Embed Size (px)
Citation preview
LEAN PRINCIPLESLEAN PRINCIPLES
PLUS
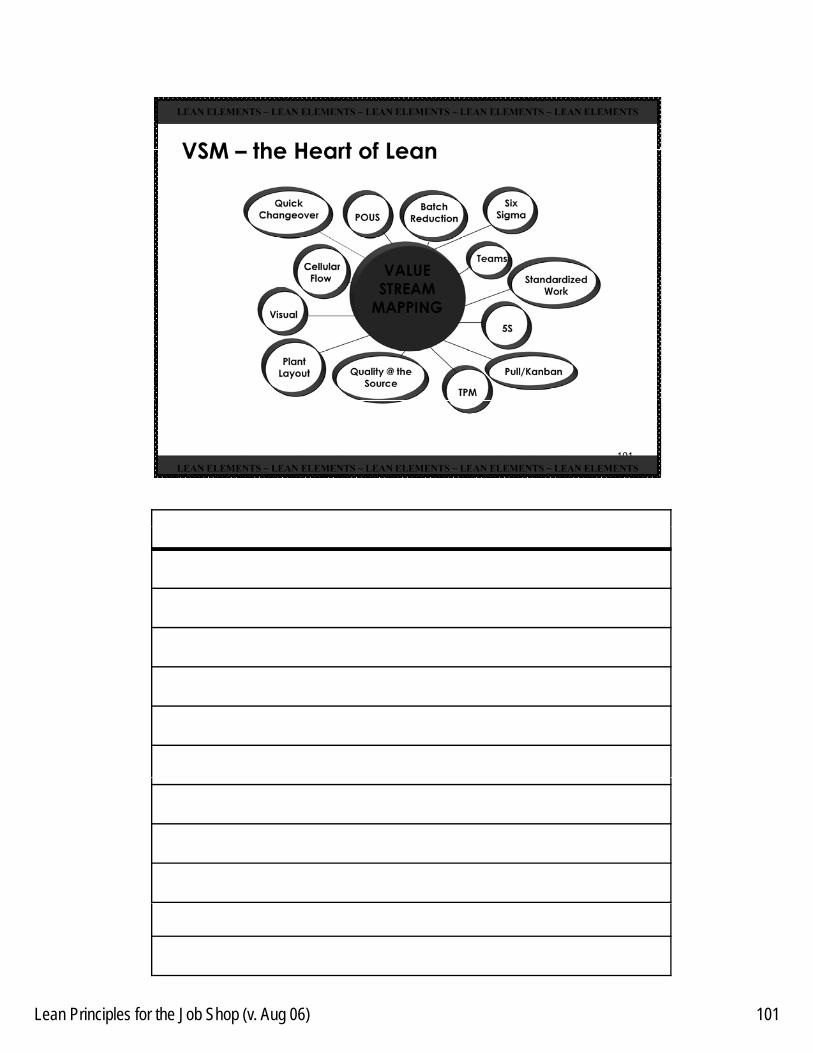
VALUE STREAM MAPPING
Lean Principles for the Job Shop (v. Aug 06) 1
Lean Principles for the Job Shop (v. Aug 06) 2
Lean Principles for the Job Shop (v. Aug 06) 3
Lean Principles for the Job Shop (v. Aug 06) 4
Lean Principles for the Job Shop (v. Aug 06) 5
Lean Principles for the Job Shop (v. Aug 06) 6
Lean Principles for the Job Shop (v. Aug 06) 7
Lean Principles for the Job Shop (v. Aug 06) 8
Lean Principles for the Job Shop (v. Aug 06) 9
Lean Principles for the Job Shop (v. Aug 06) 10
Lean Principles for the Job Shop (v. Aug 06) 11
Lean Principles for the Job Shop (v. Aug 06) 12
Lean Principles for the Job Shop (v. Aug 06) 13
Lean Principles for the Job Shop (v. Aug 06) 14
Lean Principles for the Job Shop (v. Aug 06) 15
Lean Principles for the Job Shop (v. Aug 06) 16
Lean Principles for the Job Shop (v. Aug 06) 17
Lean Principles for the Job Shop (v. Aug 06) 18
Lean Principles for the Job Shop (v. Aug 06) 19
Lean Principles for the Job Shop (v. Aug 06) 20
Lean Principles for the Job Shop (v. Aug 06) 21
Lean Principles for the Job Shop (v. Aug 06) 22
Lean Principles for the Job Shop (v. Aug 06) 23
Lean Principles for the Job Shop (v. Aug 06) 24
Lean Principles for the Job Shop (v. Aug 06) 25
Lean Principles for the Job Shop (v. Aug 06) 26
Lean Principles for the Job Shop (v. Aug 06) 27
Lean Principles for the Job Shop (v. Aug 06) 28
Lean Principles for the Job Shop (v. Aug 06) 29
Lean Principles for the Job Shop (v. Aug 06) 30
Lean Principles for the Job Shop (v. Aug 06) 31
Lean Principles for the Job Shop (v. Aug 06) 32
Lean Principles for the Job Shop (v. Aug 06) 33
Lean Principles for the Job Shop (v. Aug 06) 34
Lean Principles for the Job Shop (v. Aug 06) 35
Lean Principles for the Job Shop (v. Aug 06) 36
Lean Principles for the Job Shop (v. Aug 06) 37
38
Lean Principles for the Job Shop (v. Aug 06) 39
40
41
42
43
Lean Principles for the Job Shop (v. Aug 06) 44
Lean Principles for the Job Shop (v. Aug 06) 45
Lean Principles for the Job Shop (v. Aug 06) 46
Lean Principles for the Job Shop (v. Aug 06) 47
48
49
50
51
52
53
54
Lean Principles for the Job Shop (v. Aug 06) 55
Lean Principles for the Job Shop (v. Aug 06) 56
Lean Principles for the Job Shop (v. Aug 06) 57
Lean Principles for the Job Shop (v. Aug 06) 58
Lean Principles for the Job Shop (v. Aug 06) 59
Lean Principles for the Job Shop (v. Aug 06) 60
Lean Principles for the Job Shop (v. Aug 06) 61
Lean Principles for the Job Shop (v. Aug 06) 62
Lean Principles for the Job Shop (v. Aug 06) 63
Lean Principles for the Job Shop (v. Aug 06) 64
Lean Principles for the Job Shop (v. Aug 06) 65
Lean Principles for the Job Shop (v. Aug 06) 66
Lean Principles for the Job Shop (v. Aug 06) 67
Lean Principles for the Job Shop (v. Aug 06) 68
Lean Principles for the Job Shop (v. Aug 06) 69
Lean Principles for the Job Shop (v. Aug 06) 70
Lean Principles for the Job Shop (v. Aug 06) 71
Lean Principles for the Job Shop (v. Aug 06) 72
Lean Principles for the Job Shop (v. Aug 06) 73
Lean Principles for the Job Shop (v. Aug 06) 74
Lean Principles for the Job Shop (v. Aug 06) 75
Lean Principles for the Job Shop (v. Aug 06) 76
Lean Principles for the Job Shop (v. Aug 06) 77
Lean Principles for the Job Shop (v. Aug 06) 78
Lean Principles for the Job Shop (v. Aug 06) 79
Lean Principles for the Job Shop (v. Aug 06) 80
Lean Principles for the Job Shop (v. Aug 06) 81
Lean Principles for the Job Shop (v. Aug 06) 82
Lean Principles for the Job Shop (v. Aug 06) 83
Lean Principles for the Job Shop (v. Aug 06) 84
Lean Principles for the Job Shop (v. Aug 06) 85
Lean Principles for the Job Shop (v. Aug 06) 86
Lean Principles for the Job Shop (v. Aug 06) 87
Lean Principles for the Job Shop (v. Aug 06) 88
Lean Principles for the Job Shop (v. Aug 06) 89
90
91
Lean Principles for the Job Shop (v. Aug 06) 92
Lean Principles for the Job Shop (v. Aug 06) 93
Lean Principles for the Job Shop (v. Aug 06) 94
Lean Principles for the Job Shop (v. Aug 06) 95
96
Lean Principles for the Job Shop (v. Aug 06) 97
98
Lean Principles for the Job Shop (v. Aug 06) 99
Lean Principles for the Job Shop (v. Aug 06) 100
Lean Principles for the Job Shop (v. Aug 06) 101
Lean Principles for the Job Shop (v. Feb05) 102
Lean Principles for the Job Shop (v. Feb05) 103
Lean Principles for the Job Shop (v. Feb05) 104
Lean Principles for the Job Shop (v. Feb05) 105
Lean Principles for the Job Shop (v. Feb05) 106
Lean Principles for the Job Shop (v. Aug 06) 107
Lean Principles for the Job Shop (v. Feb05) 108
Lean Principles for the Job Shop (v. Aug 06) 109
Lean Principles for the Job Shop (v. Aug 06) 110
Lean Principles for the Job Shop (v. Feb05) 111
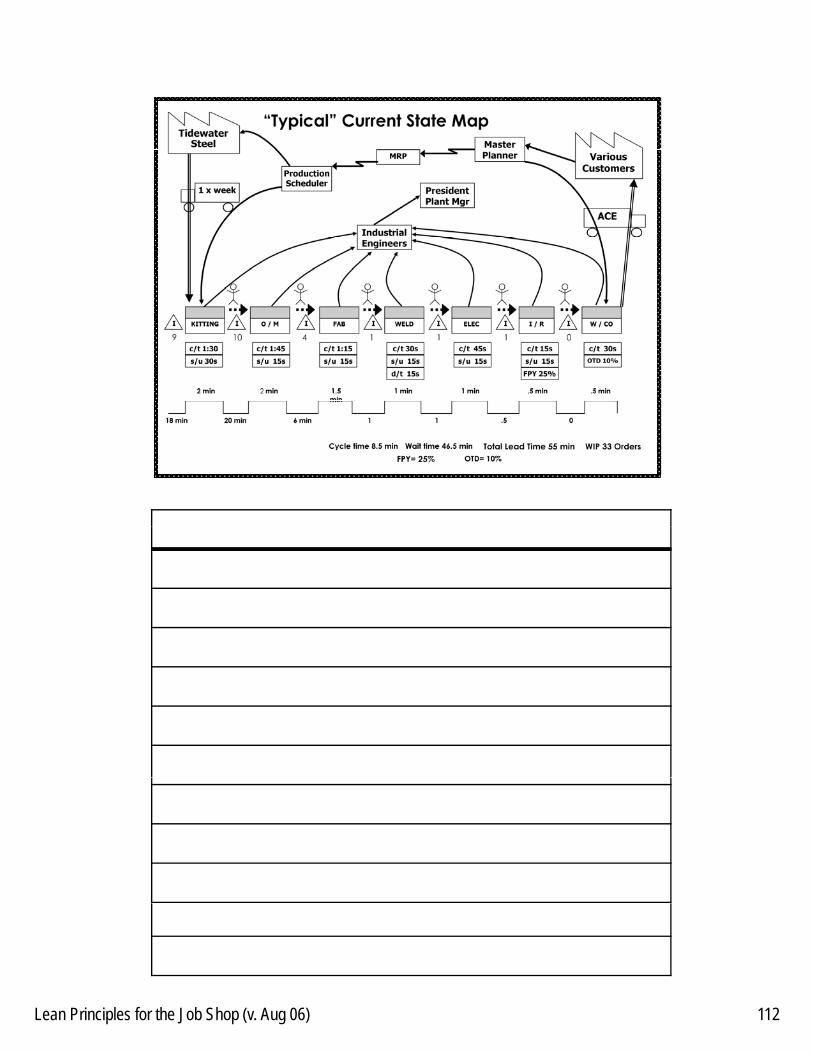
Lean Principles for the Job Shop (v. Aug 06) 112
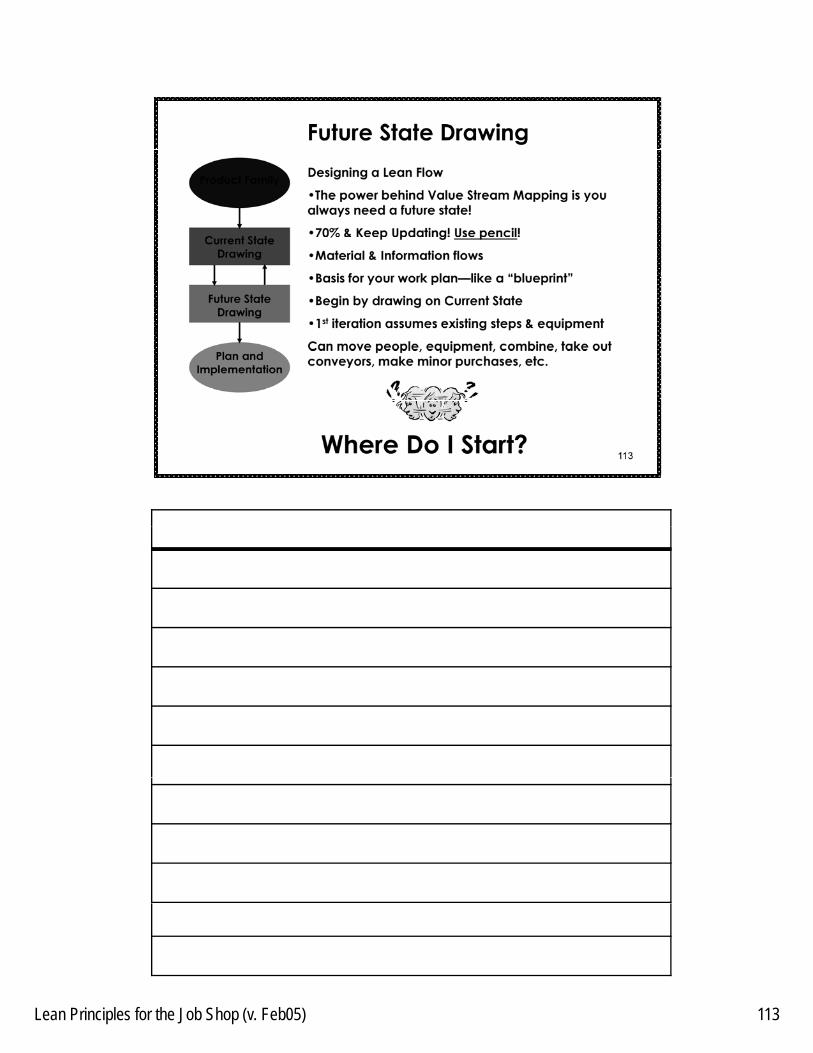
Lean Principles for the Job Shop (v. Feb05) 113
Lean Principles for the Job Shop (v. Feb05) 114
Lean Principles for the Job Shop (v. Aug 06) 115
Lean Principles for the Job Shop (v. Feb05) 116
Lean Principles for the Job Shop (v. Feb05) 117
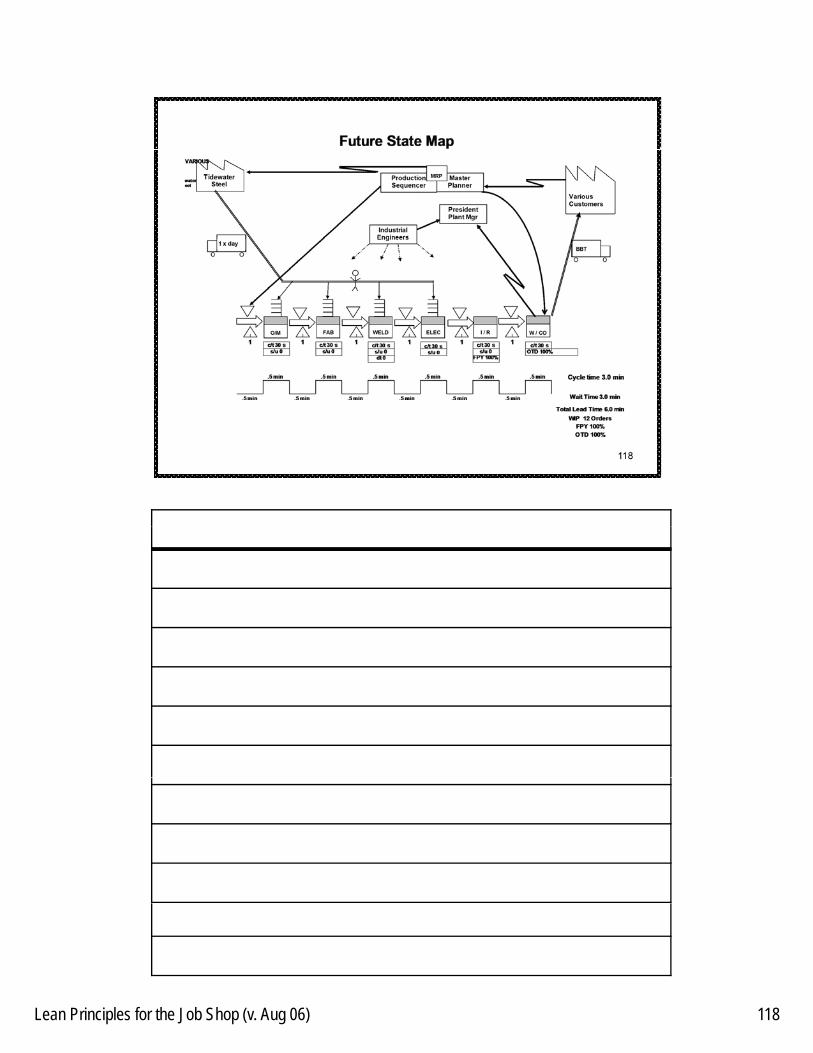
Lean Principles for the Job Shop (v. Aug 06) 118
Lean Principles for the Job Shop (v. Feb05) 119
Lean Principles for the Job Shop (v. Feb05) 120
Lean Principles for the Job Shop (v. Feb05) 121
Lean Principles for the Job Shop (v. Feb05) 122
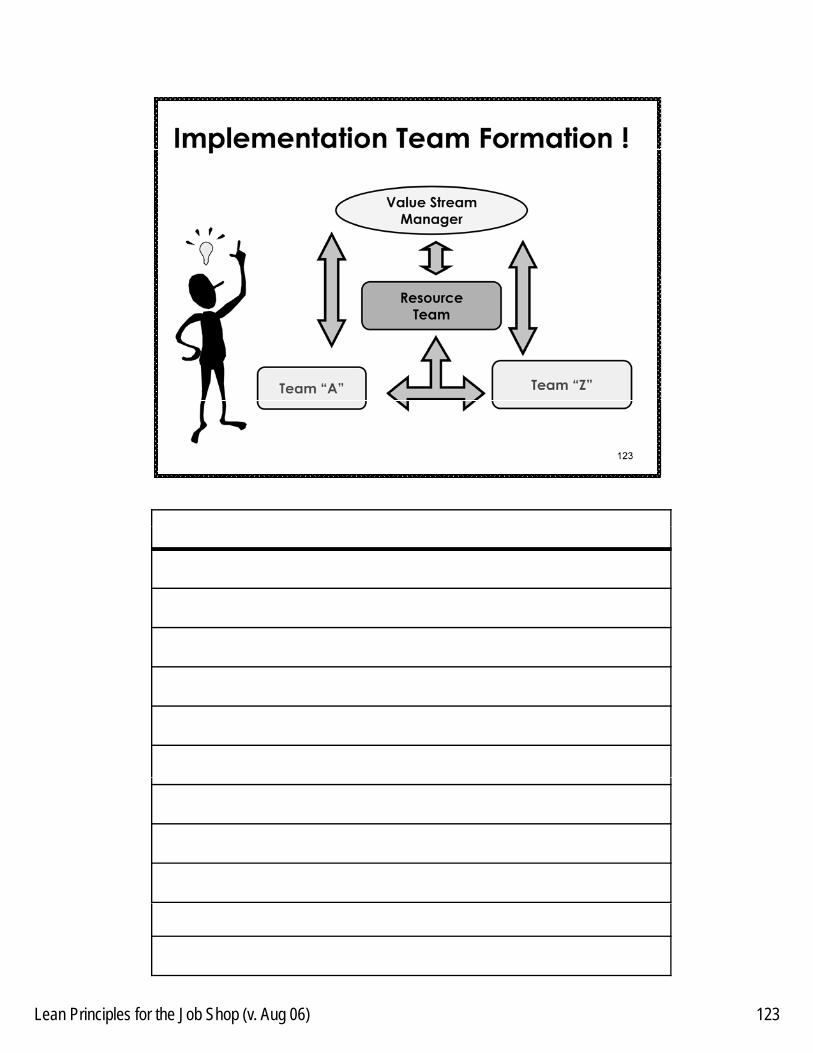
Lean Principles for the Job Shop (v. Aug 06) 123
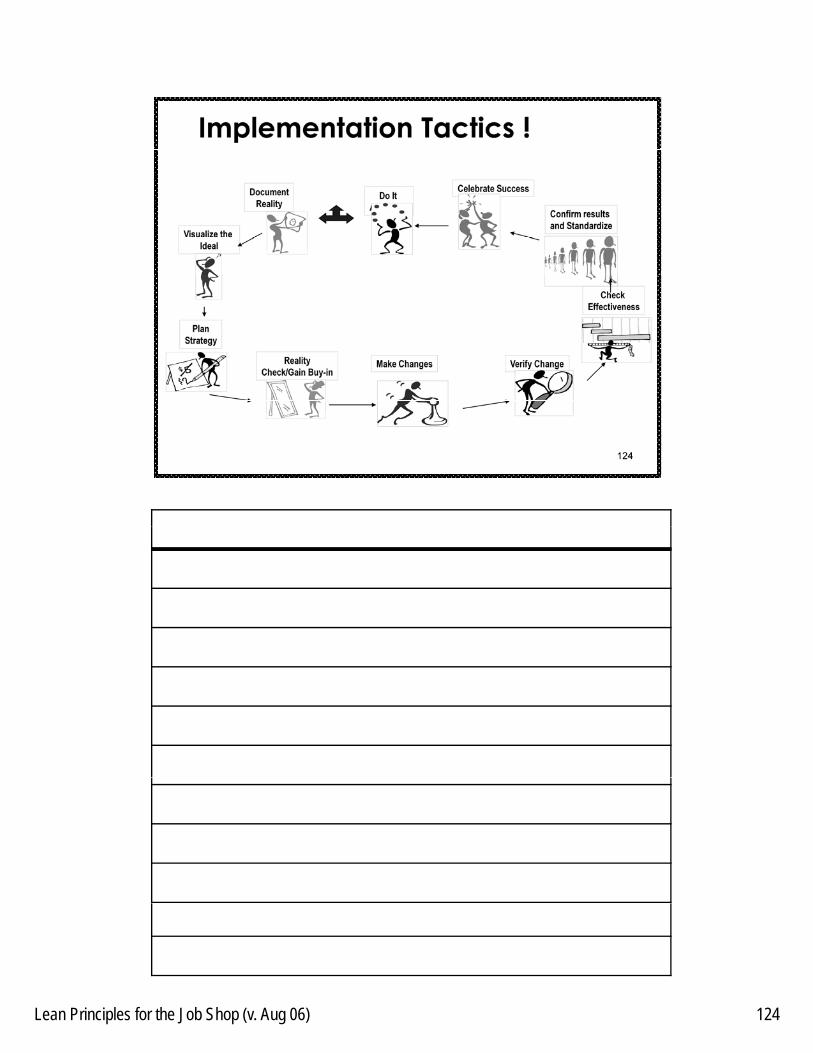
Lean Principles for the Job Shop (v. Aug 06) 124
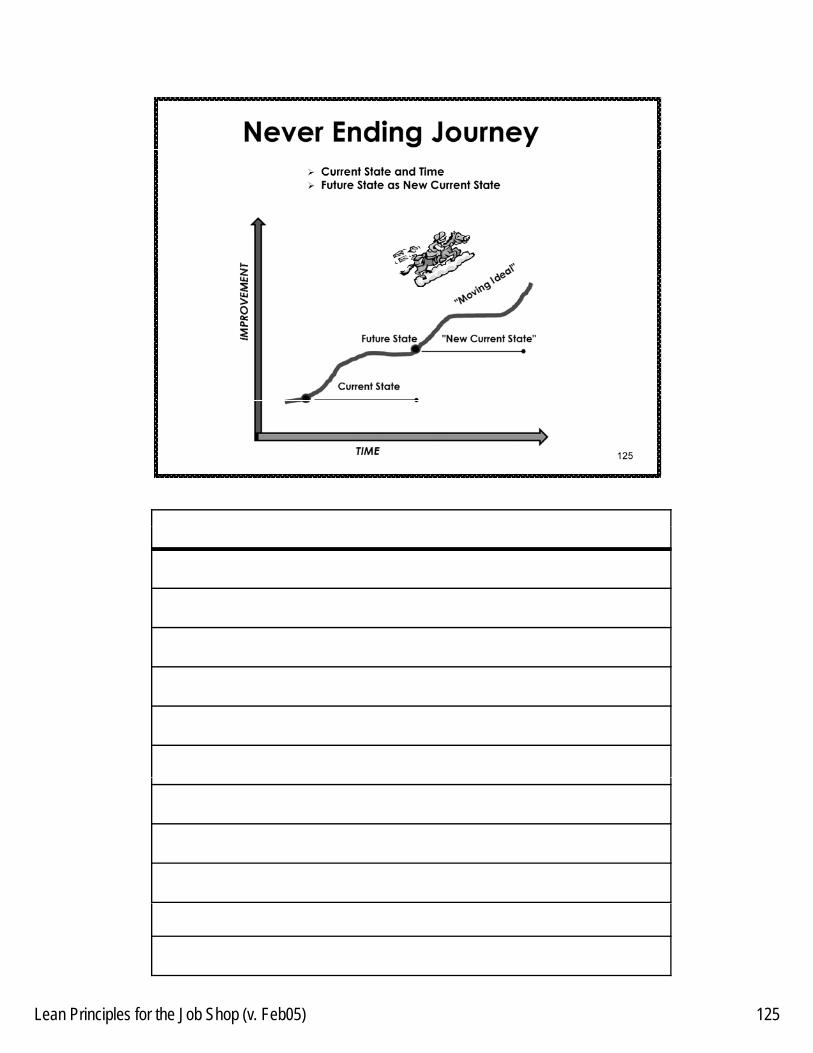
Lean Principles for the Job Shop (v. Feb05) 125
Lean Principles for the Job Shop (v. Feb05) 126
Lean Principles for the Job Shop (v. Feb05) 127
Lean Principles for the Job Shop (v. Feb05) 128
Lean Principles for the Job Shop (v. Feb05) 129
Lean Principles for the Job Shop (v. Feb05) 130
Lean Principles for the Job Shop (v. Aug 06) 131
Lean Principles for the Job Shop (v. Aug 06) 132
Lean Principles for the Job Shop (v. Aug 06) 133
GLOSSARY
TERMS AND DEFINITIONS
Providing definitions for commonly used Lean terms.
GLOSSARY
TERM DEFINITION
Backflush The method in manufacturing of relieving inventory of a
product’s bill of material quantities/usage when that product
is completed at the end of the flow process. This method
can also be used to relieve purchase orders for consigned
inventory material.
Batch Manufacturing The standard manufacturing thinking of producing a product
in schedules lots or quantities. Generally includes work orders
that are created based on a schedule for a specified
quantity of constructed parts or subassemblies. This usually
causes material to be issued from a location based upon a
preset scheduled.
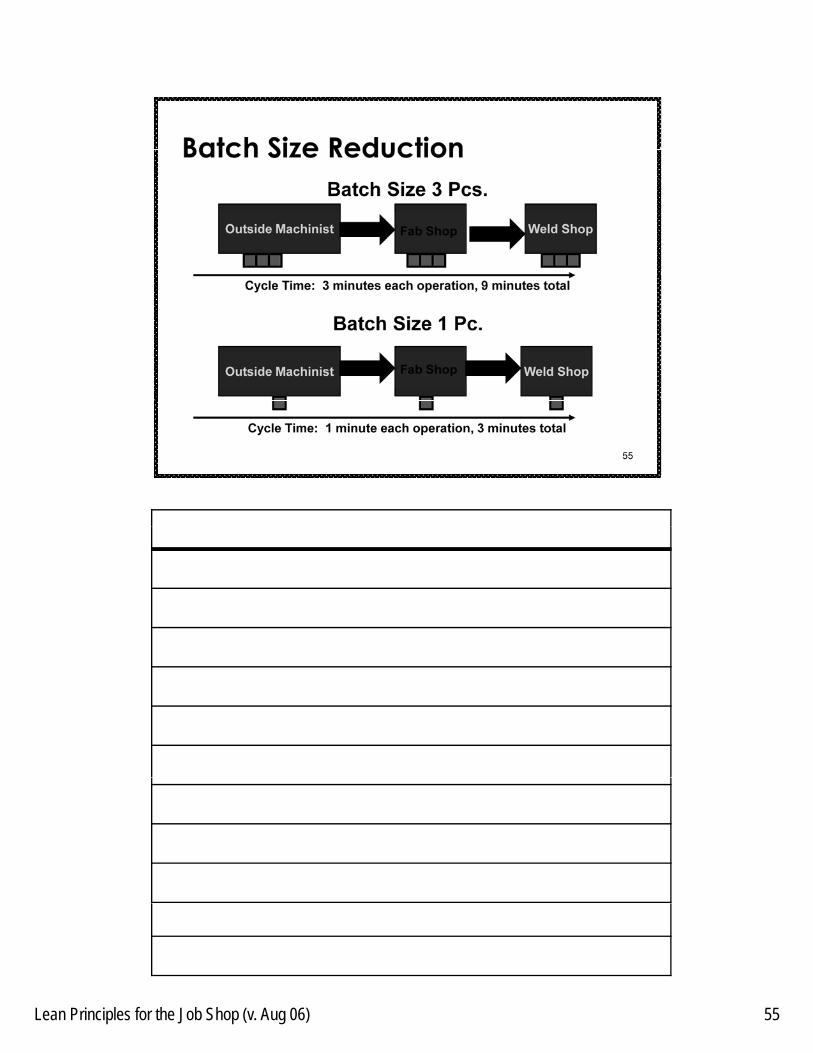
Batch-and-Queue Processing Producing more than one piece of an item and then moving
those items forward to the next operation before they are all
actually needed there. Thus these items need to wait in a
queue. Also called “Batch-and-Push.” Contrast with
continuous flow.
Bill of Material The listing of material used to make a product, typically
multilevel in standard manufacturing and usually single-level
in a lean manufacturing environment.
Buffer Stock Finished goods available to meet Takt time when variations in
customer demand exist.
Capacity The highest targeted volume output of products that is
planned to be achieved.
Cell Operating a true continuous flow on machines and
workstations placed close together in the order of
processing, some times called a “U” shape. Cell operators
may handle multiple processes, and the number of operators
is changed when the customer demand rate changes. The
“U” shaped equipment layout is used to allow more
alternatives for distributing the work elements among
operators, and to permit the leadoff and final operations to
be performed by the same operator.
Cellular Manufacturing Linking of manual and machine operations into the most
efficient combination to maximize value-added content
while minimizing waste.
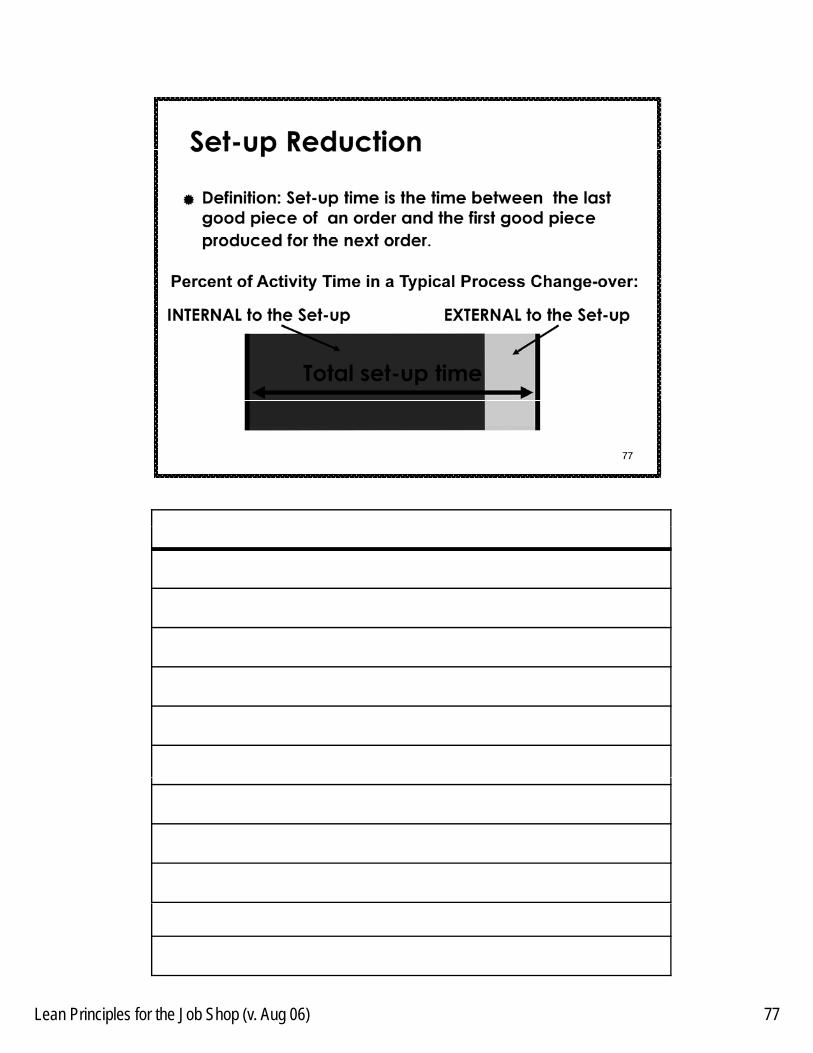
Changeover When a piece of equipment has to stop producing in order
to be fitted for producing a different item; for example, the
installation of a different processing tool in a metal working
machine, a different color paint in a painting system, a new
plastic resin and mold in an injection molding machine,
loading different software, and so on.
Charter A document that clearly defines the focused kaizen team
mission, scope of activities, risks, and deliverables (if required
by management to provide additional details).
Continuous Flow Processing The process by which items are produced and moved from
one processing step to the next one piece at a time. Each
process makes only the one piece that the next process
needs, and the transfer batch size is one. Also called “single-
piece flow” or “one-piece flow.” Contrast with batch-and-
queue processing.
Cycle Time How frequently an item or product actually is completed by
a process, as timed by direct observation. Also, the time it
takes an operator to go through all of his or her work
elements before repeating them.
Daily Rate This rate is determined each day based upon the number of
shippable products completed at the end of the production
process.
Defects Waste Inspection and repair of material in inventory.
Dual Card Kanban A demand pull technique that uses a “move” and
“produce” communication method. It is typically used in
machine-intensive manufacturing processes or independent
cells where setups or long replenishment times are present.
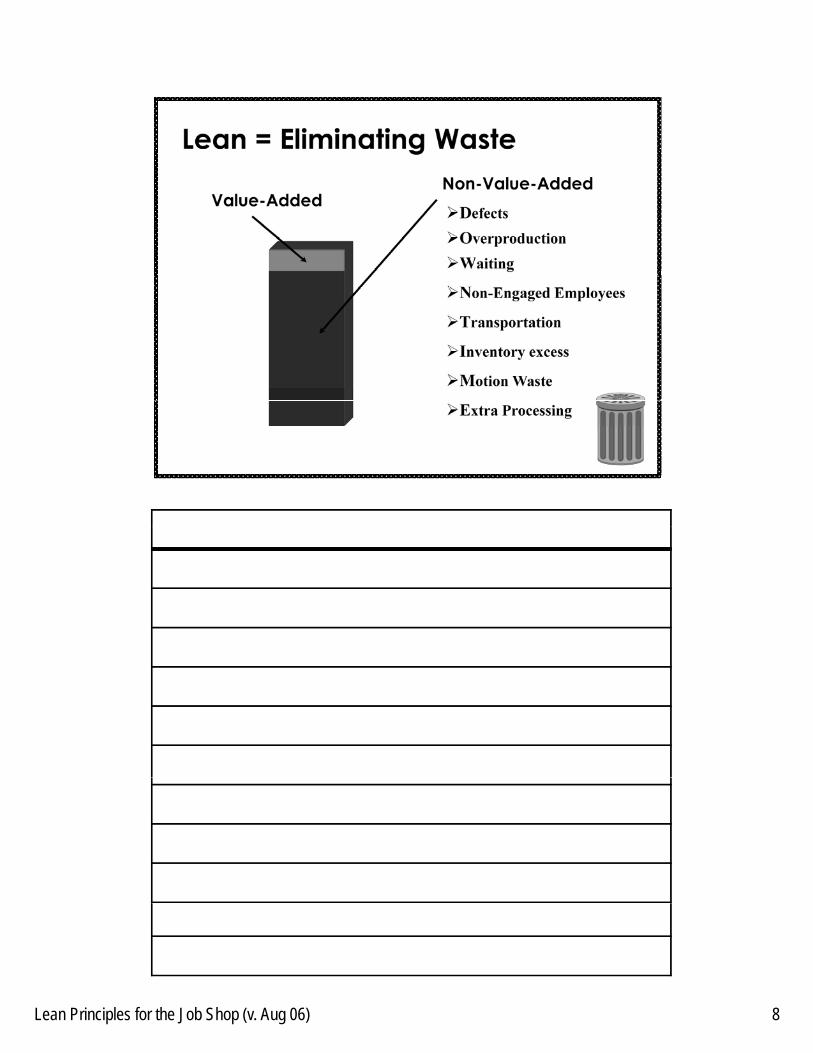
8 Wastes Wastes addressed by Lean manufacturing that include:
overproduction, waiting, transportation, non-value added
processing, excess inventory, defects, excess motion, and
underutilized people.
Excess Inventory Waste Any supply in excess of a one-piece flow through your
manufacturing process.
Fabrication Process Segments of the value stream that respond to requirements
from internal customers. Fabrication processes are often
characterized by general-purpose
equipment that changes over to make a
variety of components for different downstream processes.
Compare to “pacemaker process.”
Feeder Process A branch process that feeds directly into a consuming
operation or flow process. The feeder is always identified
independently of the consuming process on the product
synchronization.
FIFO Stands for “first-in, first-out,” which means that material
produced by one process is used up in the same order by
the next process. A FIFO queue is filled by the supplying
process and emptied by the customer process. When a FIFO
queue gets full, the supplying process must stop producing
until the customer process has used up some of the
inventory. FIFO is sometimes called “CONWIP,” or “Constant
Work In Process.”
Finished Goods Warehouse The location in the warehouse where completed products
are stored.
5S System A system designed to organize and standardize a workplace
and consisting of five component parts: Sort, Set in Order,
Shine Standardize, and Sustain (see five component parts
definitions).
Flow The main objective of the entire Lean production effort, and
one of the key concepts that passed directly from Henry Ford
to Taiichi Ohno (Toyota’s production manager after WWII).
Ford recognized that, ideally, production should flow
continuously all the way from raw material to the customer
and envisioned realizing that ideal through a production
system that acted as one long conveyor.
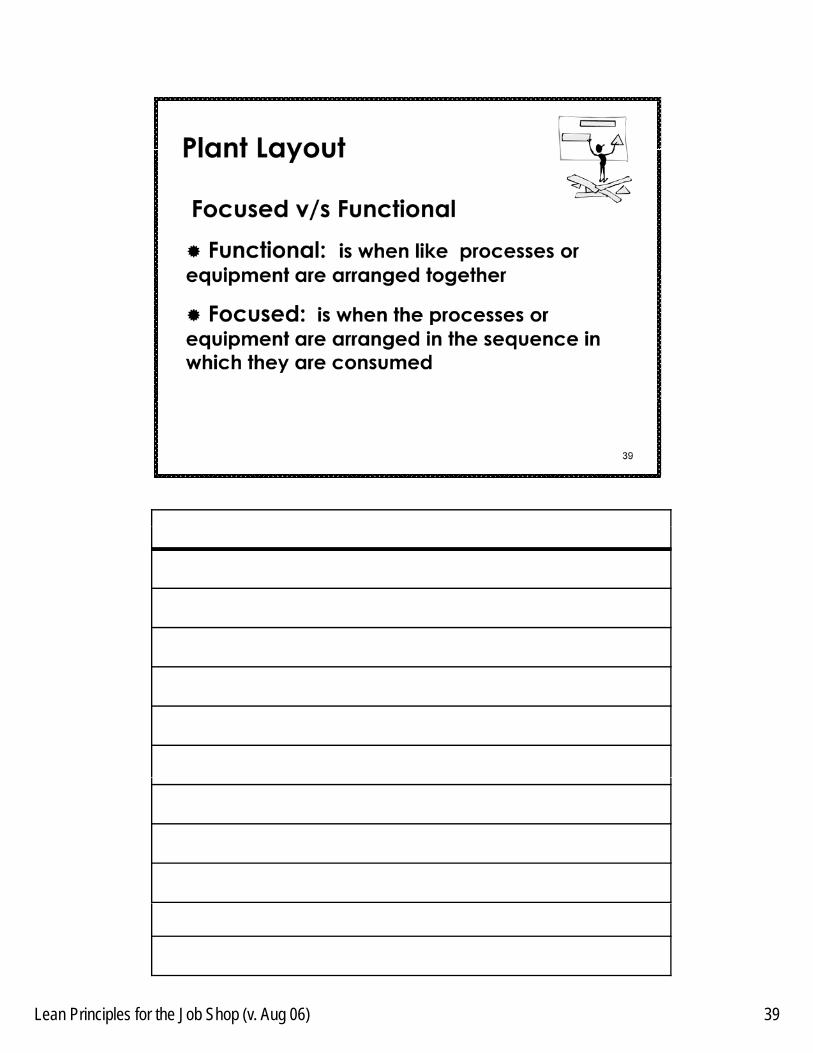
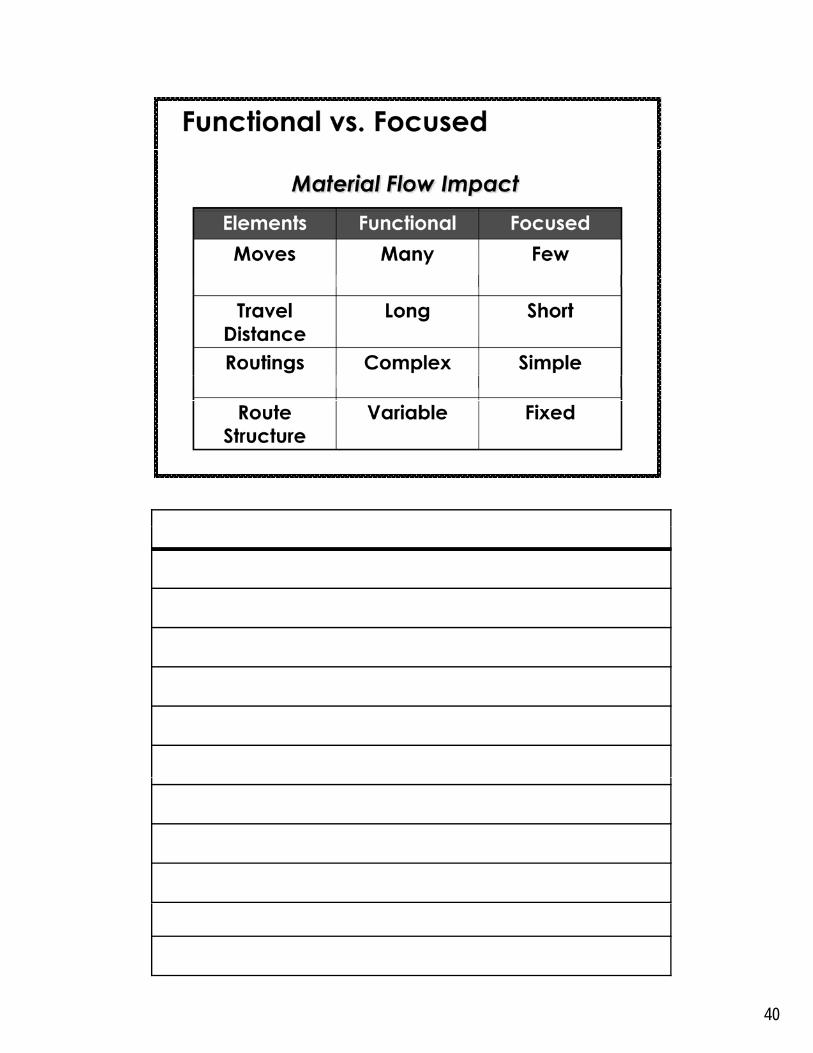
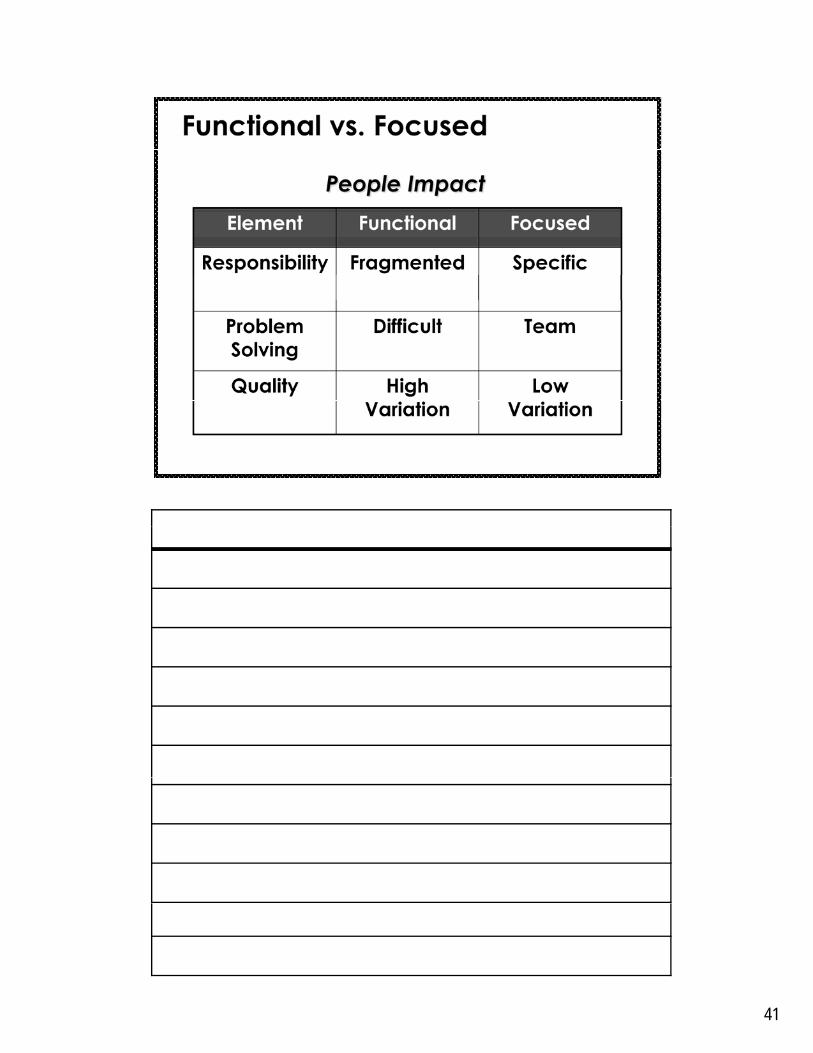
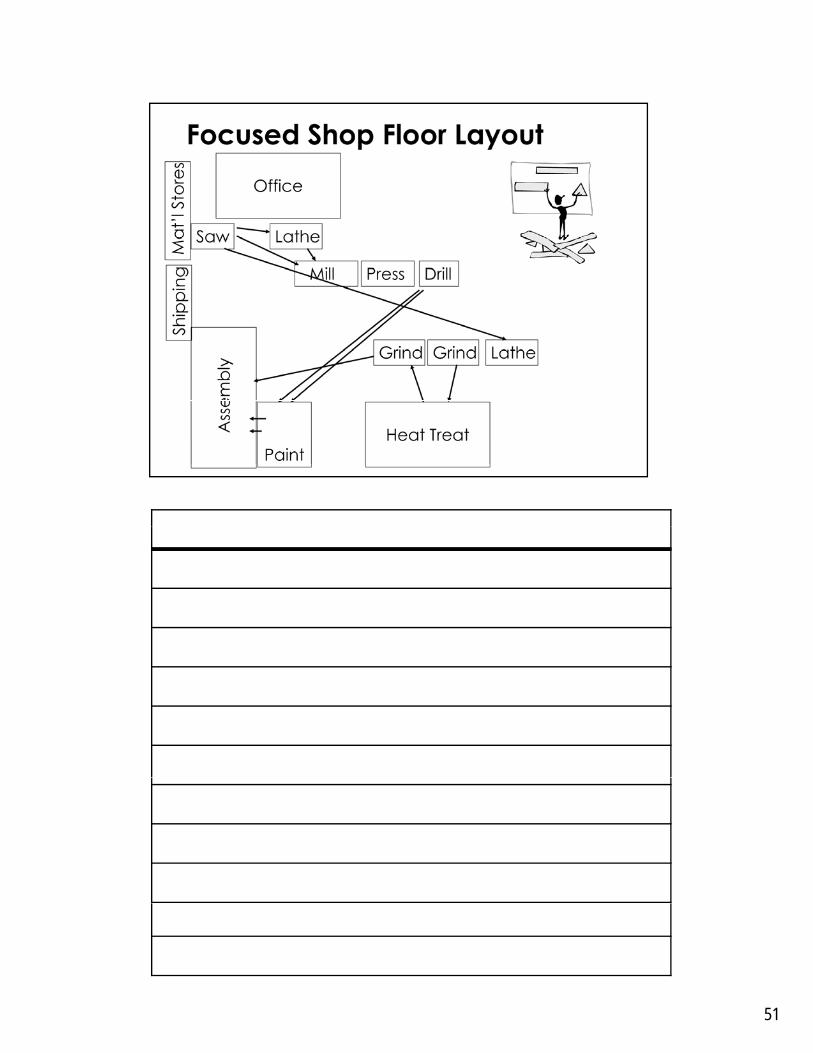
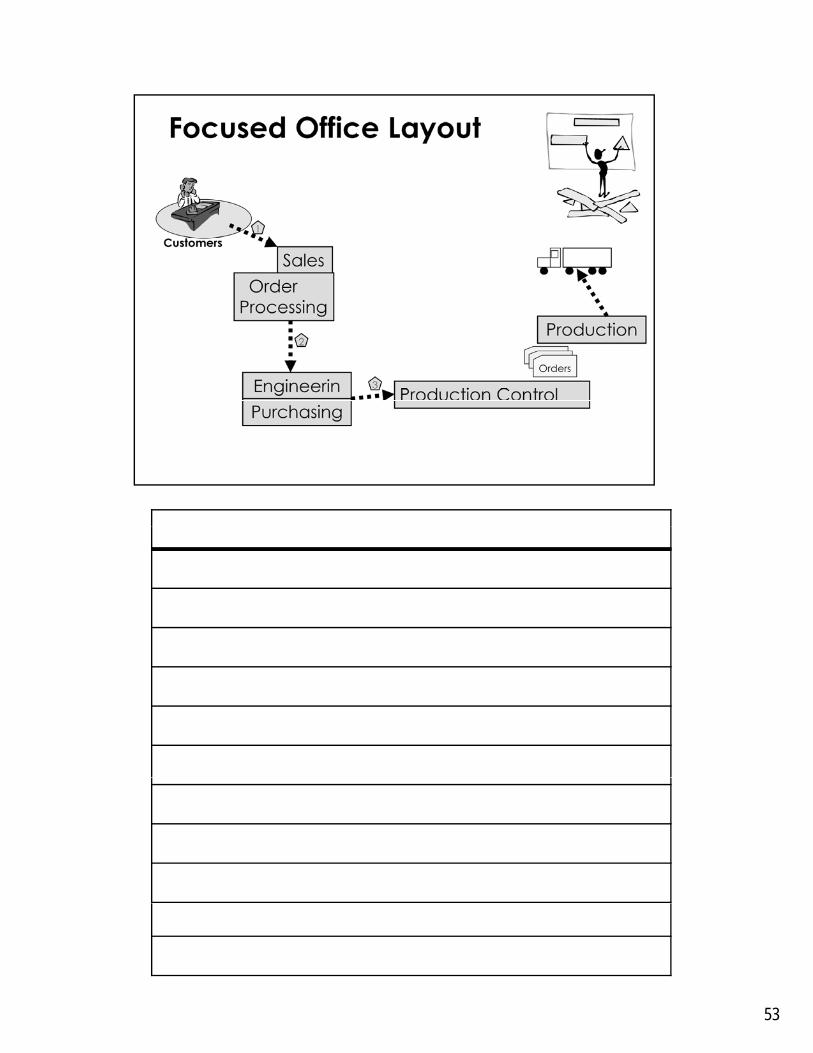
Focused Layout A layout in a lean manufacturing environment utilizing
dissimilar processes as identified in the product
synchronization.
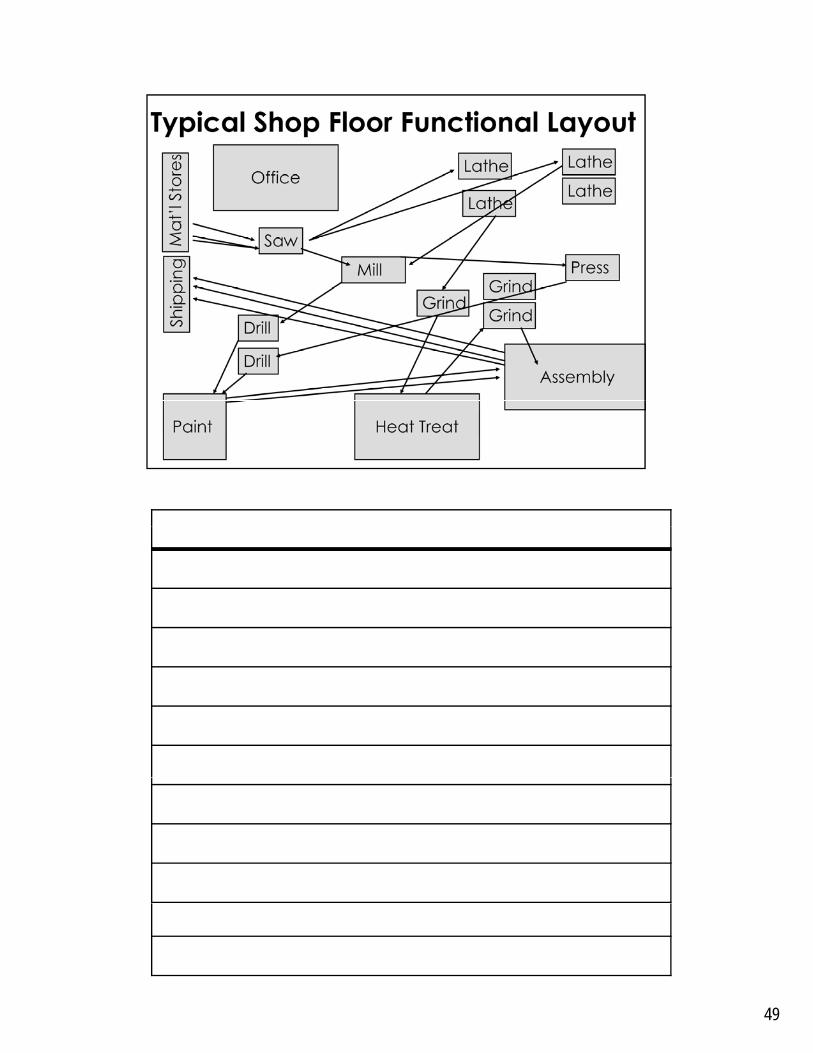
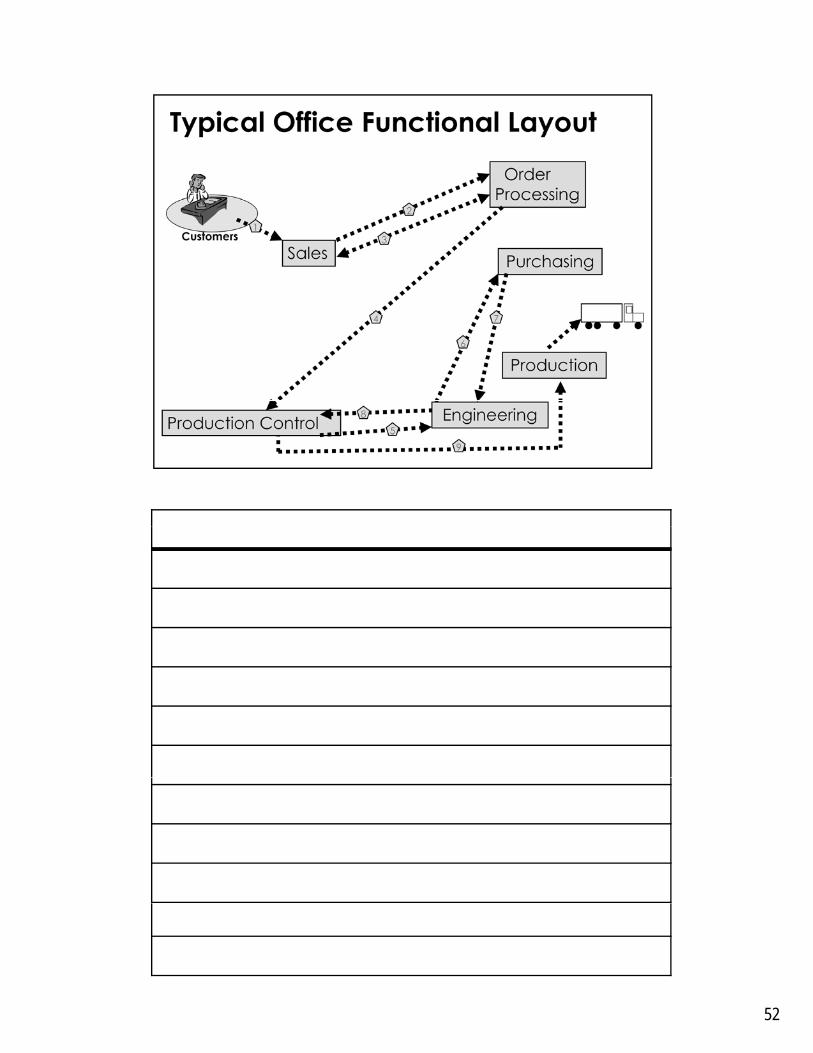
Functional Layout A layout in a traditional manufacturing environment where
like machines are grouped together, i.e., lathes in one group,
grinders in another, drills in yet another.
Group Technology The technology of organizing people and different functional
machines into cells to produce related parts or products.
The focus of the cell is to reduce inventory, reduce or
eliminate queues, improve quality and reduce throughput
times.
In-Process Kanban An inventory of component material or in-process inventory
that is required to support designed imbalances between
operations. An in-process Kanban never has “part number”
identity and is usually represented by the letter “X” printed on
the card, table, or other location.
Inventory Carrying Costs The actual costs associated with maintaining inventory in a
company. May include the cost of money, the cost of
inventory storage, scrap and obsolescence, inventory
management, and lost opportunity costs.
Inventory Turns The number of times inventory turns over in one year.
Calculate the annual estimated inventory requirements
divided by current total on-hand inventory.
Just-In-Time Producing or conveying only the items that are needed by
the next process when they are needed and in the quantity
needed.
Kaizen Continuously improving in incremental steps.
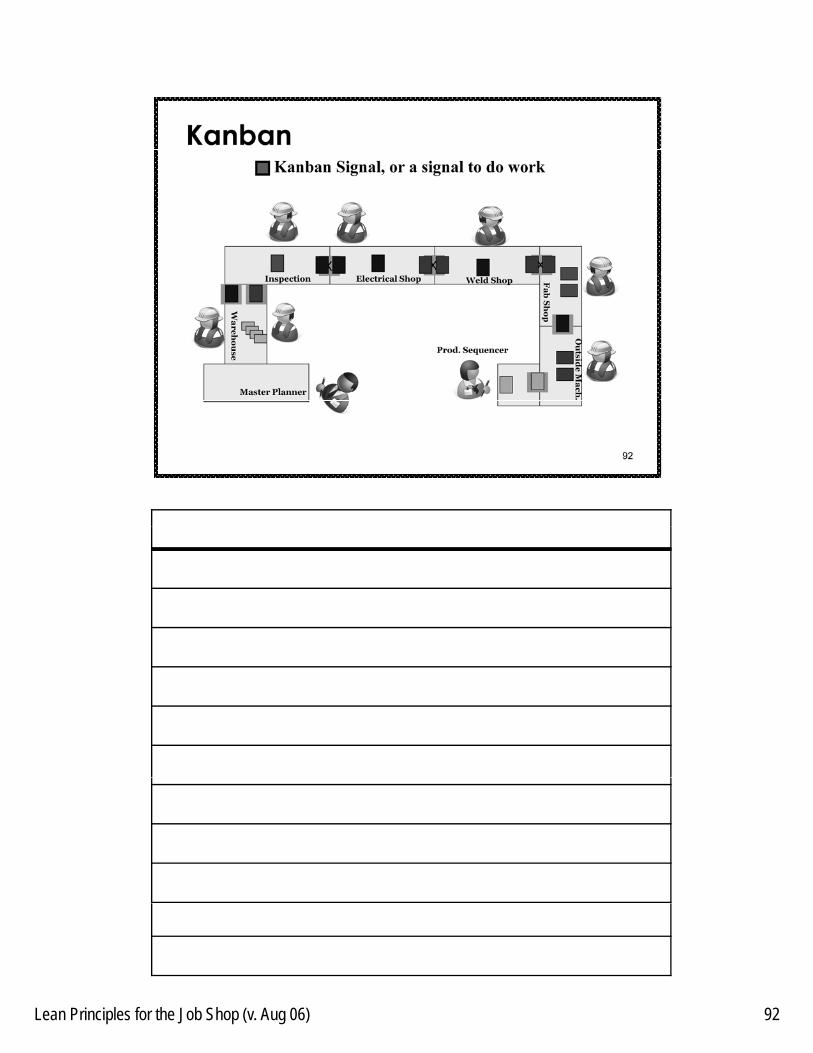
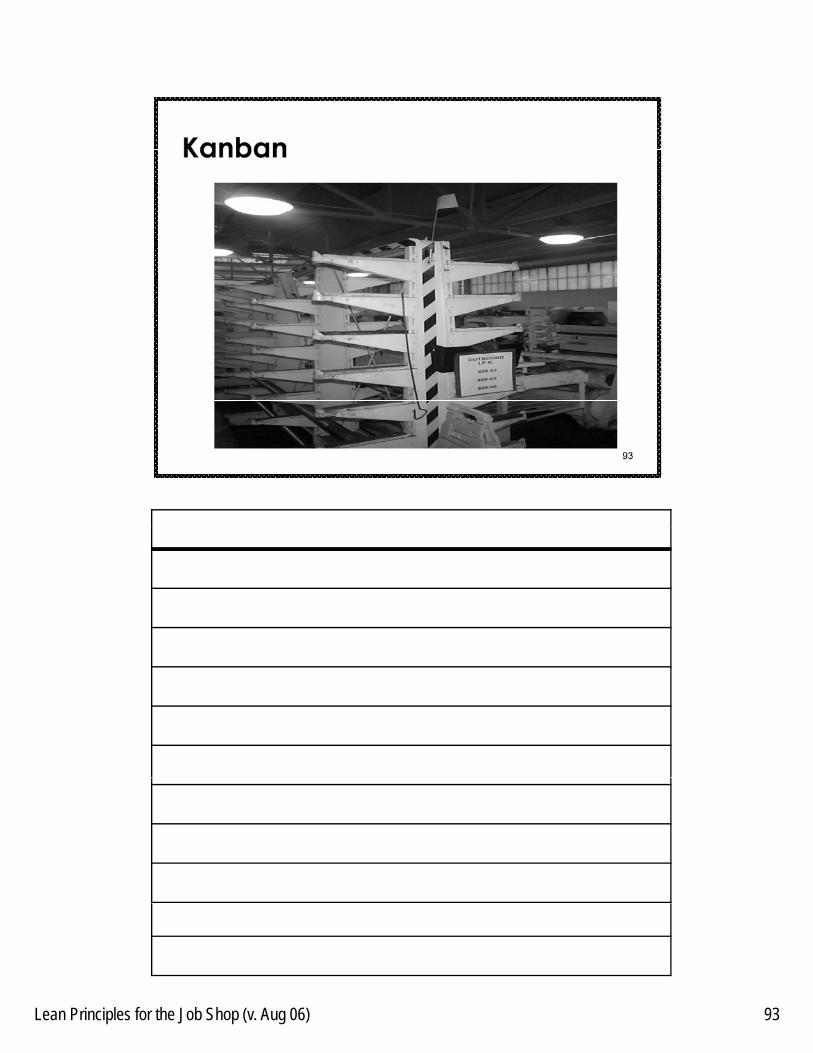
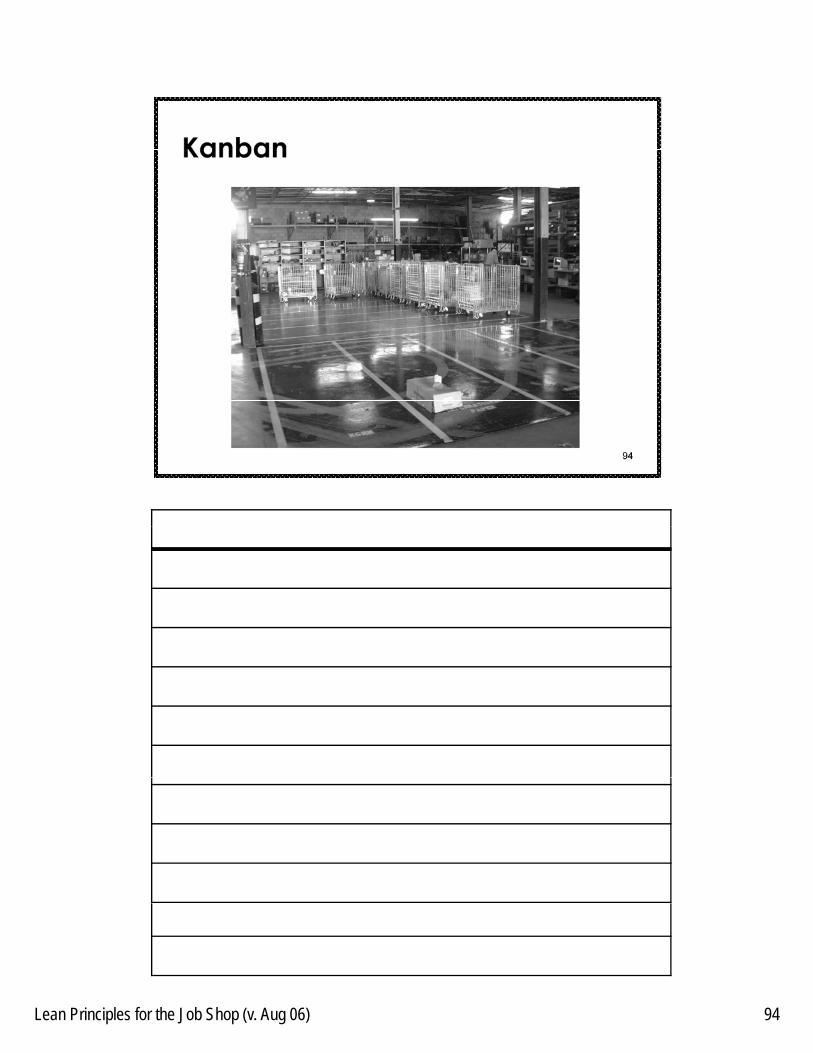
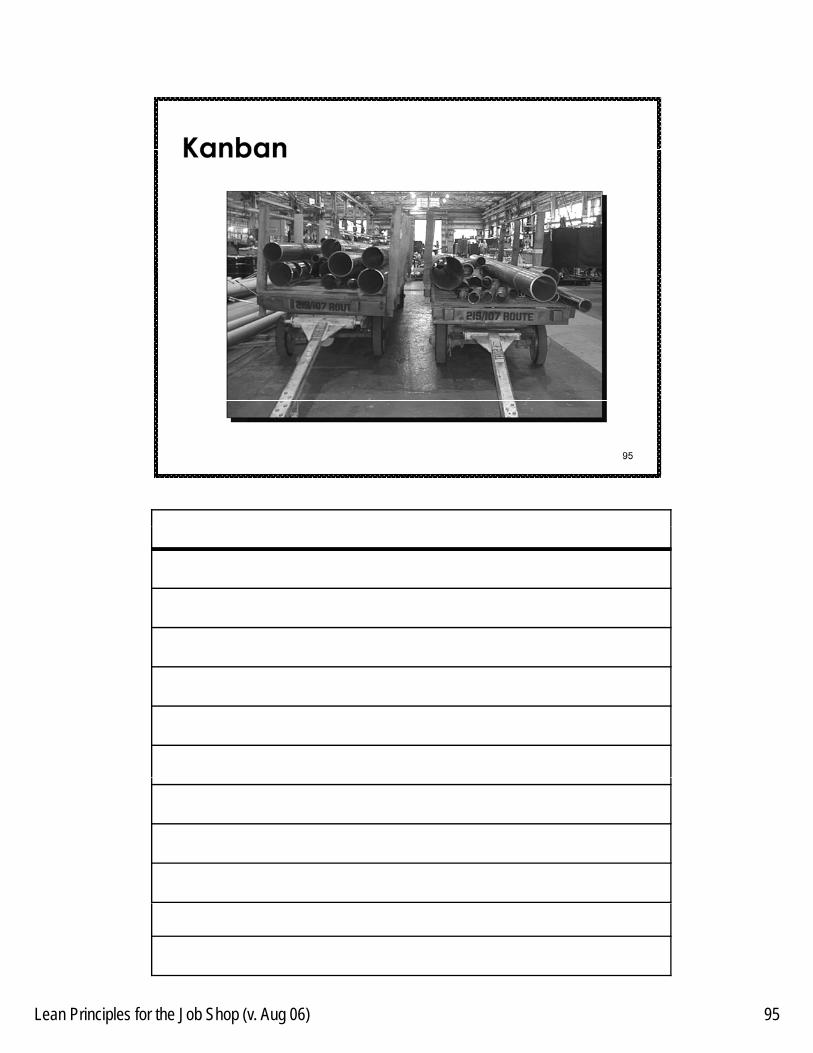
Kanban A signaling device that gives instruction for production or
conveyance of items in a pull system. Can also be used to
perform Kaizen by reducing the number of Kanban in
circulation, which highlights line problems.
Lead Time The time required for one piece to move all the way through
a process or value stream, from start to finish. Envision timing
a marked item as it moves from beginning to end.
Lean A systematic approach to identifying and eliminating waste
(non-value added activities) through continuous
improvement by flowing the product at the pull of the
customer in pursuit of perfection.
Lean Enterprise The organization that fully understands, communicates,
implements, and sustains Lean concepts seamlessly
throughout all operational and functional areas.
Leveling The process or method used to distribute work within the
value stream to maximize material and information flow
efficiency.
Linearity Monitored at the back of the production flow, it is the
relationship of planned daily rates versus actual production.
Line Balancing A process in which work elements are evenly distributed
within the value stream to meet Takt.
Location Indicator A type of red tag that shows where an item belongs. These
include lines, arrows, labels, and signboards.
Material Handlers Production-support persons who travel repeatedly along
scheduled routes within a facility to transfer materials,
supplies, and parts in response to pull signals, and to make
paced withdrawal of finished goods at pacemaker
processes.
Material Requirements A computerized system typically used to
Planning (MRP) determine the quantity and timing requirements for delivery
and production of items. Using MRP specifically to schedule
production at processes in a value stream results in push
production, because any pre-determined schedule is only
an estimate of what the next process will actually need.
Manufacturing Resource Planning (often called MRPII)
expands MRP to include capacity planning, a finance
interface to translate operations planning into financial
terms, and a simulation tool to assess alternative production
plans.
Milk Run Routing a delivery vehicle in a way that allows it to make
pickups or drop-offs at multiple locations on a single travel
loop, as opposed to making separate trips to each location.
Mixed Model Line A primary goal in Lean manufacturing is to design flow lines
to produce families of similar products. The mixed model line
has the ability to build a range of volumes of any product,
any day, based upon the direction of actual customer
demand.
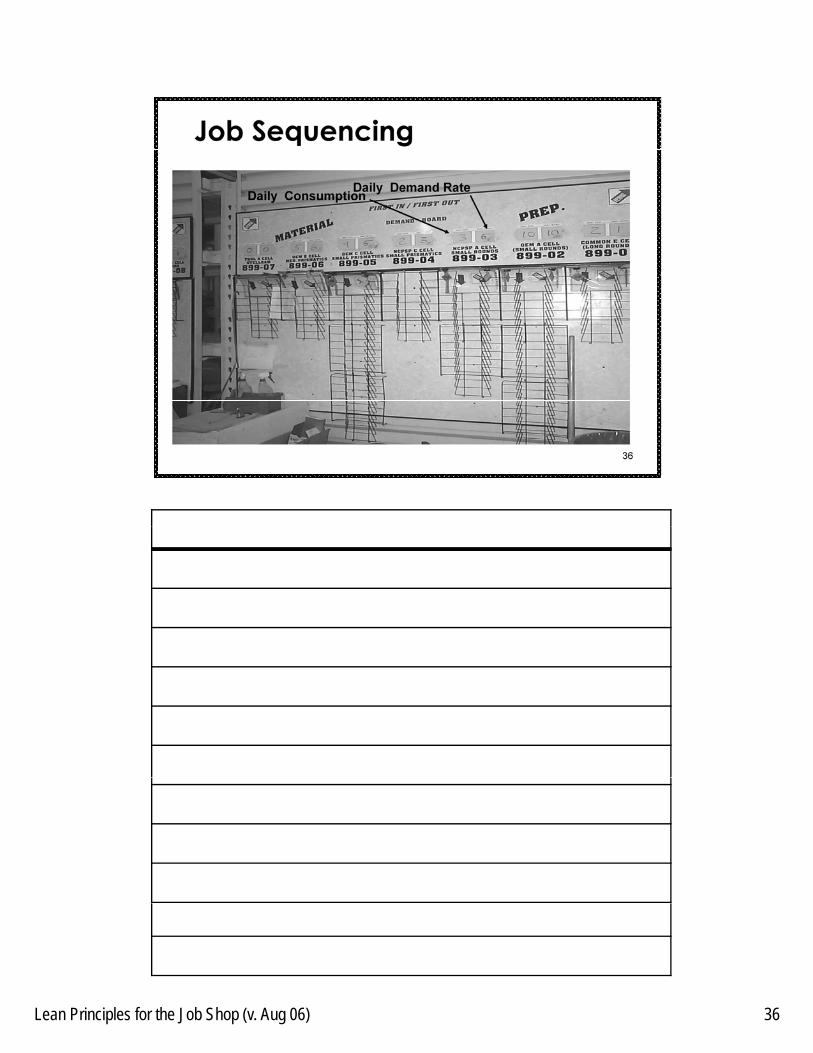
Mixed Model Sequencing Sequencing is the serial order in which the total demand of
products and options is to be pulled into a mixed model line.
This is also used as a balancing technique to minimize
imbalances between products to be produced in the same
mixed model line.
Motion Waste Any movement of people or machines that does not add
value to the product or service.
Nonreplinishable Kanban A type of material Kanban that is not replenished when
emptied. This type must be managed and will usually be
used for custom products, one-time customer orders, or for
very infrequent material demands.
Non-Value Added Any activity that does not add market form or function or is
not necessary. (These activities should be eliminated,
simplified, reduced, or integrated.)
Overproduction Making more than is required by the next process. Making
earlier than is required by the next process, or making faster
than is required by the next process.
Paced Withdrawal A timed sequence of withdrawal of finished product from the
pacemaker process. Paced withdrawal is a tool for pacing
an assembly process and becoming aware of production
problems within a pitch increment.
Pacemaker Process A series of production steps, frequently at the downstream
(customer) end of the value stream in a facility, that are
dedicated to a particular product family and respond to
orders from external customers. The pace maker is the most
important process in a facility because how you operate
here determines how well you can serve the customer, and
what the demand pattern is like for upstream fabrication
processes.
Pack-Out Quantity The number of units/parts that can be moved throughout the
value stream to ensure flow efficiency. Pack-out quantity
may or may not be customer driven.
Pitch When Takt time is too short for a reasonable paced
withdrawal; it can be adjusted upward to a consistent
increment of work called pitch, which becomes the basic
unit of your production schedule for a product family. Pitch
represents the frequency at which you withdraw finished
goods from a pacemaker process as well as the
corresponding amount of schedule you release to that
process. Pitch is often calculated based on the customer’s
ship container quantity.
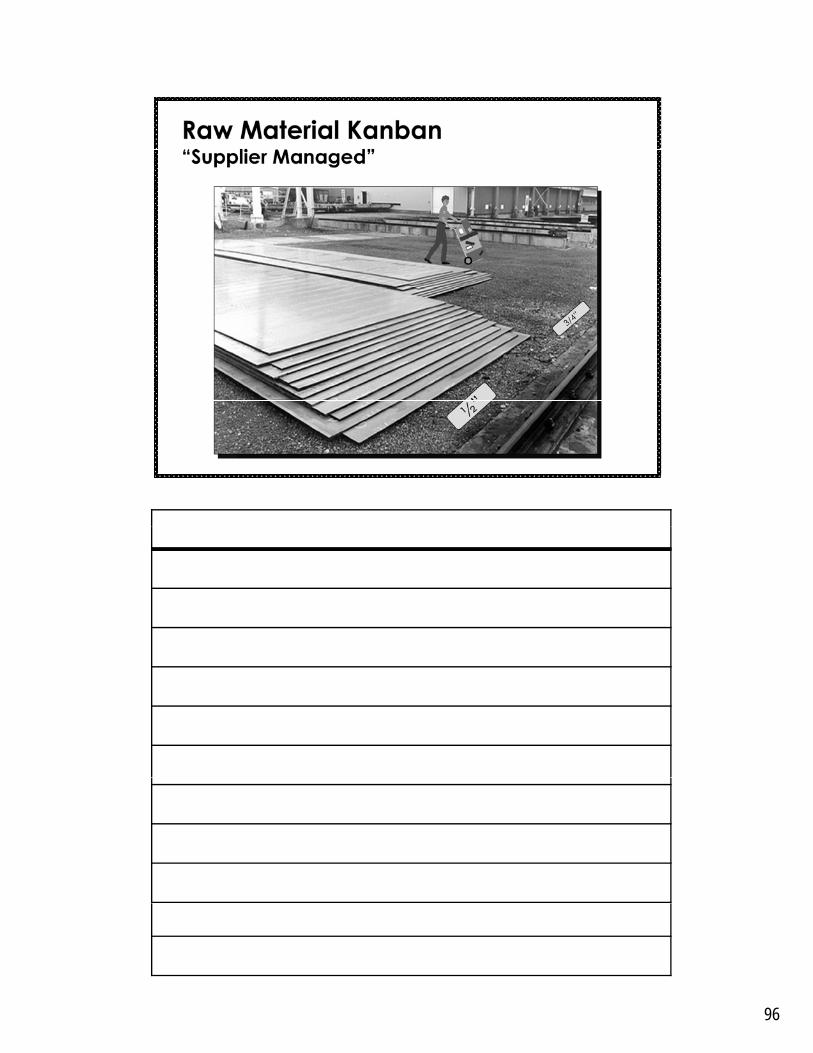
Point of Use Storage (POUS) Raw material stored at the workstation where it is used.
Process Cycle Time The amount of time taken to produce one good part before
it continues to the next process in the value stream.
Process Kaizen Improvements made at an individual process or in a specific
area. Sometimes called “point Kaizen.”
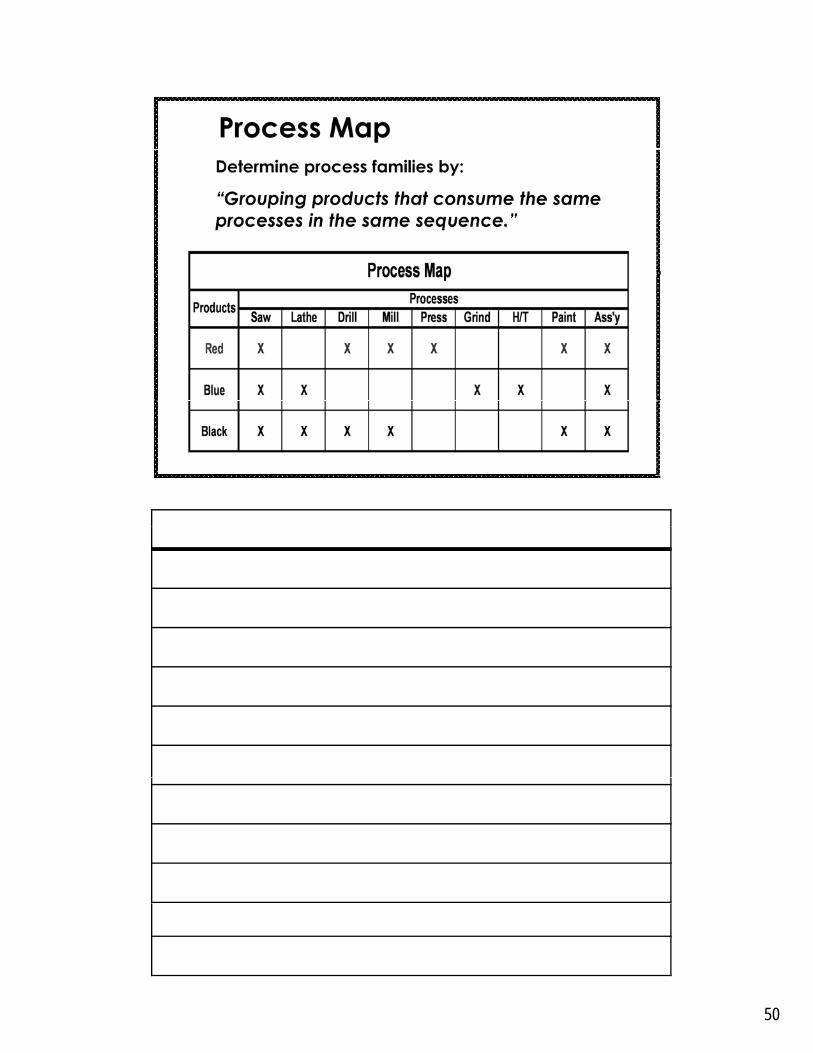
Process Map A matrix of processes defined by the product
synchronizations. The objective of process mapping is to
develop families of products that share common processes
to see which products can be produced in the same mixed
model line.
Processing Time The time a product is actually being worked on in a machine
or work area.
Processing Waste Effort that adds no value to the product or service from the
customers’ viewpoint.
Product Family A group of products that goes through the same or similar
downstream or “assembly” steps and equipment.
Production Kanban A printed card indicating the number of parts that must be
produced to replenish what has been consumed from the
supermarket.
Pull System A method of controlling the flow of resources by replacing
only what has been consumed, by the process customer.
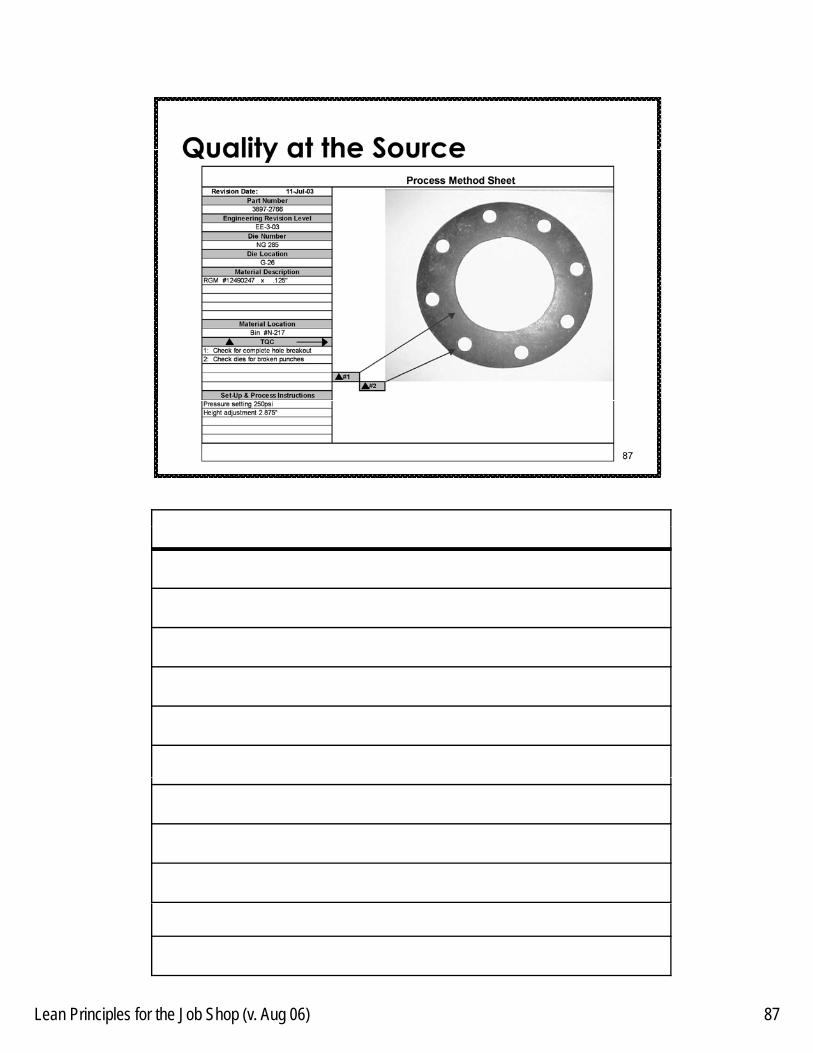
Quality at the Source When operators are given the means to perform inspection
at the source, before they pass it along. A final inspection
station is not required when quality at the source is used.
Queue Waiting time or inventory buildup in the traditional batch or
scheduling manufacturing environment.
Queue Time The time a product spends waiting in line for the next
processing step.
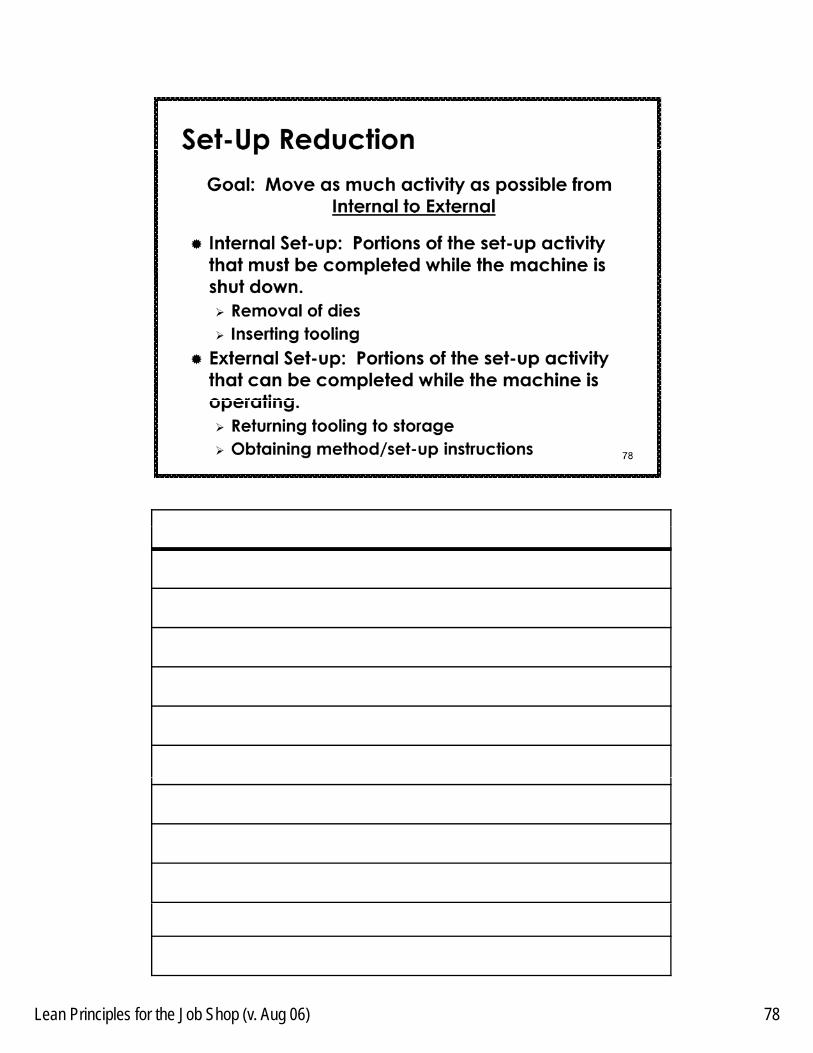
Quick Changeover Changing over a process to produce a different product in
the most efficient manner.
Red Tag (for 5S) A visible way to identify items that are not needed or in the
wrong place.
Runner A person on the production floor that paces the entire value
stream through the pick-up and delivery of materials through
Kanban utilization.
Safety Stock Finished goods available to meet Takt time when internal
constraints or inefficiencies exist.
Set in Order (for 5S) Step 2 of the 5S System. To identify the best location for
remaining items, relocate out of place items, set inventory
limits, and install temporary location indicators.
Shine (for 5S) Step 3 of the 5S System. To clean everything, inside and out
and to continue to inspect items by cleaning them and to
prevent dirt, grime, and contamination from occurring.
Signal Kanban A printed card indicating the number of parts that need to
be produced at a batch operation to replenish what has
been consumed from the supermarket.
Sort (for 5S) Step 1 of the 5S System. To perform “Sort through and Sort
out,” by placing a red tag on all unneeded items and
moving them to a temporary holding area. Within a
predetermined time the red tag items are disposed of, sold,
moved or given away. “When in doubt, throw it out!”
Standardize (for 5S) Step 4 of the 5S System. To create the rules for maintaining
and controlling the first 3 S’s and to use visual controls.
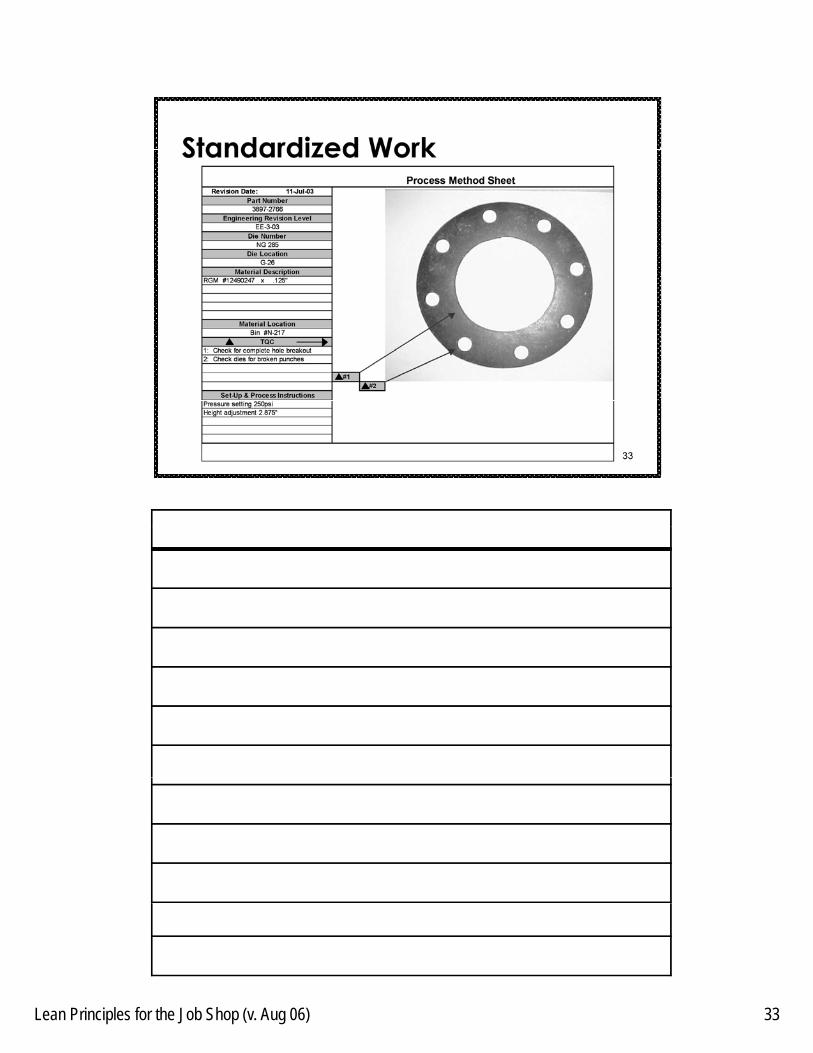
Standardized Work Operations safely carried out with all tasks organized in the
best-known sequence and using the most effective
combination of resources (people, materials, methods,
machines).
Storyboard A visual representation of all the main activities of a Lean
project from start to finish.
Supermarket A controlled inventory of items that is used to signal
production from an upstream process.
Sustain (for 5S) Step 5 of the 5S System. To ensure adherence to the 5S
standards through communication, training, and self-
discipline.
System Kaizen Improvement aimed at an entire value system.
Takt Image The time frame or window that prevails throughout the value
stream acknowledging identifying, and communicating a
certain quantity of parts that should have been produced.
Takt Time The rate of customer demand: how often the customer
requires one finished item. Takt time is used to design
assembly and pacemaker processes, to assess production
conditions, to calculate pitch, to develop material handling
containerization and routes, to determine problem-response
requirements, and so on. Takt is the heart beat of a Lean
system.
Takt time is calculated by dividing production time by the
quantity the customer requires in that time.
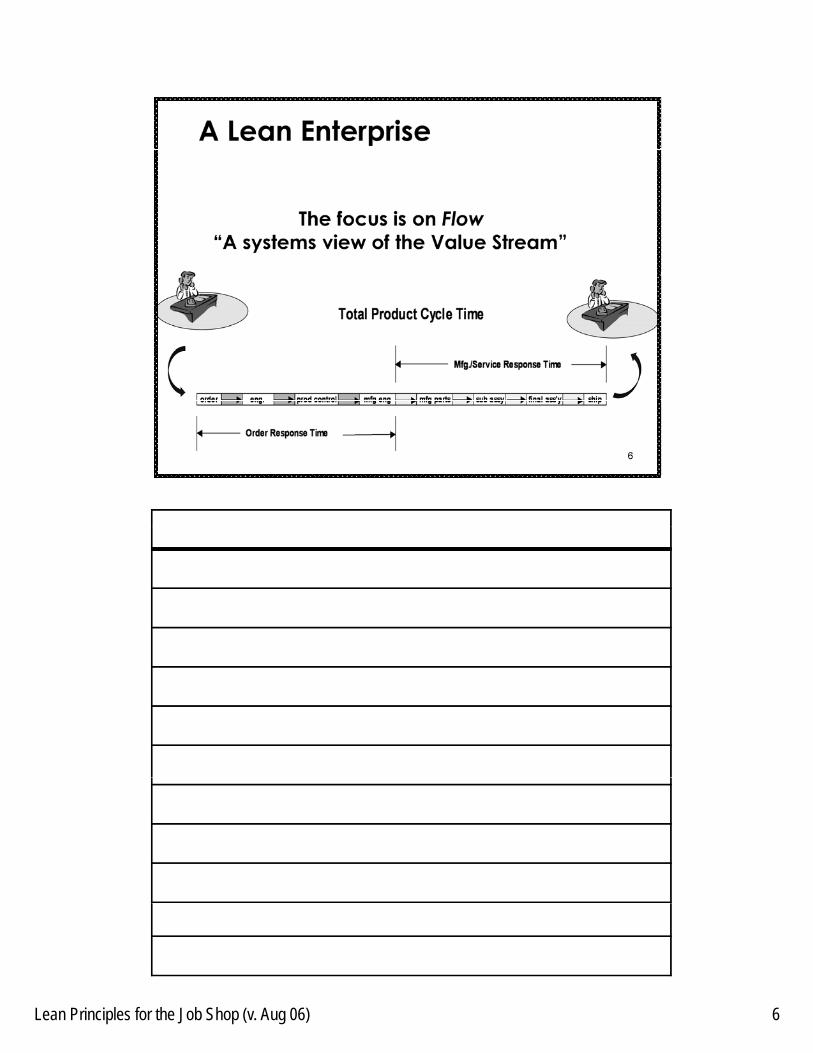
Total Product Cycle Time The total individual processing time of a particular process or
for the product throughout the value stream. Total product
cycle time would ideally be equal to total value-added time.
Total Productive Maintenance A systematic approach to the elimination of
(TPM) equipment and unplanned downtime.
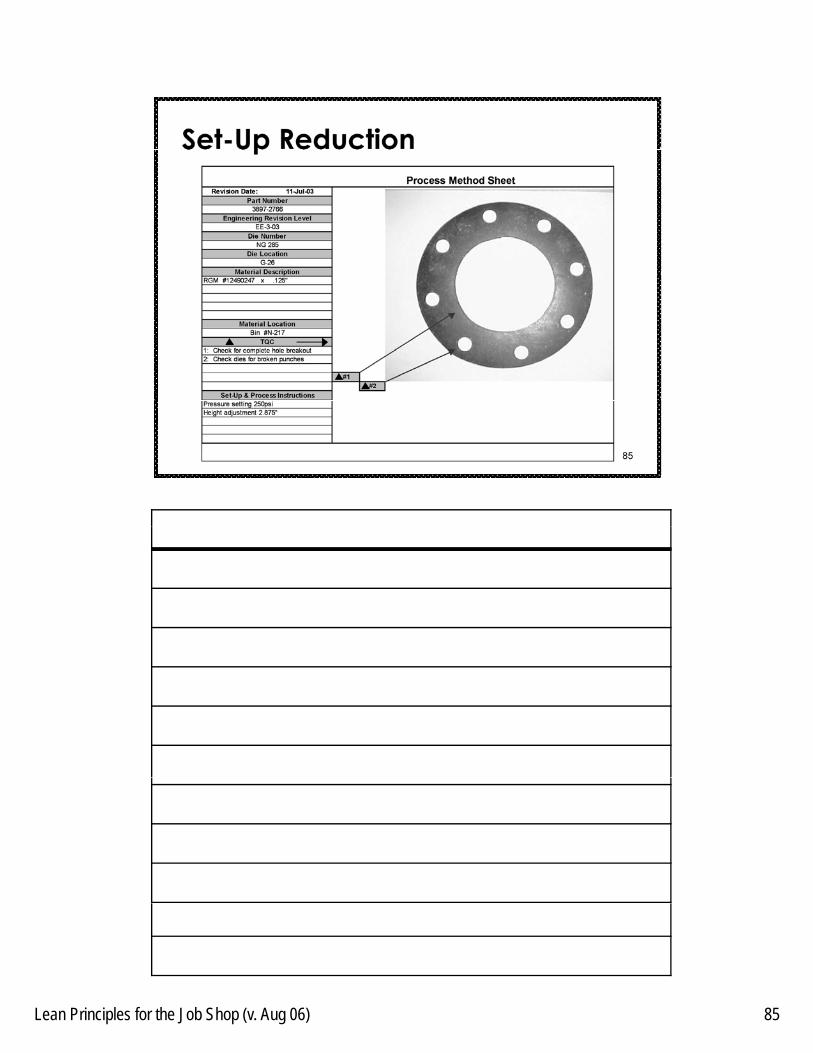
Total Quality Control The TQC is the technique in Lean manufacturing that brings
quality into the process at the point where work is being
performed.
Transportation Waste The waste of unnecessarily transporting parts and materials
around the plant.
Underutilized People Waste The waste of not using people’s mental, creative, and
physical skills and abilities.
Value A product or service’s capability provided to a customer at
the right time, at an appropriate price, as defined in each
case by the customer.
Value Added Any activity that increases the market form or function of the
product or service. (These are things the customer is willing
to pay for.)
Value Added Time Time for those work elements that transform the product in a
way the customer is willing to pay for.
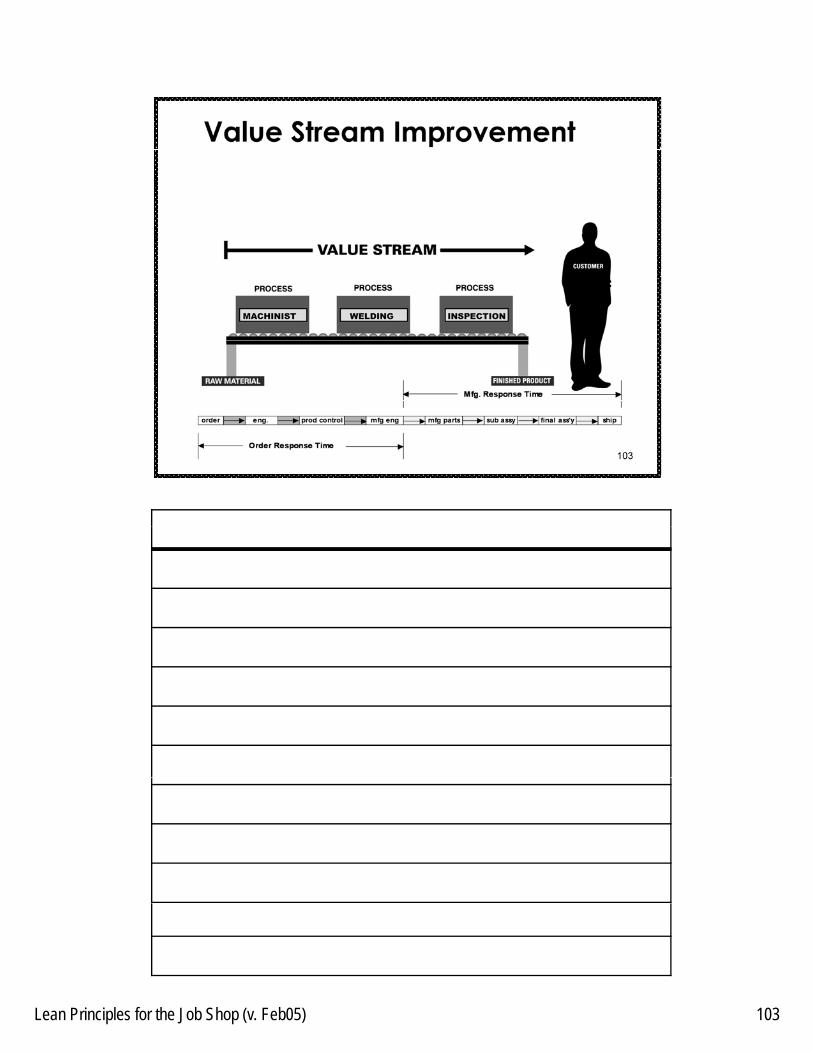
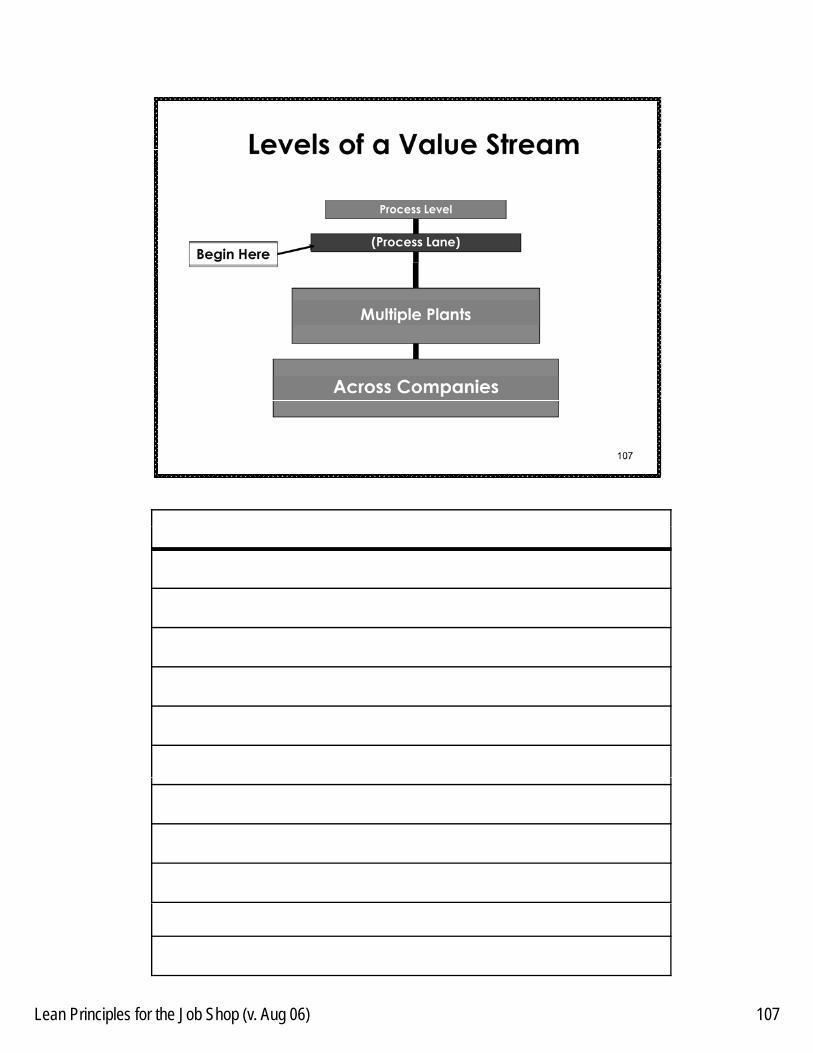
Value Stream All activities, both value added and non-value added,
required to bring a product from raw material into the hands
of the customer, a customer requirement from order to
delivery, and a design from concept to launch. Value
stream improvement usually begins at the door-to-door level
within a facility, and then expands outward to eventually
encompass the full value stream.
Value Stream Loops Segments of a value stream whose boundaries are typically
marked by supermarkets. Breaking a value stream into loops
is a way to divide future state implementation into
manageable pieces.
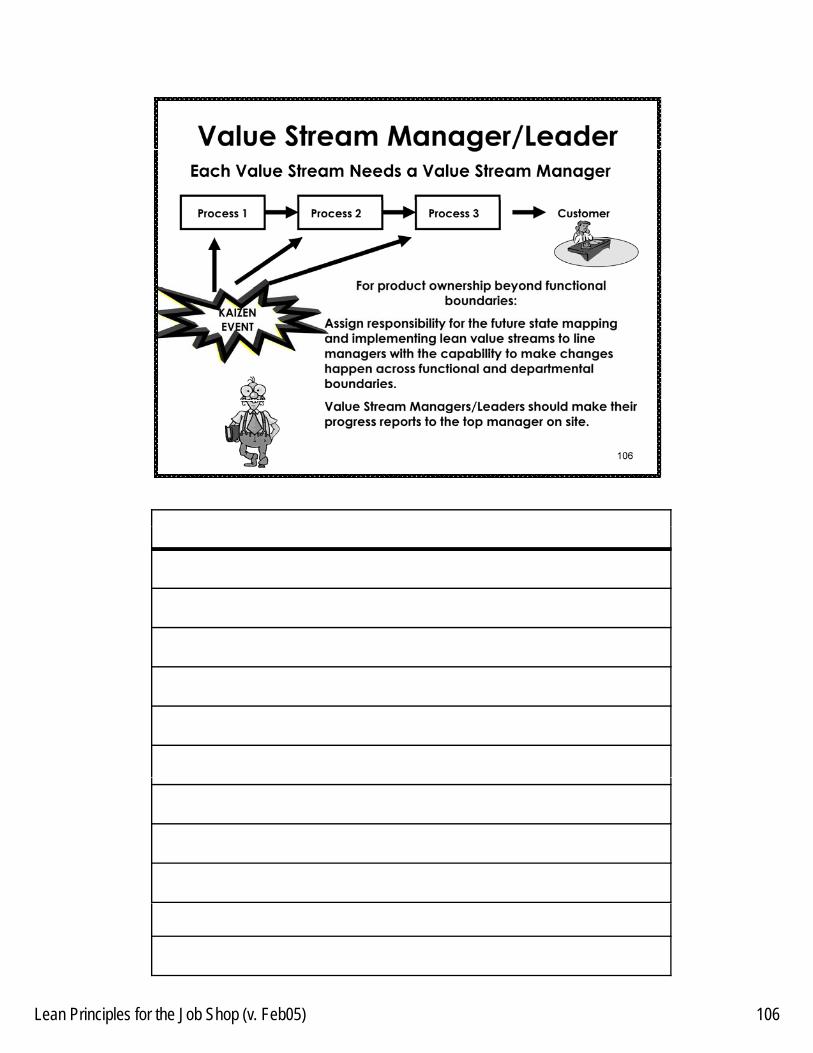
Value Stream Manager The person responsible for creating a future state map and
leading door-to-door implementation of the future state for a
particular product family. This person makes change
happen across departmental and functional boundaries.
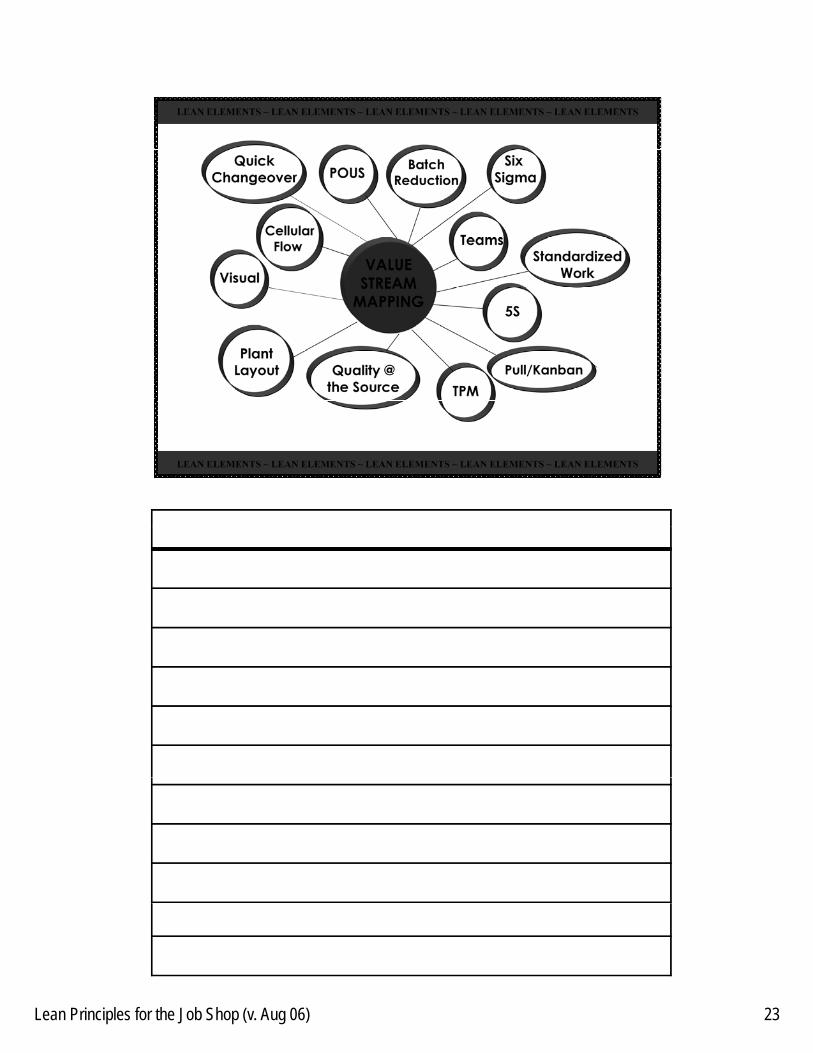
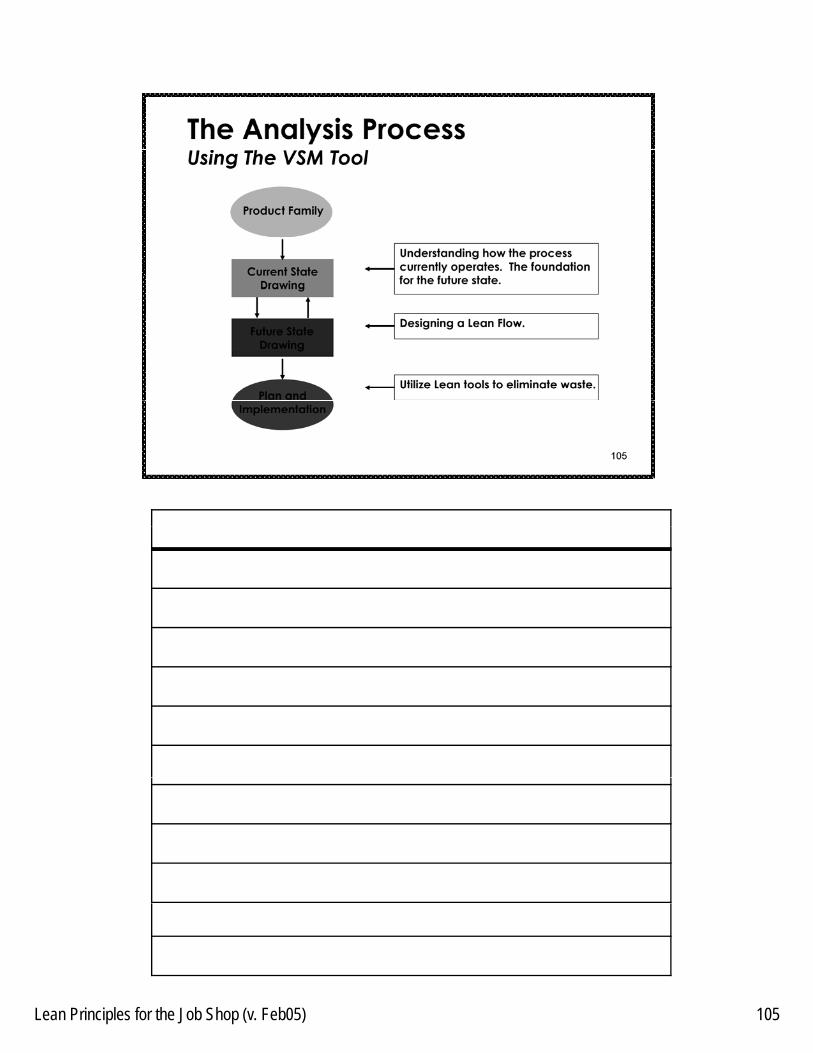
Value Stream Mapping A pencil-and-paper tool used in the following two stages:
1. To follow a product’s production path from beginning to
end and draw a visual representation of every process in
the material and information flows.
2. To then draw a future state map of how value should
flow. The most important map is the future state map.
Value Stream Methodology A sequential process used to implement Lean concepts and
tools derived from the Toyota Production System for the
purpose of attaining a waste-less flow of product throughout
the value stream.
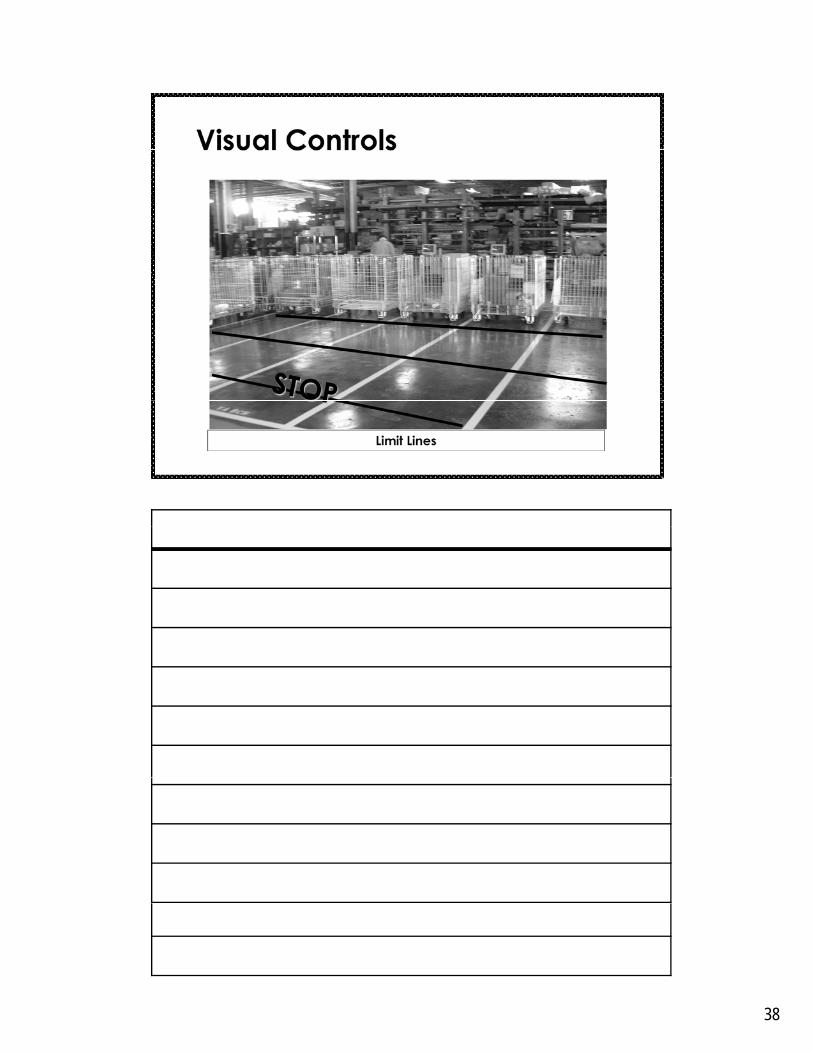
Visual Controls Simple signals that provide an immediate understanding of a
situation or condition. They are efficient, self-regulating, and
worker managed.
Waiting Waste Idle time created when waiting for anything in a
manufacturing process.
Waste Any activity that consumes resources but creates no value
for the customer.
WIP Stands for “work in process.” Any inventory between raw
material and finished goods.
Withdrawal Kanban A printed card indicating the number of parts that will be
removed from the supermarket.
Work Place Organization A safe, clean, neat, arrangement of the workplace, which
provides a specific location for everything, and eliminates
anything not required.