Embed Size (px)
Citation preview

129
Int. J. Mech. Eng. & Rob. Res. 2013 G Vinoth and S Raghuraman, 2013
LEAN ENGINEERING PRINCIPLES: AN EFFECTIVEWAY TO IMPROVE PERFORMANCE AND PROCESS
ON PRODUCTION FLOOR
G Vinoth1* and S Raghuraman1
*Corresponding Author: G Vinoth,[email protected]
In the present days, manufacturing industries face many problems due to the increase in wasteand non value added work. To compete globally, one has to understand the customers needexactly and always maintain a higher quality standard. Lean Manufacturing concept is to reducethe waste and add value to every process in manufacturing. To survive in today’s global market,manufacturers need to find various methods to reduce both time and cost for making a product.Higher quality, Flexibility and Efficient production requires newer ideas in production. LeanManufacturing Techniques are used to implement such new ideas into the production line toimprove the overall production process. Failure Mode Effective Analysis (FMEA) and Value StreamMapping (VSM) are lean approaches that find direct solution to these problems. Identification offailure and non value added work in the production line was carried out. This paper analyseswaste and non value added work on the production floor and generates the necessary actionplan to improve the performance. Production floor was observed for three months and the datawas taken as inputs for FMEA and VSM. The results show that lean manufacturing can beeffectively used to improve performance on production floor.
Keywords: Lean manufacturing, FMEA, RPN, VSM, Current state, Future state
INTRODUCTIONLean manufacturing often simply “Lean” is aproduction practice that adds value to aprocess and removes waste. Lean is centredon preserving value with less work. For anycompany, customer satisfaction is the endgoal. In a production floor, many non value
ISSN 2278 – 0149 www.ijmerr.comVol. 2, No. 3, July 2013
© 2013 IJMERR. All Rights Reserved
Int. J. Mech. Eng. & Rob. Res. 2013
1 School of Mechanical Engineering, SASTRA University, Tanjore, TN 613401, India.
added processes are overlooked whichincreases the overall lead time of aproduction process. Lean manufacturingcomes from the early Toyota ProductionSystem (TPS) principle which focuses on thereduction of seven wastes to improve overallvalue of the product and process. Failure
Research Paper

130
Int. J. Mech. Eng. & Rob. Res. 2013 G Vinoth and S Raghuraman, 2013
Modes Effective Analysis (FMEA) is aninductive failure analysis used in productdevelopment, operations management foranalysis of failure modes within a system forclassification by the severity, detection andoccurrence of the failures. A successfulFMEA activity helps a team to identifypotential failure modes based on pastexperience with similar products orprocesses or based on common failuremechanism logic, enabling the team todesign those failures out of the system withthe minimum of ef fort and resourceexpenditure, thereby reducing developmenttime and costs. Risk Priority Number (RPN)is calculated for every failure mode and thenecessary improvement plan are generated.
Value Stream Mapping (VSM) is a modelbased lean concept that identifies the valueadded and non value added services in theproduction floor. It consists of current state andfuture state layouts. The current state modelexplains the current process of the productionfloor. The future state layout is the leanimplemented model for the production floorthat eliminates the non value added servicesand reduces the overall lead time.
Abdulmalek and Rajgopal (2007)explained the use of linear distributionsystems to produce a control systems modelfor the improvement in quality of products.Push and Pull systems using kanban wasdesigned to reduce the lead time. Inventorymanagement, Production leveling was doneto eliminate any non value added work.Doolen and Hacker (2005) addressed thedirect problem involved in production floor likeoperator fatigue, machine failure and productfailure. Reliability and validity testing was
carried out and implementation of 7 QC toolswas done. Mann Whitney testing forimplementation between SSI and largecompanies was also done to understand theproduction variability. Operator rotation andvariable shift ideas were also suggested toimprove the overall performance.
Womack and Jones (1994) developed anew plan for total elimination of waste andcontinuous improvement. A lean roadmap tovisually promote production process wasdeveloped. The idea was to create animplementation model for the company thatreduces the non value added work that wascurrently in practice. Evaluation and coursecorrection of the model was also carried outto find the result. Wong et al. (2009) usedmany lean manufacturing tool to analysis theadvantages of each process on a productionline. Lean design pertaining to product designwas first carried out. JIT, Poka Yoke, SixSigma, Quality Function Deployment werealso implemented for different processes.Value stream mapping and plant layout wasdesigned to find the best adaptive leantechnique to improve the performance. Thesepapers were studied thoroughly to understandthe principles and procedures involved increating an effective lean manufacturingmodel to attain improvement in the productionfloor.
EXPERIMENTAL SETUP
DATA COLLECTIONThe production floor was studied for threemonths to find the defects in various processesand also the current working model of the floorwas identified.

131
Int. J. Mech. Eng. & Rob. Res. 2013 G Vinoth and S Raghuraman, 2013
ANALYSIS OF THE PROBLEMThe above data were studied and the followinglean concepts were stated and taken as inputfor FMEA and VSM.
• Rejection rate in CNC is higher.
• FMEA analysis for the failure of products inCNC machine is to be carried out.
• Non value added work must be identifiedand eliminated through VSM.
FAILURE MODE EFFECTIVEANALYSISFMEA is a structured way to identify the waysin which a product or process can fail. Is it usedto estimate the risk associated with specific
causes. It priorities the actions that should betaken to reduce risk and evaluates designvalidation plan (product) or current control plan(process).
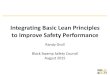
REASONS FOR FAILURE INCNCFrom the observation of the rejection analysisin the production floor, the causes for failure ofproducts in the CNC machine was identified.The five frequently occurring reasons for failureare taken for FMEA analysis.
• Setting
• Material crack
• Drill shift
• Thread damage
• Dent
VALUE STREAM MAPPINGVSM is a lean concept that is used to identifythe non value added services in the process.It is used to add value to every process and toreduce the overall lead time of production.
Figure 1: Rejection Analysis for 3 Months
No. of Components Lead Time Process Time
200 (per Batch) 26 Days 10 Days 2 mins
Table 1: Current State in Production Floor
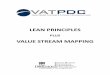
PRODUCTION PROCESS FLOWEvery product in the production floor followeda specific process flow and these steps weretaken as input data for the VSM analysis.
Figure 2: VSM Analysis

132
Int. J. Mech. Eng. & Rob. Res. 2013 G Vinoth and S Raghuraman, 2013
• Order placement
• Receive raw materials
• Cutting
• Pre machining (optional)
• Machining
• De burring
• Quality inspection
• Packing and dispatch
LEAN IMPLEMENTATION –FMEARisk Priority Number (RPN) is calculated toprioritize the cause of failure. It forms the FMEA
solution and the necessary action is framedbased on the RPN data.
Severity x Occurrence x Detection = RPN
RATING SCALESSeverity: 1 = Not Severe, 10 = Very Severe
Occurrence: 1 = Not Likely, 10 = Very Likely
Detection: 1 = Likely to Detect, 10 = NotLikely to Detect
Severity, occurrence and detection is basedon the importance of the product to thecustomer and how much a failure affects thequality of the product. The ratings are givenwith reference to the FMEA data book.
Problems Severity (1-10) Occurrence (1-10) Detection (1-10) RPN
Setting 10 6 5 300
Material Crack 7 4 3 84
Drill Shift 8 6 6 288
Thread Damage 7 5 7 245
Dent 8 5 6 240
Table 2: RPN Calculation
RPN RANKING AND REASONS• Setting – Failure due to fixture problem or
improper setting
• Drill shift – Failure due to sudden stoppageof drilling operation
• Dent – Failure due to clamping problem orinappropriate speed, feed or depth of cut
• Thread Damage – Failure due to burrs orimproper grinding
• Material Crack – Failure due tomisunderstanding of material properties
In FMEA, the failure with greater severitynumber is always given first preference as itinfluences the quality of a product more thanthe other reasons.
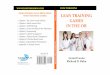
LEAN IMPLEMENTAION –VSMThe production floor layout and the current
process flow were thoroughly studied to
design the current state VSM model. An
average of 5 components with a production
rate of 200 per batch was considered for the
VSM analysis.
From the current state VSM layout, the
following non value added works were
identified.
• Improper material handling system led to
usage of high man power to load material
into cutting machine.

133
Int. J. Mech. Eng. & Rob. Res. 2013 G Vinoth and S Raghuraman, 2013
• Measurement equipment were providedonly in the first M/c line which led tounwanted movement of workers to checkthe accuracy of machined components.
• Improper production leveling was practicedwhich led to unnecessary idle time forcomponents in every machine.
• Fixture setup time was high since differentcomponents were machined due toimproper leveling.
• Use of normal coolant shows an increasein the burr production during machiningprocess. Improper coolant parameters suchas velocity, viscosity and flow angleproduced excessive burr thereby increasingthe de-burring time.
To map the future state VSM model, thefollowing method study was carried out tounderstand ways in which the non value addedactivity could be eliminated thereby increasing
the quality of the product and also to reducethe overall lead time of the product.
• Understanding customer needs
• Flow with fewer interruptions
• Reducing overall lead time
• Removing non value added services
• Process improvement plan
• Production leveling
• Value addition and tracking
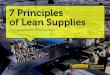
The Future state was mapped byunderstanding the complete production floorprocess. Although an improved lead timewas attained, there was certain non valueadded work that could not be eliminated fromthe production floor. The final estimatedimprovement in lead time was achieved byimplementing the necessary lean actionplan.
Figure 3: VSM Current State

134
Int. J. Mech. Eng. & Rob. Res. 2013 G Vinoth and S Raghuraman, 2013
RESULTS AND DISCUSSIONFmea Action Plan
Failure mode effective analysis works byconsidering the RPN number and ranking thedefects based on it. Then the improvementplan is stated to improve the quality of theproduct. The occurrence of failure isdecreased and every single failure mode isanalysed for their cause and effectphenomenon. The following lean action planwas implemented in the production floor andthe improvement in the failure mode wasstudied.
• Employ a BLACK BELT engineer familiarwith all quality evaluation methods.
• Always follow procedure.
• Improved fixture designs.
• Informal inspection on fixation of materialand usage of sensors.
• Proper removal of burrs and correct anglefor coolant entry.
• Understand the material properties clearly.
• Grind tool bit properly and ensure toolposition before operation.
Figure 4: VSM Future State
Problems RPN (Before Lean) RPN (After Lean)
Setting 300 200
MaterialCrack 84 48
Drill Shift 288 150
ThreadDamage 245 100
Dent 240 180
Table 3: FMEA Results – LeanImplementation

135
Int. J. Mech. Eng. & Rob. Res. 2013 G Vinoth and S Raghuraman, 2013
Vsm Action Plan
Value stream mapping is a visual leanimplementation model which identifies the nonvalue added service directly on the productionfloor. The current state and future state layoutsare used to compare and significantly improvethe performance on production floor. Thefollowing action plan was implemented on theproduction floor and the improvement onoverall lead time was studied.
• Material handling system implementation.
• Pre cutting material based on requirements.
• Provide ease of material measurement andtrain all operators on handling measuringequipments accurately.
• Production leveling and dynamic shift ofmachine operators.
• Employ black belt engineers.
• Efficient coolant angle to reduce burr.
• Increase in production leveling and processperformance.
Design improvement and higher processefficiency was also noted. Removal of nonvalue added works and reduction in wastegeneration is also possible and leanmanagement increases worker motivation.Hence it is noted that simple lean conceptmakes considerable improvement in theindustry.
REFERENCES1. Abdulmalek F A and Rajgopal J (2007),
“Analyzing the Benefits of LeanManufacturing and Value Stream Mappingvia Simulation: A Process Sector CaseStudy”, International Journal ofProduction Economics, Vol. 107,pp. 223-236.
2. Åhlström P (1998), “Sequences in theImplementation of Lean Production”,European Management Journal, Vol. 16,pp. 327-334.
3. Doolen T L and Hacker M E (2005), “AReview of Lean Assessment inOrganizations”, Journal of ManufacturingSystems, Vol. 24, pp. 55-67.
4. Forza C (1996), “Work Organization inLean Production and Traditional Plants,What are the Differences?”, InternationalJournal of Operations ProductionManagement, Vol. 16, pp. 42-62.
5. Walder J, Karlin J and Kerk C (2007),“Integrated Lean Thinking & Ergonomics:Utilizing Material Handling Assist Device,Solutions for a Productive Workspace”,MHIA White Paper, USA.
VSM Model Lead Time Processing Time
Current State 26 Days 10 Days 2 mins
Future State 13 Days 8 Days 30 mins
Table 4: VSM – Lean Implementation
CONCLUSIONThe paper concludes that by theimplementation of Lean ManufacturingTechniques like FMEA and VSM, the overallperformance on the production floor isincreased.
• Lean reduces operator fatigue andimproves efficiency.
• Overall lead time is reduced by 40% onimplementation of the lean concepts.
• Higher utilization of production floorspace.

136
Int. J. Mech. Eng. & Rob. Res. 2013 G Vinoth and S Raghuraman, 2013
6. Womack J and Jones D T (1994), “From
Lean Production to the Lean Enterprise”,
Harvard Business Review, Vol. 72,
pp. 93-104.
7. Wong Y C, Wong K Y and Ali A (2009),
“Key Practice Areas of Lean
Manufacturing”, pp. 267-271, IACSIT-SC
2009, Singapore.
8. Worley J M and Doolen T L (2006), “TheRole of Communication and ManagementSupport in a Lean ManufacturingImplementation”, Management Decision,Vol. 44, pp. 228-245.
9. Wu Y C (2003), “Lean Manufacturing: APerspective of Lean Suppliers”,International Journal of Operations &Production Management , Vol. 23,pp. 1349-1376.