-
8/2/2019 Marine Diesel Engine Dual
1/120
-
8/2/2019 Marine Diesel Engine Dual
2/120
Constant volume cycle1-2 isentropic compression2-3 heat addition
at constant volume3-4 isentropic expansion4-1 heat rejection at
constant volume
Air standard thermal efficiency = 1-(1/r) 1 , r = comp.
Ratio.
The working with reference to the P-V diagram and the T-S
diagram is as follows;At the beginning of the cycle at the point 1
the cylinder is assumed to be full with acharge of fresh air.The
point 1 is called the state point defining pressure and temperature
of a certain volumeof air.
From 1 to 2 the air is compressed isentropically following the
law PV =C.From 2 to 3 heat is added to the same mass of air at
constant volume.
Point 3 represents maximum pressure and temperature in the
cycle.From 3 to 4 air is expanded isentropically. From 4 to 1 heat
is rejected at constantvolume. No rejection of the working
substance is considered to have taken place.
Finally the same mass of air is brought back to its initial
state at 1 and is ready to repeatthe cycle.For this cycle per unit
mass of air the quantity of heat added Q a= C v ( T3 T 2 )C v is
the specific heat of air at constant volume.Thermal efficiency th =
Heat converted to work/ heat added.
=( Q a Q r ) / Q a = 1 {(T 4 T 1)/ (T 3 T2)}Using the
relationship for perfect gas laws :T 2 / T 1= (V 1 / V 2) -1
= (r) -1.Since V 1 / V 2 = r, the compression ratio.
T 2 = T 1 x (r) -1
Again, T 3/ T 4 = ( V 4/ V 3 ) 1 = ( r ) 1 ,
since V 4 = V 1 and V 3 = V 2Substituting these values
th = 1 - T3 / (r) 1 - T2 / (r) 1
T3 T2= 1 {( 1/r ) 1 x (T3-T2)/ (T3-T2) = 1 ( 1/r ) 1 ..(1)
This equation is known as the air standard thermal efficiency of
Otto cycle in terms of compression ratio and the properties of
working substance ( ). The equation shows thatthe thermal
efficiency depends on compression ratio for a given working
fluid.
-
8/2/2019 Marine Diesel Engine Dual
3/120
Diesel cycle
T = temperature
S = Entropy
1-2 isentropic compression through comp ratio r = V1/V22-3 heat
addition at constant pressure
3-4 isentropic expansion4-1 heat rejection at constant volumeair
standard efficiency = 1 ( 1/r ) 1 { rc - 1 }
{ ( rc 1}where rc = V3/V2 , termed fuel cut-off ratio.
This is presented on P-V and T-S planes. Starting with the
assumption as before, itconsists of an isentropic compression
process from 1 to 2 through the compression ratio r =
V1/V2.Addition of heat to the mass of air at constant pressure as
the cycle passes from 2 to 3.At 3 heat supply is cut off and air is
expanded isentropically.Rejection of heat at constant volume from 4
to 1 ; at 1 the substance regains its originalstate,i.e. pressure,
volume and temperature.
Heat transferred to unit mass of air Qa = Cp ( T3 T2 ).Cp is the
specific heat at constant pressure
And Heat rejected Qr = Cv ( T4 T1 )The thermal efficiency th = 1
{(Cv X T4 T1)/ (Cp / T3 T2)
= 1 1/ X ( T4 T1) / (T3 T2)Using the fundamental gas equationT2
= T1 ( r) -1
For the constant pressure process from 2-3,
-
8/2/2019 Marine Diesel Engine Dual
4/120
-
8/2/2019 Marine Diesel Engine Dual
5/120
Mixed cycle of otto and diesel cycleHeat added partly at
constant volume and partly at constant pressure.hence having
advantages of both cycles.
-
8/2/2019 Marine Diesel Engine Dual
6/120
Equation (3) represents an expression for thermal efficiency of
Dual cycle in terms of r,rc and rpIn this equation, if rp is
substituted as 1, i.e. all the heat is supplied at constant
pressure,then we have the efficiency equation for the Diesel
cycle.When rc = I i.e. all the heat is supplied at constant volume
then we have the thermalefficiency of constant volume cycle.
-
8/2/2019 Marine Diesel Engine Dual
7/120
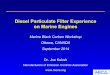
Otto, Diesel and Dual Cycles comparedThe three air standard
thermodynamic cycles can be compared for the samecompression ratio
and heat input. The cycles are plotted on P-V and T-S planes.
Sinceall the cycles have the same compression ratio, the
compression line 1 to 2 is commonto all. The cycles then depart
according to the mode of heat addition. 1, 2, 3, 4represents the
Otto cycle; 1, 2, 3, 4 represents the Diesel cycle. It will be seen
thatthe Dual cycle falls in between the two cycles and is
represented by 1, 2, 2, 3, 4, 1,
-
8/2/2019 Marine Diesel Engine Dual
8/120
To satisfy the condition of equal heat input the areas under the
T-S diagram for eachcycle must be the same.The general expression
for efficiency is given by:
To satisfy the condition of equal heat input the areas under the
T-S diagram for eachcycle must be the same.
The general expression for efficiency is given by:th= 1
(Qr/Qa)
Qa being the same for each cycle, that cycle which rejects the
maximum heat is the leastefficient.The quantity of heat rejected Qr
for Otto, Diesel and Dual cycles are represented by areasunder the
curves 14, 14 and 14 respectively.This analysis reveals that the
Otto cycle or the constant volume combustion gives thehighest
economy as regards fuel consumption as it rejects minimum heat, but
it gives ahigh maximum pressure as well.The Diesel cycle gives much
less maximum pressure but least economy in fuel
consumption.The Dual cycle falls intermediate between the two.
While the thermal efficiency is of utmost importance, the maximum
pressure would limit the extent to which the gain can
be utilised in practice. The importance of the mixed cycle can
now be realised in the lightof the above statement.
-
8/2/2019 Marine Diesel Engine Dual
9/120
The thermal efficiency of Diesel cycle decreases if r c is
increased.The thermal efficiency of Dual cycle is increased if r p
is increased.But the pressure rise associated with the increase is
undesirable.It follows therefore that there is not much scope to
manouvre for an increase of efficiency
by manipulating any of the quantities rc, rp, and .
An internal combustion engine is an air engine, hence y is
constant.By suitably adjusting values of rc, rp, and the thermal
efficiencies of Diesel and Dualcycles will approach but never reach
that for the Otto cycle. The equation (1) shows thatif r can be
increased indefinitely the efficiency will approach 1, i.e.
100%.
But a very high compression ratio cannot be used from practical
considerations.A high compression ratio gives a very high peak
pressure and temperature.The crankshaft and other members of the
reciprocating engine mechanism are designed
to withstand the peak load.Hence too high a compression pressure
would involve higher weight and cost of the
engine.
The mechanical load on bearing would be more and the engine
components comprisingof the walls of the combustion chamber would
have to bear a higher level of thermalstresses.
The upper limit of compression ratio is therefore fixed by the
strength of the cylinder, the bearings and other parts whose
stresses are determined by peak mechanical and
thermalloading.Besides, increase in r in the lower range gives a
proportionate gain in thermalefficiency.But in the higher range the
gain becomes progressively less.Thus considering all aspects an
optimum value of r is chosen.The large slow speed marine Diesel
engines employ a value of.r in the neighbourhood of
12-14, medium speed engines can employ slightly higher value of
r, about 16. A Diesellifeboat engine may have a value of r as 20
for good startability from cold.
Real cycle
Cont. line = actual curveDotted line = ideal curvex =
compression loss.y = combustion loss.
Rounded corners due to non-instantaneous valve operation.1- 2
suction2 - 4 compression,
(3 - 4 fuel injection, 3 - 5 combustion)5 6 expansion
6 1 exhaust.
-
8/2/2019 Marine Diesel Engine Dual
10/120
The I.C. engine cycle and the equivalent air standard cycle are
somewhat similar. TheOtto cycle is taken for the comparison with
the I.C. cycle as the principles are generally
the same for most IC engine cycles.With reference to figure, the
actual compression curve gives a lower terminal pressureand
temperature than the ideal curve ( shown dotted ). This is caused
by heat transfer taking place, variable specific heats, a reduction
in due to gas-air mixing, etc.Resulting compression is not
adiabatic and the difference in vertical height is shown as x.
The actual combustion gives a lower temperature and pressure
than the ideal due todissociation of molecules caused by high
temperatures.These twofold effects can be regarded as a loss of
peak height of (x+y) and a loweredexpansion line below the ideal
adiabatic expansion line. The loss can be regarded asclearly as
shown between the ideal adiabatic curve from maximum height (shown
chain
dotted ) and the curve with initial point x + y lower (shown
dotted ).The expansion is also not adiabatic. There is some heat
recovery as molecule re-combination occurs but this is much less
than the dissociation combustion heat loss in
practical effect.
The expansion is also much removed from adiabatic because of
heat transfer taking placeand variation of specific heats for the
hot gas products of combustion. The actualexpansion line is shown
as a full line.
-
8/2/2019 Marine Diesel Engine Dual
11/120
The assumptions made at the beginning on ideal cycles plus what
has been describedabove are considered, along with practical
details such as rounding of corners due to non-instantaneous valve
operation, etc. mean that the actual diagram appears as shown in
thesketch.
Working Principle 4 stroke engine
Induction strokeCompression stroke at the end pr. = 35 bar,
temp. = 540 CPower stroke temp = 1650 CExhaust stroke
1. INDUCTIONThe crankshaft is rotating clockwise and the piston
ismoving down the cylinder. The inlet valve is open and afresh
charge of air is being drawn or pushed into thecylinder by the
turbocharger
-
8/2/2019 Marine Diesel Engine Dual
12/120
2. COMPRESSIONThe inlet valve has closed and the charge of air
is beingcompressed by the piston as it moves up the
cylinder.Because energy is being transferred into the air, its
pressure and temperature increase. By the time the pistonis
approaching the top of the cylinder (known as TopDead Centre or
TDC) the pressure is over 100 bar andthe temperature over 500C
-
8/2/2019 Marine Diesel Engine Dual
13/120
3. POWER:
Just before TDC fuel is injected into the cylinder by the fuel
injector. The fuel is"atomised" into tiny droplets. Because they
are very small these droplets heat up veryquickly and start to burn
as the piston passes over TDC. The expanding gas from thefuel
burning in the oxygen forces the piston down the cylinder, turning
the crankshaft.It is during this stroke that work energy is being
put into the engine; during the other 3 strokes of the piston, the
engine is having to do the work
-
8/2/2019 Marine Diesel Engine Dual
14/120
4. EXHAUSTAs the piston approaches the bottom of the cylinder
(known as Bottom Dead Centreor BDC) the exhaust valve starts to
open. As the piston now moves up the cylinder,the hot gases
(consisting mostly of nitrogen, carbon dioxide, water vapour and
unusedoxygen) are expelled from the cylinder.As the Piston
approaches TDC again the inlet valve starts to open and the
cycle
repeats itself
-
8/2/2019 Marine Diesel Engine Dual
15/120
Four stroke timing diagram
-
8/2/2019 Marine Diesel Engine Dual
16/120
The working cyclesThe actual engine requires four strokes or two
strokes of the piston to complete processessuch as compression,
expansion, exhaust and induction.Accordingly the engines are
distinguished as four-stroke and two-stroke engines.The working
cycle of a four stroke engine is described with respect to
indicator and valve
timing diagrams.
1-2 induction Stroke: Air is drawn into the cylinder at the
pressure existing in the intakemanifold. The inlet valve closes
after the end of the stroke.2-3 Compression Stroke : With both
inlet and exhaust valves closed, the air iscompressed by the piston
in the clearance space. The injection of fuel begins at a few
degrees before the T. D. C. The fuel is ignited by the high
temperature produced at theend of compression and most of the heat
is released at constant volume.
3-4 Expansion or working stroke: The gases expand until at the
end of stroke when theexhaust valve opens. The exhaust is blown
down in exhaust pipe and the pressure in thecylinder drops.4-1
-
8/2/2019 Marine Diesel Engine Dual
17/120
Exhaust Stroke : The remaining gases in the cylinder are forced
out by the displacementof piston extending over a fill stroke.
Two stroke engineWorking Principle of 2 stroke engine - Ported
type
1) Compression2) Fuel injection3) Power and exhaust4) cross
scavenging
-
8/2/2019 Marine Diesel Engine Dual
18/120
2 stroke Timing diagram (ported
-
8/2/2019 Marine Diesel Engine Dual
19/120
2 stroke Timing diagram ( v/v engine)
Working Principle 2 stroke engine( valve)
a) scavenge port covered, exh v/v about to closeb) exh v/v
closed compression on, fuel injectionc) combustion, expansiond) exh
v/v about to open.e) exhausting and scavenging.
-
8/2/2019 Marine Diesel Engine Dual
20/120
-
8/2/2019 Marine Diesel Engine Dual
21/120
The crankshaft is revolving clockwise and the piston is moving
up the cylinder,compressing the charge of air. Because energy is
being transferred into the air, its
pressure and temperature increase. By the time the piston is
approaching the top of the cylinder (known as Top Dead Center or
TDC) the pressure is over 100 bar and thetemperature over 500C
2. Just before TDC fuel is injected into the cylinder by the
fuel injector. The fuelis "atomised" into tiny droplets. Because
they are very small these droplets heatup very quickly and start to
burn as the piston passes over TDC. The expandinggas from the fuel
burning in the oxygen forces the piston down the cylinder,turning
the crankshaft. It is during this stroke that work energy is being
put intothe engine; during the upward stroke of the piston, the
engine is having to do thework
-
8/2/2019 Marine Diesel Engine Dual
22/120
3. As the piston moves down the cylinder, the useful energy from
the burning fuel isexpended. At about 110 after TDC the exhaust
valve opens and the hot exhaust gas(consisting mostly of nitrogen,
carbon dioxide, water vapour and unused oxygen)
begin to leave the cylinder
4. At about 140 after TDC the piston uncovers a set of ports
known as scavenge ports. Pressurised air enters the cylinder via
these ports and pushes the remainingexhaust gas from the cylinder
in a process known as "scavenging".The piston now goes past Bottom
Dead Centre and starts moving up the cylinder,closing off the
scavenge ports. The exhaust valve then closes and compression
begins
The two stroke cycle can also be illustrated on a
timingdiagram.
1 -2 Compression 1. approx 110 BTDC2 - 3 Fuel Injection2. approx
10 BTDC3 - 4 Power3. approx 12 ATDC4 - 5 Exhaust Blowdown4. approx
110 ATDC5 - 6 Scavenging5. approx 140 ATDC6 - 1 Post Scavenging 6.
approx 140 BTDC
-
8/2/2019 Marine Diesel Engine Dual
23/120
-
8/2/2019 Marine Diesel Engine Dual
24/120
ENGINE CONSTRUCTION
BED PLATEOperational Information The Two Stroke Crosshead
Engine
The Bedplate
The Bedplate is the foundation on which the 2 stroke engine is
built. It must berigid enough to support the weight of the rest of
the engine, and maintain thecrankshaft, which sits in the bearing
housings in the transverse girders, inalignment. At the same time
it must be flexible enough to hog and sag with thefoundation plate
to which it is attached and which forms part of the
shipsstructure.If the bedplate was too rigid, then as the hull
flexed, the holding down bolts,which secure the engine into the
ship would be likely to break, and there would
be a danger of the bedplate cracking.Basically the bedplate
consists of two longitudinal girders which run the lengthof the
engine. Connecting these longitudinal girders are the transverse
girderswhich are positioned between each crankshaft throw, and
either side of thethrust collar. Built into the transverse girders
are the main bearing pockets forthe crankshaft to run in.
The main functions of the engine bedplate are as follows:The
bedplate must be strong enough for providing rigid support for the
mainbearings and crankshaft.
It is the main platform for accurately mounting other parts such
as columns,frames and guides which support engine cylinders,
entablature and all workingparts.In large engines, must withstand
heavy fluctuating stresses from operation of theengine and also
transmit the load over an area to the ships hull.Collect crankcase
lubricating oil and return to drain tank for further use. The two
types of bedplate in general use is:The Trestle Type- Require
elevated seating.The Box Form or Flat Bottom Type- More popular
with most engine
manufacturers since the engine can directly be bolted to tank-
top.
Forces applied to the bedplates:Firing load from cylinders.Side
thrust from guide faces.Unbalanced inertia forces in the running
gear.Weight of engine structure & running gear.Torque reaction
from propeller.Hull deflections due to hogging, sagging,
racking.
-
8/2/2019 Marine Diesel Engine Dual
25/120
Vibration due to torque variations, shock loading.Thermal
stresses due to atmospheric and lubricating oil temperature
changes.Inertia & gyroscopic forces due to ship's movement in
heavy seas.
In addition to withstanding forces due to the above causes,, the
bedplate should
provide.An oil tight chamber to contain the oil splash &
spray of the forced lubricatingoil system.A drainage grid to filter
out large particles before they enter the oil sump ordrain tank.A
housing for the thrust bearing.Having provided for all the above
the bedplate should also be small & light tokeep the overall
size and mass of the engine to a minimum.
Basic Structure:The bedplate consists of longitudinal and
transverse girders as shown below
Longitudinal Girders may be single or double plate
construction
-
8/2/2019 Marine Diesel Engine Dual
26/120
Box girders -A box girder is stronger and more rigid then I or H
section girder of thesame c.s.a.
-
8/2/2019 Marine Diesel Engine Dual
27/120
-
8/2/2019 Marine Diesel Engine Dual
28/120
On the small bore engines, the bedplate can be made from cast
iron as a singlecasting. Larger engines have a fabricated bedplate.
This means it is welded together from steel sections, steel
castings and plate. The steel is to Classification
Societyspecifications and is a low carbon steel with a maximum
carbon content of 0.23%.Earlier fabricated bedplates had box
section longitudinal girders and box sectionfabricated transverse
girders. Problems were encountered with cracking of thetransverse
girders, which increased as engine powers and crankshaft throws got
larger
-
8/2/2019 Marine Diesel Engine Dual
29/120
-
8/2/2019 Marine Diesel Engine Dual
30/120
-
8/2/2019 Marine Diesel Engine Dual
31/120
-
8/2/2019 Marine Diesel Engine Dual
32/120
Operational Information Holding Down and Chocking
The engine is mounted on resin or cast iron chocks and bolted to
the hull usingholding down bolts.The engine must be securely fixed
into the ship. As the engine turns the propeller, the
propeller tries to push or thrust the propeller shaft and engine
crankshaft forward intothe ship. The thrust bearing which is
situated at the aft end of the engine transmits thisthrust from the
crankshaft to the bedplate.The bedplate is mounted on chocks and is
securely bolted to the engine foundation
plate on which it sits and which forms part of the structure of
the hull.
The Engine must also be lined up with the propeller shaft. If
the engine output drivingflange was higher or lower, or to port or
stbd of the propeller shaft, then it is easy tovisualise that
trying to connect them would cause bending stresses to be set
up.The engine must also be bolted to a flat surface. If the surface
was uneven, then when the
bolts were tightened the bedplate would be distorted, which in
turn would distort thecrankshaft, causing unacceptable stresses to
be set up when the engine was running.Before the engine is bolted
down it is supported on jacks whilst it is aligned with
thetailshaft bearing. This can be done by stretching a wire above
the tailshaft and crankshsft,and measuring the distance from the
wire to the crankshaft bearing centres. Modernmethods use a
laser.
When the bedplate is in perfect alignment, cast iron chocks are
hand fitted betweenthe machined underside of the bedplate and
machined spots on the foundation plate.This is a skilled task and
80% contact is the aim.
-
8/2/2019 Marine Diesel Engine Dual
33/120
Once the engine is supported by the chocks the jacks are removed
and the holdingdown bolts are tightened using a hydraulic jack to
stretch the bolts.
Holding down bolts should be checked regularly for tightness. If
they are allowed tocome loose, then the mating surfaces will rub
against each other and wear away in a
process known as fretting. If this continues and the bolts are
subsequently tighteneddown, the bedplate (and main bearings) will
be pulled out of alignment.
-
8/2/2019 Marine Diesel Engine Dual
34/120
-
8/2/2019 Marine Diesel Engine Dual
35/120
-
8/2/2019 Marine Diesel Engine Dual
36/120
Conventional Holdingdown bolt
-
8/2/2019 Marine Diesel Engine Dual
37/120
Side Chocking
Side chocks are fitted to prevent the engine from movingsideways
due to the movement of the vessel or becauseof the sideways
component of thrust from thereciprocating and rotating parts.The
chock is welded to the foundation plate as shown, aliner is hand
fitted on a 100:1 taper and then drivenhome.
-
8/2/2019 Marine Diesel Engine Dual
38/120
This is a side chocking arrangement, where after driving the
liner home, locking
screws are hardened down as shown.
-
8/2/2019 Marine Diesel Engine Dual
39/120
End Chock (aft end of the engine only)
Resin Chocking
Steel chocking has the disadvantages that each block must be
individually fitted, a timeconsuming process, and after fitting are
susceptible to fretting and wear. Resin chocks are
poured and therefore are much quicker to apply. They form into
the shape of theclearance and key into surface imperfections. This
much reduces damage due to frettingand removes bending momemts on
the holding down bolts.
-
8/2/2019 Marine Diesel Engine Dual
40/120
The disadvantage is that the resin creation must be precise and
that it is less straightforward to replace in the event of damage
of misaligenement.
Properties The material used for the rsin chocking is Class
tested to ensure minimum
standards. A sample cured in the correct way is tested for the
following;
The impact resistance Hardness. Compressive strength (stress at
maximum load) and modulus of
elasticity. Water absorption. Oil absorption. Heat deflection
temperature. Compressive creep Curing linear shrinkage.
Flammability.
-
8/2/2019 Marine Diesel Engine Dual
41/120
ENGINE CONSTRUCTION
A FRAME
Frames were earlier made of cast iron and made hollow to reduce
the weight.They were sandwiched between bedplate and cylinder block
by tie bolts, which left themin compression.The frames were later
fabricated from mild steel tube and plate. Guides (cast iron )
were
bolted on the frames.This arrangement used individual frames at
each cross girder (of the bedplate) position.The spaces between the
frames along the length of the engine are fitted with plates
boltedto the frames.
This type of structure is strong transversely, but comparatively
little flexiblelongitudinally. Heavy covers or longitudinal
stiffness are to be used to make side covers
oil-tight.This would be a weak structure to withstand a
crankcase explosion.Alignment of cylinder block to bedplate would
vary under ship movement.
Longitudinal girder construction is the latest development for
this part of the structure.These, with most engines, are
prefabricated steel; they carry guide surfaces and areusually
bolted to bedplate and cylinder blocks or entablature, the latter
being used for air supply purposes, jacket and cylinder
support,
Operational Information The Two Stroke Crosshead Engine The A
Frames
Otherwise known as the A Frames. These carry the crosshead
guides and support theengine entablature (the cylinder block). On
older engines, the A frames were individually
-
8/2/2019 Marine Diesel Engine Dual
42/120
erected on the bedplate directly above the transverse girders.
When boxed in with platingthey formed the crankcase. The trend
nowadays is to build the frame box as a separatefabricated
construction and then, after stress relieving and machining the
mating surfaces,to mount it on the bedplate. This has the advantage
of saving weight.
-
8/2/2019 Marine Diesel Engine Dual
43/120
-
8/2/2019 Marine Diesel Engine Dual
44/120
Lowering the A frame onto the bedplate. A small amount of
jointing compound isused to ensure an oil tight joint.
-
8/2/2019 Marine Diesel Engine Dual
45/120
When the frames are aligned on the bed plate they are secured
together by drillingand reaming and using fitted bolts.
Cracking in A frames can occur leading to misalignment and
excessive wear of therunning gear. Cracks can start from welds,
sharp changes in section and wherestrengthening stringers are
terminated sharply. Repairs can involve cutting the crack out,
grinding and rewelding. The danger is that after repair there may
still bemisalignment.
-
8/2/2019 Marine Diesel Engine Dual
46/120
Frame with Guides
GUIDES IN THE CROSSHEAD TYPE ENGINEThese guides are fitted to
crosshead engines and are vertical sliding bearings which locateand
maintain alignment of the crosshead over the whole length of engine
stroke.They are subjected to fluctuating load from the transverse
components of the connectingrod reaction.Guide bars or surfaces are
secured to the frame adjacent to the unit and have either cast
iron or steel bearing surfaces.Guide slippers (or shoes) are
attached to the ends of the crossheads and may be free
toarticulate: they are white metal lined with oil grooves
lubricated from the crosshead.
Guide clearances must be checked periodically and should not
exceed0.7 mm for a largeengine.Excess clearance will cause noise,
wear on bearings and glands, uneven loads and
fatigue.There are two major forms of guide / guide way : the
2-faced guides and the four faced
guides are there as shown.
-
8/2/2019 Marine Diesel Engine Dual
47/120
Cross head guidesCross head guides Fi tted to cross head engines
only.Vertical sliding bearings locates and maintain alignment of
the cross headduring entire stroke.Subjected to fluctuating loads
from conn. rod reaction
Guide bars are secured to the frame adjacent to the
units.material CI or steelthere are 2 forms of guides:-
2 faced guide ( M.A.N ENGINE)4 faced guide (B&W, Sulzer)
-
8/2/2019 Marine Diesel Engine Dual
48/120
-
8/2/2019 Marine Diesel Engine Dual
49/120
TIE-BOLTS
The entablature, A-frames and bedplate are held together by long
tie-bolts that transmitthe combustion gases from the tops of the
cylinder down to the bedplate cross-members.The tie-bolts are
hydraulically tightened to pre-stress the structure, maintaining
theengine structures in compression. Bracing screws are located at
the length of the bolts toreduce the vibrations.The firing load
from the cylinder covers is transferred through the bottom studs to
thecylinder beams. The beam transfers the load through the tie-bolt
nuts and the tie-bolts tothe bedplate cross girders.
Operational Information The Two Stroke Crosshead Engine The Tie
Bolts or Tie Rods
To understand the importance of the role played by the tie bolts
or tie rods, it is necessaryto appreciate what is happening inside
the cylinder of the engine. When the piston is just after top dead
centre the pressure inside the cylinder can rise ashigh as 140 bar
(14000kN/m2).This acts downwards through the piston rod and
con-rod, pushing the crankshaft down
into the bearing pockets.At the same time, the pressure acts
upwards, trying to lift the cylinder cover.
The cylinder head studs screwed into the entablature prevent
this happening and so thisupward acting force tries to lift the
entablature from the frames and the frames from the
bedplate, putting the fitted location bolts into tension.As the
piston moves down the cylinder the pressure in the cylinder falls,
and then risesagain as the piston changes direction and moves
upwards on the compression stroke.
This means that the fitted bolts are under are cyclic stress.
Because they are not designedto withstand such stresses they would
soon fail with disastrous consequences.
To hold the bedplate , frames and entablature firmly together in
compression, and totransmit the firing forces back to the bedplate,
long tie bolts are fitted through thesethree components and then
tightened hydraulically. To prevent excessive bendingmoments in the
transverse girders, the tie bolts are positioned as close to the
centre of the crankshaft as possible. Because the tie bolts are so
close to the crankshaft, someengines employ jack bolts to hold the
crankshaft main bearing cap in position insteadof conventional
studs and nuts.
-
8/2/2019 Marine Diesel Engine Dual
50/120
Operating the engine with loose tiebolts will cause the fitted
bolts holding the bedplate, frame and entablature in alignment to
stretch and break.The machined mating surfaces will rub together,
corrode and wear away (this isknown as fretting).Once this has
happened the alignment of the engine running gear will be
destroyed.Loose tie bolts will also cause the transverse girders to
bend which could lead to
cracking, and main bearing misalignment.Once fretting between
the mating surfaces has occurred, then tightening of the tie
bolts will pull the engine out of alignment.The crosshead
guides, the cylinder liner, and the stuffing box will no longer be
in
line and excessive wear will occur.Because the tie bolts will no
longer be pulled down squarely they will be subject to
forces which may lead to them breaking.If fretting has occurred,
then the only solution is to remove the entablature or/andframe and
machine the fretted mating surfaces (a very costly exercise).
Tie bolts can break in service.To reduce the risk of this
happening they must be checked for tightness; notovertightened; and
the engine not overloaded.If a breakage does occur, this is not
disastrous, as the engine can be operated withcare for a limited
period (the load on the engine may have to be reduced).
-
8/2/2019 Marine Diesel Engine Dual
51/120
The position of the fracture will dictate how the broken pieces
are removed.
Tie-bolt centers should be as close to the crankshaft as
possible to reduce bendingstresses on the girdles and to prevent
unbalanced loads being transmitted into the
welds. Tie-bolt should be checked for tightness and flaws.If any
of the bolts were slack, the cylinder beam would flex and lift at
the location.Landing faces of the tie-bolt upper and lower nuts,
landing faces of the cylinder beamon the frame would fret and
machined faces would eventually be destroyed. The
bracing bolts would also be slackened.
Sulzer - Jackbolts
-
8/2/2019 Marine Diesel Engine Dual
52/120
In Sulzer Engines, instead of bolts and nuts, Jackbolts are used
for tigtening themain bearing. By this arrangement, the tie rods
are brought as close as possible tothe crankshaft centreline, which
helps to reduce the bending stress in the crossgirders of the
bedplate.
-
8/2/2019 Marine Diesel Engine Dual
53/120
-
8/2/2019 Marine Diesel Engine Dual
54/120
-
8/2/2019 Marine Diesel Engine Dual
55/120
The MC -C engine with its twin tie bolts is an exception,
starting at the fwd end andworking aft. If the engine is fitted
with bearing jacking bolts, then these must beslackened before
tightening the tie bolts. Any pinch bolts fitted must also
beslackened off
-
8/2/2019 Marine Diesel Engine Dual
56/120
CYLINDER Liner and Jacket (Entablature)
The structure above the bedplate and the frame to which the
cylinders are attached isknown as the entablature.In 2-stroke
engines, it is generally of box form.
The entablature is the name given to the cylinder block which
incorporates the scavengeair space and the cooling water spaces.It
forms the housing to take the cylinder liner and is made of cast
iron.
castings are either for individual cylinders which after
machining on the mating surfacesare bolted together to form the
cylinder beam, or they may be cast in multi - cylinder units, which
are then bolted together.The underside of the cylinder beam is
machined and then it is aligned on the A framesand fastened in
position using fitted bolts
It is important to remember that the fitted bolts used to bolt
the entablature, A frames andBedplate together are for alignment
and location purposes only.They are not designed to resist the
firing forces which will tend to separate the threecomponents.This
is the job of the tie bolts.
-
8/2/2019 Marine Diesel Engine Dual
57/120
In the photograph opposite, the liners can be seen in place in
the entablature. Note alsothe diaphragm plate and the stuffing box
housing
Entablature Mounted On A Frame With Liners In Place
-
8/2/2019 Marine Diesel Engine Dual
58/120
The engine frame of a modern 4 stroke medium speed diesel can be
produced as a singlecasting or fabricated from cast steel sections
and steel plates welded together.With this design, there is no
separate bedplate, frame and entablature as with a 2 strokeslow
speed engine.
The photograph shows the frame of an engine with the liners and
crankshaft in place.
-
8/2/2019 Marine Diesel Engine Dual
59/120
Material.Cast iron is generally regarded as a suitable material
for construction of diesel enginecylinder liner. In order to
improve strength and induce specific desirable properties suchas
strength and surface properties, cast iron is alloyed with the
inclusion of smallquantities of nickel, chromium, molybdenum,
vanadium, copper etc. Such inclusionsrefine the grain structure of
the material. The total percentages of alloying inclusionsshould
not exceed beyond 5%.
Good quality Pearlitic Grey Cast Iron consist of the following
alloying material:Carbon: 3 to 3.4%. Its graphite flakes assist
lubrication.Silicon: 1 to 2.0%. Improves fluidity and graphite
formation.Manganese: 0.6 - 0.8%Phosphorous: 0.5% maximum. Reduces
porosityVanadium: 0.15%. Refines grain structureTitanium: 0.05%.
Improves strength
SpecificationUltimate tensile strength: 200 Mn/mm 2.Ultimate
bending strength: 520 Mn/mm 2.
Ultimate compressive strength: 900 Mn/mm 2.Brinell Hardness: 180
- 220 HB.Ductility: 1 to 5% Elongation.Reasons for using Cast
Iron:Can be cast in to intricate shapes.Has good wear
resistance:Due to large surface of irregular shaped graphite
flakes.Due to semi-porous surface holding oil pockets.
-
8/2/2019 Marine Diesel Engine Dual
60/120
Possesses good thermal conductivity.Damps out vibrations due to
rapid combustion.Cheap material.
The cylinder liner forms the cylindrical space in which the
piston reciprocates. Thereasons for manufacturing the liner
separately from the cylinder block (jacket) in which itis located
are as follows;The liner can be manufactured using a superior
material to the cylinder block. While thecylinder block is made
from a grey cast iron, the liner is manufactured from a cast
ironalloyed with chromium, vanadium and molybdenum. (cast iron
contains graphite, alubricant. The alloying elements help resist
corrosion and improve the wear resistance athigh temperatures.).The
cylinder liner will wear with use, and therefore may have to be
replaced. Thecylinder jacket lasts the life of the engine.At
working temperature, the liner is a lot hotter than the jacket. The
liner will expandmore and is free to expand diametrically and
lengthwise. If they were cast as one piece,then unacceptable
thermal stresses would be set up, causing fracture of the
material.Less risk of defects. The more complex the casting, the
more difficult to produce a
homogenous casting with low residual stressesThe Liner will get
tend to get very hot during engine operation as the heat energy
fromthe burning fuel is transferred to the cylinder wall. So that
the temperature can be keptwithin acceptable limits the liner is
cooled.
The liner must be gauged regularly to establish the wear rate
and check that it is withinmanufacturers tolerances. The wear rate
for a medium speed liner should be below
-
8/2/2019 Marine Diesel Engine Dual
61/120
0.015mm/1000hrs. Excessive wear is caused by lack of
lubrication, impurities in fuel air or Lubricating oil, bad
combustion and acid attack.
-
8/2/2019 Marine Diesel Engine Dual
62/120
The diagram shows a cylinder liner from an older Sulzer RTA
engine.The liner is cooled for most of its length using a water
guide ring inserted into the
entablature.Bore cooling brings the cooling water close to the
liner surface, before being transferred
to the cylinder head by the guide jacketProblems were
experienced, especially on the long stroke engines with cold
corrosiondue to overcooling towards the lower end of the liner.
-
8/2/2019 Marine Diesel Engine Dual
63/120
To counteract this, the outside of the liner was coated in an
insulating material called"Haramaki", and inserts placed in the
cooling bores to reduce the flow rate.
-
8/2/2019 Marine Diesel Engine Dual
64/120
The MAN B&W 2 stroke engine also utilises bore cooling on
the large engines In theseengines, the bores are not tangential,
but are blind holes drilled close to the liner surfaceas shown
Steel tubes are inserted into these bores, almost to the end of the
blind holes andthe cooling water passes up the tubes and overflows
down the bores, thus giving acooling flow
The water then passes through transition pipes to the cylinder
headThe smaller MAN B&W engines use a cooling water jacket
external to the engineentablature to contain the cooling water On
some versions there is a small amount of cooling in the
entablature, on others, the cooling is completely external
-
8/2/2019 Marine Diesel Engine Dual
65/120
On some large bore, long stroke engines it was found that the
undercooling further downthe liner was taking place.Why is this a
problem?Well, the hydrogen in the fuel combines with the oxygen and
burns to form water.
Normally this is in the form of steam, but if it is cooled it
will condense on the liner surface and wash away the lube oil
film.
-
8/2/2019 Marine Diesel Engine Dual
66/120
Fuels also contain sulphur.This burns in the oxygen and the
products combine with the water to form sulphuric acid.If this
condenses on the liner surface (below 140) then corrosion can take
place.Once the oil film has been destroyed then wear will take
place at an alarming rate.One solution is to insulate the outside
of the liner so that there was a reduction in the
cooling effect.On The latest engines the liner is only cooled at
the very top.
-
8/2/2019 Marine Diesel Engine Dual
67/120
Cylinder lubrication: Because the cylinder is separate from the
crankcase there is nosplash lubrication as on a trunk piston
engine.Oil is supplied through drillings in the liner.Grooves
machined in the liner from the injection points spread the oil
circumferentiallyaround the liner and the piston rings assist in
spreading the oil up and down the length of the liner.The oil is of
a high alkalinity which combats the acid attack from the sulphur in
the fuel.
The latest engines time the injection of oil using a computer
which has inputs from thecrankshaft position, engine load and
engine speed. The correct quantity of oil can beinjected by opening
valves from a pressurized system, just as the piston ring pack
is
passing the injection point.
-
8/2/2019 Marine Diesel Engine Dual
68/120
Gauging a liner is carried out for two reasons: To establish the
wear rate of theliner, and to predict if and when the liner will
require changing.
Although on a 2 stroke engine the condition of the liner can be
established byinspection through the scavenge ports (evidence of
blowby, scuffing etc.), theliner is gauged during the routine unit
overhaul (15000 hrs), or if the unit has to
be opened up for any reason
-
8/2/2019 Marine Diesel Engine Dual
69/120
The relative speed of the piston is low, and so the lubrication
is only boundary.Because of these factors wear at the top of a
liner increases to a maximum a fewcentimetres below the position of
the top ring at TDC, and then decreases as the ring
pressure and liner wall temperature decreases and the piston
speed increases building upa hydrodynamic film between liner and
ring surfaces.Then as the piston slows down and the rings pass over
the port bars, the wear willincrease due to boundary lubrication, a
reduction in surface area, and oil being blown outinto the scavenge
space.
A liner is gauged by measuring the diameter of the liner at
fixed points down its length. Itis measured from port to stbd
(athwartships) and fwd to aft. An internal micrometer isused
because of its accuracy (within 0.01mm).To ensure that the liner is
always measured in the same place, so that accuratecomparisons may
be made, a flat bar is hung down the side of the liner with holes
drilledthrough where the measurements are to be taken.
-
8/2/2019 Marine Diesel Engine Dual
70/120
Measurements are taken at more frequent intervals at the top of
the liner where wear rateis expected to be highest.To ensure
accuracy, the micrometer gauge is checked against a standard, and
the liner and micrometer should be at ambient temperature. If the
temperature is higher then acorrection factor can be applied. To
ensure micrometer and liner are at the sametemperature, lay the
micrometer on the entablature for a few minutes before starting.The
readings can be recorded in tabular form, and from the data
obtained the wear rate/1000 hours can be calculated. Wear rate
varies, but on a large 2 stroke crossheadengine ideally should be
about 0.05mm/1000 hours. On a medium speed trunk pistonengine where
the procedure for gauging is similar, the wear rate is around
0.015mm/1000hours.
-
8/2/2019 Marine Diesel Engine Dual
71/120
The cylinder liner is cast separately from the main cylinder
frame for the same reasons asgiven for the 2 stroke engine which
are:The liner can be manufactured using a superior material to the
cylinder block. While thecylinder block is made from a grey cast
iron, the liner is manufactured from a nodular cast iron alloyed
with chromium, vanadium and molybdenum. (cast iron
containsgraphite, a lubricant. The alloying elements help resist
corrosion and improve the wear resistance at high temperatures.)The
cylinder liner will wear with use, and therefore may have to be
replaced. Thecylinder jacket lasts the life of the engine.At
working temperature, the liner is a lot hotter than the jacket. The
liner will expandmore and is free to expand diametrically and
lengthwise. If they were cast as one piece,then unacceptable
thermal stresses would be set up, causing fracture of the
material.Less risk of defects. The more complex the casting, the
more difficult to produce ahomogenous casting with low residual
stresses.
-
8/2/2019 Marine Diesel Engine Dual
72/120
Modern liners employ bore cooling at the top of the liner where
the pressure stress is highand therefore the liner wall thickness
has to be increased. This brings the cooling water close to the
liner surface to keep the liner wall temperature within acceptable
limits sothat there is not a breakdown in lubrication or excessive
thermal stressing. Although theliner is splash lubricated from the
revolving crankshaft, cylinder lubricators may be
provided on the larger engines.
On the example shown opposite, the lubricator drillings are
bored from the bottom of theliner circumferentially around the
liner wall. Another set of holes are drilled to meet upwith these
vertically bored holes at the point where the oil is required at
the liner surface.Other engines may utilise axial drillings as in a
two stroke engine.
-
8/2/2019 Marine Diesel Engine Dual
73/120
Note that the liner opposite is fitted with a fireband. This is
sometimes known as anantipolishing ring. It is slightly smaller in
diameter than the liner, and its purpose is toremove the carbon
which builds up on the piston above the top ring. If this carbon
isallowed to build up it will eventually rub against the liner
wall, polishing it anddestroying its oil retention properties
-
8/2/2019 Marine Diesel Engine Dual
74/120
Cylinder cover
The cylinder head forms the third and last component of the
combustion chamber.Its main function is to close the end of the
cylinder and seal in the gases as theyundergo a cycle involving
extreme pressure and temperature. Stresses from theseextreme gas
pressure and temperature may lead to cracks.
Cylinder heads in four-stoke engines have to accommodate valves
and passages for theintroduction of air and the exit of exhaust
gases. Valves found in four stroke engineswould
be:IntakeExhaustFuel injector Relief valveIndicator cock Air
starting valve
Those found in two stroke engines are:Large exhaust valveFuel
injector Relief valveIndicator cock Air starting valve. There are
no inlet valves. Loop and cross scavenging two-strokeengines need
not accommodate any exhaust valves as they are not required.
-
8/2/2019 Marine Diesel Engine Dual
75/120
Cylinder heads for 4 stroke engines are of a complex design.
They have to house the inletand exhaust valves, the fuel injector,
the air start valve, relief valve and indicator cock.The passages
for the inlet air and exhaust gas are incorporated, as are the
cooling water
passages and spaces.
-
8/2/2019 Marine Diesel Engine Dual
76/120
-
8/2/2019 Marine Diesel Engine Dual
77/120
-
8/2/2019 Marine Diesel Engine Dual
78/120
Earlier engines were often fitted with two part cylinder
cover.CAST IRON IS NOT SUITABLE FOR MODERN TWO STROKE VENGINESThe
cylinder cover must be able to with stand gas loads with tends to
deform its shape.Cast iron is not good at with standing bending
stresses.
Hence steel is used with bore cooling.
-
8/2/2019 Marine Diesel Engine Dual
79/120
-
8/2/2019 Marine Diesel Engine Dual
80/120
-
8/2/2019 Marine Diesel Engine Dual
81/120
-
8/2/2019 Marine Diesel Engine Dual
82/120
VALVE AND VALVE GEARS
Valve Gear:It designates the combination of all parts, including
the various valves, which control the
admission of air charge and the discharge of exhaust gases in
four stroke engines, thedischarge of exhaust gases in some two
stroke engines (uniflow scavenging type), theadmission of fuel in
air- injection and some mechanical-injection engines, and
theadmission of compressed air for starting most of the larger
engines.
Valve Actuating Gear:It designates the combination of those
parts only which operate or actuate the variousintake, exhaust,
fuel and air-starter valves, open and close them at the proper
moment inrespect to the position of the piston and crankpin, and
hold them open during the requiredtime.
Valve Timing Gear:It designates the combination of those parts
only which affect and control the moment of opening and closing of
the valves with respect to crank and piston position. These
partsinclude cams, camshaft and camshaft drive. The valve gears of
diesel engines varyconsiderably in their construction, depending on
type, speed, and size of the engines.
C.13.VALVES AND VALVE GEARS.Valves - Valves are used to cover /
uncover the passage of flow .Valve Gears to produce action on
valves - combination of parts, including valves
which controls the operation of above.In all 4 stroke engines
admission of air charge, discharge of exhaust Gas and in many
2 stroke engines discharge of exh. Gas.Basic drive - c/shaft
drives cam shaft by gears or chain.Cams on the camshaft lifts push
rod, transmits the action to rocker arm to operate the
valves for mechanical drive. for hydraulic drive the cam drives
a hyd. Actuator, theoil in turn moves the valve by a piston.As soon
as the closing side of the cam moves under the transmitting
mechanism the
valve spring starts to return the valve to its seat( closed)
-
8/2/2019 Marine Diesel Engine Dual
83/120
-
8/2/2019 Marine Diesel Engine Dual
84/120
Valve operating gear
-
8/2/2019 Marine Diesel Engine Dual
85/120
-
8/2/2019 Marine Diesel Engine Dual
86/120
Valve Requirementto get fresh air into engine and exhaust gas
outExh v/v opening (size) is as big as possible for 2 stroke engine
exh open for short
duration, so to reduce back pressureInlet v/v opening (size)
more important in 4 st. engines to reduce pumping loss and
also increase volumetric efficiency.Some 4 st engines have 2
inlet and 2 exh v/vs. for space arrangement, less v/v
opening, cooler valves.valve construction
. Mushroom- shaped poppet type. Head and stem as one
pieceseating edge beveled at a 45* / 30* angleInlet v/v cooler -
carbon or low alloy steelExh v/v hotter silicon-chromium steel (
nickal, chromium)v/v moves in a removable guide fitted in cylinder
head.Springs holds the valves firmly against the seat.
valve construction
Head of the valve is cooled -conducts heat to seat in cyl.head
(water clg). Theseat is a removable seat fitted in cyl head with
cooling arrangement.The clearance between valve and guide due to
excess wear overheating of
valve, carbon forms and sticky, excess oil consumption.To make
valve and seat faces wear resistance, valve and seat faces are
hardened with cobalt-chromium-tungsten (stelite).Seat rings of
wear resistantmaterial are also used, in some casesvalve cages to
make valve seat removal easier, valve and seat as one unit and
fitted on cyl head. cage may be separately cooled.Some exh v/vs
rotated a slight amount each revolution to keep the valve clean
(carbon deposits) and ensure even wear between v/v and
seat.Timing gear
Responsible for actuating the valves at right time with respect
to c/shaft (Pistonposition)In 4 st engine the camshaft speed is
half the c/shaft speed.Chain drive and gear drive.
-
8/2/2019 Marine Diesel Engine Dual
87/120
Two different sized springs are fitted to aid positive closing
of the valves. Thereason for fitting two springs are that if one
fails, the other will prevent the valvedropping down into the
cylinder. The two springs have different vibrationcharacteristics,
so the incidence of resonance is reduced. (resonance is where
twoitems vibrate at the same frequency thus the amplitude of the
vibration isamplified.)
Caged Exhaust valve
-
8/2/2019 Marine Diesel Engine Dual
88/120
-
8/2/2019 Marine Diesel Engine Dual
89/120
Valve cage
Camshafts in 4 st engines carries the cams for inlet valve, exh
valve & fuel pump. in 2 st exh v/v type engines carries the exh
cams & fuel pump cams. Additionally may carry cams for air
starting operation and other aux.
Operations. construction forged as one piece including the cams
or separate cams
keyed on a shaft. In large engines camshaft in sections, with
cams eitherintegral or keyed / keyless fitting.
camshaft is supported by bearings plain bush or split
sleeve.Pushrods
Generally tubes to reduce weight.
-
8/2/2019 Marine Diesel Engine Dual
90/120
The lower end contacts the follower which carries a roller(
tappet roller)running on the cam.
The upper end is fitted with a cup.The end of the rocker arm
(fitted with atappet bolt- end rounded shape)) fits into the
cup.
Camshaft
There are several different methods of manufacturing camshafts
for medium speed 4stroke marine diesel engines. On the smaller
engines, the camshaft may be a singleforging complete with
cams.Alternatively the camshaft can be built up in single cylinder
elements, each element madeup of the fuel, inlet, and exhaust cam
on a section of the camshaft with a flange on each
end.So that the element can be used on any unit in the engine,
the number of holes for fitted bolts in the flanges must be
sufficient to allow the cam to be timed for any unit on
theengine.
For example, on a six cylinder engine, the flanges must have 6
equi spaced holes or amultiple thereof. The cams must be hard
enough to resist the wear and abrasion due to
-
8/2/2019 Marine Diesel Engine Dual
91/120
impurities in the lub. oil, yet they must be tough enough to
resist shattering due to shock loading. The cams are therefore
surface hardened using the nitriding process.
On the larger engines it is usual to manufacture the camshaft
and cams separately. Thenitrided alloy steel cams are then shrunk
on to the steel shaft using heat or hydraulicmeans. Because the
cams are fitted progressively onto the shaft, if the bores in the
camswere all the same diameter, it would be very difficult, if not
impossible, to fit the firstcams all the way along the length of
the shaft to the correct position. To overcome this
problem the camshaft is stepped, with the largest diameters at
the end which has the camsfitted first. The larger bored cams fit
easily over the small diameter steps till they reachthe correct
position on the camshaft.
Keys are not generally used to locate the cams as they would act
as stress raisers.Most medium speed engines are unidirectional (i.e
they only rotate one way). This is
because they either are driving an alternator, or because if
they are used as direct main propulsion they tend to be driving a
controllable pitch propeller. In the case where theengine is
reversing, then the camshaft has two sets of cams, one for ahead
operation, andone for astern.
To reverse the direction of the engine, pressure oil is led to
one side of a hydraulic pistonwhich is coupled to the camshaft. The
whole camshaft is moved axially and the camfollowers slide up or
down ramps which connect the ahead and astern cams.
The camshaft is either chain or gear driven from the crankshaft.
Because the engine is afour stroke, the camshaft will rotate at
half the speed of the crankshaft. (the valves andfuel pump will
only operate once for every two revolutions of the crankshaft).In a
case where the cams are shrunk on the camshaft, if a cam becomes
damaged and hasto be replaced, then it can be cut off using a
cutter grinder. Care must be exercised not todamage the camshaft or
adjacent cams during the operation
-
8/2/2019 Marine Diesel Engine Dual
92/120
The replacement cam is fitted in two halves which is then bolted
on the camshaftin the correct position and the timing rechecked
CUT SECTION OF CAM
-
8/2/2019 Marine Diesel Engine Dual
93/120
Rocker ArmsTo actuate the valves in the cyl head via cam,cam
follower and pushrod tappets.RA moves at an angle to vertical also
some horizontal thrust-on valve stem, causes
wear on guide.Attachment to head by stanchion bolted.Swings on
steel fulcrum pin or pivot / needle bearing.
Contact to v/v stem by roller / screw.(Tappet)Tappet clearance
provided on the valve side to take care of wear and expansion to
ensure v/v closes firmly.lubrication of fulcrum and contact points
done.
Springsserves to close valves, made of highly tempered steel
wire wound in a spiral coil.to prevent bouncing the spring is
maintained in compression all time.
Valve Clearances
To allow thermal expansion. To be adjusted regularly due to
wear.Clearance is required between valve stem and RA, when follower
is on base of the
cam (v/v closed). If not the v/v will remain partly open.If more
v/v will open late and close early , reduces the lift (stroke), and
causes noise.If less open early and close late, increases the lift
of the valve.It may prevent the
valve from closing completely as it expands
-
8/2/2019 Marine Diesel Engine Dual
94/120
To set valve clearance a feeler gauge is used in conjunction
with tappet adjustment tomanufacturer specification.
Rocker or Tappet Clearances
Rocker or Tappet clearances refer to the clearance between the
top of the valvespindle and the rocker arm. It is to ensure that
the valve closes properly when itexpands as it gets to operating
temperature. Clearances are set according tomanufacturers
instructions, but usually done with the engine cold, and with
thepush rod follower on the base circle of the cam. (one way of
ensuring this is toturn the unit being adjusted to TDC on the power
stroke.)
Hydraulically actuated Exhaust valve
No need for RAValve opens by hyd oil pressurethe actuating gear
is equipped with a locking device to retain the roller guide in
its
top position so that exh valve can be kept out of operation.
-
8/2/2019 Marine Diesel Engine Dual
95/120
-
8/2/2019 Marine Diesel Engine Dual
96/120
-
8/2/2019 Marine Diesel Engine Dual
97/120
Crankshaft
Function to convert reciprocating motion of piston to that of
rotary motion at theoutput shaft.Consists of journals, crank webs
and crankpin (conn rod journal)Two types single piece (4 stroke)and
shrunk fit type (2 stroke,large).crank throw distance from c/l of
main journal to c/l of crank pin equel to half of
engine stroke.Counter weights added to webs opp.to crankpins,
improves the balancing of engine
and relieves the load on main bearing.Tyes of Crankshaft
Fully built webs are shrunk on to the main journal and crankpin
large marinediesel engine.Semibuilt webs and crankpin as one unit
shrunk on to journal large and medium
speed marine diesel engineSolid forged one piece, either cast or
forged high speed diesel engine
Stresses in Crankshaft
The crankpin is like a builtin beam with a distributed load
along its length thatvaries with crank position. Each web is like a
cantilever beam subjected to bending& twisting. Journals would
be principally subjected to twisting.
1.Bending causes tensile & compressive stresses.2.Twisting
causes shear stress.3.Duto shrinkage of the web onto the journals,
compressive stresses are set up in
journals & tensile hoop stresses in the webs.
-
8/2/2019 Marine Diesel Engine Dual
98/120
The force that occur in a vertical diesel engine crankshaft are
as follows:i) Static weight of engine components (moving).ii)
Alternating forces produced by varying gas pressure.iii) Inertia
forces of the moving parts.iv) Centrifugal force at crank.v) The
crank-web is subjected to tensile, compressive and shear stresses.
Shear in way of
journal.
-
8/2/2019 Marine Diesel Engine Dual
99/120
MATERIALS.In the case of large marine diesel engine the type of
shaft generally favored is the cast or forged steel semi-built, a
typical analysis, method of construction and testing would be
asfollows:Material analysis: Cast steel
Element. Percentage.Carbon 0.2Silicon 0.32.Manganese
0.7Phosphorus 0.01Sulfur 0.015Remainder iron.
-
8/2/2019 Marine Diesel Engine Dual
100/120
The Two Stroke Crosshead Engine The Crankshaft
The crankshafts on the large modern 2 stroke crosshead engines
can weigh over 300tonnes.They are too big to make as a single unit
and so are constructed by joining together
individual forgings.On older engines the so called fully built
method was used.This consisted of forging separate webs, crankpins
and main journals.The crankpins and journals were machined and
matching holes bored in the webs,which were slightly smaller in
diameter.
The webs were heated up and the crankpins and journals fitted
into the holes(which due to the heat had expanded in size). As the
webs cooled down, so thediameter of the bored holes would try and
shrink back to their original size. Indoing so, the crankpins and
journals would be gripped tightly enough to stop thembeing able to
slip when the engine was being operated normally.
Today, crankshafts for large 2 stroke crosshead engines are of
the semi builttype. In this method of construction the crankshaft
"throws" consisting of two
webs and the crankpin are made from a single forging of a 0.4%
carbon steel.The webs are bored to take the separately forged and
machined main journalswhich are fitted into the webs using the
shrink fitting method described above.The shrink fit allowance is
between 1/570 and 1/660 of the diameter.The advantages of this
method of construction is that by making the two websand crankpin
from a single forging the grain flow in the steel follows the
webround into the crankpin and back down the other web.
-
8/2/2019 Marine Diesel Engine Dual
101/120
Because the crankpin and webs are a single forging, the webs can
be reduced inthickness and a hole is sometimes bored through the
crankpin as shown,reducing the weight without compromising
strength.
Built up Crankshaft Manufacture
-
8/2/2019 Marine Diesel Engine Dual
102/120
Crankshaft views
-
8/2/2019 Marine Diesel Engine Dual
103/120
THE WELDED CRANKSHAFT
The welded crankshaft was developed in the 1980s. It was made up
of a series of
forgings each comprising of half a main journal, web, crankpin,
second web, andhalf a main journal. These forgings were then welded
together using asubmerged arc welding process to form the
crankshaft. After welding the
journals were stress relieved and machined. As well as having
the advantage of continuous grain flow, the webs could be made
thinner (no shrink fit toaccommodate), leading to a lighter shorter
crankshaft.Why aren't all crankshafts produced by this method?
Cost! It was veryexpensive and only about twenty crankshafts were
produced by this method.They have performed very well in service
however.
All Welded C/shaft
-
8/2/2019 Marine Diesel Engine Dual
104/120
Crankshaft and bearings
-
8/2/2019 Marine Diesel Engine Dual
105/120
-
8/2/2019 Marine Diesel Engine Dual
106/120
In the hydraulic forging press the crankshaft throws and flanges
are formed.
The crankshaft is locally heated to a white heat where the webs
are desired to beformed. The crankshaft is then compressed axially
to form the start of the webs
-
8/2/2019 Marine Diesel Engine Dual
107/120
The forgings are then machined, stress relieved, and the radii
at the change of sectioncold rolled.If the crankshafts are to be
surface hardened they are made of a steel alloy known asnitralloy
(a steel containing 1.5%Cr, 1% Al and 0.2% Mo)The crankshaft is
heated to 500C in ammonia gas for up to 4 days. The nitrogen
dissociates from the ammonia gas and combines with the chromium
and aluminium toform hard nitrates at the surface. The molybdenum
refines the grain structure at thestill tough core.
Fillet Radii
At the change of section between journal and web and web and
crankpin, fillet radiiare machined so there is not a sharp corner
to act as a stress raiser. These radii arecold rolled to remove
machining marks, harden the surface and to induce a
residualcompressive stress, again to increase fatigue
resistance.Re-entrant fillets are sometimes employed; This allows
for a shorter crankshaftwithout compromising on bearing length.
Re-entrant fillet radii
-
8/2/2019 Marine Diesel Engine Dual
108/120
Oil Holes in Crankshafts.
Unlike the crankshafts for slow speed 2 stroke crosshead
engines, which lubricatethe bottom ends by sending the oil DOWN the
con rod from the crosshead, the
crankshaft for the medium speed trunk piston engine must have
holes drilled in itso that oil can travel from the main bearing
journals to the crankpin and then UPthe con rod to lubricate the
piston pin and cool the piston. If the surface finish of the holes
is not good, then cracks can start from the flaws.
At the exit points on the crankpin, the holes must be smoothly
radiused. So thatthe crankshaft strength is not compromised the
holes should be positionedhorizontally when the crank is at
TDC.
Crankweb Formation from Round Rod
Web Formation
-
8/2/2019 Marine Diesel Engine Dual
109/120
Crank Formation
-
8/2/2019 Marine Diesel Engine Dual
110/120
Connecting Rod:This is a highly stressed component resulting
from:1. Gas force loads: Which is a maximum compressive load at
T.D.C. (15% of maximumat 90* A.T.D.C)2. Inertia loads: Resulting
from the reciprocating running gear is maximum compressiveat B.D.C.
and maximum tensile at T.D.C. (particularly in 4 stroke engines).3.
Transverse inertia loads: Known as whip resulting from the mass of
the connectingrod and its oscillating motion. This is maximum at
about 80* past T.D.C. and is greatestin high-speed engines.For
calculation purposes the component is considered as a strut subject
to buckling andtransverse loading. May be circular or H section,
usually circular for slow speedengines and H for medium and high
speed, where the transverse loading is greatest. InV engines there
may be additional transverse loading from the connecting rod.The
connecting rod may be required to transport oil between the top
&, bottom end
bearings - circular sections are most suitable for this
purpose.Stress and load concentration is reduced at the ends of the
rod by increasing the areathrough a tapered section, having
generous fillets. Solid ends provide a rigid platform for the top
end-bearings and gives good support to the bottom end bearing. This
essentiallyused for thin shell bearings, to prevent fretting
between the back of the shell and itshousing.Accurate and uniform
pre-tensioning of the bottom end bolts is necessary to:1. Reduce
the risk of fretting between palm and housing.2. Eliminate bending
moments on the bolts (caused by uneven tightening, resulting
instress concentration in the root of the thread.3. Reduce the
range of stress fluctuation, which is a major factor in fatigue
failure (themaximum stress way be increased but, the fluctuation
range is reduced).4. Provide the correct nip to the thin shell
bearings (to prevent fretting on the blocking
piece and fatigue-crazy cracking on the bearing surface).For
lower power engines a forked top end arrangement has been used
which allows topend bearing to be integral with the connecting rod
and provide access to the piston rodnut.With increased power the
greater flexibility of this design resulted in:1. Misalignment
between top-end pins and bearings resulting in edge loading (due to
loadacting between the forks, producing a bending moment).2.
Cracking at root of the fork due to repeated flexing resulting in
fatigue.The bottom end bearing is located on the palm by a spigot
through which the oil passes.This helps torelieve the bolts of
shear forces imposed by the transverse loads.
Failures:Usually due to abrupt stopping the engine or breakage
of bottom end bolts.Cracks may develop:1. Around the edges of the
boltholes.2. On the underside of the foot running across the line
of fillet run out (particularly if compression plates are
fitted).Materials for Connecting Rod:Forged steel: Carbon: 0.30
0.50% (Normalised).
-
8/2/2019 Marine Diesel Engine Dual
111/120
U.T.S: 500 700 N/mm2.Forgings should have a fine grain
structure. It should be free from coarse non-metalicinclusions and
segregations especially in highly stressed areas.
Connecting Rod Bolts:
Important Designing Considerations:? Well-formed fillet between
bolt head and shank. There should be a proper chamfer atthe mouth
hole.? There should be smooth radii wherever there is a change in
diameter.? Surface of the bolt should be given a high degree of
finish.? It would be beneficial to reduce the diameter of bolt
shank less than the core diameter atthe bottom of the thread (about
10% less).? Bolt material should have adequate strength and high
resilience.? It would be ideal to make the bolt of uniform
cross-sectional area but it is necessary tohave certain parts of
shank enlarged in diameter for the fitting portions.Bolt
Material:
Low alloy steel (alloy content < 5%).U.T.S: 750 to 1100
N/mm2.Tightening of Bolts:Tightening of important bolts such as
these should not be left to chance.Following methods are in use:1.
Applying the desired preload by means of hydraulic cylinder and
following up nut.2. Measuring the extension of the bolt with a
micrometer device whilst the bolt istightened.3. Hand tightening
lightly, and then turning up the nut through a predetermined
andcalculated angle with respect to the bolt.4. Using torque
spanner, e.g. a spanner which reads the torque or set to give way
at a
predetermined torque.Methods (1) & (2) as mentioned above
are most accurate. Method (3) is good if boltstiffness is knownand
calculation is accurate.Torque spanners (method 4) are useful for
small medium sized bolts; care has to be takenas
regardsLubrication.Failure in Bolts:Failure is essentially due to
fatigue.Factors contributing to failures are as follows:1. Stress
concentrations at bolt heads, change of section, surface finish
etc.2. Over stretching of bolt.3. Uneven tightening.4. Inadequate
pretension.5. Improper seating of nut or bolt head causing bending
stresses.6. Corrosive attack in the form of bending.
-
8/2/2019 Marine Diesel Engine Dual
112/120
-
8/2/2019 Marine Diesel Engine Dual
113/120
-
8/2/2019 Marine Diesel Engine Dual
114/120
-
8/2/2019 Marine Diesel Engine Dual
115/120
-
8/2/2019 Marine Diesel Engine Dual
116/120
-
8/2/2019 Marine Diesel Engine Dual
117/120
-
8/2/2019 Marine Diesel Engine Dual
118/120
Conn
-
8/2/2019 Marine Diesel Engine Dual
119/120
-
8/2/2019 Marine Diesel Engine Dual
120/120