Upload
mohamad
View
215
Download
0
Embed Size (px)
Citation preview
7/25/2019 Mayer-2016-Fatigue & Fracture of Engineering Materials & Structures (1)
1/27
7/25/2019 Mayer-2016-Fatigue & Fracture of Engineering Materials & Structures (1)
2/27
constituent particles are typical sources of fatigue cracksthat can lead to failures up into the VHCF regime.3,4 Insome cast aluminium alloys, however, gas or shrinkage po-rosities are favourable starting places of fatigue cracks, andfatigue limits are found at stress amplitudes that are too lowto propagate these cracks to rupture.5,6 Some titanium al-
loys show S
N curves that are approximately parallel tothe abscissa in the VHCF regime,7whereas the SN curvesof others decrease by 300MPa when lifetimes increasefrom the HCF to the VHCF regime.8 Ti6Al4V hardlyshows VHCF failures at low stress ratios, whereas stronglydecreasing SN curves are found beyond the HCF regime ifstressed at high stress ratios.9,10 These examples show thatthe VHCF properties of materials can hardly be extrapo-lated from HCF data. A survey about specics of VHCFand the differences to HCF can be found for materials con-taining secondary-phase crack-initiating particles in Ref.[11]. Crack-initiating mechanisms other than inclusionsand progress of fatigue damage leading to VHCF failures
for virtually defect-free materials are reviewed in Ref. [12].Scientic interest andtheneed forsound material charac-
terization have put forward the interest to test materials atvery high numbers of load cycles, in the regime where theyare actually loaded in technical components. However, test-ing in the VHCF regime rst of all requires techniques that
work at high frequency. Testing of a single specimen up to109 cycles using conventional servo-hydraulic equipment
working at 50 Hz, for example, would take 8 months. Con-sidering the typically greater number of specimens requiredfor characterizing a material, accelerated testing methods areneeded for experiments in the VHCF regime. Servo-
hydraulic testing machines operating at 1000 Hz, resonantand forced-vibration machines, rotating bending equipmentand ultrasonic equipment are used in VHCF studies. Evalu-ating the advantages and disadvantages of these techniques,ultrasonic testing has proved to be the most suitable methodfor investigations in the VHCF regime.13 Ultrasonic testing
works at very high frequency, it is practically maintenancefree, it can be easily installed as it does not require a coolingcircuit and, nally, it is by a factor of about 10000 moreenergy efcient than a servo-hydraulic testing system.
Moreover, the technique has been employed since about60 years, and thus, a lot of experimental setups and applica-tions are already described in literature.
The history of ultrasonic fatigue testing starts in about1950,14 and older literature is reviewed in several pa-pers.1518 The rst ultrasonic fatigue experiments wereendurance tests under fully reversed loading condi-tions.19 Ultrasonic fatigue crack growth and thresholdmeasurements started in about 1973.20 Variable ampli-tude (VA) fatigue tests,21 ultrasonic frequency cycling
with superimposed static tension forces (load ratiosR -1)22 and cycling with superimposed torque loadsto generate mixed-mode loading22,23 were further steps
to extend the capabilities of this testing technique.Ultrasonic torsion fatigue experiments with ceramic andmetallic materials24,25 have been performed with and
without superimposed static axial preloads. Fatigue life-time and fatigue crack growth have been studied in ultra-sonic experiments at low and elevated temperatures, in
inert and corrosive environments, mainly with metallicmaterials but also with ceramics and composites.18
The objective of this paper is to review recent devel-opments in ultrasonic fatigue testing. Interesting newultrasonic testing procedures will be reviewed, such astesting at load ratios other than R =1, VA testing, cyclictorsion testing and methods, for in situ observation offatigue damage. Advances of the method to performinvestigations at very high temperatures, in corrosiveenvironments and testing other than bulk metallicmaterials, will be described. Fundamental fatigue investi-gations in the VHCF regime with copper and duplexsteel that became feasible through ultrasonic testing are
included. Finally, investigations on frequency inuences,which is probably the most important question involvedwith high frequency testing, will be reviewed. Thereviewed time period dates back until 1999. Earlierultrasonic literature and investigations about frequencyinuences are included in earlier work of the author.18
U L T R A S O N I C F A T I G U E T E S T I N G M E T H O D
Different ultrasonic fatigue testing equipment exists fromcommercial manufacturers and research institutions.
While there are differences in process control, obtainableaccuracy and possible testing applications, they share thesame basic mechanical principle for the load train. In thefollowing, the equipment developed at the Institute ofPhysics and Materials Science at University of NaturalResources and Life Sciences, Vienna (Physics BOKU
Vienna), is described. Figure 1 shows a picture of theultrasonic equipment from Physics BOKU Vienna.
Experimental procedure
Figure 2 shows the mechanical components of the ultra-sonic load train for performing ultrasonic fatigue tests at
load ratios R1. Additionally, the calculated strainand vibration amplitudes along the load train usingniteelement method are shown.
In an ultrasonic fatigue test, appropriately designedspecimens are stimulated to resonance vibrations at fre-quencies close to 20 kHz. Vibrations are generated by apiezoelectric ultrasonic converter and are magnied withan amplifying horn. Both ends of the specimen vibrate
with maximum displacement amplitude in opposite di-rections, and the movement of one end of the specimen
4 H. MAYER
2015 Wiley Publishing Ltd. Fatigue Fract Engng Mater Struct, 2016, 39, 329
7/25/2019 Mayer-2016-Fatigue & Fracture of Engineering Materials & Structures (1)
3/27
is measured with a vibration gauge. A vibration node withmaximum strain amplitude is formed in the centre of thespecimen, as indicated in the nite element analysis sim-ulation shown in Fig. 2. Thenite element simulation in
AUTODESK Simulation Mechanical is based on the lin-ear elastic model, using the modal vibration analysis type.No degrees of freedom were constrained; all nodes areallowed to displace in all directions. The components ofthe load train feature the exact resonance lengths, along
with their correct mechanical properties.In fully reversed fatigue tests (load ratio R =1), one end
of the specimen is allowed to vibrate freely. In superimposedloading tests (R1), the specimen is mounted on bothsides into the load train containing rods of length of halfor full wavelength. Mounting devices (Mounting 1 andMounting 2 in Fig. 2) serve to apply static tensile orcompressive forces at vibration nodes without dampingthe resonance vibration. Superimposed loads may begenerated with electromechanical or servo-hydraulic load
frames, as shown in Fig. 1. More details about the designof ultrasonic components can be found elsewhere.18
The working principle of the ultrasonic equipment isshown in Fig. 3. The displacement amplitude measuredat one end of the specimen is proportional to the strainamplitude in its centre and can therefore be used for con-
trol purposes in the test generator. The linear propor-tionality between displacement and strain amplitude iscalibrated prior to actual tests using strain gauges along
with a strain gauge conditioner.
The tests are controlled by a test generatorperforming several tasks:
1 Setting the desired vibration amplitude, pulse andpause duration: The vibration amplitude is selectedafter calibration. Pulse and pause lengths are chosenappropriately to avoid heating of the specimen.
Additional forced air cooling is applied if necessary.
2 Control of vibration amplitude: Cyclic hardening orsoftening of the material or the initiation and growthof cracks, for example, change the power requirementsto excite the specimen to the desired amplitude. Thesignal of the vibration gauge is processed in aclosed-loop control circuit, which guarantees that thepre-selected amplitude and the actual vibrationamplitude coincide accurately within 1%, by compar-ing the pre-selected (nominal) amplitude with themeasured amplitude and adjusting the output of thepower ampliers accordingly. Additionally, the powerat the beginning of a pulse is increased to reach rapidlythe nominal vibration amplitude.
3 Control of resonance frequency: The excitation fre-quency must match the actual resonance frequency ofthe ultrasonic load train including the specimen. A
voltage-controlled oscillator and a phase-locked loop cir-cuit are used for this purpose,where the phase shift of theultrasonic power signal and the specimens displacementsignal are kept constant. This permits the cycling fre-quency and the resonance frequency to coincide betterthan 0.1Hz. Additionally, the cycling frequency ismonitored and used to detect specimen failure. Initiationof a crack increases the specimens compliance andreduces resonance frequency. Frequency limits serve to
stop the experiment automatically.Power output to the ultrasonic converter is provided
by power ampliers with a maximum output power of600 W. A power control can be used to adjust outputpower and output voltage. An oscilloscope serves to dis-play various signals (Fig. 3). Computer-based data acqui-sition and control applications allow external control ofthe ultrasonic test. It serves for measuring and classifyingall load cycles, analyzing the vibration signal and utilizingexternal command signal options. A more detailed
Fig. 1Ultrasonic fatigue testing equipment used to perform fatigue
tests at load ratio R1: servo-hydraulic load frame with built-in
ultrasonic load train (left side of the gure) and electronic equipment
(right side of the gure). Additional computer control is used in var-iable amplitude tests (not shown).
R E C E N T D E V E L O P M E N T S I N U L T R A S O N I C F A T I G U E 5
2015 Wiley Publishing Ltd. Fatigue Fract Engng Mater Struct, 2016, 39, 329
7/25/2019 Mayer-2016-Fatigue & Fracture of Engineering Materials & Structures (1)
4/27
description of the electrical components and of the com-puter system may be found in Ref. [26].
Fatigue data measured at different load ratios
Ultrasonic fatigue tests with superimposed mean loadare used to study the inuences of load ratio on fatiguelifetimes, fatigue crack initiation and crack propagation.Karsch et al.27 investigated fatigue lifetimes of high-carbon chromium bearing steel 100Cr6 (52100) inbainitic condition (tensile strength 2480 MPa) and intempered martensitic condition (tensile strength2150 MPa). Experiments were performed at load ratioR =1 and R=0.1 in the HCF and VHCF regimes.
The VHCF strength in martensitic condition was about
20% higher than the strength in bainitic condition forfully reversed cycling. Comparable VHCF strength forboth material conditions was found in experiments at loadratio R = 0.1. This indicates a stronger mean stresssensitivity of the martensitic microstructure in the VHCF
regime. Experiments with hydrogen-charged specimensshowed a strong deterioration of cyclic properties forboth microstructures at both load ratios.
Sander et al.28 investigated the effects of mean stresson the cyclic properties of low-alloy high-strength steel34CrNiMo6 (tensile strength 1200 MPa). Experiments
were performed in HCF and VHCF regimes at load ratioR =1 and R = 0. Internal crack initiation at inclusions
was found to be the most frequent source of fatiguecracks for both load ratios. Failures above 108 cycles
Fig. 3Working principle of ultrasonic fatigue testing equipment.26
Fig. 2Load train used to perform ultrasonic fatigue tests with preloads (load ratio R1): Mechanical components, strain and displacement
amplitudes along the load train are shown; for testing at load ratio R = 1, both Mounting 1 and Mounting 2 are omitted.
6 H. MAYER
2015 Wiley Publishing Ltd. Fatigue Fract Engng Mater Struct, 2016, 39, 329
7/25/2019 Mayer-2016-Fatigue & Fracture of Engineering Materials & Structures (1)
5/27
occurred after loading at load ratio R = 0 but not atR =1. VA loads were used to produce arrest marks onthe fracture surface close to the internal crack-initiatinginclusion. With this, the very slow growth rates of initialcracks in specimens that failed in the VHCF regimecould be calculated.
Kovacet al.
29
studied martensitic 12%Cr turbine steel(X10CrNiMoV12-2-2, tensile strength 1000 MPa) atload ratios between R =1 and R = 0.7. Change of crackinitiation from the surface in the HCF regime to the sub-surface in the VHCF regime was found for all load ratios.No failures occurred above 108 cycles at load ratioR =1, whereas specimens failed even above 109 cycles atload ratios R= 0.5 and R = 0.7. Optically dark areas30,31werefound at internal crack-initiating inclusions after VHCF fail-ureatR=1. Themost interesting is that optically dark areascould not be found at load ratios greater or equal R = 0.1,
which was reported for therst time in this investigation.In the authors laboratory, the cyclic properties of the
aluminium alloy 2024-T351 were investigated at loadratios R=1, R=0.1 and R=0.5. Figure 4 shows themeasured SN data at the three load ratios. A clear inu-ence of load ratio is visible. That is, with the increasingload ratio, the SN curves are shifted towards lower cy-clic stress amplitudes. Slope exponents of approximationlines increase with the increasing numbers of cycles forall load ratios. Failures can still occur above 5 109 cycles(R =1 and R=0.1) or 1010 cycles (R= 0.5), and no
fatigue limit is found. Fatigue cracks leading to failuresabove 109 cycles are initiated at the surface or slightlybelow at broken Al7Cu2(Fe, Mn) particles or atagglomerations of fractured particles. Cracks at fracturedsecondary-phase particles were also found in runout spec-imens. Figure 5 shows the surface of a specimen that was
loaded with 1.610
10
cycles at R=
1 without failure.Survival of very high numbers of cycles is thereforeassociated with a non-propagating condition of shortcracks rather than with a non-initiating condition.
Liu et al.10 measured fatigue lifetimes of Ti6Al4V atload ratios in the range from R =1 to R = 0.5. A stronginuence of load ratio on the slope of the SN curvesand on the mechanism of fatigue crack initiation is found.
At load ratios R =1 and R=0.5, the SN curve showsa horizontal asymptote and a fatigue limit. Specimen fail-ures occur solely below about 107 cycles, and fatiguecracks are initiated exclusively at the surface. In contrast,stepwise SN curves are found for load ratios R= 0.1,
0.1 and 0.5. The SN curves show a sharp decrease aboveapproximately 107 cycles with crack initiation at thesurface as well as in the interior.
Fatigue testing of thin sheets
Ultrasonic fatigue experiments are typically performedusing specimens of appropriate length to vibrate inresonance at ultrasonic frequency. Thin sheets, however,cannot be tested in that way because of bucklingproblems and problems with the sound transfer.
Liu et al.32 developed a method to test thin sheets at
ultrasonic frequency. Rather than vibrating in resonance,the sheet specimens are xed to an hourglass-shaped car-rier specimen and are forced to joint resonance vibration.
Additionally, the carrier specimen and the mounted sheet
Fig. 4Constant amplitude ultrasonic fatigue data of the aluminium
alloy 2024-T351 for load ratio R = 1 (squares), R = 0.1 (circles)
and R = 0.5 (triangles), respectively.4
Fig. 5Surface of a 2024-T351 specimen that survived 1.6 1010 cycles
at/2 = 100 MPa and load ratio R = 1: fatigue cracks starting at a
fractured constituent particle. Crack tips are indicated with arrows.4
R E C E N T D E V E L O P M E N T S I N U L T R A S O N I C F A T I G U E 7
2015 Wiley Publishing Ltd. Fatigue Fract Engng Mater Struct, 2016, 39, 329
7/25/2019 Mayer-2016-Fatigue & Fracture of Engineering Materials & Structures (1)
6/27
specimen are preloaded with a tensile force. With thismethod, single-crystal Ni-based superalloy sheets couldbe tested at a positive load ratio.
An alternative method to test thin sheets at positiveload ratios has been developed at the author s labora-tory.33,34The sheets are xed to a dumbbell-shaped car-
rier specimen. The static preload is realised throughbending the carrier out of vertical alignment prior to x-ing the sheet specimen and re-establishing vertical align-ment. Cyclic and static strains for the consecutive test aremeasured with strain gauges on both sides of the thinsheet specimen. This serves to guarantee that no undesir-able bending occurs. This method has been successfullyapplied to investigate cyclic properties of thin sheets ofnitrided high-strength maraging steel. Experiments inthe range between 107 and 109 cycles to failure at load ra-tio R = 0.1 showed internal crack initiation in all speci-mens. TiN inclusion in Ti containing maraging steelsheets was found to be preferential sources of VHCF
failures.33,34 Elimination of Ti content and increase ofCo content led to preferential crack initiation at Al2O3inclusions.34 Oxide inclusions were found to be lessharmful than TiN inclusions, and the VHCF strength
was therefore improved.
Investigations of new materials and bonds, reversed
bending testing
Most ultrasonic tests are performed with bulk metallicmaterials. Zettlet al.35,36 used the ultrasonic fatigue test-ing method to investigate the cyclic properties of foams.
He tested four aluminium foams with a mean density of500kgm3. Cylindrical rods with a continuous surfacelayer and a closed-cell foam structure inside were studied.
All foams showed a pronounced fatigue limit, and no fail-ures occurred above 1.4107 cycles. Fatigue cracks areinitiated in the cell structure at pre-existing cracks orholes followed by fracture of the surface layer. Belowthe fatigue limit, fatigue cracks can be initiated, but theyare trapped at nodes of cells.
Cremer et al.37 investigated the fatigue properties ofwelds in AlMgSi1 aluminium alloy (EN AW-6082).Hourglass-shaped ultrasonic specimens with a well-dened maximum of the stress amplitude in their centres
were used. The specimens were cut out of the weldedplate with their centres in certain distances to the weld.
Thus, the cyclic properties of the weld as well as of theheat-affected zone could be measured. The seam weld
was found to be the weakest region, where incompletefusion or gas pores are preferential places for crackinitiation.
Xue et al.38 developed a method to perform three-point bending tests at ultrasonic frequency. They used alongitudinally vibrating load train to stimulate a
rectangular-shaped bar specimen to bending vibrations.A static force was superimposed to the vibration. Thisserved to investigate the cyclic bending fatigue propertiesof TiAl at a load ratio of R = 0.4. Lifetimes could be mea-sured in the regime between 106 and 1010 cycles, whichdemonstrated the feasibility and applicability of the
developed method.Backeet al.39 designed a load train to perform ultra-sonic three-point bending fatigue tests with carbonbre-reinforced polymer. Their experiments demon-strated the applicability of the ultrasonic testing methodfor testing polymer material. A rectangular bar was stim-ulated to transversal resonance vibrations superimposedto a static bending load, which led to load ratios between0.29 and 0.49. The experiments were performed withinfrared control of the specimens temperature andmeasurement of specimens movement using laser
vibrometry. Delamination of samples was used as failurecriterion, and lifetimes were measured up to 109 cycles.
F A T I G U E T E S T I N G I N D I F F E R E N T
E N V I R O N M E N T S
The fatigue properties of materials are strongly affectedby the temperature and by possible chemical processesinitiated by the environment. Even humid air as the mostfrequently used environment to perform fatigue testsmust be considered as chemically active for several mate-rials. It has already been attempted in earlier ultrasonicliterature to perform measurements under different
environmental conditions. Corrosion fatigue studies40and studies in liquid nitrogen41 and at elevated tempera-tures42 have been performed several decades ago. Inrecent works, it has been pursued to extend furtherultrasonic testing to very high temperatures under well-controlled environmental conditions and using advancedexperimental setups.
Testing at very high temperatures
Yi et al.43 performed ultrasonic fatigue tests with aNi-based superalloy single crystal at 1000C. The
specimens were heated with an induction coil using aninfrared pyrometer to monitor their temperature. SNdata in the regime from 5105 to 5108 cycles couldbe generated in this way. Failures were found above108 cycles. The crack was initiated preferentially subsur-face at carbides. The cracks propagated on octahedralslip planes in the ultrasonic tests, which are differentfrom crack growth perpendicular to the maximumtensile stress found in high-temperature tests at lowerfrequencies.
8 H. MAYER
2015 Wiley Publishing Ltd. Fatigue Fract Engng Mater Struct, 2016, 39, 329
7/25/2019 Mayer-2016-Fatigue & Fracture of Engineering Materials & Structures (1)
7/27
Furuyaet al.44 performed ultrasonic fatigue tests with asingle-crystal superalloy at 1000C and with heat-resistant steel 12Cr-2W at 650 C. Induction heating ofthe specimen and control of temperature via infraredthermography are used. Single crystals were tested at loadratio R = 0 in the regime between 107 and 5 108 cycles.
Measured lifetimes agreed closely with the data obtainedfrom conventional fatigue tests. Tests of 12Cr-2W at loadratio R=1 similarly showed good coincidence to mea-surements performed at lower frequencies. Both materialsdo not show a fatigue limit, indicating the need to performfatigue tests to obtain resilient VHCF data.
Inuence of humidity
Fatigue crack growth tests with the aluminium alloys2024-T3 and 7075-OA (i.e. 7075 in overaged condition)have been performed by Holper et al.45,46 with servo-hydraulic equipment at 20 Hz and ultrasonic equipment
at 20 kHz. Experiments were performed in ambient air
and in vacuum at load ratios R =1, R=0.1 and R=0.5.The two materials had been chosen to represent alumin-ium alloys with different slip characteristics. 2024-T3contains shearable precipitates that promote acrystallographic crack path. Precipitates in 7075-OA arenon-shearable, which favours a more homogeneous
deformation leading to a more planar fracture surface.Figure 6 shows the measured crack propagation ratesfor both materials in vacuum (a, b) and in ambient air(c, d).45 Near-threshold fatigue crack growth rates in
vacuum agree closely at 20 Hz and 20 kHz. Thresholdstress intensities at a limiting growth rate of 1010 mper cycle coincide within the range of scatter at the threeload ratios for both materials. Mean growth rates of1012 m per cycle could be measured testing 7075-OAin vacuum at ultrasonic frequency. Such low growth ratesare hardly accessible in conventional fracture mechanicsfatigue tests, which underlines a strong advantage of ul-trasonic testing. In ambient air, humidity causes chemical
processes with the newly formed surfaces at the crack tip
(a)
(b)
(c)
(d)
Fig. 6Fatigue crack growth at load ratios R = 1, R = 0.05 and R = 0.5 in 2024-T3 in vacuum (a), in 7075-OA in vacuum (b), in 2024-T3 in
ambient air (c) and in 7075-OA in ambient air (d). Solid symbols refer to servo-hydraulic experiments at 20 Hz, and open symbols refer to ul-
trasonic experiments at 20 kHz cycling frequency.45
R E C E N T D E V E L O P M E N T S I N U L T R A S O N I C F A T I G U E 9
2015 Wiley Publishing Ltd. Fatigue Fract Engng Mater Struct, 2016, 39, 329
7/25/2019 Mayer-2016-Fatigue & Fracture of Engineering Materials & Structures (1)
8/27
that accelerate crack growth and decrease the thresholdstress intensity. The time governing process is the timefor water molecules to diffuse to the crack tip.46 Nearthreshold fatigue crack growth in aluminium alloys atultrasonic frequency is affected by air humidity.47 How-ever, at ultrasonic frequency, the crack is not open suf-
ciently long to enable a full environmental effect.
45,4850
This explains the lower crack propagation rates at20 kHz compared with 20 Hz in ambient air for both al-loys. The largest difference is found for load ratioR =1. With the increasing load ratio, the crack staysopen for an extended portion of the load cycle, water
vapour diffusion is possible for a longer time and, thus,the extrinsic frequency effect becomes smaller.
The experimental particularity of one end of the spec-imen vibrating freely in fully reversed ultrasonic tests al-lows inserting the specimen into an electron microscope.Geathers et al.51 performed fatigue tests with Ti6242 inan environmental scanning electron microscope. A load
train with the specimen mounted at one end wasdesigned to be placed into the environmental scanningelectron microscope chamber. Crack initiation at smallnotches and successive fatigue crack growth in differentcontents of water vapour and in vacuum were studied.Crack initiation was the earlier and crack growth rates
were the faster the higher the water vapour pressure.Additionally, the microstructure showed a strong inuenceon the progress of fatigue damage. Unfavourably orientedgrains for basal slip at the notch tip retard crack initiation,and grain boundaries decelerated or arrested cracks.
Corrosion fatigue testing
Wanget al.52 studied the effect of pitting corrosion onVHCF properties of aluminium alloy 7075-T6. Exposi-tion of the material to salt water led to an increasingnumber and depth of corrosion pits with longer exposureperiods. Cycling at low stress amplitudes showed that thecorrosion pits drastically reduce the crack initiation timeand thus lead to earlier failures.
Schnbauer et al.53,54 investigated environmental in-uences on crack initiation, small and long fatigue crackgrowth and fatigue lifetime in a 12%Cr martensitic steamturbine blade steel (403/410 steel, tensile strength
723767 MPa). Fatigue limits were lower in the presenceof chlorides and oxygen compared to air and deaeratedpure water. Fatigue crack growth rates in the near thresh-old regime, however, decreased in aqueous solutionsbecause of crack closure effects. The inuence of envi-ronmental surface degradation was investigated with arti-cially generated corrosion pits. Endurance tests andstudies of crack initiation and small crack growth showedthat corrosion pits can be treated as small cracks. Amethod was developed that enables the prediction of
the fatigue limit in the presence of corrosion pits. Themodel is applicable for different environments, stressratios and pit sizes.
V A R I A B L E A M P L I T U D E L O A D I N G
Cyclic loading of technical components occurs in manycases with VA rather than with constant amplitude(CA). In contrast to CA loading, information about thefatigue behaviour in the VHCF regime under VA loadingconditions is very limited. Requirements for the reliabil-ity of machines and structures make it necessary toperform tests with VA and to accumulate informationon how to predict VA lifetimes from CA data. Studiesof lifetimes and fatigue crack growth under VA cyclingat load ratio R =1 applying ultrasonic fatigue techniquehave been performed since several decades.21,55 Themethod to perform ultrasonic VA tests is to vary the
vibration amplitudes of successive pulses according to apre-determined VA sequence. Recently, a method tosuperimpose varying static loads to a varying ultrasonic
vibration has been developed that allows to perform VAtests at constant load ratios other than R =1.56
Testing principle
The concept of ultrasonic CA and VA tests is illustratedin Fig. 7.
In CA tests, the vibration amplitude of successivepulses is kept constant. If experiments are performed
with mean loads (load ratios other than R =1), thesuperimposed force is adjusted at the servo-hydraulic orelectromechanical load frame prior to the test and staysconstant throughout the experiment (Fig. 7a).
In VA tests without mean loads (at load ratio R =1)or with a constant mean load, the vibration amplitudeof successive pulses is adjusted according to a pre-determined repeat sequence (Fig. 7b). Computer controlis needed to determine the load sequence and to measure,classify and store all load amplitudes during the test.
In VA tests at constant load ratio, the vibration ampli-tude of successive pulses as well as the preload is adjusted
according to a pre-determined repeat sequence (Fig. 7c).During a pulse, both the nominal vibration amplitudeand the preload are kept constant, whereas both changein successive pulses. For this purpose, computer controlis needed, which performs the following procedure illus-trated in Fig. 7c.
1 The load frame is set to the corresponding preload cal-culated from the ultrasonic amplitude of the upcomingpulse, the load ratio and the specimens cross-sectionalarea, in a ramped movement within a pre-congured
10 H. MAYER
2015 Wiley Publishing Ltd. Fatigue Fract Engng Mater Struct, 2016, 39, 329
7/25/2019 Mayer-2016-Fatigue & Fracture of Engineering Materials & Structures (1)
9/27
transition time (tTransition). A settling period (tSettle) isallowed to avoid overshoot, after which the actual pre-
load level and the frames operational state are checkedfor successful completion.
2 The specimen is excited to ultrasonic vibrations overthe time period tPulseafter which the vibration ampli-tude diminishes over tDecay. Vibration amplitudes areregistered in real time with computer-based data ac-quisition over tPulse+ tDecay. The acquired vibrationamplitudes are counted and classied into classes of
width of 0.1% of the maximum amplitude. This allowsdamage accumulation calculations with the actuallymeasured rather than with a theoretical distributionof load amplitudes.
3 The procedure starts over at step (1). It is ensured that
the correct preloading force is reached before thepulse is initiated and that no changes in preload occuras long as load cycles are counted.
Experimental results
Very high cycle fatigue properties of bainitic high-carbonchromium steel 100Cr6 (SAE 52100, JIS SUJ2) werestudied under VA loading conditions with a cumulativefrequency distribution of stress amplitudes similar to a
Gauss distribution.57 Ultrasonic VA fatigue tests wereperformed at different maximum stress amplitudes of
the random sequence yielding mean fatigue lifetimesbetween 107 and 1010 cycles. Surface crack initiation atgrinding marks and internal crack initiation at Al2O3in-clusions were observed. In the HCF regime, specimens
with surface crack initiation showed lower lifetimes thanthose with internal initiation, whereas the opposite wasfound in the VHCF regime. CA experiments have beenperformed in the regime of mean lifetimes between 105
and 109 cycles.58 SN data were approximated with twopower law functions of stress amplitudes and cycles tofailure in the HCF regime and the VHCF regime. Thestress amplitude with 50% probability to survive 109
cycles (i.e. the mean endurance limit at 109 cycles) was
used to extrapolate the SN curve above 109 cycles forthe purpose of linear damage accumulation calculations(Miner calculations). A damage sum of S = 0.44 was foundevaluating VA experiments in the HCF regime. Lineardamage accumulation calculations delivered damagesums as low as S = 0.016 in the VHCF regime. Whenmean VA fatigue lifetimes are above 109 cycles, more than99% of the stress amplitudes are at stress levels below themean endurance limit at 109 cycles. Their damaging effectis not appropriately considered in the Miner calculation.
(a)
(b)
(c)
Fig. 7Principle of pulsepause loading in an ultrasonic constant amplitude test (a), in a variable amplitude test with constant mean stress (b)
and in a variable amplitude test at constant load ratio (c).
R E C E N T D E V E L O P M E N T S I N U L T R A S O N I C F A T I G U E 1 1
2015 Wiley Publishing Ltd. Fatigue Fract Engng Mater Struct, 2016, 39, 329
7/25/2019 Mayer-2016-Fatigue & Fracture of Engineering Materials & Structures (1)
10/27
Numerous low load cycles at stress amplitudes that are
too low to cause failure in a CA test can lead to failure atlow damage sums. This could be demonstrated in two-step
VA tests with cast aluminium alloy 319-T759 and 0.15%Csteel.60 One detrimental effect of a great number of low load
cycles is to accelerate fatigue crack growth.59,60 However,
under certain conditions for the maximum load of a VA se-quence, benecial inuences of low load cycles, such as
prolonged lifetimes and stop of crack growth, could be doc-
umented.59,60 Because of their great number, deleteriousand benecial inuences of lowload cycles are especially im-portant in the regime of very long lifetimes, which under-
lines the necessity to perform VA tests in the VHCF regime.
Fitzkaet al.61 investigated the VHCF fatigue propertiesof spray-formed hypereutectic aluminium silicon alloyDISPAL S232-T6x under VA loading conditions. Exper-iments were performed at load ratio R =1 and compared
with CA tests.62 Figure 8 shows the measured fatigue life-times of DISPAL S232-T6x for CA and VA loading. Pre-diction of lifetimes using Miner linear damage accumulationcalculation and assuming fracture at damage sum S = 1 isshown in addition. The mean value of calculated fatiguelifetimes correlates reasonably well with measured meanlifetimes. However, some early fractures occurred wherethe crack was initiated at large voids or inclusions, whichare not adequately captured in the Miner calculation.
A fracture mechanics model was developed consider-ing defects at the crack initiation location (voids and in-clusions) as initial cracks. Lifetimes in CA and VA tests
were assumed to be the number of cycles necessary topropagate the crack to fracture. An adapted Paris law
for the propagation of (small) cracks was used, and
constant and exponent were tted for the best possibledescription of lifetimes in CA tests. In Fig. 9, the pre-dicted mean lifetime using the fracture mechanics modelfor an interior defect with areaCI
1/2= 91m, which wasthe largest found defect in the material, is shown with adash-dotted line. Additionally, predicted lifetime for an
interior defect with areaCI1/2
= 45
m, which is used torepresent the mean lifetime of all specimens, is shownwith a dashed line. Similar calculations were performedfor surface defects. Actually measured lifetimes were afactor of 0.4 lower than predicted for the highestmaximum stress amplitude, whereas prediction and mea-surement coincide for the lowest maximum stress ampli-tude. Large crack-initiating defects strongly reduce thefatigue lifetime. Early failures are most relevant for safecomponent design, and the crack propagation modelcan successfully predict the inuence of large defects.
Variable amplitude ultrasonic fatigue tests with thealuminium alloy 2024-T351 at load ratios R =1,
R = 0.1 and R = 0.5 in the HCF and VHCF regimes wereperformed at the authors laboratory.56 Figure 10 showsthe measured lifetimes for the three load ratios. Addition-ally, predicted lifetimes with Miner calculation assumingfracture at damage sum S=1 are shown. At R=1, adecreasing damage sum was found when mean lifetimes in-creased from the HCF regime to the VHCF regime. Atmean lifetimes beyond 1010 cycles, the damage sum in-creases again. At load ratios R=0.1 and R=0.5, meandamage sums decrease with increasing lifetime. Damagesums are inuenced by the load ratio and can be signi-cantly different in the HCF and VHCF regimes. This
Fig. 8 Fatigue lifetimes of DISPAL S232-T6x measured in con-
stant amplitude (CA, squares) and variable amplitude (VA, circles)
tests, respectively. The solid lines approximate measured data; the
dashed line shows the predicted lifetimes with Miner calculation as-
suming fracture at damage sum S = 1.61
Fig. 9Fatigue lifetimes of DISPAL S232-T6x under variable am-
plitude loading conditions: The solid line approximates all measured
data; the dashed line shows the predicted mean lifetimes for all spec-
imens using a fracture mechanics model assuming a defect with
areaCI1/2 = 45 m; the dash-dotted line shows the predicted lifetime
for a specimen with a large interior defect with areaCI1/2 = 91 m.61
12 H. MAYER
2015 Wiley Publishing Ltd. Fatigue Fract Engng Mater Struct, 2016, 39, 329
7/25/2019 Mayer-2016-Fatigue & Fracture of Engineering Materials & Structures (1)
11/27
underlines the need for the accelerated ultrasonic fatiguetesting method for proper fatigue characterization ofmaterials intended for use in VHCF applications.
Mller and Sander63 investigated cyclic properties ofthe low-alloy steel 34CrNiMo6 in two-step block loading
tests. The high loads were by a factor of 1.1 or 1.2, re-spectively higher than the VHCF endurance limit, andthe low loads were lower by a factor of 0.9. The numberof low load cycles in the two-step sequence was higher bya factor of 1, 10 and 100 than the number of high load cy-cles. Measured lifetimes were compared with predictionsusing the Miner rule. For two-step loadings with the highload being factor 1.1 above the VHCF endurance limit,the Miner rule was found to be an appropriate approachto predict lifetimes. For the high load at a factor 1.2above the VHCF endurance limit, high number of lowload cycles led to shorter lifetimes than predicted.
C Y C L I C T O R S I O N L O A D I N G
Fatigue studies, notably in the VHCF regime, are mainlyperformed under cyclic tensioncompression, cyclic ten-sion or rotatingbending loading. Knowledge about
VHCF under cyclic torsion loading is very limited, al-though several technical components are predominantlyloaded in this way. Drive shafts, coil springs or balls and
rings in bearings are subjected to very high numbers ofshear stress amplitudes in service. No reliable method ex-ists for predicting the VHCF properties under cyclic tor-sion loading from the materials axial cyclic properties.
Moreover, actual components may be surface treated,which may affect cyclic torsion and cyclic tension in a dif-
ferent way. It is necessary for engineering applications aswell as for material development to gather fatigue dataand to study the failure mechanisms for high numbersof shear loads in an efcient way. Accelerated torsionfatigue testing with the ultrasonic testing method istherefore of great interest.
Fully reversed cyclic torsion loadingTest method
The ultrasonic torsion fatigue testing method has been de-veloped at the authors institute.24,64 First experimentswere performed with 2024-T3 aluminium alloy.64 In a sec-
ond work, the cyclic properties of zirkonia were tested.24The ceramic tubes were fatigued under cyclic torsion load-ing in one series and with static compression stresssuperimposed to cyclic torsion in another test series.
The working principle of the ultrasonic torsion fa-tigue testing equipment employed is as follows: An ultra-sonic torsion converter generates twist oscillations andcouples torsion waves into one end of the load train. Allcomponents of the load train must be designed appropri-ately to allow the formation of a standing wave at 20 kHz,
which is the resonance frequency of the ultrasonic tor-sion converter. Besides the ultrasonic converter, the load
train consists of a mounting part, an ultrasonic horn andthe specimen. The mounting part is an approximatelycylindrical component, where the vibration node in itscentre serves to mount the whole load train. The ultra-sonic torsion horn serves to magnify the rotational oscil-lation. The specimen is hourglass shaped to increase thecyclic shear strain amplitude to a magnitude high enoughto initiate cracks and to propagate them to fracture.
Design principles for the components of the load trainare based on the propagation of shear waves along the barsof different polar momentum. The lengths of all compo-nents of an ultrasonic torsion load train are signicantlysmaller than in a cyclic tensioncompression or cyclic ten-
sion load train, because shear waves are shorter and moresensitive to changes of cross sectionthan longitudinal waves.
The design method and a layout capable of performing ul-trasonic torsion fatigue tests are described in Refs. [64,65].
Control of vibration amplitude and resonance fre-quency and the way to perform tests in pulsepause modeare similar in ultrasonic torsion and ultrasonic axial load-ing fatigue tests. The same test generator and ultrasonicampliers are used. However, different vibration gaugesare necessary for measuring rotational and axial
Fig. 10Variable amplitude fatigue data of Al 2024-T351 for load ra-
tio R = 1 (squares), R = 0.1 (circles) and R = 0.5 (triangles), respec-
tively: The dashed lines show the predicted lifetimes with Miner
calculation assuming fracture at damage sum S = 1.56
R E C E N T D E V E L O P M E N T S I N U L T R A S O N I C F A T I G U E 1 3
2015 Wiley Publishing Ltd. Fatigue Fract Engng Mater Struct, 2016, 39, 329
7/25/2019 Mayer-2016-Fatigue & Fracture of Engineering Materials & Structures (1)
12/27
movement, respectively. Additionally, the power controlof the ultrasonic system has to be adjusted to the different(torsional or axial) converters.65
Experimental results
Akiniwaet al.66 performed ultrasonic torsion fatigue testswith an oil-tempered SiCr spring steel (JIS G3561,SWOSC-V). Fatigue data were measured in the regimebetween 105 and 109 load cycles and were compared tocyclic tensioncompression data. The ratio of fatiguestrength under torsional and axial loading at the samenumber of cycles was about 0.68 and was similar in theHCF and VHCF regimes. Cracks were initiatedsolely at the surface and were initially growing in mode II(i.e. in maximum shear direction, either parallel or perpen-dicular to the specimens length axis). At greater lengths,cracks propagated in mode I (i.e. 45 to the specimenslength axis, perpendicular to the maximum tensile stress).
No internal inclusion-induced failure was observed. Thiswas attributed to the very small maximum inclusion sizein the investigated steel. Additionally, the specimens hadbeen electropolished to remove surface residual stresses,
which facilitated surface crack initiation.Cyclic torsion and cyclic tensioncompression fatigue
properties of mild steel (0.15%C, C15E, 1.1141) were in-vestigated in the authors laboratory.60,67 SN curves un-der both loading conditions showed a pronouncedchange of slope at about 107 cycles. Above 108 cycles,failures are very rare, indicating the existence of a fatiguelimit. With 50% fracture probability at 109 cycles, the ra-tio of cyclic torsion and cyclic tensioncompression fa-tigue strength was 0.60. Surfaces of specimens that didnot fail in the fatigue tests were studied in a scanningelectron microscope. Figure 11 shows a fatigue crack
visible on the surface of a runout specimen. Pronouncedslip activity in the direction of maximum shear stress ini-tiated a crack. However, the crack did not propagate tofailure within 109 cycles. The fatigue limit in mild steelis therefore associated with a non-propagating conditionfor fatigue cracks rather than with a non-initiating
condition.Xue and Bathias68 developed an interesting alternativeway to generate torsional ultrasonic vibrations. They usedan axial vibrating ultrasonic fatigue system to stimulate anappropriately designed load train to rotational resonance
vibrations. With this method, they studied two steels:ferriticpearlitic steel D38MSV5S (tensile strength878MPa) and martensitic bearing steel 100C6 (tensilestrength 2300MPa). Both steels did not show a fatiguelimit, and several failures were found even above 109 cy-cles. Fatigue cracks were initiated at the surface, at internalinclusions and internally without the presence of inclu-sions. Ultrasonic cyclic torsion tests with D38MSV5S
were compared with similar tests performed at 35 Hz,and comparable lifetimes were found in the HCF regime.
Schuller et al.69 investigated VDSiCr spring steel(tensile strength 1750 MPa) with a shot-peened surface(residual surface compression stresses prior to testing be-tween 670 and 710 MPa). They performed cyclic torsiontests at load ratio R =1 and axial loading fatigue tests atload ratios R =1, R = 0.1 and R = 0.5. No VHCF failures
were found in cyclic torsion experiments, but specimenseither failed below 106 cycles or survived 109 cycles ormore. In contrast, VHCF failures from internal inclu-sions as well as from the surface were found for axial
loading at the three load ratios. The ratio of VHCFstrength under cyclic torsion and cyclic tensioncompression was 0.86. Surface compression residualstresses were found to be stable under cyclic axial loading,
whereas they were reduced under cyclic torsion loading.Considering the actual residual stresses after cycling andthe mean stress sensitivity of the material, cyclic torsionfatigue strength could be well calculated from the cyclicaxial loading fatigue strength.
Shimamura et al.70 investigated the cyclic torsion fa-tigue properties of carburized and non-carburizedSCM420H steel (tensile strength 1200 MPa, carburizedsurface layer with hardness 817HV). Fatigue cracks were
initiated at the surface, forming initially mode II cracksfor both surface conditions. At greater lengths, the crackspropagated in mode I. Carburizing led to longer mode IIcracks and an increase of cyclic torsion strength by morethan 50%.
The inuences of inclusion type (i.e. oxide type in-clusions or MnS inclusions) on cyclic torsion fatigueproperties of high-carbon chromium steel JIS-SUJ2
were studied by Sandaiji.71 Surface crack initiation aswell as interior inclusion crack initiation was found
Fig. 11 Non-propagating fatigue crack visible on the surface of a
0.15% C specimen after cyclic torsion loading close to the fatigue
limit (a = 159 MPa): no failure after 1.0 109 cycles. Specimens
length direction is from top to bottom, that is, maximum shear
stresses from top to bottom and from left to right. 60
14 H. MAYER
2015 Wiley Publishing Ltd. Fatigue Fract Engng Mater Struct, 2016, 39, 329
7/25/2019 Mayer-2016-Fatigue & Fracture of Engineering Materials & Structures (1)
13/27
testing shot-peened specimens in the VHCF regime. Ifthe fatigue crack initiated at an oxide inclusion,debonding between inclusion and matrix was observed.
The initial crack starting at these inclusions grew inmode I. In contrast, fracture of MnS inclusions started
with shear mode fracture of the particle forming an ini-
tial crack parallel to the maximum shear stress. Outsidethe MnS inclusion, the fatigue crack further grew inmode I.
Cyclic torsion loading at positive load ratios
Fully reversed cyclic torsion testing does not adequatelyreproduce actual in-service loading of several technicalcomponents. Drive shafts, coil springs and bearing com-ponents are loaded predominantly with cyclic shearstresses superimposed to a static shear load. Valve springsin combustion engines, for example, are preloaded. Thisleads to a static torsion load superimposed to cyclic
torsion and typical load ratios between R = 0.3 and 0.5.An existing method that was recently used to study theVHCF properties of coil springs with preloads is to testa great number of springs in parallel in one testframe.7274 The cycling frequency of maximum43Hz73 however means that VHCF tests require longtesting times. Ultrasonic torsion fatigue testing at highload ratios offers an interesting time-saving alternativeto this conventional test method.
Test method
A method to perform ultrasonic torsion fatigue tests atdifferent load ratios was developed in the authorslaboratory.75 Static torsion loads are superimposed tothe ultrasonic torsion vibration, which allows testingup to high load ratios. The mechanical setup and the ul-trasonic load train are shown in Fig. 12. An ultrasonicconverter (1) generates circumferential vibrations. Allcomponents of the load train are designed to have reso-nance length for circumferential vibrations at the testingfrequency of about 20 kHz.64,65 Both ends of each com-ponent twist in opposite directions, and a vibration nodeis formed in the centre. The node in the centre of theupper mounting part (2) serves for rigid mounting of
the load train without damping the vibration. Ultrasonichorns (3) with decreasing cross sections along theirlengths serve to increase the vibration amplitude. The
vibration amplitude at the coupling of ultrasonic hornand specimen is measured with a vibration gauge (4),
which is an adapted induction coil. The specimen (5)has two threads for attaching it on both sides to theultrasonic horns (3 and 6). The rotating disc, which isguided by a ball bearing, and the lower mounting part(7) serve to introduce a static torque into the load train
without in
uencing the circumferential vibrations. Astatic force is applied to the rotating disc by means ofweights, which generate the correct static torque toperform the cyclic torsion experiment at the desired loadratio.
Static as well as cyclic shear strains are measured witha strain gauge in the centre of the specimen. The vibra-tion amplitude of one specimens end is measured andserves to control the experiments. The proportionalfactor between vibration amplitude and strain amplitudeis calibrated prior to actual tests.
Experimental resultsVDSiCr spring steel in patented and oil-quenched condi-tion (tensile strength 1980 MPa) was investigated underultrasonic torsion fatigue loading at load ratios R = 0.1,R = 0.35 and R = 0.5.75The material is, for example, usedin the form of wires for coil valve springs in engines. Veryhigh numbers of torsional load cycles are superimposedto a static torsional load because of the preloading ofthe spring. Specimens were tested with shot-peenedsurfaces to reproduce the surface conditions of actual
Fig. 12 Mechanical setup and load train for ultrasonic cyclic tor-
sion tests with superimposed static torsion load: (1) ultrasonic
converter, (2) upper mounting part, (3) and (6) ultrasonic horns,
(4) vibration gauge, (5) specimen and (7) rotating disc and lower
mounting part.75
R E C E N T D E V E L O P M E N T S I N U L T R A S O N I C F A T I G U E 1 5
2015 Wiley Publishing Ltd. Fatigue Fract Engng Mater Struct, 2016, 39, 329
7/25/2019 Mayer-2016-Fatigue & Fracture of Engineering Materials & Structures (1)
14/27
valve springs (residual surface compression stresses priorto testing between 620 and 730 MPa).
Figure 13 shows the measured fatigue lifetimes at thethree load ratios as a function of shear stress amplitude.Dashed lines indicate 50% fracture probability at 5 109
cycles. A pronounced inuence of load ratio on the mea-
sured fatigue data is apparent. That is, the S
N curves areshifted towards lower torsion stress amplitudes with theincreasing load ratio. Mean cyclic strength at load ratioR = 0.5 is 63% of the cyclic strength at R = 0.1 and 77%at R = 0.35, respectively.
Fatigue cracks leading to failures in the VHCF regimeare initiated internally in the matrix or, less frequently, atthe surface. Figure 14 shows the surface and the fracturesurface of a specimen that failed in the VHCF regime. Ash-eye fracture surface is visible with a rough area at thestarting place of the fatigue crack. The crack is initiatedin the matrix, and no second-phase particle is found atthe crack initiation location.
Failures in the VHCF regime are found after cyclictorsion loading at load ratio R= 0.1 and R = 0.35, whereasspecimens either fail below 107 cycles or do not fail at
load ratio R = 0.5. Measurements of surface residual com-pression stresses in runout specimens showed that theyare reduced to about 60% of their initial value afterloading with R = 0.1 and R = 0.35 and to about 30% afterloading with R = 0.5. The considerably reduced compres-sion residual stresses at R = 0.5 facilitate surface crack ini-
tiation, and specimens either fail from the surface in theHCF regime or do not fail at all.
D A M A G E M O N I T O R I N G
Fatigue lifetime is determined by an initiation period,where cyclic plasticity leads to the formation ofmicrocracks followed by a crack growth period, wherethe rst short and then long cracks propagate tofracture. Crack propagation leads to an increase ofspecimens compliance and to a reduction of itsresonance frequency, which can be used as a criterion
for specimen failure. However, a pronounced drop ofthe resonance frequency occurs relatively late in thefatigue lifetime, when long cracks are present. Monitor-ing methods delivering indications for fatigue damageearlier in the fatigue life have been developed recently.One attempt is to measure (local or global) specimentemperature. Cyclic plastic deformation produces heat,and temperature increase can be correlated to the cyclicplastic deformation. Another approach is to analyze the
vibration properties of the specimen, that is, the second-order harmonics, the eigenmodes or the extremely small
variations of resonance frequency due to forming of
initial cracks. These vibration properties are affectedby plasticity and by the formation of cracks and cantherefore be used to detect microstructural changes.
Thermal analysis
Cyclic plastic deformation in an ultrasonic fatigue testleads to an increase of the specimens temperature.
Temperature measurements had rst been used byPapakyriacou et al.76 to quantitatively determine the cy-clic plastic strain amplitude over the fatigue lifetime inan ultrasonic experiment. Temperature increase duringa certain number of load cycles was measured with
thermocouples. They were embedded in thermopasteand mounted at the surface of the specimen in the areaof maximum stress. Resolution of temperature measure-ment with thermocouples was 0.1 C. Supplementalmeasurements with a high-speed infrared camera showedspecimen surface temperatures similar to those measured
with thermocouples. The cyclic plastic strain amplitude,pl, was calculated with the temperature increase Tduring one ultrasonic pulse consisting of N cycles.
Assuming that cyclic plastic deformation is the sole
Fig. 13SN data of shot-peened VDSiCr spring steel for cyclic tor-
sion loading at load ratios R = 0.1 (black symbols), R = 0.35 (red sym-
bols) and R = 0.5 (blue symbols), respectively. Triangles indicate
surface crack initiation, circles refer to interior crack initiation in
the matrix and open circles with arrows show runout specimens.
Dashed lines indicate 50% fracture probability at 5 109 cycles at
the respective load ratios.75
16 H. MAYER
2015 Wiley Publishing Ltd. Fatigue Fract Engng Mater Struct, 2016, 39, 329
7/25/2019 Mayer-2016-Fatigue & Fracture of Engineering Materials & Structures (1)
15/27
reason for temperature increase of the specimen, plcan
be evaluated using the following Eq. (1):
pl cT
N; (1)
where is the mass density of the material,cis the specicheat capacity and is the stress amplitude. Plastic strain am-plitudes versus the numbers of cycles were determined forannealed and cold worked commercially pure (c.p.) niobiumand tantalum.76 Cyclic softening, followed by cyclic
hardening, was found for c.p. Ta, whereas c.p. Nb solely
showed cyclic softening. Cyclic plastic strain amplitudes wereabout one decade larger in c.p. Ta than in c.p. Nb. Greaterplastic strain amplitudes and consequently higher plasticstrain rates served as argument why frequency inuences onfatigue lifetimes were found in c.p. Ta but not in c.p. Nb.77
Zettlet al.78 investigated HCF and VHCF properties of0.6%C carbon steel using the method described earlier.76
Endurance tests showed a pronounced fatigue limit of thismaterial with no failures above 1.5 107 cycles. Figure 15shows a specic behaviour of the cyclic plastic strain
Fig. 14Interior matrix crack initiation after cyclic torsion loading ata = 572MPa and load ratio R = 0.1, 3.6 109 cycles to failure.75
R E C E N T D E V E L O P M E N T S I N U L T R A S O N I C F A T I G U E 1 7
2015 Wiley Publishing Ltd. Fatigue Fract Engng Mater Struct, 2016, 39, 329
7/25/2019 Mayer-2016-Fatigue & Fracture of Engineering Materials & Structures (1)
16/27
amplitude cycling at stress amplitudes close to the endur-ance limit of 340 MPa. Cyclic softening is observed at lownumbers of cycles, which starts the earlier the higher thestress amplitude. After the cyclic plastic strain has reacheda maximum, cyclic hardening is observed. Cyclic hardeningmay continue to up to 109 cycles at stress amplitudes belowthe endurance limit. At a cyclic stress slightly above the en-
durance limit, the specimen failed during cyclic hardening.
Wagner et al.79 studied the change of specimenstemperature during fatigue cycling with a thermocamera.
Temperatures at the surface of cast aluminium and oflow-alloy steel specimens were investigated while cyclingspecimens in the HCF regime. A sudden increase of tem-perature was found at the very end of fatigue life. This is
interpreted as the initiation of a fatigue crack. Based onthis observation, it is concluded that more than 92% ofthe fatigue life is spent to initiate the crack.
Krewerthet al.80 usedin situthermography to monitorthe progress of fatigue damage in AlSi7Mg-T6 castaluminium alloy (same as A356-T6). Using a high-resolution thermocamera, surface and internal crackinitiations predominantly at porosities could be moni-tored. Crack initiation location and crack path could be
visualized because of local temperature changes. Addi-tional fatigue tests in the HCF regime were performedat 105Hz cycling frequency, which showed lifetimescomparable with the ultrasonic tests.
Analysis of vibration properties
It has been shown by Kumaret al.81,82 that analysis of thenonlinearity in the signal of the ultrasonic vibrationgauge may be used to detect fatigue damage. Consideringthese results, a computer system and a signal processingelectronic component were developed at Physics BOKU
Vienna to analyze the vibration and to determine theresonance frequency with high precision.26
A portion of each pulse of about 100 ms (Fig. 16, tShot)is fed to computer-based data acquisition at a rate that issufciently high for true representation of second-orderharmonics at around 40 kHz in subsequent fast Fourier
Fig. 15Plastic strain amplitude versus number of load cycles in 0.6%
C steel at stresses above andbelow theendurance limit of 340MPa.78
Fig. 16Fast Fourier transform-based monitoring of fatigue damage and resonance frequency.26
18 H. MAYER
2015 Wiley Publishing Ltd. Fatigue Fract Engng Mater Struct, 2016, 39, 329
7/25/2019 Mayer-2016-Fatigue & Fracture of Engineering Materials & Structures (1)
17/27
transform. The nonlinearity parameter relates thechanges in power spectral density A2 of the secondharmonic oscillation to the respective value A1 of theresonance vibration as shown in Fig. 16 (bottom panel):
A2 2 A1: (2)
While A2 changes over the course of an experimentbecause of the progress of fatigue damage in the speci-men, the amplitude A1 of the resonance vibration ataround 20 kHz remains unchanged, as it is proportionalto the process control variable of the ultrasonic fatiguetesting system. The relative measure rel = /0quantiesEq. (2) at a specic number of cycles to the nonlinearityparameter determined during the rst few pulses 0(i.e. nonlinearity parameter of the virgin specimen).
Additional means forin situanalysis of the specimensvibration properties are provided by monitoring its reso-nance frequency. The high control accuracy of resonance
frequency together with the high resolution of the powerspectrum allows detecting changes of resonance fre-quency with an accuracy better than 0.1 Hz. Changes ofthe resonance frequency can then be related to micro-structural changes. That is, decrease of resonance fre-quency indicates an increase of specimens compliance.Because resonance frequency is also sensitive to thespecimens temperature, the specimen must be kept atconstant temperature within relatively close limits(typically within 0.4 C).
Analysis of vibration properties has been performedwith the spray-formed hypereutectic aluminium silicon
alloy DISPAL
S232-T6x.
61
Figure 17 shows the evo-lution of the vibration properties versus load cycles fora specimen that was cycled at/2 = 162 MPa and loadratio R =1 and failed in the VHCF regime after
1.3109 cycles. From the very beginning, a slight butmonotonic increase in rel is visible. While the increaseis small at rst, after around 50% of the lifetime, theslope steepens notably. It is only a few thousand cyclesbefore the end of the experiment that relincreases dra-matically and the specimen fails. Decrease of resonance
frequency starts from the beginning of the experiment.A continuously decreasing frequency is visible up toVHCF regime, when specimen failure occurs. With thetemperature of the ultrasonic system remaining constant,decrease of resonance frequency can be attributed to anincrease of compliance because of cracking. Progress offatigue damage in the VHCF regime in this spray-formed material may therefore be interpreted as anincrease in number and length of fatigue cracks.
Kumar et al. were the rst to use the nonlinearityparameter for correlation with the fatigue damage in a
wrought aluminium and a nickel alloy81 and in a castaluminium alloy.82 They found thatrelis more sensitive
to the initiation and growth of a fatigue crack than reso-nance frequency. The nonlinearity parameter was used todetect the proportions of the fatigue life spent for crackinitiation and small and long crack growth.
Heinz et al.83 performed ultrasonic fatigue tests withTi6Al4V up to 1010 cycles and studied the progress offatigue damage with 3D laser scanning vibrometry.
The oscillation velocity in three dimensions at severalpoints within a grid on the specimens surface wasmeasured. Cyclic strain could be determined contactfree and was found to be comparable with strain gaugemeasurements and FEM simulations. Eigenmodes and
eigenfrequencies of the virgin specimen were deter-mined and compared with similar measurements aftercyclic loading of the specimen. Local changes in theeigenmodes could be used to localize the area wherefatigue failure occurred.
F U N D A M E N T A L S T U D I E S I N T H E V E R Y H I G H
C Y C L E F A T I G U E R E G I M E
Fatigue testing at ultrasonic frequency allows investigat-ing materials at numbers of cycles that are hardly accessi-ble with conventional testing techniques because of
excessive testing times. This gave recently new insightsinto the fatigue process of materials when materials arestressed with very high numbers of low load amplitudes.
Stanzl-Tschegg et al .84,85 performed fundamentalinvestigations on the progress of fatigue damage in poly-crystalline copper in the VHCF regime. Using cylindri-cal samples, the sinusoidal stress distribution along thespecimens length allowed studying the generation ofslip lines and persistent slip bands (PSBs) at differentcyclic strain amplitudes in one specimen. A minimum
Fig. 17 Nonlinearity parameter rel and change of resonance
frequencyfr versus number of cycles for a DISPAL S232-T6x
specimen that failed after 1.3 109 cycles.61
R E C E N T D E V E L O P M E N T S I N U L T R A S O N I C F A T I G U E 1 9
2015 Wiley Publishing Ltd. Fatigue Fract Engng Mater Struct, 2016, 39, 329
7/25/2019 Mayer-2016-Fatigue & Fracture of Engineering Materials & Structures (1)
18/27
stress amplitude of about 63 MPa is necessary to gener-ate PSBs in polycrystalline copper within 2 106 cycles(in the conventional sense of PSB threshold). Continu-ing cyclic loading beyond 1010 cycles, it was found thatPSBs are formed already at about 50% of the conven-tional PSB threshold.84,85 Weidner et al.86 investigated
the fatigue damage produced by more than 10
10
load cy-cles below the conventional PSB threshold in more detail.They characterize the damage by lamella of localized shearcontaining elongated dislocation cells, a pronounced sur-face roughening, the initiation of stage I cracks not onlyat the surface but also in interior grains and substantialgrain boundary displacements.
Stanzl-Tschegget al.85 also showed that the stress am-plitudes necessary to rupture a specimen are much higherthan those necessary to form PSBs or to initiate cracks.Stress amplitudes higher than 93 MPa (about 50% abovethe conventional PSB threshold) are necessary for failureof polycrystalline copper within 1010 cycles. Otherwise,
possibly initiated short cracks stop propagating, whichcan be well interpreted using a Kitagawa diagram.
Zimmermann and Jones87 observed surface roughen-ing and the evolution of intergranular as well astransgranular microcracks in runout specimens of purenickel. The cracks reached a length of approximately30m but did not propagate to fracture within more than109 cycles. Higher stresses are necessary to propagate acrack to fracture than to initiate cracks in pure Ni.
Moderate weight, limited space requirements and thecapability to work without cooling circuits make it possi-ble to set up an ultrasonic system quickly. Liu et al.32 de-
signed a portable ultrasonic fatigue instrument, whichwas installed at a high-brilliance X-ray beamline. Thinsheets of a single crystal Ni-based superalloy weremounted on a carrier specimen where a hole served to al-low the X-radiation to pass through. A small load frame
was designed that served to introduce a static preload.With this method, crack initiation and propagation couldbe studiedin situat load ratio R = 0.1. Information regard-ing the inuences of microstructure, compositional segre-gation and strain on initiation and successive crack growthcould be acquired byin situX-ray imaging.
Dngeset al.88 investigated crack initiation and earlycrack growth in the HCF and VHCF regime in stainless
steel X2CrNiMoN22-5-3 (equal volume fraction of50% of austenitic and ferritic phase). Plastic deforma-tion was found to start in the austenitic phase by activat-ing discrete slip bands. Slip can be transferred to theharder ferrite phase if well-oriented slip planes are pres-ent, and this transition often led to microcrack initiationin the ferrite phase. Initiation of a microcrack in the rstgrain and overcoming the rst structural barrier (grainor phase boundary) essentially determines HCF and
VHCF lifetime.
Istomin et al .89 investigated the evolution offatigue damage in the same duplex stainless steel
X2Cr2NiMoN22-5-3 using high-energy X-rays in abeamline. The diffracted X-ray radiation after transmis-sion through an hourglass-shaped ultrasonic fatiguespecimen was analyzed after different numbers of cycles
and at different locations of the specimen, which weresubjected to different cyclic strain amplitudes. It wasshown that fatigue damage started by forming slip bandsand subgrains in a few austenite grains, followed bydislocation pileup against phase boundaries, which trig-gered transgranular fracture in ferrite grains.
Krupp et al .90,91 investigated the role of themicrostructural barriers in duplex stainless steel
X2CrNiMoN22-5-3 in more detail. Ultrasonic fatiguetests revealed the existence of a real fatigue limit for thismaterial through experimental evidence. A model forthe number of cycles required to form a crack wasdeveloped. Once fatigue cracks are initiated, they do not
necessarily propagate to failure. Whether these cracks door do not lead to nal fracture depends on the barrierefciency to the following grain or phase boundary, thatis, the strength of the rst microstructural barrier.
C O M P A R I S O N O F U L T R A S O N I C A N D
C O N V E N T I O N A L F A T I G U E D A T A
A main question involved with accelerated testing iswhether the measured fatigue properties would besimilarly obtained using conventional testing methods
working at much lower frequencies. Fatigue tests with
servo-hydraulic equipment or rotating bending equipment,for example, are typically performed at cycling frequenciesin the range from 10 to 100 Hz. Moreover, technicalcomponents are typically stressed at cycling frequencies farbelow the ultrasonic range, and cycling frequencies used inconventional tests are much more comparable with thosepresent in actual applications.
Ultrasonic fatigue data may be different from the re-sults collected with conventional (servo-hydraulic, rotat-ing bending, reversed bending, resonant testing, etc.)equipment because of frequency effects as well as be-cause of the testing technique. Frequency inuencescan be divided into intrinsic strain rate effects and extrin-
sic time-dependent inuences of the testing environ-ment. Inuences of the testing technique may becaused by the way to control the experiments and byspecimen dimension requirements. Ultrasonic tests aretypically displacement controlled, where an increase ofcompliance after crack initiation leads to a decrease ofnominal stress.92 Specimens used in ultrasonic fatiguetests often have relatively small stressed volumes. Asmaller testing volume reduces the probability of en-countering large defects resulting in higher measured
20 H. MAYER
2015 Wiley Publishing Ltd. Fatigue Fract Engng Mater Struct, 2016, 39, 329
7/25/2019 Mayer-2016-Fatigue & Fracture of Engineering Materials & Structures (1)
19/27
cyclic strengths.9395 Differences between stress andstrain control and the size effects are well treated infatigue literature and will therefore not be furtherdiscussed. Rather, the overview will summarize possibledifferences between ultrasonic and conventional fre-quency data because of strain rate and environmental in-
uences. Data published after 1999 are included. Earlierwork is reviewed in Ref. [18].
Steels and cast ironMild steel
Tsutsumiet al.96 performed fatigue tests at 10 and 20 kHzwith annealed and cold worked 0.13%C steel (tensilestrength 370MPa) containing small holes. The fatiguelimit under fully reversed loading conditions is 23 to26% higher if measured at ultrasonic frequency ratherthan at 10 Hz. Near threshold fatigue crack propagationrates are lower, and plastic zone sizes are smaller in ultra-
sonic frequency tests. Crack paths show many slip bandsafter cycling in the conventional test and only veryfew bands after ultrasonic loading. An increase of yieldstress with increasing strain rate and reduced crack prop-agation rates serves to explain the higher cyclic strengthmeasured in the ultrasonic fatigue tests.
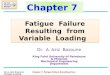
A comprehensive study of frequency inuences in0.15%C steel (JIS S15C, tensile strength 441 MPa) wasperformed by Guennec et al.97,98 Figure 18 shows SNcurves that were measured at four different frequenciesin the range between 0.2 and 140 Hz and at ultrasonicfrequency.97 The number of cycles to failure and the fa-
tigue limit stress were found to increase with increasingfrequency. In the regime from 0.2 and 140 Hz, the in-crease of cyclic strength can be explained with an increaseof yield stress with increasing strain rate, whereas the fre-quency inuence on ultrasonic tests is stronger. Studies
of dislocation structures and crack initiation mechanismswere performed.98 Clear differences, such as trans-granular crack initiation in the ferrite grains at cyclingfrequencies below 140 Hz and intergranular crack initia-tion at ultrasonic frequency, are found.
Fully reversed fatigue tests with 0.38%C steel (JIS
S38C, tensile strength 603 MPa) were performed at10Hz, 400Hz and 19.8kHz by Nonaka et al.99 Fatiguelimits at 10 and 400 Hz were comparable, whereas signif-icantly higher cyclic strength was measured at ultrasonicfrequency. Ductile fracture surfaces with striations wereobserved after fracture at 10 and 400 Hz. Fracture sur-faces obtained with ultrasonic cycling appear more brit-tle, striations are hardly visible and areas with cleavagefracture are present.
Notched (notch factor Kt= 2) and smooth specimensof ultrane grained steel with 0.15%C (15C-P, tensilestrength 926MPa) and 0.30%C (30C, tensile strength971MPa) were tested by Furuyaet al.100 at 150Hz and
20 kHz. The notched specimens showed similar lifetimesat both frequencies. Smooth specimens showed highercyclic strength in the ultrasonic tests. Additionally, fa-tigue cracks in these specimens were exclusively initiatedat the surface at 150 Hz, whereas internal crack initiationin the VHCF regime was found in ultrasonic tests.
Austenitic steel
Austenitic stainless steel tubes (AISI 904L, tensilestrength 657 MPa) have been studied in rotating bendingtests at 160200Hz and in ultrasonic tests at 20kHz by
Carstensen et al.101
In the range from 3 106
to 108
cy-cles, rotating bending and ultrasonic fatigue data areavailable, which show no inuence of cycling frequencyon measured lifetimes. Ultrasonic data had been mea-sured up to 1010 cycles. The slope of the SN curvestrongly changes at approximately 108 cycles, and failuresat greater numbers of cycles are very rare. This indicatesthe presence of an endurance limit, which is remarkableconsidering the face-centred cubic (fcc) lattice structureof the investigated metal.
High-strength steel
Furuya et al.102 investigated fatigue lifetimes of a low-alloy high-strength steel (JIS SNCM439, tensile strength1960MPa) at 100 Hz, 600 Hz and 20 kHz at load ratioR =1. Fatigue properties were found to be independentof cycling frequency. Fatigue crack initiation was mainlyfound at interior inclusions. Fine granular areas werefound at the crack initiation locations, and their sizes
were independent of cycling frequency. A spring steel(JIS-SUP7, tensile strength 1730 MPa) was tested byFuruyaet al.103 at 30 and 100 Hz under rotating bending,
Fig. 18 SN diagram of S15C steel tested at load ratio R = 1 for
several loading frequencies.97
R E C E N T D E V E L O P M E N T S I N U L T R A S O N I C F A T I G U E 2 1
2015 Wiley Publishing Ltd. Fatigue Fract Engng Mater Struct, 2016, 39, 329
7/25/2019 Mayer-2016-Fatigue & Fracture of Engineering Materials & Structures (1)
20/27
at 120 and 600 Hz under cyclic axial loading and at20 kHz with ultrasonic equipment. The different vol-umes subjected to high cyclic stresses in the respectivetests had a pronounced inuence on the measured SNcurve, whereas the inuence of the cycling frequency
was found negligible.
Kovacset al.
29
performed fatigue tests with martensitic12%Cr steel (X10CrNiMoV12-2-2, tensile strength1000 MPa) with an electromagnetic resonance testingmachine at 100 Hz and with ultrasonic equipment at20 kHz. Comparing fatigue lifetimes measured with bothmethods at load ratio R =1, similar results are reported.Both series of experiments showed preferential crack ini-tiation at the surface for failures below about 107 cycles,
whereas failures at higher numbers of cycles are causedby cracks initiating at internal inclusions.
Notched specimens of a high-carbon martensiticstainless steel (X90CrMoV18, tensile strength2220 MPa) were investigated by Schmidet al.104 Fatigue
tests were performed in ambient air at load ratio R = 0.1with an electromagnetic testing system at 150 Hz andwith ultrasonic equipment at 20 kHz. In the regime be-tween 105 and 108 cycles, similar fatigue lifetimes weremeasured with both methods. Moreover, both testingmethods showed crack initiation preferentially at surfacecarbides in the HCF regime and at internal carbides inthe VHCF regime.
Li et al.105 performed rotating bending tests, conven-tional axial loading tests at 95 Hz and ultrasonic tests at20kHz with high-carbon chromium bearing steel(GCr15, tensile strength 2300 MPa). Lifetimes found at
low and ultrasonic frequency under axial loading coin-cided well. In contrast, cyclic strength measured in rotat-ing bending tests was signicantly higher because of theeffect of testing volume. A comparable steel was alsotested by Marineset al.106 and by Akiniwa and Tanaka107
at low and ultrasonic frequency. Investigations withsmooth specimens,106,107 but also with notched speci-mens,107 did not reveal any inuence of testing frequencyon lifetimes.
Zhao et al.108 investigated fatigue lifetimes of high-carbon chromium bearing steel (GCr15) in rotatingbending tests at 52.5 Hz and in ultrasonic fatigue testsat 20 kHz. The material had been tempered at 150, 300,
450 and 600 C, respectively, which led to a tensilestrength between 2370 (150C) and 1040 MPa (600C).Fatigue lifetimes measured in both testing series coin-cided with the hardest material tempered at 150 C,
whereas prolonged lifetimes and a higher cyclic strengthwere found for the other three heat treatments. Loadingfrequency did not affect the failure mode. Change fromsurface crack initiation in the HCF regime to internalcrack initiation in the VHCF regime was found for tem-pering at 150 and 300C, whereas the softer versions
solely showed surface failures. An explanation for the fre-quency inuence is proposed in terms of dislocationmovement, with shorter travelling distances and smalleraccumulated damage at higher loading frequencies.
Cast iron
Wang and Bathias109 investigated fatigue lifetimes ofspheroidal graphite cast iron (tensile strength 510 MPa)at load ratios R= 1 and R=0 at cycling frequencies of25 Hz and 20 kHz. No fatigue limit was observed, butspecimens continued to fail above 107 cycles. Crack initi-ation in the VHCF regime was preferentially at interiormicroshrinkage cavities. They concluded that a verygood agreement was found between ultrasonic and con-
ventional fatigue test data.The inuence of cycling frequency on fatigue life-
times of high-strength austempered ductile iron (tensilestrength 1140 MPa) was investigated by Zhang et al.110
Fatigue tests were performed at load ratio R =1 with aresonance testing equipment working at 90 Hz and withultrasonic equipment at 20 kHz. In the HCF regime,similar SN curves were measured at low and ultrasonicfrequency. Similar crack initiation locations at graphitenodules or at shrinkage cavities were found for bothfrequencies, indicating no inuence of cycling frequencyon fatigue damage in this material.
Summary on steels
Based on the investigations described earlier, it can be
concluded that fatigue properties of low-carbon andmedium-carbon steels are sensitive to cycling frequency.Higher cyclic strengths are measured at ultrasonic ratherthan conventional frequency. Mild steel contains ferriteand pearlite, and cyclic plastic deformation in the HCFregime takes place in the softer ferrite. Cyclic plastic de-formation is smaller because of the increase of yieldstrength at high strain rates in ultrasonic tests. The dislo-cation structure in the ferrite grains as well as the crackinitiation is affected by frequency. Surface crack initiationoccurs in the ferrite grains at low frequency and prefer-entially at grain boundaries at ultrasonic frequency.
Laird and Charsley111 have very well predicted these
strong inuences of cycling frequency on fatigue damagein body-centred cubic metals. Shape changes of grainsdue to asymmetric gliding of screw dislocations in ten-sion and compression, which promotes intergranularcrack initiation and cleavage crack planes on fracturesurfaces, are the consequences of the high strain rates inultrasonic testing. In contrast, cyclic deformation of fccmetals, crack initiation and propagation and the associ-ated fatigue lifetime is assumed to be only weakly depen-dent on the strain rate.111 Consequently, measured
22 H. MAYER
2015 Wiley Publishing Ltd. Fatigue Fract Engng Mater Struct, 2016, 39, 329
7/25/2019 Mayer-2016-Fatigue & Fracture of Engineering Materials & Structures (1)
21/27
lifetimes of austenitic stainless steel were similar at lowand ultrasonic frequency.
High-strength steels (martensitic steels and martens-itic stainless steels) often do not show frequency inu-ences on measured fatigue lifetimes. A possible reason isthe very small plastic strain rate involved in cycling these
materials in the HCF and VHCF regimes. The fatiguelimits of steels with hardness below about 400HV in-crease approximately proportional to their hardness andconsequently proportional to their tensile strength.112
Steels with greater hardness show only a slight increaseof the cyclic strength with the static strength, if at all.112
Thus, the ratio of cyclic stresses leading to HCF andVHCF failures and static strength decreases with increas-ing strength. Very small cyclic plastic deformations andconsequently low plastic strain rates even at ultrasonicfrequencies are involved in cycling martensitic steels tem-pered at low temperatures, martensitic stainless steels orother high-strength steels in the HCF and VHCF re-
gimes. VHCF cracks in high-strength steels often startat interior inclusions. This failure mode is hardly inu-enced by cycling frequency, which may be attributed tothe very small cyclic plastic deformation involved.
Aluminium alloys
Fatigue lifetimes of AlZnMgCu1.5 aluminium alloy(similar to aluminium alloy 7075) with three differentheat treatments (AlZnMgCu1.5-T6, tensile strength645 MPa; AlZnMgCu1.5-T66, tensile strength 666MPa;
AlZnMgCu1.5-T64, tensile strength 570 MPa) were mea-
sured with ultrasonic equipment and with a resonant test-ing machine working at 100Hz.113 Fatigue data at loadratio R =1 are available in the regime between 105 and107 cycles for both frequencies. Similar lifetimes werefound testing at 100 Hz and 20kHz, indicating the absenceof a frequency inuence on fatigue damage for this alu-minium alloy. Ultrasonic tests up to 109 cycles showed thatno fatigue limit exists for the material with the investigatedheat treatments. Cyclic tension fatigue tests at load ratioR = 0.1 were performed with 2024-T351 aluminiumalloy.4 Fatigue tests in the range between 105 and 107 cyclesto failure delivered very similar mean lifetimes for tests
with a servo-hydraulic test frame at 810Hz and with
ultrasonic equipment at 20 kHz.Catonet al.5 investigated cyclic properties of W319-T7
cast aluminium alloy under cyclic tension compressionloading with ultrasonic and servo-hydraulic equipment.
Three different microstructures referring to differentcooling rates with low, medium and high secondary den-drite arm spacing and tensile strengths of 327, 225 and166MPa, respectively, were investigated. Fatigue data inthe range from 105 to 107 cycles are available at 40Hzand 20kHz cycling frequency and show no frequency
inuence on fatigue lifetime. Moreover, all three SNcurves clearly show an endurance limit. No failures above108 cycles were found although ultrasonic experiments
were continued until 109 cycles were reached.Fatigue properties of the hypereutectic aluminium
silicon alloy DISPAL S232-T6x in the HCF and VHCF
regimes have been studied at ultrasonic frequency byStanzl-Tschegget al.62 Experiments have been performedat room temperature and at 150C. The same material hasbeen tested at IWK Aachen, Germany, at 50Hz (20C)and at 140 Hz (150 C) in the HCF regime. Measured life-times in the HCF regime at low and ultrasonic frequencyare well comparable at both temperatures, and no inu-ence of cycling frequency on lifetime is found.
Zhuet al.49,50 investigated frequency inuences on fa-tigue lifetime of the cast aluminium alloy E319-T7. Fullyreversed fatigue experiments were performed with servo-hydraulic equipment at 75 Hz and with ultrasonic equip-ment at 20kHz at 20, 150 and 250C. The numbers of
cycles to failure were by factor 5 to 10 higher in ultrasonictests at all three temperatures.50 Cyclic loading led to veryearly crack initiation at porosities for both cycling frequen-cies. The difference in lifetimes may therefore be attrib-uted to a prolonged fatigue crack propagation period inthe ultrasonic experiment. An environmental superpositionmodel for fatigue crack growth in humid environments wasdeveloped on the basis of experiments at low and ultrasonicfrequency in environments of different humidity. Thisserved to explain both the inuence of frequency and the
water vapour partial pressure on fatigue crack growth.49
Summary on aluminium alloys
Face-centered cubic lattice structures are relatively insen-sitive to strain rate inuences,111 which minimizes po-tential strain rate inuences on fatigue damage inaluminium alloys. Frequency inuences on fatigue dam-age of aluminium alloys are therefore unlikely in vacuumor in inert environments. In ambient air, humidity bringsforward chemical processes that accelerate crack growthand deteriorate the cyclic properties. Diffusion of water
vapour to the crack tip is too slow to enable the full envi-ronmental effect during an ultrasonic cycle.49,50 Re-tarded crack growth compared with conventional
frequency loading is found, especially at low load ra-tios.45,48 This leads to prolonged fatigue lifetimes forsome aluminium alloys, whereas others are less sensitiveand similar lifetimes are found in ultrasonic and conven-tional frequency tests.
Titanium alloys
Papakyriacou et al .77 tested c.p. titanium (tensilestrength 522MPa) and Ti6Al7Nb (tensile strength
R E C E N T D E V E L O P M E N T S I N U L T R A S O N I C F A T I G U E 2 3
2015 Wiley Publishing Ltd. Fatigue Fract Engng Mater Struct, 2016, 39, 329
7/25/2019 Mayer-2016-Fatigue & Fracture of Engineering Materials & Structures (1)
22/27
953MPa) with rotating bending equipment at 100Hzand with ultrasonic equipment at 20 kHz. Fatigue life-times between 105 and 2108 cycles were measured.Ultrasonic tests of c.p. Ti showed 15% higher mean cy-clic strength at 2 108 cycles compared with the rotatingbending tests. In contrast, endurance tests with
Ti6Al7Nb did not show frequency in
uences on fatiguelifetimes. Mean cyclic strength at 2 108 cycles is 81%of the yield stress for c.p. Ti and 64% of the yield stressfor Ti6Al7Nb. Greater cyclic plastic deformations of c.p.
Ti promote strain rate effects and are used to explain whyfrequency inuences are found in c.p. Ti but not in thetitanium alloy.
Morrissey and Nicholas7,114 performed fully reversedfatigue tests with Ti6Al4V (tensile strength 968MPa)
with servo-hydraulic equipment at 60 Hz and with ultra-sonic equipment at 20 kHz. In a wide regime between3105 and 108 cycles, SN data are available from bothtesting methods. Very consistent lifetimes were found at
both frequencies, indicating that no frequenc