Embed Size (px)
Citation preview

From:From:
To:To:
JobshopLeanBest Practices beyond the Toyota Production System
Volume 1, Issue 1, March 2006
- 1 -
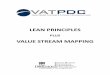
< 10001000-20002000-30003000-4000>4000
M4
M1
M2
M5
M7
M6
M3
External
Machine Shop
33
12
41
1
17 39
40 21 22
10
16 9
11
56
2
63
7
12
8
28
29
2627
50 4
4825
52
55 54 53 57
- 1 -
< 10001000-20002000-30003000-4000>4000
M4
M1
M2
M5
M7
M6
M3
External
Machine Shop
33
12
41
1
17 39
40 21 22
10
16 9
11
56
2
63
7
12
8
28
29
2627
50 4
4825
52
55 54 53 57

2
It was sometime in 2000 that a colleague of mine teaching a course on Product Design recommended that I read Lean Think-ing by James Womack and Daniel Jones. That was when it hit me like a ton of bricks that Toyota teaches and practices Indus-trial Engineering (IE) the way it has never been taught, re-searched and practiced in the US. I revamped my teaching phi-losophy and research program to completely focus on re-learning and advancing the practice of the science of IE.
I had to learn about the Toyota Production System (TPS) in a hurry. The Web proved to be an invaluable resource, especially the NWLEAN online chat group founded by Bill Kluk, the Su-perfactory website created by Kevin Meyer and the discussion forums of the Lean Enterprise Institute founded by Jim Womack. Just about everybody but myself had been learning and implementing TPS best practices for years!
But, with hundreds of experts on TPS already out there saying and doing the same things, there was neither much opportunity nor any challenge in following the beaten track. If someone was fortunate enough to have been trained by one or other Toy-ota sensei, then that appeared to put them head and shoulders above anybody else. I wondered why because so much of TPS is rehashed IE. Was no IE in the US capable of improving the TPS best practices developed in the pre-computer era of the early 1960’s? Yes, that one “counter-thinker” was Professor Rajan Suri, Director of the Center for Quick Response Manu-facturing (QRM) at the University of Wisconsin-Madison. I admired and respected his ideas and methods, especially since his research resulted in the commercial MPX Rapid Modeling software. Still, I found that when QRM was applied in the high-variety low-volume environments of captive and inde-pendent job shops, it came up short in many ways. For the MTO (Make-To-Order) business environment of the typical job shop, a Cellular Layout may not be flexible, agile, reconfigur-able and adaptive to the dynamics and uncertainties of the envi-ronment.
I realized that my project-intensive courses and research had given me considerable exposure to the operational conditions, needs and opportunities of small manufacturers. So, I thought
to myself, “TPS was developed primarily for assembly line-type manufacturers. Why not start at the opposite end of an OEM’s supply chain? Why not create an online group like NWLEAN that deals exclusively with the needs of job shops and other custom manufacturers?” So, in August 2001, I started the JSLean (JobshopLean) online chat group that today has about 1100 members. Every new member joining the group receives the following email welcoming them to the group:
Welcome to Jobshop Lean (JSLEAN), an online resource center and discussion group to serve high-variety low-volume (HVLV) manufacturers. Examples of HVLV manufacturers would be small and medium-sized enterprises (SME’s) that are jobshops (machining, welding fabrication, stamping, die-casting, forging, injection molding, contract electronic assembly, etc.), re-manufacturers, repair and maintenance facilities, Make-To-Order and Engineer-To-Order manufacturers of customized assemblies (furniture, security cabinets, cranes, tractors) and feeder shops located in vertically integrated factories (munitions, ships, industrial equipment and jet engines). In-spired by the successes of automotive and aerospace assembly factories and their Tier 1 and Tier 2 suppliers that have adopted or adapted the famous Toyota Production System (TPS), many other manufacturers have sought to implement Lean Manufacturing in their facilities. However, it is important to distinguish between “Assembly Line Lean” and “Jobshop (or HVLV) Lean”.
As the moderator of the JSLean chat group I created consider-able controversy by repeatedly and vociferously arguing that TPS just does not relate sufficiently to the needs of high-variety low-volume (HVLV) manufacturers. Fortunately, there were a few members (Mark Warren, Robert Tristani, Shardul Phadnis, Sid Schaaf, Michael Mahoney, Prasad Velaga, to mention a few) who understood the limitations of TPS and actively dis-cussed best practices that are best suited to HVLV environ-ments. One member – Mark Warren – not only has decades of industry experience but he also has a strong scholarly bent, which led him to research the history of TPS and write white papers, books and articles that he posted on his website. Every time he posted to the group, he would further convince me that I
Best Practices for High-Variety Low-Volume Manufacturers
Inside this Issue: Best Practices for High-Variety Low Volume Manufacturers, Shahrukh A. Irani 2 Cell Design for High Mix Low-Volume Assembly, Shardul Phadnis 11
An Assembly Plant is not a Jobshop, Shahrukh A. Irani 3 Lean Advisory Tools, Shahrukh A. Irani 14
Challenges of Implementing Lean in a Jobshop, Shahrukh A. Irani 4 Just My Two $en$e, Shahrukh A. Irani 20
The Intermittent Production Realm, Dennis Verstegen 5 Pressure on Prices: How will you Respond?, Anil K. Menawat 21
How Fit are your Routings?, Sidney Schaaf 6 Can Simulation Effectively Guide a Lean Journey?, Hosni Adra 23
If My Operations are Lean, Why Bother about Scheduling Them?, Charlie Murgiano 8 Applying Lean in Small Businesses, Daniel Stoelb 24
Applying Lean Thinking in a High-Mix Low-Volume Service Industry, Dan Kiehl 9 Miscellaneous 28-29

3
wanted to work with him to establish JobshopLean as the “other Lean” that Toyota has not mastered!
Next, I got a subscription to Target magazine published by the AME (Association for Manufacturing Excellence). It is a su-perb magazine published by a great professional organization that carries far more useful articles for an IE in manufacturing than does Industrial Engineer, the flagship trade journal of the IE profession! Then, I got a subscription to the monthly news-letter, Lean Manufacturing Advisor, published by Productivity Press. Every issue of this newsletter impressed me because it showed the extent to which the ideas and methods and tools of TPS could revolutionize how IE is practiced in the US. But, in both magazines, the articles on Lean for jobshops were superfi-cial and cookie cutter-like in methodology, never extending beyond the obvious low-hanging fruits. Worst of all, there was nothing by way of computer-aided methodology and software to address the unique and complex problems of small and me-dium-sized enterprises (SMEs) who are simply not like Toyota! I could not help but wonder, “How can US manufacturers ever hope to beat their offshore competitors by following and copy-ing the very approaches that are being used to beat them?”
After nearly five years as the moderator of the JSLean chat group, with blogs promoting the same old Lean Thinking that lacks innovation and is phobic towards IT-enabled best prac-tices, I decided to start a journal that featured columns by the best and brightest practitioners of JobshopLean. So I talked to Mark Warren and several other active members of the JSLean chat group if they would like to write for this electronic journal. I am happy to report that they all did!
So here is the inaugural issue of the JobshopLean electronic journal. Our inspiration and challenge is to go beyond the Toy-ota Production System and develop new flexible, agile, adaptive and reconfigurable production systems suited for the 21st Cen-tury. Our goal is to develop and share ideas, methods, tools, experiences, etc. that are specific to high-variety low-volume small- and medium-sized manufacturers (SMM’s) anywhere in the world.
Dr. Shahrukh A. Irani is an Associate Professor in the De-partment of Industrial, Welding and Systems Engineering at The Ohio State University, Columbus, OH. He can be reached at [email protected] or (614) 688-4685.
An Assembly Plant is not a Jobshop
The Toyota Production System (TPS) was designed for assem-bly of automobiles. Sure, an assembly line can flex to make a range of models and allow customization of individual cars to suit particular customers. But, every car is still a car. The same cannot be said about a jobshop that is making shafts, gears, wheel hubs and disc drive components under the same roof. So how does a low-variety high-volume (LVHV) assembly line differ from a high-variety low-volume (HVLV) jobshop? Here are some specific differences between the two manufacturing systems:
Product Variety: An assembly line is designed for a product family, or products that share common platforms and assembly configurations. In contrast, the product mix of a jobshop con-tains a large number of dissimilar routings. By no means is this a trivial problem that can be solved using a spreadsheet (or da-tabase) software! Also, the product mix of a jobshop tends to change during each year, as customers revise their supplier base and outsourcing strategies.
Layout: An assembly line has a conveyor-paced flow pattern with a well-defined linear or branched structure that is dictated by the assembly process for a specific product, or product fam-ily. In contrast, the typical jobshop usually has a process layout with similar machines being grouped into departments (or “process villages”). This is a common mistake and downfall of a jobshop! Neither is a cellular layout a panacea since it re-duces the flexibility and agility to respond to changes in product mix and demand volumes. Frankly, no single layout (process, cellular, flowline) fits a jobshop; usually, a hybrid combination of these traditional layouts is the best option!
Demand Volumes: An assembly line tends to produce a few
products in high volumes, primarily because an OEM has the power to dictate product mix and supply quantities to custom-ers. In contrast, a jobshop may have low demand volumes and volatile demand patterns since their customers tend to change their orders (mix, volume, due dates, delivery frequency and lot sizes, etc.) frequently, often at short notice.
Product Design and Process Engineering: An assembly line benefits from “variant design” because every new model for a car does not change completely from the previous year’s model. In contrast, a jobshop often needs to design and manu-facture parts and products that have little, or no, similarity to past orders. In fact, every jobshop ought to evaluate their prod-uct mix to identify product families, organize their design and manufacturing data on a family-by-family basis and store this knowledge in an electronic design retrieval and process plan-ning system.
Production Scheduling: An assembly line is scheduled using Takt Time, Heijunka (Production Smoothing) and Pull based on Kanban signals. There exists a unique class of algorithms for design and balancing of single (or mixed model) assembly lines. In contrast, the multi-product multi-machine Jobshop Schedul-ing problem is characterized by jobs with due dates, sequence-dependent setup changeover times, high variability among job parameters (setup times, cycle times, lot sizes, routings, etc.)! The class of algorithms to solve the Jobshop Scheduling prob-lem is completely different from those used for assembly line scheduling. The very idea of Pull Scheduling assumes a linear flow production system and repeatability of demand for a prod-uct (or product family). A jobshop owner would be fortunate to enjoy these luxuries in his/her business environment!

4
Availability of Internal Resources: Any OEM like Toyota or Boeing or Ford has the resources to hire full-time engineers or consulting companies to teach and train their staff, even help with implementing TPS best practices in their assembly facili-ties. In contrast, a jobshop often lacks full-time personnel, tech-nical resources and finances required to develop, teach and sus-tain a comprehensive in-house program for Lean Six Sigma.
This list of differences between the two manufacturing systems – Assembly Line and Jobshop – is much longer! It is not my intention to take anything away from what the architects of the TPS have achieved. However, it must be recognized that the
typical high-variety low-volume (HVLV) manufacturer oper-ates in a Make-To-Order business environment. An extensive suite of well-documented and easy methods and tools to imple-ment Lean in a jobshop simply does not exist. The JobshopLean journal will provide the thousands of jobshop-type manufactur-ers in the US with ideas, best practices and tools developed spe-cifically for their business and operating environments!
Challenges of Implementing Lean in a Jobshop
The number of books that describe the standard (and mature) best practices of the Toyota Production System (TPS) could fill an entire room. But, I can count on the fingertips of one hand the how-to books for customizing Lean Thinking for the design and operation of profitable jobshops. The number of OEM’s is small, but the number of jobshop-type manufacturers in the US is in the 100,000’s. A jobshop operates in dynamic and uncer-tain conditions and is faced by challenges that are completely opposite to those of the TPS, such as (i) customers could be here today but gone tomorrow? (ii) demand forecasts are unreli-able or non-existent? (iii) suppliers may not be prepared to de-liver JIT? (iv) equipment must be multi-function, and not right-sized, to compensate for a small workforce? (v) drawings, route sheets, inspection plans, gauges, tools, work instructions, etc. need to be developed from scratch to even bid on new orders? etc.
Since 1996, by virtue of my teaching and research thrusts here at The Ohio State University, I have been able to observe, docu-ment and analyze (and sometimes even solve) problems that I know to be clearly unique to jobshops and other HVLV manu-facturers. Here is a sample of the “grand” challenges that I have identified that could never be solved by a TPS guru:
How does a jobshop owner, who may not understand Lean or have worked previously at a company that practiced Lean, suddenly become the driving force behind a radically new operating strategy?
How does a jobshop develop a multi-skilled and knowledgeable workforce with the self-motivation to proactively seek and eliminate the Eight Types of Waste in administrative and production processes?
How should a jobshop segment and manage a product mix which contains anywhere from 500 to 5000+ routings?
How should a jobshop design its facility layout when only a small proportion of its product mix can be pro-duced in dedicated cells?
How does a jobshop define and distill its “core compe-
tencies” into a guidebook of rules and decision-making flowcharts to rapidly and reliably and effec-tively accept, evaluate or reject new orders?
How does a jobshop implement Finite Capacity Sched-uling without purchasing expensive software, and employing a full-time staff person?
How does a jobshop train their material handlers to also perform scheduling, order progressing and shop-floor control tasks whereby they serve as Value Stream Managers for virtual cells producing families of parts?
How does a jobshop adopt real-time inventory tracking technology utilized in warehouses and distribution centers without purchasing expensive software, and employing a full-time staff person?
The above list of challenges is far from complete. But these are some of the knotty problems that JobshopLean seeks to solve! I personally believe that the time has arrived for the small- and medium-sized manufacturers in the US to develop a novel pro-duction system, one that is inspired by but far from being a bad copy of the Toyota Production System. Decades ago, after the Second World War, the Training Within Industry (TWI) pro-gram became a stepping stone for Toyota to becoming the auto-mobile giant that they are today. Let us strive to once again lead the rest of the world by developing the ideas, methods and tools for deploying Lean + Flexibility + Agility + Reconfigura-bility in small-to-medium sized high-variety low-volume manu-facturing facilities!
Dr. Shahrukh A. Irani is an Associate Professor in the De-partment of Industrial, Welding and Systems Engineering at The Ohio State University, Columbus, OH. He can be reached at [email protected] or (614) 688-4685.
Dr. Shahrukh A. Irani is an Associate Professor in the De-partment of Industrial, Welding and Systems Engineering at The Ohio State University, Columbus, OH. He can be reached at [email protected] or (614) 688-4685.

5
The Intermittent Production Realm
Production or sales order frequency and order quantity variation are essential criteria in designing and operating a manufacturing system. These two criteria strongly influence equipment selec-tion, layout arrangement, material handling, tooling, and train-ing decisions. A particular enterprise may make some or all of their products with enough repeatability to justify arranging equipment into dedicated lines or cells while also achieving management’s operating policy for adequate capacity utiliza-tion, product flexibility, and on-time delivery reliability. As-signing equipment to dedicated lines or cells defines the contin-ual production realm.
Alternatively, an enterprise may produce a wide variety of items in either small quantities or short time intervals, or both. A small order quantity may range from one to several hundred units. A short run order may be completed within minutes or hours. A short run may also produce thousands of items with fast processes such as printing. The combination of order quan-tity, order frequency, order duration, and product variety may not be able to adequately satisfy the conflicting policy goals of capacity utilization, product flexibility, and on-time delivery reliability. In this case, these goals can only be achieved when equipment is not assigned to dedicated lines or cells. This de-fines the intermittent production realm. And, both realms may co-exist within the same enterprise such as one that does both fabrication and assembly or blending. A jobshop is clearly within the intermittent realm. The boundary between continual and intermittent realms is defined by management’s tolerance for achieving their strategic goals for capacity utilization, prod-uct flexibility, and on-time delivery reliability.
Most of the approaches developed for improving performance in both realms are defined within the scope of Industrial Engi-neering, Information Technology, Operations Management, and Project Management disciplines. Some of these approaches
developed during the past century for improving performance in the continual production realm are less effective or invalid in the intermittent production realm. Many aspects of Operations Management and Manufacturing System Design require a dif-ferent approach in the intermittent production realm. Some of the major topics affected by realm status include communica-tions, ergonomics, facility design, quality, supply chain man-agement, workflow management, and work measurement.
We can apply the concepts of tidiness and quick set-up change-over in either realm. The challenge is in knowing how to im-prove performance in other ways when production is in the in-termittent realm. You are in the intermittent realm when any of the following are applicable:
• The ability to produce a wide variety of products (product flexibility) is an important strategic goal.
• Assigning equipment to dedicated lines or cells causes an unacceptable capacity waste.
• Routing variability across shared resources prevents pro-ducing a feasible schedule for more than a few concurrent open orders.
Subsequent installments of this article will discuss some of the ways that performance improvement is achieved differently in the intermittent production realm compared to the continual production realm.
Dennis Verstegen is the Principal at Verstegen & Associates, LLC. He can be reached at [email protected] or (608) 271-9194.
How Fit are your Routings?
Before I get into the main article, I just want to take a moment to thank the originators of this journal for inviting me to be-come an active contributor or an “Area Editor”. I am both ex-cited and honored to be part of a group focusing on implement-ing LEAN in domains beyond the Toyota Production System, particularly the high-variety low-volume (HVLV) scenarios. I suspect that one of the unique challenges presented by the dif-ferent types of jobshops and other HVLV factories which I have visited will certainly keep the ideas and discussions flowing for a very long time.
Now onto “How FIT are your routings?” At first glance, the title for this article seems quite straightforward. However, it was chosen specifically for several reasons. One reason is to point out how different people think differently. What does this title mean to you? Before you answer this question please al-low me to provide you with several meanings for the word “FIT” obtained from the www.answers.com website:
1) To be the proper size and shape for: These shoes fit me.
2) To be appropriate to; suit: music that fits your mood.
3) To be in conformity or agreement with: observations that fit the theory nicely.
4) To make suitable; adapt: fitted the shelves for large books.
5) To make ready; prepare: Specialized training fitted her for the job.
6) To equip; outfit: fit out a ship.
7) To provide a place or time for: You cannot fit any more toys in the box. The doctor can fit you in today.
8) To insert or adjust so as to be properly in place: fit a handle on a door.

6
Ok, I will stop here. But be assured there are other definitions which can also apply to this three letter word.
From the numbers above, it looks like I have a one-in-nine chance or (roughly an 11% chance) to match the definition used for this article. Notice that I said I had a 1 in 9 chance, but only listed 8. Good catch, but the reason I mentioned nine is because the possibility exists that you have used a definition other than the one from the list that I supplied. Tip: Do not limit your thoughts to only what has been presented. Many times when analyzing problems, what is not being said is just as important as what has been said.
For this first installment of “How FIT are your routings?” I will be expounding upon Definition #2. Is your routing appropriate for your shop? In order to help explain the fit or whether your particular routings suit your needs, we need a basic definition that describes in minimum what routings are used for or help to accomplish. Routings serve as a step-by-step method for deter-mining how a part or product is made. In my opinion, in addi-tion to the part number identifying the product, here are 6 basic requirements I believe that all routings need:
1) Process step number – simply the sequence and order of making something.
2) Process type – mill, turn, move, assemble, kit, inspect, heat treat, package, …
3) Process description for each step – what is to be done for specific step.
4) Process time (a.k.a. standard process time) for a single piece.
5) Resources to be used (equipment, tools, work center, people,…)
6) Setup time for each step, including support materials like fixtures, tooling, and consumables
Again at first glance, the requirements seem straightforward. Well, let me ask: If these requirements are straightforward and to the point, why do many jobshops have issues or problems with the concept? I have provided three of the most common answers I hear from jobshop supervisors or workers as to why routings are not kept up-to-date or why there are errors associ-ated with the routings: “My workers already know what to do when they get the parts”. “Why should I take the time to cor-rect something that is one of a kind?” And my favorite, “If I made the part according to the prints or routing, I know it will not work.”
I believe many jobshops have grown complacent and are not making sure their routings and related documentation are up-dated after the job has been completed. This seems more prob-lematic at some companies where the part is considered a one-of-a-kind.
This oversight or complacency has the makings of a future dis-aster.
Why do I say this? Because I have discovered that routings and software source code are very similar. I design both the electri-cal and software components of automation for a variety of fab-ricating machines used in different factory environments. Once a software routine has been written and debugged, it typically would be placed into a controlled source code library. Pro-gramming routines being placed in this library are considered gospel. Programmers accessing this library rely upon the source code to be 100% accurate and anomaly-free. When used correctly, software developers seldom have to start from ground zero, thus keeping software development costs down. Hope-fully everyone can understand the importance of keeping soft-ware routines up-to-date. Routings should be treated the same way. But from what I have witnessed at many of my jobshop clients, routings still remain inaccurate in many of the jobshops that I have visited.
How many times has a one of-a-kind product come back to be manufactured again as a two-of-a-kind product? Only you can answer this question. However, I can assure you that many jobshops do get repeat business after they ship the one of-a-kind order. If the routing was never updated, building a two-of-a-kind product can be as confusing as the first time, particularly if a different person is making the part or a fair amount of time has passed since the same part was made.
Still not convinced? Try this simple test! Go to your files and pull out a seldom used routing with an average number of proc-ess steps and give it to your production workers. Ask them how much time they spend trying to figure out what exactly their involvement is during the manufacturing process. I would in-clude the time spent searching for the supporting documenta-tion required to help explain certain processes! I believe you will be surprised at how much actual time is spent in just clari-fying the what-to-do portion of the routing. What do you think would happen if a member of your staff is new and this em-ployee is say not at the same skill level as some of your sea-soned workers? Or worse, an experienced employee retires or leaves to go and work for your competitor?
Earlier, I had mentioned the 6 basic or minimum requirements common for every routing. Here is your chance to see how FIT your routings are:
1) The sequence number is a must. This number is what establishes the correct order for manufacturing. No rocket science here. But have you considered some form of real-time tracking associated with your parts? Part numbers coupled with routing sequence numbers could provide some status information of where the part is in the overall process. Tie this information in with a specific customer order number and you could potentially provide your customer specific information regarding when their parts will be ready or where in the manufacturing process they are. Some ERP (Enterprise Resource Planning) systems already pro-vide this feature usually as an add-on option.
2) Process type, or more commonly operation descrip-tion, is a must. However, one pitfall to watch out for is

7
simply being too general. Here is what I am referring to: I was at a company which had an operation de-scribed as MILL. Within their shop they actually had several different types of mills defined as face, end, and form. I made the suggestion that it would be clearer to assign the following 3 operation descriptions FACE MILL, END MILL, and FORM MILL. You may think this a minor change. However, in reality, by breaking up this general classification into specific functions, it actually helped their material handlers. You see their job shoplayout was divided into areas such that mills of each type were grouped together in a specific (separate) area. Shop Floor Layout is a differ-ent subject that I am not going to address. This par-ticular jobshop had a high turnover rate for material handlers where they were promoted or simply moved into other manufacturing areas within the company.
3) Process description for each step printed on the routing is critical. Although I believe this to be a requirement, not everyone does. I have seen process descriptions rely solely upon the resource and work center fields to suffice for what needs to be performed. Although I believe this method appears to be somewhat cryptic in nature, I suppose workers can adapt and handle what has to be done by referring to these fields and remem-bering through sheer repetition the machine numbers and work stations for various operations. When I see this scenario in a jobshop, I point out that this is an area that can induce confusion particularly with some of the less-than-seasoned workers. However, in order to be fair with my observation regarding this shortcom-ing of some routings, I do have to admit that most of the travelers that accompany the parts usually give plenty of information to what exactly has to be done to complete the given process at the given time. This is something best analyzed by your production people.
4) Process time (a.k.a. Standard Process Time) for a sin-gle piece is where I see problems associated in the smaller to medium jobshops. These fields are typically left blank or do not even show up on the routing itself. When I have talked candidly with the workers at these smaller organizations, I get responses like “This time does not mean much because it is generated by some-one who has no clue as to what really needs to be done”, or “We finish the job sometimes sooner or sometimes later depending upon the number of prob-lems or emergencies that come up”. Unfortunately, this component of the routing does have a big effect throughout the jobshop but seems to be ignored by many. Why is this? I will simple respond by using Larry the Cable Guy’s line -- “GIT ‘ER DONE”.
5) Most routings that I have looked at do a reasonably good job in identifying the resources to be used. They usually tie a machine number or work center number to the step number which in turns defines the actual
resource used. What most shop floor people do not know is how this resource has been chosen. I would suggest periodic review of how and why resources get assigned to which process and the steps involved. Data mining in this area would be extremely helpful for both the Operators and the Industrial Engineers.
6) When it comes to setup time, I have seen many rout-ings simply report a time. For example, consider an actual routing describing a setup operation: Operation 180, Dept 55, W/C 1330, Mach 221, Qty 1, UM each, OPER. DESC. Setup, Crew 1, Pcs/Hr NA, Tot-Hours 0.4, User NA, Cnt NA, Reference 1/11/2004. Although there was a value supplied, how accurate is this time? Even if we examine additional information from other operation steps, that does not always help to define what the operator has to do before they can make parts. In this example, the crew of 1 has been given 24 minutes to setup his machine to perform the next operation on the routing. Do these 24 minutes include the time required to build up a specific tool being called out on a part program listing? Does it include the time required for the operator to have a material handling system (or person) deliver the material or required tooling? Does the time also include labor required to build a fixture? I think you may be getting the idea of how important it is to not only provide the time to complete the setup but also to provide a description to the crew, which describes exactly what is to be done for the setup step.
The above discussion highlighted is what I believe to be some of the common pitfalls the small to medium sized jobshops have with their process routings. Hopefully, it will inspire some of you to take a closer look at your routings and provide you with enough information to get you thinking and enable you to an-swer the question “How FIT are your routings?”
Part 2 and subsequent columns on this topic will emphasize the importance of accuracy and times of your routings particularly when routings are used or tied into the following:
1) How do product costs tie to your routings?
2) How do process costs tie to your routings?
3) Do your “Process Steps or Process Types)” take into account every possible resource that can perform those steps?
4) What other uses can your routings provide?
Sidney B. Schaaf is a Senior Project Engineer at the W.A. Whitney Co., Rockford, IL. He can be reached at [email protected] or (815) 761-4216.

8
If My Operations are Lean, Why Bother about Scheduling Them? “Our company is implementing Lean. Why should we worry about scheduling our operations? Why should we introduce complicated, expensive, potentially wasteful computer soft-ware? If we focus on Lean principles, why should not our fac-tory schedule itself? Are not Heijunka (Demand Leveling) and Kanban-based shop floor control all that we really need?”
With more widespread knowledge of Lean, many manufactur-ing practitioners are asking themselves the above questions. The benefits of Lean can truly be amazing, and some aspects of Lean make sense in any manufacturing environment. However, in your environment, the obvious answers may not be the cor-rect ones. In this and subsequent columns, I will review Lean scheduling and discuss where it works best and where it may not work so well. I will also review other scheduling tech-niques that you might want to consider if your situation war-rants.
Lean principles clearly are applicable to scheduling. For in-stance, the Lean Thinking approach tells us to concentrate on the Value Stream viz. the steps from design through order ac-ceptance, manufacturing, and shipping. Lean advocates view these steps as being linked together in a Flow. The Flow of product and information through the Value Stream should re-spond only to Pull from the customer. Finally, we should strive for Perfection viz. the reduction and eventual elimination of wasteful practices that do not add value to products or services delivered to customers.
On all shop floors, some prominent examples of waste are set-up time, travel time, time to rework defective products (or to replace scrapped products), and inventory (raw materials, work in process and finished goods). Lean Thinking helps us to at-tack these wastes. Through a series of kaizen (Continuous Im-provement) events, we can reduce set-ups using methods such as SMED (Single Minute Exchange of Dies). We can cut travel times and distances by implementing Manufacturing Cells. We can improve quality using techniques such as Six Sigma. If we can reduce these and other forms of waste in our manufacturing processes, there is less need to hold expensive buffer inventory that in itself is wasteful.
Lean also offers us specific techniques for scheduling our facto-ries. Demand Leveling (Heijunka) helps us to stabilize and even production flows. Heijunka takes the total volume of product requirements in a planning period and levels them out so the same amount and mix of products is being made in each production period. So, if customers order 200 Part A’s and 200 Part B’s in a 20 day month, we might make 10 A’s and 10 B’s each day.
Kanban offers us a way to schedule production through the Value Stream using Pull. In a typical Kanban-based Pull Scheduling system, there is a “supermarket” of finished goods inventory to track and measure on-hand inventories of different SKU’s. As customers withdraw a finished goods item, a physi-cal replenishment signal, or Kanban, is sent to the upstream
process that produces the item. As the process converts mate-rial, it sends a Kanban to its upstream process asking for more material. In this manner we can link all upstream processes and use Kanban signals to Pull product through the entire Value Stream. Also, we can “size” Kanbans, so that specific quanti-ties of specific items are pulled from each upstream process. If the Kanban quantities are not one, the size of the Kanban deter-mines WIP (work in process) inventory in the system.
So why will not Heijunka and Kanban-based Pull Scheduling work perfectly? They will, in a perfect world (or a world like Toyota’s where the techniques were originally developed). However, the world is not always perfect. A number of factors in your environment may give Lean scheduling trouble. Also, in some environments where Lean scheduling works well, other techniques may work better.
What environmental factors prevent Lean scheduling from working well? Typically, high variability on either the supply (production) side or the demand (customer) side gives Lean scheduling trouble. Variability is the enemy of level Flow. However, the beauty of Lean is that the Lean techniques dis-cussed above relative to reducing waste, also reduce production variability, making Lean scheduling more and more appropri-ate. With this said, sometimes it is not possible, or otherwise economically feasible, to reduce all variability in your produc-tion processes. Also, rarely is it possible to exert total control over your customers. In some markets and market niches, re-ducing customer variability is impossible. If variability is high, you will need to buffer several workcenters with larger Kanban lot sizes, and greater WIP inventory, lessening the benefits ob-tained with Lean scheduling. In these high variability environ-ments, is there a better way? The answer is “Yes!”
So far we have discussed how adopting the Lean philosophy can have a significantly positive impact on your business. We have also reviewed Lean techniques for reducing waste and variability in your operations, and aspects of Lean scheduling. In a perfect world, these techniques work great. However, if it is impossible to eliminate variability, you will not be able to achieve all of Lean’s benefits, and you may want to consider alternate approaches.
In the next column, we will discuss more specific examples of variability that is difficult to remove from your production proc-esses. We will also discuss other scheduling methods not de-rived from the Toyota Production System that many manufac-turers around the world have successfully implemented.
Charlie Murgiano is a principal with Waterloo Manufactur-ing Software (WMS). Prior to joining WMS, Charlie was a consulting manager at AT&T ISTEL and a manufacturing operations manager for TRW. He can be reached at [email protected] or (216) 382-2541.

9
Applying Lean Thinking in a High-Mix Low-Volume Service Industry
Competition is killing many companies in today’s business en-vironment. Everyday companies are going out of business and liquidating their assets due to the nature of competitive forces. You have seen it in your town, bustling business districts turned into ghost towns overnight.
Recently, I had the opportunity and pleasure of working with a food distributor who was at the doorstep of doom. The com-pany is a warehouse and delivery business. Their primary cus-tomers are restaurants and other food establishments such as cafeterias. The business faced many issues and was deeply troubled by:
1) Delivery costs that were much higher than competitors
2) Warehousing costs that were much higher than competi-tors
3) Customer service costs that were much higher than competitors
This particular business had thousands of customers and thou-sands of SKU’s. What was going to be ordered and delivered was 100% speculative. Each day was a different mix delivered to different customers at different locations. Lean Thinking and other best practices for operational improvement needed to be tailored to ensure success of this project.
Major Delivery Issues of Interest to the Customer
1) Tight customer time windows; 85% of customers required a 2-hour time window in the early A.M.
2) 85% of customers were being serviced 5 days a week.
3) Dispatching was a manual process with very little help from a computerized system. According to the employees, the system was not right for the business.
4) Drivers would spend 20-40% of their day delivering prod-uct in areas that were serviced by other drivers, or them-selves, earlier in the day. This was due to poor methods for vehicle routing.
5) Certain customers or industries had dedicated routes.
6) Drivers would routinely deliver small orders to remote lo-cations
7) Special delivery or outside express service equated to .5% of sales ($175,000) annually, which is an astronomic num-ber for annual sales of $36 million.
8) Drivers were disgruntled due to long workdays and angry customers.
9) Fuel costs have risen, and continue to rise.
10) Too many trucks were under lease given the current and projected volumes of business.
Solutions that Eliminated or Significantly Reduced the De-livery Issues
In order to understand the delivery issues, we had to deeply understand the customer base. So our first step was to stratify the customer data and develop a ranking. Customer stratifica-tion was necessary in order to understand which customers drove the business. Historically, the company’s approach had been to treat all customers the same. The ranking that was de-veloped was based on annual sales, profit margin, delivery days, growth potential and product category. We divided the custom-ers into customers we had to keep happy. They are the custom-ers that fit our “perfect customer” profile or our sweet spot. The next category was that of those customers who could one day be in the earlier category i.e. customers we had to keep happy. The last category of customers was those who required frequent adjustments in delivery service, or customers we deemed necessary to terminate.
Customer intelligence is critical for understanding the customer. The best way to gather this intelligence is to speak to the cus-tomer, but in this instance there were thousands of customers! So? We went to the company associates who had a close rela-tionship with their customers to understand customer require-ments and, in turn, delivery windows. The people who touch the customer daily are (i) drivers and (2) customer service represen-tatives. It was common for a salesman to say they needed a 2-hour delivery window between 6 A.M. and 8 A.M. However, in reality, it was perfectly acceptable if they got the delivery by 10 A.M.
After the first two activities were completed, we then began to make small master routes for deliveries that contained the most valued customers. As per the 80/20 rule, this was a small group of customers, even though they represented over 50% of the revenue. These small master routes would ensure our best cus-tomers would receive the product at the right time and with the same driver. This would comfort our core customers who clearly preferred having to deal with the same driver. There were two advantages from having the same driver servicing the best customers: First, it allows the driver to develop a relation-ship with some of our best customers. Second, it increases our delivery efficiency as the driver knows where they are going and where the product is stored. Another secondary advantage is the increase in service quality since the driver is in tune with the product requirements and can stave off possible quality is-sues before they reach the customer, in the event of a mis-loaded item or if the product is not of acceptable quality.
After the small master routes were completed, we then went into the computerized dispatching system and adjusted the de-livery times for all other customers by “expanding” their time windows i.e. any customer that fell into the latter categories was given a (wider) 4-to-8 hour delivery window depending on sales volume, growth potential and profit margin.
Next, we discontinued dedicated routes for specific customers

10
or industries. At the same time we developed delivery days for certain locations within our delivery area. These were the is-sues that put multiple trucks in the same area during the same day.
Next, we implemented the comprehensive use of the computer-ized delivery system. The system could not work due to all the tight delivery windows that were in the system. It would have required triple the current number of trucks and drivers em-ployed! Now that this issue was addressed the system worked. The orders came into the system and were dropped into the small master routes; from there the system auto-extended the routes automatically. This was far superior to the current man-ual methods for several reasons: First, the dispatcher was being pressured by drivers, salesmen and customers which led him/her to make incorrect routing decisions. The system handled 99% of these issues after the correct customer intelligence was loaded into the system. Second, while the dispatcher could not see all routes and routing opportunities, the computerized sys-tem could perform this task instantaneously. Now the routes went in logical loops, thus cutting down on gas consumption and truck requirements. We met with our leasing company and returned our excess trucks – they re-leased them and we further
enhanced our operating margin
We instituted a minimum order quantity and would not make special runs for small orders. If a customer wanted a small or-der then they had to pay an up-charge for this service.
We met with our customers and reduced the number of delivery days thereby increasing our average order size which, in turn, increased our operating margins. To my surprise, most cus-tomer were very accommodating, with the few exceptions being the large chains with contract deals.
After the routing issues were completed, we determined a fair fuel surcharge for every order. In this day and age a company cannot eat the increase in fuel or utility costs; they must be passed on to the customer, wherever possible. Most customers understood the need for this charge as they were well aware of the market increases.
We put a system into place to receive daily feedback from our drivers. This has increased our customer service and our driv-ers have a voice in the process. It makes them more amicable and our customers can feel the increase in responsiveness and service quality.
What Action/s Taken Results
Tight delivery windows Stratified customers and adjusted time windows 15% of customers have 2-hour time windows in the morning – an 80% improvement
Driver costs were higher than competitors Time windows, master routes and computer-aided dispatching
25% reduction in direct driver costs
Small orders frequently special-delivered to cus-tomers
Minimum order quantities and tight control on who could authorize special deliveries
98% reduction in special delivery costs
High fuel costs Add fuel surcharge to all orders Negated fuel price increases
Large fleet of trucks Master routes and automated routing Returned three trucks to the leasing company
Daily customer deliveries Implemented delivery days 99% of daily deliveries were eliminated
Operating losses Implemented all of the above Returned a positive operating profit within months
Results:
Most of this seems like common sense, which it is. A wise man once said, “there is nothing common about common sense”. The fact is that it takes real tenacity and dedication to immerse oneself completely into the minutiae of their business but the payoff is an order of magnitude impact. Ninety percent of the employees of the company thought we were nuts “It cannot be done!” or “We have had the dispatch system for ten years!” or “It will not work!”….yet it did!
Improvement solutions are not an art form! But, the implemen-tation of the action items to improve is an art form. It must be accomplished with buy-in from the rank and file, or else the process will never get off the ground or gain traction. These
types of improvements are out there. If Pareto’s Law is valid, and 80% of what we do on a daily basis in each and every busi-ness is waste, then there must be solutions to significantly im-prove almost every business out there.
Dan Kiehl is a Managing Director for the Parkland Group Inc. located in Cleveland, OH, which focuses on performance and profit improvement projects for all industries. He can be reached at 216-621-1985 (Cell: 440-289-3778) or [email protected].

11
Cell Design for High-Mix Low-Volume Assembly
This article discusses the design of cells in high-mix low-volume assembly environments. It briefly introduces the proc-ess of cell design, highlights elements of the design process that are essential from a Lean manufacturing standpoint and then lists the challenges faced in making those elements work in a high-mix low-volume assembly environment. The article is based on the assembly of large-sized units that are moved from one location to another with the assembly work being done standing as opposed to bench assembly of smaller parts.
What is an Assembly Cell?
Assembly cells are commonly used in manufacturing facilities. Michel Baudin [1] defines an assembly cell as a set of physi-cally linked machines or assembly stations where a family of parts is processed through a common sequence of process steps by a team of multifunction operators moving between worksta-tions at a required pace which is autonomously controlled by the team. An assembly cell is thus a collection of different proc-esses arranged in physical proximity to perform certain tasks – manual and/or mechanical. Operators are assigned to the cell to perform different tasks and the cell is required to produce parts at a rate fast enough to meet demand.
Several issues need to be considered while designing an assem-bly cell. The cell design process starts by identifying all the
component parts required to build the unit and the sequence in which they are assembled. This knowledge gives information about the activities to be performed in the assembly process. These activities can typically be broken down into smaller tasks. These tasks are assigned to different workstations and/or operators within the cell such that the total workload among all workstations or operators is balanced.
Figure 1 shows an example of the workload balance chart for a cell with five operators. The tallest bar on this chart is the con-straint operation in the cell and the cell can produce units as fast as its longest operation (Op-3 in Figure 1), which is 9 minutes. This cell would produce 1 unit every 9 minutes and this rate is called cycle time of the cell. To determine number of operators to be assigned to a cell one needs to know the demand rate for that unit. This rate is called takt time in the Lean Manufacturing literature. The cell needs to be staffed such that its cycle time is at least as much as or faster than the takt time. While assigning tasks to operators, one also needs to iteratively consider prece-dence of assembly tasks, location at which incoming material is supplied, and the path traveled by an operator to perform sev-eral different tasks. This information is then used for determin-ing locations of various workstations.
The objective of cell design is to assign assembly tasks to op-erators, determine assembly sequence, and define locations for
Operator Workload Balance Chart
0.001.002.003.004.005.006.007.008.009.00
10.00
Op-1 Op-2 Op-3 Op-4 Op-5
Figure 1: Operator Workload Balance for Assembly Cell

12
workstations and material while making the most efficient use of manpower assigned to the cell ex. evenly distributing the workload among all workstations, such that all the bars in Fig-ure 1 are of fairly equal height.
Information Requirements for Assembly Cell Design:
The following information needs to be available to design cells as per the objective mentioned above:
• Assembly bill of materials
• Time-study data for various tasks to be performed
• Precedence constraints for assembly tasks
Once the cell is designed to run with certain number of opera-tors, the information on cell setup needs to be documented in a Standard Work document. Standard work is an important ele-ment of Toyota Production System (TPS) and Lean Thinking, which define it as the current most efficient way to produce product. TPS/Lean relies on following it religiously to reduce variation. The standard work document for an assembly cell would typically indicate:
• Number of operators used in the cell and cell’s cycle time
• Assignment of various tasks to different operators, sequence in which tasks need to be performed, and the time required to perform them
• Location of various workstations and tools
• Type and quantity of different types of parts required for each assembly, material delivery points, and WIP location
Challenges of High-Mix Low-Volume Assembly:
The tasks involved in design of an assembly cell require thor-ough study of the product typically done by a person with spe-cialized skills such as an Industrial Engineer. In a high-volume production environment, the large amount of time spent is justi-fied because once the cell is set up it stays in production for a long time. On the other hand, a high-mix low-volume producer does not have this luxury for two reasons:
• The short-lived nature of the cell means the Industrial Engineers would be constantly busy designing cell setups
• The amount of time spent by specially trained Indus-trial Engineers is amortized over only a small amount of product. Thus, overhead cost per unit is quite high in a high-mix low-volume environment compared to the high volume situation
Thus, high variety and low production quantities make it diffi-cult to apply/work what is an important element of TPS/Lean in a high-mix low-volume environment.
Solution for High-Mix Low-Volume Environments:
The solution to tackle this challenge encompasses two concepts:
• Identifying similarity among assembly tasks for differ-ent parts, and
• Using computation power to do much of data manage-ment and processing
The decision to build certain units in an assembly cell is made based on the similarity of assembly tasks performed to build that unit, even thought the units built are quite different from each other. One needs to take advantage of this similarity – at the assembly task level as opposed to part or unit level – to tackle the challenges of high-mix assembly.
High variety also means that the amount of information to be handled is very high. Because of this, manual methods used in low-variety “lean” production environments (such as kanbans, heijunka boards, etc) are typically inadequate in high-mix pro-duction facilities, and computational tools are often necessary to manage and process data. While employing computational tools in a high-mix environment, one still needs to follow the basic principle that Lean adopts when manual methods are being used: keep things simple. The computational tool developed needs to be simple to use by performing all intricate transac-tions behind the screen in order that the user does not get con-fused or overwhelmed by the display.
Case Study:
We developed a simple computational tool for a high-mix low-volume assembly cell in a store-fixture manufacturing com-pany. This assembly cell builds store-fixtures that are produced as per customer demand. Each fixture is unique to each cus-tomer and there are very few common parts. But, the assembly tasks involved in building different fixtures in this cell are quite common among different units. We developed a database appli-cation using Microsoft Access that takes advantage of this com-monality of tasks and produces standard work instructions for designing assembly cell setups for building different units with different takt times. The typical time required for producing one cell setup is less than 30 minutes.
The work done in developing this application can be broken down into four broad phases:
Step-1: Study of the cell and product mix
Step-2: Development of basic structure, data collection, and data entry
Step-3: Training of end-users
Step-4: Development of standard work documents as needed
The work involved in the first two steps is primarily a one-time activity and is done at the beginning of the project. Step-3 is performed at the beginning of implementation and additional

13
training can be conducted as needed. Step-4 is generation of standard work documents as needed.
The first stage of the application includes studying the produc-tion cell(s) to be served by this application. The study begins with getting a list of all the units built in the cell. Once all as-semblies made in the cell are identified, the next step is to study the components that make up these assemblies and then catego-rize the components into different types based on the activities performed with each component. The reason for classifying different part types is to be able to list all possible activities related to each part type. After identifying all the activities, the next step is to break each activity down into different tasks per-formed. Time studies are then conducted to find process times for these tasks.
In the second step, a database is developed to store information on activities, tasks, time-study results, etc. The same database can be used for managing that information for developing cell setups or a separate application can be developed for that. In Step-3, the end-users of this application are trained. This in-cluded training on reading the standard document as well as some concepts of flow, such as identification of constraint, un-derstanding takt time & cycle time, cell setup times, etc. The user needs to be trained identify skills required for different operators and assigning operators to respective positions in or-der to utilize their strengths. The user also needs to identify the constraint operation in the cell from operator workload balance chart so that appropriate person can be assigned to this critical position, which determines the cycle time & hence throughput of the cell.
Step-4 involves generating the standard work documents. The user has to develop a new cell setup (and print corresponding standard work document) each time there is a new unit or change in the demand rate. Once a standard work document is developed for one unit to meet a certain demand rate, the same document can be reused until there is a change in the design of the unit or any of the task times have changed due to techno-logical or operational improvements.
Benefits:
In the case mentioned above, we noticed two types of benefits:
• Improvement in cell’s efficiency as measured by units produced per man-hour
• Reduction in cell setup changeover time between prod-ucts
The improvement in cell efficiency results from better utiliza-tion of available manpower as the cell is balanced better. Varia-tion in cell efficiency was also reduced overtime as the cell was set up and run according to a standard document. The improve-ment in cell setup time was also important since setup change-overs are quite frequent in high-mix low-volume assembly.
Limitations:
Every tool has its limitations and the application developed in the case-study is not without its own. One of the chief require-ments for this application to be successful is to have a flexible cell that can be easily reconfigured as needed – both in terms of cell layout as well as breaking a job into different activities and assigning to different operators. Rigid cell layout with same level of task assignment could result in longer walking dis-tances for the operators, which would increase cell’s cycle time due to longer processing time at the constraint, operator fatigue, etc.
Summary:
This article discussed the challenges faced by implementing a lean concept in a high-mix low-volume assembly environment and presented one solution to overcome those challenges. It is important to emphasize that most of the principles of Lean Thinking or Toyota Production System can be applicable to a high-mix environment, but the methods are not. This requires us to invent new tools and methods to benefit from lean principles in high-mix low-volume environment.
References:
Baudin, M. 2002. Lean Assembly: The Nuts and Bolts of Mak-ing Assembly Operations Flow. Portland, OR. Productivity Press, Inc. ISBN: 1563272636.
Shardul Phadnis is the Director of Continuous Improvement at idX-Baltimore. He can be reached at [email protected] or (410) 551-3600 x2224.

14
PFAST (Production Flow Analysis and Simplification Toolkit) is a software tool that executes a suite of different algorithms and produces several outputs that together constitute a PFAST Analysis Report. Using one, or some combination, of the vari-ous outputs contained in the PFAST Analysis Report, a variety of strategies (Lean Advisory Tools, LAT’s) can be implemented
to achieve Flow Production in any high-variety low-volume (HVLV) manufacturing facility. This paper is one in a series of papers that will describe different LATs that can be imple-mented using PFAST and, if necessary, other commercial soft-ware.
Lean Advisory Tools (LAT) for Design and Operation of Jobshops
Overview of the Strategy: Most jobshops have a very wide range of products with different routings that are produced in low, medium or large quantities. Because of this inherent com-plexity, it is difficult for managers and engineers to determine the feasibility of any sort of flow production. But, flow produc-tion is possible in almost any jobshop, at least for a portion of their product mix! P-Q Analysis, the simplest algorithm imple-mented in PFAST, is the first step in sorting through this tangle. Although simple, this analysis almost always brings surprising new insights to managers and engineers caught up in the morass of daily problems.
P-Q Analysis helps to segment the product mix into Runners, Repeaters and Strangers based on the annual production volume of each product. In fact, Pareto’s Law provides empirical proof that any product mix could be divided into a low-variety high-volume (LVHV) segment and a high-variety low-volume (HVLV) segment. Bicheno states that “…a Runner is a product or product family having sufficient volume to justify dedicated facilities or manufacturing cells. This does not mean that such facilities need to be utilized all the time, merely that it is eco-nomic or strategically justifiable to operate such facilities on an as-and-when basis, and not to share them with other products. A Repeater is a product or product family with intermediate volume, where dedicated facilities are not justifiable. Repeat-ers should be scheduled (for production) at regular slots. Even though the quantity may vary, the slot time should remain ap-proximately constant. This brings advantages of order and dis-cipline. For instance, maintenance and tooling know that a par-ticular job requiring a particular die is needed each Tuesday morning. Suppliers get used to that regular order, setup re-sources are made ready, the forklift truck may be standing by, and so on. Regularity is the key (for producing Repeaters): Produce once per day at the same time; if this is not possible then (say) Monday, Wednesday and Friday at the same times; if this is not possible then (say) every week at the same time, and so on. A Stranger is a product or product family with a low or intermittent volume. Strangers should be fitted into the sched-ule around the regular slots for Repeaters. They have the lowest priority (in the production schedule)…”.
Next, break up and reorganize the existing facility into separate “mini-facilities” to separately produce each segment of the product mix. Each “mini-facility” should have an appropriate layout, equipment flexibility, material handling system, work-force flexibility and skill levels, inventory control policies, scheduling system, etc. suited for the particular segment of the product mix assigned to it. For example, assembly lines, trans-
fer lines and multi-product flowlines are best suited for the low-variety high-volume product mix segment. Whereas, multi-product cells, flexible manufacturing cells, hybrid cellular lay-outs and functional layouts are the preferred factory configura-tion for the high-variety low-volume product mix segment.
Justification for this Strategy: The same production system will not be optimal for the two distinctly different – low-variety high-volume (LVHV) and high-variety low-volume (HVLV) – product mix segments identified using P-Q Analysis. The main reason is that the long vs. short production runs caused by the high vs. low production volumes, respectively, significantly impacts:
• the number of setup changeovers,
• the speed of operator learning and de-learning of any task,
• the stability of equipment/process parameters during opera-tion of any machine,
• the methods used for production planning and control, in-ventory control, buffer management, operations scheduling, supply chain management, etc.,
• the type and extent of cross-training of employees,
• the diversity of work assigned to a particular employee,
• the level of flexible vs. dedicated automation matched with the diversity of products,
• the amount of inspection and automated process control for any task,
Numerous other operating conditions and performance meas-ures, such as throughput, WIP and operating costs, of any manufacturing (or production) system are influenced by produc-tion volume.
Implementation of this Strategy: Muther’s method of P-Q Analysis can be used to segment the product mix based on the annual production volume of each product. This helps to deter-mine the type of layout for any manufacturing facility – flow-line, jobshop, cellular (or some combination or a split of these three basic layouts) – best suited for each segment.
The typical P-Q Analysis curve for an HVLV facility will show, at the left end of the curve, a relatively few products being pro-duced in large quantities (low-variety, high-volume, LVHV). These products are best produced on single- or multi-product production lines or in product-focused cells. The right end of the same curve will show a great many different products being
LAT #1: Product Mix Segmentation using P-Q Analysis

15
produced in small quantities that tend to be produced in a proc-ess (or departmental) layout, often referred to as a “jobshop layout” (high-variety, low-volume, HVLV).
A “shallow” P-Q curve suggests a process layout for producing the entire product mix. Whereas, a “deep” curve suggests di-viding the product mix into two or more segments and dedicat-ing separate production areas, each with a different layout, to produce a different segment of the product mix.
An essential starting point for any jobshop undertaking a Lean initiative should be to understand the shape of their P-Q Analy-sis curve and revise their product mix!
Illustrative Example from an Industry Project: Table 1 shows the input data for P-Q Analysis that must be provided to PFAST (where P= Part or Product and Q= Quantity or Produc-tion Volume). PFAST uses only the “Part” and “Quantity” col-umns of data in this spreadsheet. Typically, the “Quantity” (# of pieces shipped) and “Revenue” ($ earned) for each part are for a year, or longer production horizon. The “Routing” is the sequence of workcenters that a part must visit ex. Part No. 1 (80-A37353) has the routing:
17→6→2→11→10→29→54→55. Figure 1 and Table 2 are the graphical and tabular versions, respectively, of the P-Q Analysis output produced by PFAST. Question: Is this product mix only LVHV (low-variety high-volume), only HVLV (high-variety low volume) or some combination of the two extremes?
Sekine and Arai recommend checking if the P-Q Analysis curve is “shallow” or “deep” using 3 ratios as follows:
• Check the 2:8 ratio line i.e. the first 20% of the total num-ber of products accounts for 80% of the Total (or Aggre-gate) Product Quantity.
• If that condition is not met, then check the 3:7 ratio line.
• If that condition is not met, then check the 4:6 ratio line.
As the ratio increases in value from 0.25 to 0.67, that would indicate that the product mix is not dominated by a few high-volume “Runners”, and that the product mix contains medium-volume “Repeaters” and low-volume “Strangers”. According to Sekine and Arai “… production lines that fall into the 4:6 ratio category can be called wide-variety small-lot production lines. The typical Japanese factory falls into this category, but many are having problems succeeding at this kind of production”.

16
In Figure 1 the Parts are sequenced from left-to-right along the X-axis in order of decreasing Quantity of each part. The Y-axis on the left side of the graph shows the Quantity of each part; whereas, the Y-axis on the right side of the graph shows the Aggregate Quantity for any subset of parts selected based on the three ratios recommended by Sekine and Arai. In Figure 1, the P-Q Analysis curve is “deep” and shows a potential segmenta-tion of the product mix into three segments: High-Volume (Runners), Medium-Volume (Repeaters) and Low-Volume (Strangers).
In Table 2 (page 17) where the parts have been sorted in order of decreasing Quantity, the three ratio lines are shown for 60%, 69% and 80% of the Total Aggregate Quantity (which is 1,766,478, as shown in Row # 79 of the table). With reference to the table:
• 13 parts (= 16% of the entire product mix of 79 parts) ac-count for 60% of the Total Aggregate Quantity,
• 17 parts (= 21% of the entire product mix of 79 parts) ac-count for 69% of the Total Aggregate Quantity
• 29 parts (= 29% of the entire product mix of 79 parts) ac-count for 80% of the Total Aggregate Quantity.
So, using Figure 1 and Table 2 to answer the question that was posed earlier in this section – Is this product mix only LVHV
(low-variety high-volume), only HVLV (high-variety low-volume) or some combination of the two extremes – I chose to break up the product mix of this forge shop into two segments, one comprised of the top 23 parts (corresponding to the 29:80 ratio line in Table 2) and the other containing the remaining parts. Question: How would you divide the sample of parts listed in Table 1?
Suggestions for Improvement Projects using this Lean Advi-sory Tool (LAT): How does one translate the results obtained using this LAT into improvement projects (or kaizen events) that:
• reduce/eliminate the Seven Types of Waste?
• increase throughput at capacity constraints?
• reduce inventory levels of key products?
• reduce operating costs?
• etc.
Here are some examples of the follow-on projects that could be undertaken after product mix segmentation using P-Q Analysis is completed:
• The typical product mix in an HVLV facility tends to be

17

18
large. Therefore, collecting the relevant data for all prod-ucts would be difficult and costly. Assume that manage-ment desires to conduct one or more kaizen events that focus on reduction of material handling costs, standardiza-tion of storage containers, and improvement of shopfloor communications. This would require data collection to generate Value Stream Maps, Flow Process Charts and Material Handling Planning Charts, as part of a larger Sys-tematic Handling Analysis (SHA) initiative. Using P-Q Analysis, one could quickly select one (or more) products from the High-Volume segment, and ignore the Low-Volume products for the time-being.
• For any pair of workcenters in any manufacturing facility, a key driver of Material Handling Cost is the total time that material handlers spend moving material between those two locations. This time is a function of travel distance between the locations and the number of trips made be-tween them. The number of trips is directly proportional to the total volume of different products in whose routings these two workcenters appear consecutively. So, if it is desired to lower the total Material Handling Cost for a fa-cility, P-Q Analysis would immediately point to those com-binations of workcenters that feature in the routings of the products in the High-Volume segment.
• Both segments of the product mix – low-variety high-volume and high-variety low-volume – could be analyzed for the existence of products with identical or very similar routings. For each product family identified in the High-Volume segment, a multi-product flowline or a flexible multi-product cell could be designed. For each product family identified in the Low-Volume segment, a flexible cell could be designed for each family with supporting kaizen events for setup reduction and multi-machine replacement with flexible automation. This strategy of grouping prod-ucts into families based on similar routings is called P-R Analysis (where P= Part or Product and R= Routing). Comprehensive Quick-Read Guides that have been written on P-R Analysis Type I (Product-Process Matrix Analysis) and P-Q Analysis Type II (Product-Routing Cluster Analy-sis) are available at http://www.zipedu.com/irani.html.
• For the remaining products in the Low-Volume segment that do not belong in any family, a profitability analysis for each product may be warranted to determine if it could be “culled” from the product mix. Unless, of course, some of those products are being supplied to the very customers who order products that belong in the High-Volume seg-ment, i.e. if significant sales of High-Volume products are dependent on these Low-Volume products. Or some of these products are new (or prototypes) that are just begin-ning to gain volume and have features/benefits that custom-ers want? I personally know the Plant Manager at a local sheet metal fabrication jobshop who refers to their annual product mix rationalization as “sending our difficult and costly products to our competitors”. Another possibility is that the prices of these products could be raised signifi-cantly so that they become very good profit contributors
even though they are produced in small quantities. In es-sence, a profitability analysis combined with a focus on identification of part families, should be conducted before any products are eliminated from, or added to, the existing product mix.
• Inventory control for the products that belong in the “Runners” segment can be done using Supermarkets and Kanban-based replenishment. If product families (based on common raw materials, raw material sizes or shapes, etc.) exist within that segment, then dedicated storage locations, use of common containers and handling devices, joint in-ventory replenishments, flexible pegging of raw material inventories to orders, standardization of materials, etc. could be exploited in the design and operation of the Super-markets for these products (and their subassemblies).
• Scheduling of deliveries by material handlers for the prod-ucts that belong in the “Runners” segment can be done us-ing timed routes (“milk runs”), especially if product fami-lies exist within that segment. For example, in Table 2, all the 80-40XXXXX items in the “Runners” segment share almost the same routing which makes them a high-volume product family! So, at least one material handler could operate on a timed delivery route connecting the work-centers in the manufacturing routings for this product fam-ily.
• Production volumes often dictate the approach for produc-tion planning and scheduling that is best suited for the products in different segments identified using P-Q Analy-sis. Bicheno states that “…Runners are of little concern so long as there is adequate capacity. They enjoy their own resources. Repeaters form the backbone of the schedule and should be slotted in at regular intervals as often as ca-pacity will allow, maximizing flow and minimizing inven-tories. Make transfer batches smaller than production batches. Then fit the strangers around the repeaters…”. However, I think that this scheduling approach is limited to assembly line-type production facilities that produce the HVLV segment of any product mix. Whereas, for the LVHV segment of any product mix, especially in small jobshop-type production facilities, Finite Capacity Schedul-ing (FCS) is the correct scheduling methodology.
• A drawback of P-Q Analysis is that it does not factor in the Number of Orders placed for the part, and the time interval between each order. The average size of each order and the average inter-arrival time between repeat orders for the same part further helps to classify a product as a “Runner”, “Repeater” or “Stranger”. For example, two or three prod-ucts that get classified as “Runners” due to high annual values of Q could be “Strangers” since they were made/built in large quantities in a short period of time during the year. This enhancement of P-Q Analysis, P-Q-T Analysis (where T = Time), will be discussed in a future LAT. In this extension of P-Q Analysis, “Runners” are (High-Volume, Low-Demand Variability) products, “Repeaters” are (Medium-Volume, Medium-Demand Variability) prod-

19
ucts, and “Strangers” are (Low-Volume, High-Demand Variability) products. P-Q-T Analysis could potentially play a significant role with regard to cross-training in HVLV facilities as follows:
• One of the challenges of implementing one or more cells in a jobshop is the unstable distribution of demand for the products being produced in any cell during the year. If demand were very stable throughout the year (Long Term Agreements), then each cell could have one or more em-ployees dedicated to it. But, this is often a very unlikely scenario in a jobshop. Consequently, the jobshop will ei-ther (a) run a particular cell during certain periods in the year to meet demand for its products, then idle the cell and move all of its employees to other cells or (b) run the cell throughout the year but vary its staffing levels during the year, based on demand during different production periods. This turnover of employees who work in a cell could com-plicate cross-training of employees. This is because key reasons for implementing manufacturing cells are team-work, cell autonomy and distributed decision-making. Also, a good cell leader will ensure that his/her employees get trained in several critical skills/functions required in that cell. But, with employees migrating between multiple cells, consistency and commitment for cross-training of temporary employees assigned to any cell could vary across cells. Therefore, company leaders will need to de-velop and sustain a cross-training initiative that facilitates the training of any employee who is required to work in cells other than the primary cell to which he/she may have been assigned. This development of a mobile workforce capable of supporting multiple cells in any shift depending on the production requirements is a non-trivial problem. In addition to the cross-training that these employees will re-quire, other elements of a support system for them could be (i) an intranet that can be accessed anywhere at any time by any employee who is seeking information on the new tasks that he/she has to perform and (ii) an acceptance by each of these “migratory” employees that they will be held ac-countable for the quality and output of their work, regard-less of the diversity and variability of the work that they do. Lastly, a situation could easily exist where some employees are ideally suited for and willing to do short-run work whereas others do well when engaged in repetitive work with little variation over time.
• Hitomi states that “… even for the simplest of operations, the unit operation time decreases as the operation is re-peated. This is due to the increase in the operator’s level of skill, …. (among other factors) … this phenomenon is called the Learning Effect. The effect is large where the cumulative production quantity is small, and decreases as the cumulative production quantity increases. Accordingly, this characteristic is especially important in jobbing and low-volume lot production …. In a typical Learning Curve (or Manufacturing Time Forecasting Curve), … once the flat section of the learning curve is reached, the problem of performance rating is simplified; however, it is not always possible to wait this long in developing a time standard,
especially in jobbing production. In this case the analyst must have acute observation ability and mature judgement. Alternatively, standard data based upon MTM (Methods-Time Measurement) may be used…” In a typical jobshop, the distribution of demand during the year for certain prod-ucts easily fluctuates. Consequently, significant time could elapse between when two batches of the same product fam-ily are built. In that case, employees will have to “climb the learning curve” each time that they transition between two different product families. This problem is similar to that of sequence-dependent setup changeovers on a capac-ity-constrained workcenter that must process a wide variety of parts, but instead applied to employee skills and learn-ing/de-learning speeds. A potential solution would be to use Group Technology methods, combined with MTM studies, to identify what attributes of each product family significantly impact learning speed. The fact is that, de-spite their claims of being jobshops, most such manufactur-ers do make similar products. Knowledge of the similari-ties and differences between various representative prod-ucts would facilitate the preparation of documentation and training programs to eliminate or mitigate the Learning Effect in HVLV facilities.
Acknowledgements: I wish to acknowledge several individu-als – Wayne Earley, Quarterman Lee, Shardul Phadnis, Pablo Quintana, Robert Tristani – whose editorial comments contrib-uted to significant improvements in the original draft of this paper.
Comments and Feedback on this LAT? For each of the im-provement projects listed earlier a LAT on that strategy is going to be written in the future. However, if you are currently doing a JobshopLean project, or are planning to do one, and would like to have a LAT written specifically on that application, by all means please feel free to email me at [email protected] or call me at (614) 688-4685.
References
Bicheno, John. (2000). The Lean Toolbox. Buckingham, UK: PICSIE Books (http://www.axiom.co.uk/picsie). ISBN 0-9513-829-9-3.
Burbidge, John L. (1996). Production Flow Analysis for Plan-ning Group Technology. New York, NY: Oxford University Press. ISBN 19-856459-7.
Hitomi, K. (1975) Manufacturing Systems Engineering: A Univfied Approach to Manufacturing Technology and Produc-tion Management. London, UK: Taylor & Francis.
Irani, S. A. & Huang, H. (2005) Hybrid Cellular Layouts: New Ideas for Design of Flexible and Lean Layouts for Jobshops. Columbus, OH: Zip Publishing (http://www.zipedu.com/HCL.html).
Muther, R.A. (1973). Systematic Layout Planning: Chapter 3. Kansas City, MO: Management and Industrial Research Publi-cations. ISBN 0-933684-06-1.

20
The goal of this column is to provide quick and simple advice to the jobshop owner who seeks to implement best practices. For example, during a recent tour of a fabrication jobshop to assess their efforts to implement Lean, the President/Owner repeatedly said that he was finding it difficult to get his employees to em-brace Lean Thinking as part of their day-to-day work. For any buzzword like Lean or Six Sigma or Quick Response Manufac-turing to “stick” in a small organization, the employees have to see and be convinced that their boss and top execs are “with the program”. How could the President/Owner of this small shop, who by the way is a friend of mine, lead his people by personal example to whole-heartedly adopt Lean Thinking? Here are my views on some basic qualities of leadership that this owner must have (or develop) and demonstrate.
The 4H’s of a Good Leader There are the 3P’s (Production Preparation Process), then the 5M’s (Man, Machines, Methods, Materials and Measures) for problem-solving using Ishikawa Diagrams, and, of course, the 6S’s (Sort, Shine, Set, Standardize, Sustain and Safety) of vis-ual workplace design. Well, how about the 4H’s of being a good leader? Head, Heart, Hands and Hoofs. Yes, I mean Hoofs! Now you could get really mad at me that I would call you, who are a successful and respected owner of a small shop, a horse or a moose? You would have preferred FEET. Right? But then it would no longer have been sexy to propose the 3H1F instead of the 4H’s. Nope! The hoofs are for you to walk your facility to see waste, to note opportunities for im-provements, to get a pulse of who is goofing off versus who is doing a stellar job, and more. So here are the 4H’s of good leadership that I described over lunch to this jobshop owner friend of mine: HEAD:
• Be creative in seeking avenues to increase cash flow
• Keep abreast of latest developments and ensure that you yourself are very knowledgeable about Lean
• Do not expect a consultant or employee to do the thinking for you!
• Understand your business and bid on work that fits within your core competencies
• Spend extra time to do a Risk vs. Benefit analysis when you choose to enter into new markets and bid on complex jobs that you have not run even once before
• Hire new employees who are aware of the latest develop-ments in your industry
HEART:
• Be 100% sure that Lean is going to work for you
• Be passionate about making your business succeed
• Treat your employees like family and make them feel that
their success is your success
• Have the courage to accept that an employee may know better than you
• Have the courage to get rid of old-timers who are proving to be anchor-draggers and retain younger employees who may have the right attitude to embrace Lean
HANDS:
• Wave to your employees as you walk through the facility daily
• Shake the hands of those whose work shines
• Reach into your wallet to pull out money for training and investment in your employees and facility improvements
• Embrace your employees (Have you observed Dick Ver-meil, the coach of the Kansas City Chiefs, as he interacts with his team on the sidelines during any NFL game?)
• Participate actively in improvement events so you can show by example how to do things
• Demonstrate your own competence, be a teacher and tutor and mentor, and not a boss for once!
• Give the heave-ho to old-timers who are proving to be an-chor-draggers
HOOFS: • Walk your facility, and when you see examples of waste,
note them, maybe take a photo; then, return to your office and create a PowerPoint slideshow, indicate various oppor-tunities for improvements in each photo, and attach a $ value to each (Tell your employees exactly how you would like them also to see and value waste!)
• Look around your shop and get a pulse of who is goofing off versus who is doing a stellar job
• Go and post results on the notice board that acknowledge specific employees for how much their suggestions saved you (or earned you more in terms of additional business that you attracted)
• Drive out to your customers and tour their facilities so you can benchmark and learn from them
• Drive out to your suppliers and tour their facilities, maybe try to teach them Lean so they "get with the game" and complement your own internal projects
That is it! If you would like to add to the 4H's of leadership that are essential to implement Lean in small, resource-constrained companies, go right ahead and respond to this column. And, if you wish to write this column for the next issue of the Job-shopLean journal, please let me know.
Dr. Shahrukh A. Irani is an Associate Professor in the De-partment of Industrial, Welding and Systems Engineering at The Ohio State University, Columbus, OH. He can be reached at [email protected] or (614) 688-4685.
Just My Two $en$e

21
Pressure on Prices: How will you Respond?
Increased telecommunications technologies are making it easier for customers to shop globally for lower prices. While custom-ers everywhere are enjoying more options and lower prices, here in North America, raw material and energy costs are rising, creating unprecedented challenges for manufacturers. Only a select few are able to pass the increased cost to their customers while most are sacrificing profits to stay in the game. How will you respond to this power shift?
Before we begin I would like to say that I am honored as well as delighted on the invitation to be a part of this eJournal. The sug-gestion of exploring ideas that go beyond the applicability of the “Toyota Production System” is refreshing. In my opinion, this is a very important topic in multi-product and variable-demand environment often found in the SMB (small and me-dium-sized business) sector.
Where is the Opportunity? When manufacturers are unable to pass the increased cost to their customers, they usually adopt one or both of the following strategies:
1) To reduce the internal costs of producing products and services, and
2) To discontinue the unprofitable products, services, channels or customers.
In either case, they first need an accurate measurement of costs to determine true profit margins for each product and service. Without a true assessment of the costs it is difficult to identify where the opportunities lie and what can be done about them. Furthermore the interest is less in what their costs were in the past and more in what they will be in the future for them to stay competitive.
Most companies focus on tracking past performances and then tend to extrapolate from that to forecast future operational re-quirements and capabilities. Unfortunately, your past perform-ance, no matter how successful, was based on different work requirements, demands, customer needs, and market conditions. Operating approaches and strategies that may have helped you in the past may not produce the desired result in the future be-cause the environment has changed. In multi-product environ-ments where demand fluctuates routinely, such as in high-variety and low-volume scenarios, this is an everyday event.
Measuring revenues is not a problem but getting true cost of each product and service is. Most companies keep good ac-counting data and the problem is not in adding up the cost. The problem is in distributing them to each product and service. If your product mix, demand volumes, and how you produce your products or services do not change significantly then you can use standard costing with variance analysis to get a fairly good assessment. But, that is not the environment in which the typical SMB operates. The high variety of products and fluctuating demands make the standard cost data misleading. The per-piece cost for each unit of product depends on the dynamics of the operating environment on the shop floor at the time that piece
was produced. The product mix and the demand volumes im-pact the activities required to meet the demand. The activities composition plays the most important role in how to absorb the costs – in particular the costs of technology, capital investment, back office, design, maintenance, holding inventory, etc.
Today your operational environment is different from when the standard cost structure was developed. Today the product mix is different, the demand volumes are different, and in many cases, the policies and procedures are also different. A considerable constitution of the activities by people and machines required to deliver the products or services is new. Most companies in the SMB sector do not have the resources to update their cost struc-tures frequently hence we find them to be out of date in great majority of situations. In some cases we have seen standard cost information to be more than several decades old. Clearly the company made a different set of products back then, than it does today.
For the sake of discussion let us assume that we can overcome all these inadequacies, but the main problem still remains that this is historical information and not forward looking into the future. In your quest to respond to the price pressures when you make any significant change in your operating dynamics, you will be operating in a new and different environment. Your de-cisions on what to do must be made with the cost structures based on the yet unknown future. If they are based on the past cost structures then you are more than likely to go off course.
Uncertainty engenders partial solutions and misapplications
When faced with the rising pressure on prices, we find that managers often jump to conclusions – improve process effi-ciency, improve throughput, reduce inventory, reduce labor cost, outsource to a cheaper producer, etc. These are good things to do per se, so long as you are taking the cost out of the system and not merely shifting it to another area. In majority cases we find shifting costs to be the more common response. But, more importantly, the elimination in cost must be signifi-cant enough to make an impact. Very often managers forget to ask the four basic questions:
• Can it be done? Is it possible? If not, then what additional capabilities are needed? • Will it be profitable? • What is the impact of my decision across the product mix and the functional capabilities of the organization? • How do I get to my desired future (the roadmap)? In the absence of answers to these questions, the environment is fertile for half-baked ideas based on correlative thinking and rules-of-thumb, and misapplications of sound principles. Let us consider the implications of this uncertainty. The results are far reaching that affect not only the accountants and senior manag-ers, but also the operations personnel. Process managers are asked to redesign the process and policies that will reduce costs and increase profits in future based on historical information.

22
Without a reliable framework they do not know for sure whether their solutions will bear any fruit. They are left to use vague guidelines, which depend on inaccurate information, without questioning the accuracy and accepting on faith. They shoot in the dark and hope to kill. Misapplications are rampant throughout industry.
An example of misapplication and shifting costs Let’s consider an example of a truck power-train component supplier. The company manufactured twenty four product fami-lies with several hundred individual SKUs. The demand of vari-ous products varied from a paltry 2 units for some to several thousand for others over a four-week long period. The plant operated in a batch fashion with two primary routings but no direct connecting flow between workstations. In other words, each work station continued to produce until it ran out of work to do. The plant financials were good with overall net income at almost 7% of sales. Unfortunately, WIP piled up everywhere. Management decided to convert the batch operation into a flow line to improve efficiency and reduce WIP.
Using an aggregated constraint capacity analysis tool they were convinced that their plan was feasible. They sized the buffers based on historical performance and line balancing showed a lot of promise. They estimated the WIP to decline precipitously with overall increase in bottleneck efficiency. Using the stan-dard costing model, adjusted for the expected improvement in efficiency, they believed they were going to save a lot of money.
The reality unfortunately was not as they expected. Reduced WIP choked the flow and the machine utilization rates suffered significantly reducing the overall throughput by about 20%. The financial result was a disaster; the overall net income fell to negative 3% of sales. They not only lost on the bottom line but they also lost on the top line since they could not produce enough to meet the customer demand and had to outsource to fill the gap.
The problem was not in their objectives but in their analytical tools and the applicability of the principles. They were attempt-ing to squeeze a square peg in a round hole. The problems ema-nated from two causes:
1. The processing requirements at workstations depended on individual product type, and
2. They did not understand how the machine failures would impact the dynamic interactions throughout the process.
If the processing requirements at workstations in a line depend on each product then with each change in product batch the dynamics of the entire line changes. Not having large enough buffers (WIP) in between workstations to attenuate the dynam-ics of the process flow caused the line to experience significant amount of blockage and starvation. They could not anticipate this because they used a static model of aggregated constraint capacity. These are steady-state models and cannot show the dynamic effects. A dynamic analysis was required for the job. Furthermore, they used the standard cost data from history but
the activities composition was so different in the flow line that the old cost structure had no applicability at all.
Response to price pressures The above situation is a common occurrence in any multi-product shop with high-demand variability. Static capacity models and standard costing or machine run-rate approaches to calculate individual product costs are not valid methodologies. Decisions made using these approaches will always be wrong. You may find partial successes but will never be able to tap your full potential. The activities based cost and management (ABC/M) techniques can help but only after the fact. After all, ABC is an accounting device and not a management tool to create the future. A similar situation would rarely exist in a low-variety with long-run setting. The solution requires a tool that assesses the dynamic changes in the process and the corre-sponding activities composition to build the resource require-ments and financials for the future environment.
Profit Mapping is a tool for aligning operations with future profit and performance. It focuses on the activities performed by people and machines to improve process effectiveness and growth. Here we construct an activities composition of the proc-ess, understand the dynamics of how it changes over time, and tie this information to the resource requirements and the cost to produce products or services. As business conditions change – such as changes in product mix, demand, product or service delivery capabilities, vendor performance, business strategy, etc. – Profit Mapping reassesses the resource requirements and cost/profitability implications of the new and changed activities composition. The capability of Profit Mapping is in its ability to directly connect the controllable parameters to the business ob-jectives within the capabilities and constraints of your organiza-tion. It is a radical yet intuitive enhancement to operational de-cision making process that is equally suitable from executive to shop floor decision making.
In subsequent issues of this journal I will explore with you sev-eral real-life examples of using Profit Mapping. We will iden-tify parameters that we can control within our capabilities and constraints to reach our financial as well as other business ob-jectives. This is one of the fundamental principles of the Profit Mapping methodology. In applying Profit Mapping we take an agnostic view towards the improvement philosophy and evalu-ate the consequences of decisions, irrespective of their origin or basis, from the process, resources and financial perspectives. Our focus is not on what happened in the past but to look for-ward to the future.
I believe the complexity in multi-product and high-variability in demand environment is immense where traditional single-focus methodologies and generic guidelines are not acceptable. A systematic approach focusing on the business goals – not on the intermediary issues such as efficiency, throughput, inventory levels etc. – is imperative.
Dr. Anil K. Menawat is the founder of Menawat & Co. He can be reached at [email protected] or (734) 786-4065.

23
Can Simulation Effectively Guide a Lean Journey? With the current drive to lower cost and increase efficiency, companies have been looking for different and improved meth-ods to achieve their competitive edge. Through the years, many methodologies were used to try to improve the current process flow, yet everyone struggled to achieve a good implementation. One of the key problems that faced the industry was the valida-tion of the proposed solution and how it affects the rest of the operation.
Today’s process improvement procedures include the use of the proven methods of Lean Manufacturing developed by Toyota. Those methods work great if implemented and properly transi-tioned into the existing operation, otherwise chaos and ineffi-ciencies can ruin the existing operation. Only proper planning can prevent a disaster and create a scenario that spells success in the long run.
Simulation technology has evolved exponentially in the last few years in order to provide a better interface for model creation. Moreover, the accuracy of the simulated models is upward of 98% when compared to the real-world scenario, which supports simulation technology as a key step to avoid unforeseen prob-lems. The key to the success of simulation is its ability to in-clude the aspect of variation of constraints, as well as constraint capacity, over time into the model. This renders a correct view of the inter-process interactions that can not be achieved using static models.
Today’s leading simulation tools also include tie-in to the best practices of Lean Manufacturing, thereby allowing engineers to study and analyze the best scenarios to apply Lean in their proc-ess environment. Moreover, the transition plan can be tested and analyzed to minimize the impact on current production schedules and to achieve optimum efficiencies during an other-wise hectic evaluation phase. Tying the simulation with existing CAD data and running before and after scenarios provides the perfect presentation environment to help educate and introduce the change/s to everyone involved in the operation.
Simulation tools are a good tool to minimize risk and maximize the efficiency of any process-based environment. On the other hand, simulation tools seem to introduce a cost of building and validating models that effectively relate to the real world envi-ronment. Today, a new generation of simulation tools include new and improved interfaces that simplify the model creation
through a GUI and eliminate the need for most of the coding that was required in older tools. Moreover, the new tools pro-vide an interface that directly communicates with the simulation engine, thereby eliminating a key hurdle that was faced by the simulation industry in the past. It should be noted, that without using simulation tools, process engineers must create and evalu-ate models of the proposed environment using static tools that do not provide enough insight into the operation. With that in mind, the simulation models, which serve as communication tools and documentation of current vs. future process flows, provide far information than traditional methods for system documentation.
Improving a process flow starts by creating a replica of, say, the existing assembly line. The model is then simulated, and vali-dated to prove that its behavior and results are comparable to existing data. Some simulation tools, such as Simcad Pro, con-tain internal validation tools that make sure that every part and every flow is accounted for. With the model built, the simulator can now play the “what if” game to identify the improvement/s that provide the most benefits to the current operation. Of course, performing the same “what if” scenarios on the actual line is not only expensive and inefficient, but it interrupts the process flow and reduces the revenue stream for the company.
Every process flow, no matter how archaic or improved, can benefit from the application of a Lean or Six Sigma initiative. The simulated model can not only provide guidance on which area to address first, but also to provide an insight on how to transition to the new system. A classic example is travel time in any process flow. Expanding this common problem further, an operation that contains “excessive” resource or part travel in-curs additional cost through the non-value added time getting added to the total production lead time. A resource that travel the floor to move parts or bins from one location to another 30% of the time costs the company 30% of salaries, benefits and intangibles without generating a return. Moreover, each product is taking longer to be produced resulting in increased inventory on the production floor, and therefore more money is tied into the operation that could otherwise be freed up to either improve cash flow or finance process improvements. The fol-lowing table provides a comparison of the Current and Future States of a system whose improvement was driven using a simulation model:
CURRENT STATE Resource Travel 30% of the work time Hourly wage: $15.00 Total Non-Value cost
$4.50/hour
Additional Inventory 1000 Parts $10/part $10,000 in inventory cost to maintain produc-tion
Lead Time 3 Days, 4 hours Total Cycle Time: 2 days 1 day and 4 hours of lost production time per part
FUTURE STATE Resource Travel Down to 15% Hourly wage: $15.00 Total Non-Value cost
$2.25/hour Additional Inventory 50 parts $10/part $500.00 in inventory to maintain production;
More streamlined operation;
Less WIP stored to maintain production
Lead Time 2 Days 4 Hours Total Cycle Time: 2 days 4 hours of lost production time per part.

24
The total savings in such an implementation is $9500 off the bottom line inventory cost. This amount was tied up in WIP that was being used mainly to keep production flowing. In addition, eliminating $2.25/hour per person in a 200 employee factory equals $3600 per shift compounded over a year (340 days) yielding a total savings of $1,224,000 per year per shift. Add to that the reduced lead time, which increases the production throughput by 46% using the same equipment, resources, and schedules! Impact on the bottom line? One less production shift.
Are those results achievable? Definitely! The key to achieving this improvement is that the solution is achieved without having to take a risk and actually make the changes in the existing sys-tem. All scenarios would have been analyzed and tested before the rollout, hence creating a successful implementation every time.
With that in mind, the simulated model can be used to provide predictive insight on the loading of the operation using inter-connections between tracking systems (ERP, MRP, and the like) and the simulation tool (like Simcad Pro). By incorporat-ing current process loadings along with future production schedules, the simulation environment provides a look into the future of the line, providing details about resource requirements, projected lead time, potential bottlenecks, and most of all, an optimized production schedule.
For simulation technology to work effectively, and to produce positive results, all projects must be performed as “goal-
oriented” projects, where the simulation model is designed to optimize a section of the flow. After optimization is complete, it should be plugged into the overall model to see the effect of the change on the overall flow in order to avoid shifting the prob-lem downstream. Since it is simple to experiment with different scenarios, it is recommended that when a potential solution is found, that best, average, and worst case scenarios should be simulated in order to build confidence in the viability of the new system suggested by the model.
There is no need for process flow engineers to take an uncalcu-lated risk in determining the best flow for an operation. Simula-tion technologies not only provide an environment for “Risk Management and Reduction”, but they also provide a peek into the intricate details of the operation that helps in identifying solutions that maximize the overall bottom line. Companies in all sectors, from manufacturing and automation to healthcare and banking, are utilizing simulation technologies effectively and with impressive results. With the interfaces of new tools available in state-of-the-art simulation software, the future of this technology is brighter and more promising then ever. By-passing the use of simulation is becoming a liability to compa-nies that are faced by fierce competition to reduce production costs and lead times.
Hosni Adra is a Product Manager/Partner at CreateASoft, Inc. He can be reached at [email protected] or (630) 428-2850.
Applying Lean in Small Businesses Any process, no matter what or how small it is, can realize sig-nificant benefits from implementing Lean! Consider pizza making. Most people do not think that there is opportunity for significant improvement in a pizza operation because it is small and nothing complicated seems to take place in a pizzeria. WRONG!!! No, this is not a story on how to make a pizza that has fewer calories or is fat-free. Rather, it is a story of how even a small "mom and pop" shop can effectively analyze and im-prove its product realization processes, marketing, competitive-ness, suppliers and facility layout simply by applying Lean Manufacturing concepts and tools. The reward is that they will see a significant improvement in their bottom-line results. This story reaffirms the fact that Lean Manufacturing, as a strategy, philosophy and tool for continuous improvement (CI), can take any process and with little or minimal cost, make dramatic im-provements in its ability to perform and increase business com-petitiveness.
The story begins one day at a corner service station. I was eat-ing pizza at a pizza and chicken business located inside the ser-vice station. From my table, I could observe the actions inside both the pizza and chicken businesses (owned by the same per-son but operated as two separate businesses). The pizza opera-tion was located in an area approximately 15 feet by 20 feet. The equipment inside the pizza operation consisted of 3 ovens stacked vertically on top of each other and occupied an area
about 3 feet by 5 feet, physically located in the middle of the room. To the left of the ovens was a cooler tray/table where all the ingredients that were for immediate use in making pizzas and sandwiches were kept cool. This cooler was slightly ele-vated about 6" above the work surface and was also slightly slanted to make it easier to take ingredients out of the separate tubs. The worktable on which the pizzas were made was about 30 inches wide by 6 feet long. To the left of this cooler table was a single cooler standing about 7 feet high, where sodas and containers of more commonly-used ingredients that required refrigeration were kept. There was a small 30 inch by 3 foot work table located to the right of the take-off side of the ovens where the cooked pizzas were taken manually from the oven, put into a pre-folded box and cut into slices. When the complete order was ready, the person working on the table or the person taking orders would let the deliverers know that an order was ready for delivery. The person next in line for delivering an order would take the food and place it in a special insulated delivery bag to keep the food hot. A small inventory of pre-folded boxes (14 inch and 16 inch pizza boxes since these were the most common sizes of pizza sold) were kept and stored on some simple metal shelving above the cooler table and the other worktable.

25
It was about 12:30 p.m. as I sat observing this operation. I sat and ate my pizza, intrigued by the flurry of hectic activity that was going on in that small space. There were 6 people working at this time:
• 1 person was making the pizzas
• 2 delivery drivers were standing by waiting for deliveries to be ready
• 1 clerk took care of the cash register and sales
• 1 person answered calls, as well as faxed and wrote tickets for food that was ordered.
• 1 person was answering the phone, filling out the order forms, figuring prices and taxes, and when not busy, being a general helper.
I was amazed that anything was getting done in that small space! The layout of the equipment with the ovens in the mid-dle of the room clearly limited the movement of people and restricted where supplies that were needed to be kept on hand could be located. People bumped into each other constantly. The person taking the orders and writing out the tickets would often put one hand over her ear so that she could hear better. The people working in the area spoke in a loud voice, often joking and laughing loud enough so as to be clearly distracting to the order writer. Heaven knew what the customer on the line was thinking! The person making the pizzas did not measure anything and I wondered how he could ensure consistency in weight, amount of ingredients used, etc. When ingredients needed replenishing, it required someone to be told by the per-son making the pizzas that he/she needed "so and so". This person then walked approximately 50 feet which took him on a course through the chicken place to a storage freezer area where extra boxes, frozen foods and ingredients were kept. This per-son would sometimes walk back and forth 3-4 times to get ma-terials while the person needing the materials would often wait. Most of the pizza ingredients were kept in medium-sized boxes or 1-gallon cans. These required the person to return with the ingredient, open the box or can, and then put the ingredient in the proper cooler tray position.
I observed this operation for about 45 minutes. When the traffic died down, I went up to the counter and asked if the manager/owner was there. He was. I introduced myself and asked him if he had a few minutes to sit and talk. He agreed, so we went and sat at one of the area dining tables. I told him about my obser-vations and what I do for a living. I asked him if he was happy with the way the pizza business was operating and had he ever thought about how the business could be improved. He stated that overall his business was doing well. He had owned the business now for about a year, and had worked for the previous owner for 2.5 years before purchasing the business. He had some occasional delivery problems, training problems, turn-over, and of course, the competition was tough in the pizza business! But, he said that overall he was satisfied with busi-ness operations. So I asked him, “If there was one thing that
you could improve in your current operations, what would that one thing be?” He thought for a few minutes and responded, "I would like to see it more organized and people helping out be-fore they are asked to. I would also like to see all of my drivers more "energetic" and do deliveries more quickly". I told him that there was great opportunity to improve those aspects of his business and others things as well. I told him that I was willing to help him and would be willing to spend a few days working in the pizza area to get a better understanding of everything. I also requested to be a deliverer so that I could get first-hand experience with delivery. We worked out an arrangement for my "pizza experience" and agreed that he would owe me noth-ing if he was not satisfied with my recommendations and he did not realize at least a 10% improvement in productivity, meas-ured by efficiency, reduced time from customer order to deliv-ery and, of course, reduction of operational waste. He agreed.
If you are like me and most other people, the process of pizza making seems pretty straightforward and simple. I was told by the employees that one of the "nice things" about making pizza was it was virtually impossible to "screw up". Pizza making consists of putting a mixture of ingredients on a pie crust. If you messed up, no one usually notices. But as is the case in most situations, even the simplest of tasks are often more complex than they seem at first. The following are the "wastes" that I observed during my first few days as a "professional pizza em-ployee":
• Layout of the equipment, storage areas and flow was very inefficient. Too much back-tracking, double-backing, and extra walking and movement to get products, ingredients and other items that were not stored close to the work station where it was used.
• No 5S. The area and floor were not kept clean. Especially during the busy periods of the day, it was not uncommon to have the floor look like a food fight had taken place, espe-cially near the pizza-making station. No one seemed to think about keeping the floor clean! At times, the trash would overflow and would not be taken out unless the owner asked, and even then, not till the end of the day.
• There was no exact science of measuring ingredients. Each person who made pizzas (the owner normally made the pizzas and sandwiches but when he was not there, people "filled in" on a rotating basis.) This resulted in great variance in the amount of ingredients that were put on each pizza or sand-wich. At times there would be less cheese and meat, and at others times, excess cheese, meat and other ingredients. The decision-making process was up to the individual's discretion, based upon a brief training session by the owner.
• Storage space was located too far away, especially in the case of the frozen or refrigerated items. Traveling back and forth 50-60 feet one way was a transportation waste. But be-cause the working space was limited, this waste was ac-cepted.
• The workstation for order-taking was in a constant state of

26
disorder and made it difficult for the person taking the order to have room to write, use the calculator and keep things or-ganized.
• There was little effective training given to a new person who was starting on the job. Instructions were given quickly and it appeared that he/she was shown once how to do the task properly and thereafter expected to know what to do.
• There were no standardized work methods or specific poli-cies or procedures. This encouraged people to do things "their way" which often was not the most effective way, or was very wasteful.
• Deliverers were not always kept productively busy when waiting for an order to be completed. Some would take it upon themselves to help out where needed. Others just stood around or went out to the booth area and smoked until an order came up.
• Little proper planning and coordination was done. Instead of getting boxes, etc. ready before the pizza came out, people would wait until the pizza was done, then look at the ticket, find the order, and then box it. Very inefficient!
• No Setup Reduction techniques were used.
• When on deliveries, by the end of my first day, the owner commented to me that he was impressed with my "speed" in making deliveries. He said it was a long time since he had seen someone who had "a sense of urgency", who delivered to their customer then got back as soon as possible. So I ob-served the other deliverers for the next few days. It finally occurred to me why some of the other deliverers were "slow". If they went on a delivery and got a "good” tip they would take their time getting back because they were content with the money they made that hour. The usual salary scale for a pizza deliverer was a base rate of $6.00 an hour, $1.00 for each trip, and then the tips. It was not uncommon for the av-erage deliverer to make $11.00 - $15.00 an hour. Their incen-tive was not customer service, but whether they were content with how much they made that hour. No performance meas-urements incentives the deliverers to “increase throughput” and help their employer to fulfill more orders on any given day!
• Deliverers did not always have the most reliable or well-kept vehicles. One deliverer often had to add oil once or twice during his shift because it leaked so badly. One cus-tomer even called and complained about the oil spots that he left on their concrete driveway when he delivered.
• Orders were supposed to be kept in order by ticket number. That way, the earliest order would be completed before an order that was received later. When an order was taken, the ticket was separated. The green color top copy was placed on an "order board" and the white carbon copy was given to the pizza maker as the "kanban" to make the order, as per cus-tomer specifications. What I observed was that the deliverers would often switch the order of the tickets. They would do
this if they did not want to deliver an order out of town, or it was too far away, or they knew the customer did not give any tip (or a very small tip). The owner and the person boxing the pizzas and completing an order did not pay very close atten-tion to this aspect. Even when they did, they often did not say anything.
• Sometimes customers would request pizza, sandwiches and chicken. Even though the chicken and pizza places were right next to each other, you would have thought at times that they were located miles apart. Orders would be delayed because no one had taken the ticket to signal those in the chicken place that a customer order was taken.
From the above observations, it is easy to see that there existed several opportunities for improvement. But, as is customary in many organizations, people saw these things as "the way things were", and did not give any thought to making improvements. The impact that these various forms of waste had on the overall operations was completely missed.
After a few days of working at this pizza place, I compiled a series of suggestions that I knew would help improve their effi-ciency and cleanliness. But I suggested to the owner that he and I first hold a meeting with the employees and review what was observed and get their feedback and suggestions. A meeting was held, and as is often the case, the employees were at first hesitant to say anything. With a little coaxing, they began to open up and started to offer many suggestions (we brainstormed during this part of the presentation). The end result was that a comprehensive list of small, low or no-cost improvements was developed. The group also agreed upon a schedule for a short "mini-KAIZEN" event to reorganize and relocate equipment and then determine what was needed to be done after the event.
The following activities took place during the mini-KAIZEN event:
• The ovens were relocated from the center of the work area to be against the outside wall. This opened up a larger area for delay-free flow of people and products, and gave more flexibility in organization and storage of materials (5S).
• A small team of employees, with the owner, looked at and revised the layout of the material storage area, based upon the concepts of reduced travel, reduced movements, and location at point of use. The end result was that materials were stored in a more organized manner, and locating/retrieving/storing materials became more productive. The issue of the freezer storage area was not addressed as part of this project, since a large investment was required to move the freezer to a new location that was closer. But this project was placed on a "to-do project list" for the future.
• Some additional shelving was added above the work areas which increased the area available for storage. This resulted in fewer trips having to be made during a day to get replace-ment ingredients, etc.
• A visual system was created to signal when ingredients,

27
boxes, etc. were needed. A simple tack board was used and the needed items were listed on the board. Each container was marked and when the level of ingredients got to that level, the pizza maker would hang a red color tag under the needed item. Employees were trained to always look at the board when they went by. Whoever saw it first would replenish the material. This simple method reduced the number of times that pizza-making process had to stop while ingredients were being obtained from the freezer area.
• The storage of the delivery bags was moved from under the counter to near where the pizzas were taken from the oven, cut, and boxed. This reduced the back-and-forth traffic and congestion when getting orders ready. A minimum, through-out-the-shift cleaning schedule was created. Employees were also trained so that, if the area needed to be swept before the next scheduled time, anyone who was "free" would clean up the area. The focus here was to improve the overall percep-tion of the workplace by customers and vendors since that surely influenced their selecting this particular pizza place for their next meal or corporate/private event!
• A new ticket control system was developed to ensure that orders were processed and delivered in the order in which they were taken. If any exceptions were required (combining orders that were located within a specified distance of each other) the owner or shift leader would be responsible for au-thorizing the change.
• A training format and classes were developed and used to re-train everyone on procedures and policies. A master copy of this training manual was kept on the shelf near the order-taker workstation and abbreviated copies of the more impor-tant tasks were placed on the walls to serve as reminders.
• One of the delivery persons had a great idea to purchase a time clock. Thereby, when a person left to make a delivery, the green copy of the order form would be "stamped" with the time. When they returned, they once again "stamped" the same ticket. This information was then analyzed and charted. Average delivery times were posted for each person and an average for all deliverers was also calculated. While a strict "time schedule" does not always lend itself to this situation, (since some orders are only blocks away and others are 15-20 miles round trip), an "average time per delivery" based upon distance was developed and guidelines were established with input from the drivers. The average time per delivery has de-creased by 25% in the short time that this system has been in place.
• By improving the average delivery time per driver, the number of drivers needed per shift has been reduced. On the busier shifts, one less driver is now needed to make more deliveries.
• The order-taker workstation was improved by adding shelves and keeping the worktable organized and free of "extraneous materials" (it used to be that everyone left their
own personal items on the table or threw things on it). A new telephone was purchased that allowed for improved loudness settings that helped to hear the customers without having to cover one’s ears. The employees also were now required to hold their conversations down to a level that did not interfere with hearing the customer on the phone or have the customers overhear the commotion in the background.
• Consistency in the measurement of the ingredients was accomplished by having different size cups that were marked for each size pizza made. This simple technique significantly improved the consistency of the amount of ingredients that were put on each pizza, no matter who was making it. They now use only one cup per ingredient, as each cup is marked at a different level for each size pizza. So, if you make a 12" pizza you fill the ingredient to the 12" line. If you make a 16" pizza you fill the cup to the 16" line. To date, this simple but very effective method has helped to reduce overall ingredient usage by an estimated 15%.
It is estimated that the improved work organization and layout has reduced congestion, improved flow and reduced redundancy in movement by at least 20%. Set-up of boxes, accessories and other things have been improved so that the time from when a pizza is taken from the oven to the time it is boxed and ready for delivery has been reduced 5-10%. A simple improvement like having the box ready before the pizza comes out has re-duced by one the number of "general persons" needed to com-plete the same amount of work during the busy shifts. This planning is now done through a process where the white copy of the ticket is given to the person making the pizza. The tickets are kept in the order they are received on a small board located just off of the work station. When a pizza is completed, it is immediately handed to the person boxing the pizzas who then gets "prepared" for the next order, which reduces the work re-quired to be done after a pizza comes out of the oven.
From the above results, it is clear that better workplace organi-zation, workplace cleanliness and improved productivity were all accomplished by using Lean Manufacturing principles and tools. The changes that have been attained from a few short days of analyzing, planning and working with the employees and the owner has helped this small business to reduce costs, while improving customer service in a highly competitive envi-ronment.
So, the next time you go and order a pizza, do observe the lay-out and operation of the place. You might be able to give a few ideas on how the business can be made "Lean" and more pro-ductive by the use and implementation of Lean Manufacturing concepts.
Daniel Stoelb is the President of the Lean Manufacturing Consortium (www.leanmfgconsortium.com) located in Jas-per, IN. He can be reached at [email protected] or (812) 634-7117.

28
Company Description: (Please give a brief description of your company’s product/s, nature of manufacturing activities, facil-ity size, etc.)
Address:
Contact Person:
Phone:
Fax:
Nature of Appointment and Salary:
Duration of Appointment:
Desired Experience: (Please itemize the desired education, training and areas of expertise desired of the candidate/s)
Description of JobshopLean (JSLean) Project Activities:
Please fax the completed from to (614) 292-7852 c/o Dr. Shahrukh A. Irani.
Application to Recruit a Student Intern

29
We wish to ensure that you get the fullest value from your subscription and interest in this journal. Please take the time to respond to the questions below:
Which article (or articles) made you say, “Wow, this is good new stuff! Could you tell me more on this topic?”
Which article (or articles) made you say, “Well, duh! What is new here?”
If any article (or articles) made you say, “I know some of this, but here is what the author missed!”, would you write on this topic for the next issue? ___ Yes ___ No
Which other topics would you like to see discussed in this journal?
Is there anything else that we could include in the journal to deliver more value and sustain your interest?
If there are industry events, websites, software, books, professional organizations, individuals or organizations using novel best prac-tices, etc. relating to JobshopLean, please let us know since we would like to provide that information in future issues of the journal.
Please fax the completed questionnaire to (614) 292-7852 c/o Dr. Shahrukh A. Irani. Thank you for taking the time to assist us!
What did you think about this issue of the JobshopLean journal?