-
EFFECT OF ADDITIVES FOR BENEFICIATION OF
INDIAN COAL BY SOLVENT EXTRACTION
Thesis submitted in partial fulfillment of the requirements for
award of the degree of
Master of Engineering in Chemical Engineering
Submitted by
SHASHWATA GHOSH
Class Roll No.: 001310302004
Examination Roll No.: M4CHE15-04
Registration No.: 124701 of 2013-14
Under the guidance of
Dr. ChanchalMondal
&
Dr. SudeshnaSaha
Department of Chemical Engineering
JADAVPUR UNIVERSITY
Kolkata- 700032
2015
-
Declaration of originality and compliance of academic ethics
I hereby declare that this thesis contains literature survey and
original research work by
the undersigned candidate, as part of his Master of Chemical
Engineering studies. All
information in this document have been obtained and presented in
accordance with
academic rules and ethical conduct.
I also declare that, as required by these rules and conduct, I
have fully cited and
referenced all material and results that are not original to
research work.
Name: ShashwataGhosh
Examination Roll Number: M4CHE15-04
Thesis Title: Effect of additives for beneficiation of Indian
coal by solvent extraction
Signature:
Date:
-
CERTIFICATION
To whom it may concern
This is to certify thatShashwataGhosh, final year Master of
Chemical Engineering
(M.ChE) examination student of Department of Chemical
Engineering, Jadavpur
University (Exam Roll No.M4CHE15-04; Reg. No. 124701 of
2013-14), has completed
the project work titledEffect of additives for beneficiation of
Indian coal by solvent
extraction under the guidance of Dr. Chanchal Mondal and Dr.
Sudeshna Saha in the
stipulated time during his post graduatecurriculum. This work
has not been reported
earlier anywhere and can be approved for submission in partial
fulfillment of the course
work.
___________________________
Dr. SudeshnaSaha
Assistant Professor
Chemical Engineering Department
Jadavpur University
_________________________
Prof. ChandanGuha
Head, Chemical Engineering Department
Jadavpur University
_________________________
Dr. SivajiBandyopadhyay
Dean, Faculty of Engineering & Technology
Jadavpur University
-
iv
ACKNOWLEDGEMENTS
It is a great pleasure to express my gratitude and thanks to
each and everyone who have
helped me to complete my research and compile this thesis in the
stipulated time. I am
grateful to all faculty members of Chemical Engineering
Department, Jadavpur
University for allotting this project to me. I would like to
express my respect to Dr.
Chanchal Mondal for his valuable suggestions and guidance, which
have helped me
throughout the entire tenure of the research work. I am
certainly indebted to Dr. Sudeshna
Saha for her resourcefulness and guidance, which undoubtedly has
helped me complete
this research in time. In fact, I owe her more than I can even
mention.
I would like to express my heartfelt gratitude towards my
parents and friends Mr.
Santanu Ghosh and Mr. Abhik Das, whose have always inspired me
and helped me
develop a positive attitude. I am also indebted to Mr.
Amritanshu Banerjee, a great friend,
whose noble company has always enriched me. Without his help, my
thesis would have
remained incomplete.
I would also express my thanks to all my fellow classmates Mr.
Victor Sarkar, Ms.
Sudeepta Bhattacharya and research scholars, Ms. Sujata Sardar,
Ms. Epika Mandal.
Without their cooperation and inspiration, I could not complete
my research in time. I am
also grateful Mr. Ashok Kumar Seal for his help and co-operation
in providing me with
all necessary equipments I required for this work.
-
v
ABSTRACT
High ash content of Indian coals not only reduces the
efficiencies of boilers and furnaces,
but also affects the quality of metallurgical coke for use in
blast furnaces. The present
study investigates the role of solvents and additives for
extraction of coals and reduction
of ash content in the extracts obtained from an Indian coal.
Toluene, a non-polar solvent
does not give significant yield of coal extract. Hence, a polar
solvent like n-methyl
pyrrolidone (NMP) was chosen and the yields of extracts were
observed for different
times of extraction and various additives. The additives used in
the experiments were p-
nitro benzoic acid, quinoline, calcium fluoride and calcium
chloride. It was observed that
the maximum yield of extract was 13.313% and was obtained by
using Calcium chloride
as an additive with NMP. This yield was obtained with an
additive concentration of 5%
(by weight of raw coal) of Calcium chloride under 1 hour of
thermal extraction at a
temperature of 150C. However, the reduction in ash content of
the coal extract in case of
Calcium chloride was 82.25%, which was lower than that obtained
by the use of other
additives, or, NMP alone.
-
vi
TABLE OF CONTENTS
Title Page No.
Chapter 1 INTRODUCTION 1
1.1. Coal 1
1.2. Types of coal 1
1.3. Uses of coal 2
1.4. Chemical composition of coal 5
1.5 Proximate analysis of coal 7
1.6. Ultimate analysis of coal 8
1.7. Disadvantages of ash content of coal 9
1.8. Beneficiation of coal 10
1.9. Background of the project 10
1.10. Problem statement 11
1.11. Objectives 11
1.12. Originality of the work 12
Chapter 2 LITERATURE REVIEW 13
2.1. The chemical structure of coal 13
2.2. Solvent extraction of coals 14
2.3. Effect of rank of coal on solvent extraction 15
2.4. Effect of temperature and pressure on extraction of coal
16
2.5. Effect of nature of solvents on extraction of coal 18
2.6. Effect of hot filtration and room temperature
filtration
on extraction
18
2.7. Effect of using mixtures of solvents for coal extraction
19
2.8. Effect of various additives on extraction of coals with
solvents
20
2.9. Kinetics of diffusion of solvent into the coal structure
21
2.10. FT-IR Analysis of raw, residue and extracted coals 22
-
vii
TABLE OF CONTENTS (Contd)
Title Page No.
2.11. Coal beneficiation by agglomeration techniques 23
2.12. Beneficiation by the use of inorganic chemicals 23
2.13. Reduction of ash content of coal with solvents without
coal extraction
24
Chapter 3 EXPERIMENTAL MATERIALS & PROCEDURE 25
3.1. Materials 25
3.2. Experimental procedure 25
3.2.1. Proximate analysis of coal sample 25
3.2.2. Thermal extraction of coals 26
3.2.3. Extraction of coal by Ultrasonic irradiation 27
3.2.4. Recovery of extract 29
3.2.5. Analysis of the extract and residue 29
Chapter 4 RESULTS & DISCUSSIONS 31
4.1. Characterization of raw coal sample 31
4.1. 1. Proximate analysis of raw coal 31
4.1.2. FT-IR Analysis 31
4.2. Effects of different solvents 32
4.3. Comparison of methods of extraction 32
4.4. Determination of optimum time of extraction 34
4.4.1. Comparison of percentages of extract recovered 34
4.4.2. Comparison of ash reduction in extracts 34
4.4.3. FT-IR spectra of coal extract and residue obtained
using fresh NMP
36
4.5. Comparison of results obtained using reused and fresh
(unused) NMP
37
4.5.1. Comparison of percentages of extract recovered 37
4.5.2. Comparison of ash reduction in extracts 38
-
viii
TABLE OF CONTENTS (Contd)
Title Page No.
4.5.3. Comparison of FT-IR spectra of extracts obtained
using fresh and reused NMP
39
4.6. Effect of reusing the residue for thermal extraction 40
4.6.1. Percentages of extract recovered from fresh and
reused coal residue
40
4.6.2. Percentages of ash reduction in extract 41
4.7. Experimental results for use of additives along with
NMP
41
4.7.1. p-Nitro benzoic acid 42
4.7.1.1. Percentage of extract recovered 42
4.7.1.2. Ash content of extract 43
4.7.2. Quinoline 44
4.7.2.1. Percentage of extract recovered 44
4.7.2.2. Ash content of extract 44
4.7.3. Calcium fluoride 46
4.7.3.1. Percentage of extract recovered 46
4.7.3.2. Ash content of extract 47
4.7.4. Calcium chloride 48
4.7.4.1. Percentage of extract recovered 48 4.7.4.2. Ash content
of extract 49
4.8. Comparison of the experimental results for the
different
additives
51
4.8.1. Comparison of the yields of extracts 51
4.8.2. Comparison of ash reduction in the extracts 52
4.8.3. Comparison of FT-IR results of the extracts for the
different additives
52
Chapter 5 CONCLUSIONS 54
5.1. Conclusions 54
5.2. Future prospects of the work 55
REFERENCES 57
-
ix
LIST OF TABLES
Table No. Title Page No.
3.1 Particulars of all experiments
28
4.1 Proximate analysis of raw coal
31
4.2 Comparison of percentages of extract recovered from
Toluene
& NMP
32
4.3 Comparison of percentages of extract recovered by
Thermal
extraction & Ultrasonic irradiation
33
4.4 Percentages of extract recovered and ash removed under
different times of extraction for fresh NMP
35
4.5 Percentages of extract recovered and ash removed under
different times of extraction for reused NMP
39
4.6 Percentages of extract recovered and ash removed from
fresh
coal and reused residue
41
4.7 Percentages of extract recovered and ash removed for using
p-
nitro benzoic acid as an additive with NMP
44
4.8 Percentages of extract recovered and ash removed for
using
Quinoline as an additive with NMP
46
4.9 Percentages of extract recovered and ash removed for
using
Calcium fluoride as an additive with NMP
48
4.10 Percentages of extract recovered and ash removed for
using
Calcium chloride as an additive with NMP
50
-
x
LIST OF FIGURES
Fig. No. Title Page No.
1.1 Sources of energy in India in 2013
3
1.2 Sources of electricity in the United States in 2011
4
1.3 Sources of electricity generation in India, 2011
4
1.4 Example of chemical structure of coal
6
2.1 Representative structure of coal 14
2.2 Effect of rank of coal on extraction yield
16
2.3 Variation of extraction yield with temperature
17
2.4 Variation of extraction yield with initial applied
pressure
17
2.5 Flow diagram of the Hyper-coal process
19
2.6 The effect of solvent nature on the extraction efficiency
at
ambient conditions.
21
3.1 Schematic representation of experimental procedure
27
3.2 Thermal extraction set up 29
3.3 Thermal distillation set up 30
3.4 Dried Extract in a petridish 30
4.1 Comparison of percentages of extract recovered by
Thermal
extraction & Ultrasonic irradiation
33
4.2 Percentages of extract recovered under different times
of
extraction for fresh NMP
34
4.3 Percentages of ash removal of extract under different times
of
extraction for fresh NMP
35
4.4 FT-IR spectra of coal extracts obtained using fresh and
reused
NMP
36
-
xi
LIST OF FIGURES (Contd)
Fig. No. Title Page No.
4.5 FT-IR spectra of raw coal and residue obtained using NMP
37
4.6 Percentages of extract recovered under different times
of
extraction for fresh & reused NMP
38
4.7 Percentages of ash removal of extract under different times
of
extraction for fresh &reused NMP
39
4.8 Percentages of extract recovered from fresh &reused
residue
40
4.9 Percentages of ash reduction in extract from fresh coal
& reused
residue
41
4.10 Percentages of extract recovered for different
concentrations of p-
nitro benzoic acid
42
4.11 Percentages of ash reduction in extract for different
concentrations of p-nitro benzoic acid
43
4.12 Percentages of extract recovered for different
concentrations of
Quinoline
45
4.13 Percentages of ash reduction in extract for different
concentrations of Quinoline
45
4.14 Percentages of extract recovered for different
concentrations of
Calcium fluoride
47
4.15 Percentages of ash reduction in extract for different
concentrations of Calcium fluoride
48
4.16 Percentages of extract recovered for different
concentrations of
Calcium chloride
49
4.17 Percentages of ash reduction in extract for different
concentrations of Calcium chloride
50
-
xii
LIST OF FIGURES (Contd)
Fig. No. Title Page No.
4.48 Comparison of percentages of extract recovered for
different
concentrations of the additives
51
4.19 Comparison of the percentages of ash reduction in extract
for
different concentrations of the additives
52
4.20 Comparison of the FT-IR spectra of the extracts for the
different
additives
53
-
1
Chapter: 1
Introduction
_____________________________________________
1.1. Coal
Coal is an important fossil fuel & has immense reserves in
various parts of the world. It is a
solid, brittle, combustible, carbonaceous rock formed by the
decomposition and alteration
of vegetation by compaction, temperature, and pressure. The
vegetation that form coals had
been buried millions of years ago and may be mosses and other
low plants; although some
varieties of coal contain significant amounts of materials
derived from woody precursors.
The plant precursors that eventually formed coal were compacted,
hardened, chemically
altered, and metamorphosed by heat and pressure over time.
1.1.1. Types of coal
According to degree of metamorphism, several types of coal are
available, which vary in
color from brown to black and are usually stratified. Peat is
considered to be the precursor
of coal consisting of partly decomposed plant material that has
accumulated in situ under
temperate marshy conditions. It is associated with large
quantities of moisture. Near the
surface of deposit, peat is light brown & highly fibrous. As
depth increases, the colour
darkens & finally becomes black. Peat represents the first
stage of formation of coal. The
other major stages are lignite, bituminous coal
&anthracite.
Lignite is the lowest rank of coal. It is often referred to as
brown coal for its brownish black
colour and woody texture. Its moisture content is quite high,
ranging from 30-50% and is
used almost exclusively as fuel for steam-electric power
generation. The heat content of
lignite ranges from 9 to 17 million Btu/ton on a moist,
mineral-matter-free basis [1].
Subbituminous coal occupies the next rank. The properties of
this type of coal range from
those lignite to those of bituminous coal. It may be dull, dark
brown to black, and soft and
-
2
crumbly at the lower end of the range, to bright, black, hard,
and relatively strong at the
upper end with a moisture content of 20-30% by weight. It is
primarily used as fuel for
steam-electric power generation. The heat content of this coal
usually varies from 17 to 24
million Btu per ton on a moist, mineral-matter-free basis
[1].
The next rank is occupied by Bituminous coal, which is black in
colour with bands of
bright and dull materials and is harder than lignite. Its
moisture content is usually below
20% by weight and is primarily used as a fuel for steam-electric
power generation and for
manufacturing coke. The heat content of Bituminous coal ranges
from 21 to 30 million Btu
per ton on a moist, mineral-matter-free basis [1].
Anthracite is the most mature & hardest form of solid fossil
fuel, with a sub-metallic luster,
or, graphitic appearance. It is hard and brittle and is referred
to as hard coal. It has a
moisture content below 15% by weight with low quantity of
volatile matter and high fixed
carbon content and is mostly used for electricity generation and
metallurgical applications.
The calorific value of this type of coal ranges from 22 to 28
million Btu per ton on a moist,
mineral-matter-free basis [1].
1.2. Uses of coal
Coal is an important source of energy and has a wide range of
industrial as well as
domestic applications. According to World Coal Association (WCA)
statistics, the total
global coal production in 2013 was 7823Mt, of which India
produced 613Mt of coal and
occupied third rank among the worlds top 10 coal producers.
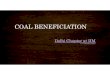
In 2013, India ranked 4th largest energy consuming nation in the
world according to a
report released by U.S Energy Information & Administration.
United States was the biggest
Energy Consumer followed by China and Russia. The major sources
of energy in India in
2013 were coal, which supplied about 41% of the energy demand,
followed by petroleum
and solid biomass and waste products (Fig. 1.1). Natural gas,
nuclear power and renewable
sources also contributed to meet Indias energy demand.
-
3
Fig.1.1: Sources of energy in India in 2013
(Source: U.S. Energy Information Administration, International
Energy Statistics, 2013)
The major industrial uses of coal are as follows:
(i) Use as a source of energy in thermal power plants: When coal
is used for electricity
generation, it is usually pulverized and then combusted (burned)
in a furnace with a boiler.
The furnace heat converts boiler water to steam, which is then
used to spin turbines which
turn generators and create electricity. As per WCA statistics,
in 2013 coal was used to
generate over 40% of the world's electricity and 70% of the
electricity in India was
generated from coal.
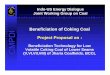
According to U.S. Energy Information Administration (EIA)
report, about 68% of the
countrys electricity in 2011 was generated by coal, natural gas,
petroleum and oil (Fig.
1.2). The next was nuclear energy at about 20% and about 13% was
contributed by
renewable sources, like solar, hydropower, wind, geothermal and
biomass.
-
4
Fig.1.2: Sources of electricity in the United States in 2011
(Source: U.S. Energy Information Administration, 2011 data)
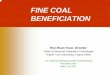
According to the EIA report, India had an installed electricity
generating capacity of
211GW as of September, 2012. The various sources through which
India produces its
electricity are given in Fig 1.3.
Fig. 1.3: Sources of electricity generation in India, 2011
(Source: U.S. Energy Information Administration, International
Energy Statistics, 2013)
-
5
(ii) Use in blast furnace: Coke is a solid carbonaceous residue
derived from low-ash, low-
sulfur bituminous coal from which the volatile constituents are
driven off by baking in an
oven without oxygen at temperatures as high as 1,000 C, so the
fixed carbon and residual
ash are fused together. Metallurgical coke is used as a fuel and
as a reducing agent in
smelting iron ore in a blast furnace. The result is pig iron and
is too rich in dissolved carbon
as a result it must be treated further to make steel. According
to WCA, approximately 15%
(over 1.2 billion tonnes) of total coal production in the world
is currently used in the steel
industry and roughly 70% of total global steel production is
dependent on coal.
(iii) Gasification to produce Synthesis Gas: Coal gasification
can be used to
produce synthesis gas, a mixture of carbon monoxide (CO) and
hydrogen (H2) gas.
Synthesis gas can be used to produce methanol & ammonia.
1.3. Chemical composition of coal
Coal consists of an organic mass with some quantities of
inorganic substances, like, water
& mineral matter.
Moisture: Coal is always associated with moisture due to its
nature, origin & occurrence.
Some amount of moisture is derived from the vegetable matter
from which coal is formed.
Varying amounts of this water is present in different stages of
coalification process. This is
evident from a comparison of the moisture contents of different
ranks of coal, from lignite
to anthracite. Lignite has the maximum moisture content of
30-50%, which decreases to
less than 15% in anthracite. However, moisture content of coal
is also due to washing of
coals as well as due to rain during transportation and storage
of coal.
Complex organic mass: The exact organic structure of coal cannot
be isolated & identified.
Coal composition is, therefore, studied by indirect methods.
Fig. 1.4 shows an example of
the complex organic structure. The organic mass is a mixture of
complex organic
compounds of carbon, hydrogen, oxygen, nitrogen &
sulphur.
Mineral matter: Coal contains inorganic mineral substances,
which are converted into ash
during the combustion of coal. Mineral matter may be of two
types: inherent & extraneous.
-
6
The inorganic materials of the original vegetable substances are
responsible for the inherent
mineral matter. The extraneous mineral matter is due to (i) the
substances which get
associated with the decaying vegetable matter during the
formation of coal and (ii) rocks &
dirt getting mixed during mining & transportation.
The former type of extraneous mineral matter is intimately
associated with the organic
mass of coal & hence, difficult to remove by mechanical
methods. This type of mineral
matter includes mainly clay, shale, sand and gypsum. The second
type, comprising mainly
rocks and dirt is more amenable to coal cleaning methods.
Inherent mineral matter cannot
be removed by any mechanical means. Indian coals suffer from the
great disadvantage that
the mineral matter is high as well as is intimately associated
with the coal structure due to
their drift origin [2].
Fig. 1.4: Example of chemical structure of coal
The bulk of the mineral matter is due to shale, or, clayey
substances and consists of
aluminosilicates of different compositions. Most common clay
minerals are kaolinite and
mixed-layer illitemontmorilloniteKaolinite-rich clay is commonly
associated with coals in
most of the coal basins of the world. Other major constituents
are calcite (calcium
-
7
carbonate) & pyrites. Among sulfide minerals that are
present in coal, dimorphs pyrite
(FeS2) and marcasite (FeS2) are the dominant sulfide minerals in
coal, pyrite being more
abundant. Sulphate minerals are present in coal, but their
quantities in fresh, unoxidised
coal samples is insignificant. The sulfates, gypsum (CaSO4,2H2O)
and barite (Ba2SO4) are
found in fresh coals, while a number of hydratedsulfates
(FeSO4,xH2O) have been reported
in weathered coals. Carbonate minerals like Calcite (CaCO3) and
ankerite (a mixed crystal
composed of Ca, Mg, and Fe carbonates) are abundant in some
coals. Silica is also present
in coals while the most dominant form of silica being Quartz.[j]
Among other minerals,
Authigenic apatite [calcium fluorochlorohydroxyphosphate,
Ca5(PO4)3.F.Cl.OH] has been
found in coal produced at widely separated areas of the world
[1].
During combustion of coal, the shale & other hydrated
minerals lose water of hydration,
while sulphides, sulphates & carbonates decompose, or, get
oxidized, leaving their basic
radicals to combine with excess silica (if any)[2]. As a result,
there is a net loss in weight,
so that the ash of coal is less than the mineral matter
content.
1.4. Proximate analysis of coal
The proximate analysis of coal determines the percentages of
moisture, ash, volatile matter
and fixed carbon of coal.
Moisture: The amount of moisture present varies according to the
rank of coals. Moisture
is of two types: external & inherent. The external moisture
depends upon the mode of
occurrence & handling of coal. Inherent moisture may be
referred to as equilibrium, air-
dried, or, hygroscopic moisture & can only be removed by
heating coal above 100. The
total moisture in coal is the determination of the moisture (in
all forms except water of
crystallization of the mineral matter) that resides within the
coal matrix. Air-dried moisture
is determined by observing the loss in weight of a coal sample
on heating above 105C.
Air-dried moisture of coal decreases with increasing rank of
coal and ranges from 30-50%
in lignite to less than 15% in anthracite.
Ash content: Ash refers to the residue left after combustion of
coal under specified
conditions. The changes that occur during combustion of coal
include loss of water from
hydrated silicate minerals, liberation of CO2 from carbonates,
oxidation of iron pyrites to
-
8
iron oxide and reaction between sulfur oxides and bases like
calcium and magnesium[j].
Generally, more than 90% of ash for Indian coals consists of
silica, alumina, iron oxide &
lime. The remaining are oxides, sulphates & phosphates of
sodium, potassium &
magnesium. Trace elements, like, Gallium, Germanium, Nickel,
Beryllium & Boron may
also be present as trace amounts in Indian coals [2].
Volatile matter and fixed carbon: These denote the volatile and
non-volatile products of
thermal decomposition of coals under specified conditions.
Volatile matter does not include
moisture present in coal, but includes moisture formed by
hydrogen and oxygen during
decomposition of coal [2]. When represented in air-dried and
d.a.f. bases, it includes the
water of hydration of mineral matter, which vaporizes due to
heat. However, on d.m.m.f.
basis, volatile matter includes only volatile products from
organic matter of coal. With
increase in rank, or, maturity of coal, volatile matter
decreases. The volatile matter of
Anthracite coal ranges from 3 to 10% d.m.m.f., while that in
bituminous coals usually lies
between less than 20 to about 45% on d.m.m.f. basis [2]. Fixed
carbon does not, however,
include ash content of coal. It is the non-volatile residue of
the organic mass of coal. The
higher the volatile matter, the lower is the amount of fixed
carbon of the coal.
1.5. Ultimate analysis of coal
The ultimate analysis determines the carbon, hydrogen, sulfur,
nitrogen and oxygen in the
pure coal.
Carbon content is determined by Liebigs method by completely
burning the coal in pure
oxygen and finding the amount of carbon dioxide formed. However,
correction is made for
carbondioxide formed due to decomposition of carbonates.
Hydrogen content of coal is also determined using the same
procedure of burning the coal
in pure oxygen. Amount of hydrogen is calculated after
estimating the amount of water
formed. Corrections are used for moisture in the coal and water
of hydration of minerals.
The hydrogen content of lignite to bituminous coals vary in the
range of 4.5-6.5%, while
hydrogen content lies in between 1-2% in anthracite [2].
-
9
Nitrogen is estimated by Kjeldahls method. The sample is
digested with oleum containing
a catalyst to convert nitrogen into ammonium sulfate. The
ammonia is then estimated and
nitrogen content is determined. In most coals, the nitrogen
content varies between 1-2%
[2].
Three forms of sulfur, namely pyritic, organic and sulphate are
common in most coals. The
total sulphur can be estimated by Eschka, or, Bomb method. In
the former method, the
entire sulfur content is converted into soluble sulfates by
heating the coal with an oxidizing
mixture of magnesium oxide and sodium carbonate. Then sulfate is
estimated. In the Bomb
method, total sulfur is converted into sulfate in a Bomb
calorimeter. The pyritic and
sulfates are detrmined by methods of analytical chemistry, while
organic sulur is obtained
by subtracting inorganic sulfur from total sulfur. The amount of
sulfur in Indian coals is
usually low (0.7%, or, less), but some coals may have sulfur
content around 4% [2].
Oxygen content is obtained by subtracting the percentages of
carbon, hydrogen, nitrogen
and sulfur (on a d.m.m.f. basis) from 100.
Phosphorous content of Indian coals is usually less than 0.15%
[2]. The estimation of
phosphorous content becomes important during production of
metallurgical coke. But the
low phosphorous content of Indian coal shows no problems for
iron and steel production
process.
1.6. Disadvantages of ash content of coal
Mineral matter does not contribute to the calorific value of
coal, but creates difficulties in
the efficient utilization of coal. The thermal efficiency of
coal is reduced due to high ash
content as the latter not only interferes with the combustion of
coal but also reduces
temperature of the combustion zone. High ash content of coal
leads to large heat losses and
carbon losses in boilers and furnaces. High ash content in coal
also results in boiler
deposits & clinkering. Due to these reasons, burning of coal
takes place very slowly
compared to low ash coal under identical conditions of feed rate
and excess air supplied.
Consequently steam output of boiler decreases, thereby reducing
efficiency of a boiler.
-
10
Efficiency of blast furnace is also reduced due to high ash in
coking coals because rate of
combustion gets reducedas ash restricts passage of air in
furnace grates. Transportation and
handling costs are also increased if the mineral content of the
coal is high.
1.7. Beneficiation of coal
Depending on the composition of the coal seam, in which several
types of inorganic
intrusions may be present due to sedimentation and volcanic
activity, and depending on the
mining method employed, the run-of-mine coal will commonly
contain rock, shale and
other undesirable contaminants[2].
Coal beneficiation is the process of removal of the contaminants
and the lower grade coal
to achieve a product quality which is suitable to the
application of the end user - either as
an energy source or as a chemical agent or feedstock. A common
term for this process is
coal "washing" or "cleaning".
Chemical beneficiation of coal refers to the use of chemicals to
remove the mineral matter
of coal. While physical beneficiation processes mainly remove
mineral matter, which get
mixed during mining & handling operations, chemical
beneficiation aims at removing the
mineral matter, which is intimately associated with the coal
structure. Various inorganic as
well as organic chemicals can be employed for this purpose.
Organic solvents mainly
dissolve organic constituents of coal, leaving behind mineral
matter obtained as residue.
Amount of coal extracted by each solvent is not same for every
solvent. The percentage of
coal, extracted by the solvent, therefore, depends both on coal
structure as well as
properties of the solvent.
1.8. Background of the project
Coal is an important source of energy and is used in many
industries like coal-fired thermal
power plants. Coal is also converted into coke, which is used as
a fuel as well as a reducing
-
11
agent in smelting iron ore in a blast furnace. But presence of
high percentage of ash-
forming minerals in coal is disadvantageous. Though extraneous
mineral matter can be
removed by physical coal cleaning methods, inherent mineral
matter cannot be removed by
easy physical methods. Mainly chemical treatment is required to
remove those minerals.
Indian coals consist of high percentage of ash-forming minerals,
which are converted into
ash during combustion of coal. Mineral matter mainly consists of
aluminosilicates apart
from pyrites and few other compounds. Presence of high ash not
only interferes with
effective utilization of coals due to heat losses, but disposal
of large amounts of ash is also
an important problem. Many studies have been conducted to reduce
the ash content of coal
by use of various solvents and chemicals. This project also
deals with the removal of ash
using solvents and additives.
1.9. Problem statement
The ash content of Indian coals is very high, seldom exceeding
50%. This makes them
unsuitable for use in boilers and blast furnaces, as high ash
results in large heat losses,
thereby reducing efficiencies of boilers. Also, ash content of
coal interferes with the
combustion of coal in blast furnaces. Moreover, disposal of
large quantities of ash is also a
problem. All these disadvantages of ash content of coal have
been discussed in details in
section 1.6. This project deals with extraction of Indian coal
by the using different solvents
and additives, which brings down ash content of extracted coal.
This extracted coal can be
used in boilers and furnaces and also for making metallurgical
grade coke for blast
furnaces. However, the quantity of extracted coal remains quite
little and studies are being
undertaken to increase the percentage of coal extracted by
solvent. This project focuses on
the effectiveness of various additives in increasing extraction
yield of coal.
1.10. Objectives
The main objective of this project is to determine the effect of
additives during extraction
of an Indian coal with solvents on extraction yield. However,
the extent of this project also
includes studying the effect of additives to decrease in ash
content of the extract from that
of the original coal sample. For this, measurement of ash
content of the raw coal, residue
-
12
and extract will be done. Additionally, to study organic
functional groups, extracted by the
solvent-addtive mixture, FT-IR analysis will also be
conducted.
1.11. Originality of the work
There are previous studies of coal extraction with the solvents
used in this present research
work. But the originality lies in choosing the additives used in
this work. For the present
work, additives have been selected after studying the chemistry
of coal extraction process
and experimental work of coal extraction using these additives
are not available in
literature as per knowledge.
-
13
Chapter: 2
Literature review
Many studies have been conducted to reduce the ash content of
coal by the use of various
chemicals. Most of the studies include extraction of coal using
organic solvents which in
turn reduce ash content of the extracted coal to a large extent.
The effects of various
parameters like temperature, pressure, effects of additives,
etc. have been studied. The
main aim of this review is to determine the various factors
which decrease the ash content
of coal as well as increase extraction of coal. The effects of
the various chemicals used in
these studies provide important information as to how ash
content of coal can be reduced
to a significantly low percentage.
2.1. The chemical structure of coal
A number of workers have attempted to give a representative
structure of coal that is
consistent with the observed chemistry of coal. In Fig. 2.1, a
representative structure of
coal has been presented. According to this structure, coal
consists of highly substituted
aromatic rings with a number of functional groups. The figure
shows coal as a highly
cross-linked amorphous polymer, consisting of a number of stable
aggregates connected
by relatively weak cross-links. These cross-links have marked by
arrows in the figure.
This highly cross-linked structure fragments into radicals at
high temperatures in
presence of hydrogen-donor solvents. In absence of hydrogen
donor solvents, these
radicals may recombine to form char, or, coke. So, coal becomes
highly reactive in
presence of hydrogen donors and liquefies easily [3].
It has also been observed that aromaticity varies with the rank
of coal and can be low for
sub-bituminous coals, which contain significant amounts of
polycyclic aliphatic rings.
-
14
High aromaticity of coal products is due to the processes used
to convert coal and does
not imply high aromaticity of the starting product. Presence of
hydrogen donor solvents
can increase solubility of coal fragments in solvent, but
hydrogen is not necessary for
coal solubility. Temperatures above 750F are required for rapid
conversion [3].
Fig. 2.1: Representative structure of coal [3]
2.2. Solvent extraction of coals
Solvent extraction of coals is accomplished by contacting the
coal with a solvent under
specified conditions of temperature and pressure. After
extraction, the residual coal
material is separated from the solvent containing the extracts.
The extraction solvent is
well mixed with the coal to allow soluble constituents of coal
to transfer to the solvent
phase. The residual coal and solvent are then separated by
physical methods, such as
gravity decanting, filtering, or centrifuging. Distillation may
be done to recover the
solvent from the extracts.
-
15
The solvents used to extract coal can be classified as follows
[4]:
Non-specific solvents: Non-specific solvents can extract a small
amount of coal (up to
about 10%) for temperatures up to 100. They are low boiling
liquids, like methanol,
ethanol, acetone, ether, etc. The extract is believed to be
occluded in the coal matrixdue
to waxes & resins. These resins and waxes donot form a
significant portion of the coal.
Specific solvents: They extract up to 40% coal at temperatures
below 200. They are
non-selective in nature & the nature of the extract is
similar to that of the parent coal.
These are, generally, nucleophilic in nature due to the presence
of a lone pair of electrons
on the nitrogen atom. e.g. NMP, Pyridine, Dimethylformamide,
Dimethylacetamide, etc.
Degrading solvents: They can extract up to 90% of coal at
temperatures of about 400.
They degrade coal thermally into smaller fragments. After
extraction, the solvent can be
recovered without change in its chemical form. E.g.
phenanthrene, diphenyl, etc.
Reactive solvents: These solvents react with the coal
chemically. They are generally
hydrogen donors. The smaller fragments formed by thermal
disintegration of coal are
stabilized by hydrogen which is donated by the solvent. Both the
solvent & coal undergo
appreciable changes during extraction. e.g. tetralin.
2.3. Effect of rank of coal on solvent extraction
Rank of coal has a considerable influence on the chemical nature
and quantity of extracts
obtained by the solvent extraction of coal. The soluble products
of the extraction, referred
to as extracts vary according to the means by which they are
obtained.
For higher rank Bituminous coals, it has been observed that the
extraction yields increase
with an increase in temperature and there is a peak temperature
at which a maximum
extraction yield is obtained. Beyond this peak temperature, the
extraction rate again
drops. This is related to the thermal relaxation of molecules.
At the peak temperature,
relatively small molecules may be released from the
cross-linking coal structure to the
solvent, resulting in dissolution of coal in the solvent
[5].
For lower rank coals, like sub-bituminous and lignite coals,
extraction yield has been
observed to increase with increase in temperature. A suitable
solvent and high
temperature of about 673K gives an extraction yield of over 70%
and very low, or,
negligible ash content, as shown in figure 2.2. In figure 2.2,
BD, BL and POP are lignite
-
16
coals, while CV and GEN are sub-bituminous coals. A higher
proportion of vitrinite and
lower value of MMVR (mean maximum vitrinite reflectance) has
been reported to give
higher extraction yield as lower MMVR values signify higher
reactivity of coal.[6]
Fig. 2.2: Effect of rank of coal on extraction yield
(Rahman et al., 2013)[6]
2.4. Effect of temperature and pressure on extraction of
coal
For higher rank coals, like Bituminous coals, it has been
observed that the extraction
yield increases with an increase in temperature and there is a
peak temperature at which a
maximum extraction yield is obtained, as shown in figure 2.
Beyond this peak
temperature, the extraction rate again drops. The peak
temperature at which the extraction
yield becomes maximum has been related to the softening
temperature of coal. When the
coal softening point is closer and closer to the extraction
temperature, the coal extraction
becomes higher and higher [5]. At the softening point, the
structure becomes relaxed and
beyond the softening point, the coal is restructured by
cross-linking, which results in a
decrease in extraction yield [7]. This is possibly due to the
enhanced coalsolvent
interaction at this temperature and consequently, higher solvent
induced thermal
relaxation of coal molecules is occurring and releasing mainly
small molecules and free
radicals from the cross-linking coal structure to the solvent
.[5] In figure 2.3, Kideko and
Roto south are sub-bituinous coals, while Sunhwa is a Bituminous
coal.
-
17
Fig. 2.3: Variation of extraction yield with temperature
(Kim et al., 2007)[7]
For lower rank coals, such as lignite and sub-bituminous coals,
there is no softening
temperature at which the coal structure becomes relaxed and so a
polar solvent is required
to breakdown the structure. The ash content of coal extracts
from both Bituminous as
well as sub-bituminous coal decreases as the extraction
temperature increases. The initial
applied pressure has no significant effect on the extraction
yield and ash reduction;
extraction yield and ash reduction can be enhanced more by
increasing extraction
temperature rather than the initial pressure, as shown in
Fig.2.3 [7].
Fig. 2.4: Variation of extraction yield with initial
applied pressure (Kim et al., 2007)[7]
-
18
2.5. Effect of nature of solvents on extraction of coal
For higher rank coals, like Bituminous coal, it has been
reported that non-polar aprotic
solvents like 1-methylnaphthalene can give satisfactory yields
of about 70% by weight
(d.a.f.) and ash content reduced to several hundreds of ppm at
340-360. However, it has
also been observed that if a hydrogen donating solvent like
tetralin is used, the extraction
rate becomes more than that obtained when an aprotic solvent is
used at the same
extraction temperature. This has been attributed to
intermolecular hydrogen transfer from
the solvent to coal to stabilize small molecules derived by
thermal decompositionof coal
which brings about due to coal softening phenomenon [5]. Polar
solvents, like NMP have
been reported to give extraction yield above 60% for Bituminous
coals at temperatures
above 350 [7].
However, in case of lower rank coals, such as lignite and
sub-bituminous coals, there is
no softening temperature at which the coal structure becomes
relaxed and so a polar
solvent is required to breakdown the structure. In case of
sub-bituminous coals, it has
been observed that a polar solvent like NMP can give an
extraction yield of over 80% at a
temperature of about 400 [7]. Hydrotreated aromatic hydrocarbons
have given higher
extraction yields for low rank coals than 1-methyl naphthalene
because latter contains
polar components [6]. NMP has been reported a better solvent
than non-polar ones for the
low rank coals which have higher amount of polar sites [8].
Yoshida et al. [9] have reported that nitrogen containing
solvents are effective for giving
higher yields of extracts during solvent extraction of coals.
Thus, nitrogen containing
solvents, like amines may be used for enhancing extraction
yield.
2.6. Effect of hot filtration and room temperature filtration on
extraction
Coals of various ranks have been extracted with a variety of
organic solvents, viz tetralin,
1- methyl naphthalene, dimethyl naphthalene and light cycle oil
(LCO -a by-product of
cracking of vacuum gas oil to gasoline). It has been observed
that high extraction yield
can be obtained if a suitably high extraction temperature is
maintained; but, if the
separation of residue and solution is conducted at room
temperature, the extraction yields
will not achieve the required specification of Hyper-coal
[10].
-
19
The term Hyper-coal refers to ash-free coal [5]. This has been
attributed to the separation
conducted at room temperature as the extract components soluble
at high temperature
might have deposited while quenching and decreased the
percentage of coal extract. [10]
Hence, filtration after extraction should be performed at a high
temperature in order to
maintain a satisfactory extraction yield.
Fig. 2.5: Flow diagram of the Hyper-coal process
(Okuyama et al., 2004)[5]
2.7. Effect of using mixtures of solvents for coal
extraction
Beneficiation of coal by mixtures of solvent, like CS2 & NMP
(in the ratio 1:1) has been
reported to give a higher extraction yield than that obtained
when NMP is used alone.
NMP is a polar solvent, but when CS2 is added, a synergistic
effect is obtained. It has
been reported that with CS2 addition, the viscosity of the
solvent mixture decreases and
the ability of the mixed solvent to penetrate the cross-linked
coal structure increases. As a
result mixed solvent can interact with solvent-soluble molecules
which in turn increase
the extraction yield [11].
Large synergistic effects have been observed for coals used with
NMP/HHA (1,4,5,8,9,10
Hexahydroanthracene) mixed solvents. Also dissolution yield
increases while using
-
20
mixed solvents. This is due to the fact that the extent of
synergistic effect is highly
dependent on the kind of coal used. It has been reported that
hydrogen donation from
HHA to the coal radicals is the key reaction [8].
2.8. Effect of various additives on extraction of coals with
solvents
It has been observed that addition of strong bases, like NaOH,
or, sodium tertiary
butoxide can increase the degree of dissolution of coal in
solvents like NMP, DMF, etc.
Depending on the extraction conditions, carbon extraction
efficiencies of up to 90% have
been obtained, as shown in Fig. 2.6. Sodium, or, potassium
hydroxide is added as a
solution with water. However, addition of water has been
observed to be detrimental for
DMF due to base catalyzed hydrolysis of DMF to dimethyl amine
and formic acid in
presence of water. Addition of sodium sulfide has been observed
to further reduce the ash
content of the extracted coal. It has also been reported that as
the NaOH/Na2S molar ratio
became high, coal extraction yield also increases. [12]
The addition of a small amount of polar compound such as
methanol to nitrogen-
containing polar solvent has been observed to have greatly
increased the thermal
extraction yield for subbituminous coals at 360 [13].
Addition of salts like lithium and tetrabutylammonium salts with
various anions to polar
aprotic solvents, or, solvent mixtures have also been observed
to increase the extraction
yield for several coals. The yields increase in the order
F->Cl
->Br
->I
-, implying that
smaller ions with large electronegativity are responsible for
increase in yields. Hard bases
like F- & Cl
- attract proton and since, the solvent is polar and aprotic,
these anions will
not be solvated and can interact with some hard acidic sites in
coal. However, soft bases,
like Br- & I
- get solvated in the soft acid like CS2-NMP mixture and cannot
interact with
the coal. It has also been reported that hard bases, like
acetate ion can increase extraction
yield. It has also been reported that the addition of alkali
metal salts, like LiCl can
increase the polarity of the solvents-salt solutions which in
turn increase the extraction of
coal [14].
It has been observed that if polar components of an industrial
solvent like CMNO (crude
methyl naphthalene oil) can be separated, the extraction yields
obtained with the
extracted polar materials are 20-30% higher than that with CMNO
(Kashimura et al.,
-
21
2006). It has been reported that the major polar component of
CMNO was quinoline and
the minor constituents were isoquinoline, indole and
methylquinoline. Indole has greater
ability to extract coal constituents compared to quinoline. But
if both are used with a non-
polar solvent, then a higher extraction yield compared to
quinoline-nonpolar solvent
mixture is obtained [13].
Fig. 2.6: The effect of solvent nature on the extraction
efficiency at ambient conditions. Solvent:coal:KOH=100:10:1.56 on a
mass basis. (Makgato et al., 2008)[12]
2.9. Kinetics of diffusion of solvent into the coal
structure
Coal has a cross-linked structure. Due to this structure,
swelling of coal is the first stage
in processes like solvent extraction. As the solvent penetrates
the coal matrix, coal-coal
interactions are replaced by coal-solvent interactions. This is
why, coal swells due to
contact with a solvent during extraction. Pande et al.[15]
studied the kinetics of swelling
of a bituminous, non-coking coal in two solvents namely NMP and
Ethylenediamine
(EDA) and their mixture (1:1)(vol/vol) at temperatures ranging
from 15C to 60C. For
the swelling experiments, solvent, or, solvent mixture at the
desired temperature was
added to centrifuged samples of coal and that temperature was
maintained in a thermostat
for the desired time. Swelling ratios were calculated for the
different solvents/solvent
mixture for the particular time and temperature. It was observed
that the swelling ratio in
-
22
the mixed solvent was highest and that in NMP was lowest. It was
reported that the
activation energy for swelling of coal in the mixed solvent
system was found to be more
than that in either of the solvents. Mixed solvent has greater
ability to disrupt more
number of stronger non-covalent interactions. A comparison of
the extraction yields of
the coal at room temperatures showed that the mixed solvent not
only has greater
swelling power, but also has ability to break other types of
coal-coal interactions, such as
stronger hydrogen bonds and - aromatic interactions. The bonds
cannot be broken by
either of the solvents alone. Again, the rate of swelling in EDA
was faster than that in
NMP. As a result, when the mixed solvent was used, faster
swelling solvent EDA opened
the coal structure for penetration by NMP. It was also reported
that the swelling kinetics
was characterized by a Fickian diffusion process.
2.10. FTIR Analysis of raw, residue and extracted coals
Rahman et al. [6] have reported FTIR spectra of raw, residue and
ash-free coals (extracts)
obtained after solvent extraction. The FTIR spectra is shown in
Fig. 6. The peaks indicate
presence of C-H stretching in phenyl groups, C=C double bonds in
the aromatic rings,
C=O stretching in the samples and also C-H stretching in
aromatic rings and/or from
branched aliphatic chains. However a pair of sharp peaks in the
range of 1000-1100 cm-1
and 3600-3700 cm-1
, observed in case of the raw and residue coal samples were
missing
in the spectra of ash-free coal. These two peaks have been
reported to designate presence
of mineral matters in the raw coal and residue, thereby showing
that ash-free coal
contains no or, significantly low quantities of mineral
matter.
Similar observations have been reported by Yoshida et al [10].
They have also observed
peaks in extracts, which are due to extraction solvents
remaining in the former.
According to their study, for coals extracted at 350C and 370C,
the other peaks were
similar to those of raw coal and residue; but for the extract
obtained at 380C, the ratio of
intensity of aliphatic C-H stretching to that of aromatic C-H
stretching was higher than
that at 350C, indicating that chemical reactions like gas
evolution became significant at
380C.
-
23
2.11. Coal beneficiation by agglomeration techniques
Beneficiation of bituminous and lignite coals can be done by
agglomeration using
binding oils containing either p-xylene, or deodorized rectisol
naphtha and the reduction
in ash content has been studied with respect to particle size,
mixing speed, mixing time,
oil to coal ratio and oil characteristics. It has been observed
that the ash reduction of 320
mesh bituminous coal was more than that of 200 mesh coal showing
reductions of 17%
and 14%, respectively. Thus, the ash reduction of smaller sized
particles is greater than
that of the larger ones. Higher mixing speeds and longer mixing
times has been reported
to have removed greater percentage of ash, but smaller flocs are
formed, which are
difficult to handle. Hot water dried lignite shows greater
removal of ash compared to as
received lignite. [16] However, this method does not remove ash
to a much larger extent
as done by other chemicals.
2.12. Beneficiation by the use of inorganic chemicals
Beneficiation of Bituminous coals has also been done with
aqueous HF followed by
HNO3 at temperatures of about 65. It has been observed that HF,
if used alone reduces
the ash content to about 2.6% by weight, while further treatment
with HNO3 reduced the
ash content to about 0.6% by weight. It was reported that prior
to treatment with HNO3,
compounds such as AlF3, NaAlF4, CaF2, MgF2 formed during
leaching and pyrites (FeS2)
does not react with HF. If HNO3 is used, then the fluoride ions
react with the H+ ion of
HNO3 to form HF. However, HNO3 only reacts with pyrites above a
particular HNO3
concentration, which suggests that it reacts with the organic
coal structure to a certain
extent. Some amount of sulphur in the coal has also been
observed to have decreased.[17]
Chowdhury, et al. [18] treated high ash Indian Western Coal
Fields-Nagpur coal,
containing over 50% ash with 25% (w/w) aqueous ammonia solution
under ambient
conditions. Then the treated coal was washed and made to react
with concentrated
sulfuric acid and small quantities of calcium fluoride at 350
over four hours. Calcium
fluoride was added to promote in situ production of hydrofluoric
acid in the reaction
mixture. The coal was dried and further boiled with dilute
hydrochloric acid. The ash
content of the treated coal was reduced to 9.6% from 32.9% of
the untreated coal. The
first treatment was aimed at disrupting the bonding forces in
the coal structure (where
-
24
majority of the mineral matter was located) to aid in enhanced
demineralization during
the second treatment. After the first treatment, the ash content
reduced from 32.9% to
28.5%. After the second treatment with concentrated sulphuric
acid, the ash content
increased due to the formation of calcium sulphate. However,
subsequent treatment with
dilute hydrochloric acid was done to dissolve the calcium
sulphate and reduction of ash
content to 9.6%.
2.13. Reduction of ash content of coal with solvents without
coal extraction
It has been reported that ash content of the extract reduces
after treatment of coal with
solvents. Saha, et al. [19] treated samples of coal with
different solvents such as N-
Methyl-2-Pyrrolidone (NMP), Furfural, Aniline, Acetic Acid and
Toluene by varying the
amounts of solvents. Coal was treated with the above mentioned
solvents for a particular
amount of time and then the solvent was removed from the coal by
thermal distillation,
followed by drying. Comparative study of different solvents show
NMP is the best
solvent with respect to the removal of ash content from coal.
The maximum reduction of
ash content of coal is 72 % at 1:10 coal to solvent ratio, 120
and 1 atmospheric
pressure in presence of NMP as an extractant which has high
chemical and thermal
stability. The same experiment, when performed using with
Crotonaldehyde, Acetonitrile
and Benzene showed that the highest percentage of ash removal
was 53.84% when the
coal to solvent ratio was 1:70 [20].
It can be concluded from these literature review that ash
content of coals can be reduced
with both inorganic chemicals as well as organic solvents.
Solvent extraction of coals is
an effective method of reducing the ash content of coals, but
the extraction yields remain
low. Most experiments aim at increasing the extraction yield of
coals. Since polarity of
the solvents greatly influence the extraction yield of coals,
various additives can be mixed
with the solvents to enhance their polarities and extraction
yield as well.
-
25
Chapter: 3
Experimental Materials &
Procedure
____________________________________________
3.1. Materials
A coal sample of Indian origin was used in all experiments
carried out during this study.
The coal was pulverized to 60 mesh (
-
26
3.2.1.2. Determination of volatile matter: The volatile matter
of the coal sample
was determined by taking 1 g of the sample in a silica crucible
and was covered
with a lid. Thereafter, the sample was heated in a muffle
furnace at 925C for
exactly 7 minutes. The warm crucible was cooled on a cold iron
plate and then
transferred to a desiccator. The percentage of volatile matter
in the coal was
calculated from loss in weight of the sample.
3.2.1.3. Determination of ash content: About 1 gram of the coal
was taken in a
silica crucible and placed in a muffle furnace at 400C without
lid. The sample
was heated from 400C to 450C in about 30 minutes and this
temperature was
maintained for another 30 minutes. Subsequently, the
incineration was completed
by heating the coal sample for 1 hour at about 775C. The
crucible was taken out
of the muffle furnace, covered with the lid and cooled in a
desiccator. The
percentage of ash of the coal was determined from the loss in
weight of the
sample.
3.2.1.4. Determination of fixed carbon: Percentage of fixed
carbon in the coal was
calculated by subtracting the percentages of moisture, volatile
matter and ash
from 100.
3.2.2. Thermal extraction of coals
Fig. 3.1 shows a schematic diagram of the experimental
procedure. Approximately 20 g
of the pulverized coal was taken in a beaker and 200 g solvent
and additives with
different weight percentages were added to it. Then thermal
extraction of the coal was
carried out by heating coal-solvent slurry with constant
stirring. After reaching the
prerequisite temperature, it was maintained for desired period
of time. The temperature of
extraction was selected such that it was lesser than the boiling
point of the solvent. The
beaker was covered with a piece of aluminium foil during thermal
extraction to prevent
loss of solvent by evaporation. The ratio of coal to solvent was
1:10 (by weight) in all
the experiments. The speed of rotation of the stirrer was also
kept constant throughout all
the experiments carried out during this research work. The
percentages of additives, time
and temperature of extraction for all the experiments are
represented in Table 3.1.
-
27
After thermal extraction, filtration was carried out to separate
the liquid phase and the
undissolved solid coal residue using filtration. The residue was
washed several times with
fresh solvent to remove extract that remained with the residue.
Solvent containing extract
was kept aside for recovery of the extract which is explained in
details later in this thesis
at section 3.4. The residue was dried in a hot air oven to
remove excess solvent. The
thermal extraction set up is shown in Fig. 3.2.
3.2.3. Extraction of coal by Ultrasonic irradiation
Approximately 20 g of pulverized coal was extracted with 200 g
of NMP without any
additive under ultrasonic irradiation (333 kHz) for 30 minutes
at room temperature.
After extraction, filtration was carried out to separate the
extract and the residue by using
the same procedure as described in section 3.2.2. The residue
was dried in a hot air oven
and the solvent containing the dissolved extract was keep aside
for recovery of the
extract.
Fig. 3.1. Schematic representation of experimental procedure
Pulverized coal
Thermal extraction of
coal with solvent and
additive with constant
stirring
Solvent
Separation of extracted
coal from solvent by
Thermal distillation
Removal of remaining
solvent from extract in
Hot air oven
Removal of
unextracted part
of coal (residue)
by Filtration
Additive
Coal Extract
Coal
Residue
Recovered solvent
Drying of
residue in
Hot air oven
-
28
Table 3.1: Particulars of all experiments
Sl.
No.
Solvent Additive Concentration
of additive
(in weight %
of raw coal)
Time of
extraction
(hours)
Temperature
of
Extraction
(C)
Method of
extraction
1 Toluene - - 1 90 Thermal
2 NMP - - 0.5 Room
temperature
Ultrasonic
irradiation
3 NMP - - 1 150 Thermal
4 NMP - - 2 150 Thermal
5 NMP - - 3 150 Thermal
6 NMP
(recycled)
- - 1 150 Thermal
7 NMP
(recycled)
- - 2 150 Thermal
8 NMP
(recycled)
- - 3 150 Thermal
9 NMP p-nitro benzoic acid
0.1 1 150 Thermal
10 NMP p-nitro benzoic acid
0.5 1 150 Thermal
11 NMP p-nitro benzoic acid
1.0 1 150 Thermal
12 NMP p-nitro benzoic acid
2.5 1 150 Thermal
13 NMP p-nitro benzoic acid
5.0 1 150 Thermal
14 NMP Quinoline 0.1 1 150 Thermal
15 NMP Quinoline 0.5 1 150 Thermal 16 NMP Quinoline 1.0 1 150
Thermal
17 NMP Quinoline 2.5 1 150 Thermal 18 NMP Quinoline 5.0 1 150
Thermal 19 NMP Calcium fluoride 0.1 1 150 Thermal 20 NMP Calcium
fluoride 0.5 1 150 Thermal
21 NMP Calcium fluoride 1.0 1 150 Thermal 22 NMP Calcium
fluoride 2.5 1 150 Thermal
23 NMP Calcium fluoride 5.0 1 150 Thermal 24 NMP Calcium
chloride 0.1 1 150 Thermal 25 NMP Calcium chloride 0.5 1 150
Thermal 26 NMP Calcium chloride 1.0 1 150 Thermal 27 NMP Calcium
chloride 2.5 1 150 Thermal 28 NMP Calcium chloride 5.0 1 150
Thermal
-
29
Fig. 3.2. Thermal extraction set up
3.2.4. Recovery of extract
The solvent containing extract was subjected to thermal
distillation (Fig. 3.3) for
separation of the extract and the solvent. Complete recovery of
the solvent was not
possible by distillation. For this reason distillation was
continued until volume of solvent
containing dissolved extract reaches approximately 15 ml. After
that, the extract was
recovered by evaporating the solvent from the extract in a hot
air oven. The weight of the
dried extract was calculated thereafter. The extract obtained is
shown in Fig. 3.4.
3.2.5. Analysis of the extract and residue
3.2.5.1. Determination of ash content of the extract and
residue: The percentage
of ash in the extract and in the residue was evaluated using the
same method as
described in section 3.2.1.3.
3.2.5.2. FT-IR analysis: The FT-IR spectra of the raw coal,
residue and extract
after extraction were carried out by a FT-IR spectrophotometer
(Perkin Elmer
-
30
Spectrum 2) at a resolution of 4 cm-1
in the wave number range of 450-4000 cm-1
.
50 scans were carried out each time prior to Fourier
transformation. Samples of
FT-IR experiments were carried out by KBr pellet method using
approximately 5
mg sample in 200 mg of KBr. All spectra were analyzed using
Spectra Manager
software.
Fig. 3.3. Thermal distillation set up
Fig. 3.4. Dried Extract in a petridish
-
31
Chapter: 4
Results & discussions
4.1. Characterization of raw coal sample
4.1. 1. Proximate analysis of raw coal
The proximate analysis of raw coal was performed to determine
its characteristics. All
the experiments for proximate analysis were performed at least
thrice and the arithmetic
means of the data are given in Table 4.1.
Table 4.1: Proximate analysis of raw coal
Properties Moisture Ash Volatile matter Fixed carbon
Percentages
(%)
2.290
54.064
10.557
33.089
The proximate analysis shows that this coal sample contains a
high amount of ash which
corresponds to mineral matter present in coal sample although
moisture and volatile
matter contents are low. The fixed carbon content of this coal
is 33.089% which falls
between 25-35%. According to the ASTM standards as reported by
National Energy
Technology Laboratory, U.S. Department of Energy, this coal can
characterized as
lignite in nature [21].
4.1.2. FT-IR Analysis
FT-IR spectroscopy was performed and is given in Fig. 4.5. In
the spectra, noise
indicates the presence of high amount mineral matter in raw coal
sample.
-
32
4.2. Effects of different solvents
Two solvents, Toluene and NMP have been used in the experiments.
Percentage of
extracts recovered by thermal extraction of coal for 1 hour of
extraction time is
presented in Table 4.2.
Table 4.2: Comparison of percentages of extract recovered from
Toluene & NMP
Solvent Toluene NMP
Percentages of extract
recovered (%)
0.0495 4.428
From Table 4.2, it can be observed that the percentage of
extract recovered in case of
Toluene is much less than that recovered by using NMP. This is
why, NMP was chosen
for further experimentation.
Higher percentage of extract recovered in case of NMP is because
of the fact that NMP
is a polar solvent. Kim et al. [7] found similar results for
polar solvents and reported that
use of polar solvents give higher extraction yield. Toluene, on
the other hand, is non-
polar and this little amount of coal extract may be attributed
to its non-polar nature. It
has also been reported that bituminous coals can give high
extraction yields for non-
polar solvents [5]. But, here, the coal is Lignite in nature as
characterized by proximate
analysis, the extract recovered is very which is similar to the
results reported by other
researchers [6]. It can be concluded from these results that
polar solvents has higher
ability to extract large amount of coal compared to the
non-polar solvent for low rank
coals.
4.3. Comparison of methods of extraction
To study the effect of different methods, thermal and
ultrasonication were chosen for
extraction of coal samples in the present research work. Figure
4.1 compares
percentages of extract recovered by using thermal extraction at
150C and by using
-
33
ultrasonic irradiation at room temperature. NMP was used as the
extracting solvent for
both the methods of extraction.
Fig. 4.1: Comparison of percentages of extract recovered by
Thermal extraction & Ultrasonic irradiation
From Fig. 4.1, it can be seen that the percentage of extract
recovered in case of thermal
extraction is greater than that recovered by ultrasonic
irradiation at room temperature
(Table 4.3). This indicates that thermal energy needs to be
supplied for higher yields of
extracts. For this reason, thermal extraction was chosen for the
other experiments.
Table 4.3: Comparison of percentages of extract recovered by
Thermal extraction
& Ultrasonic irradiation
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
% o
f e
xtra
ct r
eco
vere
d
INDEX
Thermal extraction
INDEX
Ultrasonic irradiation
Method of extraction Thermal
extraction
Ultrasonic
irradiation
Percentages of extract
recovered (%)
4.428 3.386
-
34
4.4. Determination of optimum time of extraction
To study the effect of time on the yield of extract and
reduction of ash content in the
extract, raw coal was thermally extracted for 1, 2 and 3 hours
with NMP. The
temperatures were maintained at 150C for all the experiments
4.4.1. Comparison of percentages of extract recovered: The
percentages of extract
recovered for 1, 2 and 3 hours of extraction time with NMP are
given in Figure 4.2.
Fig. 4.2: Percentages of extract recovered
under different times of extraction for fresh NMP
The percentages of extract recovered are nearly same for
extraction times of 1 hour and
2 hours. However, for 3 hours of extraction time, percentage of
extract increases, but the
increase is not very significant. On the other hand, energy
consumption for 3 h heating is
three times more than 1h heating. That is why, 1 hour has been
chosen as the optimum
time of extraction for all the experiments.
4.4.2. Comparison of ash reduction in extracts: The reduction of
ash content in the
extract for the different times of extraction are shown in Fig.
4.3 It can be seen that in all
three cases ash contents of the extracts lie in the range of
4-6%. These values have
1.0 1.5 2.0 2.5 3.01.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
6.0
% o
f extr
act
recovere
d
Time of extraction (hours)
-
35
fluctuations because the distribution of mineral matter in coal
is not uniform. As a result,
it can be said from the results obtained during this study that
time of extraction does not
affect ash content in the extracts. The ash content of residue
and extracts of coal after
extraction with NMP are compared in Table 4.4.
Fig. 4.3: Percentages of ash removal of extract
under different times of extraction for fresh NMP
Table 4.4: Percentages of extract recovered and ash removed
under different times
of extraction for fresh NMP
Time of extraction 1 hour 2 hours 3 hours
Percentages of extract
recovered (%)
4.428 4.268 5.629
Ash content of extract (%) 4.167 3.571 4.762
Percentage reduction of ash
content in extract (%)
92.292 93.395 91.190
Ash content of residue (%) 54.321 52.778 53.086
1.0 1.5 2.0 2.5 3.080
82
84
86
88
90
92
94
96
98
100%
re
du
ctio
n o
f a
sh
co
nte
nt
in e
xtr
act
Time of extraction (hours)
-
36
4.4.3. FT-IR spectra of coal extract and residue obtained using
fresh NMP: The FT-IR
spectra of the coal extract obtained by using fresh NMP is given
in Fig. 4.4. From the
spectra, peak that appeared at 1675 cm-1
and 1124 cm-1
denote C=O (carbonyl)
stretching and =C-H bending in alkenes respectively. A peal that
appeared at 604 cm-1
is
due to presence of C-H bending in alkynes.
The FT-IR spectra of raw coal and residue obtained after
extraction with NMP are
shown in Fig 4.5. The noise in the spectra denotes presence of
high amount of mineral
matter in both raw coal as well as residue. In the spectra,
peaks obtained at 1592 cm-1
and
1034 cm-1
, signifies the presence of C-C bond stretching in aromatics and
=C-H bend in
alkenes respectively. However, the peaks, which are observed in
case of the raw coal
sample have diminished in the spectra obtained for the residue.
This denotes that some
of the functional groups present in the raw coal have been
extracted by NMP and can be
observed in the extract.
Fig. 4.4: FT-IR spectra of coal extracts obtained using fresh
and reused NMP
----Fresh NMP
----Reused NMP
-
37
Fig. 4.5: FT-IR spectra of raw coal and residue obtained using
NMP
4.5. Comparison of results obtained using reused and fresh
(unused) NMP
To study the effect of using reused solvent on thermal
extraction, raw coal was extracted
with reused NMP at 150C for 1, 2 and 3 hours.
4.5.1. Comparison of percentages of extract recovered: The
percentages of extract
recovered for extraction with reused NMP under different times
of extraction are shown
in Fig.4.6. The percentages of extract recovered are comparable
for both fresh and
recycled solvents. However, a minor reduction in the percentage
of extract recovered are
observed for extraction times of 1 hour and 3 hours. As a
result, it can be concluded that
reusing the solvent lowers the ability of NMP to extract coal,
but not to a very large
extent.
----Raw coal
----Residue obtained with NMP
-
38
Fig. 4.6: Percentages of extract recovered
under different times of extraction for fresh & reused
NMP
4.5.2. Comparison of ash reduction in extracts: The effect of
reused NMP on reduction
of ash content in the extract is shown in Fig.4.7. It can be
observed that the ash content
of the extract increases for reused solvent i.e., ability of ash
removal from coal is
reduced for reused solvent. This could be due to the presence of
leached out mineral
matter in recycled solvents used for extraction which is
attributed to lower ash removal
in case of recycled solvent compared to fresh solvent. It has
been reported previously
that solvent has ability to leach away some amount of mineral
matter of coal [19,20].
The ash content of the residue remains almost same as that of
the raw coal as shown in
Table 4.5.
1.0 1.5 2.0 2.5 3.01
2
3
4
5
6
% o
f extr
act
recovere
d
Time of extraction (hours)
For fresh NMP
For reused NMP
-
39
Fig. 4.7: Percentages of ash removal of extract
under different times of extraction for fresh &reused
NMP
Table 4.5: Percentages of extract recovered and ash removed
under different times
of extraction for reused NMP
Time of extraction 1 hour 2 hours 3 hours
Percentages of extract
recovered (%)
4.199 4.440 5.464
Ash content of extract (%) 13.984 14.700 14.000
Percentage reduction of ash
content in extract (%)
74.134 72.810 74.105
Ash content of residue (%) 54.025 53.211 55.294
4.5.3. Comparison of FT-IR spectra of extracts obtained using
fresh and reused NMP:
The FT-IR spectra of the extracts obtained using fresh NMP and
reused NMP from
previous experiments are shown in Fig 4.3. From the spectra, it
can be observed that the
groups extracted in both the cases are almost similar. The peaks
corresponding to
various functional groups are less pronounced in case the
extract, obtained using reused
1.0 1.5 2.0 2.5 3.050
55
60
65
70
75
80
85
90
95
100
% r
edu
ctio
n o
f a
sh
co
nte
nt
in e
xtr
act
Time of extraction (hours)
For fresh NMP
For reused NMP
-
40
solvent. This may be due to the fact that due to reuse, some
amount of carbonaceous
matter and minerals from coal may have remained in the matrix of
the solvent. This
reduces the solvents ability to extract coal and reduce the ash
content of the extract. In
Fig. 2, peaks at 3728 cm-1, 3695 cm-1 and 1031 cm-1are
designated as presence of
mineral matter in the extract obtained in case of reused NMP.
Rahman et al. [6] have
reported sharp peaks within the range 3600-3700 cm-1
and 1000-1100 cm-1
are due to
mineral matter in coal which is also observed in the present
study.
4.6. Effect of reusing the residue for thermal extraction
The residue formed during thermal extraction of coal by NMP for
1 hour was reused
once again for extraction using fresh NMP as solvent for 1 hour
without any additive.
The results are discussed in details below.
4.6.1. Percentages of extract recovered from fresh and reused
coal residue: The results
for percentages of extract recovered from fresh coal and reused
coal residue are shown
in Fig. 4.8. It can be observed that yield of extract decreases
when residue coal is used
from previous experiments. This is because of fact that during
thermal extraction of the
coal for the first time, most of the NMP-soluble part of coal
already got dissolved and
extracted. Consequently, a smaller quantity of NMP-soluble
portion was left behind in
the residue to be extracted by NMP. In this method, the total
amount of extract
recovered from the raw coal was 7.70%. The results are
summarized in Table 4.6.
Fig. 4.8: Percentages of extract recovered
from fresh &reused residue
0
1
2
3
4
5
% o
f e
xtra
ct
reco
vere
d
Fresh coal
INDEX
Reused residue
-
41
4.6.2. Percentages of ash reduction in extract: The percentages
of ash reduction in
extracts obtained from fresh coal and reused residue are shown
in Fig. 4.9. It can be
observed that there is no significant effect reutilization of
coal on the percentages of ash
reduction.
Fig. 4.9: Percentages of ash reduction in extract from fresh
coal &reused residue
Table 4.6: Percentages of extract recovered and ash removed from
fresh coal and
reused residue
Coal used (fresh/residue) Fresh coal Residue
Percentages of extract
recovered (%)
4.428 3.630
Ash content of extract (%) 4.167 3.448
Percentage reduction of ash
content in extract (%)
92.292 93.524
Ash content of residue (%) 54.321 55.961
4.7. Experimental results for use of additives along with
NMP
To study the effect of additives on the extraction of coal with
NMP, four different
additives, viz. p-Nitro benzoic acid, Quinoline, Calcium
fluoride and Calcium chloride
were used to extract raw coal. Raw coal was extracted for 1 hour
at 150C with NMP
0
10
20
30
40
50
60
70
80
90
100
% o
f as
h r
ed
uct
ion
in e
xtra
ct
Fresh coal
INDEX
Reused residue
-
42
and different concentrations of the additives. The concentration
of the additives in
weight per cent of raw coal are 0.1%, 0.5%, 1.0%, 2.5% and
5%.
4.7.1. p-Nitro benzoic acid:
4.6.1.1. Percentage of extract recovered: The percentages of
extract recovered
for various percentages of p-Nitro benzoic acid are shown in
Fig. 4.10. It can be
observed that with increase in concentration of this additive,
the yield of extract
increases. When additive concentration is minimum, i.e. 0.1% (by
weight of
coal), the yield of extract obtained by using p-nitro benzoic
acid is nearly same
as that obtained when NMP is used alone. But, for all the higher
concentrations
of the additives, the yield of extract is higher than that
obtained when no additive
is used. This enhancement of yield of extract takes place due to
the fact that p-
nitro benzoic acid is a polar compound and it enhances the
polarity of NMP.
Thus, the combined effects of the polarities of NMP and p-nitro
benzoic acid
bring about the increase of yield of extracts.
Fig. 4.10: Percentages of extract recovered for
different concentrations of p-nitro benzoic acid
0 1 2 3 4 51.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
6.0
6.5
7.0
7.5
8.0
% o
f extr
act
recovere
d
% of additive (p-nitro benzoic acid)
-
43
4.7.1.2. Ash content of extract: The reduction in ash content of
the extract for
different concentrations of p-Nitro benzoic acid is shown in
Fig. 4.11. It can be
observed that decrease in ash content of the extracts take place
with higher
concentration of additive. The percentage of ash reduction of
extract for higher
concentration of this additive is thus, more than that obtained
when NMP is used
alone. For lower concentrations of p-nitro benzoic acid, the ash
content of the
extract is same as that when no additive is used. Thus, it may
be concluded that
with increase in concentration of the additive, the polarity of
the solvent
increases and thus, the ability of the solvent to leach away
some portion of the
mineral matter also increases. This might have possibly resulted
in a reduction of
ash content of the extract. However, the ash contents of the
residues are
comparable with that of the raw coal (Table 4.7).
Fig. 4.11: Percentages of ash reduction in extract for
different concentrations of p-nitro benzoic acid
0 1 2 3 4 580
82
84
86
88
90
92
94
96
98
100
% a
sh r
eduction in e
xtr
act
% of additive (p-nitro benzoic acid)
-
44
Table 4.7: Percentages of extract recovered and ash removed for
using p-nitro
benzoic acid as an additive with NMP
Concentration of p-nitro
benzoic acid
(in weight % of raw coal)
0%
0.1% 0.5% 1.0% 2.5% 5%
Percentages of extract
recovered (%)
4.428 4.577 4.822 4.935 5.405 7.396
Ash content of extract
(%)
4.167 4.348 4.310 2.821 2.934 1.149
Percentage reduction