo programado de operación para lograr la
satisfacción total del cliente. Lográndolo a lo largo de todo el proceso de manufactura
siguiendo el siguiente proceso: Corte, Confección y Acabado los cuales tienen una
secuencia determinada que no puede ser modificada.
Diseño del producto
La empresa realiza la confección en base a dos modalidades:
- Venta de sus productos en sus propias tiendas: El diseño de estos productos se realiza de
acuerdo a la temporada, estación y a la demanda del público en general, pero cuentan con
ciertos modelos que caracteriza a la empresa.
- En base a pedidos: Es el cliente quien hace su diseño y sus especificaciones para cada modelo
y la empresa se basa en la producción de éste.
En este punto se encontró algunas fallas como:
Al realizar la confeccion final de la prenda se incurren en gastos que no habían
sido estimados en el presupuesto.
La información sobre el producto se encuentra dispersa, originando confusiones.

5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 24/44
Perdidas de piezas por la confusión en el orden del local.
Tolerancia
El resultado del proceso se ajusta a las tolerancias de sus clientes y de acuerdo al destino
del producto. Para los clientes Nacionales aceptan una tolerancia de ±1.5 cm en la prenda,
pero los clientes internacionales aceptan ±1/4 de pulgada; si no se cumplen estas
especificaciones se rechazan rotundamente.
Materiales
Los materiales que se usan son:
Piquetes o tijera
Maquinas remalladoras, rectas, recubridoras y multiagujas.
Moldes para las piezas de la prenda, de diferentes tallas y modelos.
1 mesa grande (para colocar las prendas después de cada operación)
2 mesas pequeñas, en la primera se tienen las partesde las prendas y la segunda
para que el operario coloque la prenda luego de terminada la operación.
Mesa de desarrollo del producto en la cual un personal capacitado crea los nuevos
diseños.
Proceso manufacturero:
Se va realizar la producción de un polo corrugado manga corta en bombacha para niña que
sigue los siguientes pasos:
1 Unión de hombros
2 Adherirle elástico a las mangas
3 Unido de las mangas al pecho y a la espalda
4 Adherirle el elástico al cuello
5 Realizar el corrugado de la parte inferior
6 Realizar el remallado de la basta
7 Pegar los costados de la parte inferior
8 Pegar la parte inferior con la superior
9 Cortar hilos
Manejo de materiales

5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 25/44
El material en proceso y los productos semiterminados se desplazan según una secuencia
dada en el diagrama de operaciones, el transporte de los materiales lo hace el habilitador
desde una operación a otra la cual es continua.
Ubicación y distribución de maquinarias
El espacio de planta física con el que cuenta ABJOSUMA SRL es muy reducido contando el
tamaño de la maquinaria con la que cuentan y el tamaño de la producción que ellos
abarcan ocasionando que los traslados dentro de la misma sean incómodos.
Por tanto se recomienda buscar un nuevo sitio mas amplio que cumpla con sus
necesidades de la empresa.
En el area de corte la maquina de esta operación se encontraba tirada sobre las telas lo
que provoca un riesgo tanto para la salud del operario en si como en la economia de laempresa ya que puede provocar cortos circuitos.
Principios de economía de movimientos
En todo momento los operarios trabajan en conjunto con las maquinas, ya que estas son
manuales o necesitan del manejo de los trabajadores para que cumplan su función dentro
de cada área: Corte, Confección y Acabado.
Al realizar un análisis si se cumple con los principios de la economía de movimientos en el
área de trabajo, se encontró las siguientes fallas:
La ubicación de las herramientas y los materiales no se encuentran cerca del operario, lo
cual lo lleva a realizar movimiento de largo alcance.
La iluminación no esta cerca del operario y casi no existe entrada de luz solar lo que
ocasiona incomodidades en el área de trabajo.
Las herramientas no están distribuidas de un modo que permitan el mejor orden de
movimientos. Las sillas utilizadas no son del tipo y altura adecuada y esto no permite unabuena postura.
3.4 PRODUCTIVIDAD ACTUAL Y EFICIENCIA
Estudio de Tiempos
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 26/44
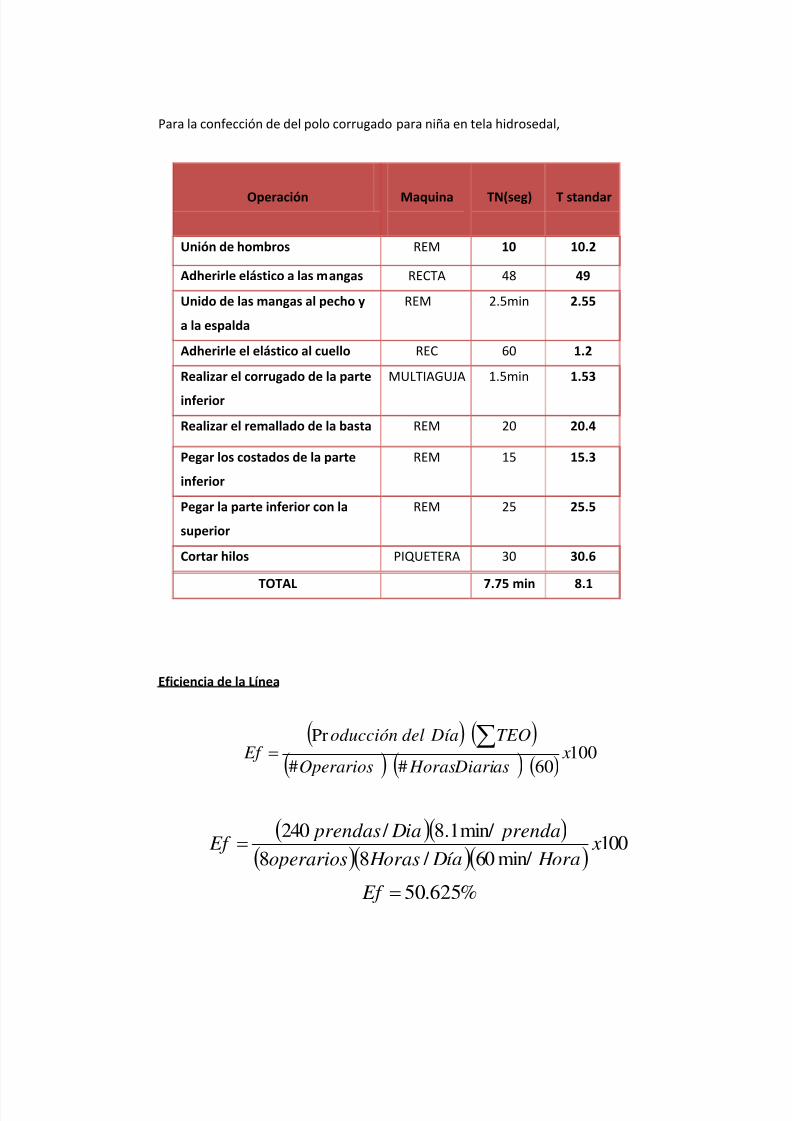
Para la confección de del polo corrugado para niña en tela hidrosedal,
Operación Maquina TN(seg) T standar
Unión de hombros REM 10 10.2
Adherirle elástico a las mangas RECTA 48 49
Unido de las mangas al pecho y
a la espalda
REM 2.5min 2.55
Adherirle el elástico al cuello REC 60 1.2
Realizar el corrugado de la parte
inferior
MULTIAGUJA 1.5min 1.53
Realizar el remallado de la basta REM 20 20.4
Pegar los costados de la parte
inferior
REM 15 15.3
Pegar la parte inferior con la
superior
REM 25 25.5
Cortar hilos PIQUETERA 30 30.6
TOTAL 7.75 min 8.1
Eficiencia de la Línea
10060##
Pr
xas HorasDiariOperarios
TEO Díadeloducción Ef
100min/ 60 / 88
min/ 1.8 / 240 x
Hora Día Horasoperarios
prenda Dia prendas Ef
%625.50 Ef

5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 27/44
Productividad
izadoscursosUtil
gradaoducciónLotenidaoducciónOb
Re
PrPr
Producción lograda = prendas/hora:
Del diagrama de precedencia: 8.1 min/ prenda
# Prendas/ hora = hora prendashora
x prenda
/ 71
min60
min1.8
1
Prendas a la semana = 7 x 8 x 6 = 336
o Recursos utilizados solo tomando en cuenta el trabajo de los trabajadores:
Son 8 trabajadores, que trabajan 8 horas diarias por 6 días
= 38468
8 Días x Día
horas xesTrabajador
o Productividad Parcial obtenida = 336/384 = 0.875unidades/hora-hombre
Eficacia : asumiendo una meta de producción de 1000 prendas semanales
EFICACIA =oducciónde Meta
Logradaoducción
Pr
Pr
= 336/1000 = 0.336
3.5 Balance de Línea
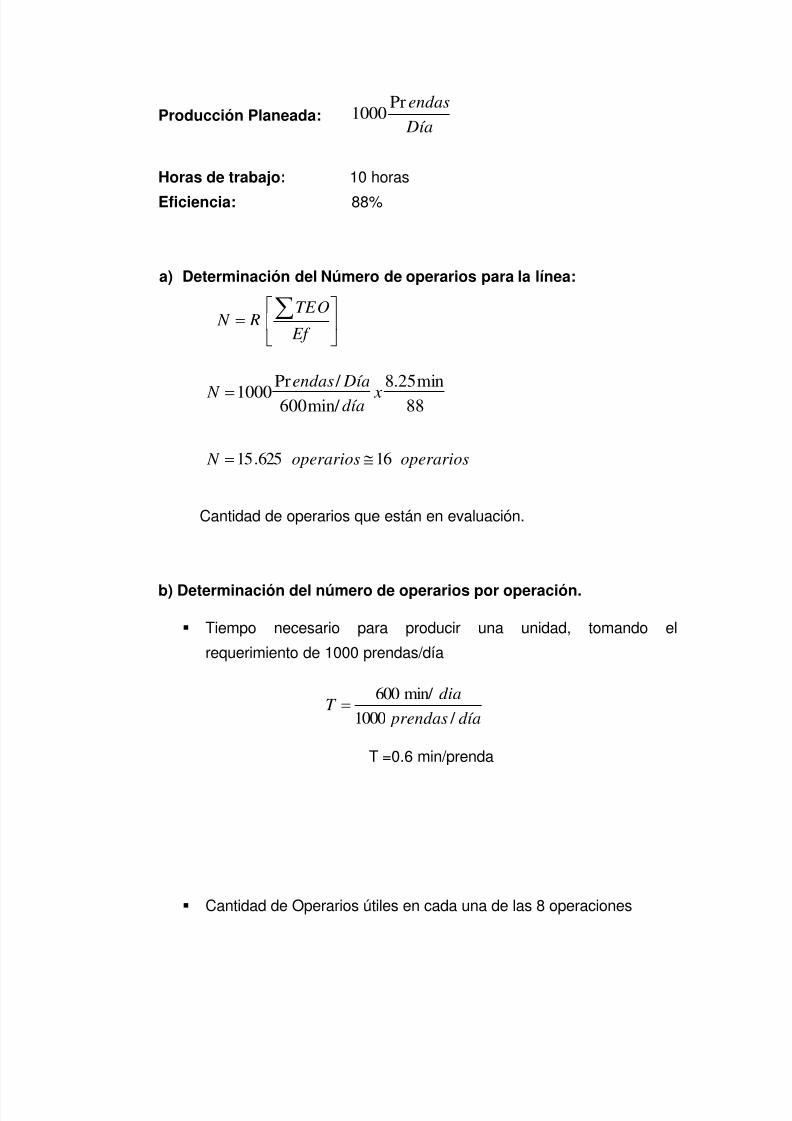
Partiremos de una producción planeada, así como las horas de trabajo
diario y de la eficiencia que se desee tener.
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 28/44
Producción Planeada: Día
endasPr1000
Horas de trabajo: 10 horas
Eficiencia: 88%
a) Determinación del Número de operarios para la línea:
Ef
TEO R N
88
min25.8
min/ 600
/ Pr
1000 xdía
Díaendas N
operariosoperarios N 16625.15
Cantidad de operarios que están en evaluación.
b) Determinación del número de operarios por operación.
Tiempo necesario para producir una unidad, tomando el
requerimiento de 1000 prendas/día
día prendas
diaT
/ 1000
min/ 600
T =0.6 min/prenda
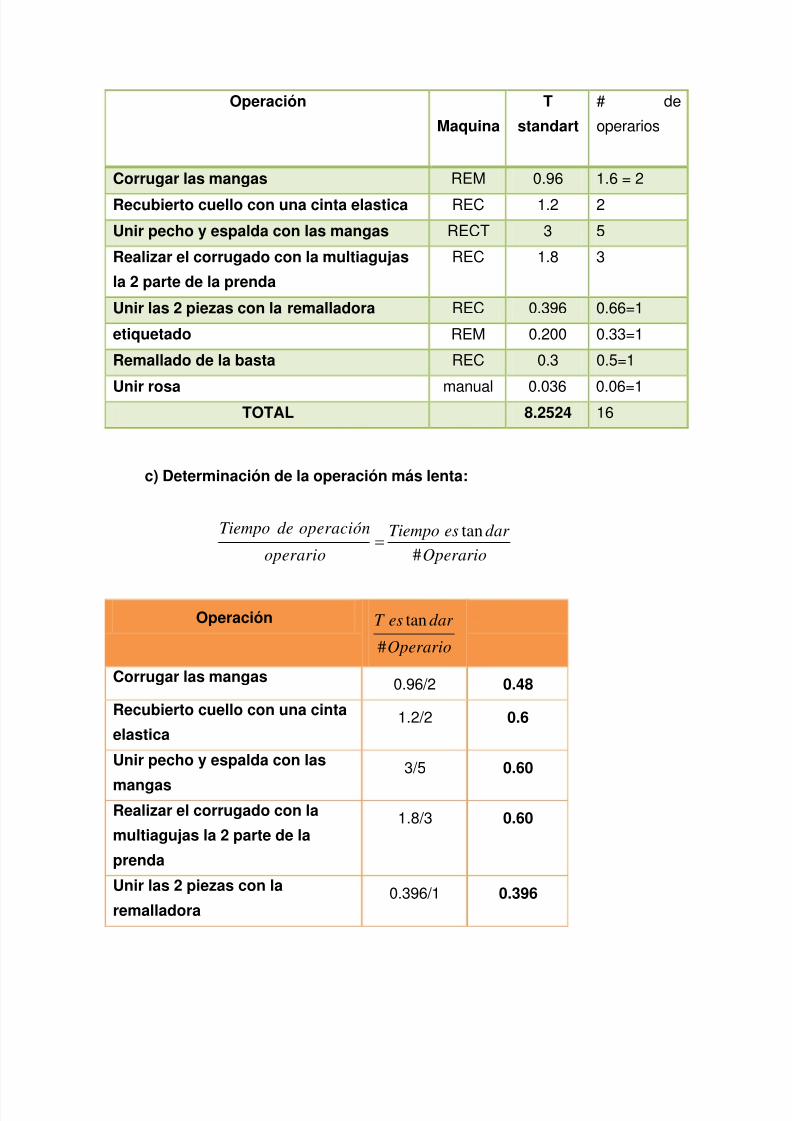
Cantidad de Operarios útiles en cada una de las 8 operaciones
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 29/44
Operación
Maquina
T
standart
# de
operarios
Corrugar las mangas REM 0.96 1.6 = 2
Recubierto cuello con una cinta elastica REC 1.2 2
Unir pecho y espalda con las mangas RECT 3 5
Realizar el corrugado con la multiagujas
la 2 parte de la prenda
REC 1.8 3
Unir las 2 piezas con la remalladora REC 0.396 0.66=1
etiquetado REM 0.200 0.33=1
Remallado de la basta REC 0.3 0.5=1
Unir rosa manual 0.036 0.06=1TOTAL 8.2524 16
c) Determinación de la operación más lenta:
Operario
dar esTiempo
operario
operacióndeTiempo
#
tan
Operación
Operario
dar esT
#
tan
Corrugar las mangas0.96/2 0.48
Recubierto cuello con una cinta
elastica1.2/2 0.6
Unir pecho y espalda con las
mangas
3/5 0.60
Realizar el corrugado con la
multiagujas la 2 parte de la
prenda
1.8/3 0.60
Unir las 2 piezas con la
remalladora0.396/1 0.396
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 30/44
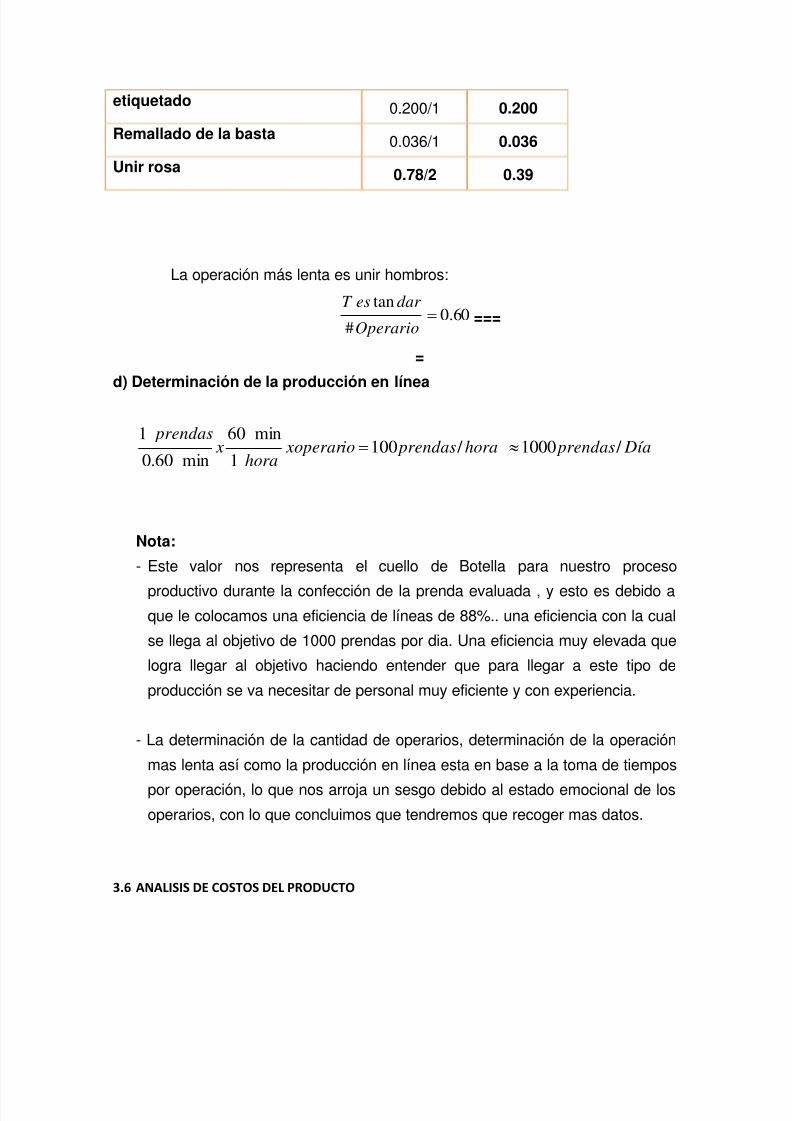
etiquetado0.200/1 0.200
Remallado de la basta0.036/1 0.036
Unir rosa0.78/2 0.39
La operación más lenta es unir hombros:
60.0#
tan
Operario
dar esT ===
=
d) Determinación de la producción en línea
Día prendashora prendas xoperariohora
x prendas
/ 1000 / 1001
min60
min60.0
1
Nota:
- Este valor nos representa el cuello de Botella para nuestro proceso
productivo durante la confección de la prenda evaluada , y esto es debido a
que le colocamos una eficiencia de líneas de 88%.. una eficiencia con la cual
se llega al objetivo de 1000 prendas por dia. Una eficiencia muy elevada que
logra llegar al objetivo haciendo entender que para llegar a este tipo de
producción se va necesitar de personal muy eficiente y con experiencia.
- La determinación de la cantidad de operarios, determinación de la operación
mas lenta así como la producción en línea esta en base a la toma de tiempos
por operación, lo que nos arroja un sesgo debido al estado emocional de los
operarios, con lo que concluimos que tendremos que recoger mas datos.
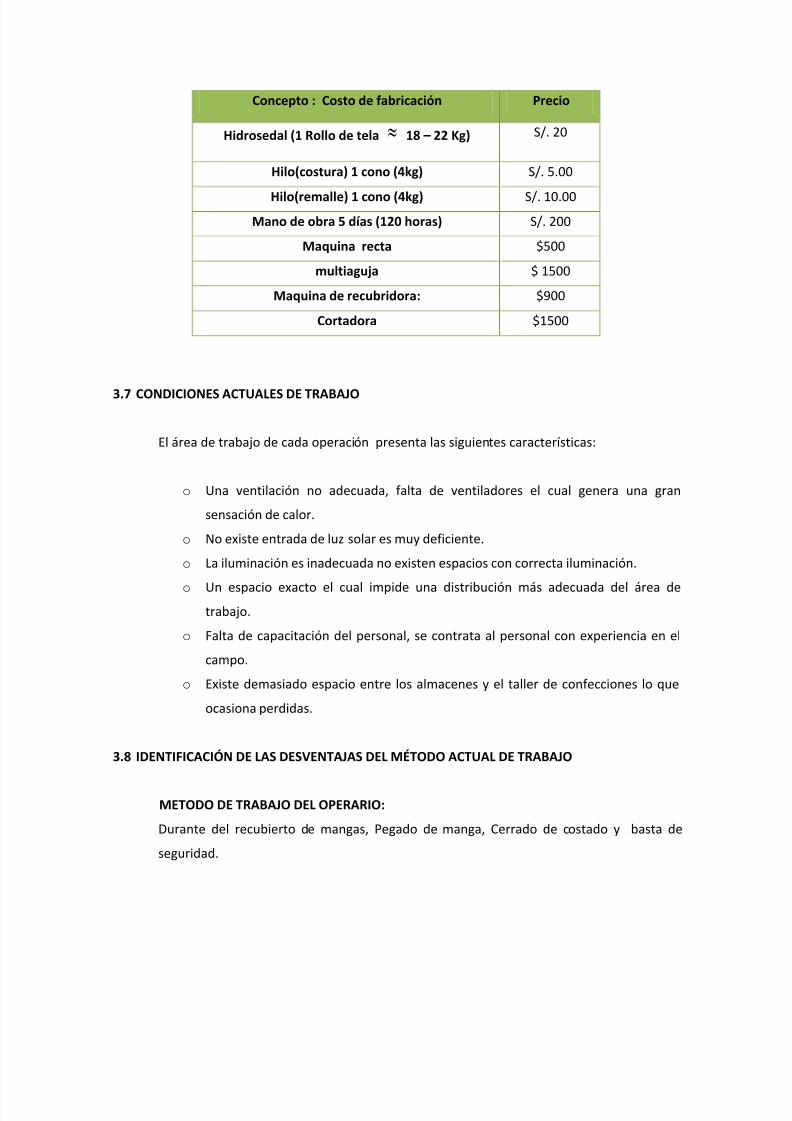
3.6 ANALISIS DE COSTOS DEL PRODUCTO
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 31/44
Concepto : Costo de fabricación Precio
Hidrosedal (1 Rollo de tela 18 – 22 Kg) S/. 20
Hilo(costura) 1 cono (4kg) S/. 5.00
Hilo(remalle) 1 cono (4kg) S/. 10.00
Mano de obra 5 días (120 horas) S/. 200
Maquina recta $500
multiaguja $ 1500
Maquina de recubridora: $900
Cortadora $1500
3.7 CONDICIONES ACTUALES DE TRABAJO
El área de trabajo de cada operación presenta las siguientes características:
o Una ventilación no adecuada, falta de ventiladores el cual genera una gran
sensación de calor.
o No existe entrada de luz solar es muy deficiente.
o La iluminación es inadecuada no existen espacios con correcta iluminación.
o Un espacio exacto el cual impide una distribución más adecuada del área detrabajo.
o Falta de capacitación del personal, se contrata al personal con experiencia en el
campo.
o Existe demasiado espacio entre los almacenes y el taller de confecciones lo que
ocasiona perdidas.
3.8 IDENTIFICACIÓN DE LAS DESVENTAJAS DEL MÉTODO ACTUAL DE TRABAJO
METODO DE TRABAJO DEL OPERARIO:
Durante del recubierto de mangas, Pegado de manga, Cerrado de costado y basta de
seguridad.
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 32/44
Se realizan con las máquinas de “REMALLE” y “RECUBRIDORA”, estas máquinas tienen la
característica de tener un pedal en la parte inferior y para el funcionamiento y accionar de
la máquina se le tiene que presionar y así empezar con el proceso de costura.
El operario realiza dos y hasta tres presiones del pedal lo que lleva a realizar la pasada de
la pieza por la máquina de dos a tres veces para realizar cada serie de operaciones,
ocasionando:
- Mayor esfuerzo del motor de la máquina, ya que este se prende y apaga cada vez que
se le presiona el pedal, provocando un desgaste, lo que lleva a realizar el
mantenimiento y arreglo del mismo para un tiempo que menor a lo planeado.
- Lo anterior lleva a utilizar un mayor tiempo para realizar cada ciclo de una operación,
como consecuencia la producción de un menor número de prendas por operario
durante el día.
METODO DE TRABAJO DEL HABILITADOR:Cuando llegan las prendas desde al área de confección el habilitador es el que dispone las
piezas de acuerdo a tallas, colores y modelo de prenda y los lleva en mano por docena a
los operarios correspondientes.
o Lleva la parte delantera y espalda al operario encargado de unión de hombros.
o Lleva las mangas al operario encargado de la elaboración de las bombachas.
o lleva las parte inferiores al operario que se encarga de elaborar el corrugado.
o Lleva la parte inferior a unirse con la superior.o lleva el producto al área de acabados para colocar los avios y de ahí los lleva al
almacén.
Desventaja:
- Demora a la hora de la entrega de los productos semiterminados de una
operación a otra, ya que los lleva por docena y a mano, y en el caso en el que se
tiene mas de un operario por operación, la demora es mayor, primero habilita auno de ellos asta que termine mientras que el otro se encuentra en espera luego
continua con el siguiente operario y así sucesivamente.
- Cuando realiza la entrega de los productos semiterminados de una operación a
otra, los entrega en forma desordenada, dándole más trabajo al ayudante,
ocasionándole una mayor fatiga y cansancio.
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 33/44
METODO DE TRABAJO DEL AYUDANTE:
Es el que ordena las piezas para cada operario cuando el habilitador realiza la entrega, los
coloca una de las partes en la mesa derecha del operario y su complementario en la otra
(mesa izquierda).
Desventaja.
- Perdida de tiempo en ordenar los productos semiterninados cuando el habilitador las
entrega desordenadas.
- Seria mejor que el ayudante colocara un conjunto de piezas en la pierna derecha del
operario para que este coloca su complementario inmediatamente sobre este y en
conjunto los coloque sobre la máquina y realice su trabajo en un menor tiempo.- Demora en realizar su trabajo, mientras se encuentra ordenando para un operario, si
otro operario termina su ciclo de trabajo tendrá que esperar que el ayudante termine
con el anterior y recién se dirija a si el, ocasionándole un mayor cansancio.
- No hay un tiempo establecido para que los operarios terminen su ciclo
alternativamente unos con otros y así den tiempo para que el ayudante termine con
cada uno de los operarios.
CONDICIONES ACTUALES DEL TRABAJO:
- Dentro del área de confección se tiene una mala ventilación, esto trae como efectos
una fatiga y cansancio más rápido de los operarios.
- No tienen una buena distribución de las estaciones de trabajo (de una operación a
otra) que trae como consecuencia de tiempos de transporte relativamente más
elevados de lo normal, donde el habilitador tiene que trasladarse se un extremo a otro
de la planta para poder llevar los productos semiterminados.
- Se limitan al ritmo de trabajo de sus operarios, no hay una inspección continua delproceso para verificar si en todo momento sus operarios se encuentran trabajando
eficientemente.
- Realización de movimientos innecesarios de los operarios que se traducen en tiempos
de demoras. Por ejemplo. Si un operario termina su ciclo mientras el ayudante se
encuentra ordenando las prendas para otro operario, este tiene que empezar a

5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 34/44
ordenar las prendas que le fue asignada si no quiere que su ciclo demore más de lo
previsto.
- Las sillas que les fueron asignados a cada operario es estándar y no están de acuerdo a
la ergonomía del trabajador. Provocándoles dolores en la espalada, cintura, tobillos y
demás partes del cuerpo.
- Las máquinas que se encuentran operativas son las mismas con las que se dio inicio
de la empresa. Por lo tanto son antiguas lo que requiere un mantenimiento cada
cierto periodo corto de tiempo, lo que lleva a que para la empresa tenga más salidas
improductivas.
- El lugar de almacén de insumos no es el adecuado ya que muchas veces la materia
prima termina tirada en el piso ensuciándose.
- El almacén de productos terminados no tiene un orden establecido ya que las
prendas son llevadas a este y se colocan en desorden una encima de otra.- En el local de confecciones no hay un baño por lo que los operarios deben salir
continuamente y esto genere tiempos perdidos, ya que el baño mas cerca se
encuentra en otra galería comercial o en otros pisos de la galería.
CONDICIONES DEL PRODUCTO
- Los operarios de las operaciones de la confección realizan la inspección de cada
producto semiterminado, lo que causa que a utilicen parte de su tiempo en realizar
esta tarea y por lo tanto realizar un menor número de productos al final de su jornadade trabajo.
- Al terminar todo el proceso de confección se realiza nuevamente la inspección de la
prenda ya confeccionada, pero lo realizan solo con una simple inspección visual, como
la revisión de: un correcto remallado, recubierto, uniforme unido de las piezas, rotura
de tela, etc.
- Las máquinas se encuentran graduadas para trabajar con un tipo de tela (hidrosedal),
no es posible utilizar otro tipo de tela diferente pudiendo ocasionar daños a la tela al
momento de utilizarla (rotura de tela, rotura de aguja de la máquina, mal remallado yrecubierto, rotura del hilo de costura).
4. PROPUESTA DE TRABAJO Y EVALUACIÓN DE UN MÉTODO MEJORADO DE TRABAJO
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 35/44
4.1DESCRIPCIÓN DEL NUEVO MÉTODO DE TRABAJO
NUEVO METODO DE TRABAJO DEL OPERARIO:
- El operario debe dejar de apretar el pedal varias veces,pero, puede hacerlo solo
cuando sea necesario es decir para cambios de prenda confeccionada o para esquinas.
- Se necesita operarios confiables y no a los cuales se les tenga que supervisar
constantemente.
- No solo se tienen que contratar operarios con experiencia en el campo, sino también
que sean capaces de poder aprender y desempeñarse eficientemente con nuevos y
mejorados métodos de trabajo.
- El operario debe ser multifuncional para que así puedan rotar de sus puestos de
trabajo y no incurran en desmotivaciones.
NUEVO METODO DE TRABAJO DEL HABILITADOR:
- Se le puede dependiendo a la cantidad de prendas que deba trasladar un vehículo con
ruedas para transporte de productos terminados en proceso.
- Al reducir el tiempo de entrega, el habilitador tendrá tiempo para entregar los
productos terminados ordenados y así reducir el trabajo del ayudante.
NUEVO METODO DE TRABAJO DEL AYUDANTE:
- Como el habilitador realizará la entrega ordenando los productos semiterminados, ya
no tendrá que realizar este trabajo.
- Que los tiempos de término de ciclo de operación de cada operario, se realicen
alternativamente para que el ayudante se distribuya equitativamente de uno a otro
operario, y así podrá realizar su trabajo con más calma, sin fatiga.
CONDICIONES NUEVAS DEL TRABAJO:
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 36/44
- Realizar una mejor una mejor instalación de la ventilación o colocar ventiladores
dentro del área de trabajo, para evitar cansancios y fatigas de los operarios,
obteniéndose con esto una mayor eficiencia de los mismos.
- Colocar una buena iluminación: debido al tipo de trabajo de los operarios es necesario
colocar la iluminación en los lugares adecuados de modo que el operario no haga más
esfuerzo de lo necesario, las instalaciones de luz no deben estar a más de 1. 80 m de
altura y las luminarias no deben ser muy fuertes ya que agotan la vista y lo que se
necesita es precisión.
- Control del ruido: dado que los trabajadores que operan las máquinas están
sometidos a ruidos constantes ,en especial los que remallan y en los que cortan los
moldes para lo cual se pueden dar algunos tapones .
- Colocar una mejor distribución de las estaciones de trabajo, basándose en estudios dedistribución de planta (distribución por producto, por proceso o la unión de las dos), y
a sí reducir los tiempos de transporte y movimientos innecesarios.
- Colocar un inspector por tiempo completo, para que verifique y controle todo el
proceso de confección y así controlar que los operarios se encuentren trabajado en
todo momento y eficientemente rediciendo sus tiempos de ocio asta el más mínimo.
- Los instrumentos de trabajo como las sillas y mesas se les debe asignar de acuerdo a
las características del operario o realizar el contrato de personal tomando en cuenta
las características de un operario estándar y que puedan utilizar los accesorios con lasque cuenta la empresa.
- Con una buena instalación del lugar del trabajo el operario no tendrá que realizar
movimientos innecesarios y que le ocasionen fatiga y posibles dolores en el cuerpo.
- Las mesas de desarrollo de producto deben ser ni tan altas ni tan bajas para que el
operario encargado de esta area no se canse.
- Con la compra de nuevas y de última tecnología, la empresa no tendría que realizar
mantenimientos y reparaciones tan seguidas, además su tiempo de operación sería
mayor, lo que lleva a obtener más productos por unidad de tiempo.- Colocar ventanas para que entre la luz solar y asi estimular al trabajador.
- Construir a mediano plazo un baño para ahorra tiempos de salidas al baño.

5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 37/44
CONDICIÓN NUEVA DEL PRODUCTO:
- El operario debe estar lo suficientemente capacitado podrá realizar su trabajo
correctamente, lo que significa que lo realice bien, según las normas establecidas para
una prenda de vestir, por lo tanto no será necesaria la inspección en todas las
operaciones, se debe tener la seguridad que su trabajo lo realizado correctamente,
con esto el tiempo que perdía en inspeccionas lo podrá utilizar para producir otro
producto semiterminado.
- Solo será necesaria la inspección al tener el producto ya terminado, en este caso nosolo se usará la inspección visual cotidiana de la empresa si no también otro tipo de
inspección más actual y con el uso de tecnología, de repente mandándolos un
laboratorio, para que la revisión sea más exhaustiva, así encontrar mas fallas de las
que se podía encontrar con el método anterior.
- Podría utilizarse otro tipo de tela que tenga características similares al rib licrado,
como el hidropedal, para poder utilizar las mismas graduaciones en las máquinas,
agujas, hilos de costura, etc. Y con esto la empresa estaría incrementando la variedad
de productos a confeccionar.
MOTIVACIÓN HACIA LOS EMPLEADOS:
- Mejorar la remuneración del empleado y la motivación, como la empresa va mejorar
su ganancia gracias a los mayores volúmenes de producción, este beneficio no solo
debe ser para los propietarios de la empresa, se le debe asignar una buena
remuneración al trabajador.
- Celebrar los días festivos en la empresa asi como los cumpleaños de los trabajadores ylas navidades ya que así se sentirán en confianza con la empresa y la sentiran como
suya realizando un trabajo as eficiente.
- mejorar el ambiente de trabajo con mensajes motivacionales para evitar las fatijas por
la rutina del trabajo diario.
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 38/44
4.2 NORMAS DE CALIDAD PARA EL PRODUCTO
Normas técnicas peruanas (NTP)
Código: NTP 231.085:1977Titulo: guía para las etiquetas de prendas de vestir
Resumen: Establece la información detallada que debe contener la etiqueta de
prendas de vestir, con respecto a las propiedades de la materia prima
Predominante y las instrucciones de cuidado que el consumidor necesita al
Comprar y usar la prenda.
Código: NTP 243.002:1984Titulo: Confecciones .Prendas de vestir. Requisitos generales
Resumen: Establece los requisitos generales para los materiales y para la mano de
obra de las prendas de vestir
Código: NTP 243.007:1985
Titulo: Confecciones. Designación de tallas para la confección. Definiciones y
métodos a seguir para tomar las medidas corporales para cada tipo de talla.
Resumen: Establece las definiciones de las distintas medidas corporales a tomar enconsideración para designar la talla de las diferentes prendas confeccionadas y nos
indica un procesamiento normalizado para realizar esas medidas
Código: NTP 821.039:1978
Titulo: Definiciones y clasificación de las medidas del cuerpo humano.
Resumen: Establece las definiciones y la clasificación de las medidas referidas a la
Estatura, Perímetros, Largo, Miembros Superiores, Miembros
Inferiores y Ancho del cuerpo humano.
Las siguientes normas de calidad son para realizar las operaciones de corte, acabado,
confección:
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 39/44
o Al realizar el Corte velar porque los encogimientos estén bajo control. Evitar las
Mezcla de tallas o colores, medidas incorrectas.
o Se debe evitar las siguientes fallas en el proceso de confecciones las puntadas
saltadas, fallas de aguja, mala tensión de la máquina, picado de tela, roturas de
aguja, hilos corridos ,mal emsamble.
o En el Etiquetado: Medidas precisas de ubicación de la etiqueta, las etiquetas
deben tener información exacta sobre la composición de la tela, instrucciones de
cuidado (lavado, secado y planchado); etiqueta de marca y talla; país de origen;
Hang Tag: (etiqueta de cartón) con la misma información que las etiquetas en la
prenda y código de barras.
4.3 EVALUACIÓN DE LA INVERSIÓN Y RENTABILIDAD DEL NUEVO MÉTODO
COSTO DE LOCAL EN UN LA MISMA ZONA:
Local de 60 m2: $ 55000 – $ 60000
COSTOS DE LAS MÁQUINAS:
o
Remalladora: $ 700 - $1 000o Recata: $ 300 – $ 500
o Maquina de Recubridora : $ 900- $ 1300
o Maquina multiaguja: $ 1500- $ 2000
o Cortadora: $500 - $1500
COSTO DE TELA: (1 Rollo de tela 18 – 22 Kg.)
o Rib Licrado (color) = S/. 16.5 – S/. 17 por Kg.
o Rib Licrado (blanco) = S/. 15 – S/. 16 por Kg.
o Hidrosedal (color) = S/. 19 – S/. 20 por Kg
o Hidrosedal (blanco) = S/. 18 – S/. 19 por Kg.
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 40/44
COSTO DE HILO: (1 cono 3 – 4 Kg.)
o Para costura = S/. 5 – S/. 6 por cono
o Para Remalle:
Al 1 (color) = S/. 9
Al 1 (blanco) = S/. 10
Al 2 (color) = S/. 9
Al 2 (blanco) = S/. 10
COSTO DE MANO DE OBRA:
A Destajo: S/. 0.70 por prenda
4.4 PROCEDIMIENTO PARA LA IMPLANTACIÓN DEL NUEVO MÉTODO
- Cambiar y/o mejorar el método de trabajo de sus operarios, para conseguir lo
que se propuso anteriormente.
Mejorar el método de trabajo del operario, no solo se requiere que el operario tenga
experiencia, sino que la empresa lo esté capacitando continuamente, para que su
método de trabajo mejore y así aumentar la productividad.
- Implantar una nueva y mejor distribución de las estaciones de trabajo dentro
del Área de confección.
Para una óptima movilización del habilitador es necesario la redistribución de las
estaciones de trabajo (principalmente dentro del área de confección) para disminuir
tiempos y distancias en el movimiento del habilitador (el habilitador se encarga de
transportar el producto o las prendas a diferentes estaciones de trabajo para su
respectivo proceso). En la nueva redistribución se a colocado espacios entre
máquina - máquina y máquina – paredes de 1.5 m y con esto se observa un
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 41/44
movimiento mas ordenado, se reducen esfuerzos innecesarios, etc.; también vemos
necesario el uso de una carretilla para el traslado de las prendas en proceso.
- La empresa debe realizar arreglos del nuevo local con la finalidad de obtener un
buen ambiente de trabajo:
Buena ventilación, temperatura adecuada, color de paredes alegres, la altura del
techo debe estar aproximadamente a 3 m, y las instalaciones de luz a 1.80 m ya que
los operarios de cada una de las secciones necesitan una buena visualización de su
trabajo.
- Incrementar el tamaño de cada una de las áreas con las que cuenta la empresa,
principalmente el área de confección con el fin de implantar un mayor número de
máquinas y mano de obra, para aumentar el número de productos por unidad de
tiempo.
- La posibilidad de comprar un nuevo terreno con la capacidad para tener todas las
áreas de la empresa juntas.
Ventajas:
o El insumo que traen los proveedores (telas, hilos, botones, agujas, etc) entra
directamente al almacen de insumos.
o Del almacén de insumos pasa directamente a mesa de corte, ahora en menor
tiempo ya que se encuentran en el mismo local.
o En este nuevo local se tendrá a la mesa de corte y moldeo de las prendas cerca al
área de confección, para que el transporte sea más rápido y las prensas ya
cortadas estén a tiempo para empezar el proceso de confección.
o Una vez que se tiene las prenda confeccionada, directamente pasa al Área de
acabado para que haga la limpieza correspondiente, agregar estampados,
etiquetas de la empresa, botones, etc; para luego ser planchadas, dobladas y
embolsadas y que pasen directamente al almacén de productos.
o Mejorar la remuneración del empleado y la motivación, como la empresa va
mejorar su ganancia gracias a los mayores volúmenes de producción, este
beneficio no solo debe ser para los propietarios de la empresa, se le debe asignar
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 42/44
un buena remuneración al trabajador, ya que gracias a el se conseguirá la optima
productividad.
5. LOCALIZACIÓN DE INSTALACIONES EMPRESARIALES.
5.1 EVALUACIÓN DE LA SITUACIÓN ACTUAL DE LA PLANTA:
La empresa ABJOSUMA SRL cuenta con instalaciones por separado, las que se ubican en:
- El área de corte y moldeo de prendas; ubicadaza en Parque Cánepa La victoria.
- El área de confección; Prolongación Gamarra 840 Tienda 460, 461 Galeria Azu
La Victoria.
- Área de acabados: Parque cánepa La Victoria
- Almacén y Oficina en: Prolongación Gamarra 840 Tienda 465 Galeria Azul – La Victoria
Áreas de cada una de las instalaciones:
- El área de corte y moldeo de prendas: 20 m2
- El área de confección: 50 m2
- Área de acabados: 20 m2
- Almacén y Oficina: 20 m2
La desventaja de tener por separado sus instalaciones, hace que tengan que contratar
cargadores para llevar los productos, el costo por carga oscila entre S/. 5.00 – S/.8.00
desde un área a otra, lo cual es una perdida para la empresa tanto de tiempo y dinero.
La empresa no solo se dedica a la confección de prendas de vestir, también cuanta con 4
tiendas, donde se venden sus productos dentro de la zona de “GAMARRA”, y lo hace solo
a clientes previo pedido (al por mayor).
La ubicación de las instalaciones se encuentra dentro de la victoria con una ventaja de :
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 43/44
- Tiene fácil acceso para la compra de insumos ya que es una zona industrializada para
empresas de confección.
- Cercanía de la planta a sus 4 puntos de venta que se ubican dentro de la zona de
venta de productos textiles “GAMARRA”.
5.2 SELECCIÓN Y LOCALIZACIÓN DE TRES ALTERNATIAVS DE LOCALIZACIÓN:
El criterio para elegir un nuevo centro para la instalación de la empresa ABJOSUMA SRL,
fue la cercanía a otras zonas industriales que quizás puedan ofrecer ventajas de
diferentes formas; estos son:
1º Propuesta.
La Victoria Av. Mexico.
- El objetivo de tener otro local dentro del mismo distrito de La Victoria es porque, actualmente
la empresa cuenta con locales con las áreas separadas (área de corte, confección. Acabado y
almacén y oficina), como fue descrito en el ítem anterior.
- Esta zona es una zona industrial dedicada a industrias textiles, se encuentra fuera de
“GAMARRA”, pero con la facilidad de encontrar terreno del tamaño requerido (100m2
– 200
m2) para tener una instalación con todas las áreas con las que cuenta la empresa en un solo
lugar.
- El fácil acceso de encontrar mano de obra ya que se encuentra cercana a la zona de
“GAMARRA”.
- Fácil acceso a insumos necesarios y la movilización de sus productos a las distintas tiendas con
las que cuenta.
- En cuestiones legales, la empresa ya esta acostumbrada a pagar los impuestos y arbitrios
correspondientes a dicho distrito.
2º Propuesta.
Distrito de Ate - vitarte. Urbanización Vulcano.
- Esta alternativa de localización se encuentra en una zona industrial donde se encuentran
ubicadas fábricas de distinta índole, como textileras, industrias de plásticos, etc.
5/11/2018 Metodos Final Parte 1 - slidepdf.com
http://slidepdf.com/reader/full/metodos-final-parte-1 44/44
- Esta zona esta urbanizada, cuenta con los servicios básicos que son necesarios para cualquier
empresa como luz, agua, teléfono, alumbrado público, pistas asfaltadas, desagües etc. La
calidad de vida en esta zona es variada puesto que se puede encontrar personas de distintos
grados de cultura de acuerdo a la localidad, no será inconveniente encontrar disposición de
mano de obra por ser una zona de clase B.
- Las políticas fiscales en este lugar tienen restricciones por tratarse de una zona netamente
industrial, los arbitrios e impuestos nos podrían costar un poco más.
- En cuanto a la disponibilidad de transporte no habría inconveniente ya que en las zonas
industriales como esta se puede encontrar rápidamente los transportes necesarios para el
traslado de los productos. Además por ser la zona más pegada a la carretera central podemos
deducir que el tiempo de entrega de las materias prima será relativamente más elevada que
en el caso de La victoria.





























