Embed Size (px)
Citation preview
LNG liquefaction equipment developments
Geoff Hunter – 3rd September 2019
IGU LNG Committee meeting – Gyeongju, South Korea
Acknowledgements
Attribution has not been provided for the images used in this presentation. In most cases the images have been reproduced publically many times, thereby diminishing the significance of their nature as creative works. The presenter is not claiming any of these images as his own and generally it was not possible to identify the original owners.
Although, to the best of the presenter’s knowledge, none of the images used in these presentations has a copyright notice on it, it has been assumed that the use of the photographs and diagrams contained within the presentation material would be permitted under fair use, as any copyright owner’s rights are minimally affected.
Fair use is a doctrine that permits limited use of copyrighted material without having to first acquire permission from the copyright holder. Fair use is one of the limitations of copyright intended to balance the interests of copyright holders with the public interest in the wider distribution and use of creative works, by allowing certain limited uses that might otherwise be considered infringement.
Fair use is in place for the greater good, to allow copyrighted works to be used without permission for education purposes for the benefit of the public. Educators may use or display digital images in connection with lectures or presentations in their fields, including uses at professional development seminars where educators present works they created for educational purposes in the course of teaching (such as this presentation).
Geoff Hunter – LNG Consultant
• The following material has been extracted from presentation material used in my 3 day and 5 day LNG Fundamentals courses
• My background includes 17 years working on LNG export projects - including Darwin LNG, Gladstone LNG, PNG LNG and Atlantic LNG – and various LNG related studies
• I represent the Australian Gas Industry Trust (AGIT), a member of the IGU
Part 3
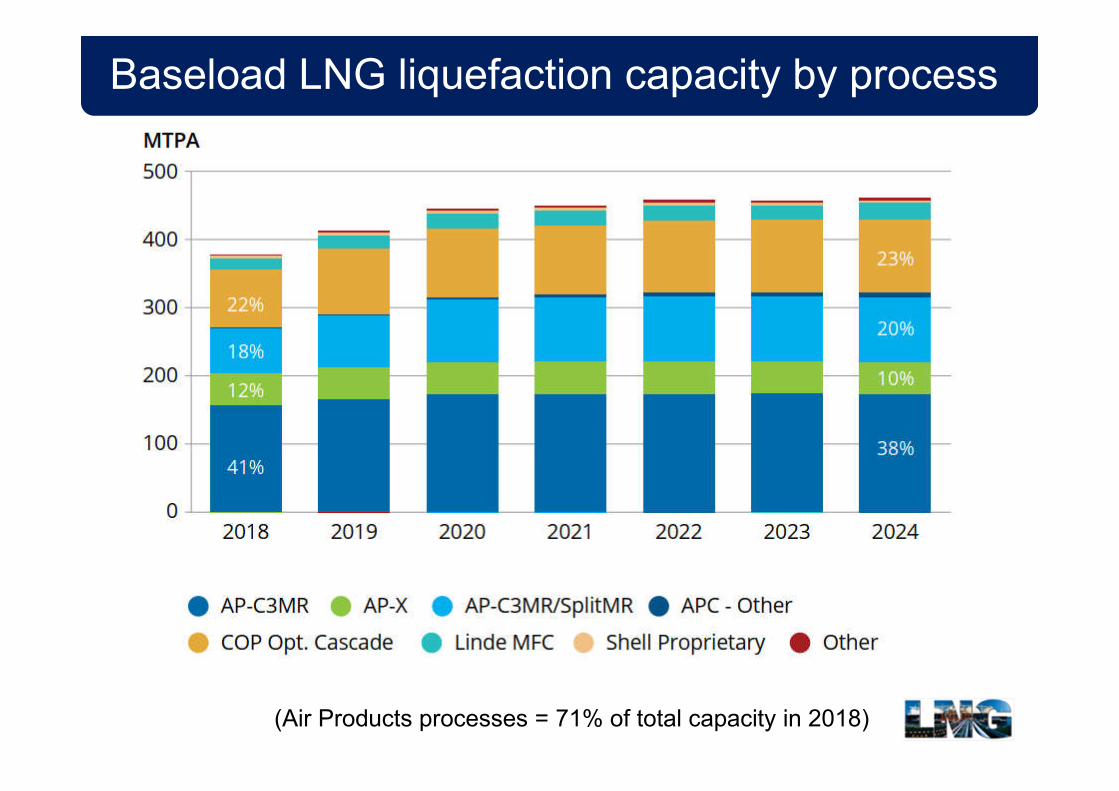
Baseload LNG liquefaction capacity by process
(Air Products processes = 71% of total capacity in 2018)
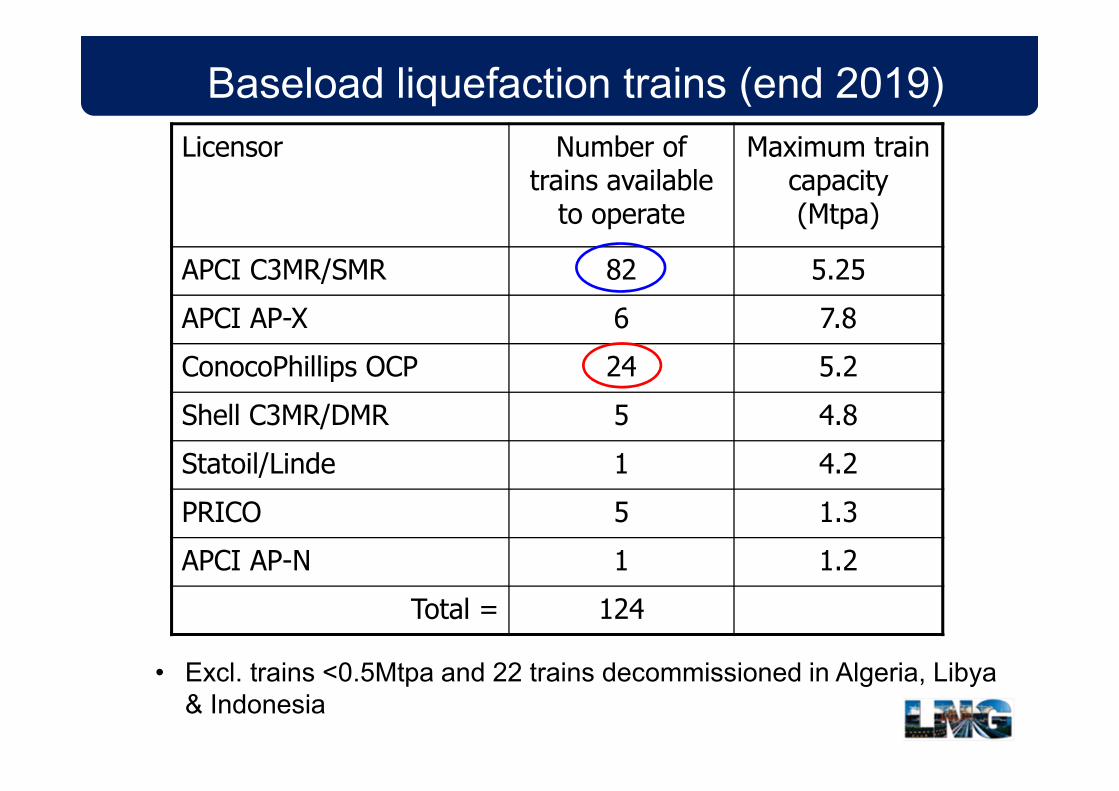
Baseload liquefaction trains (end 2019)
Licensor Number of trains available
to operate
Maximum train capacity (Mtpa)
APCI C3MR/SMR 82 5.25
APCI AP-X 6 7.8
ConocoPhillips OCP 24 5.2
Shell C3MR/DMR 5 4.8
Statoil/Linde 1 4.2
PRICO 5 1.3
APCI AP-N 1 1.2
Total = 124
• Excl. trains <0.5Mtpa and 22 trains decommissioned in Algeria, Libya & Indonesia
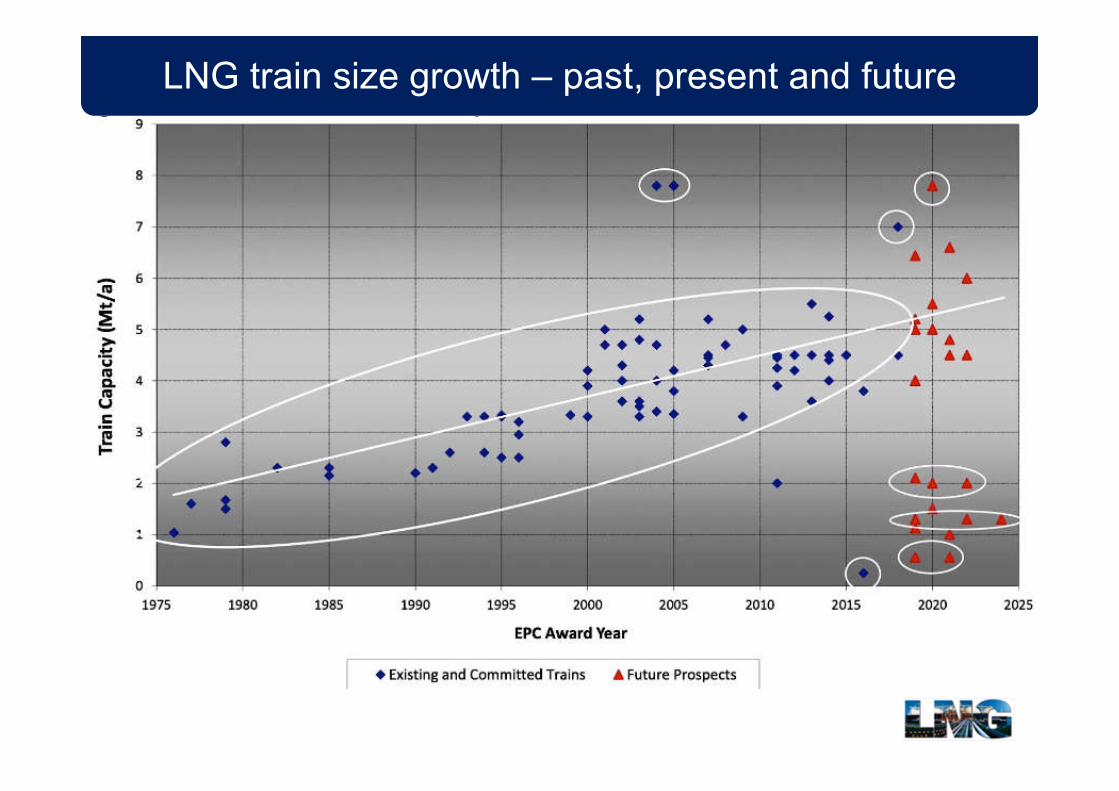
LNG train size growth – past, present and future
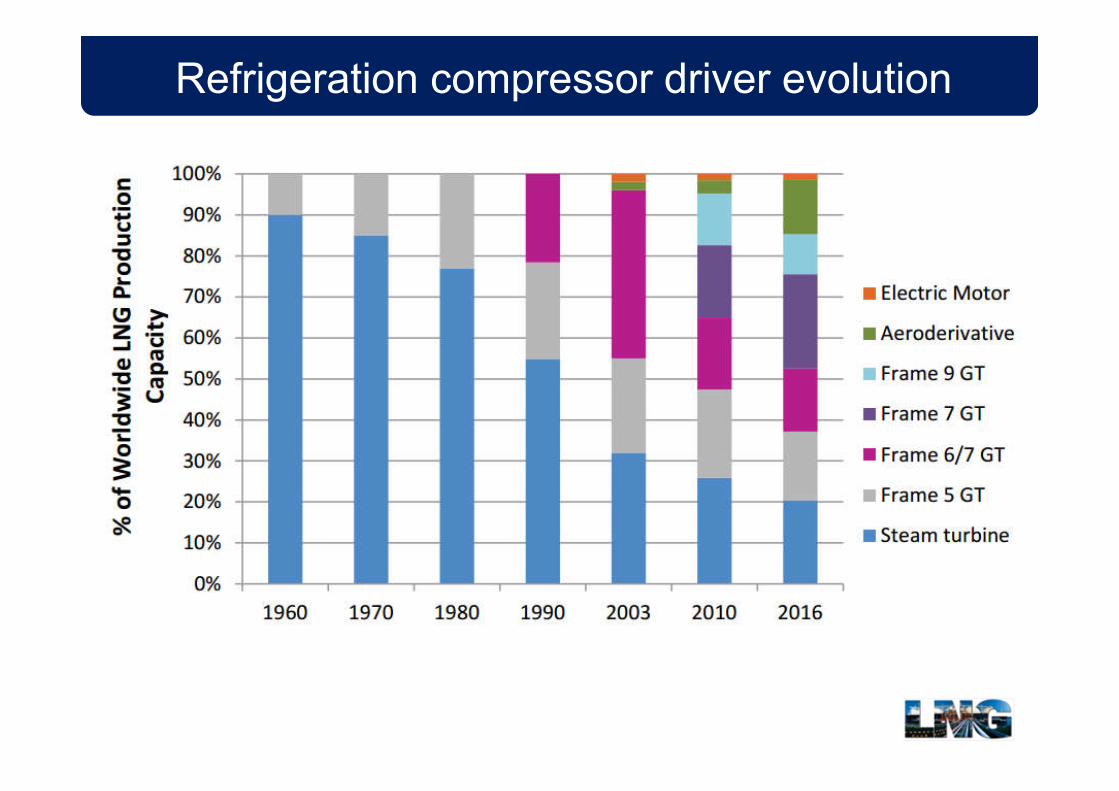
Refrigeration compressor driver evolution
General recent developments
• Move to aeroderivative gas turbine refrigeration compressor drivers
• Addition of turbine inlet air cooling (TIAC) to reduce aeroderivative gas turbine power lapse rate
• Larger capacity trains via more powerful GT drivers, different compressor string arrangements (and availability of larger main cryogenic heat exchangers)
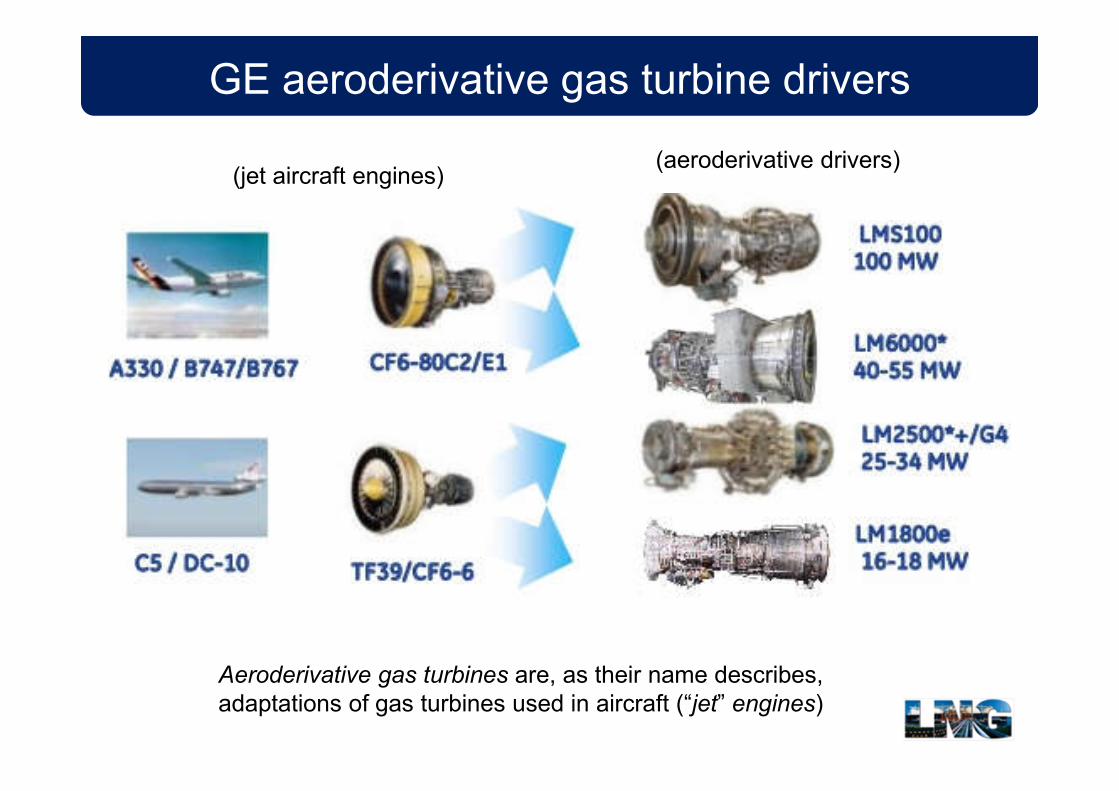
GE aeroderivative gas turbine drivers
(jet aircraft engines)(aeroderivative drivers)
Aeroderivative gas turbines are, as their name describes, adaptations of gas turbines used in aircraft (“jet” engines)
Aeroderivative gas turbine driver advantages
• Higher efficiency - lower fuel costs & emissions
• Lower weight - faster turbine replacement
• Two-shaft machines provide operating flexibility - excellent starting torque - eliminate external starter/helper motors
• Wide speed range provides flexibility
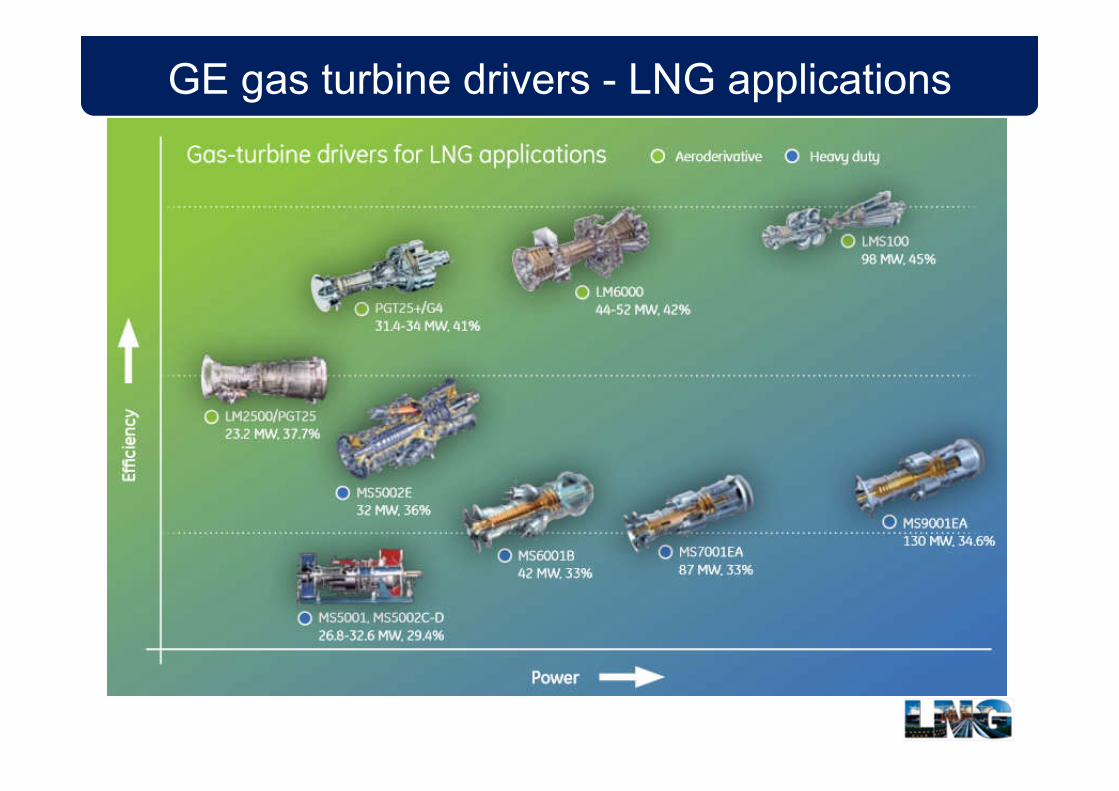
GE gas turbine drivers - LNG applications
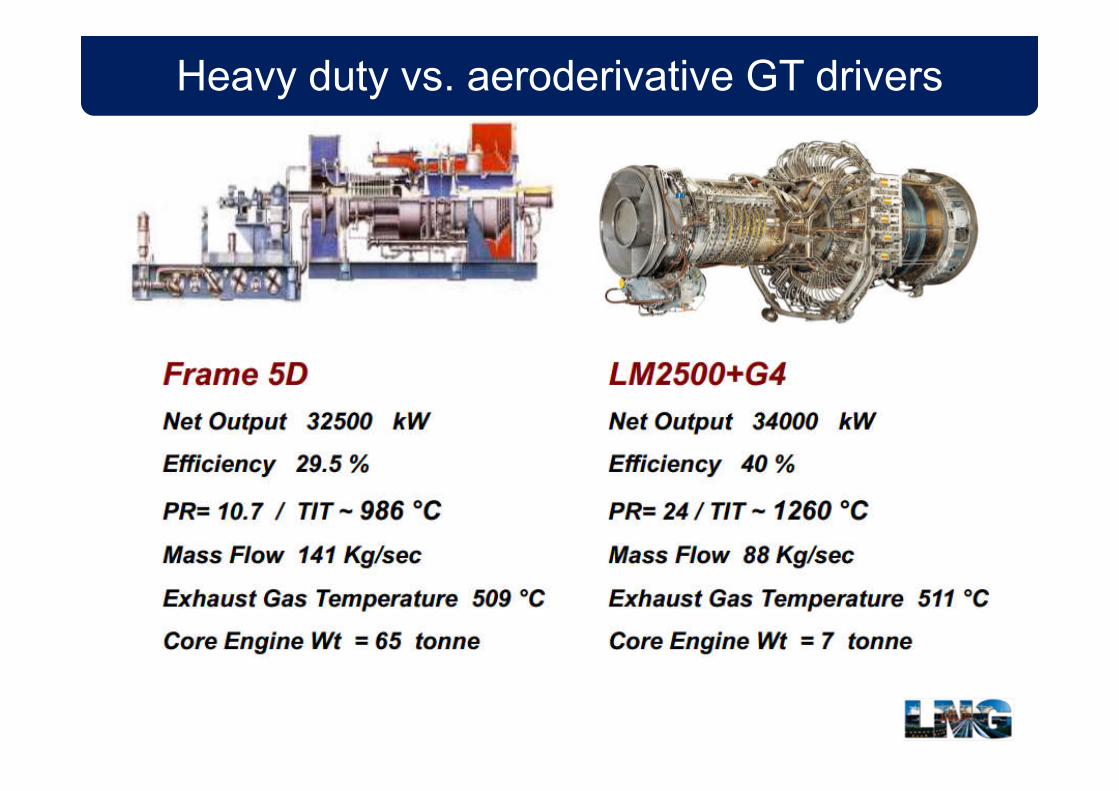
Heavy duty vs. aeroderivative GT drivers
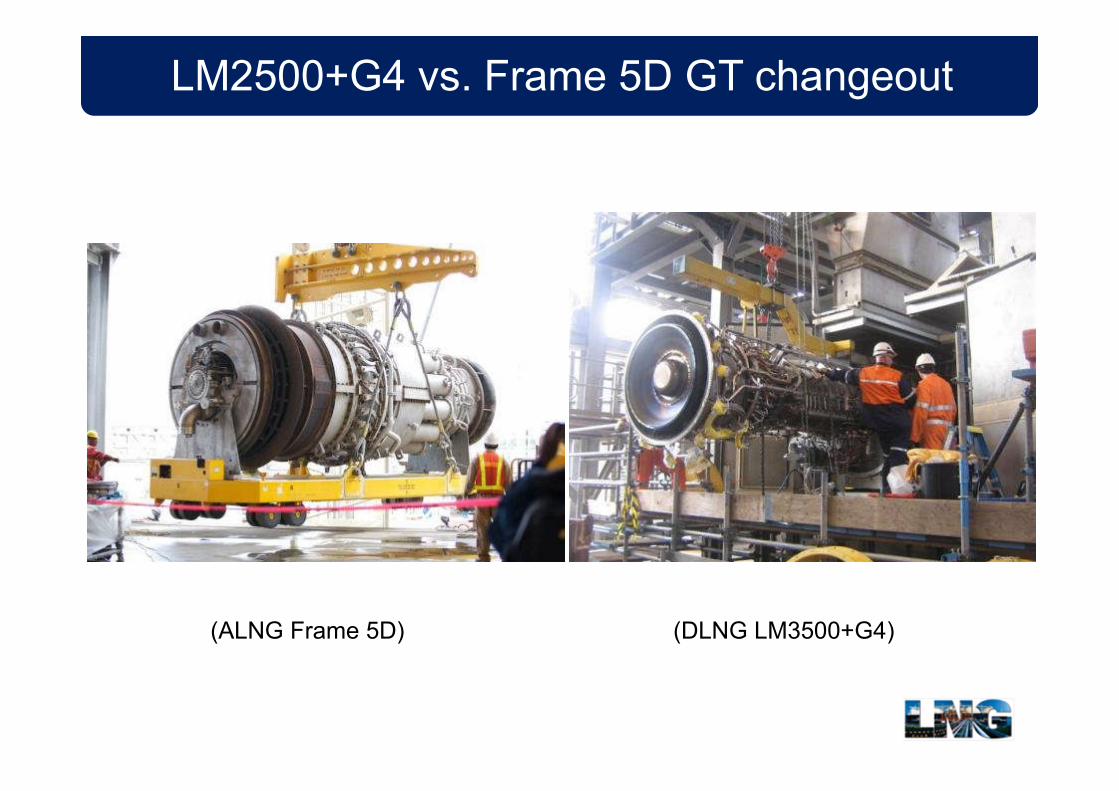
LM2500+G4 vs. Frame 5D GT changeout
(ALNG Frame 5D) (DLNG LM3500+G4)
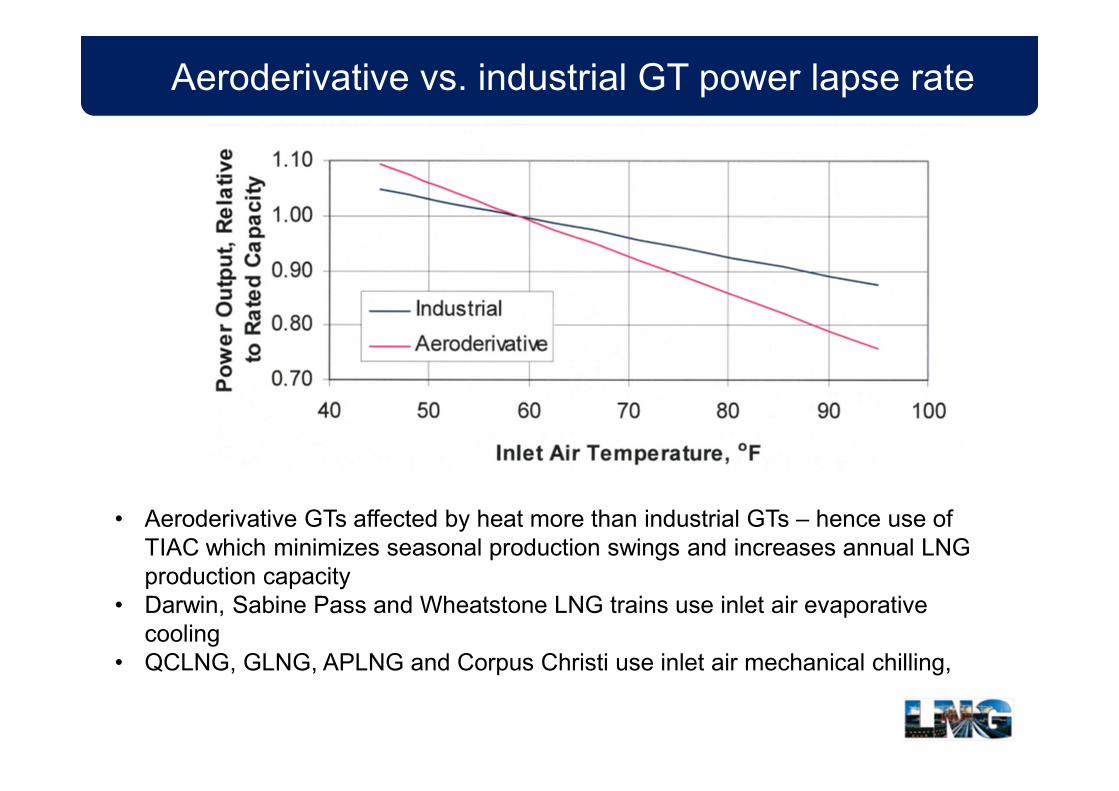
Aeroderivative vs. industrial GT power lapse rate
• Aeroderivative GTs affected by heat more than industrial GTs – hence use of TIAC which minimizes seasonal production swings and increases annual LNG production capacity
• Darwin, Sabine Pass and Wheatstone LNG trains use inlet air evaporative cooling
• QCLNG, GLNG, APLNG and Corpus Christi use inlet air mechanical chilling,

15
Air Products C3MR/Split MR base-load processes
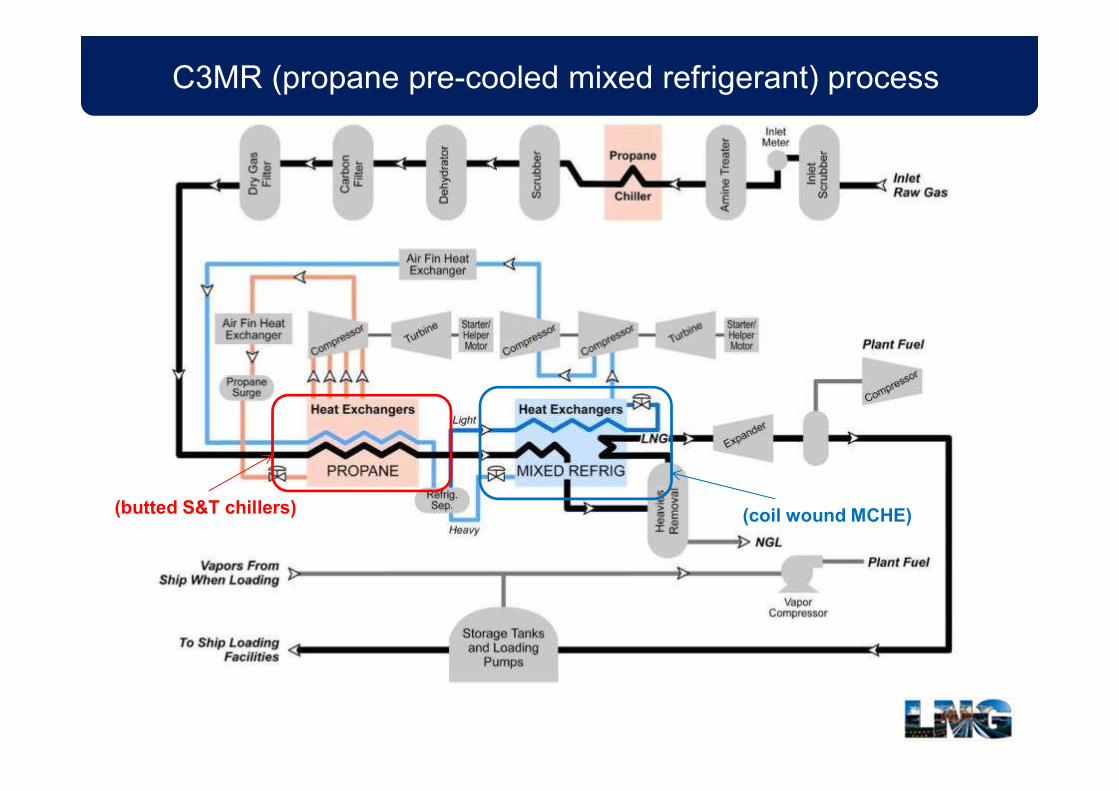
C3MR (propane pre-cooled mixed refrigerant) process
(butted S&T chillers) (coil wound MCHE)

APCI C3MR process
(MR1 – light blue - is vapour [light], while MR2 -dark blue – is liquid [heavy] mixed refrigerant)
MR
C3

Peru LNG propane pre-cooling (S&T) heat exchangers
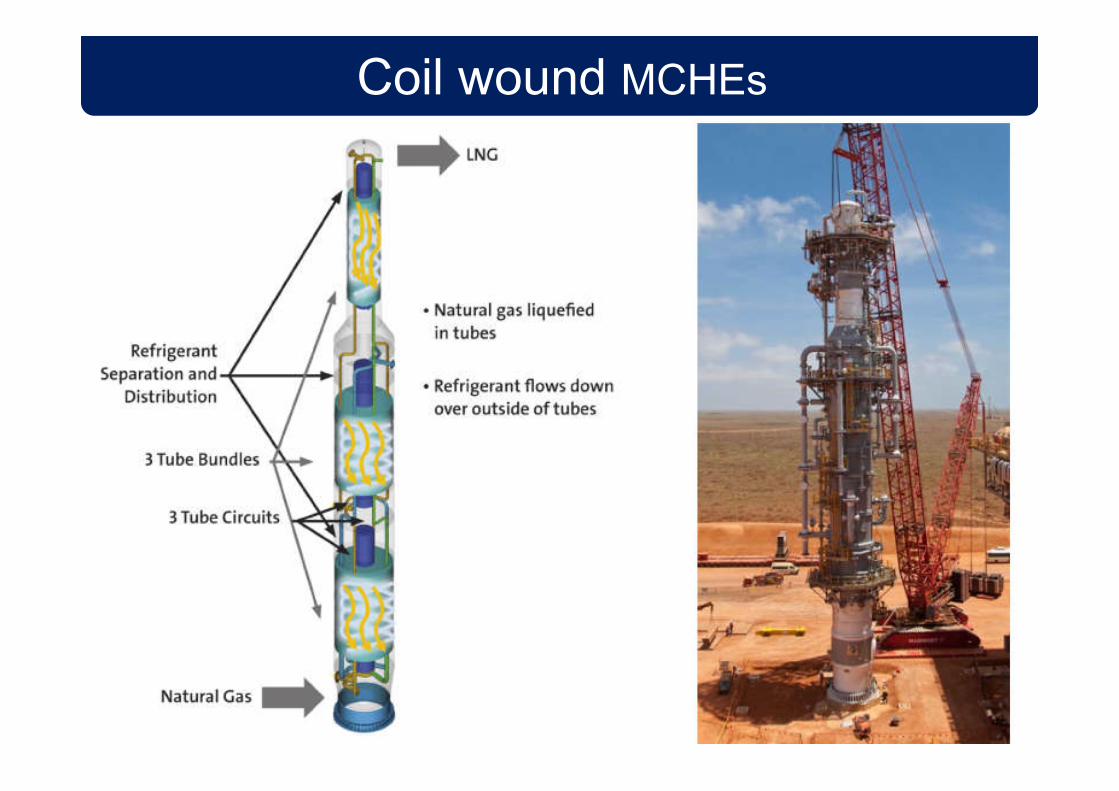
Coil wound MCHEs
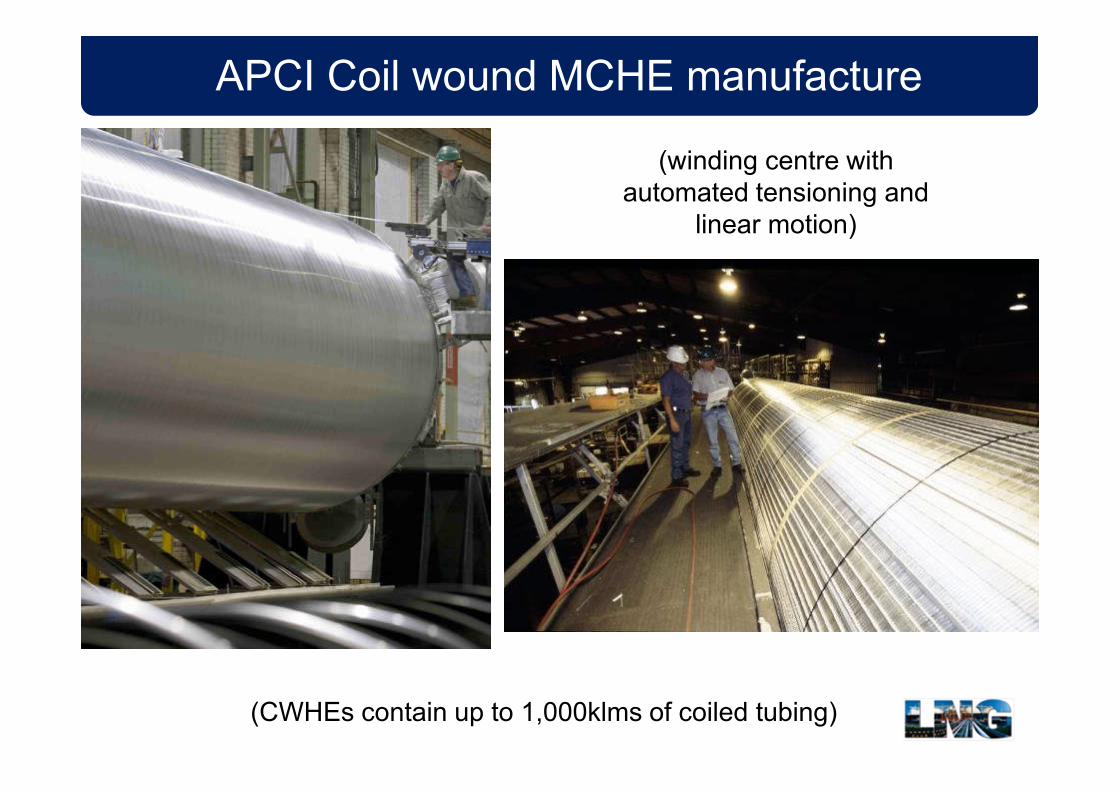
APCI Coil wound MCHE manufacture
(winding centre with automated tensioning and
linear motion)
(CWHEs contain up to 1,000klms of coiled tubing)
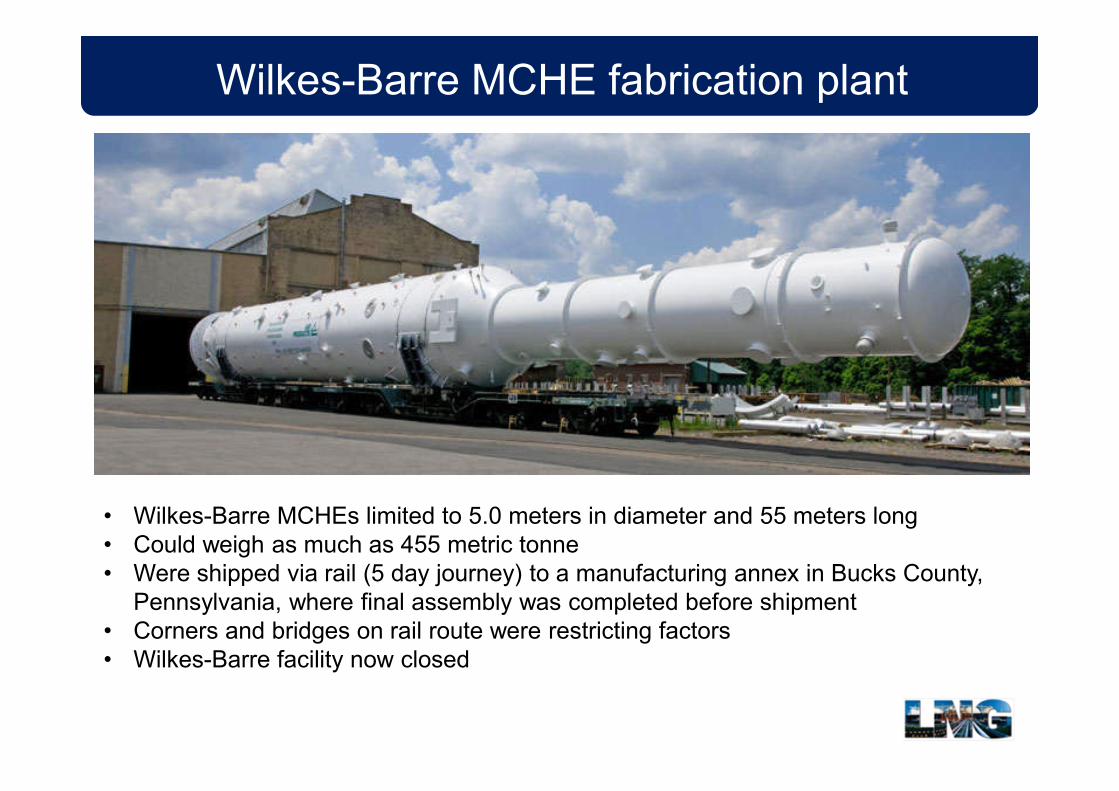
Wilkes-Barre MCHE fabrication plant
• Wilkes-Barre MCHEs limited to 5.0 meters in diameter and 55 meters long• Could weigh as much as 455 metric tonne• Were shipped via rail (5 day journey) to a manufacturing annex in Bucks County,
Pennsylvania, where final assembly was completed before shipment• Corners and bridges on rail route were restricting factors• Wilkes-Barre facility now closed
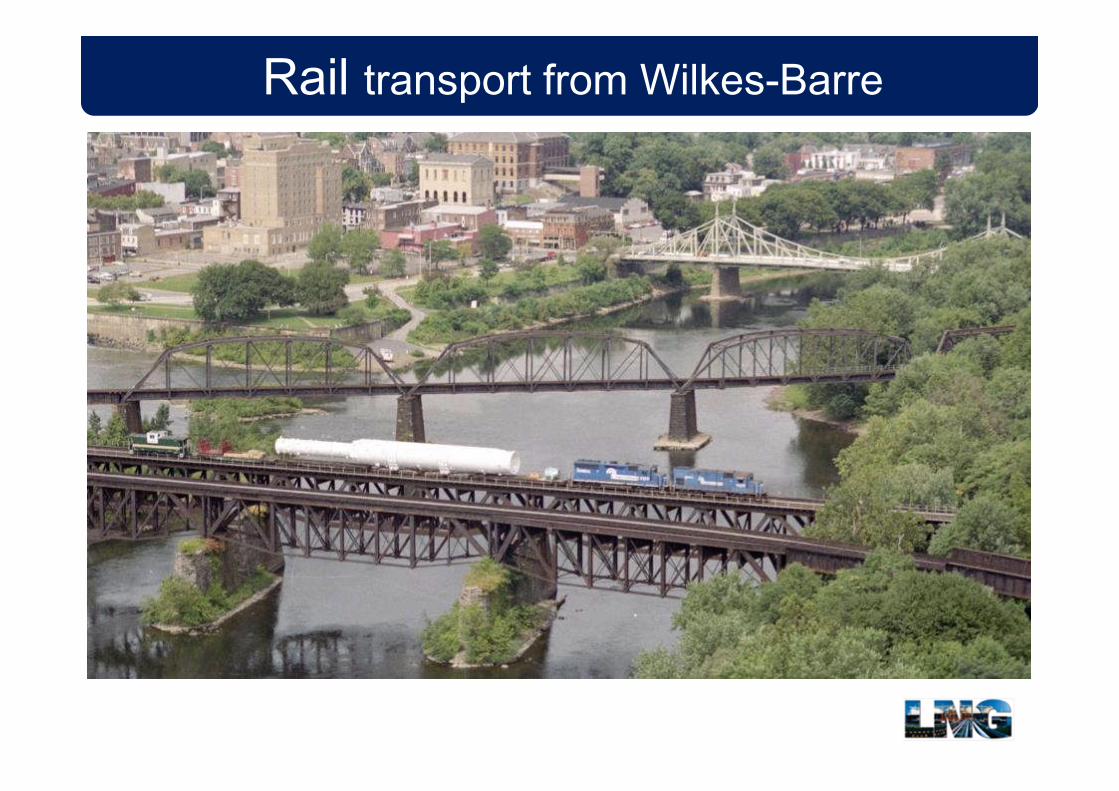
Rail transport from Wilkes-Barre
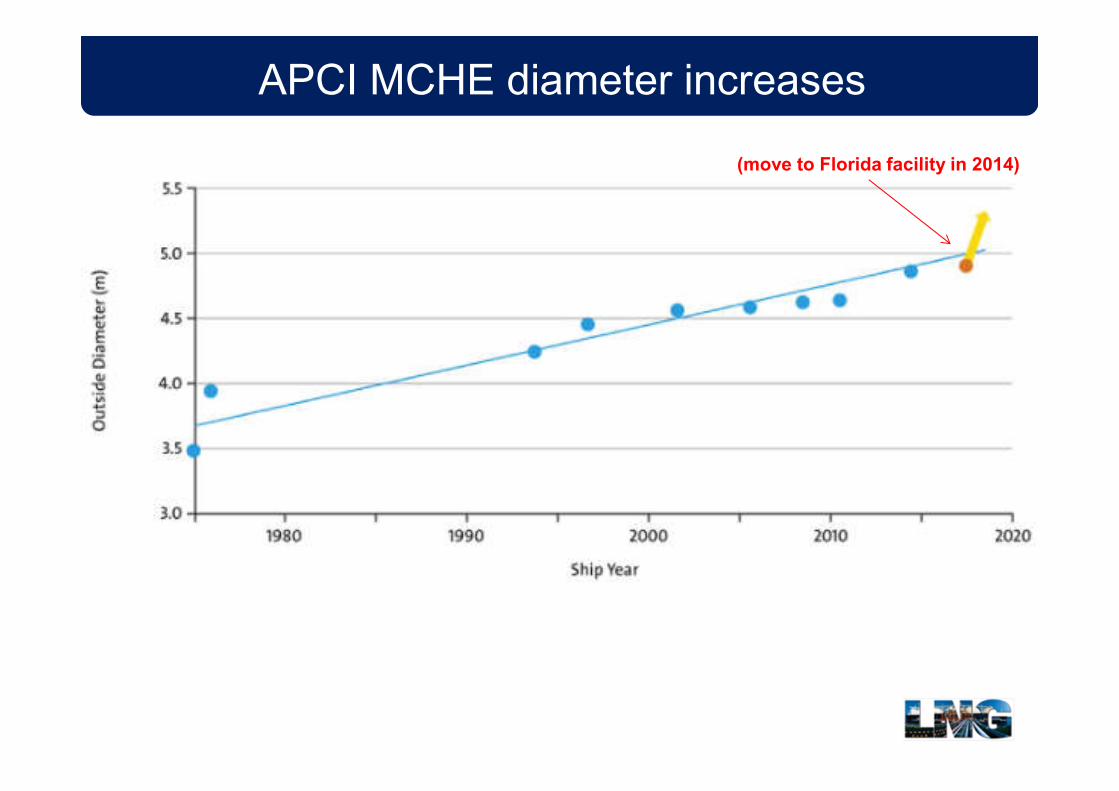
APCI MCHE diameter increases
(move to Florida facility in 2014)
Recent developments
• Larger MCHEs available from new Port Manatee, Florida facility - fewer transport size limitations and can manufacture MCHEs up to 6m diameter (maximum train capacity circa 7Mtpa)
• Higher operating pressures being used
• Aeroderivative gas turbine refrigeration compressor drivers
• Electric motor refrigeration compressor drivers
• Novel refrigeration compressor string arrangements

MCHE at Port Manatee, Florida plant
(new factory near port - easier transport)
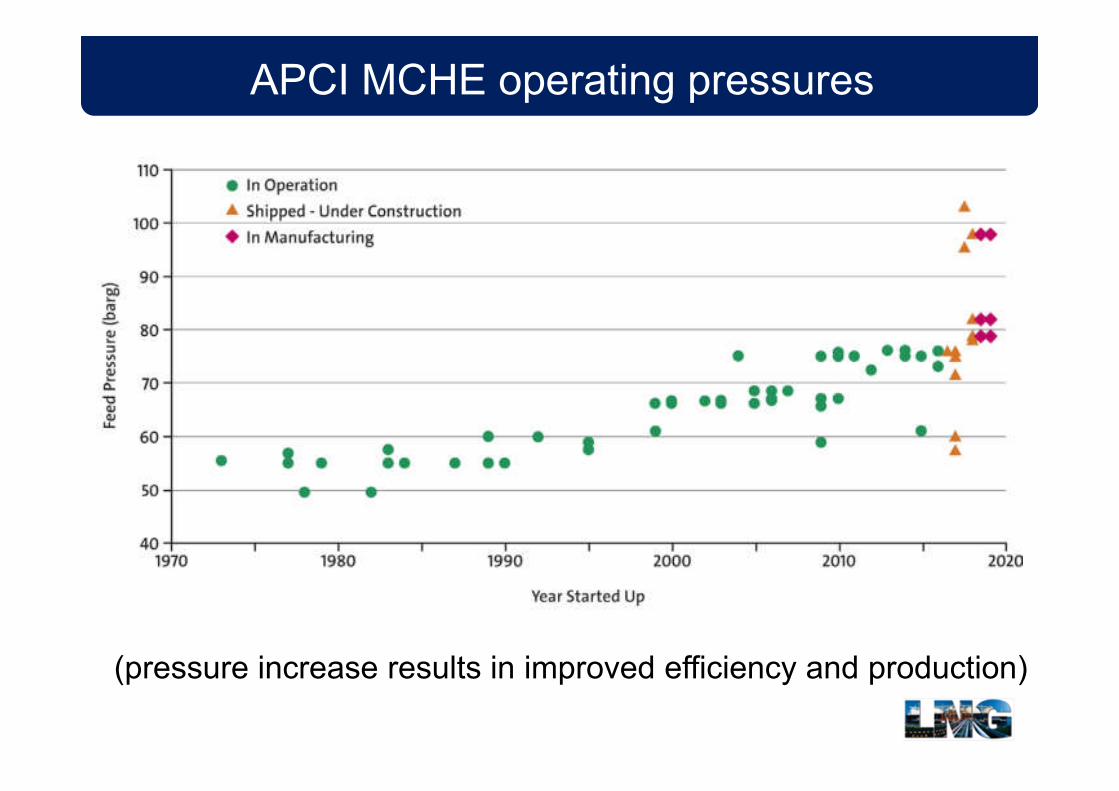
APCI MCHE operating pressures
(pressure increase results in improved efficiency and production)
Gas turbine driver ‘frame’ sizes in operation
APCI C3MR, APCI Split MR and Shell C3MR/DMR processes:
– Early Qatargas and NWS trains used 5 x GE Frame 5C & D = 2.5 to 3.3mtpa
– Initial Nigeria LNG trains used 1 x GE Frame 6B + 1 x GE Frame 7EA = 3.0mtpa
– Later NLNG, MLNG and Rasgas trains used 2 x GE Frame 7EA = 3.5 to 4.0mtpa (C3MR)
– Since early 2000s (SEGAS) most trains have used 2 x GE Frame 7EA = 4.3 to 5.0mtpa (Split MR and DMR)
– PNG LNG uses 5 x GE LM2500+G4 = 3.45mtpa (first APCI process to use aeroderivatives)
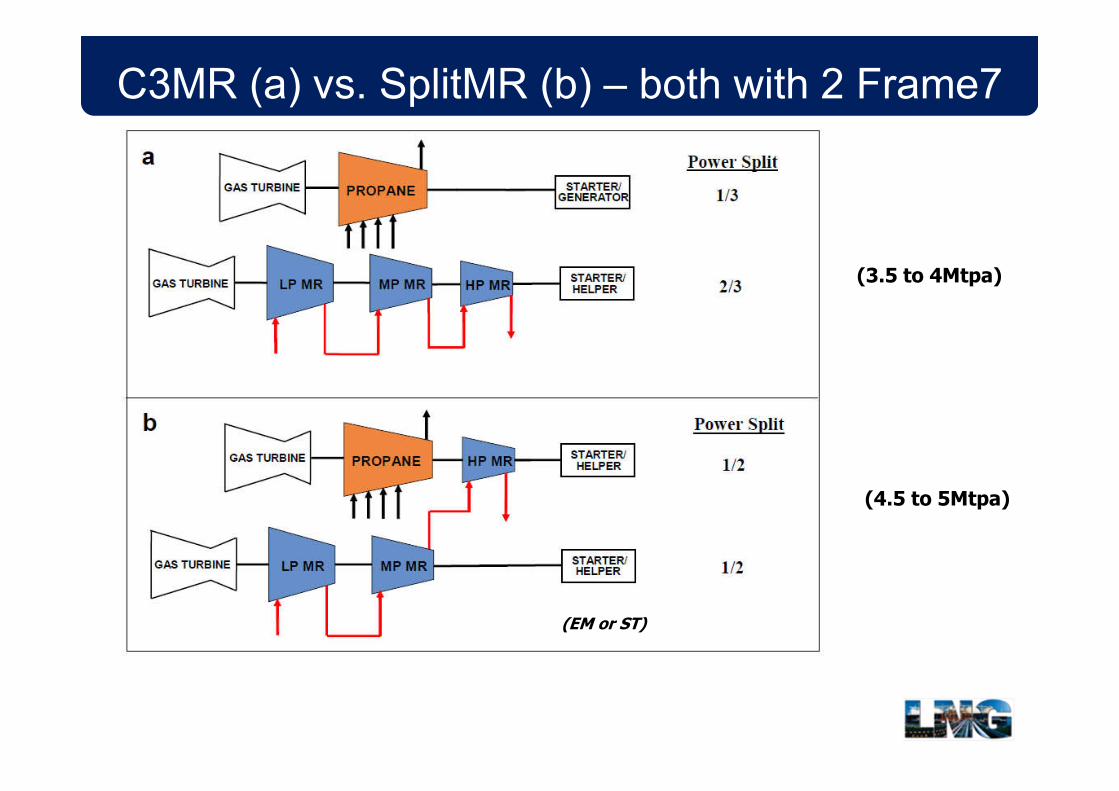
C3MR (a) vs. SplitMR (b) – both with 2 Frame7
(EM or ST)
(4.5 to 5Mtpa)
(3.5 to 4Mtpa)
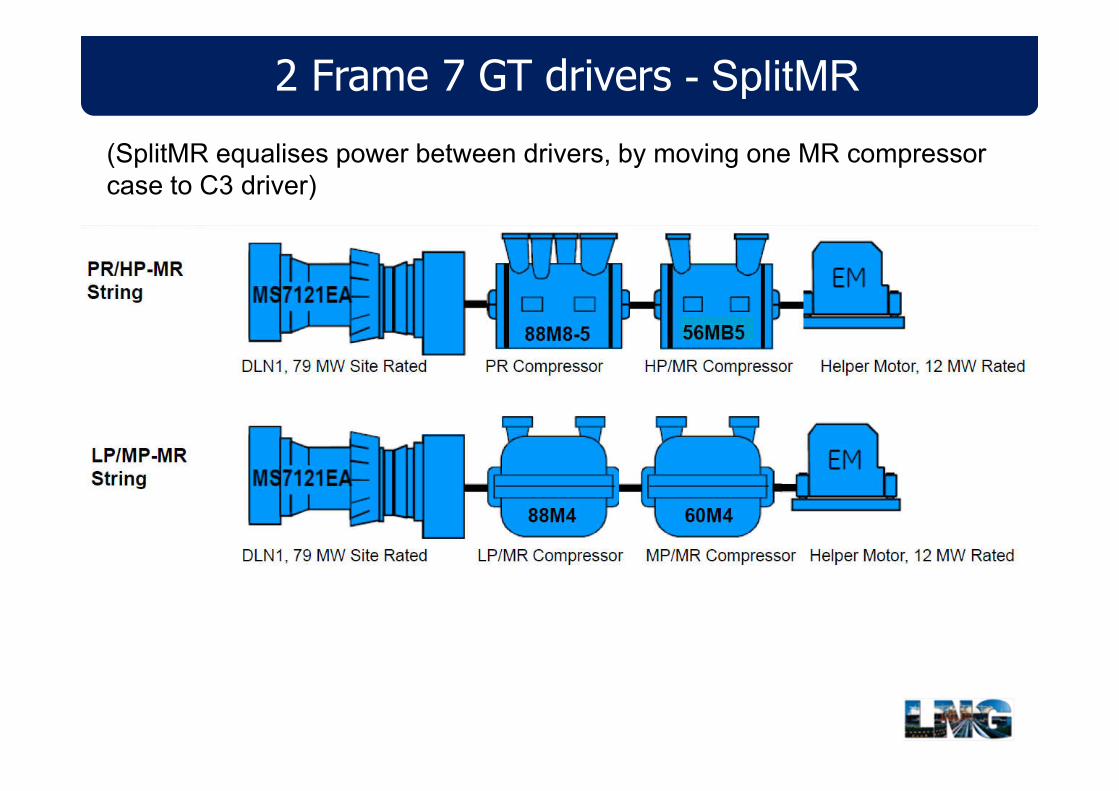
2 Frame 7 GT drivers - SplitMR
(SplitMR equalises power between drivers, by moving one MR compressor case to C3 driver)

SEGAS, Egypt – 5.0Mtpa – 1st SplitMR
New drivers (or combinations) being used or proposed
APCI C3MR/Split MR processes:
– 5 x BHGE LM2500+G4 – PNG LNG (each train 3.45Mtpa)
– 3 x 75Mw electric motors - Freeport LNG (each train 5.1Mtpa)
– 2 x BHGE Frame 7 – 50% parallel strings with PR and MR on same shaft - Yamal & Cove Point (each train 5.25 to 5.5Mtpa)
– 3 x BHGE Frame 7 – Anadarko LNG, Mozambique (each train 6.44Mtpa)
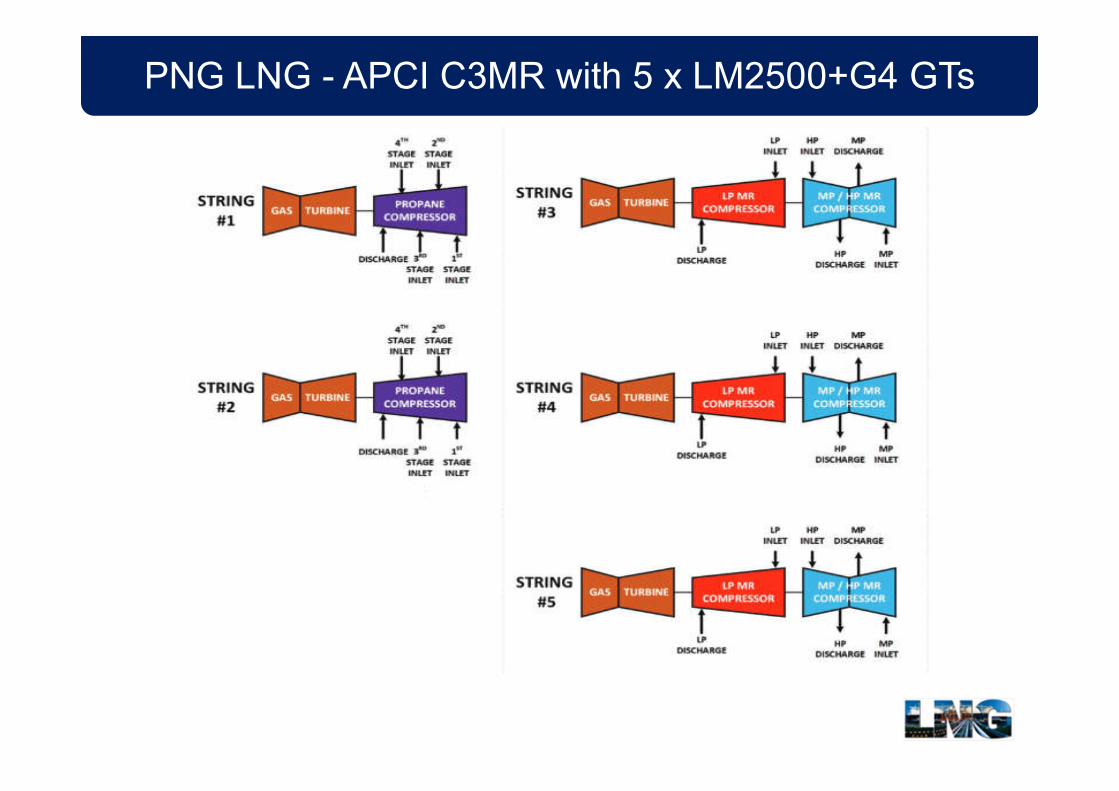
PNG LNG - APCI C3MR with 5 x LM2500+G4 GTs

PNG LNG – 2 [email protected]/train
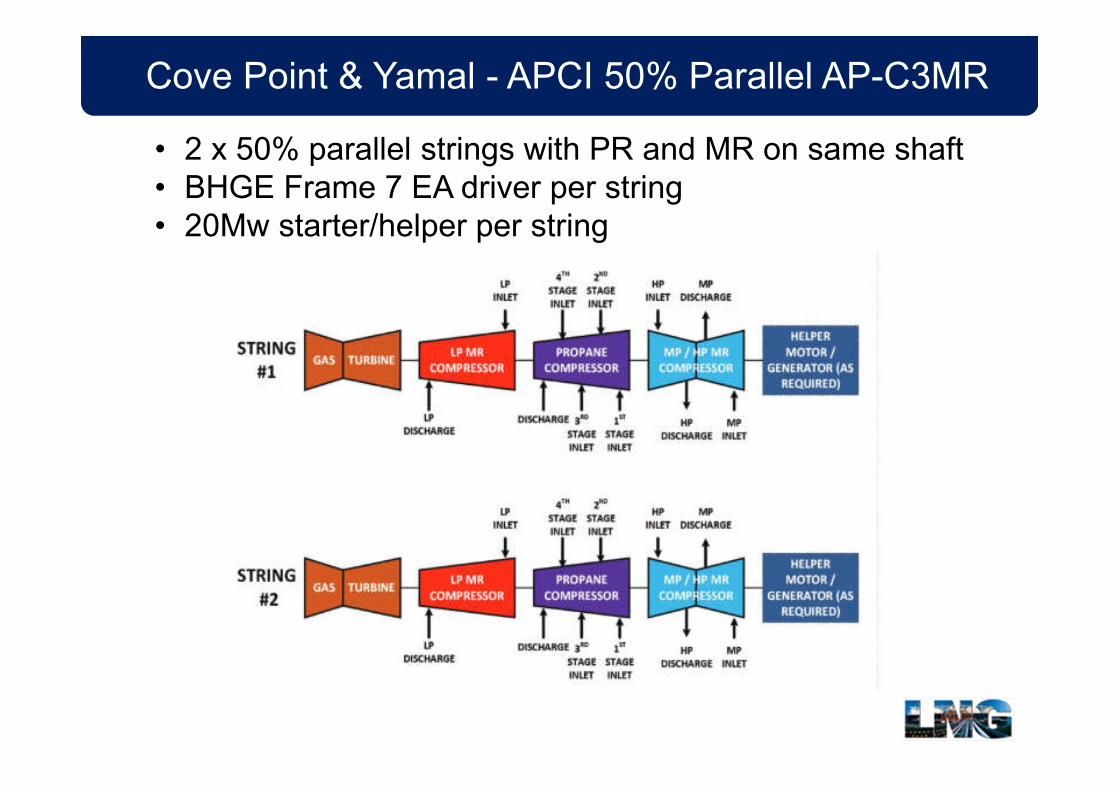
Cove Point & Yamal - APCI 50% Parallel AP-C3MR
• 2 x 50% parallel strings with PR and MR on same shaft• BHGE Frame 7 EA driver per string• 20Mw starter/helper per string

Cove Point LNG - 1 x 5.25Mtpa train
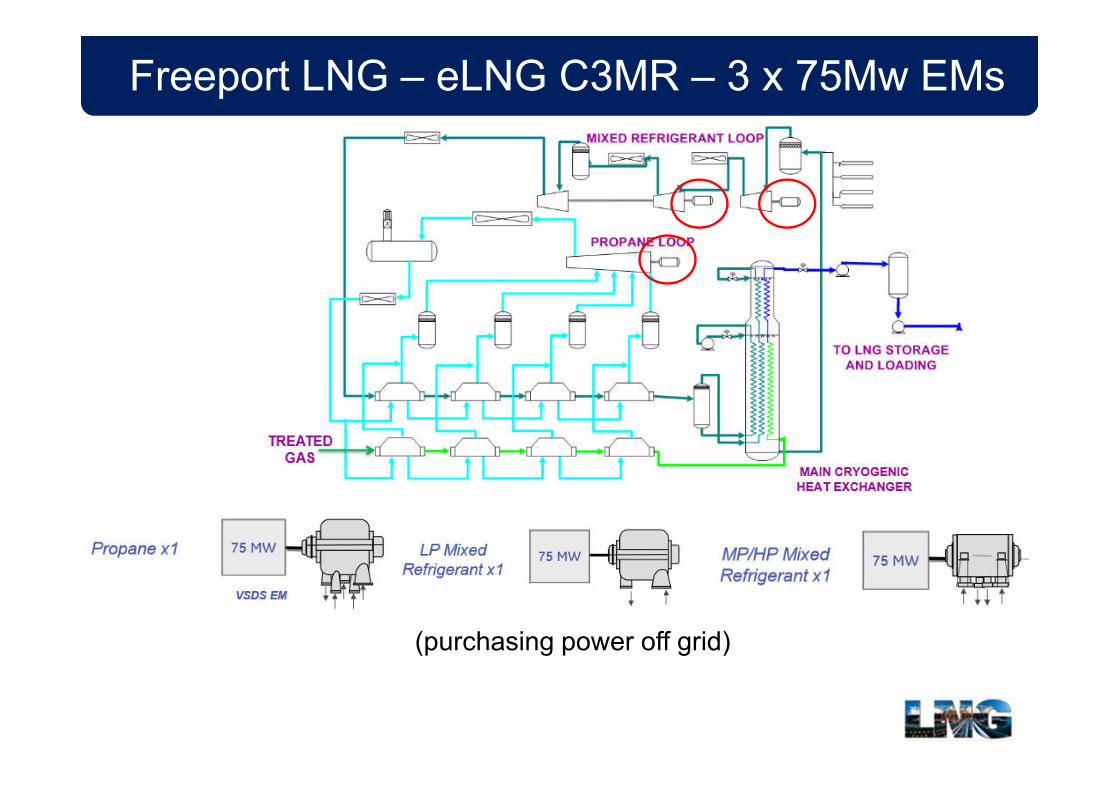
Freeport LNG – eLNG C3MR – 3 x 75Mw EMs
(purchasing power off grid)

Freeport LNG - 3 x 5.1Mtpa trains
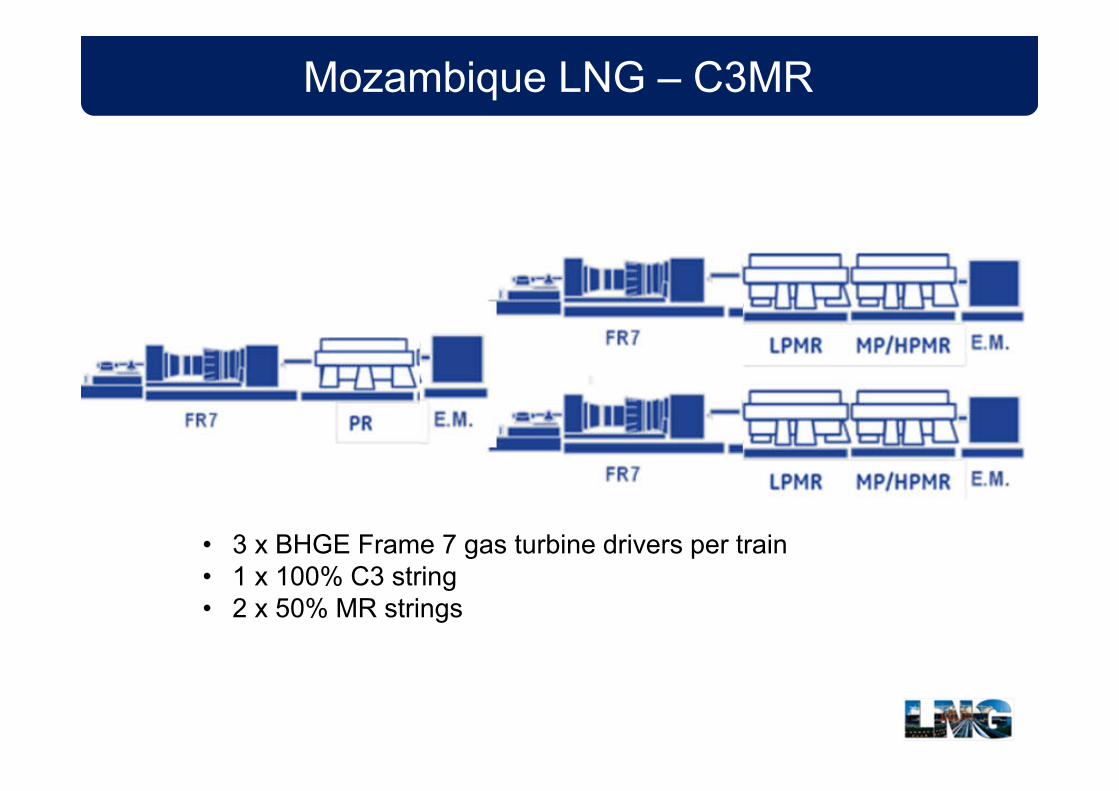
Mozambique LNG – C3MR
• 3 x BHGE Frame 7 gas turbine drivers per train• 1 x 100% C3 string• 2 x 50% MR strings

Mozambique LNG - 2 trains @ 6.44Mtpa/train

Donggi-Senoro, Indonesia – C3MR- 2.0Mtpa
(3 x Frame 5 compressor drivers)
41
APCI AP-X Process
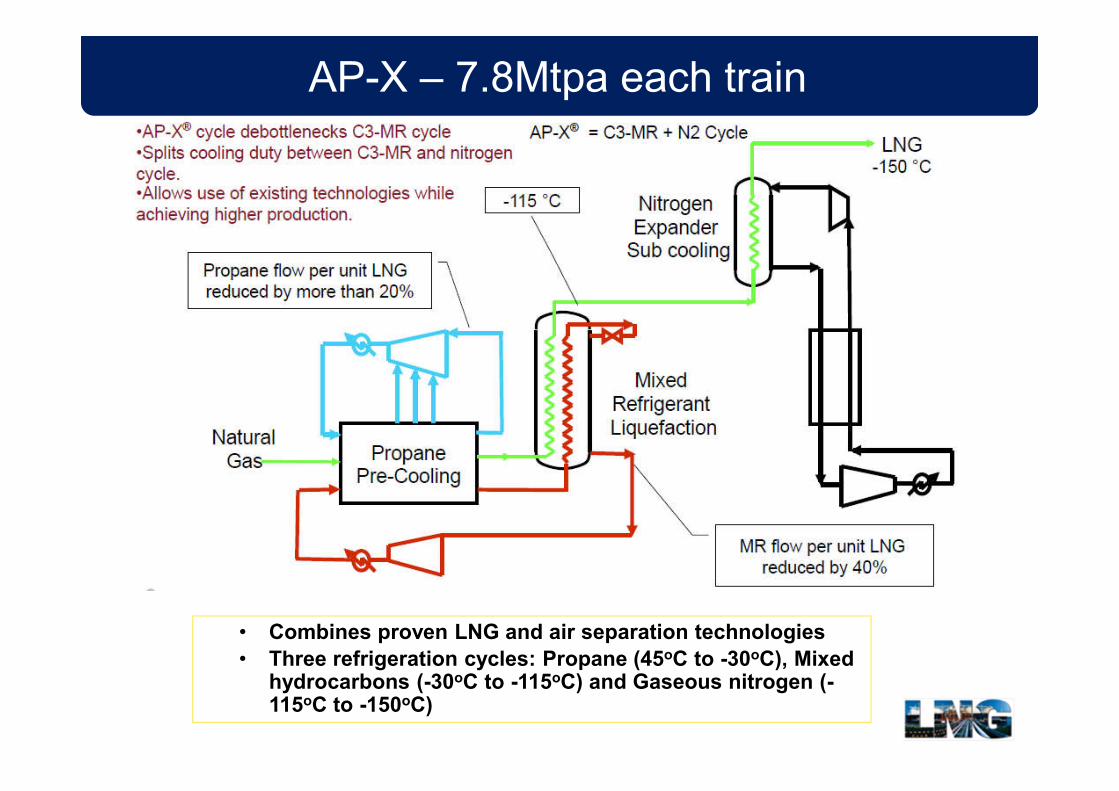
AP-X – 7.8Mtpa each train
• Combines proven LNG and air separation technologies
• Three refrigeration cycles: Propane (45oC to -30oC), Mixed hydrocarbons (-30oC to -115oC) and Gaseous nitrogen (-115oC to -150oC)
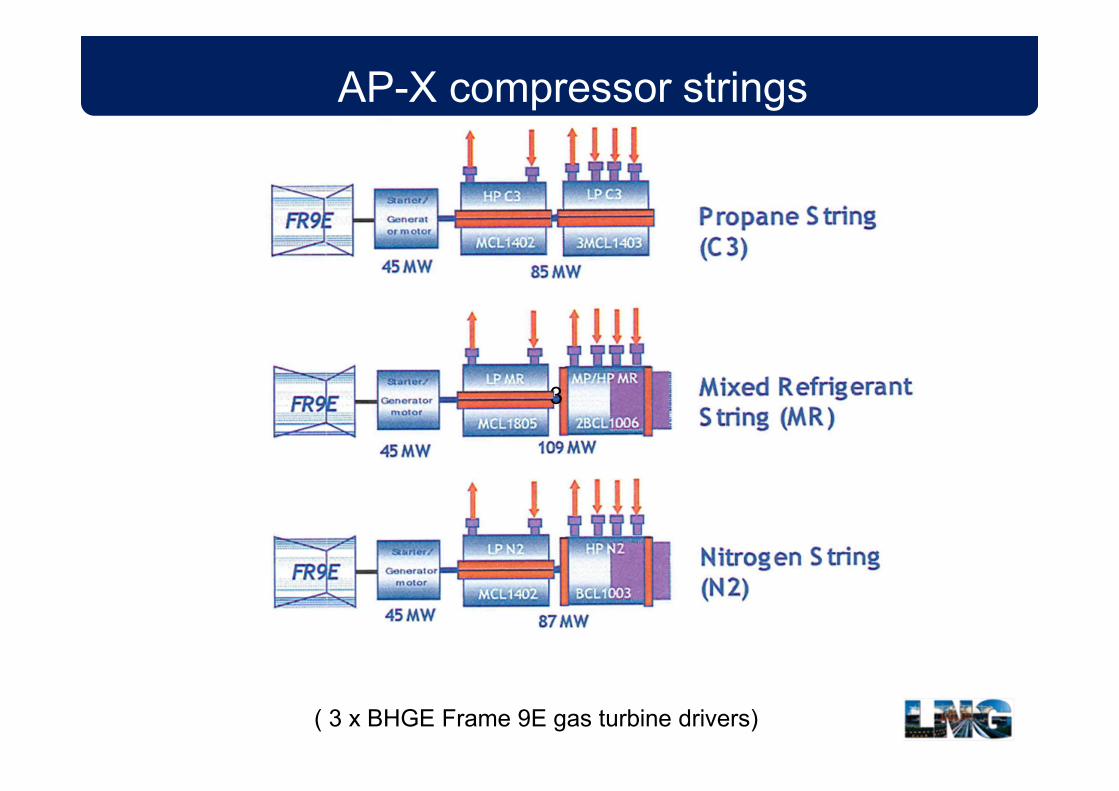
AP-X compressor strings
3
( 3 x BHGE Frame 9E gas turbine drivers)

GE Frame 9 (130Mw ISO)
(45Mw starter/helper/generator)

Rasgas - [email protected], [email protected] & [email protected]
New drivers (or combinations) proposed
Rovuma LNG, Mozambique - APCI AP-X process - 3 x Mitsubishi H100 (7.6Mtpa per train)
ConocoPhillips Optimised Cascade process
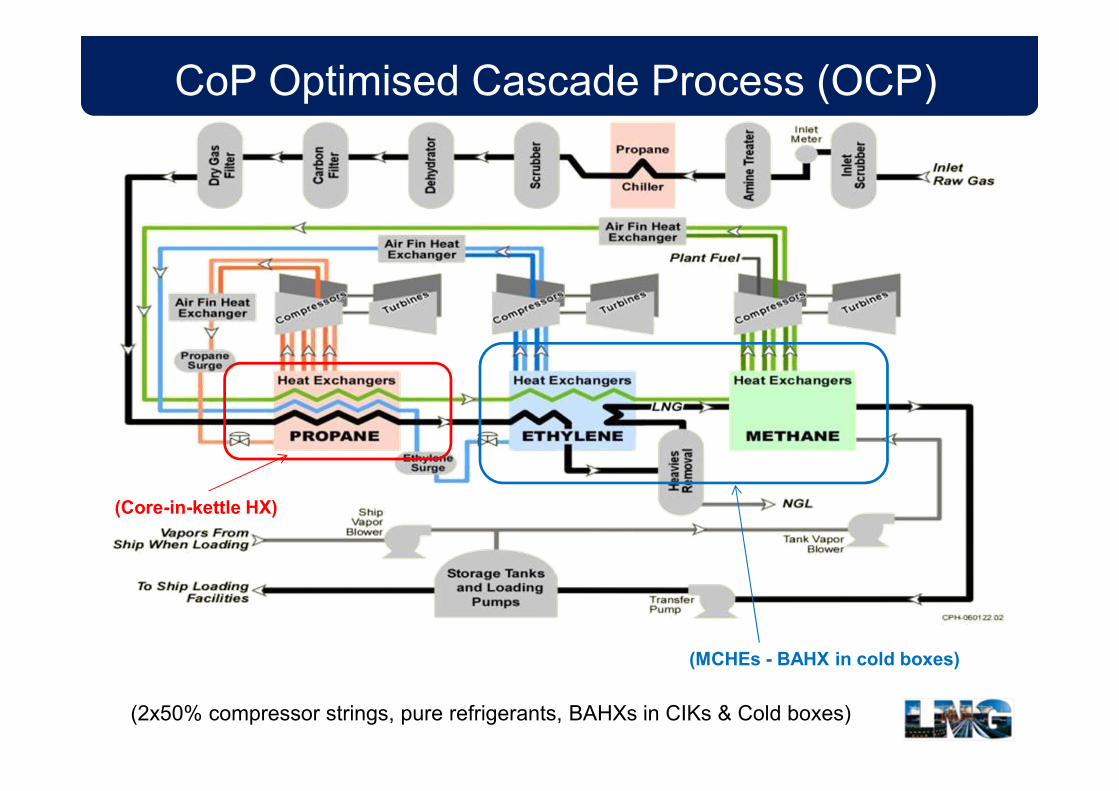
CoP Optimised Cascade Process (OCP)
(2x50% compressor strings, pure refrigerants, BAHXs in CIKs & Cold boxes)
(MCHEs - BAHX in cold boxes)
(Core-in-kettle HX)
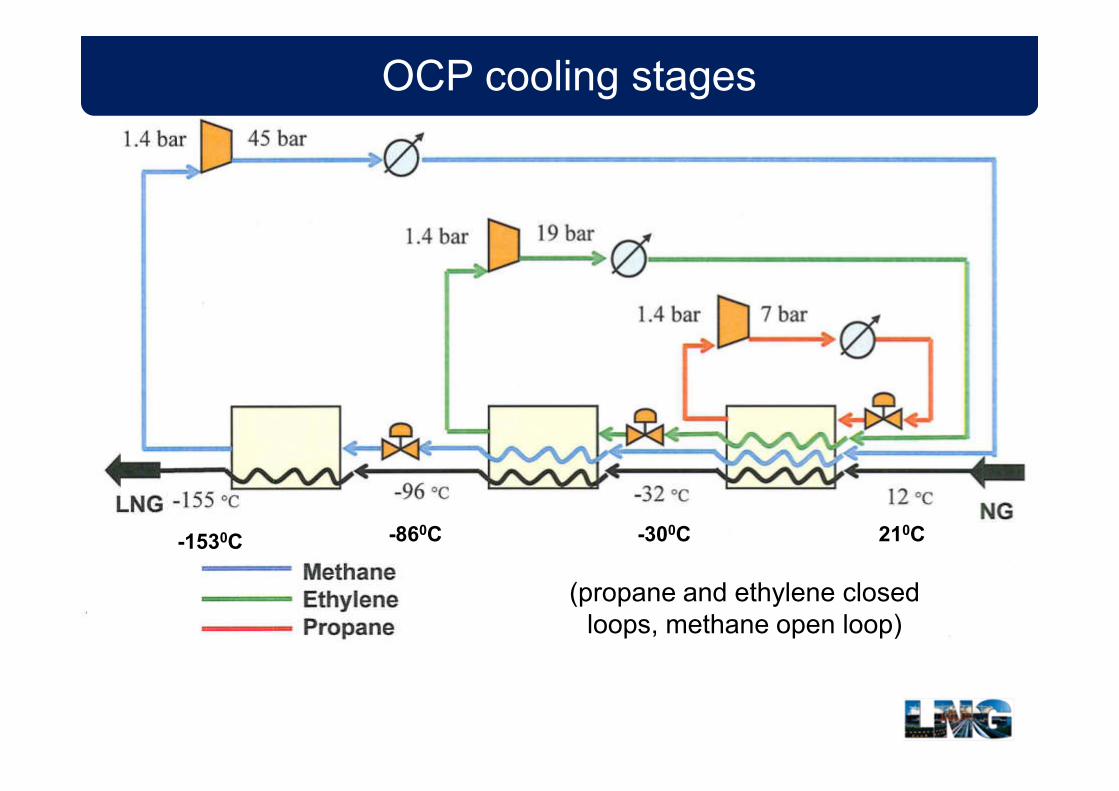
OCP cooling stages
(propane and ethylene closed loops, methane open loop)
210C-300C-860C-1530C

Brazed aluminium heat exchangers (BAHX)
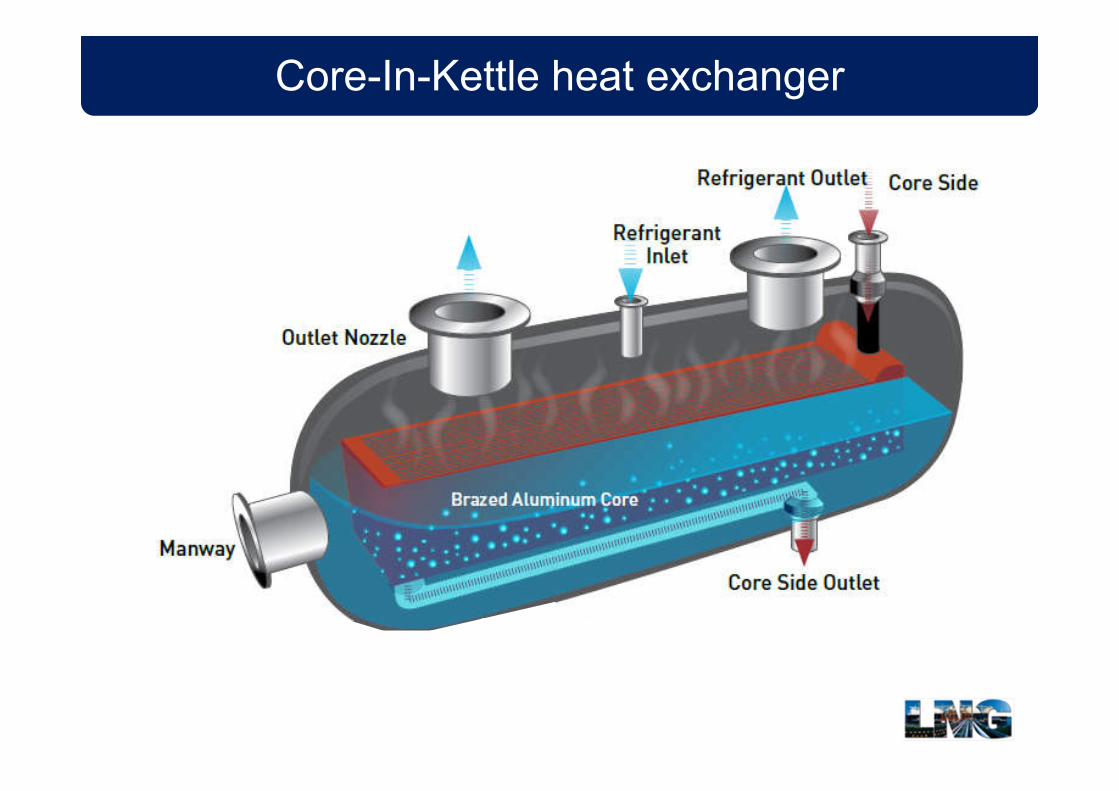
Core-In-Kettle heat exchanger

ALNG propane pre-cooling (CIK) heat exchangers
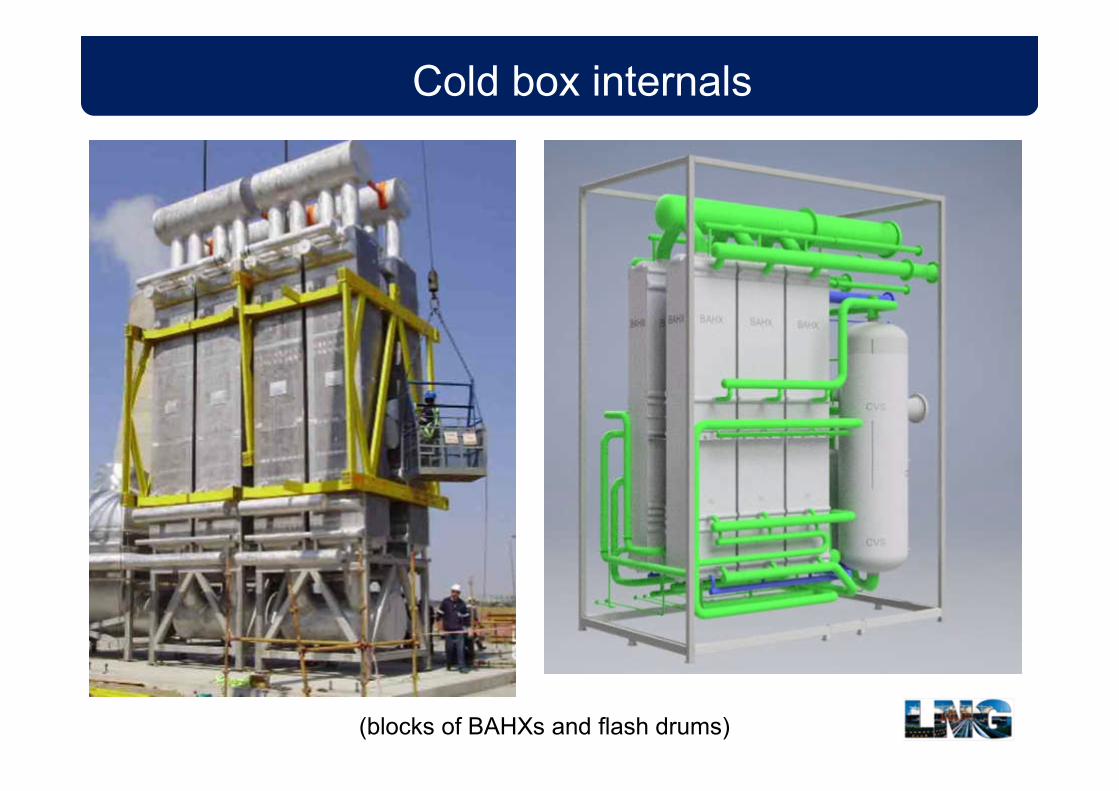
Cold box internals
(blocks of BAHXs and flash drums)
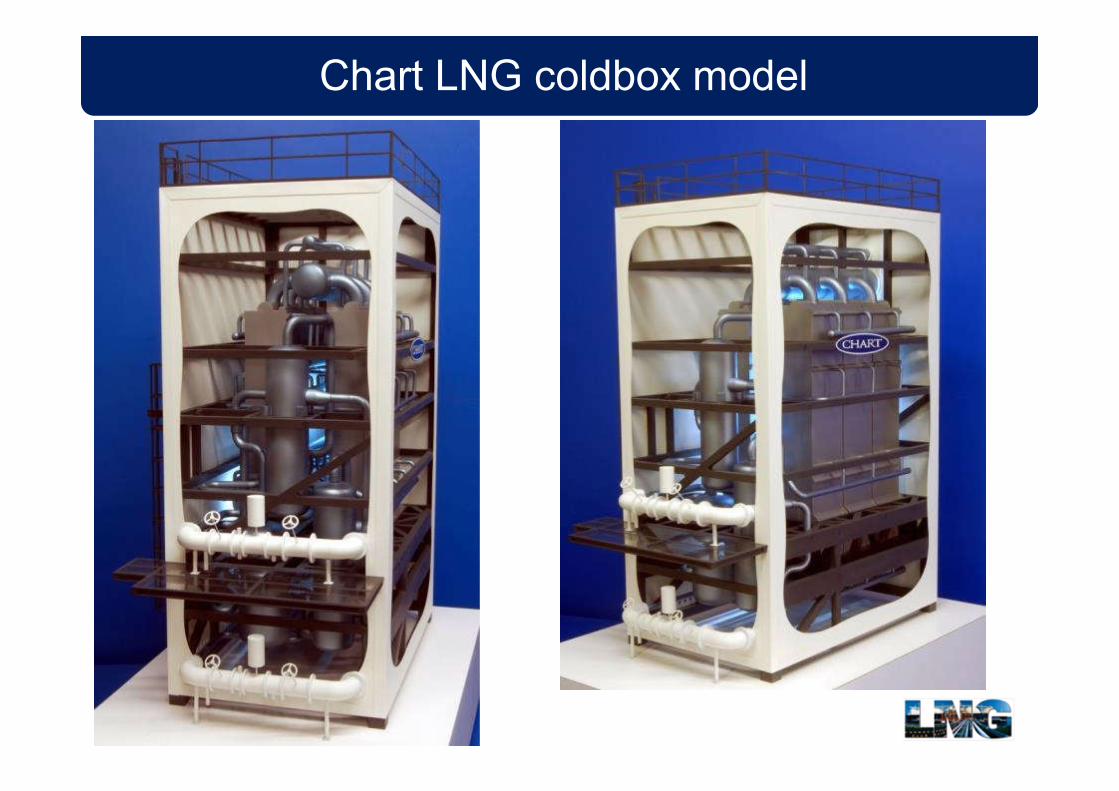
Chart LNG coldbox model

Cold box (750 ton) in Angola LNG
Darwin LNG refrigeration cold boxes
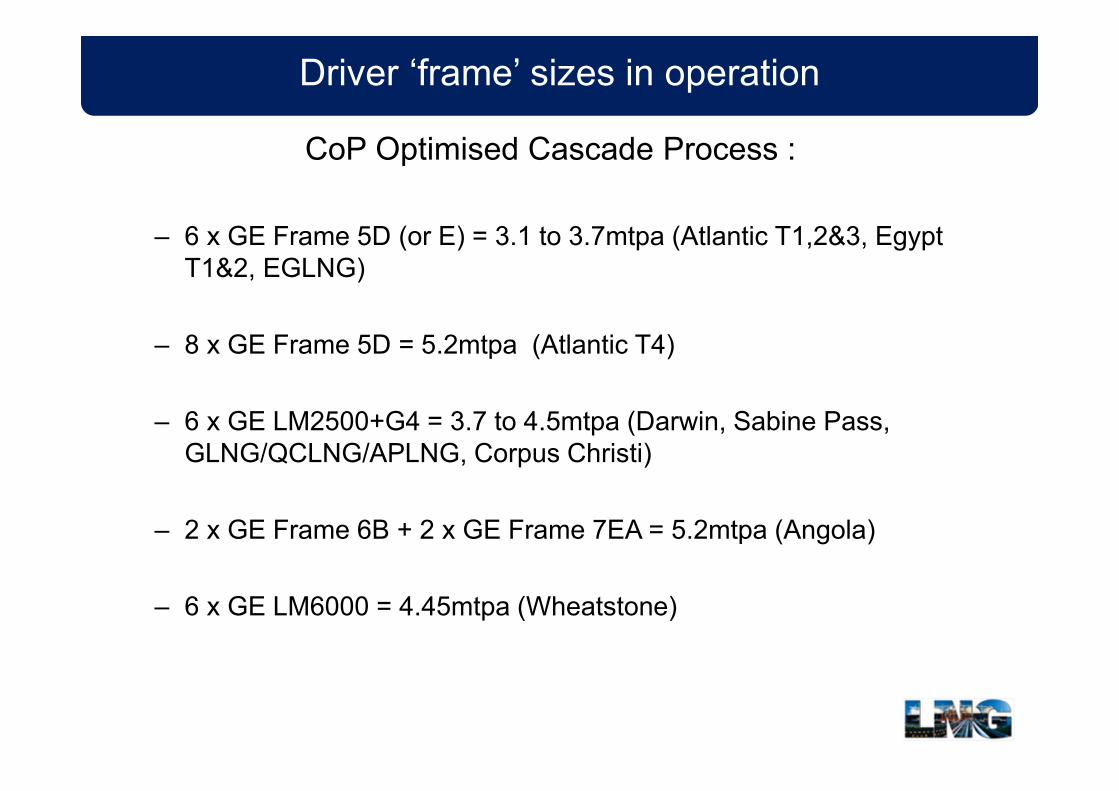
Driver ‘frame’ sizes in operation
CoP Optimised Cascade Process :
– 6 x GE Frame 5D (or E) = 3.1 to 3.7mtpa (Atlantic T1,2&3, Egypt T1&2, EGLNG)
– 8 x GE Frame 5D = 5.2mtpa (Atlantic T4)
– 6 x GE LM2500+G4 = 3.7 to 4.5mtpa (Darwin, Sabine Pass, GLNG/QCLNG/APLNG, Corpus Christi)
– 2 x GE Frame 6B + 2 x GE Frame 7EA = 5.2mtpa (Angola)
– 6 x GE LM6000 = 4.45mtpa (Wheatstone)
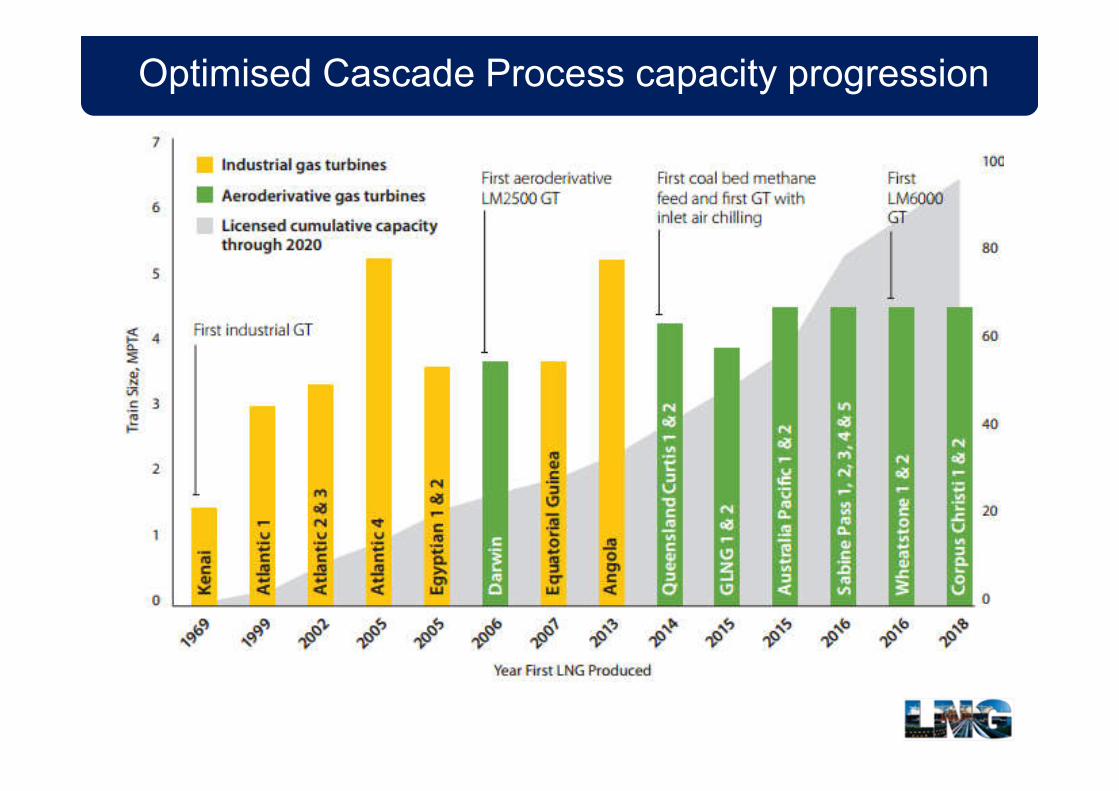
Optimised Cascade Process capacity progression
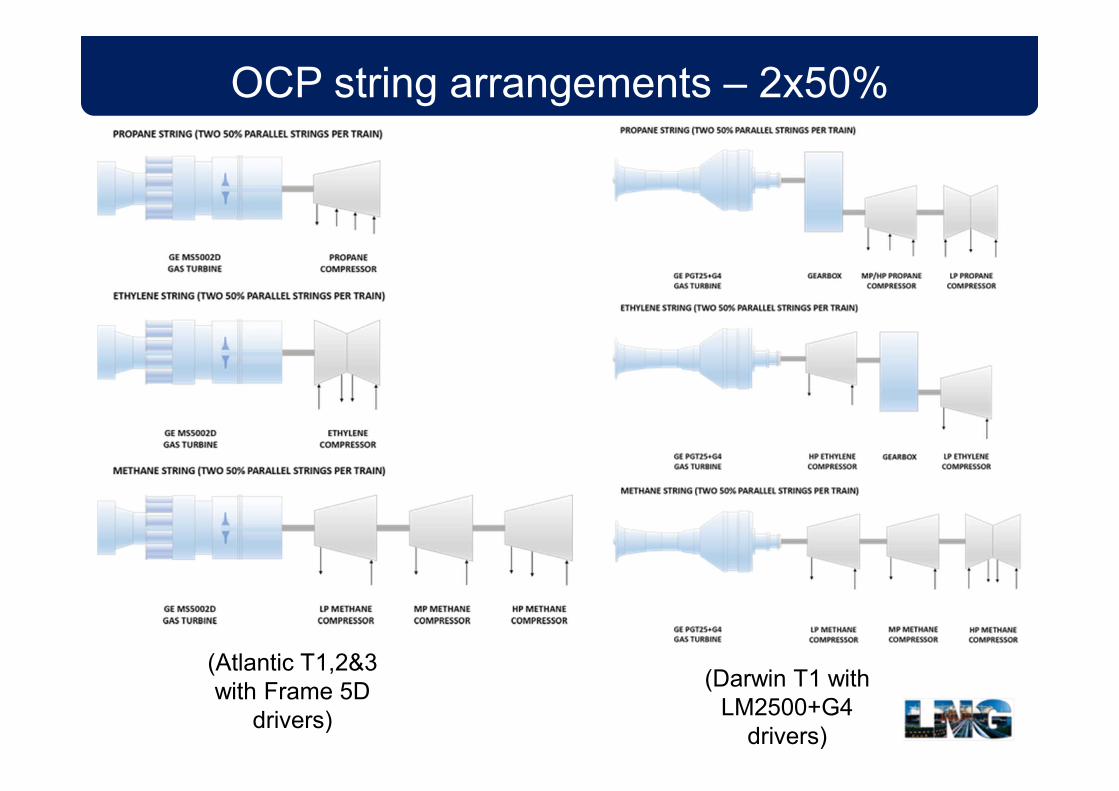
OCP string arrangements – 2x50%
(Atlantic T1,2&3 with Frame 5D
drivers)
(Darwin T1 with LM2500+G4
drivers)
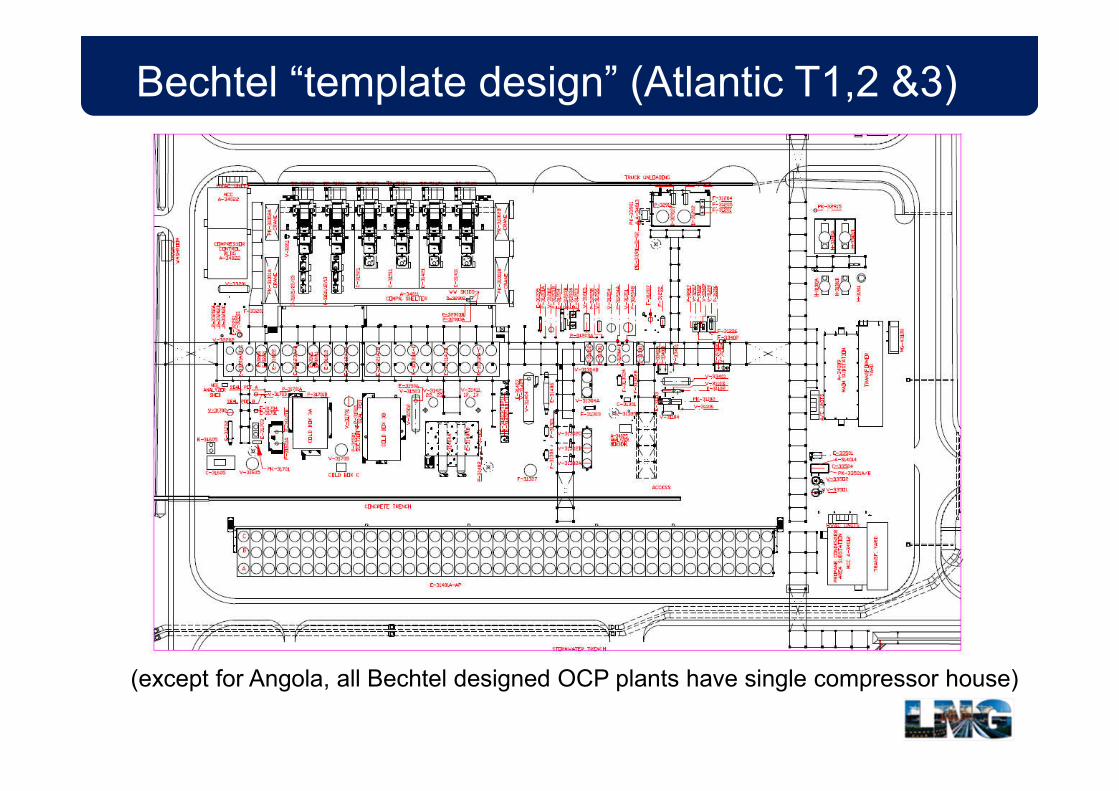
Bechtel “template design” (Atlantic T1,2 &3)
(except for Angola, all Bechtel designed OCP plants have single compressor house)

ALNG T4 compressor house – 8 x Frame 5 GTs
(3 propane/3 ethylene/2 methane strings)

Atlantic – 3 trains @3.3Mtpa + 1 train @5.2Mtpa
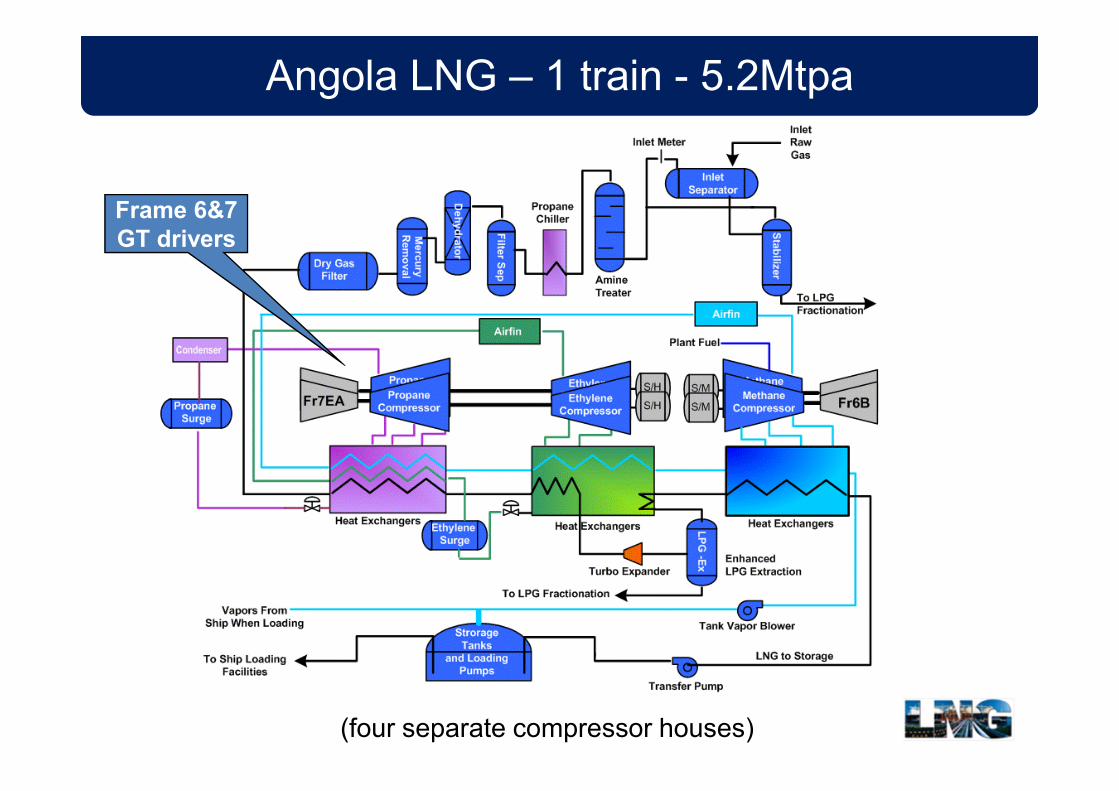
Frame 6&7 GT drivers
Angola LNG – 1 train - 5.2Mtpa
(four separate compressor houses)
Latest ConocoPhillips/Bechtel LNG projects
• 15 trains - Sabine Pass (6 trains), QCLNG (2 trains), GLNG (2 trains), APLNG (2 trains) and Corpus Christi (3 trains) - all designed and installed by Bechtel with overlapping schedules
• Although being near identical process schemes, the quoted nominal plant capacities range from 3.9Mtpa per train to 4.5Mtpa
• All use 6 x GE LM2500+G4 aeroderivative GT compressor drivers per train
*****************************************• Wheatstone also uses aeroderivative GT drivers (6 x LM6000PF) for
4.45Mtpa per train
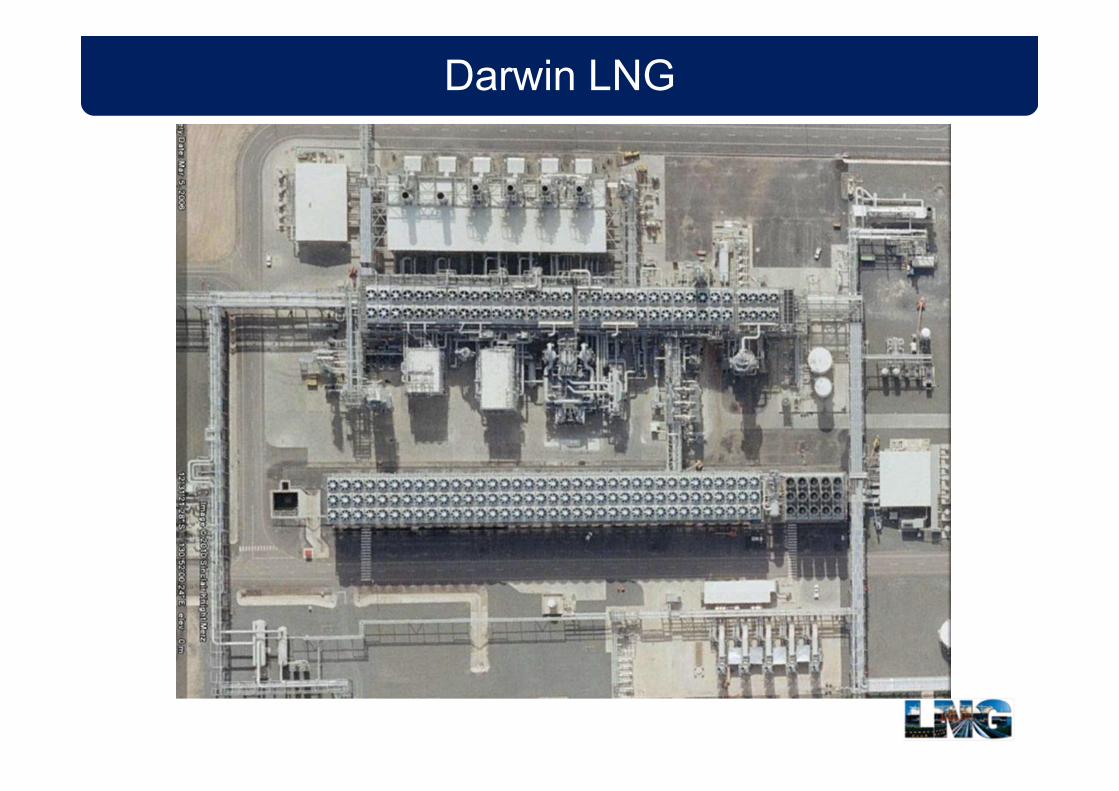
Darwin LNG
Darwin LNG compressor house
1st use of aeroderivative GTs as LNG compressor drivers
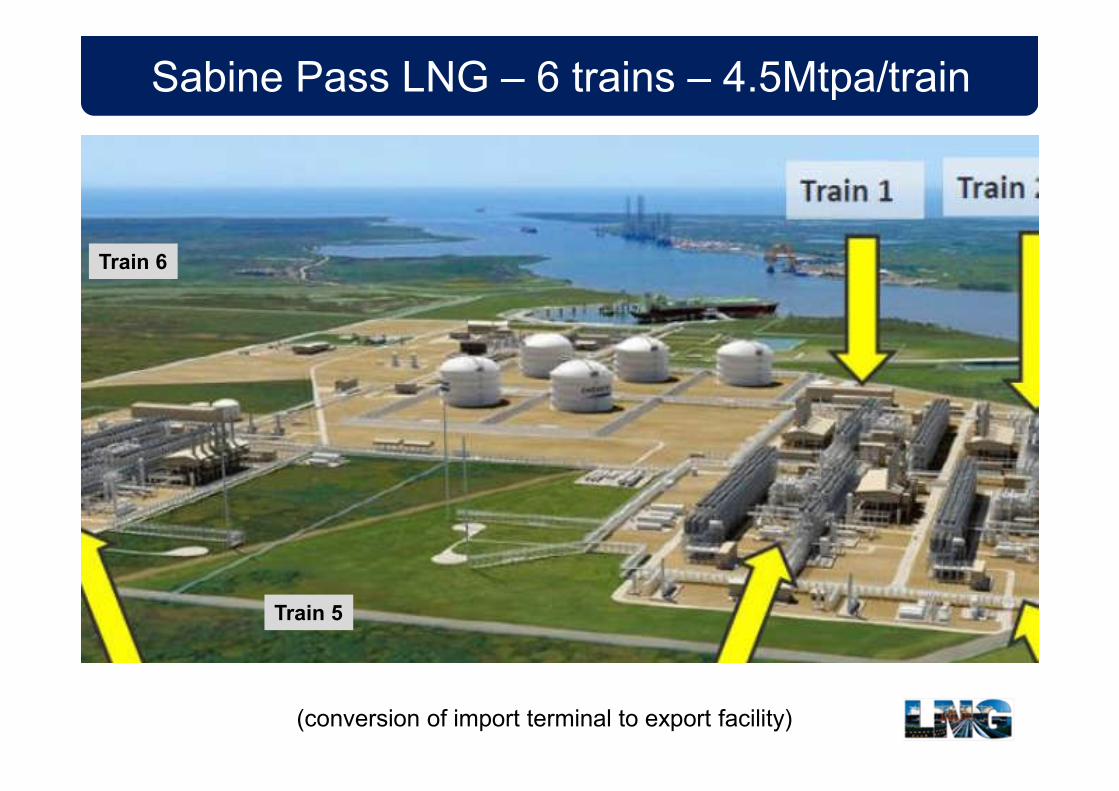
Sabine Pass LNG – 6 trains – 4.5Mtpa/train
Train 5
Train 6
(conversion of import terminal to export facility)
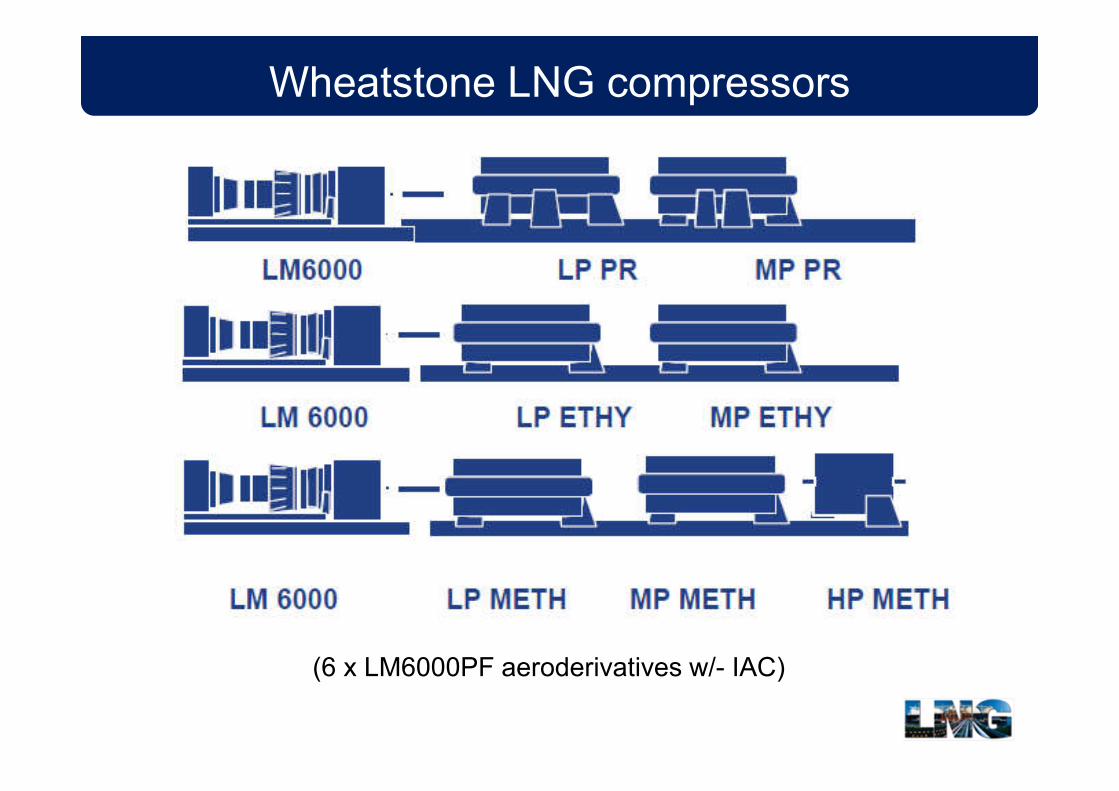
Wheatstone LNG compressors
(6 x LM6000PF aeroderivatives w/- IAC)

Wheatstone LNG – 2 trains – 4.45Mtpa/train
Shell & Linde base-load processes
New drivers and train arrangements
Shell C3MR/DMR processes:
– 2 x BHGE LMS100 rated at 105Mw - LNG Canada (each train 7Mtpa)
– 4 x Siemens SGT- A65 (Trent 60) rated at 66Mw – Lake Charles LNG (each train 5.48Mtpa)
***********************
Linde MFC4 process:
– 4 x BHGE LM9000 rated at 55Mw – Arctic-2 LNG, Russia (each train 6.6Mtpa)





























