Embed Size (px)
Citation preview

Advanced Powder Technology xxx (2014) xxx–xxx
Contents lists available at ScienceDirect
Advanced Powder Technology
journal homepage: www.elsevier .com/locate /apt
Original Research Paper
Magnetite particle surface attrition model in dense phase gas–solidfluidized bed for dry coal beneficiation
http://dx.doi.org/10.1016/j.apt.2014.02.0020921-8831/� 2014 The Society of Powder Technology Japan. Published by Elsevier B.V. and The Society of Powder Technology Japan. All rights reserved.
⇑ Corresponding author. Tel./fax: +86 0516 83590092.E-mail address: [email protected] (Y. Zhao).
Please cite this article in press as: B. Zhang et al., Magnetite particle surface attrition model in dense phase gas–solid fluidized bed for dry coal benefiAdvanced Powder Technology (2014), http://dx.doi.org/10.1016/j.apt.2014.02.002
Bo Zhang a, Yuemin Zhao a,⇑, Chenlong Duan a, Ligang Tang b, Liang Dong a, Jinzhou Qu a
a School of Chemical Engineering and Technology, China University of Mining and Technology, Xuzhou 221116, Chinab Coal Mining and Designing Department, Tiandi Science & Technology Co. Ltd., Beijing 100013, China
a r t i c l e i n f o a b s t r a c t
Article history:Received 22 October 2013Received in revised form 17 January 2014Accepted 7 February 2014Available online xxxx
Keywords:Gas–solid fluidized bedRate of particle attritionMagnetite particlesProportionality coefficientRittinger’s surface theory
Dense-phase high-density fluidized bed has received considerable attention worldwide due to the urgentneed for an efficient dry separation technology. This study on magnetite particle attrition model and sizedistribution change rule in a dense-phase gas–solid fluidized bed for dry beneficiation analyzes the com-plex process of magnetite particle attrition and fine particle generation. A model of magnetite particleattrition rate is established, with the particle attrition rate leveling off gradually with the attrition timein the dense-phase gas–solid fluidized bed. Magnetite particle attrition in the dense-phase gas–solid flu-idized bed is consistent with Rittinger’s surface theory, where the change in surface area of magnetiteparticles is proportional to the total excess kinetic energy consumed and the total attrition time. An attri-tion experiment of magnetite particles is conducted in a laboratory-scale dense-phase gas–solid fluidizedbed for dry beneficiation.� 2014 The Society of Powder Technology Japan. Published by Elsevier B.V. and The Society of Powder
Technology Japan. All rights reserved.
1. Introduction
Coal plays a predominant role in China’s energy consumptionstructure. In 2011, China’s raw coal production is 3.52 billion tons,accounting for 77.35% of the primary energy production [1], andcoal consumption accounts for 70.48% of the primary energy con-sumption [2]. As the main energy source, coal will make great con-tributions to the national economic development of China for along time, thus it is of great significance to use the coal resourcesefficient and clean. Coal preparation technology is simple andeffective method to improve the quality of coal, being used anddeveloped worldwide. More than two-thirds of coal resources inChina are distributed in arid areas. As the coal mining is transferredto arid areas, wet coal preparation is under restrictions [3], the effi-cient dry separation technology is urgent need. Existing mature dryseparation technology mainly contain air jig [4–6], the compounddry separation [7–9] and the dense phase high density fluidizedbed dry beneficiation [9–16]. Especially in recent years, the densephase high density fluidized bed dry separation technology is re-ceived a widespread concern of home and abroad, because of itshigh sorting accuracy and the stable sorting effect. However, theattrition of magnetite particles in dense phase fluidized bed dry
separation would change their size distribution, and influencethe normal operation of dense phase fluidized bed dry beneficia-tion. Thus it is worthy to study the attrition of magnetite particlesin fluidized beds.
Generally, it is believed that particle attrition takes placethrough surface abrasion in fluidized beds, As a matter of fact;many studies [17–19] on the attrition of particles in fluidized bedshave been published. In addition, in order to verify the validity ofthe developed model, an attrition experiment of magnetite parti-cles has been carried out in a lab-scale dense phase gas–solids flu-idized bed for dry beneficiation [20–22].
2. Material and methods
2.1. Material
The isomorphism of Fe3+ of Magnetite particles of the densephase gas–solids fluidized bed for dry beneficiation is the presenceof substituting metal ions Al3+, Ti4+, Cr3+, V3+; the metal ions Fe2+
have been replace Mg2+, Mn2+, Zn2+, Ni2+, Co2+, Cu2+, Ge2+ and soon. Magnetite ore specific susceptibility v > 4.0 � 10�5 cm3/g,which belongs to the strong magnetic minerals. Magnetization ofmagnetite is stronger, but the coercive force is small, is advanta-geous to the magnetic separation and demagnetization. Magnetiteis one of the best magnetic materials as a heavy medium. Table 1 is
ciation,
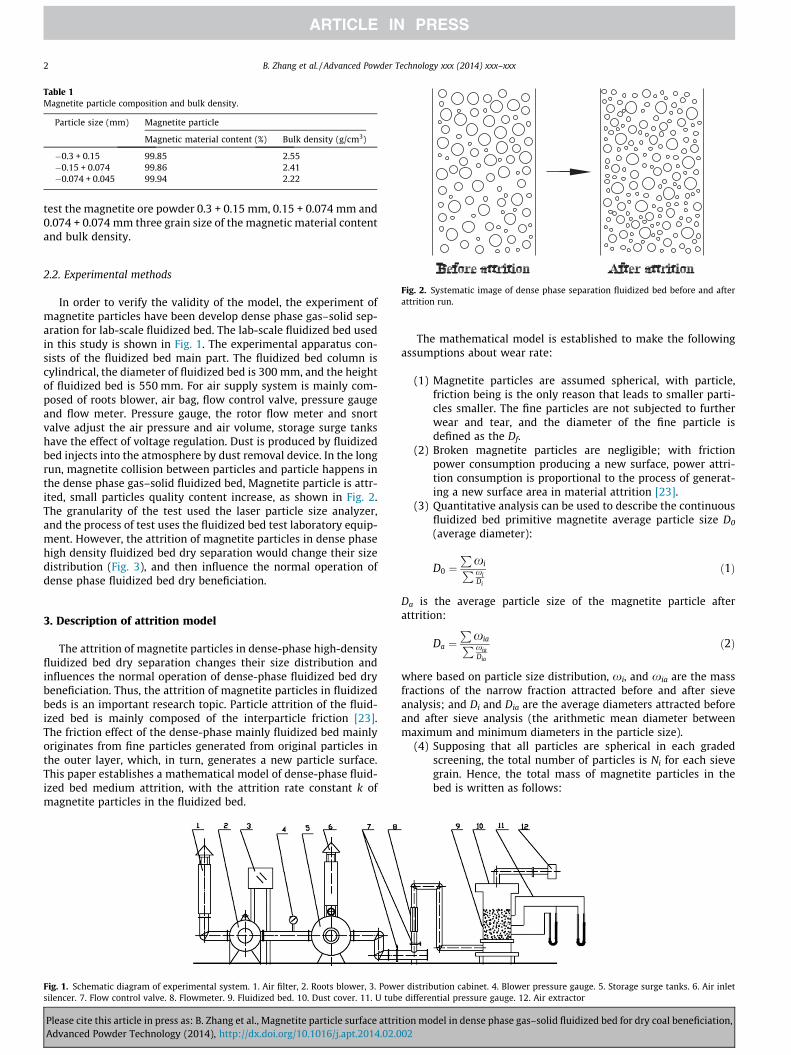
Table 1Magnetite particle composition and bulk density.
Particle size (mm) Magnetite particle
Magnetic material content (%) Bulk density (g/cm3)
�0.3 + 0.15 99.85 2.55�0.15 + 0.074 99.86 2.41�0.074 + 0.045 99.94 2.22
2 B. Zhang et al. / Advanced Powder Technology xxx (2014) xxx–xxx
test the magnetite ore powder 0.3 + 0.15 mm, 0.15 + 0.074 mm and0.074 + 0.074 mm three grain size of the magnetic material contentand bulk density.
Fig. 2. Systematic image of dense phase separation fluidized bed before and afterattrition run.
2.2. Experimental methods
In order to verify the validity of the model, the experiment ofmagnetite particles have been develop dense phase gas–solid sep-aration for lab-scale fluidized bed. The lab-scale fluidized bed usedin this study is shown in Fig. 1. The experimental apparatus con-sists of the fluidized bed main part. The fluidized bed column iscylindrical, the diameter of fluidized bed is 300 mm, and the heightof fluidized bed is 550 mm. For air supply system is mainly com-posed of roots blower, air bag, flow control valve, pressure gaugeand flow meter. Pressure gauge, the rotor flow meter and snortvalve adjust the air pressure and air volume, storage surge tankshave the effect of voltage regulation. Dust is produced by fluidizedbed injects into the atmosphere by dust removal device. In the longrun, magnetite collision between particles and particle happens inthe dense phase gas–solid fluidized bed, Magnetite particle is attr-ited, small particles quality content increase, as shown in Fig. 2.The granularity of the test used the laser particle size analyzer,and the process of test uses the fluidized bed test laboratory equip-ment. However, the attrition of magnetite particles in dense phasehigh density fluidized bed dry separation would change their sizedistribution (Fig. 3), and then influence the normal operation ofdense phase fluidized bed dry beneficiation.
3. Description of attrition model
The attrition of magnetite particles in dense-phase high-densityfluidized bed dry separation changes their size distribution andinfluences the normal operation of dense-phase fluidized bed drybeneficiation. Thus, the attrition of magnetite particles in fluidizedbeds is an important research topic. Particle attrition of the fluid-ized bed is mainly composed of the interparticle friction [23].The friction effect of the dense-phase mainly fluidized bed mainlyoriginates from fine particles generated from original particles inthe outer layer, which, in turn, generates a new particle surface.This paper establishes a mathematical model of dense-phase fluid-ized bed medium attrition, with the attrition rate constant k ofmagnetite particles in the fluidized bed.
Fig. 1. Schematic diagram of experimental system. 1. Air filter, 2. Roots blower, 3. Powesilencer. 7. Flow control valve. 8. Flowmeter. 9. Fluidized bed. 10. Dust cover. 11. U tub
Please cite this article in press as: B. Zhang et al., Magnetite particle surface attriAdvanced Powder Technology (2014), http://dx.doi.org/10.1016/j.apt.2014.02.0
The mathematical model is established to make the followingassumptions about wear rate:
(1) Magnetite particles are assumed spherical, with particle,friction being is the only reason that leads to smaller parti-cles smaller. The fine particles are not subjected to furtherwear and tear, and the diameter of the fine particle isdefined as the Df.
(2) Broken magnetite particles are negligible; with frictionpower consumption producing a new surface, power attri-tion consumption is proportional to the process of generat-ing a new surface area in material attrition [23].
(3) Quantitative analysis can be used to describe the continuousfluidized bed primitive magnetite average particle size D0
(average diameter):
P
r distribe differe
tion mo02
D0 ¼xiPxiDi
ð1Þ
Da is the average particle size of the magnetite particle afterattrition: P
Da ¼xiaPxiaDia
ð2Þ
where based on particle size distribution, xi, and xia are the massfractions of the narrow fraction attracted before and after sieveanalysis; and Di and Dia are the average diameters attracted beforeand after sieve analysis (the arithmetic mean diameter betweenmaximum and minimum diameters in the particle size).
(4) Supposing that all particles are spherical in each gradedscreening, the total number of particles is Ni for each sievegrain. Hence, the total mass of magnetite particles in thebed is written as follows:
ution cabinet. 4. Blower pressure gauge. 5. Storage surge tanks. 6. Air inletntial pressure gauge. 12. Air extractor
del in dense phase gas–solid fluidized bed for dry coal beneficiation,
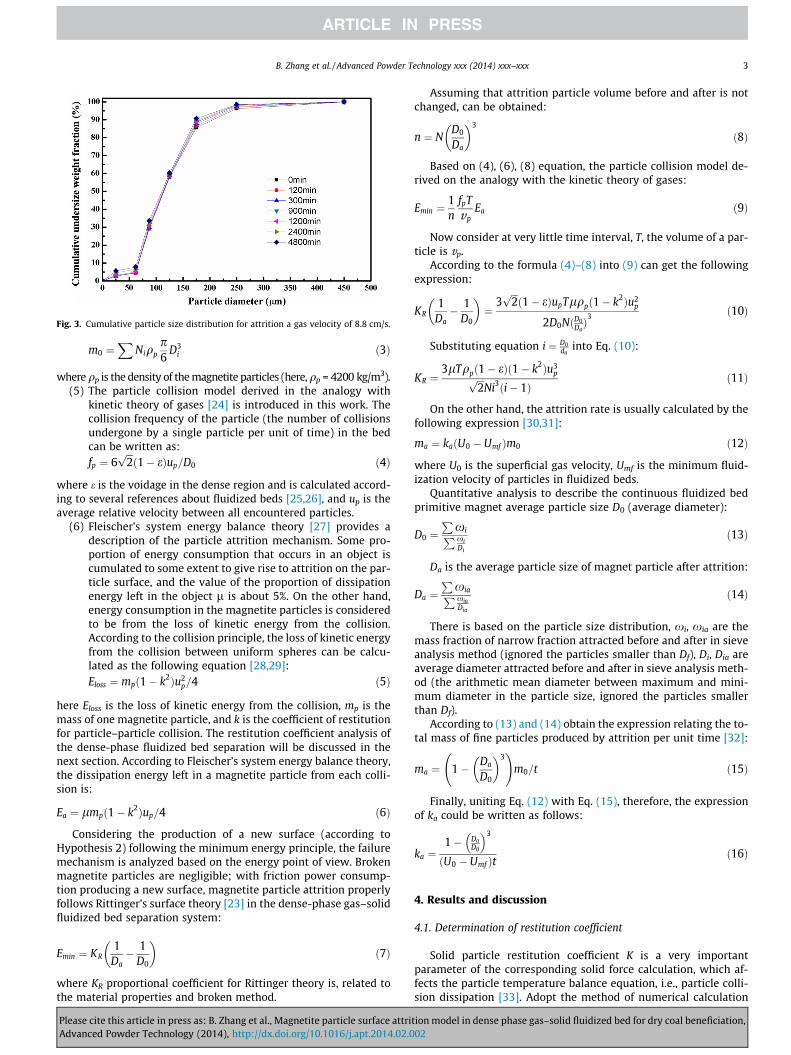
Fig. 3. Cumulative particle size distribution for attrition a gas velocity of 8.8 cm/s.
B. Zhang et al. / Advanced Powder Technology xxx (2014) xxx–xxx 3
X
PleaseAdvan
m0 ¼ Niqpp6
D3i ð3Þ
where qp is the density of the magnetite particles (here, qp = 4200 kg/m3).(5) The particle collision model derived in the analogy with
kinetic theory of gases [24] is introduced in this work. Thecollision frequency of the particle (the number of collisionsundergone by a single particle per unit of time) in the bedcan be written as:ffiffiffip
fp ¼ 6 2ð1� eÞup=D0 ð4Þwhere e is the voidage in the dense region and is calculated accord-ing to several references about fluidized beds [25,26], and up is theaverage relative velocity between all encountered particles.
(6) Fleischer’s system energy balance theory [27] provides adescription of the particle attrition mechanism. Some pro-portion of energy consumption that occurs in an object iscumulated to some extent to give rise to attrition on the par-ticle surface, and the value of the proportion of dissipationenergy left in the object l is about 5%. On the other hand,energy consumption in the magnetite particles is consideredto be from the loss of kinetic energy from the collision.According to the collision principle, the loss of kinetic energyfrom the collision between uniform spheres can be calcu-lated as the following equation [28,29]:
Eloss ¼ mpð1� k2Þu2p=4 ð5Þ
here Eloss is the loss of kinetic energy from the collision, mp is themass of one magnetite particle, and k is the coefficient of restitutionfor particle–particle collision. The restitution coefficient analysis ofthe dense-phase fluidized bed separation will be discussed in thenext section. According to Fleischer’s system energy balance theory,the dissipation energy left in a magnetite particle from each colli-sion is:
Ea ¼ lmpð1� k2Þup=4 ð6Þ
Considering the production of a new surface (according toHypothesis 2) following the minimum energy principle, the failuremechanism is analyzed based on the energy point of view. Brokenmagnetite particles are negligible; with friction power consump-tion producing a new surface, magnetite particle attrition properlyfollows Rittinger’s surface theory [23] in the dense-phase gas–solidfluidized bed separation system:
Emin ¼ KR1
Da� 1
D0
� �ð7Þ
where KR proportional coefficient for Rittinger theory is, related tothe material properties and broken method.
cite this article in press as: B. Zhang et al., Magnetite particle surface attriced Powder Technology (2014), http://dx.doi.org/10.1016/j.apt.2014.02.0
Assuming that attrition particle volume before and after is notchanged, can be obtained:
n ¼ ND0
Da
� �3
ð8Þ
Based on (4), (6), (8) equation, the particle collision model de-rived on the analogy with the kinetic theory of gases:
Emin ¼1n
fpTvp
Ea ð9Þ
Now consider at very little time interval, T, the volume of a par-ticle is vp.
According to the formula (4)–(8) into (9) can get the followingexpression:
KR1
Da� 1
D0
� �¼
3ffiffiffi2pð1� eÞupTlqpð1� k2Þu2
p
2D0NðD0DaÞ3
ð10Þ
Substituting equation i ¼ D0da
into Eq. (10):
KR ¼3lTqpð1� eÞð1� k2Þu3
pffiffiffi2p
Ni3ði� 1Þð11Þ
On the other hand, the attrition rate is usually calculated by thefollowing expression [30,31]:
ma ¼ kaðU0 � Umf Þm0 ð12Þ
where U0 is the superficial gas velocity, Umf is the minimum fluid-ization velocity of particles in fluidized beds.
Quantitative analysis to describe the continuous fluidized bedprimitive magnet average particle size D0 (average diameter):
D0 ¼P
xiPxiDi
ð13Þ
Da is the average particle size of magnet particle after attrition:
Da ¼P
xiaPxiaDia
ð14Þ
There is based on the particle size distribution, xi, xia are themass fraction of narrow fraction attracted before and after in sieveanalysis method (ignored the particles smaller than Df), Di, Dia areaverage diameter attracted before and after in sieve analysis meth-od (the arithmetic mean diameter between maximum and mini-mum diameter in the particle size, ignored the particles smallerthan Df).
According to (13) and (14) obtain the expression relating the to-tal mass of fine particles produced by attrition per unit time [32]:
ma ¼ 1� Da
D0
� �3 !
m0=t ð15Þ
Finally, uniting Eq. (12) with Eq. (15), therefore, the expressionof ka could be written as follows:
ka ¼1� Da
D0
� �3
ðU0 � Umf Þtð16Þ
4. Results and discussion
4.1. Determination of restitution coefficient
Solid particle restitution coefficient K is a very importantparameter of the corresponding solid force calculation, which af-fects the particle temperature balance equation, i.e., particle colli-sion dissipation [33]. Adopt the method of numerical calculation
tion model in dense phase gas–solid fluidized bed for dry coal beneficiation,02

4 B. Zhang et al. / Advanced Powder Technology xxx (2014) xxx–xxx
and combined with finite element CFD fluid dynamics simulationsoftware, dense phase gas–solid fluidized bed inside the bubblebehavior and the bubble motion simulation and calculation. Gas–solid fluidized bed of dry coal preparation belongs to bubbling flu-idized bed; the volume fraction of particles is very high, so usingcomputational fluid dynamics in the continuous medium modelas the basic model of numerical calculation. If K = 1, as the idealelastic collision between particles, the dissipative term disappearsand temperature generates a dominant term in the equation.Focusing on the influence of the restitution coefficient of the fluid-ized bed, K values were 0.9 and 0.99. The restitution coefficient ofparticle temperature has an important influence on moving granu-lar particles produced in the high-temperature region and on dissi-pation in areas of high particle volume fraction. As a result, particlevelocity is higher and volume fraction area is smaller at highertemperature. The plot of granular temperature at different restitu-tion coefficients is shown in Fig. 4. When K = 0.9, the particle willremain in the fixed bed, as shown in Fig. 4a. Therefore, a smallnumber of particles float only on the bed surface; in an area ofsmall particles, pellet temperature is low, with the maximum mag-nitude of 2.1 � 10�3 m2/s2. When K = 0.99, particles are fluidizedon the bed surface; at this point, particle temperature obviously in-creases, with a maximum improvement of 2.9 � 10�2 m2/s2 orderof magnitude. When K = 0.9, the temperature of particles is be-tween 1.84 � 10�7 and 2.92 � 10�2 m2/s2. When K = 0.99, particletemperature is increased, but the growth rate is slow, with thetemperature of particles between 2.24 � 10�7 and3.16 � 10�2 m2/s2, as shown in Fig. 4b. Under different restitutioncoefficients, particle temperature is in the same order of magni-tude. When K = 0.9, particle temperature is increased, but thegrowth rate is slow, with the temperature of particles between3.57 � 10�7 and 2.38 � 10�2 m2/s2, as shown in Fig. 5c. WhenK = 0.99, the maximum value is reached, with the particle temper-ature between 3.58 � 10�7 and 5.3 � 10�2 m2/s2. However, theparticle of the order of magnitude of temperature does not change.Thus, when U < Umf, K value of particle temperature is significantlyaffected, and when U > Umf, K value of particle temperature is notsignificantly affected.
Variations in granular temperature along the bed height at dif-ferent restitution coefficients are shown in Fig. 4. K value increasesthe particle velocity, particle temperature, and wave crest of thebed area. However, in the high position range, the height of theparticle temperature is very low, almost equal and close to 0.U > Umf, K value of bed pressure drop is not significantly affected(Fig. 5). However, the pressure drop fluctuation curves did not re-veal obvious differences in the dense-phase gas–solid fluidized bed
Fig. 4. The plot of granular temperature
Please cite this article in press as: B. Zhang et al., Magnetite particle surface attriAdvanced Powder Technology (2014), http://dx.doi.org/10.1016/j.apt.2014.02.0
separation system. Particle volume fraction is high and the idealelastic collision between particles is rare, though it dissipated mostof the temperature and energy of the particles, with K = 0.99 closeto the ideal elastic collision. Therefore, the restitution coefficient of0.99 does not fully describe the particle behavior of the fluidizedbed; the smaller restitution coefficient (0.9) is more in accordancewith the actual situation of the fluidized bed.
4.2. Effect of attrition time
The movements of solids in a dense-phase fluidized bed arevery vigorous, which lead to a significant amount of particle colli-sions that cause attrition. Some papers [19,22] have reported thatdense regions in a fluidized bed system act as main attritionsources, e.g., the bubbling bed. As a bed material, the movementsof magnetite particles are mainly concentrated in the dense zone;hence, only magnetite particle attrition in the dense zone of thedense-phase fluidized bed for dry beneficiation will be investigatedin this work. In order to verify the validity of the model, the exper-iment of magnetite particles have been develop dense phase gas–solid separation for lab-scale fluidized bed. The lab-scale fluidizedbed used in this study is shown in Fig. 1.
In attrition time, the grade quality score of magnetite particlechanges in the fluidizing gas velocity of 10.65 cm/s, as shown inFig. 6 By contrast, with the main fluidization separating media stillgraded as 0.3–0.15 mm and 0.074–0.150 mm, the graded massfractions of the magnetite ore are determined to be �0.074 mmand 0.500–0.300 mm. The graded mass fraction changes consider-ably because coarse particle attrition generates fine particles. Thechange in intermediate grade fluctuates, with the quality scorechange affected by the combination of coarse particles collidingwith each other and the middle grade increasing with the dissipa-tion of the collision. Magnetite particle attrition and fine particlegeneration in the fluidized bed are complex processes, but afterattrition, magnetite particles change in size from large to small.
As shown in Fig. 7, with the increase of attrition time, the aver-age particle size of 0.025 mm graded mass fraction steadily in-creased primarily because particle attrition collision leads to tinyparticles. However, the graded mass fraction of the average particlesize of 0.025 mm only increased slightly; a small change in massfraction as graded collision occurred led to a suppressed increasein content. The average particle sizes of 0.450 and 0.250 mm qual-ity content were reduced with the increase in attrition time, whichwas caused by coarse particle collisions similar to the 0.025 mmgraded mass fraction. However, after 300 min, the speed of parti-cles showed a decreasing trend.
at different restitution coefficients.
tion model in dense phase gas–solid fluidized bed for dry coal beneficiation,02
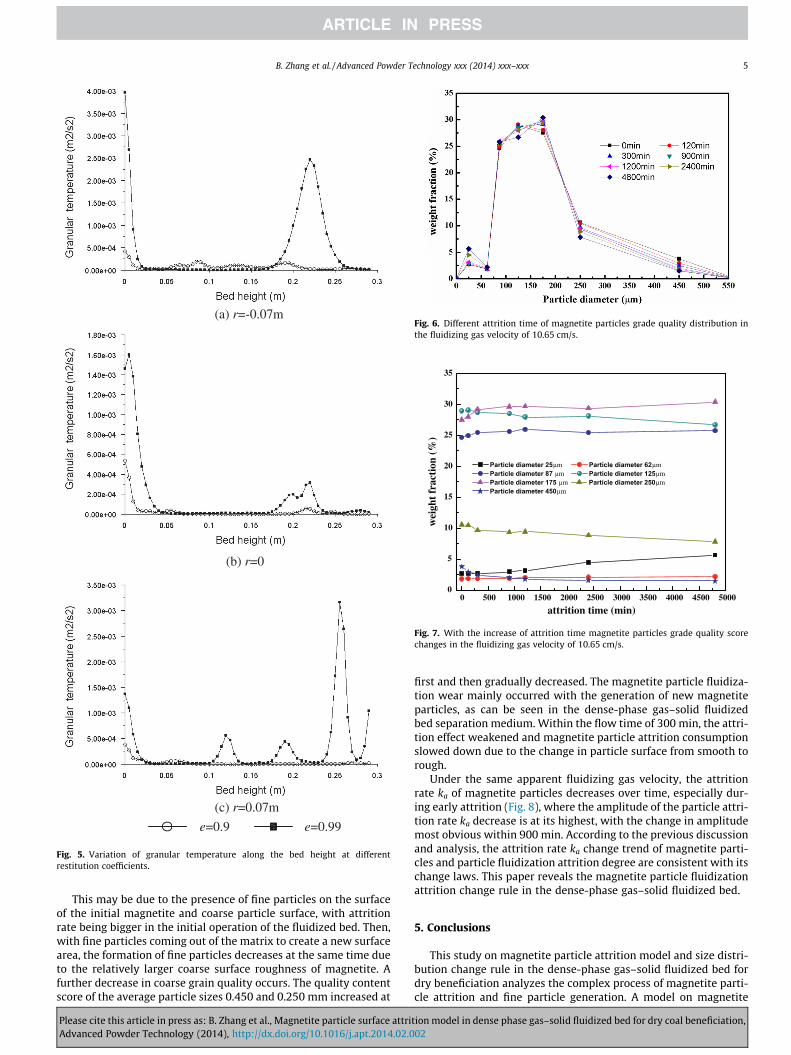
(a) r=-0.07m
(b) r=0
(c) r=0.07m
e=0.99e=0.9
Fig. 5. Variation of granular temperature along the bed height at differentrestitution coefficients.
Fig. 6. Different attrition time of magnetite particles grade quality distribution inthe fluidizing gas velocity of 10.65 cm/s.
0 500 1000 1500 2000 2500 3000 3500 4000 4500 50000
5
10
15
20
25
30
35
wei
ght
frac
tion
(%
)
attrition time (min)
Particle diameter 25µm Particle diameter 62µm Particle diameter 87 µm Particle diameter 125µm Particle diameter 175 µm Particle diameter 250µm Particle diameter 450µm
Fig. 7. With the increase of attrition time magnetite particles grade quality scorechanges in the fluidizing gas velocity of 10.65 cm/s.
B. Zhang et al. / Advanced Powder Technology xxx (2014) xxx–xxx 5
This may be due to the presence of fine particles on the surfaceof the initial magnetite and coarse particle surface, with attritionrate being bigger in the initial operation of the fluidized bed. Then,with fine particles coming out of the matrix to create a new surfacearea, the formation of fine particles decreases at the same time dueto the relatively larger coarse surface roughness of magnetite. Afurther decrease in coarse grain quality occurs. The quality contentscore of the average particle sizes 0.450 and 0.250 mm increased at
Please cite this article in press as: B. Zhang et al., Magnetite particle surface attriAdvanced Powder Technology (2014), http://dx.doi.org/10.1016/j.apt.2014.02.0
first and then gradually decreased. The magnetite particle fluidiza-tion wear mainly occurred with the generation of new magnetiteparticles, as can be seen in the dense-phase gas–solid fluidizedbed separation medium. Within the flow time of 300 min, the attri-tion effect weakened and magnetite particle attrition consumptionslowed down due to the change in particle surface from smooth torough.
Under the same apparent fluidizing gas velocity, the attritionrate ka of magnetite particles decreases over time, especially dur-ing early attrition (Fig. 8), where the amplitude of the particle attri-tion rate ka decrease is at its highest, with the change in amplitudemost obvious within 900 min. According to the previous discussionand analysis, the attrition rate ka change trend of magnetite parti-cles and particle fluidization attrition degree are consistent with itschange laws. This paper reveals the magnetite particle fluidizationattrition change rule in the dense-phase gas–solid fluidized bed.
5. Conclusions
This study on magnetite particle attrition model and size distri-bution change rule in the dense-phase gas–solid fluidized bed fordry beneficiation analyzes the complex process of magnetite parti-cle attrition and fine particle generation. A model on magnetite
tion model in dense phase gas–solid fluidized bed for dry coal beneficiation,02
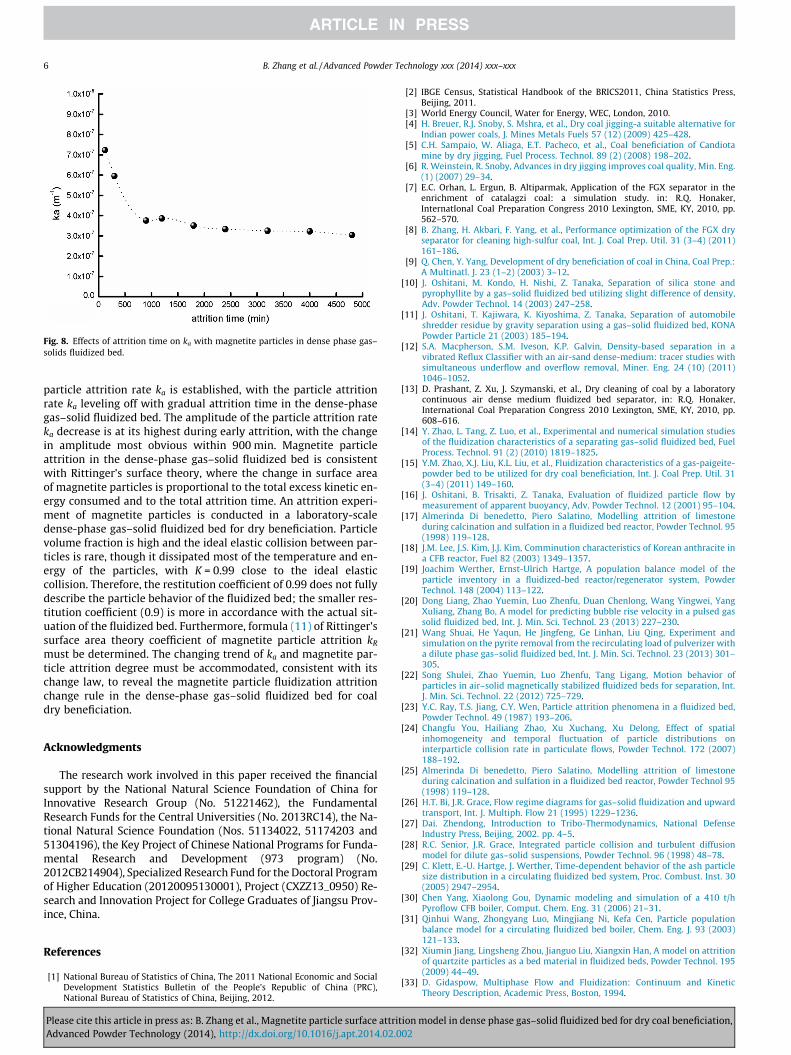
Fig. 8. Effects of attrition time on ka with magnetite particles in dense phase gas–solids fluidized bed.
6 B. Zhang et al. / Advanced Powder Technology xxx (2014) xxx–xxx
particle attrition rate ka is established, with the particle attritionrate ka leveling off with gradual attrition time in the dense-phasegas–solid fluidized bed. The amplitude of the particle attrition rateka decrease is at its highest during early attrition, with the changein amplitude most obvious within 900 min. Magnetite particleattrition in the dense-phase gas–solid fluidized bed is consistentwith Rittinger’s surface theory, where the change in surface areaof magnetite particles is proportional to the total excess kinetic en-ergy consumed and to the total attrition time. An attrition experi-ment of magnetite particles is conducted in a laboratory-scaledense-phase gas–solid fluidized bed for dry beneficiation. Particlevolume fraction is high and the ideal elastic collision between par-ticles is rare, though it dissipated most of the temperature and en-ergy of the particles, with K = 0.99 close to the ideal elasticcollision. Therefore, the restitution coefficient of 0.99 does not fullydescribe the particle behavior of the fluidized bed; the smaller res-titution coefficient (0.9) is more in accordance with the actual sit-uation of the fluidized bed. Furthermore, formula (11) of Rittinger’ssurface area theory coefficient of magnetite particle attrition kR
must be determined. The changing trend of ka and magnetite par-ticle attrition degree must be accommodated, consistent with itschange law, to reveal the magnetite particle fluidization attritionchange rule in the dense-phase gas–solid fluidized bed for coaldry beneficiation.
Acknowledgments
The research work involved in this paper received the financialsupport by the National Natural Science Foundation of China forInnovative Research Group (No. 51221462), the FundamentalResearch Funds for the Central Universities (No. 2013RC14), the Na-tional Natural Science Foundation (Nos. 51134022, 51174203 and51304196), the Key Project of Chinese National Programs for Funda-mental Research and Development (973 program) (No.2012CB214904), Specialized Research Fund for the Doctoral Programof Higher Education (20120095130001), Project (CXZZ13_0950) Re-search and Innovation Project for College Graduates of Jiangsu Prov-ince, China.
References
[1] National Bureau of Statistics of China, The 2011 National Economic and SocialDevelopment Statistics Bulletin of the People’s Republic of China (PRC),National Bureau of Statistics of China, Beijing, 2012.
Please cite this article in press as: B. Zhang et al., Magnetite particle surface attriAdvanced Powder Technology (2014), http://dx.doi.org/10.1016/j.apt.2014.02.0
[2] IBGE Census, Statistical Handbook of the BRICS2011, China Statistics Press,Beijing, 2011.
[3] World Energy Council, Water for Energy, WEC, London, 2010.[4] H. Breuer, R.J. Snoby, S. Mshra, et al., Dry coal jigging-a suitable alternative for
Indian power coals, J. Mines Metals Fuels 57 (12) (2009) 425–428.[5] C.H. Sampaio, W. Aliaga, E.T. Pacheco, et al., Coal beneficiation of Candiota
mine by dry jigging, Fuel Process. Technol. 89 (2) (2008) 198–202.[6] R. Weinstein, R. Snoby, Advances in dry jigging improves coal quality, Min. Eng.
(1) (2007) 29–34.[7] E.C. Orhan, L. Ergun, B. Altiparmak, Application of the FGX separator in the
enrichment of catalagzi coal: a simulation study. in: R.Q. Honaker,InternatIonal Coal Preparation Congress 2010 Lexington, SME, KY, 2010, pp.562–570.
[8] B. Zhang, H. Akbari, F. Yang, et al., Performance optimization of the FGX dryseparator for cleaning high-sulfur coal, Int. J. Coal Prep. Util. 31 (3–4) (2011)161–186.
[9] Q. Chen, Y. Yang, Development of dry beneficiation of coal in China, Coal Prep.:A Multinatl. J. 23 (1–2) (2003) 3–12.
[10] J. Oshitani, M. Kondo, H. Nishi, Z. Tanaka, Separation of silica stone andpyrophyllite by a gas–solid fluidized bed utilizing slight difference of density,Adv. Powder Technol. 14 (2003) 247–258.
[11] J. Oshitani, T. Kajiwara, K. Kiyoshima, Z. Tanaka, Separation of automobileshredder residue by gravity separation using a gas–solid fluidized bed, KONAPowder Particle 21 (2003) 185–194.
[12] S.A. Macpherson, S.M. Iveson, K.P. Galvin, Density-based separation in avibrated Reflux Classifier with an air-sand dense-medium: tracer studies withsimultaneous underflow and overflow removal, Miner. Eng. 24 (10) (2011)1046–1052.
[13] D. Prashant, Z. Xu, J. Szymanski, et al., Dry cleaning of coal by a laboratorycontinuous air dense medium fluidized bed separator, in: R.Q. Honaker,International Coal Preparation Congress 2010 Lexington, SME, KY, 2010, pp.608–616.
[14] Y. Zhao, L. Tang, Z. Luo, et al., Experimental and numerical simulation studiesof the fluidization characteristics of a separating gas–solid fluidized bed, FuelProcess. Technol. 91 (2) (2010) 1819–1825.
[15] Y.M. Zhao, X.J. Liu, K.L. Liu, et al., Fluidization characteristics of a gas-paigeite-powder bed to be utilized for dry coal beneficiation, Int. J. Coal Prep. Util. 31(3–4) (2011) 149–160.
[16] J. Oshitani, B. Trisakti, Z. Tanaka, Evaluation of fluidized particle flow bymeasurement of apparent buoyancy, Adv. Powder Technol. 12 (2001) 95–104.
[17] Almerinda Di benedetto, Piero Salatino, Modelling attrition of limestoneduring calcination and sulfation in a fluidized bed reactor, Powder Technol. 95(1998) 119–128.
[18] J.M. Lee, J.S. Kim, J.J. Kim, Comminution characteristics of Korean anthracite ina CFB reactor, Fuel 82 (2003) 1349–1357.
[19] Joachim Werther, Ernst-Ulrich Hartge, A population balance model of theparticle inventory in a fluidized-bed reactor/regenerator system, PowderTechnol. 148 (2004) 113–122.
[20] Dong Liang, Zhao Yuemin, Luo Zhenfu, Duan Chenlong, Wang Yingwei, YangXuliang, Zhang Bo, A model for predicting bubble rise velocity in a pulsed gassolid fluidized bed, Int. J. Min. Sci. Technol. 23 (2013) 227–230.
[21] Wang Shuai, He Yaqun, He Jingfeng, Ge Linhan, Liu Qing, Experiment andsimulation on the pyrite removal from the recirculating load of pulverizer witha dilute phase gas–solid fluidized bed, Int. J. Min. Sci. Technol. 23 (2013) 301–305.
[22] Song Shulei, Zhao Yuemin, Luo Zhenfu, Tang Ligang, Motion behavior ofparticles in air–solid magnetically stabilized fluidized beds for separation, Int.J. Min. Sci. Technol. 22 (2012) 725–729.
[23] Y.C. Ray, T.S. Jiang, C.Y. Wen, Particle attrition phenomena in a fluidized bed,Powder Technol. 49 (1987) 193–206.
[24] Changfu You, Hailiang Zhao, Xu Xuchang, Xu Delong, Effect of spatialinhomogeneity and temporal fluctuation of particle distributions oninterparticle collision rate in particulate flows, Powder Technol. 172 (2007)188–192.
[25] Almerinda Di benedetto, Piero Salatino, Modelling attrition of limestoneduring calcination and sulfation in a fluidized bed reactor, Powder Technol 95(1998) 119–128.
[26] H.T. Bi, J.R. Grace, Flow regime diagrams for gas–solid fluidization and upwardtransport, Int. J. Multiph. Flow 21 (1995) 1229–1236.
[27] Dai. Zhendong, Introduction to Tribo-Thermodynamics, National DefenseIndustry Press, Beijing, 2002. pp. 4–5.
[28] R.C. Senior, J.R. Grace, Integrated particle collision and turbulent diffusionmodel for dilute gas–solid suspensions, Powder Technol. 96 (1998) 48–78.
[29] C. Klett, E.-U. Hartge, J. Werther, Time-dependent behavior of the ash particlesize distribution in a circulating fluidized bed system, Proc. Combust. Inst. 30(2005) 2947–2954.
[30] Chen Yang, Xiaolong Gou, Dynamic modeling and simulation of a 410 t/hPyroflow CFB boiler, Comput. Chem. Eng. 31 (2006) 21–31.
[31] Qinhui Wang, Zhongyang Luo, Mingjiang Ni, Kefa Cen, Particle populationbalance model for a circulating fluidized bed boiler, Chem. Eng. J. 93 (2003)121–133.
[32] Xiumin Jiang, Lingsheng Zhou, Jianguo Liu, Xiangxin Han, A model on attritionof quartzite particles as a bed material in fluidized beds, Powder Technol. 195(2009) 44–49.
[33] D. Gidaspow, Multiphase Flow and Fluidization: Continuum and KineticTheory Description, Academic Press, Boston, 1994.
tion model in dense phase gas–solid fluidized bed for dry coal beneficiation,02

B. Zhang et al. / Advanced Powder Technology xxx (2014) xxx–xxx 7
Glossary
D0: average particle size, mDa: the average particle size after attrition, mDi: average diameter in sieve grain, mDia: average diameter after attracted sieve grain, mEa: dissipation energy left, JEloss: loss of kinetic energy from the collision, JEmin: minimum energy principle, J/m3
fp: collision frequency of the particle, 1/sK: Determination of restitution coefficient, –Ka: Particles attrition rate, –KR: coefficient of Rittinger surface area theory, –m0: mass of fluidized bed, kg
Please cite this article in press as: B. Zhang et al., Magnetite particle surface attriAdvanced Powder Technology (2014), http://dx.doi.org/10.1016/j.apt.2014.02.0
mp: mass of one magnet particle, kgN: number of particles in fluidized bed, –n: number of particles in fluidized bed after attrition, –Ni: total number of particles in sieve grain, –T: very little time interval, sU0: superficial gas velocity, m/sUmf: minimum fluidization velocity, m/svp: volume of a particle, m3
xi: mass fraction of narrow fraction, %xia: mass fraction of narrow fraction after attracted, %qp: density of magnetite particles, kg/m3
e: voidage in the dense region of fluidized beds, –l: proportion of dissipation energy cumulated to give rise to attrition
tion model in dense phase gas–solid fluidized bed for dry coal beneficiation,02