-
8/21/2019 Lean Manufact Evolver_sample
1/34
A Practitioner’s GuideTo Lean Manufacturing
Full Edition
SamplePresentation
Vincent A. Amaro, Jr.
-
8/21/2019 Lean Manufact Evolver_sample
2/34
Evolver™ - A Practitioner’s Guide o Lean Manufacturing.
Copyright © 2006by Lean Manufacturing Consulting, Inc. and Vincent
A. Amaro Jr. Printed and bound in theUnited States. First Printing
2006
Notice Of Rights
All Rights Reserved. No part of this book may be reproduced,
stored in a retrieval system, ortransmitted in any form or by any
means, electronic, mechanical, photocopying, recording,
orotherwise, without prior written permission from Lean
Manufacturing Consulting, Inc. Forinformation on obtaining
permission for reprints or excerpts, please contact:Lean
Manufacturing Consulting, Inc.27022 Via BanderasSan Juan
Capistrano, California 92675
Notice Of Liability Te information in this book, as well as
the Evolver™ Presentation, is distributed on an “as is”
basis, without warranty. While every precaution has been taken
in the preparation of thisbook and presentation, neither the author
nor Lean Manufacturing Consulting, Inc. shallhave any liability to
any person or entity with respect to any liability, loss, or damage
causedor alleged to be caused directly or indirectly by the
instructions contained in this book or theEvolver™
Presentation.
Attention Corporations, Universities, Colleges, and Professional
Organi-
zations: Quantity discounts on the Evolver™ program are
available on bulk and/or specialsales. Special books, booklets, or
book excerpts can also be created to fit your specific needs.For
more information, please contact:
Lean Manufacturing Consulting, Inc.27022 Via BanderasSan Juan
Capistrano, California
92675http://www.leanmanufacturingconsulting.com/http://learnevolver.com/949.481.5055949.433.9713
[email protected]
ISBN-10: 0-9787411-0-2ISBN-13: 978-0-9787411-0-5
-
8/21/2019 Lean Manufact Evolver_sample
3/34
Contents
viiiAbout The Author
1 1Introduction
What is Lean Manufacturing? 2What is Evolver™? 3Course
Objectives 4Defining Value 5
Fundamental Lean Objectives 6
2 7Waste Identication - The Seven Forms Of Waste
Waste Identification 8Over-Production Waste 9Fixing Defects
Waste 12Unnecessary Motion Waste 14Inventory Waste
16Over-Processing Waste 18
ransportation Waste 21Waiting Waste 22
3 25Lean Tools And Concepts
Important erms 26Level Loading 27 Achieving Level Loading
29
Before Level Loading (Example) 31 After Level Loading
(Example) 32
Te “Outside Process Effect” - Another Evolver ™ Exclusive
33Using Te “Outside Process Effect” 35
Level Loading Final Toughts 37One-Piece-Flow 38
When o Apply One-Piece-Flow 39Batch Or Batch Processing 41
ixPreface
-
8/21/2019 Lean Manufact Evolver_sample
4/34
Best-Batch-Flow - Another Evolver™ Exclusive 42Deciding On Te
Optimum Batch Size 43
Batch Size Reduction Mistakes 44Push System 46 Push
System Example 47
Pull System 49 Pull System Example 50Establishing Lead
imes 51 Establishing Acceptable Lean imes In
A Best-Batch-Flow Application 52Te Daisy Chain Approach o Batch
Processing -
Another Evolver™ Exclusive 57 Daisy Chain Example 59
Example - Results 65 Example - Advantages 65
Implementing Te Daisy Chain Approach 66
Daisy Chain Approach Advantages 67 Daisy Chain
Approach Limitations 67Cross-raining Employees 68
4 71Conducting Time Studies
Conducting ime Studies 72 ools Required 73 ime ypes
74 Getting Started 76
Observations And aking Notes 78 After Te ime Study
Is Complete 80 ime Study Example 81 Te Measuring Wheel
Results 82 ips For Collecting ime 83
5 85Shop Floor Layouts - The Correct Way
Layout Section Objectives 86Functional Layout 87
Functional Layout Example 89Product Layout 90
Product Layout Example 91What Is A Cell? 92Te Cellular Objective
92Dedicated Work Cells 93Family Work Cells - Another Evolver™
Exclusive 94
-
8/21/2019 Lean Manufact Evolver_sample
5/34
Expansive Cellular Layout (ECL) - Another Evolver™ Exclusive
96 Getting Started 99Combining Cellular Approaches 100Te
raditional “U” Shaped Cell 101Present Layout vs. New Layout 102
Beginning Your Present Layout 103 Equipment Labeling
105 Spaghetti Diagrams 106 Spaghetti Diagram Example
(Before Changes) 107 Spaghetti Diagram Example (After
Changes) 108 Walking Te Existing Process 109Designing A New
Layout Outline 110 Working With Monuments 111 People
Considerations 112 Equipment Considerations 113
Beginning Your New Layout 116
Marking Te Floor 117 Marking Te Floor (Example) 118
Walking Te New Process 119 Final Toughts: Planning And
Equipment Moving 120
6 123Quality Tools And Concepts
What Causes Defects? 124Covert Operations 126 Sporadic
127
On-Going 128Final Inspection Yield (FIY) 130 Final
Inspection Yield Example #1 132 Final Inspection Yield
Example #2 133Perfect Pass Percentage (PPP) 134 Perfect Pass
Percentage Example 135Preventing Defects 136 Error-Proofing
139 Error-Proofing Examples At Home 140 Error-Proofing
At Work 140Standard Work Instructions 141 Standard Work
Instruction (Example) 14480/20 Rule 145 80/20 Pareto Chart
Example 146Te 5 Whys 147 Using Te 5 Whys In Business
148 Asking Why In Te Workplace 149
-
8/21/2019 Lean Manufact Evolver_sample
6/34
7 151Self-Directed Work Teams-
The Holy Grail Of Lean Manufacturing
Self-Directed Work eams 152Why Invest In Your Employees? 154Who
Knows More About A Process? 155
Moving Te Decision Making Process? 157Interpersonal Skills
158Coordination And Cooperation Between Interdependent eams
159Establishing Self-Directed Work eams - ips For Managers
161Establishing Self-Directed Work eams - Getting Started 163
8 165Facilitating And Managing Change
During A Lean Transition
What ypes Of Changes Can You Expect DuringA Lean ransition?
166Common Reactions o Change 168
Vocalizing Anger Or Concern 169 Te Silent reatment
171 Attempting Sabotage 172 Interested, Excited And/Or
Cooperative 173Why Do Employees Resist Change? 174What Causes
Resistance o Change? 175Minimizing Resistance o Change 177When
Changes Are Proposed In Your Area 178ips For Facilitators And
Managers 179
9 181The 5S System
Introduction o Te 5S System 182Te 5S’s Are: 185Getting Started -
ips For Te Lean Facilitator 186Sorting 188Simplifying
190Standardizing 191 Standardizing Example 193
Sweeping (Routine Cleaning) 194Sustaining Te Changes 195Making
5S Events More Successful 196 Te Point-Of-Use Concept
197 Shadow Boards 198 Shadow Board Example #1 199
Shadow Board Example #2 201 Shadow Board Example #3 202
-
8/21/2019 Lean Manufact Evolver_sample
7/34
Visual Controls 204Visual Control Example #1 205
Visual Control Example #2 207 Visual Control
Example #3 2095S Results - Hardware Project 210
5S Results - Wood Finishing Project 2125S Results - Metal
Fabrication Project 216
10 219Tips For Getting Started
Evolver™ Lean Event Classifications 220 Level 1 Event
221 Level 2 Event 222 Level 3 Multipart Event 222What
Not o Do 223
Te Blanket Approach o Lean Deployment 224Te Spoon-Fed Approach
226ake Small Steps 228rying New Ideas! 229ools In Your oolbox
230Cookie Cutter Approach 231Te Success Of Te First Project -
Eliminating Te Self-Fulfilling Prophecy 232Project Selection
Situations 233Scope Creep 234Don’t Make It Personal! 234
A Final Note... 235
236Glossary Of Terms
-
8/21/2019 Lean Manufact Evolver_sample
8/34
viii
Vincent A. Amaro, Jr. is the founder and President of Lean
ManufacturingConsulting, Inc. Mr. Amaro has dedicated his career to
the developmentof world class manufacturing operations using
Evolver™ lean manufactur-ing techniques, which have provided
numerous firms a competitive ad-
vantage in today’s global marketplace. Mr. Amaro has over
25 years ofexperience in manufacturing, including extensive
experience as a machin-ist.
Mr. Amaro began his career in manufacturing while serving a tool
and dieapprenticeship during the early 1980’s. During his career,
he has workedfor a variety of firms ranging from aerospace to
medical devices and has
held several positions including experimental machinist, tool
and die maker, mold maker, tooldesigner, manufacturing engineer,
process engineer, Plant Manager, and Vice President of Op-
erations.
Mr. Amaro also has extensive international and multi-plant
managment experience havingworked at the executive level in Japan,
Indonesia, China and Hong Kong.
Having worked his way up from the shop floor, Mr. Amaro has the
ability to quickly recognizeand solve problems, as well as the
ability to earn the respect of the rank and file employees.
Tecombination of in-depth manufacturing knowledge and real
“hands-on” experience differenti-ates him from other executives at
his level.
During his career, Mr. Amaro has successfully completed hundreds
of lean projects of various
sizes and complexities. He is a dynamic leader who is an expert
in the implementation of leanmanufacturing and the turn around of
failing product lines resulting in millions of dollars insavings.
Mr. Amaro holds a Bachelor’s degree in Business Management and an
MBA in GlobalBusiness Management.
Mr. Amaro is available for both direct (Full ime Regular) and
contract positions.Contact: [email protected] or phone
949-433-9713
About Te Author
-
8/21/2019 Lean Manufact Evolver_sample
9/34
ix
Over the last 15 years, firms attempting to re-main competitive
in a global economy haveturned to lean manufacturing. Te recent
popularity of lean manufacturing has led tothe publication of
countless books and articleson the topic. For the most part, these
publica-tions provide a general overview of lean man-ufacturing
rather than a practical application.
In addition to the countless books and articles,new lean
approaches and methodologies havealso appeared, each promising
consumersamazing results. Yet, none of these so called
lean approaches are even remotely applicablein all manufacturing
applications, especiallyfor firms with low volume/high mix
applica-tions or those working in job shop environ-ments.
Some lean programs, such as Six Sigma, placetoo much emphasis on
statistical analysis andon the creation of an internal corporate
hier-archy. Te statistical analysis in and of itselfdoes nothing to
improve the bottom line, nor
does it provide any foundation for a culturalchange. At some
point, those using a statisti-cal approach must return to basic
lean man-ufacturing principles if they wish to addresstheir
findings. Meanwhile, the creation of aninternal class system only
serves to furtherwiden the gap within the corporate hierarchy.
Furthermore, most of these lean programsfail to address the
importance of self-directedwork teams and effective interpersonal
skillsthat are required for a full lean manufacturingdeployment,
that is until now, meet Evolver™.
What Is Evolver™?Te purpose of Evolver™ is to provide
userswith highly effective lean tools that work foreveryone, from
executive management to the
rank and file, in any type of manufacturing en- vironment.
Evolver™ is a common sense, realworld approach that was written by
a manu-
facturing professional specifically for manu-facturing
firms.
Many of the original lean concepts that wereestablished by those
involved in the originaloyota Production System are written in
a
very rigid manner making them highly effec-tive in select
environments and difficult or im-possible to apply in others.
However, manylean practitioners will lead you to believe
that the original concepts are applicable in allmanufacturing
environments. Tis is unfortu-nate because many firms beginning
their leantransition waste too much time attempting tomake the
original concepts “work” in their en-
vironments. When the original lean conceptscan not be
applied, this causes frustration,failure, and the loss of time and
money. Tereality is that many of the original conceptsmust be
slightly “tweaked” or accompanied bycomplementary concepts to make
them ap-
plicable in a greater number of manufacturingenvironments.
Evolver™ provides the necessary changes tothe original concepts
and introduces newcomplementary lean concepts and approachesthat
can work in any environment. When ap-plicable, both the original
lean concepts andthe Evolver™ exclusive concepts are presentedin
this guide to provide firms the opportunityto select the right tool
for their individual ap-plications. Evolver™ also demonstrates
how,when and where to apply both the originalconcepts, as well as
the Evolver™ exclusive ap-proaches. Tis is a practitioner’s guide
to leanmanufacturing, not a lean overview. WithEvolver™, there is
something for everyone.
Preface
-
8/21/2019 Lean Manufact Evolver_sample
10/34
x Preface
Te “Getting Started” section of this guide cov-ers many
important topics and offers sugges-tions not mentioned in
traditional books andseminars that are intended to be lean
over-
views. Te “Getting Started” section contains
information and tips that can only be taughtby an actual
practitioner of lean manufactur-ing. Tese tips can make the
difference be-tween experiencing a smooth lean transitionor failing
miserably.
At the end of the day, lean manufacturing inany form is nothing
more than the applica-tion of common sense combined with a
new“tool” or a new way of “looking” at a manu-facturing process.
With this in mind, a lean
implementation should not cost firms tens ofthousands of dollars
to implement. Evolver™offers a highly effective low-tech
approachthat allows firms to make a difference in theworkplace
immediately, without requiring alarge expenditure.
Purpose Of Tis GuideTis guide is intended to serve two main
pur-poses: 1) to provide valuable information and
additional insight on each of the lean toolscontained in the
Evolver™ program beyond of-fering mere definitions, which can be
found inany number of sources, and 2) to act as a
studyguide/train-the-trainer program for those in-terested in
becoming lean trainers using theEvolver™ program. Tere are numerous
leantrainers who are well-rehearsed in the class-room, but lack
real hands on practical lean ex-perience. If this describes you,
this book willnot only serve to make you a more informed
trainer, but it will also help to shorten thelearning curve
between being well-rehearsedto becoming a seasoned lean
practitioner.Tose designated by their organizations toprovide lean
training should familiarize them-selves with the entire contents of
this guide.
Who Should Read Tis Guide?Tis book should be read by
CEO’s, presidents,cost accountants, operations managers, mate-rials
managers, quality managers, productionplanners, lean trainers and
anyone interested
in learning more about the lean concepts pre-sented by
Evolver™.
Te Evolver™ Slide PresentationTe Evolver™ presentation consists
of over 200slides, each containing valuable and
practicalinformation. Te purpose of the presentationis to be used
as a training tool for lean enter-prise deployment. Please expect
to spend aminimum of two full days training partici-pants. Due to
the intensity of this trainingprogram, the Evolver™ program is
separatedinto ten chapters to provide the option of con-ducting the
training over a longer period oftime.
How o Use Tis GuideTe top left hand corner of each page of
theguide contains a slide from the Evolver™ pre-sentation. Te text
below each slide containsadditional information and insight about
each
lean topic discussed in the slide. Te chap-ters of the book, as
well as the slides, are in thesame order as the presentation.
-
8/21/2019 Lean Manufact Evolver_sample
11/34
11
Over-Production W as te (C ont.)
• T o eliminate over-production was te, production
quantities
should be based on a combination of:
• customer demand; and
• the time required to set-up a piece of equipment.
• E xample: Let’s as sume that a customer orders only one
part.
• It takes four hours to set-up the machine and tenminutes to
run the part.
• In this case, it would not make sense to produce strictly
based upon customer demand.
• You would need to find the lowest run quantity that
covers your machine set-up costs while keeping your
inventory levels to a minimum.
Over-Production Was te
• Occurs when firms produce more parts than theircustomers need
at a given time.
• T his type of was te consumes raw materials and pays
employees to produce parts that are not needed by the
customer.
• Additional cos ts attributed to over-production was te
include
the cost of carrying unnecessary inventories, and the loss
of floor space and equipment required to store the extra
parts.
-
8/21/2019 Lean Manufact Evolver_sample
12/34
12 Chapter 2 - Te Seven Forms Of Waste
Over-production waste is one of the morecommon forms of waste
found in manufac-turing facilities. Based upon my experience,
when a company encounters problems withextremely long lead times
and high inventorycosts, they are usually producing too manyparts
that are not required at that particularmoment in time. Tis
normally occurs whenproduction batch sizes are too large and
whenpush systems are in place. (Note: Push andpull systems are
covered in Chapter 3, “Leanools and Concepts.”)
When firms overproduce, raw materials areconsumed and employees
are paid to produceparts that are not yet needed. In addition tothe
material and labor costs of producing theseparts, there are storage
and inventory costs toconsider. If over-production waste is to
bereduced or eliminated, production quantitiesshould be based as
close to customer demandas possible. In general, factors such as
thetype of products, production processes, prod-uct mix and volume,
will have an influence on
your optimum batch sizes.
In recent years, the concept of one-piece ora continuous flow
has been made popular bythose teaching traditional lean
manufactur-ing. Tis is similar to the assembly line con-cept where
parts travel from one station (orstep) to another in one continuous
flow, fromraw materials or components to a finished as-sembly using
what is known as a pull system.Tis type of approach reduces WIP
(workin process), reduces lead times and virtuallyeliminates
overproduction. In a true pull sys-tem, the previous step in a
production processonly produces the amount of products thatare to
be consumed by the following steps in aproduction process, thereby
eliminating over-production. Te last step of the production
process is the heartbeat or focal point of thesystem which is
driven strictly by customer de-mand. As a result of firms striving
to achieve
one-piece-flow, the words “batch” and “batchprocessing” are
frowned upon by traditionallean manufacturing practitioners.
Despite the fact that a continuous or “one-piece-flow” is a
great goal to have when im-plementing lean manufacturing, in
manycases there are other constraints that makeone-piece-flow
either unattainable or simplynot as cost effective as many lean
practitioners
would lead you to believe. For many business-es, where numerous
short-production runsand diverse product lines exist,
one-piece-flow may not be the best course of action. Incases such
as these, you need to get creative.For example, you may have the
ability to applythe one-piece-flow concept at the componentlevel
vs. the top assembly level or apply one ofthe exclusive Evolver
lean tools such as best-batch-flow. Best-batch-flow can be
describedas simply analyzing a production process and
deciding the best batch size or best-batch-flow.Tis simple, but
highly effective approach re-quires the analysis of a current batch
size andattempts to find a happy medium betweenproducing too many
parts (over-producing)and producing barely enough. (Note:
One-piece-flow and best-batch-flow are covered inChapter 3, “Lean
ools and Concepts .”)
When deciding on an optimum batch size,one must decide which is
more expensive,carrying some additional inventory or reduc-ing
capacity and paying more for the partsthat you produce. As a rule
of thumb, I preferto reduce set-up times first. Ten, I find
theoptimum batch size (best-batch-flow) basedon the new set-up
times. As a word of cau-tion, I have often witnessed
manufacturing
Over-Production Waste
-
8/21/2019 Lean Manufact Evolver_sample
13/34
13
firms during a lean transition drastically re-duce their batch
size to the extent that it coststhem more money and reduces
capacity, thusfurther straining their production. Tis nor-mally
occurs for a few reasons:
Failure to consider the set-up costs whenproducing a product. Te
cost to set-upthe machine must be rolled into the cost ofthe total
quantity of parts produced dur-ing a single run or batch.Management
attempts to reduce batchsizes on machines requiring long
set-upsbefore a “set-up reduction” program is inplace.Management
does not consider the ma-chine down time that occurs during a
long
set-up. Tis reduces capacity.
Improperly set-up Material Resources Plan-ning (MRP) Systems
will also cause overpro-duction, thus creating a push system.
Teactual MRP system itself is not the problem,as the MRP software
only performs what theoperator tells it to do. You can still have
alean environment and have an MRP systemin place. Here are some
suggestions that haveworked for me in the past:
Reduce your set-up times first.Establish a best-piece-flow for
all of yourcomponents and enter these numbers intothe system (these
are the minimum run or“batch” sizes).Enter your customer orders
into the MRPcomputer system on a daily basis and run
your MRP on a daily basis.With this particular approach,
it is possibleto produce on a daily schedule based on a
combination of customer demand and theestablished
best-batch-flow estimates. Tisapproach still reduces inventory to
the bareminimums, maintains or improves capacityand virtually
eliminates most overproductionproblems without the use of a
one-piece-flowsystem.
1.
2.
3.
••
•
Important Note: Te best lean manufac-turing concepts
require nothing more thana little common sense to apply. With this
inmind, it is important to do what is right andwhat makes sense for
a particular project. For
example, some important project goals couldbe cost reduction,
improved quality, employeesatisfaction, providing value to your
custom-ers, etc. Te lean methods used to achievethese goals are not
as important as long as theymake sense and they achieve results. Do
whatworks best for your particular application!
-
8/21/2019 Lean Manufact Evolver_sample
14/34
14 Chapter 3 - Lean ools and Concepts
L evel L oading
• Level loading occurs when parts move through each stepof the
manufacturing process at a similar rate, thus
eliminating bottlenecks in the manufacturing process.
• A bottleneck is a term used to describe the s teps within
a
manufacturing process that take longer to complete than
other operations.
In its simplest description, level loading oc-curs when parts
(either a batch of parts or
single pieces) move through each step of themanufacturing
process at a similar rate. Temain requirement for level loading is
thateach step in the manufacturing process takesapproximately the
same time to complete.When this occurs, parts can move at a
similarrate from one step to another step becoming alevel loaded
manufacturing process.
Te concept of level loading can often be dif-ficult to explain
in a group setting because dif-
ferent firms have different needs. Individualswho have been
involved in manufacturing forsome time may quickly object to the
theoryof level loading because some steps in “their”processes take
longer then others to complete.Terefore, imagine a manufacturing
processin a “perfect world” where every step in the
manufacturing process takes exactly the sametime to complete. If
this perfect world existed,
parts (either a single piece or a batch of parts)could move from
step to step at a similar rate.Tis constitutes a level loaded
manufacturingprocess. In a traditional lean program,
instructorsteach the participants to use the concept oflevel
loading only in a one-piece-flow setting.One-piece-flow, also known
as single-piece-flow, is the concept of moving one piece at atime
through a series of steps within a work
cell, ultimately producing a completed prod-uct or assembly. In
a one-piece-flow environ-ment, parts are not staged or queued in
frontof the operators. Instead, each piece movesdirectly from one
step to the next step. Nobatching! While one-piece-flow may be
anexcellent concept for firms with high volume/
Level Loading
-
8/21/2019 Lean Manufact Evolver_sample
15/34
15
low mix operations, for those with volumestoo low to justify a
dedicated piece of equip-ment for each process, one-piece-flow is
NOthe answer.
Unlike a traditional lean program whichfrowns on the use of
batch processing, Evolv-er™ acknowledges the fact that
one-piece-flowis not for everyone. However, the concept oflevel
loading is for everyone! Whether youare using one-piece-flow or
batch process-ing, having a level loaded process
eliminatesbottlenecks, waiting waste, and establishes asmooth
production flow throughout the facil-ity. (Note: Te concepts of
one-piece-flowand batch processing are discussed in greater
detail following level loading.)
-
8/21/2019 Lean Manufact Evolver_sample
16/34
16 Chapter 3 - Lean ools and Concepts
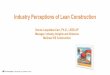
B efore L evel L oading (E xample)
Unleveled Manufacturing Process
0
2
4
6
8
10
12
14
16
18
Step 1 Step 2 Step 3 Step 4 Step 5
Time (minutes) required to
complete each step in a
manufacturing process
Can you find the bottlenecks?
Tis is an example of an unleveled manufacturing process.Tere are
five manufacturing steps with times varying from 4 minutes to 16
minutes.
Steps 2 and 3 have the lowest times and Step 4 has the longest
time.Te biggest bottlenecks are Steps 4 and 5.
••
••
Before Level Loading (Example)
-
8/21/2019 Lean Manufact Evolver_sample
17/34
17
When to Apply One-Piece-Flow
One-P iece-Flow Is Not F or E veryone
• One-piece-flow is best applied on product lines
ormanufacturing processes that produce a large number of
similar or identical parts.
• B es t applied in a ce llular environment, either in a
dedicated
manufacturing cell or dedicated assembly ce ll.
• Not recommended for firms where short-production runs
and highly diverse product lines exist.
• Not recommended in a s maller “job shop” or a machine
shop environment that performs multiple machine set-ups
each day.
Te concept of one-piece-flow has long beenconsidered the
ultimate goal for those usingtraditional lean manufacturing
techniques.Contrary to popular belief, one-piece-flow isnot for
everyone. One-piece-flow is best ap-plied on high volume/low mix
product linesusing a dedicated work cell. While one-piece-flow may
be an excellent concept for firms withhigh volume/low mix product
lines, for thosewith volumes too low to justify a dedicatedpiece of
equipment for each manufacturing
process, one-piece-flow is NO the answer.
One-piece-flow is also not the best choicefor those in a smaller
“job shop” or machineshop environment that performs multiple
ma-chine set-ups each day. (Note: For those of
you who have a machine shop that produces
components for an assembly operation, theone-piece-flow concept
may be applied suc-cessfully during an assembly process after
theindividual parts are machined using a dedi-cated assembly cell,
assuming that you havethe volume and equipment to support a
one-piece-flow process.)
In addition, one-piece-flow is not the bestchoice in adhesive
operations that require along cure time or in processes that
require
heat treating. Tese types of processes nor-mally work better in
a batch environment us-ing the “outside process effect.”
In conclusion, one-piece-flow works bestwhen you have a
dedicated work cell withdedicated machinery that is always set-up
to
When o Apply One-Piece-Flow
One-Piece-Flow Is Not For Everyone
-
8/21/2019 Lean Manufact Evolver_sample
18/34
18 Chapter 3 - Lean ools and Concepts
perform the same operation day after day. Ifthis describes your
manufacturing operation,then the one-piece-flow concept is for
you.For everyone else, there is the best-batch-flowconcept which is
found in the upcoming seg-
ment.
-
8/21/2019 Lean Manufact Evolver_sample
19/34
19
P ush S ys tem E xample
• P arts a re pushed from one step in a manufacturing
process to the next step where they sit in queue waiting to
be processed.
• P arts are made for inventory.
• Not driven by customer demand.
• G enerally, the process es a re not level loaded.
Inventory
Step 1 Step 3Step 2 Step 4
Push System (Example)Te slide depicts a typical push system.
Aseach step in the production process is com-
pleted, the parts are pushed to the next stepwhere they sit in a
staging or queuing areawaiting to be processed. Generally,
whenthese parts are finally completed, they will bestored in an
inventory location until the cus-tomer places an order.
Key Points In a push system, the process begins atStep 1
with a work order created to replen-ish inventory. Parts are then
pushed fromstep to step. Conversely, in a pull system,the process
“technically” begins at the endof the manufacturing process (after
Step4) when the customer orders a part.
Te steps in this example are not level
•
•
loaded, which may explain why Step 2 hasso many parts and Step 4
looks as if it is
ready to run out of work.
Although level loading and push systems aretwo completely
different concepts, based onmy experience, firms that utilize push
systemsusually have unleveled operations. Whenpush systems are in
place, employees are ac-customed (culture) to seeing parts queued
orstaged at each step in the operation. As a re-sult, little or no
thought is given to level load-ing the manufacturing process. In
fact, most
operators become nervous and fear job losswhen they do not have
several jobs staged infront of their machine!
Tis does not imply that there is always a di-rect correlation or
relationship between the
-
8/21/2019 Lean Manufact Evolver_sample
20/34
20 Chapter 3 - Lean ools and Concepts
two concepts, meaning one problem contrib-utes to the other
problem. However, a combi-nation of the two problems severely
disruptsthe flow of materials through the manufactur-ing processes.
Te good news is that these
problems are easily rectified with the properlean training and
lean concept application.
-
8/21/2019 Lean Manufact Evolver_sample
21/34
21
Functional DepartmentA functional department is best described
asa department that is designated to performa specific centralized
function or operation.Functional department examples include:
thelathe department, the mill department, the in-spection
department, the stockroom depart-ment, the accounting department,
the humanresources department, etc. Poor functionallayouts exist
when steps within a manufac-turing process are not arranged with
productflow in mind.
Flow Flow in a lean application is best described ashow
(good or bad) parts travel through theproduction process. Good
production flow issimilar to an automotive freeway where traf-fic
travels (flows) in a smooth manner withoutinterruption. Using the
same analogy, poorproduction flow is similar to driving a car
incongested city traffic where it starts and stops,does not move
smoothly, and lacks a directpath. In other words, a layout with
poor pro-
duction flow is not smooth, nor is it the short-est distance
between two points.
Functional LayoutA functional layout is a factory layout
thatmeets the following conditions:
Its operations or steps are separated intofunctional
departments.Te arrangement of the functional depart-ments
throughout the factory does not
take into consideration the actual productor part being
produced. In other words,the functional departments are arrangedin
a manner which contributes to exces-sive transportation waste and
poor pro-duction flow.
Other problems associated with functional
•
•
layouts include poor communication betweenoperators, as well as
problems with the detec-tion and isolation of defects. When you
have
a manufacturing process with functional de-partments scattered
throughout the facility,the long distance between the various
stepstends to hinder communication between theoperators and the
interdependent depart-ments. Tis lack of communication
oftencontributes to a whole host of other problemsin the
manufacturing process.
For example, I once performed a time study
on a fabrication process. Te material was cutincorrectly due to
of a faulty cutting fixture.Te welders who received the
incorrectlycut material filled the gaps with weld, whichwastes both
time (labor) and materials (weld-ing wire). Due to the heavy globs
of weld,employees in the grinding and deburr depart-ments wasted
both time (labor) and materials(sanding belts and discs) grinding
down theglobs of weld. All of this unnecessary waste oflabor and
materials occurred because the em-
ployees from the various departments nevercommunicated since
their departments werephysically far apart from each other. In
fact,the distance between these departments wasso far apart that
the leads in each departmentalso failed to communicate!
Functional Layout
-
8/21/2019 Lean Manufact Evolver_sample
22/34
22 Chapter 5 - Creating Effective Shop Floor Layouts - Te
Correct Way
Functional Layout Example
Departmentor Step 1
Department
or Step 4
Departmentor Step 5
Department
or Step 2
Department
or Step 3Finish
DepartmentIn this slide the term “department” is used
to describe a functional department. For ex-ample, the lathe
department, the mill depart-ment, the inspection department,
etc.
StepA step is a sequence in a production process.Within each
step, you may have multiple op-erations occurring, either
simultaneously orconsecutively. For example, within one stepwe may
perform both a drill and tapping op-
eration.
OperationAn operation is the type of work (mill, lathe,drilling,
tapping) being performed within astep.
Te term “department or step” is used in thisslide to illustrate
how a part moves within a
manufacturing process. Although the wordsdepartment and step are
different terms, theproblems associated with poorly arranged
de-partments or steps are very similar. Keep thisin mind.
Tis is an example of a functional layout. Tereare five
(departments or steps) in this example.Te arrows depict the “flow”
or the directiona part travels through the manufacturing pro-cess.
Notice how the various departments or
steps are not arranged in any logical order re-sulting in
transportation waste. Tis is an ex-ample of poor production flow.
If this type oflayout resembles your facility, consider chang-ing
it immediately to a product layout which isdescribed on the
following page.
Functional Layout (Example)
-
8/21/2019 Lean Manufact Evolver_sample
23/34
23
Begin by accurately drawing every item on theshop floor. Tis
includes machinery, cabinets,
trashcans, employee toolboxes, material carts,aisles, doors,
etc. If it is on the floor, draw it!
Draw the equipment as accurately as possible.Avoid the
temptation of drawing “boxes” in-stead of drawing an accurate
footprint of amachine. Yes, it takes a little longer to drawthe
equipment correctly; however, it is a smallinvestment that pays
large dividends for yearsto come. Your new layouts will be easier
tocreate and easier for others to read. Te entire
Evolver™ program focuses on reducing costsand eliminating
non-value added activities.With this in mind, I would not advise
you todo something that actually takes more time ifit was not
necessary.
ools Required Normally, when I begin a layout, I utilize
the
following tools:wo 30 foot tape measures or two 25 foottape
measures. I personally prefer the 30foot tape measures as the extra
five feetmay save some time. Use these tape mea-sures for laying
out the building parameteror an area designated for lean
improve-ment.One 15 foot tape measure for measuringequipment. Te 15
foot tape is lighter andeasier to maneuver when measuring ma-chines
and other equipment on the shopfloor. (Note: A 12 foot tape measure
alsoworks fine for this task.)One 100 foot tape measure (the type
thatwinds up manually). Normally, I only usethe 100 foot tape
measure for measuringaisles. You could also use the 100 foot
tape
•
•
•
Beginning Your Present Layout
B eginning Your P res ent L ayout
• E very item on the shop floor needs to be drawn (i.e.
,machinery, cabinets , toolboxes , material ca rts , aisles ,
doors, etc.) .
• Accuracy is important! Meas ure equipment as accurately
as poss ible. S hortcuts here may caus e you problems later!
• Tools required – Use tape measures and a measuring
wheel. Avoid las er tools unles s you have proven them to
be accurate.
• If you own drafting software, use it.
-
8/21/2019 Lean Manufact Evolver_sample
24/34
24 Chapter 5 - Creating Effective Shop Floor Layouts - Te
Correct Way
measure if you are measuring an emptybuilding or an area without
equipment.A measuring wheel for performing aquick accuracy check.
(Important Note:Avoid the temptation of using the mea-
suring wheel as a shortcut. I only use thewheel when I have an
extremely long dis-tance and a perfectly straight line for thewheel
to travel. If you are going to use thewheel, use it correctly and
with accuracy.When taking a measurement, try to walkin a straight
line. Also, take notice of yourhandle position. I prefer to start
the mea-surement and stop the measurement withthe handle at 90
degrees (vertical). I dothis because moving the handle changes
the measurement reading. Yes, it’s only afew inches, but I
prefer to be as accurate aspossible. Do it right the first
time!Black magic markers - I use black magicmarkers to write on the
floor. For exam-ple, let’s assume that you are measuring adistance
of about 45 feet. Measure off thefirst 30 feet with your tape
measure. Tenmake a small mark on the floor with themarker. From
there you can use the markon the floor to measure the remaining
15feet of distance. Ten simply add up thetwo measurements. Tis
approach is greatwhen you cannot run a measuring wheelin a straight
line due to equipment or oth-er obstructions on the factory
floor.
Drafting Software If you have drafting software, use it. It
is fasterand more accurate than using a piece of paper,plus it
allows you to establish layers in your
drawing.
Layer Suggestion (Drafting Soft- ware)Te following is just
a suggestion. Tis is mypersonal preference and what has worked
wellfor me in the past. If you have a more effective
•
•
method or merely your own personal prefer-ence, that’s okay
too.
Create layers for the following:Create a layer for the building
or area pe-
rimeter. Tis is where you will draw yourbuilding or area.Create
a layer for your present layout. Ialways keep a copy of the present
layout,even after the changes are made because itallows me to refer
to how things were pre-
viously arranged. I simply turn the layoutoff and on as
required. You never knowwhen you might need to look at the
oldlayout. Having a layer for the present lay-out also helps with
the new layout because
you can switch back and forth to checkaisle spacing,
machine spacing, etc.Create a layer for your new layout. Tisis
where you will draw your new layout.Having a layer for the new
layout allows
you to start with a clean uncluttered draw-ing.
1.
2.
3.
-
8/21/2019 Lean Manufact Evolver_sample
25/34
25
Walking The E xis ting P roces sPresent Layout
• W alk the manufacturing process that you are trying toimprove
(follow the path that the parts travel).
• Meas ure the total distance traveled with the meas uring
wheel. (Note: Y ou can als o meas ure the individual
distance of each manufacturing step. T hen, you can add
your individual distances to obtain your total distance
traveled.)
• Us ing your layout, create a s paghetti diagram as you
walk
the process to illustrate the movement of the product
through the facility.
• C reate a description of every step of the process .
Te purpose of walking the process is to gath-er information
about how a part or family of
parts travel through the manufacturing pro-cess. Te information
gathered while walkingthe process is somewhat different than the
in-formation gathered during a time study.
In a detailed time study, we are interested incollecting
detailed information regarding amanufacturing process or a step
within a pro-cess for the purpose of collecting and improv-ing run
times, removing waste, looking forcost reductions, error-proofing,
etc.
When you walk a process for the purpose ofcreating a new layout,
we are interested in col-lecting information about how a part or
fam-ily of parts travel through the manufacturingprocess for the
purpose of improving the lay-out or creating a cell.
Examples include:How are the parts transported (cart, pal-
let, bins, etc.)?How heavy are the parts? Do you needspecial
handling equipment for the parts?How heavy is the tooling? Where is
thetooling located? Do you need special lift-ing equipment for the
tooling?If you are using best-batch-flow, what arethe optimum batch
sizes?How wide do your aisles need to be?How much space is required
around eachmachine?
What are the power requirements for eachmachine?
(Note: Te topics of equipment and peopleconsiderations are
discussed in greater detailin the upcoming segment.)
•
•
•
•
••
•
Walking the Existing Process - Present Layout
-
8/21/2019 Lean Manufact Evolver_sample
26/34
26 Chapter 5 - Creating Effective Shop Floor Layouts - Te
Correct Way
• W ho will be impacted by your move?• Have you included them in
your decision making proces s?
• Is there an approval process required for the move? If so,
complete this first.
Designing A New LayoutPeople Considerations
Before you begin, deeply consider who will beimpacted by your
move. You need to considereveryone! Tis includes, but is not
limitedto: the rank and file employees, maintenancestaff, shop
floor supervisors, middle and up-per management, office employees
and eventhose in different departments. Tere is noth-ing worse than
spending days working on alayout only to discover someone has
createda “roadblock” and your new plan needs to bealtered. What is
even worse is discovering a
roadblock in the middle of a move! ake yourtime and consider
everyone.
Sometimes a move may require an approvalfrom management. If so,
you may want toconsider obtaining the approval first. Hint:I
personally prefer to create a “rough draft”
layout which often helps management visual-ize what you are
trying to accomplish. It iseasier to obtain approval when they can
seethe end results. Remember, money is the op-erative language for
management. In additionto your rough draft, advise management ofthe
projected savings. Always be conservativewith this number! It is
perfectly fine to exceed
your original savings estimate; however, fallingshort will
destroy your credibility in a hurry.
Designing a New Layout -
People Considerations
-
8/21/2019 Lean Manufact Evolver_sample
27/34
27
S tandard Work Ins truction - E xample
1. Attach air line to detail #1 and apply air pressure to value
per blueprint.
2. Meas ure torque to spec. 99-996S S ection 2.1 (S ee F igure
#2).
3. Torque should measure between 10 and 15 inch pounds with
air
pressure applied.
4. L ever Torque T es t per blueprint P N#27022 R ev. B .
5. Place valve (in closed position) & details 1 and 2 into
test fixture
Figure 1. Position of valves and details 1 & 2 Figure 2.
Actual torque test in progress
Detail #1
Detail #2
Tis example is very similar to a page froman actual work
instruction used in the torque
testing of a valve lever. Prior to having thiswork instruction,
employees relied solely onthe blueprint to assemble and test the
part.Te blueprint did not show the employeeswhat tools to use, how
to assemble the partor how to actually perform the test. With
theabsence of a standard work instruction, eachemployee had his/her
own method of com-pleting the task. While each employee did infact
get the job done, it took some employeesmuch longer to complete the
same task than
others.
o eliminate the confusion, all of the employ-ees that assembled
this product attended alean event and created a set of standard
workinstructions. During every step of the pro-cess, each employee
explained how he/she
built the product. Te employees then votedfor the best method of
performing each step of
the assembly process. During the lean event,we also discovered
that a few employees hadfabricated “custom tools” that made
certainportions of the assembly process easier andfaster. Upon this
discovery, we duplicated thecustom tools and integrated them in the
stan-dard work instructions. Work instructionscan be more or less
detailed than this exampleas long as the task is accomplished.
Standard Work Instruction - Example
-
8/21/2019 Lean Manufact Evolver_sample
28/34
28 Chapter 7 - Self-Directed Work eams
S elf-Direc ted Work T eams
• A s elf-directed work team is an individual department,area,
activity, or process where employees are empowered
to make all of the routine or “day-to-day” decisions
regarding their respective jobs.
• Decis ions or opinions from management are only required
when an event out of the routine occurs.
• E xample: If the roof suddenly begins leaking, inform
management.
In a self-directed work team, employees aretaught and empowered
to make all of their
daily decisions regarding their respective jobs.
Self-directed work teams also have “de-partmental or area leads”
that have the sameauthority as a traditional supervisor, but servea
different function. Instead of micro-manag-ing the employees, the
lead is present to assistin making decisions that are not a part of
theroutine process, as well as to perform othersupervisory tasks
that are integral to runninga department, such as time and
attendance,etc. Te following example is provided to bet-
ter illustrate what activity is considered “rou-tine” and what
events require supervisory ormanagement intervention.
Company A is a bicycle manufacturer with
self-directed employees. Tey assemble bicy-
cles from parts produced in-house and from
outside sources. Te bicycle assemblers are
experienced and they know how to perform
their jobs. Each day when the assemblerscome to work, they are
handed a schedule.
Te schedule indicates what types of bicycles
to build and the length of time the company
expects the employees to spend building each
bicycle. With a work schedule and a time
standard, each employee is aware of what is
required of them. As long as the employees
build bicycles correctly and within the com-
pany’s time standards, they do not require a
supervisor standing over them. Assembling
bicycles is a routine part of their normalworkday.
oday, when the assembly employees arrived
at work, they quickly discovered that the bi-
cycle frames had serious flaws in the paint.
Dealing with defective bicycle frames is not
Self-Directed Work eams
-
8/21/2019 Lean Manufact Evolver_sample
29/34
29
part of their day-to-day routine. In this type
of situation, the lead person is useful in as-
sisting the work team members with resolv-
ing the problem.
Requirements For Building Self-Directed Work eams
Quality Management - op and middlemanagement, supervisors, and
depart-ment leads all need to take less of a super-
visory role and more of a leadership/men-toring
role.Quality Employees – Let’s face the facts.Te old saying,
“when the cat’s away themice will play,” does have some truth to
it.Based on my experience, most employeesgo to work with the
intention of perform-ing a good job. As a result, most employ-ees
do not have a problem performing ina self-directed work team. In
fact, theyprefer it! For the small percentage of em-ployees that
require some babysitting, thedepartment lead or lead person is
there tokeep an eye on things and act as a checkand balance.ools
and Measurement Systems -
Other requirements for self-directed workteams include tools
such as work sched-ules, and performance measurement sys-tems that
assist the employees in managingthemselves. Tese are the same or
similarset of tools that a manager or supervisorwould use to
schedule work and measureemployee performance.raining –
Employees require appropri-ate training to succeed in their
positionsand become as self-sufficient as possible.
•
•
•
•
-
8/21/2019 Lean Manufact Evolver_sample
30/34
30 Chapter 7 - Self-Directed Work eams
Having worked my way through the ranksfrom a machinist to a Vice
President of Op-erations, I know firsthand what it is like tobe on
both sides of the fence. Based on mypersonal experience, I can make
the follow-
ing statement very comfortably: the highera manager is on the
organizational chart, theless he/she is likely to know about the
day-to-day activities and details of the factory opera-tion.
While working as a machinist earlier in mycareer, I encountered
my fair share of jobsthat were very difficult to run. In addition,I
also made my fair share of mistakes. A
friendly note to any machinists reading this:Te little “tink”
sound that you hear beforethe tap breaks in half has stressed out
myday on more than one occasion! Wheneverpossible, I hid both my
struggles and my mis-
-
8/21/2019 Lean Manufact Evolver_sample
31/34
31
Te main objective of the 5S is to establish aneat and organized
work environment where
everything has a place and everything is readyto use at a
moments notice. However, prop-erly facilitated 5S events go far
beyond basichousekeeping by improving operator efficien-cies,
reducing various forms of waste and in-creasing employee job
satisfaction. A cleanand organized workplace is the foundationfor
lean initiatives and the early stages towardbecoming a world-class
manufacturer. By us-ing the 5S system, you can quickly achieve
anorganized workplace, establish standard work
methods, and create the self-discipline re-quired to sustain the
results. Te 5S system
can be used by itself or as part of a larger morecomplex lean
event.
Te 5S System
A clean and organized
workplace is the foundation
for lean initiatives and the
early stages toward becoming
a world-class manufacturer.
T he 5S S ys tem
• T he 5S sys tem establishes a culture that is focuse d
oncreating a clean, organized, and safe work environment.
• T his is accomplished through a combination of:
• waste elimination exercises;
• visual controls; and
• standard work procedures.
• T he 5S system is an excellent tool for firms just
beginning
their lean transition.
-
8/21/2019 Lean Manufact Evolver_sample
32/34
32 Chapter 9 - Te 5S System
Te changing of corporate culture is one of themost difficult
challenges a firm faces during
the lean transition. Te 5S system is a greatstarting point for
building teamwork within adepartment or manufacturing process
simplybecause it may be the first time that the em-ployees have a
real voice to make the changesthat they want in their
respective processes.
Tis in turn creates a sense of accomplish-ment, pride, and best
of all, ownership of theirdepartment. When the employees have
own-ership of their departments, the real lean tran-
sition begins. Tis is when employees beginmaking process
improvements on their ownor bringing to the surface problems that
needimmediate attention.
Current Management and the Rela-
tionship to Cultural Change
If the current manager has an autocratic ap-proach and is not
well-respected in the work-place, the cultural change will
not take placeuntil the autocratic manager either
changeshis/her management approach or is removedfrom the area.
While this may seem like aharsh statement, there is no need to
sugarcoatthe truth – autocratic managers have no placein a lean
environment.
Te ultimate goal in lean manufacturing is thecreation of
self-directed work teams. A self-di-rected work team is an
individual department,area, activity, or process where employees
areempowered to make all of the “day-to-day”decisions regarding
their respective jobs. Itis not possible to have an autocratic
manager
Te 5S System (Cont. )
• E stablishing standard workpractices while improving
quality.
• F reeing up was ted floor
space.
• E liminating the search for
items, tools, etc.
• Improving process flow.
• E stablishing work teams.
• R educing inventory byestablishing realistic needs
for raw materials, supplies,
tools and other equipment.
• C hanging the corporate
culture – T his is one of the
most important benefits of
a 5S .
T he 5S S ys tem (C ont.)
R es ults Include, B ut Are Not Limited To:
-
8/21/2019 Lean Manufact Evolver_sample
33/34
33
and a self-directed work environment at thesame time.
Te better the leadership and managementstyle of the current
manager, the shorter the
transition to a self-directed work team. How-ever, if the
current manger has caused sub-stantial damage, meaning that the
employeesare absolutely miserable when they drive intothe parking
lot simply because of the pres-ence of the current manager, the
transition toa self-directed work team will probably
neverhappen.
Cultural change does not occur overnight! Ittook years to create
the current culture and it
will take some time to change it.
The real lean transition
begins when employees
possess ownership of their
departments.
-
8/21/2019 Lean Manufact Evolver_sample
34/34
34 Chapter 9 - Te 5S System
Project BackgroundIn this work cell, employees assemble
hard-ware kits (screws, nuts, bolts, caps, assemblyinstructions,
etc.) for household furnishingproducts. Te completed hardware kits
areshipped along with the other main compo-nents and later
assembled by the customer.
Before Photo DescriptionTe before photo depicts the area prior
to thelean event. As you can see, the area was verydisorganized.
Although many boxes appearto be labeled, most of the boxes
containedmore than one part making it very difficult fora newer
employee to assemble a kit correctly.
In addition, the area was very dark due to thehigh piled storage
racks which surrounded thearea and a lack of proper lighting.
Notice theinoperable track lighting that was installed onthe upper
left side of the photo.
Major ProblemsTe hardware itself was not identified cor-
rectly.Various components were mixed togetherin old torn up
boxes.Te employees spent more time lookingfor parts than assembling
the kits!Absence of a bill of materials.
As you can imagine, customers complained
•
•
•
•
5S Results - Details for the Hardware Project
5S R es ults - Hardware P rojectBefore And After Photos
V is ual C ontrols - All of the
bins are labeled and
arranged in a logical order.


























![[Lean 101] Introduction to Lean - Preparing a Lean Canvas](https://img.pdfslide.us/doc/110x75/58f160751a28abf1658b4621/lean-101-introduction-to-lean-preparing-a-lean-canvas.jpg)
