Embed Size (px)
Citation preview
IZTAPALAPA
DEPARTAMENTO DE ~NGENlERlA DE PROCESOS E HIDRAULICA
/ INGENIERIA WlMlCA
LABORATORIO DE PROCESOS Y DISENO
PROFESOR. ING.URIEL ARECHIGA VIRAMONTES
/SOPORTES DE ALUMINA-TITANIA POR EL PROCESO SOL-GEL'
IA
m VIIIA
* **
LELIA MARCELA ~GUILLEN SILES RAQUEL AYVAR DE LOS SANTOS
ARTURO ALBERTO MONJARAS CRUZ
3 U
A nuestros padres
I N D I C E
INTRODUCCION
1. EL PROCESO SOL-GEL
2. RESUMEN Y CONCLUSIONES
2.1. El Producto
2.1.1. Usos principales
2.1.2. Consumidores principales
2.1.3. Volumen actual y potencial del
mercado en pesos y unidades
2.2. El Proceso
2.2.1. Materias primas y subproductos
2.2.2. Reacciones importantes
2.2.3. Capacidad a instalar, monto de la
inversión, inversión fija y capi-
tal de trabFjo
2.2.4. Obreros, empleados y técnicos nece
sarios
2.2.5. Costo de producción
(capacidad mínima, media, máxima)
2.2.6. Ganancia por año
(capacidad mínima, media, máxima)
3. EL PROCESO, LAS MATERIAS PRIMAS, EL PRODUCTO Y SUS
CARACTERISTICAS
3.1. Propiedades Físicas y Químicas
3.1.1. Disolvente : etanol
1
5
6
6
7
8
9
16
17
18
18
19
3.1.2. Alc6xidos metAlicos
3.1.3. Producto
3.1.4. Productos secundarios
3.2. Procesos de Obtenci6n del Producto.
Examen comparativo y selecci6n
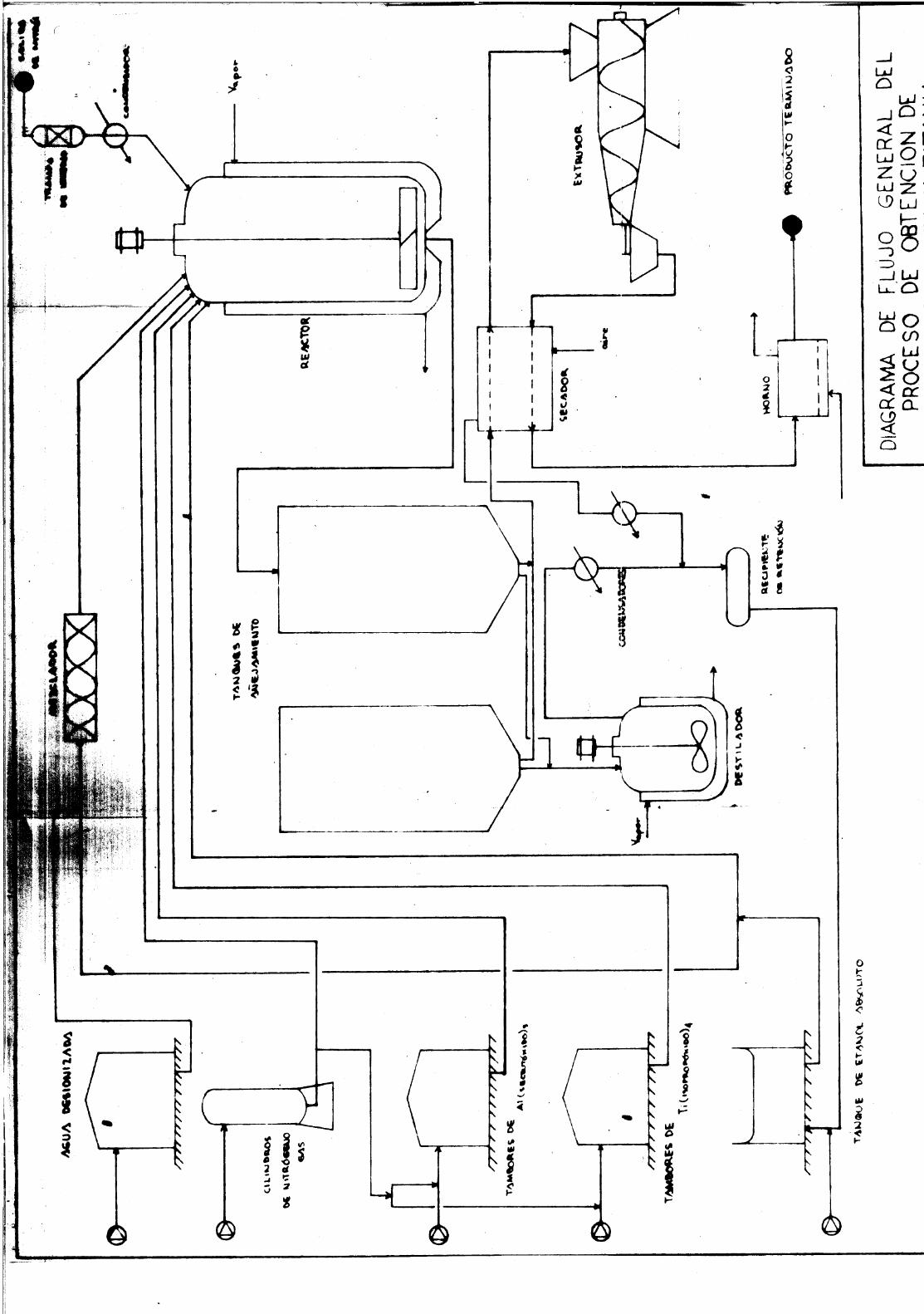
3.3. Diagrama de Flujo General del Proceso
Seleccionado
4. EL ESTUDIO DEL MEKCADO
4.1. Antecedentes y Proyecciones
4.2. Usos y Usuarios
4.3. Sustitutos y Sucedáneos
4.4. Capacidad de la Planta y Ubicación
5. EL TRABAJO DE INVESTIGACION.
OBJETIVOS Y RESULTADOS
5.1. Las Bases de DiseAo. Rendimientos
6. RESULTADOS DEL DISENO
6.1. Detalle del Diagrama de Flujo del Proceso
6.2. Características del Equipo de Proceso
6.3. Características del Equipo Auxiliar
6.4. Lista de Bombas, Válvulas, Tuberías,
Instrumentos de Control, etc.
22
29
40
44
48
49
50
63
64
66
69
70
74
79
7. PERSONAL NECESARIO
7.1. Número, Posición, Sueldo Anual
8 . INVERSION TOTAL
8.1 . Inversih Fi ja
8.2. Capital de Trabajo
8 .3 . Ganancia Anual o Tasa de Retorno
BIBLIOGRAFIA
APENDICES
Apéndice A. Desarrollo del Trabajo
de Investigación
Apéndice B. Diagramas del Diseno del
Equipo de Proceso
Apéndice C. Planos de la Planta
86
87
88
88
89
92
121
125
INTRODUCCION
Los catalizadores se preparan usualmente dispersando un metal de transici6n sobre un soporte de gran area superficial
para asegurar que una gran proporci6n de los itomos del metal
esté disponible para la interacci6n con los reactantes. Para la
mayoría de las aplicaciones industriales, se requieren soportes
que posean alta área superficial, estabilidades t6rmica y química
altas, así como resistencia mecinica.
Mientras que, en principio cualquier material sblido
puede ser empleado como un soporte, en la prictica se prefieren
los óxidos metálicos. El que se empleen Cstos es una consecuencia
de que generalmente presentan las características ya mencionadas
y de que se puede tener control sobre éstas al momento de
prepararlos.
Las propiedades químicas de los soportes y la manera en
la cual interaccionan en la reacci6n son fuertemente afectadas
por sus propiedades Acidas-básicas, las cuales pueden ser
alteradas mediante la incorporaci6n de un segundo átomo metálico
al esqueleto del óxido; tal es el caso del óxido mixto
silica-alúmina, que ademis modifica la estructura superficial.
En el presente trabajo se pretende desarrollar un 6xido
mixto que combine el área superficial grande de la alúmina y la
poca reactividad de la titania.
El proceso a través del cual se obtendrd este óxido
mixto es el proceso sol-gel, específicamente, utilizando el
métado de alcóxidos. Este proceso permite controlar las variables
que determinan las características deseadas para un soporte.
1. EL PROCESO SOL-GEL
EL PROCESO SOL-GEL
El proceso sol-gel ha adquirido mucha importancia
durante los últimos años, debido a las muchas ventajas que ofrece
en relación a los métodos tradicionales en la síntesis de
vidrios, cerámicas, catalizadores y soportes.
Sol-gel es el nombre dado a un gran número de procesos
que involucran una solución o sol, el cual se transforma en un
gel. El sol es una solución coloidal que puede describirse como
una dispersión de partículas que tienen un didmetro de
aproximadamente 1000 A en medio líquido. El gel se puede definir
como una red rígida, interconectada, con poros de dimensiones
submicrométricas y cadenas poliméricas, que ha sido formado por
una policondensación química.
0
Existen dos métodos para formar un gel:
- Método coloidal.
- Método de los alcóxidos.
En el presente trabajo se empleó el método de los
alcóxidos.
El método de los alcóxidos consiste en la hidrólisis y
policondensación de compuestos organometálicos, alcóxidos
(M[ORld, los que se disuelven en alcoholes y posteriormente se
hacen reaccionar con agua.
El proceso sol-gel comprende una serie de etapas, cada
una de las cuales será determinante en las características
finales del sólido amorfo obtenido; dichas etapas son:
1) Hidrólisis y policondensación.
2) Gelación.
3 ) Añe jamiento.
4) Secado y calcinación.
EL PROCESO SOL-GEL
HIDROLISIS Y POLICONDENSACION.
En esta etapa los reactivos se hidrolizan y condensan
para formar el gel. La hidrólisis Ocurre cuando el alcóxido y el
agua se mezclan utilizando como solvente un alcohol, obtenikndose
como producto secundario el alcohol correspondiente al grupo
alquil del alcóxido. Se obtendrán diferentes tipos de
intermediarios que finalmente se transforman en geles con una
considerable cantidad de agua en su estructura.
Las reacciones ocurren casi simultáneamente y
generalmente no se completan. Las variables que influyen sobre
estas reacciones son: e
a) Temperatura.
b) Naturaleza y concentración del electrolito (ácido o base usado
como catalizador para las reacciones).
c) Naturaleza del solvente.
dl Tipo de precursor alcóxido.
La cantidad de agua adicionada es importante. Si ésta
es grande, la hidrólisis tiende a completarse y la polimerización
vendrá en forma desordenada produciéndose polímeros ramif icados
que dan como resultado la disminución del área superficial. Sin
embargo, para cantiades pequefias de agua existirán varios grupos
-OR del alcdxido sin ser reemplazados por grupos OH haciendo que
se forme un polímero lineal de mayor área.
Se ha establecido que la presencia de iones H30' en la
solución, incrementa la velocidad de hidrólisis, mientras que los
iones OH- incrementan la velocidad de condensación.
Según sean las características del sólido que se desea
obtener se utilizan diferentes catalizadores ácidos o básicos
tales como HCI, HN03, CHsCOOH, NH40H. etc.
En la reacción de condensación, reaccionan los grupos
2
EL PROCESO SOL-GEL
alcoxi (-"OR 1 con los grupos hidroxi (-"OH 1 para formar
metal-oxanos y ésta determina la estructura primaria de los geles
y sus propiedades.
GELACION.
El punto de gelacibn es fdcil de observar
cualitativamente pero es difícil de medir analíticamente.
En esta etapa las partículas del sol crecen y chocan,
está ocurriendo la condensación, y se forman macropartículas. El
sol se convierte en gel cuando es capaz de soportar un esfuerzo
eldstico, a este punto se le conoce como punto de gelacibn. El
sol cambia de ser un fluido viscoso a un gel eldstico. El cambio
es gradual, cada vez más y más partículas se interconectan.
AÑEJAMIENTO.
Cuando un gel todavía mantiene líquido en sus poros, su
estructura y propiedades continuan cambiando depués del punto de
gelación. A este proceso se le llama afiejamiento.
Durante la etapa de afiejamiento pueden ocurrir
simultanea o separadamente : policondensación, sinéresis
(contracción espontdnea del gel como resultado de la expulsión de
líquido de sus poros, esto se atribuye a la formación de nuevos
enlaces por reacciones de condensación), decrecimiento
irreversible del área superficial por procesos de disolución y
reprecipitación, y cambios de fase.
Durante el afiejamiento hay cambio en propiedades
texturales del gel tales como: tamafio de poro, porosidad y área superficial.
3
SECADO Y CALCINACION.
EL PROCESO SOL-GEL
Los fenómenos que ocurren durante el secado y
calcinacih son: evaporación del solvente, evaporación de agua,
desaparición de residuos orghicos, deshidroxilación y cambios
estructurales y microestructurales.
Durante el secado se presenta una contracción
considerable de la red hasta formar un gel de mayor resistencia,
que se transformará en un sólido poroso.
Un gel se define como seco, cuando toda el agua
físicamente adsorbida es eliminada completamente.
El proceso de secado, en general, se lleva a cabo a
temperaturas de 100-180°C , posteriormente el tratamiento tCrmico
a temperaturas arriba de 2OO0C hace que el gel se haga más denso
hasta llegar a formar un vidrio, el cual ha perdido las impurezas
y residuos orgdnicos que pudiera contener después del secado.
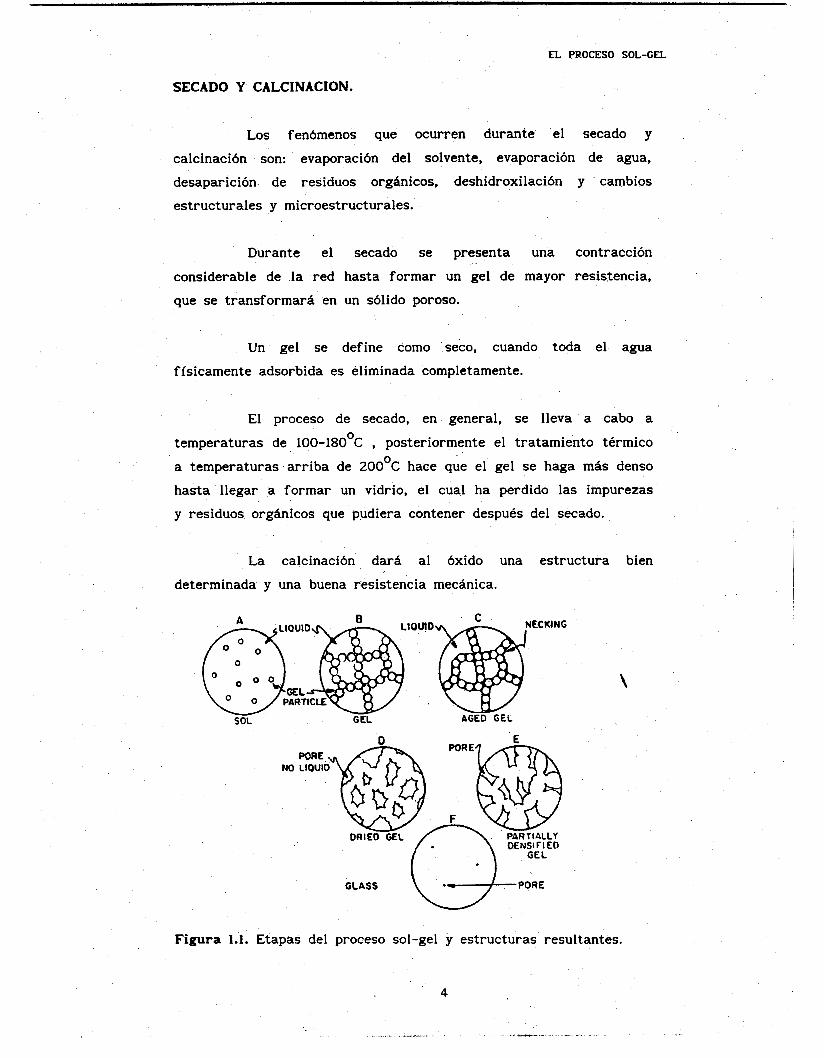
La calcinación dará al óxido una estructura bien
determinada y una buena resistencia mecánica.
\
DRIED GEL
GLASS
. .
Figura 1.1. Etapas del proceso sol-gel y estructuras resultantes.
4
, . . .... "* . . .. a "_.. . , .. . - . .
2. RESUMEN Y CONCLUSIONES
En el presente trabajo se contempló la posibilidad de
producir comercialmente soportes para catalizadores cuyas
características como tales pudieran controlarse aprovechando las
ventajas que ofrece el proceso sol-gel, entre ellas, la
posibilidad de obtener óxidos mixtos con propiedades que resultan
una combinación de las de los óxidos que los forman.
Después de llevarse a cabo el trabajo de investigación
bibliográfica y el desarrollo de experimentos, se encontró que
para las materias primas de que se disponia en la realización del
proyecto (trisecbutóxido de aluminio y tetraisopropóxido de
titanio), el disolvente que proporciona una mayor Area
superficial para los soportes, es el etanol absoluto; por lo
cual, Cste junto con los alcóxidos'.ya mencionados se tomaron como
materias primas en el proyecto de la obtenci6n a nivel comercial.
Aunque el mCtodo lleva a soportes de alta pureza,
resulta excesivamente costoso debido, principalmente, a la poca
disponibilidad de los alcóxidos metAlicos ya que éstos tienen que
importarse a precios muy elevados. Lo anterior resulta en un alto
costo de producción.
La obtención de alcóxidos metálicos se lleva a cabo
mediante reacciones que no requieren de procesos complicados, por
lo que resulta prometedor producirlos en el país y de esta manera
llevar a cabo una reducción considerable en el costo de
producción de soportes por el proceso sol-gel vía alcóxidos.
5
EL PRODUCTO
2.1. EL PRODUCTO
2.1.1. USOS PRINCIPALES.
El dxido mixto alúmina-titania posee una combinación de
las propiedades de la alúmina y la titania por separado, aunque
resulta mejor para ciertas adlicaciones específicas, como es el
caso de su uso como soporte de catalizadores.
A continuación se mencionan algunos usos comunes de
alúmina y titania:
Alúmina Titania
- Como soporte - Como soporte
- Como catalizador activo - Como catalizador
- Como cocatalizador - Para recubrimientos
- Como absorbente - Como pigmento
- Como purificador
- Como material cerámico I
2.1.2. CONSUMIDORES PRINCIPALES.
Los principales consumidores de soportes, son las
industrias petroquímica, electrónica, automotriz y cerámica. En
seguida se enlistan los principales consumidores de soportes en
el país :
- PEMEX
- Electrodos Monterrey S.A.
- Nueva San Isidro S.A.
- Bujías Mexicanas S.A. de C.V.
- Mitsui and Company Limited
- Transmisiones Equipo Mecánico
- Dentsply Caulkmex S.A.
- Compaiiía Minera las Torres S.A. de C.V.
6
EL PRODUCTO
- Vitromex S.A.
- Fábrica de Loza el Anfora S.A. de C.V.
- Ideal Standard S.A. de C.V.
- Volkswagen de Mdxico S.A. de C.V.
- Anderson Clayton Co. S.A. de C.V.
- Agrícola Automotriz Diesel S.A.
- Minerales Mettilicos Norte S.A.
- Conticon S.A. de C.V.
- Moresa Industrial S.A. de C.V.
- Representaciones Industriales Alfa S.A. de C.V.
- Acuasistemas S.A. de C.V.
2.1.3. VOLUMEN ACTUAL Y POTENCIAL DEL MERCADO EN PESOS Y UNIDADES
En base a la información de importaciones de 1990, al
mes de agosto, proporcionada por el Sistema de Estadísticas de
Comercio Exterior perteneciente a la Dirección General de
Estadística Sectorial e Informática de la Secretaría de Comercio
y Fomento Industrial, se tiene que el volumen actual (promedio de
la demanda en el periodo 1987-19901, de importaciones de soportes
es de :
Volumen en unidades 23,573.55 kg/año
Volumen en pesos 278'108,956.00 pesos/aRo
Como ya se mencion6 anteriormente el mayor consumidor
de soportes es PEMEX, cuyos requerimientos actuales son :
Volumen en unidades 1'303,810.00 kg/afio
Debido a que los materiales elaborados por el proceso
sol-gel poseen un alto costo de producción, por su insuperable
calidad, el uso de &tos se restringe solamente a procesos de la
química fina y por lo tanto, nuestro mercado potencial no
contemplará las demandas de PEMEX.
7
."
EL PROCESO
2.2. EL PROCESO
2.2.1. MATERIAS PRIMAS Y SUBPRODUCTOS.
Las materias primas utilizadas en el proceso son:
a) Trisecbutóxido de aluminio.
b) Tetraisoprop6xido de titanio.
c) Alcohol etílico absoluto.
dl Agua desionizada.
A continuación se presenta la información acerca de la
disponibilidad y costo de las materias primas:
a) Trisecbutóxido de aluminio. Este es un producto de
importación, proveniente de los Estados Unidos, distribuido por
Metroquim, S.A. de C.V. en MCxico. Tiene una presentación para
exportación en tambores de 415 lb. El precio por kilogramo es de
11.9 dólares.
b) TetraisopropÓxido de titanio. Este producto es importado
y distribuido por la misma firma que el alcóxido anterior. Tiene
una presentación para exportación en tambores de 190 litros. El
precio por kilogramo es 9.6 dólares.
Ambos alcóxidos tienen un tiempo de entrega de 6 a 8
semanas.
c ) Alcohol etilíco absoluto. Uno de sus productores en
MCxico es Panamente S.A. de C.V. Est& disponible en pipas de 3000
litros, a un costo de 4,312.50 pesos/litro. El abastecimiento de
este producto se hará semanalmente.
dl Agua desionizada. Esta se obtendr5 dentro del proceso.
Los subproductos que se obtienen (isopropanol y
8
EL PROCESO
secbutanol) representan cantidades despreciables que se evaporan
durante los procesos de secado y calcinación.
2.2.2. REACCIONES IMPORTANTES.
Las reacciones de inter& particular para las
preparaciones sol-gel son :
a) Reacciones con alcoholes.
b) Asociación molecular entre alcóxidos.
c) Hidrólisis y policondensaci6n.
REACCIONES CON ALCOHOLES.
Cuando, los alcóxidos se disuelven en alcoholes, como
usualmente se hace en el proceso sol-gel, debe considerarse que
el solvente está muy lejos de ser un medio inerte no involucrado
en el proceso químico.
Se pueden distinguir dos casos:
1. Alcóxidos disueltos en su alcohol correspondiente.
2. Alcóxidos disueltos en alcohol de grupo .org&nico diferente. I . I .
En ambos casos el alcohol puede interactuar con el
alcóxido cambiando sus propiedades originales.
El alcohol correspondiente puede afectar la reacción de
hidrólisis (siendo uno de los productos), y por lo tanto tomar
parte en el equilibrio.
Es aún más complejo el caso donde el alcóxido est&
disuelto en alcohol con grupo alquil diferente, pueden ocurrir
reacciones de alcohólisis (o intercambio de alcohol). Esta
reacción puede representarse en general como sigue:
M(0R)n + X R'OH - M(0R)n-x (0R')x + X ROH
EL PROCESO
donde : M es el metal..
En el proceso sol-gel las reacciones de alcohólisis
deben tomarse en cuenta para prop6sitos de'homogeneidad, cuando se usan alcóxidos de diferentes grupos alquilicos, para igualar las
velocidades de hidrólisis de elementos con reactividades muy
diferentes.
La facilidad de las reacciones de alcohólisis depende
de los grupos alcoxi involucrados en el intercambio, de factores
estCricos, del posible desplazamiento del equilibrio hacia la
derecha por sustracción de productos mediante destilación
continua del alcohol mds voldtil o por separación de alcóxidos
insolubles.
La alcohólisis cambia las propiedades químicas de los
elementos individuales.
Para nuestro caso, en el que se va a emplear dos
alcóxidos de grupos orgánicos diferentes 'entre sí y a su vez
diferentes al del alcohol, pueden suceder las siguientes
reacciones :
I
I
donde el alcohol isopropílico y el alcohol secbutílico son
productos de la alcohólisis de los alcóxidos correspondientes y
el etanol es el disolvente para la reacción.
ASQCIACION MOLECULAR ENTRE ALCOXIDOS.
La asociación melecular entre alcóxidos se considera
10
EL PROCESO
que es -el primer paso en la síntesis de oxidos multicomponentes
en el proceso sol-gel. Algunas investigaciones han sugerido que
pueden formarse alcóxidos de especies polinucleares en
solución, pero ne se ha hecho ningún intento para caracterizar
estos sistemas complejos.
La reacción entre dos alcóxidos de elementos con
diferente electronegatividad o que tengan casi la misma
electronegatividad pero capaces de incrementar su número de
coordinación para dar complejos de coordinación, es bien conocida
y constituye la base de la química de los alcóxidos dobles.
Alcóxidos de elementos fuertemente electropositivos
pueden tratarse con alcóxidos de elementos menos electropositivos
para dar, bajo condiciones anhídras alcóxidos dobles :
La estabilidad de estas especies binucleares se
incrementa a medida que se incrementa la diferencia en el
cardcter electropositivo de los dos elementos involucrados.
Sin embargo, esta interpretación de la naturaleza de
los alcóxidos dobles, se encontró que no es de general
aplicabilidqd.
HIDROLISIS Y POLICONDENSACION.
La hidrólisis es la principal reacción que produce la
transformación de los precursores alc6xido en óxidos. Su
importancia es evidente p justifica el gran inter& que los
investigadores del sol-gel han puesto, en el entendimiento de los
mecanismos y cinética de la hidrólisis, sobre el proceso
completo y sobre la naturaleza, estructura y morfología de los
óxidos finales.
La facilidad de la reacción química de los alcóxidos
11
EL PROCESO
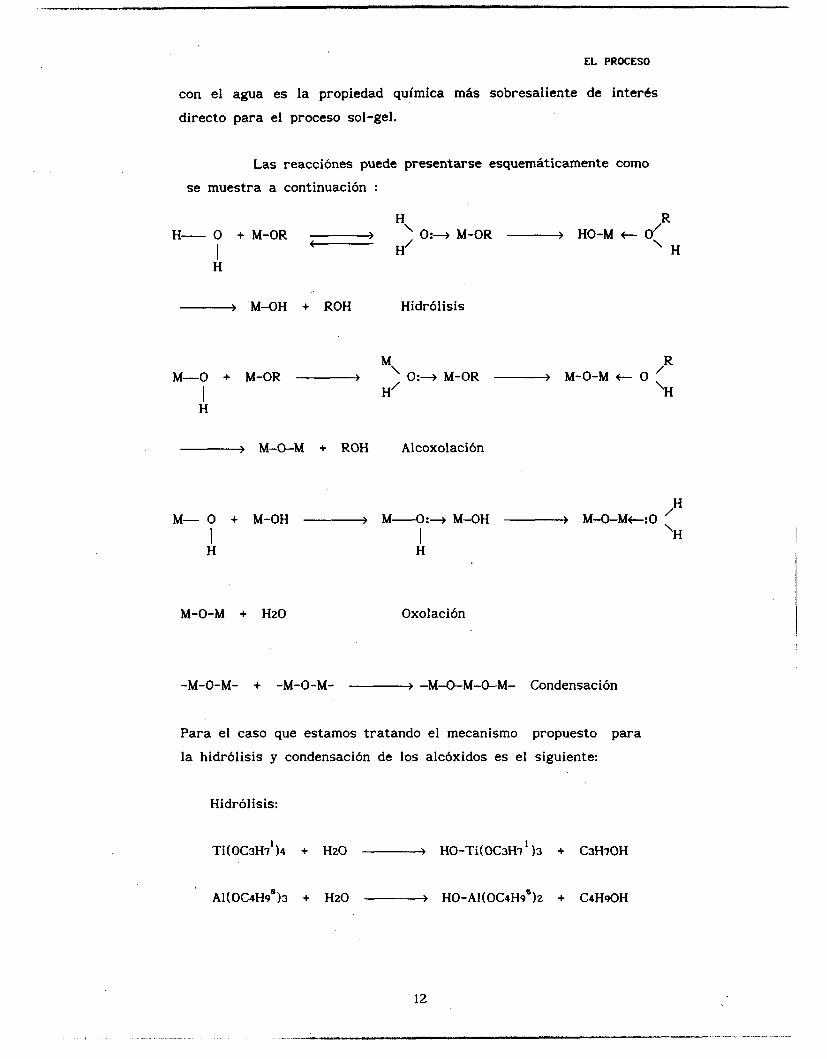
con el agua es la propiedad química más sobresaliente de interts
directo para el proceso sol-gel.
Las reacci6nes puede presentarse esquemáticamente como
se muestra a continuación :
R H- O + "OR - '\ O:-+ M-OR ___) HO-M c O<
I t"---- H' H H
M-OH + ROH Hidr6lisis
/ R
M-O + "OR - I
M\ O:+ M-OR - M-O-M + O H' 'H
H
M - O " + ROH Alcoxolación
H M- O + "OH - "0:. " O H - "O-M+:O /
I I \H H H
M-O-M + H z 0 Oxolación
-M-O-M- + -M-O-M- - - " O - M - O " - Condensación
Para el caso que estamos tratando el mecanismo propuesto para
la hidrólisis y condensación de los alcóxidos es el siguiente:
Hidrólisis:
Ti(OC3H7'14 + H 2 0 - HO-Ti(OC3H7'13 + C3H70H
Al(OC4H9'13 + H z 0 - HO-Al(OC4H9')2 + C4H90H
12
.. . . ~ .. ..
EL PROCESO
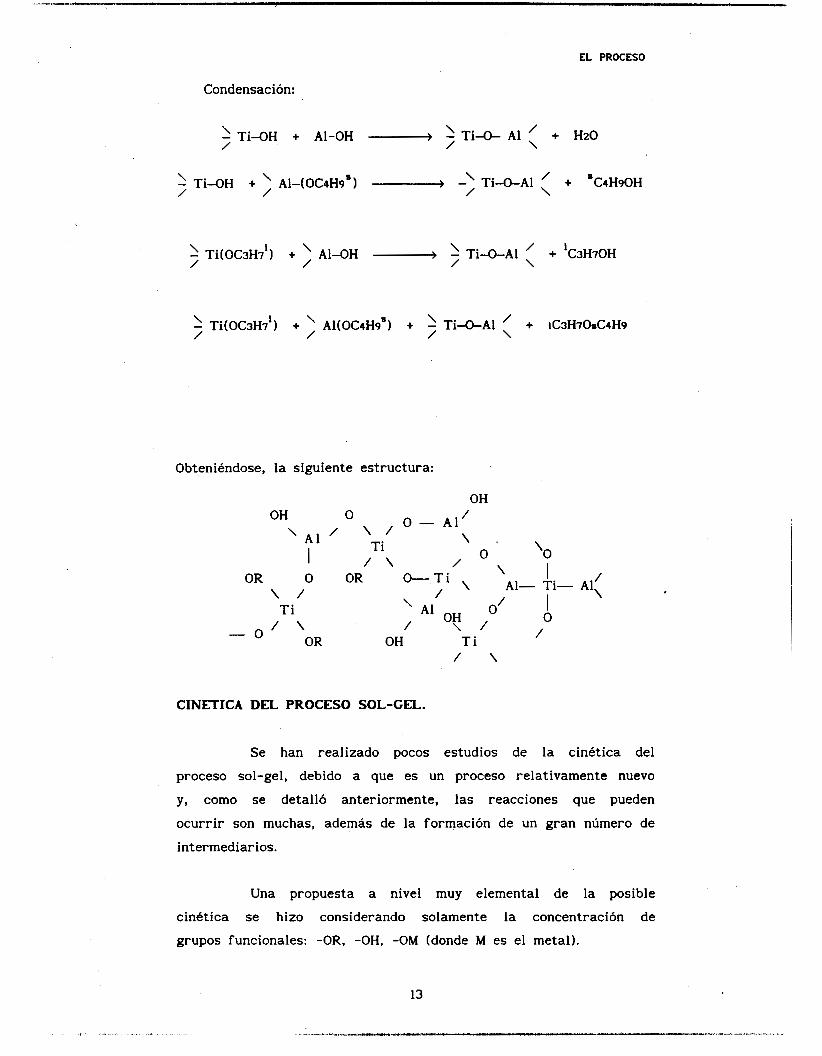
Condensación:
1 Ti-OH + Al-OH - 1 Ti" Al < + Hz0 / /
Obteniéndose, la siguiente estructura:
OH
OR
- 0
OH
\ Al I O
\ / T i
/ \ OR
O /
\ / \ / O - Al
Ti / \ /
OR & T i \ /
\ Al / O?
OH T
O \O \ I
Al- Ti-
O/ I /
O
i /
Al(
/ \
CINETICA DEL PROCESO SOL-GEL.
Se han realizado pocos estudios de la cinética del
proceso sol-gel, debido a que es un proceso relativamente nuevo
y, como se detalló anteriormente, las reacciones que pueden
ocurrir son muchas, además de la formación de un gran número de
intermediarios.
Una propuesta a nivel muy elemental de la posi-ble
cinética se hizo considerando solamente la concentración de
grupos funcionales: -OR, -OH, -OM (donde M es el metal).
EL PROCESO
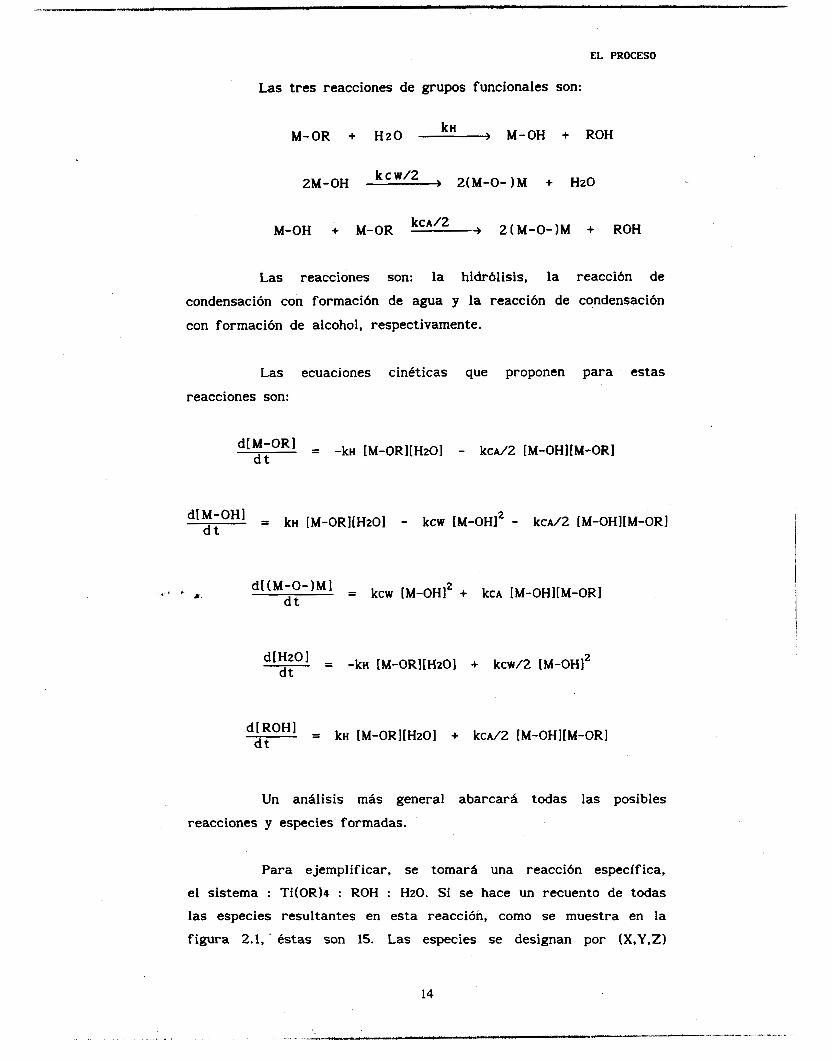
Las tres reacciones de grupos funcionales son:
M-OR + H z 0 "OH + ROH kH
H z 0 + 2M-OH 2(M-0- ) M k c w/2
M-OH + M-OR kcA/2 + 2 ( M-I
Las reaccidnes son: la hidrólisis,
O-)M + ROH
la reacción de
condensación con formación de agua y la reacción de condensación
con formación de alcohol, respectivamente.
Las ecuaciones cinéticas que proponen para estas
reacciones son:
d[M-oR1 = -kH [M-ORI[H201 - kc~/2 [M-OHI[M-ORl d t
. a Y . d[(M-o-)M1 = kcw ["OH]' + kcA [M-OHI[M-OR] d t
- - -kH [M-OR][H20] + kcw/2 [M-OH12 d[HzOl - d t
d[RoH1 = kH [M-ORI[HzOI + kcA/2 [M-OHI[M-ORl d t
Un análisis más general abarcar6 todas las posibles
reacciones y especies formadas.
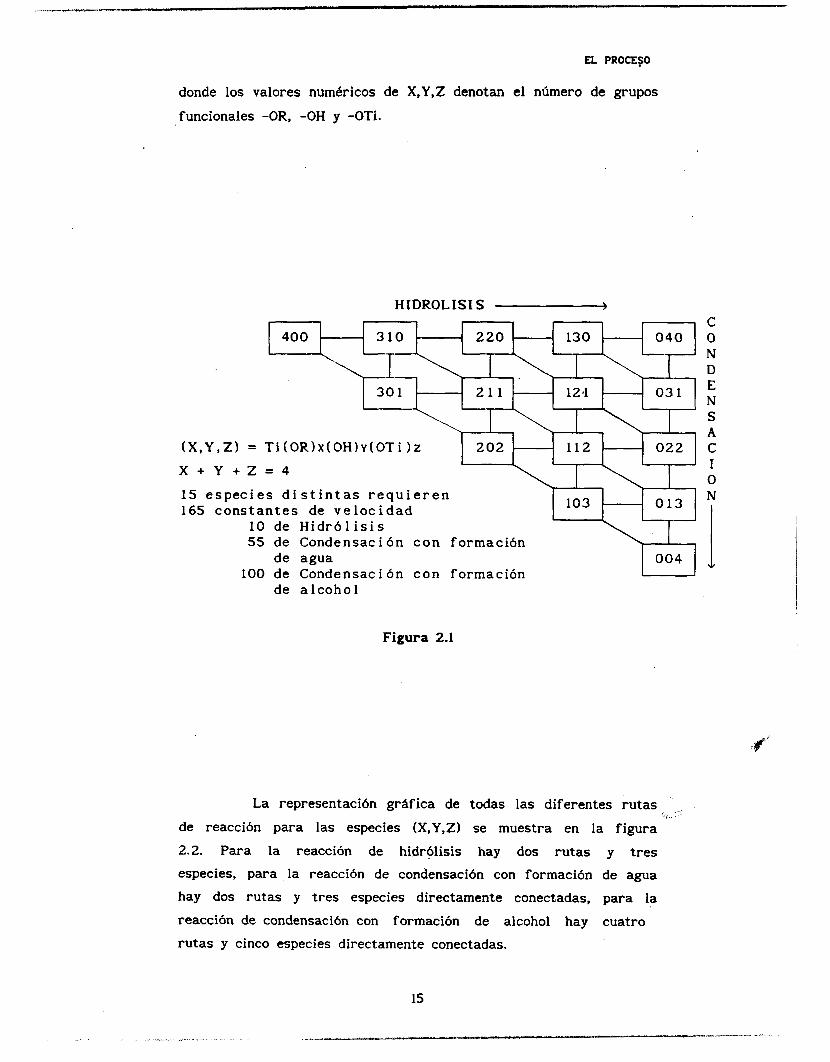
Para ejemplificar, se tomará una reacción específica,
el sistema : Ti(0R)s : ROH : H2O. Si se hace un recuento de todas
las especies resultantes en esta reacción, como se muestra en la
figura 2.1, ' éstas son 15. Las especies se designan por (X,Y,Z)
14
EL PROCESO
donde los valores numdricos de X,Y,Z denotan el número de grupos
funcionales -OR, -OH y -0Ti.
HIDROLISI S - C
400 3 1 0 13 O 0 4 0 O N D
30 1 12.1 0 3 1 N E
S A
( X , Y , Z ) = Ti(OR)x(OH)Y(OTi)z 112 022 c
O
-
-
X + Y + Z = 4 I
15 especies dis t intas requieren 165 constantes de velocidad
10 de Hidró 1 i s i s 55 de Condensación con formación
100 de Condensación con formación de agua
de alcohol
Figura 2.1
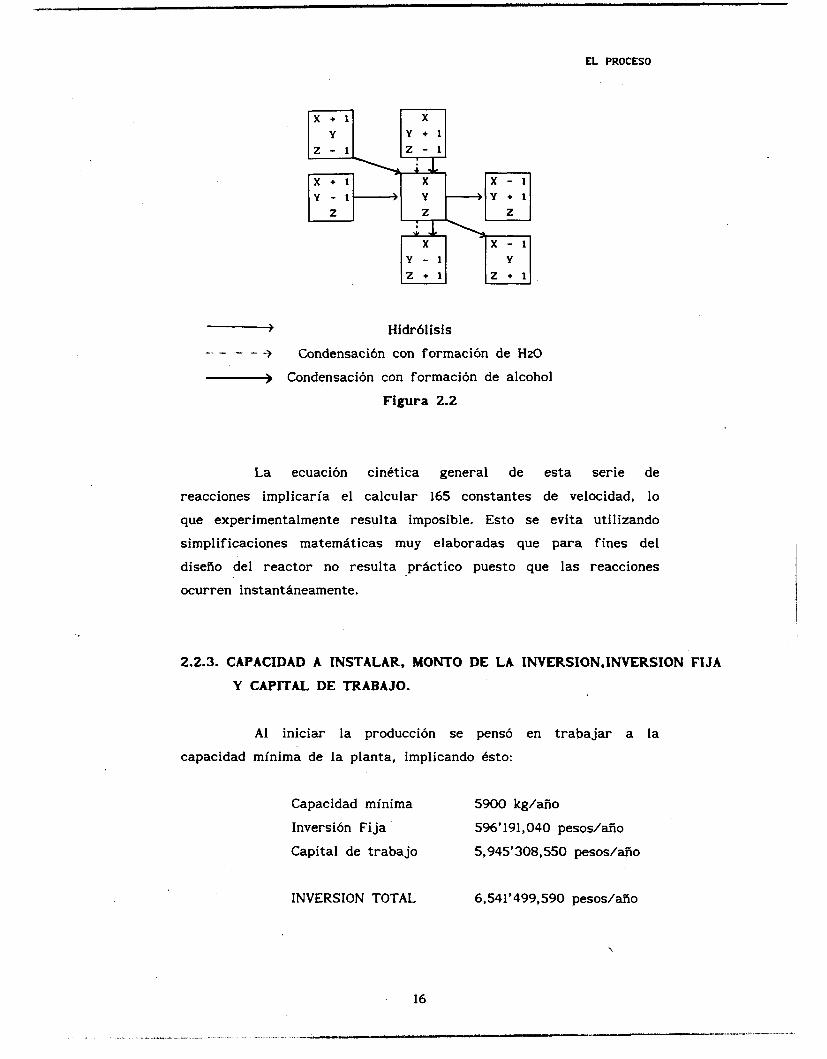
La representación gráfica de todas las diferentes rutas _ _ de reacción para las especies (X,Y,Z) se muestra en la figura
2.2. Para la reacción de hidrelisis hay dos rutas y tres
especies, para la reacción de condensación con formación de agua
hay dos rutas y tres especies directamente conectadas, para la
reacción de condensación con formación de alcohol hay cuatro
rutas y cinco especies directamente conectadas.
'+"
15
EL PROCESO
- X + l X
Y 2 - 1 2 - 1
Y + l
*: L
z *
X x - 1 Y - 1
z + 1 z + 1 Y
IZI
7 Hidr6lisis " - - - 3 Condensación con formación de H z 0
-> Condensación con formación de alcohol
Figura 2.2
La ecuación cinética general de esta serie de
reacciones implicaría el calcular 165 constantes de velocidad, lo
que experimentalmente resulta imposible. Esto se evita utilizando
simplificaciones matemáticas muy elaboradas que para fines del
diseño del reactor no resulta práctico puesto que las reacciones
ocurren instantáneamente.
2.2.3. CAPACIDAD A INSTALAR, MONTO DE LA INVERSION,INVERSION FIJA
Y CAPITAL DE TRABAJO.
Al iniciar la producción se pensó en trabajar a la
capacidad mínima de la planta, implicando ésto:
Capacidad mínima 5900 kg/año
Inversión Fija 596'191,040 pesos/año Capital de trabajo 5,945'308,550 pesos/aiio
INVERSION TOTAL 6,541'499,590 pesos/año
i
EL PROCESO
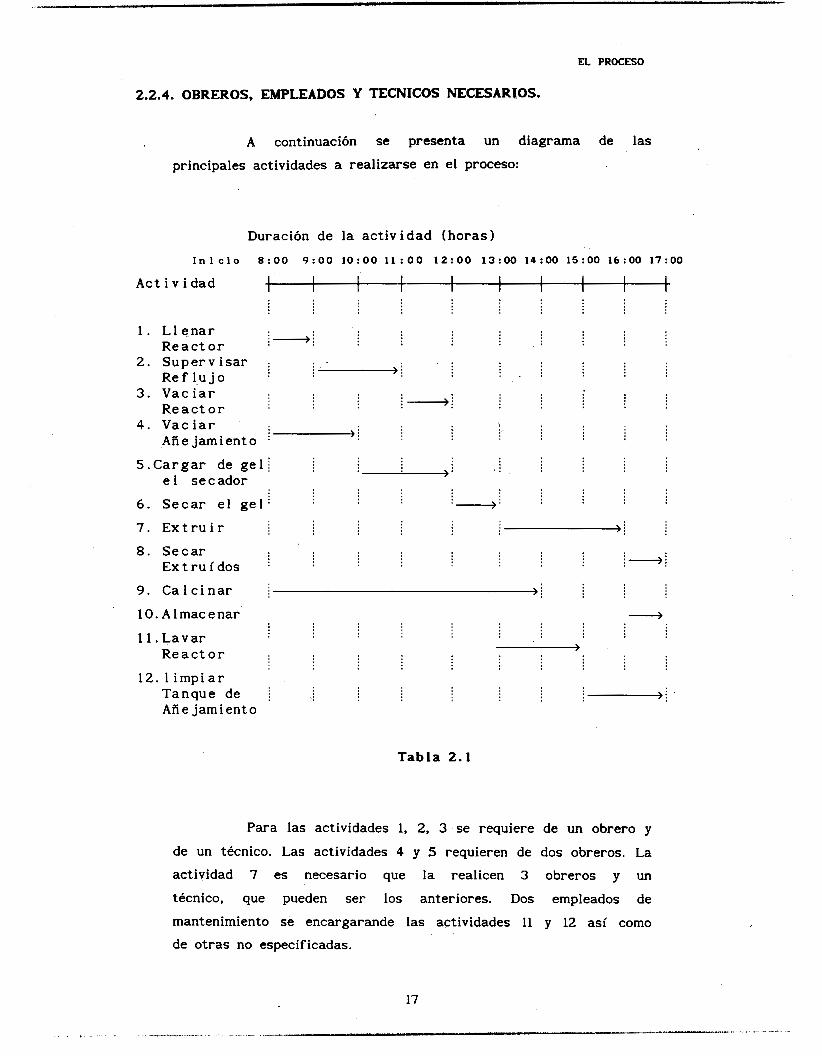
2.2.4. OBREROS, EMPLEADOS Y TECNICOS NECESARIOS.
A continuación se presenta un diagrama de las
principales actividades a realizarse en el proceso:
Duración de la actividad (horas)
I n 1 c i o 8:OO 9:OO 1 O : O O 1 1 : O O 12:OO 1 3 : O O 14:OO 15:OO 16:OO 1 7 : O O
A c t i v i d a d "
1 . L l e n a r i+i Re a c t 0.r 2 . S u p e r v i s a r : . ,
3 . V a c i a r R e f l,u j o
R e a c t o r
, . a - .
i-i 4 . V a c i a r
Añ e jami ent o
5 . C a r g a r de g e l e l s e c a d o r
6. S e c a r e l g e l
7. E x t r u i r 1 -,i 8 . S e c a r
E x t r u í d o s : i-;
9. C a l c i n a r i > i
10. Almacenar __j
1 1 . Lavar R e a c t o r
1 2 . 1 i m p i a r
- Tanque de i [ ->/ Añe jamiento
Tabla 2.1
Para las actividades 1, 2, 3 se requiere de un obrero y
de un técnico. Las actividades 4 y 5 requieren de dos obreros. La
actividad 7 es necesario que la realicen 3 obreros y un
técnico, que pueden ser los anteriores. Dos empleados de
mantenimiento se encargarande las actividades 11 y 12 así como
de otras no especificadas.
17
EL PROCESO
Entre las 1200 - 13:OO horas se puede fijar el horario
de comida.
Por lo antes mencionado se requieren : tres obreros,un
técnico y dos empleados de mantenimiento, además de un ingeniero
de planta encargado de supervisar todo el proceso, un gerente de
ventas,un contador,una secretaria y un gerente general.
2.2.5. COSTO DE PRODUCCION
(Capacidad mínima, media, máxima)
Capacidad (kg/año) Costo(pesos/aRo)
mínima
media
máxima
5,945'308,550
11,755'045,000
17,564'783,000
2.2.6. GANANCIA POR AÑO
(Capacidad mínima, media, máxima)
El costo de venta del producto será un cincuenta por ciento
del costo de producción.Por lo tanto se tiene :
Capacidad (kg/año) Ganancia(pesos/aHo)
Mínima
Media
Máxima
2,972'654,275
5,877'522,500
8,782'391,500
3. EL PROCESO, LAS MATERIAS PRIMAS, EL PRODUCTO Y SUS CARACTER I STICAS
' PROPIEDADES DEL ETANOL
3.1. PROPIEDADES FISICAS Y QUIMICAS
3.1.1. DISOLVENTE : ETANOL.
El alcohol etílico o etanol es producido principalmente
por dos métodos, la fermentación de melasas y por absorción de
etileno, a partir de petróleo, en ácido sulfúrico e
hidrolizándolo. Ha sido ampliamente usado junto con el éter
etílico como disolvente para nitrato de celulosa en l a
producción de celuloide. esta mezcla es actualmente poco usada
para el trabajo de laqueado. El alcohol, por sí mismo,
generalmente no es un disolvente para el nitrato o acetato de
celulosa, aunque el alcohol anhidro disolverá algunas de las
formas nitradas menos complejas de la celulosa. Las propiedades
del alcohol como disolvente decrecen rápidamente con el
incremento en la proporción de agua; el alcohol que contiene 5%
de agua prácticamente ya no es un disolvente para todas las
formas de nitrato de celulosa.
El alcohol anhidro disuelve laca, goma para pegar,
alcanfor y algunas otras sustancias naturale?, como colorantes , resinas y f ibras; una adición de 20% a 30% de benceno, lo vuelve
un disolvente para la celulosa benzílica. Disuelve celulosa
et í l ica y se pueden hacer soluciones hasta del 16% en volumen , fácilmente. Es un disolvente para ciertas resinas sintéticas,
tales como las baquelitas suaves, acetato polivinílico, silicones
de ba ja viscosidad, resina de acetaldehído, resina de
ciclohéxanona y resina de ciclohexanona-formaldehído. Es miscible
con aceite de castor e hidrocarburos.
El etanol anhidro puro tiene las siguientes
característ icas :
gravedad específica O. 7937
punto de ebullición 78.3OC
flash point 57'F (14OC)
punto de ignición 371-427'C
19
PROPIEDADES DEL ETANOL
punto de presión de vapor
fusi6n
calor latente
índice dc! refraccih
calor específico
calor de combinación
expansión cúbica
tensión superficial
viscosidad
conductividad tCrmica a 2OoC
conductividad eléctrica
constante dieléctrica
I
-115OC
44
1.3619
209
O. 588
7130
O. O0108
1.2
22
O. 00039
1.4 x 26
British Standard Specification, BS 507 : 1966 para
etanol, exige: gravedad específica de al menos / zo 0.83014
equivalente a 58 grados por encima de la graduación normal
(85.847. en peso, 90.147. en volumen); mdximo contenido de residuos
100 ppm; mdximo contenido de Acido 50 ppm; no mds de 0.107. de
aldehidos y cetonas, no debe volverse turbio con 19 volúmenes de
agua destilada.
20
Se conocen las siguientes mezclas azeotrópicas :
Etanol ( 7 . ) ( 7 . ) punto de ebullición (OC)
95.57 Agua 4.43 78.15
32.37 Benceno 67.63 68.24
Almacenamiento y Transportación de los Alcoholes.
Los alcoholes de cadena corta se pueden almacenar en
recipientes hechos de aleaciones no corroibles de acero al carbón
o acero inoxidable. Los recipientes de aluminio t a m b i h son adecuados, pero no para mucho tiempo de almacenamiento. El acero
inoxidable es necesario solo para el almacenamiento de alcoholes
extremadamente anhidros. En recipientes de aluminio, se espera
que haya corrosión debido a la formación de alc6xidos. La
temperatura de almacenamiento se sugiere que sea la mds baja
20
PROPIEDADES DEL ETANOL
posible.
Para evitar oxidacih, una unidad de gas inerte se
podria instalar para hacer posible introducir nitr6geno . en los
recipientes, por ejemplo.
Un contenido de agua de 0.1Z tiene un efecto
estabilizante; para alcoholes extremadamente anhidros es muy
grande el riesgo de que sufran autooxidaci6n.
21
PROPIEDADES DE LOS ALCOXIDOS METALICOS
3.1.2. ALCOXIDOS METALICOS.
Los alcóxidos metálicos son compuestos en los que un
metal está enlazado a uno o más grupos alquil por medio de un
átomo de oxígeno. los alcóxidos se derivan de los alcoholes
mediante el reemplazamiento del hidrógeno hidroxílico por un
metal.
Los alcóxidos de varios metales de transic ih fueron
desarrollados después de la Segunda Guerra Mundial. Actualmente,
algunos alcóxidos, incluyendo los de sodio, potasio, magnesio,
aluminio, zirconio y titanio, son comercialmente importantes. Se I
prefiere el nombre de alcóxidos metálicos, aunque también se usa
el de alcoholatos metálicos.
Propiedades Físicas.
Los alcóxidos metálicos presentan grandes diferencias
en sus propiedades físicas dependiendo primeramente, de la
posición del metal en la tabla periódica, y luego, del grupo
alquil. Muchos alcóxidos están fuertemente asociados por fuerzas
intermoleculares las cuales dependen del tamaño y la forma de
los grupos alquil. Esto explica el hecho de que varios metóxidos
metálicos sean compuestos sólidos.
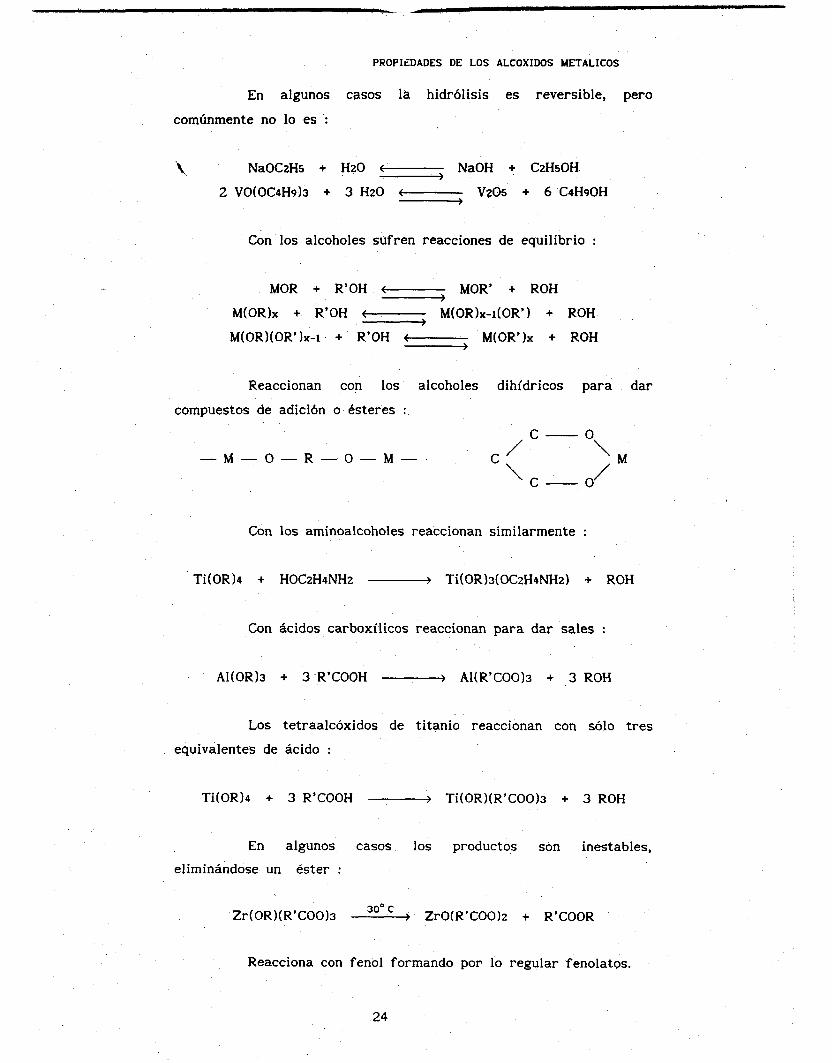
La Tabla 3.1 muestra la influencia del grado de
ramificación del grupo alquil sobre la volatilidad y complejidad,
tomando como ejemplos amilóxidos de titanio.
Muchos alcóxidos metálicos son solubles en el alcohol
correspondiente, pero los alcóxidos de magnesio son
prdcticamente insolubles. Sólo los alcóxidos destilables como los
de aluminio, titanio y zirconio, son solubles en disolventes
ligeramente polares. Los alcóxidos de aluminio son de naturaleza
covalente, los alcóxidos menos pesados son cíclicos, aún en
solución y en fase vapor.
22
PROPIEDADES DE LOS ALCOXIDOS METALICOS
R
R O I
0- R
I R
Las estructuras de los alcóxidos son muy variadas entre
los metales de transición.
Titanium alkoxide
CAS Registry ’
Number bp, “C/Pa@ complexity R in M(OR), Molecular . -
” C H , - C H , ~ H , ” C H , ” C H , [1058-24-1] . 175/80 -
,CHI 1.4 - C H , - - C H , - C H
‘CH , [ 19480-4 7-8 ] 148/10 1.2
j64653-51-61 154/50 1.1
[ 35061-92-8 1 105/5 1.3
” C H [ 64653-53-8 1
-c< \cH,--cH, i12/5 1.0
. , C H , - C H , - C H ,
CH 3
(53973-00-51 135/100 1.0
[ 64653-56-1 ] 131/50 1.0
.CH , CH 1
”C,-CH,-CH, [ 10585-26-9 ] 98/10 1.0
Tabla 3.1
Propiedades QuÍmicas.
La propiedad más sobresaliente de los alcóxidos
metálicos es su facilidad para hidrolizarse. El hexa-ter-butóxido
de uranio es una excepción puesto que no reacciona con el agua.
23 *D
PROPILDADES DE LOS ALCOXIDOS METALICOS
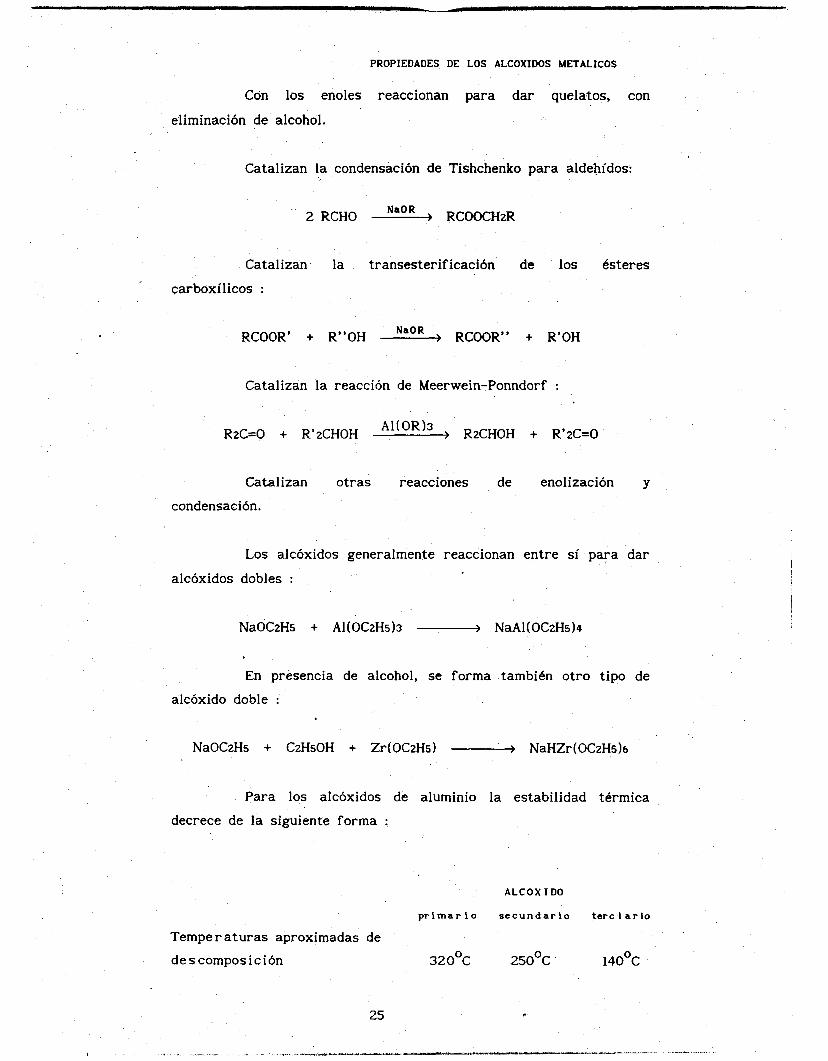
En algunos casos la hidrólisis es reversible, pero
comúnmente no lo es :
L, NaOCzHs + Hz0 NaOH + CzH50H.
2 VO(OC4H9h + 3 Hz0 7 VzOs + 6 C4H90H
Con los alcoholes sufren reacciones de equilibrio :
MOR + R’OH MOR’ + ROH
M(0R)x + R’OH - M(OR)x-I(OR’) + ROH _____)
M(OR)(OR’)x-1 + R’OH - M(0R’)x + ROH - Reaccionan con los alcoholes dihídricos para dar
compuestos de adición o ésteres :
Con los aminoalcoholes reaccionan similarmente :
Ti(OR14 + HOCzH4NHz Ti(ORh(OCzH4NHz) + ROH
Con ácidos carboxílicos reaccionan para dar sales :
AI(OR)3 + 3 ‘R’COOH - Al(R’C0013 + 3 ROH
Los tetraalcóxidos de titanio reaccionan con sólo tres
equivalentes de ácido :
Ti(ORI4 + 3 R’COOH - Ti(ORI(R’COOI3 + 3 ROH
En algunos casos los productos son inestables,
eliminándose un éster :
Zr(ORI(R’C00h ___) ZrO(R’C00Iz + R’COOR 309 C
Reacciona con fenol formando por lo regular fenolatQs.
.24
PROPIEDADES DE LOS ALCOXIDOS METALICOS
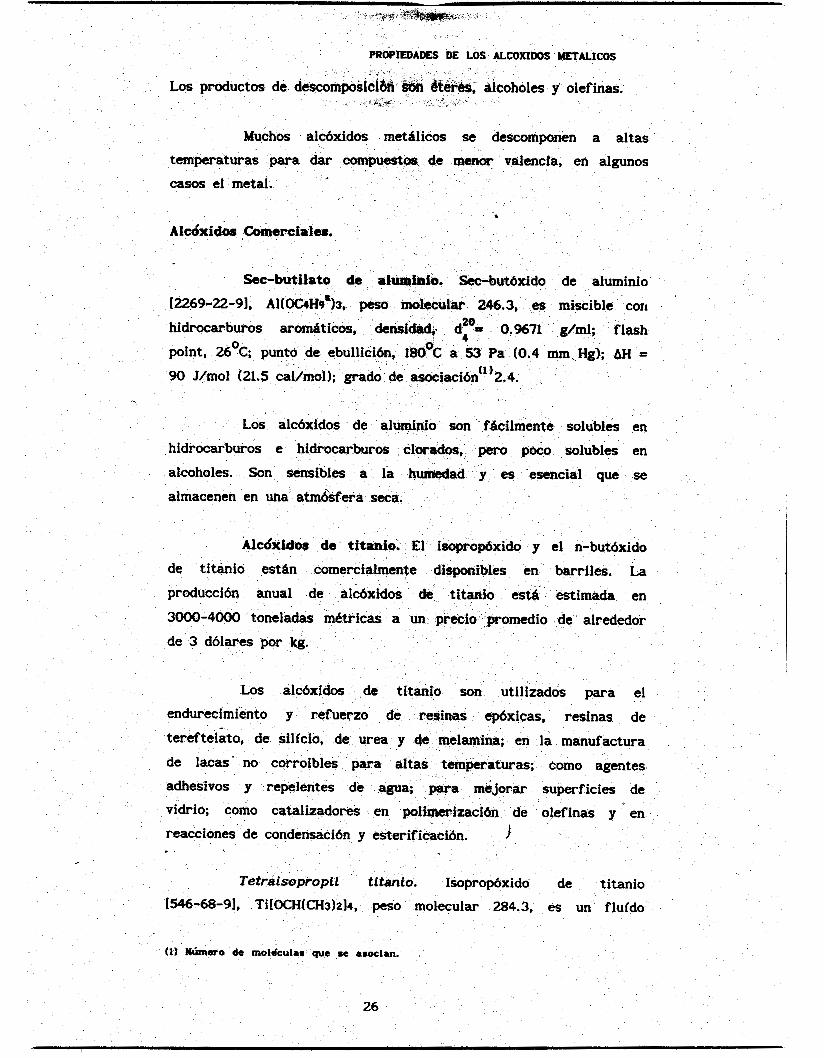
Con los enoles reaccionan para dar quelatos, con
eliminación de alcohol.
Catalizan la condensación de Tishchenko para aldehídos:
2 RCHO ____) RCOOCHzR NaOR
Catalizan la transesterificación de los ésteres
carboxílicos :
RCOOR’ + R”OH - RCOOR” + R’OH NaOR
Catalizan la reacción de Meerwein-Ponndorf :
RzC=O + R’2CHOH > RzCHOH + R’zC=O
Catalizan otras reacciones de enolización y
condensación.
Los alcóxidos generalmente reaccionan entre sí para dar
alcóxidos dobles :
NaOCzHs + AI(OCzHs)3 ___j NaAl(OCzHs)4
En presencia de alcohol, se forma también otro tipo de
alcóxido doble :
NaOC2Hs + CzHsOH + Zr(0CzHs) ____) NaHZr(,OCzHs)6
Para los alcóxidos de aluminio la estabilidad tCrmica
decrece de la siguiente forma :
ALCOX I DO
p r i m a r i o s e c u n d a r i o t e r c i a r l o
Temperaturas aproximadas de
descomposición 32 O°C 25OoC 14OoC
25
adhesivos y pinturas,
materiales sintkticos y
PROPIEDADES DE LOS ALCOXIDOS METALICOS
Y Para el refuerzo , y endurecimiento
naturales.
de
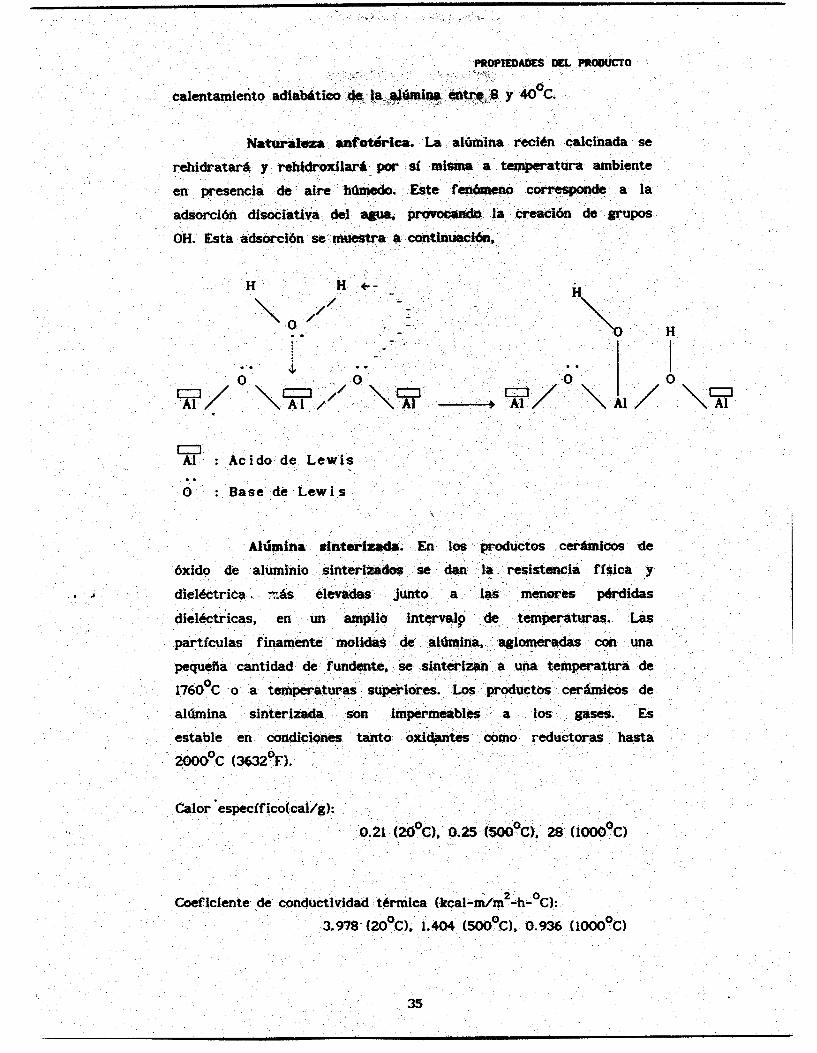
PROPIEDADES DEL PRODUCTO
3.1.3. PRODUCTO.
Ya que el producto es un óxido mixto(conocido en inglés
como "composite"), posee las propiedades inherentes a los óxidos
metálicos en un grado que resulta la combinación de las
propiedades del los óxidos que lo componen; por lo tanto, es de
interés conocer las propiedades de los óxidos en general, de la
alúmina y de la titania.
Propiedades de los Oxidos.
A causa de su elevada dureza, los óxidos. tales como la
alúmina, se han utilizado como guías en los casos en que la
abrasión o el desgaste eran muy severos y más recientemente como
herramientas de corte para metales. Actualmente, existe una necesidad urgente de 10s óxidos como piezas estructurales
refractarias, en los nuevos sistemas militares y espaciales. Las . propiedades excepcionales de los bxidos, que los hacen atractivos
para tales aplicaciones, son su relativa ligereza, unida a su
elevada resistencia a la compresión y a su elevada rigidez.
7
Mientras que los óxidos tienen resistencias a la
compresión comparables o mayores que las de los metales, son
relativamente débiles bajo tensión. La' dilatación térmica de los
óxidos es, generalmente, del mismo orden de magnitud que la de
los metales, pero su conductividad térmica y, consecuentemente,
su resistencia al choque térmico, es a menudo de un orden de
magnitud inferior.
La mayor parte de los óxidos son resistores eléctricos
excelentes, mientras que la mayor parte de los metales son buenos
conductores de la electricidad. También, en contraste con los
metales, la resistencia eléctrica de los óxidos disminuye cuando
aumenta la temperatura.
Los óxidos tienen una emisividad térmica mayor que la
de los metales. La emisividad térmica elevada es particularmente
29
PROPIEDADES DEL PRODUCTO
129669 resistencia dieléctrica y de su bajo factor de pérdidas para
altas y bajas frecuencias y altas y bajas temperaturas. Estas
propiedades, combinadas con su transparencia a las ondas de
radio,, hacen de la alúmina un material muy interesante para los
radomos de los cohetes guiados electrhicamente. '
Los óxidos se emplean también mucho como materiales
ferromagnéticos, ferroeléctricos y semiconductores.
Propiedadej de la Alúmina.
La alúmina existe en forma cristalina como corindón y
esmeril, éste menos puro; ambos son materiales utilizados como
abrasivos. Se presenta también hidratada, en forma de bauxita,
diáspero y gibbsita. Los distintos minerales difieren en forma
cristalina así como en composici6n. La alúmina propiamente dicha
tiene dos formas a-alúmina y x-alúmina. La a-alúmina es
estrictamente la forma de alta temperatura pero no se transforma
en la forma x de baja temperatura al enfriar. La x-alúmina se
convierte irreversiblemente en la forma a por calentamiento
vigoroso a ll50-12OO0C. La 6-alúmnina, que anteriormente se
consideraba una modificación de la forma a, se sabe actualmente
que es en realidad un aluminato sódico de composición NazO.llAlz03
o Na20.12Alz03; se forma en alúmina comercial ligeramente
contaminada que se ha fundido eléctricamente o calcinado a
temperatura elevada.
La alúmina pura encuentra innumerables usos en cerdmica
fina tanto por sí misma en forma .de productos eléctricos de
alúmina sinterizada, como refractario, como también en pastas y
compuestos vidriados y como material de fondo en cajas
refractarias para horno. También se utiliza para ¡a producción de
aluminio metPlico y para abrasivos, así como para pigmentos y
soportes de catalizadores.
Las propiedades principales de la alúmina se presentan
a continuación 'en forma tabular:
31
PROPIEDADES DEL PRODUCTO
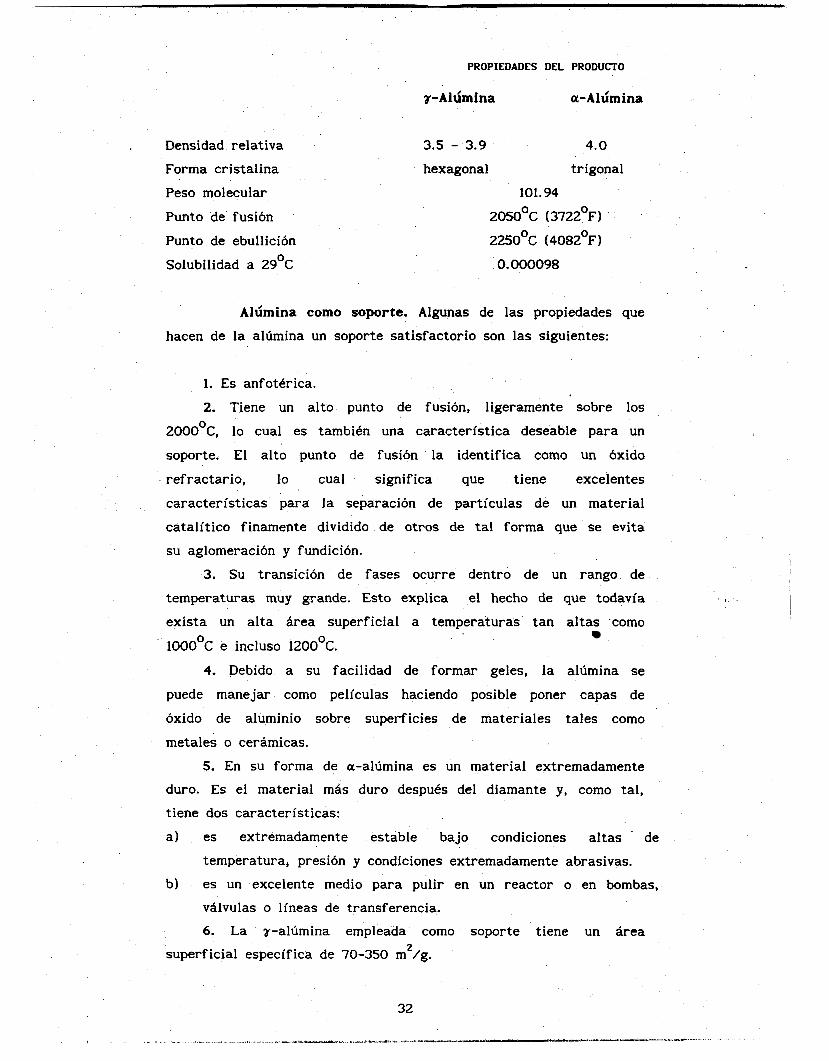
y-Alúmina a-Alúmina
Densidad relativa 3.5 - 3.9 4. O
Forma cristalina hexagonal trigonal
Peso molecular 101.94
Punto de fusión 2O5O0C (3722'F)
Punto de ebullici6n 225OOC (4082'F)
Solubilidad a 29OC O. 000098
Alúmina como soporte. Algunas de las propiedades que
hacen de la alúmina un soporte satisfactorio son las siguientes:
1. Es anfotérica.
2. Tiene un alto punto de fusión, ligeramente sobre los
20OO0C, lo cual es también una característica deseable para un
soporte. El alto punto de fusión ' la identifica como un óxido
. refractario, lo cual . significa que tiene excelentes
características para la separación de partículas de un material
catalítico finamente dividido de otros de tal forma que se evita
su aglomeración y fundición.
3. Su transición de fases ocurre dentro de un rango de
temperaturas muy grande. Esto explica el hecho de que todavía
exista un alta área superficial a temperaturas tan altas .como
I O O O ~ C e incluso 1 2 0 0 ~ ~ .
4. Debido a su facilidad de formar geles, la alúmina se
puede manejar como películas haciendo posible poner capas de
óxido de aluminio sobre superficies de materiales tales como
metales o cerámicas.
5. En su forma de a-alúmina es un material extremadamente
duro. Es el material más duro después del diamante y, como tal,
tiene dos características:
a) es extremadamente estable bajo condiciones altas ' de
temperatura, presión y condiciones extremadamente abrasivas.
b) es un excelente medio para pulir en un reactor o en bombas,
válvulas o líneas de transferencia.
6. La 7-alúmina empleada como soporte tiene un área
superficial específica de 70-350 m /g. 2
32
. , .,, , , , , , . j . . , . . . 'I ., _._"_L.-,~I*Y-II-."~"~,-.*. I c - u " ~ "-. .II-".-."-,."- .
PROPIEDADES DEL PRODUCTO
Estructuras de l a s altíminas. El término alúminas se
refiere a tres tipos de compuestos:
1. Trihidróxidos de 'aluminio con la fdrmula Al(OHl3.
2. Oxihidróxidos de alumni0 cuya fórmula se acerca a AlO(OH1.
3. Oxidos de aluminio, en los cuales es necesario distinguir
posteriormente entre alúminas de transición y a-alúmina o
corundum.
Trihidróxidos de aluminio: se pueden distinguir tres
formas cristalizadas que cumplen con la fórmula Al(OH13,
Gibbsita, Bayerita y Nordstrandita. Solamente Gibbsita y Bayerita
se utilizan industrialmente. 9
Oxihidróxidos de aluminio: se tienen dos estructuras
conocidas que corresponden a la fórmula AlO(OH).XHzO, bohemita y
diásporo. Es de utilidad distinguir una tercera forma, llamada
pseudobohemita bohemita microcristalina, la cual se deriva
estructuralmente de la bohemita pero con propiedades específicas.
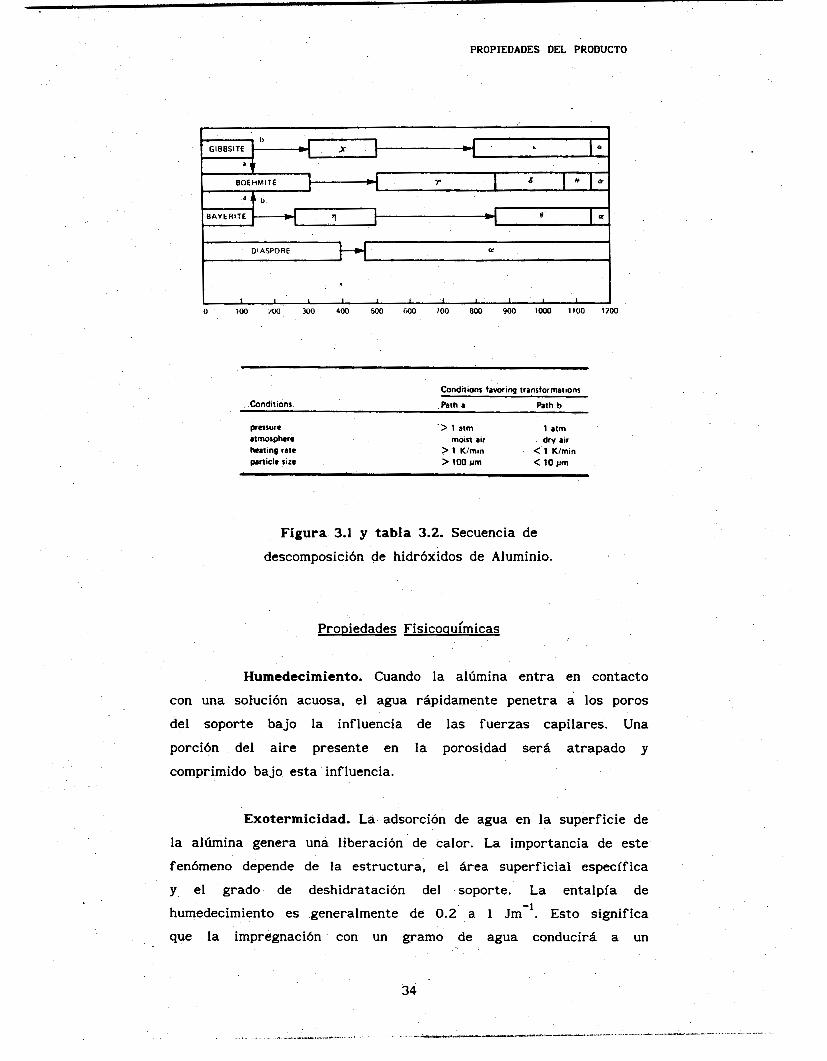
Alúminas de transición: la deshidratación parcial de
hidróxido., de aluminio y oxihidróxidos lleva a compuestos con la
* fórmula Alz03.xHzO con O C x C l , los cuales están generalmente muy
poco cristalizados. Estos compuestos son los que se utilizan como
soportes de catalizadores. Hay seis fases principales designadas
por las letras griegas chi, kapa, eta, teta, delta y gama. La
naturaleza del producto obtenido por calcinación depende del
hidróxido de partida y de las condiciones de calcinación. En
efecto, existen varias secuencias durante la deshidratación
(Fig.3.1 y Tabla 3.2). En todos los casos, el producto final de
la deshidratación es corundum (a-Al203). La situación se puede
reducir a una más simple, en base a cristalografía una vez que se
sabe que sólo hay dos tipos de estructuras: espinela (cristales
puntiagudos), para eta, gama, delta y teta, y hexagonal, para chi
y kapa.
33
PROPIEDADES DEL PRODUCTO
I P
I I
Conditions favoring transformattons
.Conditions .Path a Path b
pressure Jtmospherr heatlng rate particle size
'> 1 atm moist air
1 atm
> 1 Klmin dry air
> 100 pm < 1 Kimin < 10 pm
Figura 3.1 y tabla 3.2. Secuencia de
descomposición de hidróxidos de Aluminio.
ProDiedades Fisicoauimicas
Humedecimiento. Cuando la alúmina entra en contacto
con una solución acuosa, el agua rápidamente penetra a los poros
del soporte bajo la influencia de las fuerzas capilares. Una
porción del aire presente en la porosidad será atrapado y
comprimido bajo esta influencia.
Exotermicidad. La. adsorción de agua en la superficie de
la alúmina genera una liberación de calor. La importancia de este
fenómeno depende de la estructura, el área superficial específica
y, el grado de deshidratación del soporte. La entalpía de
humedecimiento es generalmente de 0.2 a 1 Jm". Esto significa
que la impregnaci6n con un gramo de agua conducir6 a un
34
PROPIEDADES DEL PRODUCTO
La transformación de anatasa a rutilo está acompafiada
por la generación de aproximadamente 12.6 kJ/mol (3.01 kcaVmol),
pero la velocidad de transformación es grandemente afectada por '
la temperatura y por la presencia de otras sustancias las cuales
pueden .ya sea catalizar o inhibir la reacción. La mls baja
temperatura a la cual se lleva a cabo la conversión de anatasa a ' ,
rutilo a una velocidad medible es aproximadamente 700 C, pero
ésta no es una temperatura de transici6n.
O
El dióxido de titanio tiene un índice de refracción
excepcionalmente alto para un bxido blanco (2.6 a 2.9 para la
forma rutilo, y 2.5 para la anatasa).
En la .. electrónica se emplea dióxido de titanio
policristalino (cerámico) con su constante dieléctrica
moderadamente alta (aprox. 95) como condensador, sin demostrar
algún comportamiento ferroeléctrico.
La constante dieléctrica del rutilo en polvo tiene un
valor promedio de 114. La constante dieléctrica de la anatasa en
polvo es 48.
El dióxido de titanio es normalmente aislante, pero en
el estado deficiente de oxígeno, cuando algunos de los lugares de
Ti+4 son ocupados por iones Ti+3, cambia a semiconductor
(semiconductor transportador negativo) tipo n, con unas
conductividades de 1 a 10 (R-cm)". La conductividad específica
del rutilo' se incrementa rápidamente con el incremento en la
temperatura; por ejemplo, es un aislante a 20 C, pero a 420 C la
conductividad se incrementa 10 veces.
O O
7
El rutilo transmite una longitud de onda de
aproximadamente 0.42 a 5.8 p. y . ha sido empleado en conjuncibn
con un fotoconductor , por ejemplo, sulfur0 de plomo, como lente
para la concentración y detección de radiaciones infrarrojas.
El dióxido de titanio es térmicamente estable' (p.f.
37
PROPIEDADES DEL PRODUCTO
1855OC) y muy resistente al ataque químico. Cuando es calentado
vigoros&nente bajo vacío, ocurre una ligera. perdida de oxígeno
correspondiente a un cambio en l a composición a Ti01.97. El
producto es azul obscuro pero vuelve a su color blanco cuando se
calienta en aire.
El hidrógeno y el monóxido de carbono lo reducen sólo
parcialmente a altas temperaturas, produciendo 6xidos de menor
peso .molecular o mezclas de carburos y de estos óxidos. A 200OOF
y bajo vacío, el carbón se reduce a carburo de titanio. La
reducción por metales tales como Na, K, Ca y Mg, no es completa.
La cloración es posible sólo si un agente reductor está presente. 6
Además del ácido sulfúrico, el otro Único ácido en el
cual es soluble es ácido fluorhídrico, el cual es usado
ampliamente en el análisis de dióxido de titanio para elementos
residuales; Los álcalis acuosos no tienen efecto alguno, pero los
hidróxidos de sodio y de potasio, carbonatos y boratos, todos
ellos fundidos, disuelven el dióxido de titanio fácilmente.
T i t a n i a como soporte. La titania se puede comprar como
soporte. Un ' análisis del material es el siguiente: Ti02 96%
(pérdida por ignición 2%), S04 2%, Fe203 0.05% y Na2O 0.01Z. El
tamafio de partícula puede s e r de 2 a 4.4 a 6 y 6 a 8, milésimas
de pulgada.. El área superficial es cerca de 35 rn2/g, la densidad
aparente es 0.93 y el diámetro medio de poro de 500 A. El
volumen de poro es 0.39 ml/g.
Datos termodinámicos a 298 K: F -205.1
H -218. O
S -43.23
Aspectos de salud, seguridad y toxicología. El cuerpo
humano aparentemente tiene una. amplia tolerancia al titanio.
Varios compuestos de titanio han sido usados en medicina y en
productos alimenticios sin ningún efecto dañino.
38
.I . ~, ~. _.._" .
PROPIEDADES DEL PRODUCTO
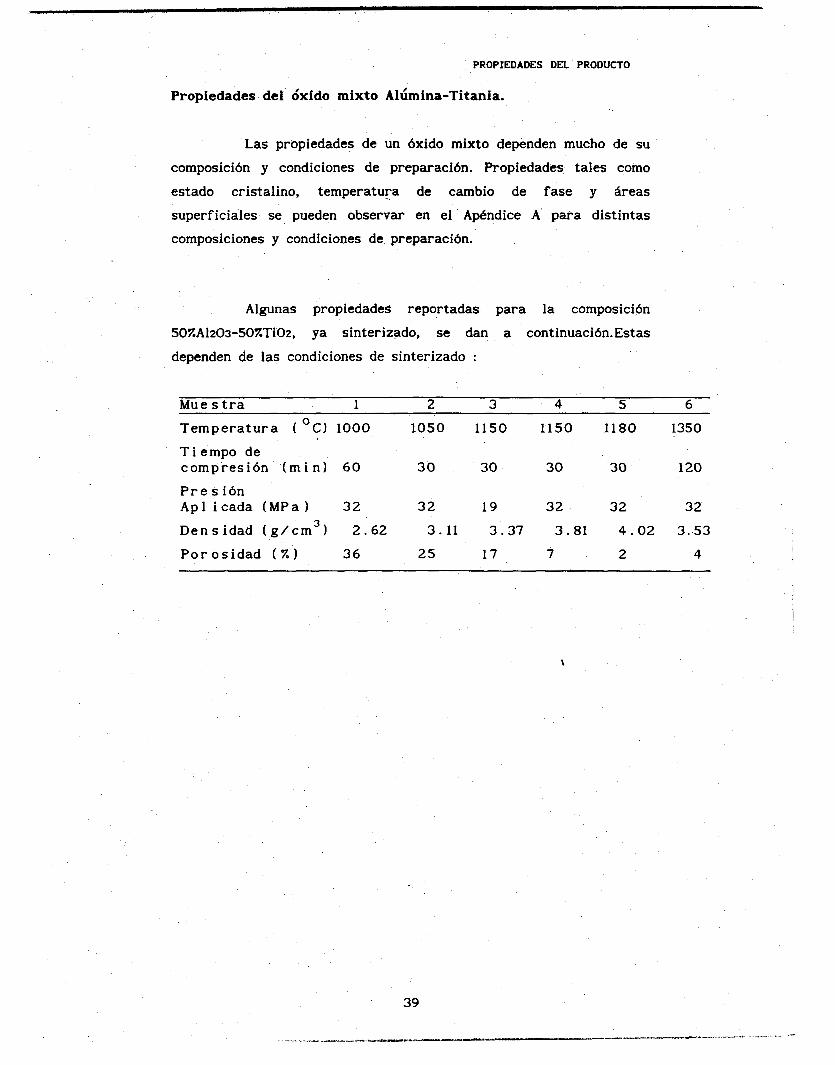
Propiedades del Óxido mixto Alúmina-Titania.
Las propiedades de un óxido mixto dependen mucho de su
composición y condiciones de preparación. Propiedades tales como
estado cristalino, temperatura de cambio de fase y áreas
superficiales se pueden observar en el Aphdice A’ para distintas
composiciones y condiciones de preparaci6n.
Algunas propiedades reportadas para la composición
50XA1203-50XTi02, ya sinterizado, se dan a continuación.Estas
dependen de las condiciones de sinterizado :
Mue s tra 1 2 3 4 5 6
Temperatura ( OC) 1000 1050 1150 1150 1180 1350
T i empo de c o m p r e s i ó n ( m i n ) 60 30 30 30 30 120
P r e s i 6 n Apl icada (MPa 32 32 19 32 32 32
Den s idad ( g/cm3) 2.62 3.11 3.37 3.81 4.02 3.53
P o r o s i d a d ( Z 1 36 25 17 7 2 4
39
. . PROPIEDADES DE LOS PRODUCTOS SECUNDARIOS
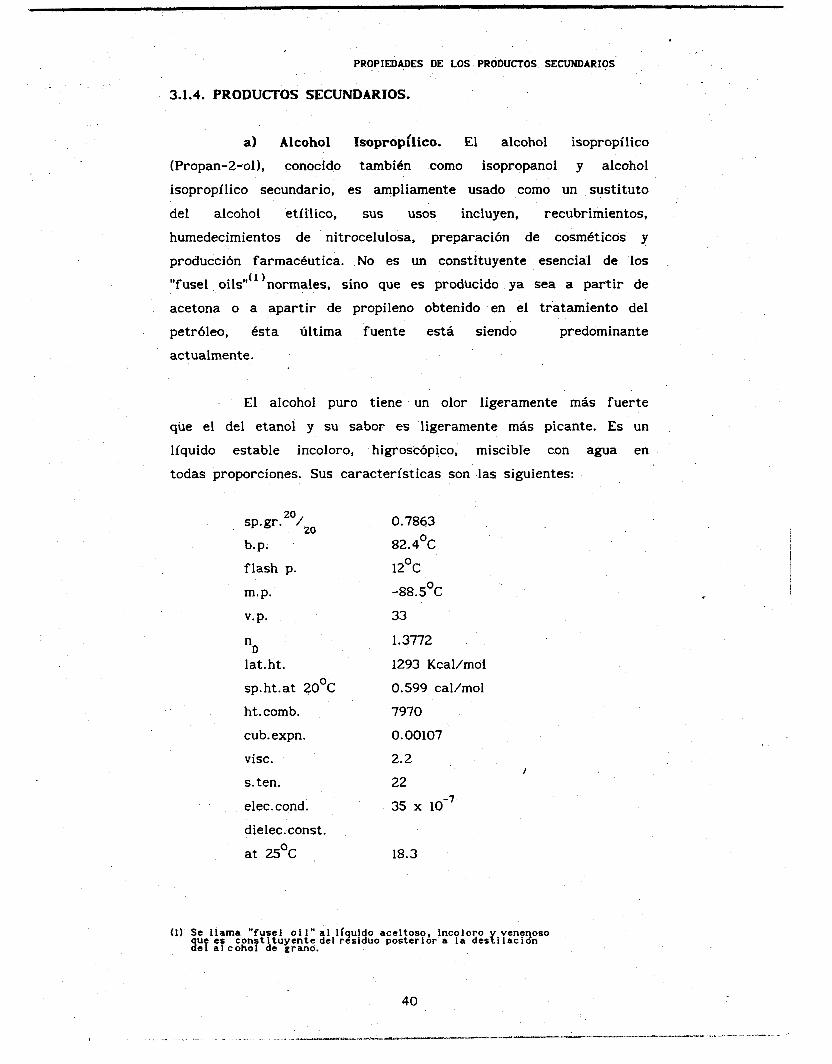
3.1.4. PRODUCTOS SECUNDARIOS.
a) Alcohol Isopropilico. El alcohol isopropílico
(Propan-2-01], conocido también como isopropanol y alcohol
isopropílico secundario, es ampliamente usado como un sustituto
del alcohol etíilico, sus usos incluyen, recubrimientos,
humedecimientos de nitrocelulosa, preparación de cosméticos y
producción farmacéutica. No es un constituyente esencial de los
"fusel oils"'i 'normales, sino que es producido ya sea a partir de
acetona o a apartir de propileno obtenido en el tratamiento del
petróleo, ésta última fuente está siendo predominante
actualmente.
- ' El alcohol puro tiene un olor ligeramente más fuerte
que el del etanol y su sabor es ligeramente más picante. Es un
líquido estable incoloro, higroscópico, miscible con agua en
todas proporciones. Sus características son las siguientes:
20 sp.gr. O. 7863
b. p. 82.4OC
flash p.
m.p.
v. p.
n 1at.ht.
sp. ht . at 20°C
ht. comb.
cub. expn.
visc.
s.ten.
elec.cond.
dielec.const.
at 25OC
D
12OC
-88.5OC
33
l. 3772
1293 Kcal/mol
O. 599 cal/mol
7970
O. 00107
2.2
22 I
35 x
18.3
(1) Se llama "fusei o1 I" al lfquldo aceitoso incoloro venenoso ue es constituyente del residuo poster16r a la desrilaclon
le1 alcohol de grano.
4 0
PROPIEDADES DE LOS PRODUCTOS SECUNDARIOS
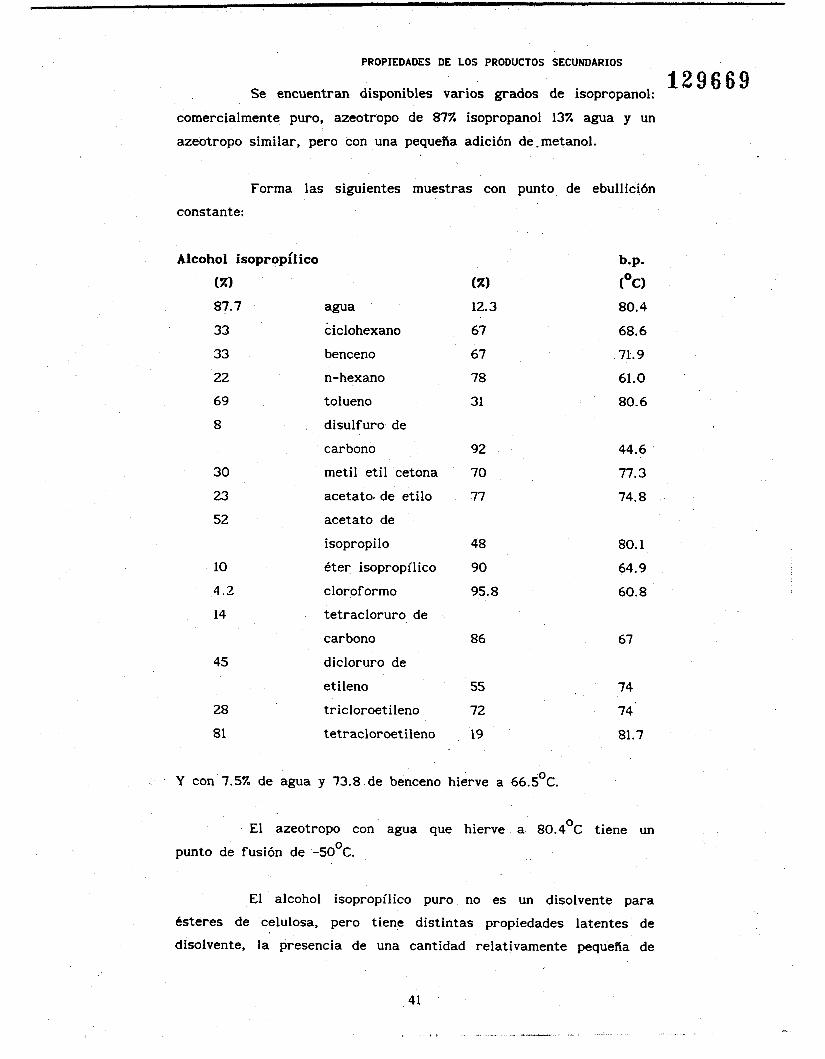
1 2 9 6 6 9 Se encuentran disponibles varios grados de isopropanol:
comercialmente puro, azeotropo de 87% isopropanol 13% agua y un
azeotropo similar, pero con una pequeiSa adición
Forma las siguientes muestras con
constante:
Alcohol isopropilico
(X)
87.7
33
33
22
69
8
30
23
52
10
4 . 2
14
45
28
81
agua
ciclohexano
benceno
n-hexano
tolueno
disulfuro de
carbono
metil etil cetona
acetato- de etilo
acetato de
isopropilo
éter isopropílico
cloroformo
tetracloruro de
carbono
dicloruro de
etileno
tricloroetileno
tetracloroetileno
(X)
12.3
67
67
78
31
92
70
77
48
90
95.8
86
55
72
19
de. metanol.
punto de ebullición
Y con 7.5% de agua y 73.8 de benceno hierve a 66.5OC.
b.p.
(OC)
80.4
68.6
71.. 9
61.0
80.6
44.6
77.3
74.8
80.1
64.9
60.8
67
74
74 '
81.7
El azeotropo con' agua que hierve a 80.4OC tiene un
punto de fusión de -5OOC.
El alcohol isopropílico puro no es un disolvente para
ésteres de celulosa, pero tiene distintas propiedades latentes de
disolvente, la presencia de una cantidad relativamente pequefia de
41
PROPIEDADES DE LOS PRODUCTOS ,SECUNDARIOS
un éster lo vuelve un disolvente para nitrato de celulosa.
Disuelve resina de ciclohexanona-formaldehído, laca y silicones
de ba ja viscosidad; disuelve parcialmente copal, no disuelve
cloruro de polivinilo, acetato o cloroacetato.
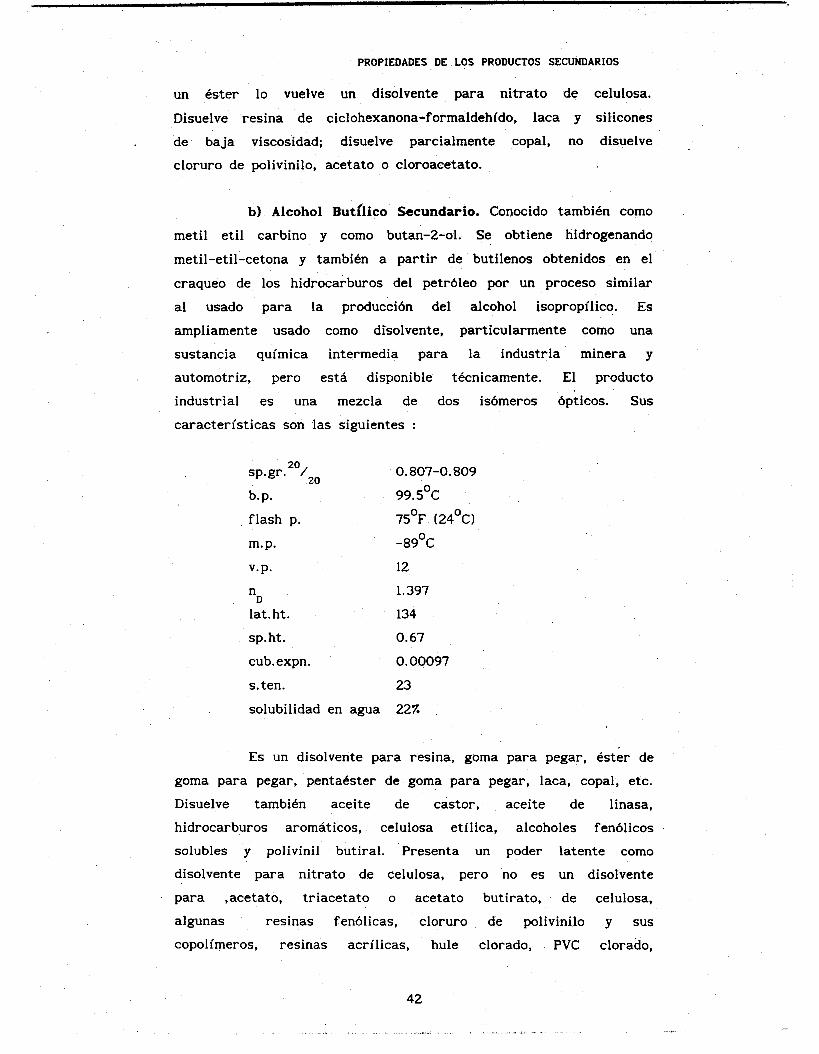
b) Alcohol ButÍlico Secundario. Conocido también como
metil etil carbino y como butan-2-01. Se obtiene hidrogenando
metil-etil-cetona y también a partir de butilenos obtenidos en el
craqueo de los hidrocarburos del petróleo por un proceso similar
a l usado para la producción del alcohol isopropílico. Es ampliamente usado como disolvente, particularmente como una
sustancia química intermedia para la industria minera y
automotriz, pero está disponible técnicamente. El producto
industrial es una mezcla de dos isómeros ópticos. Sus
característ icas son las siguientes : . .
sp.gr.
b.p. 99.5OC
flash p. 7S°F (24OC)
20
' 2 0 O. 807-0.809
m.p.
v. p.
n
1at.ht.
sp. ht.
cub.expn.
s. ten.
solubilidad en agua
D
-89OC
12
1.397
134
O. 67
O. 00097
23
22%
Es un disolvente para resina, goma para pegar, éster de
goma para pegar, pentaéster de goma para pegar, laca, copal, etc.
Disuelve tambiCn aceite de castor, aceite de linasa,
hidrocarburos aromáticos, celulosa etílica, alcoholes fenólicos
solubles y polivinil butiral. Presenta un poder latente como
disolvente para nitrato de celulosa, pero no es un disolvente
para ,acetate, tr iacetato o acetato butirato, . de
algunas resinas fenólicas, cloruro de polivinilo
copolimeros, resinas acrílicas, hule clorado, PVC
celulosa,
y sus
clorado,
4 2
... +.
PROPIEDADES DE LOS PRODUCTOS SECUNDARIOS
polietileno clorado o poIiestireno y sus copolímeros.
Se usa como un medio latente de disolución en
ebullición para una amplia variedad de recubrimientos, como un
disolvente principal en insecticidas, como un componente de
fluidos para frenos y de compuestos industriales de limpieza. Su
olor recuerda al de la menta. Forma una mezcla de punto de
ebullición constante conteniendo 27.3% de agua la cual hierve a
87.SoC, y también otra conteniendo 13.7% de acetato secbutílico
la cual hierve a 99.6 O C, se conocen muchos otros azeotropos.
PROCESOS DE OBTENCION DEL PRODUCTO
3.2. PROCESOS DE OBTENCION DEL PRODUCTO
EXAMEN COMPARATIVO Y SELECCION
Con ,excepción del proceso sol-gel, no se conocen otras
rutas de obtención del óxido mixto alúmina-titania, con las
características requeridas para su utilización como soporte.
Un material con la misma' composición pero de
estructura diferente, es el titanato de aluminio (AlzTi051, un
óxido bimetálico (y no un óxido mixto), de baja área superficial
que se obtiene por la mezcla de los óxidos correspondientes de
cada metal, sometiéndolos a un tratamiento térmico hasta lograr
su formación. Sin embargo, el titanato de aluminio tiene un área
superficial muy baja debido a que se obtiene a muy altas
temperaturas.
Si se pensara en el proceso de obtención del titanato
de aluminio como una ruta alterna para la elaboración de un
soporte, .éSto implicaría conocer los procesos de obtención de los
óxidos empleados en dicho proceso, el óxido de aluminio o alúmina
(A1203) y el dióxido de titanio o titania (TiO2).
PROCESOS DE OBTENCION DE DIOXIDO DE TITANIO.
1. A partir de tetracloruro de titanio, el cual debe
ser purificado por destilaciones sucesivas para obtener' un óxido
relativamente puro. Este compuesto se hidroliza en solución
acuosa, resultando un 'precipitado de dióxido de titanio
hidratado; el cual posteriormente se lava y seca a 110 C y puede
calcinarse a temperaturas mayores para remover el agua y
cloruros. El óxido así obtenido puede contener impurezas tales
O
. como silicio, magnesio, fierro.
2. A partir de la . reacción de combustión del
tetracIoruro de titanio con oxígeno o aire. El humo contiene
partículas finas de TiOz, cloruros y nitrógeno si se usó aire.
44
PROCESOS DE OBTENCION DEL PRODUCTO
Esta reacción se lleva a cabo a 1000°C.
3. Extracción de Ti02 de la ilmenita (FezTi03). Este
proceso involucra reacciones con k i d 0 sulfúrico para dar el
dióxido de titanio con una estructura cristalina de anatasa.
4. Obtención del TiOz por el proceso sol-gel.
La titania como soporte comercial se vende con la
siguiente composición : Ti02 96%, S04 2%, Fe203 0.05% y Na2O
0.01%, con un área superficial de 35 m /g . 2
PROCESOS D E OBTENCION DE OXIDO D E ALUMINIO.
El proceso por el que se obtiene la mayor parte de la
alúmina comercial es el Proceso Bayer. Este proceso consiste en
la extracción de alúmina de lá bauxita cuya composición está
dentro de los siguientes rangos : ,41203, 35-60%; Si02, 1-15%;
Fe203, 5-40%; TiOz, 1-4%; H 2 0 , 10-35%; otros,O-2%.
Los principales ingredientes en el proceso son NaOH o
NazCc33, CaO, vapor de agua y calor. Se hace reaccionar la bauxita
bajo presión con sosa cáustica caliente para disolver la alúmina
como aluminato de sodio. La filtración remueve los compuestos
insolubles, la solución es enfriada y agitada con una pequeña
adición de alumni0 hidratado para producir la precipitación del
hidrato cristalino. Luego es lavado, secado en horno a llOO°C
para remover el agua combinada y formar A1203.
Otros procesos basados en variaciones del .proceso
Bayer o en extracciones ácidas se han desarrollado pero no son
tan competitivos como dicho proceso.
'La composición de la alúmina comercial es : A1203 99.0-
99.5%; H z 0 O. 10%; Si02 0.005-0.01%; Fe203 0.005-0.03%; Ti02
0.005%; ZnO 0.01-0.03X, y trazas de V203, Na20, PzOs, NiO, CuO,
Cr203,KzO,Ca0 y otros'. El área superficial está entre 70-350m2/g.
45
PROCESOS DE OBTENCION DEL PRC
Se ha visto que un parámetro el cual es muy n\
optimizar en la alúmina como soporte es su pureza química.
comprobado que ciertas impurezas básicas encontradas e1
alúminas tienen una influencia adversa en la fase metálica
catalizador.
Por el proceso sol-gel se obtiene óxido de aluminio con
mayor grado de pureza y Area superficial.
VENTAJAS DEL PROCESO SOL-GEL.
Desde el punto de vista catalítico, los óxidos mixtos
preparados por el proceso sol-gel son de gran interés puesto que
se consideran químicamente homogCneos, en contraste con otros
mbtodos.
El método sol-gel presenta grandes ventajas en la
síntesis de vidrios, cerámicas, soportes y catalizadores, las
cuales se resumen a continuación :
- Los precursores (alcóxidos) son fáciles de purificar.
- Los materiales obtenidos tienen gran homogeneidad, ya
que se parte de una mezcla homogénea.
- Es fácil introducir nuevos elementos en la red, es
decir, obtener óxidos mixtos.
- Permite el control químico de las reacciones.
- La velocidad de reacción y el tipo de sólido final
pueden ser controlados en la etapa de hidrólisis y
condensación mediante la adición de catalizadores
ácidos y básicos.
- La densificación de los sólidos inorgánicos se lleva
a cabo a temperaturas relativamente bajas.
46
. - ..." .""..."l.,~.I-._,-. . . " ." "-1 . , """-
PROCESOS DE OBTENCION DEL PRODUCTO
- La viscosidad del gel puede ser controlada.
- Existe una alta pureza en el producto final.
- El área superficial se puede variar dependiendo de
las condiciones de reacción.
- Permite el control del grado de hidroxilación de la
superficie del sólido.
47
L
/
L
L
L
J
Q
1 S
c 3
t-
4. EL ESTUDIO DEL MERCADO
-.- -- .
EL ESTUDIO DEL MERCADO
4.1. ANTECEDENTES Y PROYECCIONES
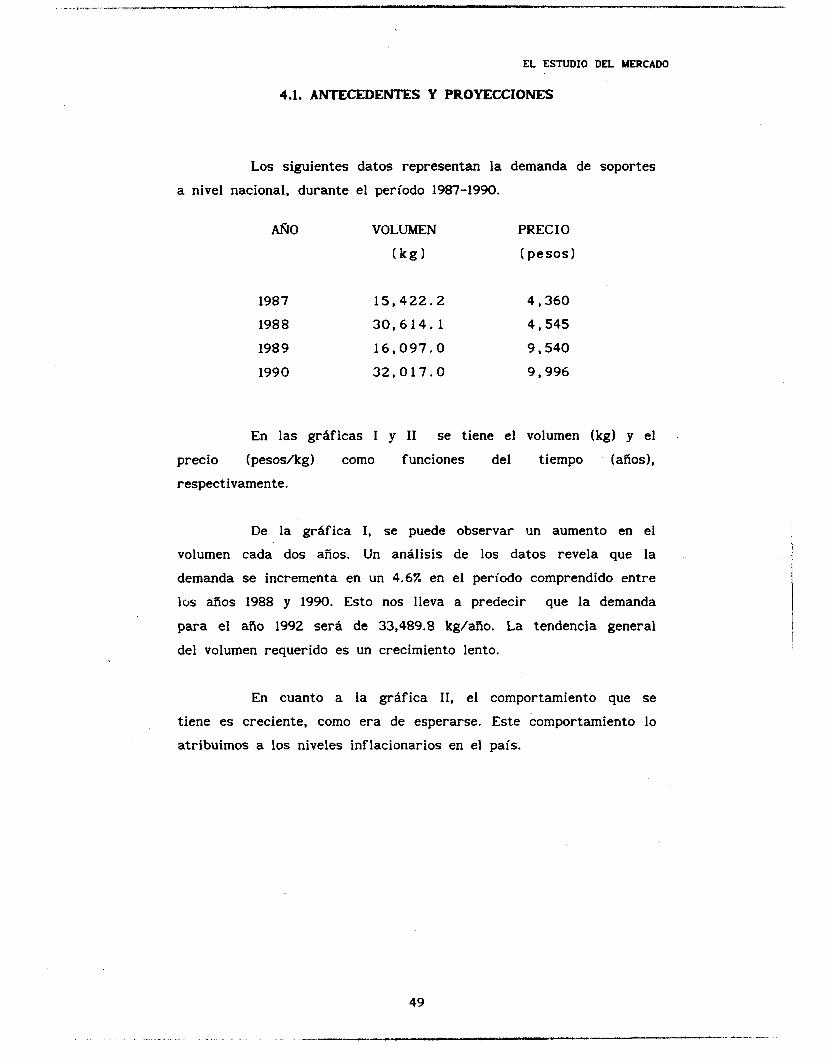
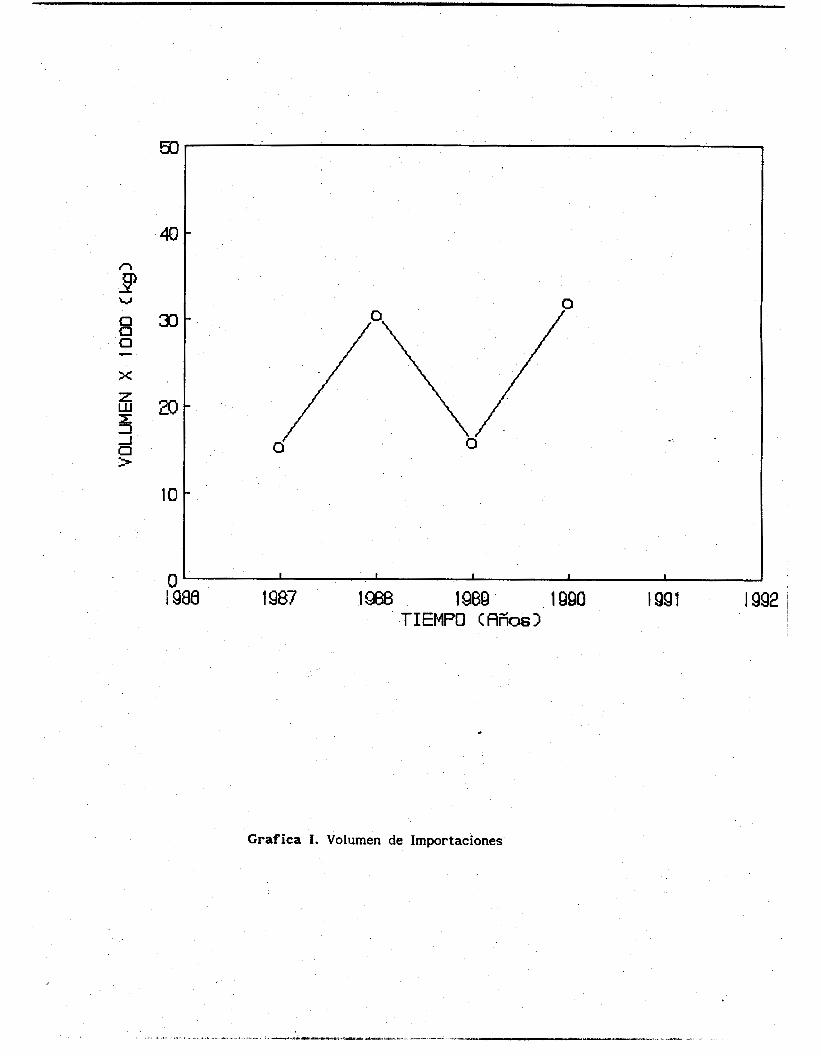
Los siguientes datos representan la demanda de soportes
a nivel nacional, durante el período 1987-1990.
Am0 VOLUMEN PRECIO
( k g ) (pesos)
1987 1 5 , 4 2 2 . 2 4 ,360 198 8 3 0 , 6 1 4 . 1 4 ,545 198 9 1 6 , 0 9 7 . 0 9 ,540
1990 3 2 , 0 1 7 . 0 9 ,996
En las gráficas I y I1 se tiene el volumen (kg) y el .
precio (pesos/kg) como funciones del tiempo (afios),
respectivamente.
De la gráfica I, se puede observar un aumento en el
volumen cada dos años. Un análisis de los datos revela que la
demanda se incrementa en un 4.6% en el período comprendido entre
los aRos 1988 y 1990. Esto nos lleva a predecir que la demanda
para el año 1992 será de 33,489.8 kg/a?lo. La tendencia general
del volumen requerido es un crecimiento lento.
En cuanto a la gráfica 11, el comportamiento que se
tiene es creciente, como era de esperarse. Este comportamiento lo
atribuimos a los niveles inflacionarios en el país.
v
x
5c
40
30
2c,
10
1987
Graf ica I. Volumen de Importaciones
EL ESTUDIO DEL MERCADO
4.2. USOS Y USUARIOS
EL óxido mixto alúmina-titania es en sí un producto
nuevo. Debido a que no tenemos a nuestro alcance sus aplicaciones
específicas, enfocaremos nuestra atención a las aplicaciones de
la alúmina, titania y otros materiales preparados por el proceso
sol-gel.
USOS DE ALUMINA EN CATALISIS.
La alúmina se usa en muchos procesos catalíticos
industriales. Generalmente se utiliza la gama alúmina, la cual
tiene una alta área superficial específica (70-350 m2/g).
Esquemáticamente, se pueden distinguir tres tipos de usos para la
alúmina:
- Como soporte
- Como catalizador activo
- Como cocatalizador
En el presente trabajo contemplaremos únicamente el uso
de alúmina como soporte y como catalizador activo.
ALUMINA COMO UN SOPORTE.
Este es un caso simple de catálisis monofuncional, para
el cual la alúmina no opera directamente en el mecanismo del
proceso catalítico. La fase catalítica está Constituida de
metales preciosos depositados sobre pastillas de gama o teta
alúmina de 3 mm de diámetro y Area superficial específica de 100
m'/g).
. La función de la alúmina es diluir, soportar y
dispersar los metales preciosos. En el caso de deposición de una
EL ESTUDIO DEL H E R C A ~ 2 9 6 6 9 cantidad que es menor que la capacidad de absorción de la
aldmina, ésta participa en la distribución macroscópica , La
función del soporte es tambiCn estabilizar la dispersión
metaestablesobre la superficie de la alúmina, contra la
aglomeración y sinterización:
Finalmente, como resultado de su porosidad interna,
facilita la difusión de reactivos y productos de la reacción
hasta los sitios catalíticos. Este último parAmetro puede ser
esencial en el caso de reacciones catalíticas limitadas por la
difusión de reactivos; como es el caso por ejemplo, de procesos
con una a l ta velocidad de reacción, tal como la reducción
seiectiva de óxidos de nitrógeno mediante amoníaco en
catalizadores compuestos de Vzos depositados sobre alúmina. El
uso de soportes de alúmina claramente mejora el funcionamiento
del catalizador por un incremento del coeficiente de difusión
efectiva de 'reactivos NOX y NH3.
Alúmina como un soporte catalítico interactuante. Los
catalizadores para hidrorrefinación (óxidos de cobalto o
níquel-molibdeno) destinados para tratamientos de destilación de
petróleo o aceites residuales, constituyen una clase importante
de catalizadores basados en alúmina empleados en la refinación
del petróleo para remover S, N y O. El M003 es reducido
industrialmente a metal a 773 K con Hz, pero cuando se soporta
sobre alúmina activada, la reducción procede sólo a MoOz. El
hecho de que el MOO3 no pueda ser totalmente reducido sobre
alúmina activada, indica que hay una interacción entre los
compuestos. Massoth encontró que el Alz(M004)3. el cual es el
Único compuesto bien caracterizado entre el molibdeno y óxidos de
aluminio podía realmente ser reducido y concluyó que este
compuesto no explicaba la resistencia del M 0 0 3 para reducirse a
M ~ ~ + .
El Co304 sufre una reacción similar con Hz, excepto que
éste s i puede ser reducido al estado metAlico cuando se soporta
sobre alúmina activada.
51
EL ESTUDIO DEL MERCADO
Alúmina activada como un soporte catalítico. Uno de
los usos mAs modernos de la alúmina activada es como soporte
catalítico en los mofles catalíticos de automóviles. El
catalizador es una mezcla de metales de platino y paladio
soportados sobre pastillas de alúmina. El Pt-Pd es usado como un
catalizador de oxidación para convertir hidrocarburos y CO a COZ
y H20.
La alúmina activada es ampliamente usada como un
soporte para catalizadores basados en platino para producir
gasolinas de alto octanaje.
La alúmina calcinada a altas temperaturas, tiene
actividad deshidrogenante y se usa en la producción de
catalizadores deshidrogenantes basados en CrO3 para síntesis de
mono y diolefinas.
Los catalizadores para cracking contienen una zeolita
sintética tipo Y extremadamente reactiva, la cual es una
combinación de tierras raras e hidrógeno. Estas zeolitas están
incorporadas en una matriz Si02-Al203, ya que ellas solas son
caras y catalíticamente activas para ser usadas en
desintegradores catalíticos fluidizados de dimensiones prActicas,
debido a los severos requerimientos de transferencia de calor. La
cantidad de zeolitas en la mezcla es de 3-25% Las zeolitas son
más activas y producen gasolinas de más alto octanaje que los
catalizadores de Si02-AI203.
La alúmina también sirve para producir catalizadores
para deshidrogenación selectiva, oxidación, oxiclorinación . y
polimerización. Cuando se usa como un sólido poroso inerte de
baja área superficial específica, proporciona un soporte para la
oxidación controlada de catalizadores hechos de plata u óxidos de
vanadio, o en catalizadores de níquel para usos en la reformación
de hidrocarburos para la producción de hidrógeno y dióxido de
carbono
52
. ._..".*~_"""___I_.
EL ESTUDIO DEL MERCADO
ALUMINA ACTIVADA COMO CATALIZADOR.
Las aplicaciones catalíticas de la alúmina son amplias
y variadas. Una de las aplicaciones catalíticas mis modernas de
la alúmina activada es los convertidores Claus, los cuales
recuperan azufre de H2S que ha sido extraído de fuentes de gases
naturales o de gases de desecho de refinerías. Una aplicación
importante es en la deshidratación de alcoholes, la cual es uno
de los procesos catalíticos mis antiguos. Los productos son
olefinas y/o éteres. Las alúminas mis apropiadas para la
catálisis en la deshidrogenación de alcoholes son las que tienen
alta área superficial (150-200 m2/g) y poseen una buena
estabilidad térmica e hidrotérmica. La isomerización de olefinas
es otra de las reacciones en la que participa la alúmina.
OTROS usos.
Una aplicación de importancia industrial de la alúmina
es como absorbente en el secado de gases y líquidos, su alta Area
superficial, estructura porosa y resistencia favorecen su uso.
Entre los líquidos que pueden secarse mediante alúmina activada
se incluyen: aire, Ar, He, CH4, COZ, C2H6, S02 y gas natural
entre otros; dentro de los líquidos se tienen: hidrocarburos
aromáticos, ciclohexeno, butano y alcanos de más alto peso
molecular, gasolina, keroseno, lubricantes, etc. La purificación
de agua y la absorción selectiva en la industria del petróleo son
también aplicaciones de alúmina como absorbente.
La alúmina se usa extensivamente como material
cerárnico. Las características que hacen valiosa a la alúmina en
aplicaciones' cerámicas son su alto punto de fusión ( 2 3 2 5 K), dureza (9 en la escala Mohs), resistencia, estabilidad
dimensional y capacidad como aislante eléctrico.
". * ".- , -
U ESTUDIO D E L MERCADO
USOS DE TITANIA.
En la industria de esmaltado de vidrios se utilizan
grandes toneladas de titania. La titania mejora la resistencia
ácida de los esmaltes y su excelente propiedad de opacar, hace
posible su uso en recubrimientos. En porcelanas esmaltadas donde
la temperatura de cocción es menor de 1000°C, la titania en la
fase de anatasa, se usa normalmente como agente opacante. Es uno
de los agentes opacantes más efectivos, ya que tiene el más alto
índice de refracción.
Un segundo uso importante para la titania es la
produción de componentes para equipo electrónico. Su alta
constante dieléctrica y resistencia la hacen ideal para usarse en
la miniaturización de capacitores.
Muchas sustancias se han adicionado a la titania para
mejorar o modificar sus características eléctricas. Algunas de
éstas como el dióxido de zirconio, simplemente actúan como
diluyente pero otras como el óxido de bario, forman óxidos mixtos
o titanatos.
La titania es usada como un catalizador, ya sea como un
agente activo o como un soporte inerte. La oxidación catalítica
de o-xileno a anhídrido ftálico usando una mezcla de Ti02 y. v205
como catalizador sobre un soporte inerte es un proceso comercial
bien establecido. Los mismos agentes se han usado también para la
reducción de óxidos de nitrógeno en gases de escape en máquinas
de combustión interna. La titania se usa como un sensor de
oxígeno para monitorear el desarrollo de la maquina de los
automóviles. La retroalimentación desde el detector controla la
razón aire-combustible, dando un bajo nivel de contaminación.
La titania impregnada con metales preciosos (por
ejemplo platino o rutenio) o níquel es usada en la síntesis
Fisher-Tropson para la producción de hidrocarburos a partir de
54
EL ESTUDIO DEL MERCADO
monóxido de carbono e hidrógeno.
Hay muchas investigaciones interesadas en la separación
fotocatalítica de agua para dar hidrógeno, el cual puede usarse
como un combustible. La titania impregnada con platino es usada
como catalizador de dicha reacción.
Otras numerosas reacciones se han estudiado, en las
cuales la titania es usada como un catalizador. Estas incluyen la
oxidación de &ido sulfhídrico a dióxido de azufre, la
deshidratación de alcoholes, metilación, isomerización y
alquilación.
USOS DE MATERIALES PREPARADOS POR SOL-GEL.
Hay muchas aplicaciones potenciales de los materiales
derivados del proceso sol-gel en la forma de películas, fibras,
monolitos, polvos y "composites". La mayoría de las aplicaciones
son acertadas, ya que éstas utilizan las vantajas del proceso
sol-gel como son pureza, homogeneidad y porosidad controlada
combinada con la capacidad para formar objetos a bajas temperaturas.
A) PELICULAS DELGADAS Y RECUBRIMIENTOS.
Las películas y recubrimientos representan las primeras
aplicaciones comerciales del proceso sol-gel. Las primeras
aplicaciones para películas sol-gel fue en recubrimientos ópticos
en 1969. Desde entonces, se han usado mucho en electrónica, como
protectores y membranas.
i) Recubrirnientos ópticos. Los recubrimientos ópticos
alteran la reflectancia, transmisión o absorción de los
sustratos. IROXO (TiOz/Pd), vidrio arquitectónico recubierto, es
el mejor ejemplo: el Ti02 controla la reflectividad y el Pd
55
. . ,., ., , , . - I . " ^ , ~ . _."." "". ". , . . . " ...- """"".I -
EL ESTUDIO DEL MERCADO
contenido proporciona la absorcidn deseada. La absorción de
películas delgadas se ha modificado mediante incorporación de
metales de transición para producir una variedad de
recubrimientos coloreados en varios sustratos.
Además, los recubrimientos coloreados o ref lectores,
los recubrimientos óxidos sobre vidrios y sustratos de silicio,
se han usado extensamente como superficies antirreflectoras (AR)
en aplicaciones relacionadas con el sol para mejorar la
eficiencia de los dispositivos, y como recubrimientos A k para dar
resistencia contra daños por rayos láser en lliseres ópticos.
Las aplicaciones ópticas más recientes de reflectores,
recubrimientos coloreados y AR incluyen filtros de realce de
contraste, películas de un espesor patrón para difracciones
asperas, discos de memoria óptica, peliculas ferroelectricas,etc.
ii) Películas electrónicas. Las películas electrónicas
incluyen superconductores a alta temperatura. El óxido de estaí50
e indio conductor, pentóxido de vanadio, bario ferroeléctrico y
titanato de plomo,tugsteno electrocrómico, óxidos y peQculas de
titania son usados como fotoánodos. Una aplicación comercial
interesante es en un recubrimiento de vanadia conductora
depositada sobre películas fotográficas para reducir la
electricidad estática.
iii) Películas protectoras. Las películas protectoras
proporcionan resistancia a la corrosión o abrasión, promueven la
adhesión, incrementan la resistencia,o proporcionan pasivación o
planarización. Las películas sol-gel proporcionan varias
funciones protectoras: la planarización de capas previene la
corrosión del par galvánico Fe-Ag, mientras que planarizando los
sustratas de acero inoxidable, se mejora significativamente la
especularidad; las capas recubiertas previenen la corrosión y
abrasión de la superficie reflectora de la plata fundamental.
Además en aplicaciones ópticas la planarización de superficies es
56
EL ESTUDIO DEL MERCADO
esencial para procesamiento electrhico de multicapas.
En general las películas sol-gel son apropiadas para
aplicaciones de protecci6n y pasivacih, ya que capas con
cavidades relativamente densas pueden prepararse a bajas
temperaturas compatibles con el sustrato y la química de las
películas puede ajustarse. Sin embargo, las tres mayores
desventajas de las películas sol-gel, desde el punto de vista de
resistencia a la corrosión o abrasibn, son: (1) el espesor de los
recubrimientos (> 1 mm), son difíciles de obtener sin
rompimiento, (2) son en general, completamente frdgiles y (3) se
requieren temperaturas relativamente altas para obtener buenas
propiedades.
iv) Películas porosas. Eí volumen de poro, tamaiio de
poro, área superficial o reactividad superficial de películas
porosas, pueden ser a justadas para propósitos específicos. Usando
métodos específicos desarrollados por Brinker y colaboradores, es
posible variar estas propiedades mediante el afiejamiento de los
precursores sol y/o controlando la velocidad de la evaporación y
condensación relativas. El control de volumen de poro permite
optimizar el índice de refracción para aplicaciones
antirreflectoras. El control de tamaiio de poro y área superficial
conduce a aplicaciones como superficies catalíticas.
B) MONOLITOS.
Los monolitos son definidos como como geles voluminosos
(de dimensión 5 1 mm), moldeados en una forma específica y
procesados sin desintegración. Los geles monolíticos son de
inter& potencial, debido a que formas complejas se pueden
obtener a temperatura ambiente y consolidarse a cualquier
temperatura baja sin fundirse. Las principales aplicaciones para
geles monolíticos son de tipo óptico: en la preformación de
fibras ópticas, vidrios de índice de refracción graduado y
espumas transparentes (aerogeles), usados como detectores
57
Cherenkov y como superaislantes.
Una área amplia de aplicaciones para monolitos es la
formaci6n de componentes 6pticos altamente puros sin tener que
fundirlos o pulirlos.
Las aplicaciones para los vidrios de índice de
refracción graduado son principalmente como lentes para
fotocopiadoras compactas, endoscopios y discos compactos.
Una de las primeras aplicaciones de geles monolíticos
fué como elementos de bajo índice de refracción en detectores
Cherenkov usados a alta energía física. Los aerogeles
proporcionan un medio conveniente de alcanzar indices de
refracc6n abajo de 1.1, bajo condiones ambientales.
La baja conductividad térmica de los aerogeles condujo
a usos como superaislantes transparentes o translúcidos para
mejorar la utilización de la energía.
En general, las buenas aplicaciones para los geles
monolíticos son que tienen la ventaja de pureza, simplificación
del proceso y porosidad inherente de los geles.
C) POLVOS, GRANOS Y ESFERAS.
Los polvos son el punto de partida de la mayoría de los
esquemas de procesamiento de cerámicas policristalinas. Los polvos cerámicos y granos son usados como catalizadores,
pigmentadores, abrasivos, empaques y se emplean además en
aparatos magnéticos o electro-ópticos. Las esferas de uranil son
usadas como combustibles nucleares, las pastillas porosa se usan
en cromatografía y las esferas huecas se usan como blanco en
58
EL ESTUDIO DEL MERCADO
fusión inercia1 limitada.
Las ventajas potenciales de los polvos sol-gel sobre
polvos convencionales son: el control de tamaHo y forma,
homogeneidad a escala molecular y alta reactividad. Estas
vantajas compensan las desventajas como el costo, grandes tiempos
de procesamiento y baja producción.
DI FIBRAS.
Las fibras tienen aplicaciones como refuerzos, textiles
refractarios y superconductores a alta temperatura.
Los usos de fibras como refuerzos se deben a su
resistencia, estabilidad térmica y reactividad con la fase
matriz.
La ventaja del proceso sol-gel es que fibras muy
refractarias y químicamente durables pueden obtenerse a
temperatura ambiente, las cuales son muy difíciles de prepararse
por métodos convencionales. Un ejemplo son las fibras que
contienen zirconia, utilizadas para refuerzos de concretos.
El proceso sol-gel puede usarse también para preparar
fibras policristalinas, refractarias, que exhiban alta
resistencia y rigidez además de durabilidad química.
Alternativamente las fibras cerámicas se pueden combinar con
otras fibras o polvos, para producir una forma porosa usada como
aislante.
Las aplicaciones para textiles refractarios incluye
filtración de partículas a alta temperatura (donde es importante
la resistencia a gases corrosivos,como el ácido sulfúrico),
hornos, empaquetadoras y cables.
El congelamiento unidireccional de geles, produce
EL ESTUDIO DEL MERCADO
fibras discontinuas con sección transversal poligonal y altas
áreas superficiales (240-900 m2/g). Una aplicación potencial de
. estas fibras es como soporte para catalizadores y enzimas.
E) OXIDOS MIXTOS.
Los óxidos mixtos combinan diferentes tipos de
materiales para obtener propiedades inalcanzables por un solo
material. El proceso sol-gel puede usarse para formar la fase
matriz, la fase o fases de refuerzo (fibras, partículas, etc.) o
ambas en compuestos cerámicos-cerámicos.
El alto desarrollo de óxidos mixtos
cerámicos-cerámicos, tales como silica-alúmina reforzada son
materiales candidatos para hélices de turbina, así como para
máquinas a diesel de cerámica altamente eficientes.
Debido a que los materiales derivados del proceso
sol-gel pueden moldearse a temperatura ambiente, son excelentes
receptores para moléculas orgánicas, polimeros y fibras. ORMOSILS
y CERAMERS son nombres utilizados para designar a ccmpuestos
mixtos orgánico-inorgánico, preparados por el método sol-gel.
Schmidt y Seiferling mencionan aplicaciones para estos compuestos
como: epoxilanos para materiales resistentes a fisuras;
termoplásticos y grupos fotocurables basados en difenilsilanos y
ligandos fotocurables tales como metacrilo, vinilo, o grupos
alilo combinados con una variedad de monómeros polimerizables
para recubrimientos y películas adhesivas, respectivamente. La
incorporación de moléculas orgánicas o redes de ligandos
modificantes, conducen a aplicaciones en óptica, catálisis y
sensores.
Los óxidos mixtos metal-cerámicos contienen una fase
metálica dispersa y tienen aplicaciones en óptica, catálisis y
electrónica.
60
EL ESTUDIO DEL MERCADO
F) GELES
pequeílo,
que no
POROSOS Y MEMBRANAS.
1 2 9 6 6 9 Las altas áreas superficiales y tamaílo de poros
características de geles inorghicos, son propiedades
se pueden lograr por mkttodos convencionales de
procesamiento de cerámicas. Estas propiedades únicas, pueden
explotarse en aplicaciones tales como separación, catLlisis y
cromatograf ía.
Las películas de tamafio de poro controlado, se obtienen
cuando se soportan sobre sustratos macroporosos, éstas pueden
usarse como microfiltros (tamaño de poro de 50 nm a 1 pm),
ultrafiltros o membranas (poros mayores de 50 nm). Los materiales
con tamaño de poro pequeño, tienen aplicaciones en
ultraf iltración y ósmosis inversa.
Los gránulos de geles porosos, polvos y películas se
usan también como desecantes y soportes para catalizadores.
USUARIOS
Actualmente en nuestro país, no se ha desarrollado la
industria para la producción de soportes. La demanda de soportes
se ha cubierto mediante importaciones de países que tienen un
alto desarrollo en el campo, tales como República Federal de
Alemania, Estados Unidos, Reino Unido y Japón.
Petróleos Mexicanos, una de las industrias más sólidas
del país, es quien tiene el mayor consumo de soportes,
específicamente consume alúmina en gran volumen. En el período
comprendido entre 1982 y 1988, el Instituto Mexicano del
Petróleo, creó la tecnología para la fabricación de alúminas a
nivel industrial, para lo cual se .diseíl6 y construyó una planta
piloto ubicada en el Parque Industrial "La Reforma" en Pachuca,
Hgo., para determinar los parámetros de escalamiento industrial.
61
. . """ ." .
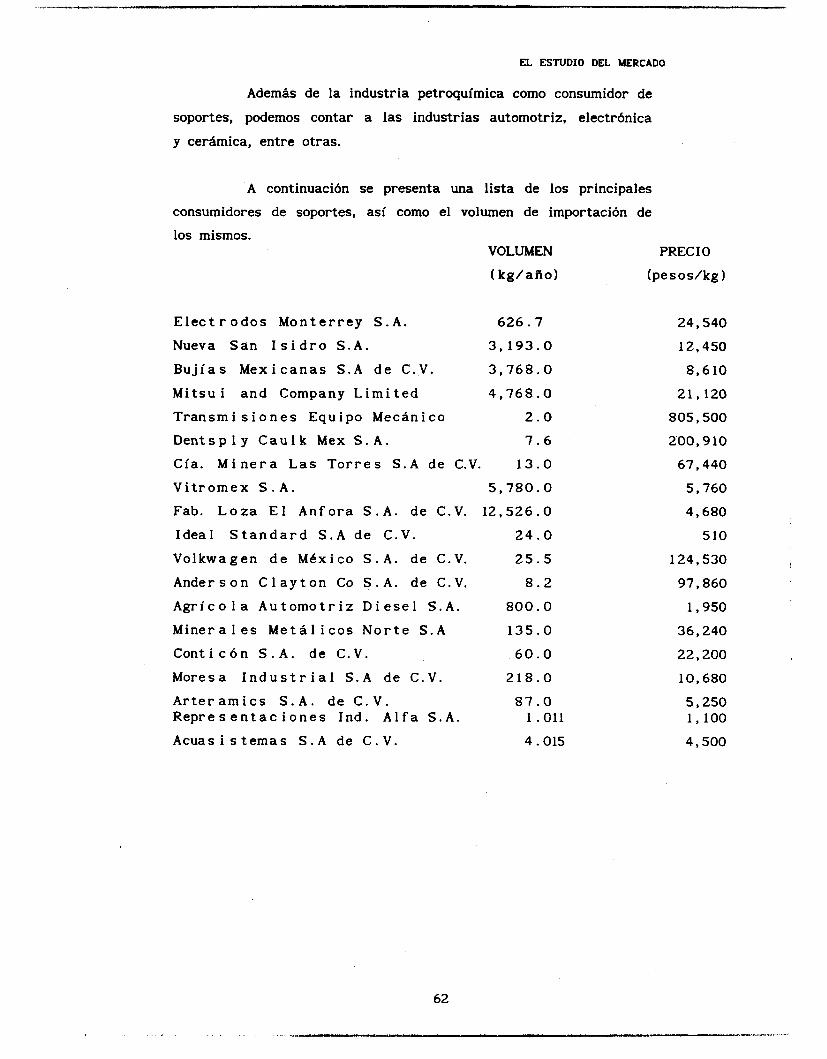
U ESTUDIO DEL MERCADO
Además de la industria petroquímica como consumidor de
soportes, podemos contar a las industrias automotriz, electrónica
y cerimica, entre otras.
A continuación se presenta una lista de los principales
consumidores de soportes, así como el volumen de importación de
los mismos. VOLUMEN PRECIO
( k g / a f i o ) ( p e s o s / k g )
E l e c t r o d o s M o n t e r r e y S . A . 626.7
Nueva S a n I s i d r o S . A . 3 ,193 .0
B u j í a s M e x i c a n a s S . A d e C . V . 3 ,768 .0
M i t s u i a n d C o m p a n y L i m i t e d 4,768.0
T r a n s m i s i o n e s E q u i p o M e c á n i c o 2 . 0
D e n t s p l y C a u l k Mex S . A . 7 . 6
C í a . M i n e r a L a s T o r r e s S . A d e C.V. 1 3 . 0
V i t r o m e x S . A . 5 ,780 .0
F a b . L o z a El A n f o r a S . A . de C.V. 12,526. O
I d e a l S t a n d a r d S . A d e C . V . 2 4 . 0
V o l k w a g e n d e M é x i c o S . A . d e C.V. 2 5 . 5
A n d e r s o n C l a y t o n Co S . A . de C.V. 8 . 2
A g r í c o l a A u t o m o t r i z D i e s e l S .A. 800.0
M i n e r a 1 e s M e t d l i c o s N o r t e S.A 135.0
C o n t i c ó n S . A . de C .V. 6 0 . 0
M o r e s a I n d u s t r i a l S . A d e C . V . 218.0
Arteramics S . A . d e C . V . 8 7 . 0 R e p r e s e n t a c i o n e s I n d . A l f a S .A. 1 . o11
A c u a s i s t e m a s S . A d e C . V . 4.015
24,540
12,450
8,610
21,120
805,500
2'00,910
67,440
5,760
4,680
510
124,530
97,860
1, 950
36,240
22,200
10,680
5,250 1,100
4,500
62
~ _-
EL ESTUDIO DEL MERCADO
4.3. SUSTITUTOS Y SUCEDANEOS
El óxido mixto alúmina-titania puede ser sustituido en
su uso como soporte catalítico por la alúmina y la titania
preparadas por el método convencional, para aquCllos procesos en
los que no se requiera propiedades muy especificas del soporte
como las que se pueden dar fabricindolo por el proceso sol-gel y
que ya se han mencionado. Su uso como material cerimico esti
igualmente especializado.
63
-
EL ESTUDIO DEL MERCADO
4.4. CAPACIDAD DE L A PLANTA Y UBICACION
Vamos a establecer la capacidad de la planta en
función de la demanda actual del mercado.
El cdlculo de la capacidad máxima se realiz6 pensando
en abarcar el 75% de las necesidades del mercado al presente. La
capacidad mínima se decidi6 establecer como una cuarta parte del
volumen actual promedio. La capacidad media, resblta un promedio
de las anteriores.
CAPACIDAD MAXIMA 17,700 kg/afio
CAPACIDAD MEDIA 11,800 kg/año
CAPACIDAD MINIMA 5,900 kg/año
La ubicación de la planta se define tomando en cuenta
los siguientes aspectos, como los mbs importantes:
MERCADO
- Cercanía del mercado de ventas
- Extensión del mercado
MATERIAS PRIMAS
- Localización de las fuentes de materias primas
TRANSPORTACION
- Facilidad de transportación
CLIMA
- Humedad
- Temperatura
r
De acuerdo a las características de nuestras materias
primas y nuestro producto, requerimos principalmente lugares en
los que se registre baja humedad.
EL ESTUDIO DEL MERCADO
Los lugares que creemos safisfacen los aspectos antes
mencionados son los Estados de Puebla, Hidalgo, . Querttaro,
Guanajuato y Michoacán.
65
5. EL TRABAJO DE INVESTIGACION. OBJETIVOS Y RESULTADOS.
LAS BASES DEL DISENO
5.1. LAS BASES DEL DISEFjO.
RENDIMIENTOS
Como se puede ver en el apCndice A, este proceso se
realizó experimentalmente utilizando como disolventes
isopropanol, n-butanol, y etanol, todos ellos grado absoluto, y
etanol grado técnico. Dado que una de las características
principales del producto es su &rea superficial específica, se
seleccionó como disolvente al etanol grado absoluto, por
proporcionar el óxido mixto con l a mayor área superficial
específica.
También experimentalmente se probó llevar a cabo la
reacción con simple agitación y con reflujo y agitación, dando
como resultado un incremento del área, rendimiento y estabilidad
térmica con el reflujo.
En el laboratorio se probaron además diversas
composiciones del óxido mixto; específ icamente: 50%Alz03-50%TiOz,
75%Alz03-25%TiOz y 25%Alz03-75%TiOz (composición molar). El
proceso trabaja con la composición 50-50, en la cual se centraron
los estudios de caracterización, ya que sus propiedades son
características de la combinación de A1203 y TiOz.
Por todo lo antes expuesto, las condciones del proceso
serán:
DISOLVENTE ETANOL GRADO ABSOLUTO
AGITACION MUY IMPORTANTE
REFLUJO UNA HORA
COMPOSICION 50% A1203-50% Ti02
El rendimiento obtenido experimentalmente con etano1
grado absoluto y simple agitaciQn por una hora fué de 94.12%. En
vista de que el aumento de rendimiento debido a la adición de
reflujo a estas condiciones es del 7.3X, el rendimiento con
66
LAS BASES DEL DISENO
reflujo y etanol sería del 96.877..
Por lo tanto, a las condiciones ya mencionadas
tendríamos la siguiente información a nivel laboratorio.
Volumen de reacción 150 m1
Volumen de alcóxido de aluminio . 4.8 m1 (4.64 g)
Volumen de 'alc6xido de titanio 2.8 m1 (2.67 g)
Volumen de etanol
Volumen de agua
140 m1
2.5 m1
Masa del producto 0.83 g
El dimensionamiento del equipo de proceso se llevó a
cabo tomando en cuenta la capacidad máxima de la planta (17,700
kg/afio), y en que' sólo se producirá un lote en un turno de ocho
horas.
Como se trata de un proceso por lotes, el , factor de
escalamiento para el reactor será el número de veces que se
requiera incrementar la producción a nivel laboratorio:
Producc ión anual 17,700 kg
P r o d u c c i ó n d i a r i a 48.5 k g
DE ESCALAMIEmo=producción a nivel laboratorio producción diar i a
Volumen de l reac tor 9,000 1 i t r o s
El volumen del tanque de añejamiento se determinó
tomando en cuenta que toda la mezcla de reacción se vacía en é1;
por lo tanto, su volumen es igual al del reactor.
El tamaño del secador se aproximó tomando en cuenta que
sus charolas, de 75 cm de lado por 15 cm de profundidad, se
pueden apilar en cuatro columnas de trece bandejas cada una,
67
LAS BASES DEL DISENO
, . resultando un secador de 2 m por lado y 2.5 m de altura.
El tamafio del hormo de calcinación se pensó en base al
volumen de producto después de la calcinacibn y secado.
Considerando que del volumen del gel, solamente el 10%
corresponde al d i d o seco, se requiere un horno con un volumen
de 0.73 m3.
68
.. .
6. RESULTADOS DEL DISEÑO
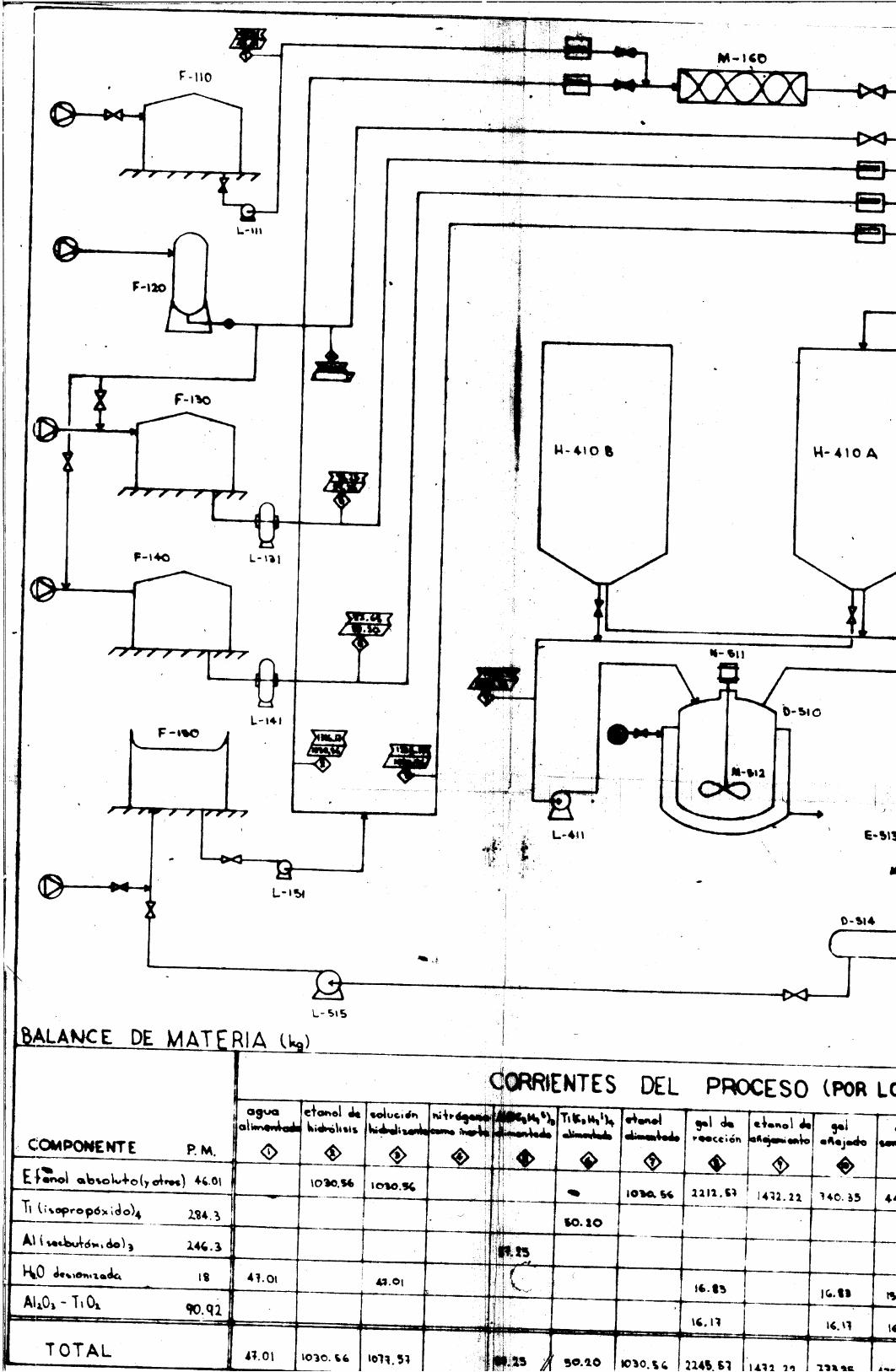
S
" . I f U
U
L
I -.. . .
- . . .,
L
U
r" 0-314 I
7"
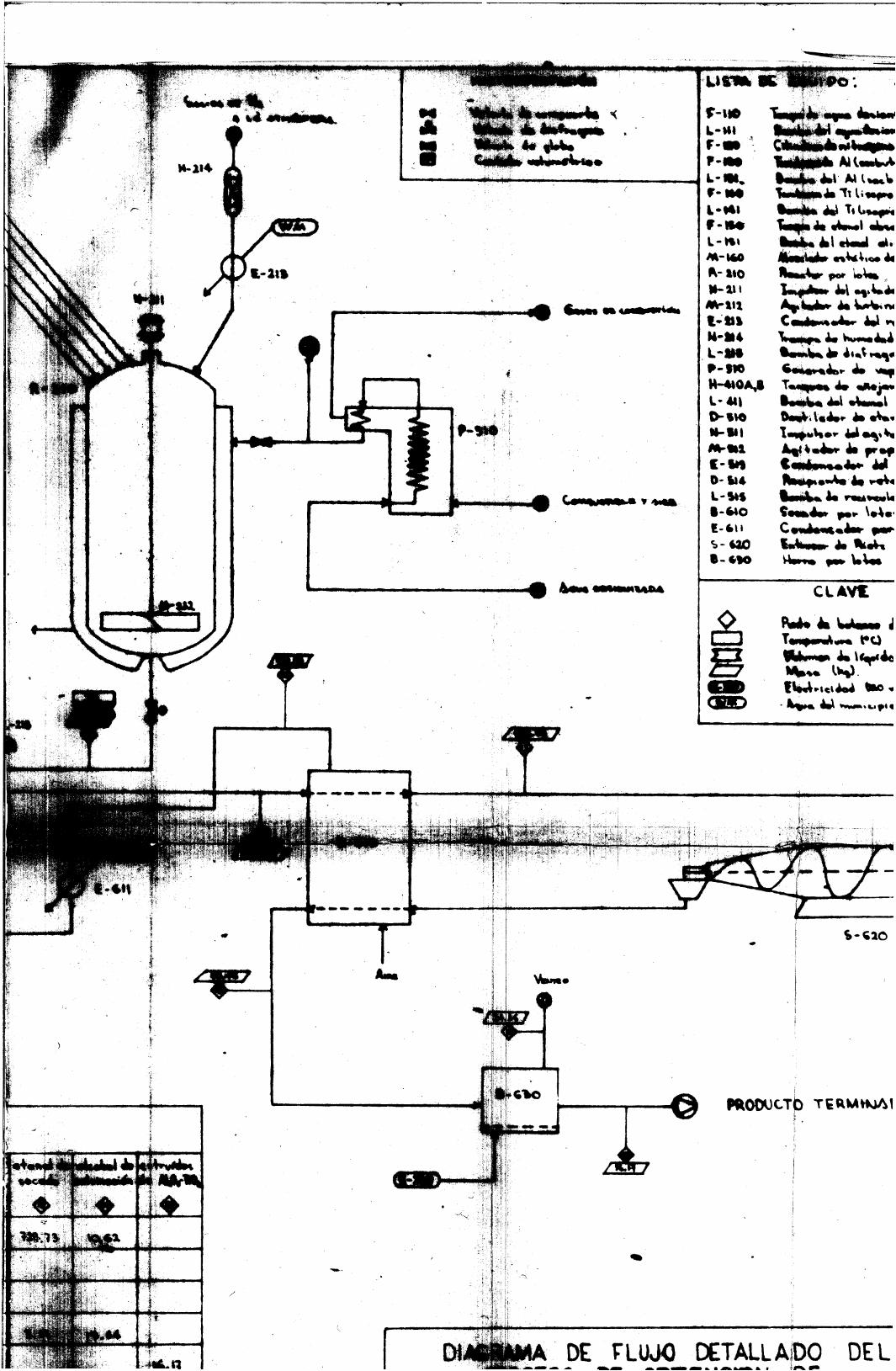
CARACTERISTICAS DEL EQUIPO DE PROCESO
6.2. CARACTERISTICAS DEL EQUIPO DE PROCESO
SECADOR DE CARRETILLAS CON BANDEJAS.
Es un secador discontinuo que está formado por una
cámara metálica rectangular en la que se introducen las
carretillas. Cada carretilla lleva un cierto número de bandejas,
poco profundas como de 75 cm de lado y 10 a 15 cm de profundidad,
que se cargan con el material que ha de secarse.
Se hace circular aire caliente con velocidad de 2 a 5
m/s entre las bandejas, por medio de un ventilador y un motor, el
cual pasa previamente por unos caientadores. Por medio del
conducto de salida sale continuamente el aire húmedo y entra aire
fresco a través de la abertura. de entrada. Las carretillas son
móviles, de modo que al final del ciclo de secado se pueden sacar
de la cámara y llevarlas hasta el lugar de descarga de las
bandejas. A causa del trabajo requerido para la carga y descarga
de las bandejas, su ' operación resulta costosa. Los ciclos de '\
secado son de 4 a 48 horas por carga.
Costo. El costo de compra de los compartimientos de
carretillas varía de 12 a 40 dólares por pie de volumen
efectivo; el costo más elevado corresponde a compartimientos de
75 pies , aproximadamente, y los menores a unidades que
sobrepasan de 300 pies . El precio incluye una cubierta de acero
aluminizado con cuatro pulgadas de aislamiento, un ventilador de'
circulación y , un calentador de aire. Los instrumentos de control
representan un costo ,adicional de 200 a 800 dólares sobre el
3
3
3
costo del secador. Las placas interiores de acero inoxidable
aumentan el costo en un 30X, aproximadamente. La$ carretillas
fabricadas de acero ordinario cuestan de 200 a 400 dólares cada
una, según sea el tamaño. El costo de las bandejas oscila entre 2
y 4 dólares el pie de acero al carbón, de 4 a 8 dólares por pie . 2 2
de acero inoxidable. . En estos secadores se usan también bandejas
más -baratas fabricadas de fibra de , vidrio o plástico reforzado.
70
CARACTERISTICAS DEL EQUIPO DE PROCESO
El costo del equipo instalado representa entre el 50 y el 100%
del costo de compra del de acero al carb6n.
El principal costo de operación del secador de
carretillas con bandejas es la mano de obra que se requiere para
efectuar la carga y la descarga. En general se necesitan dos
hombres-,hora para cargar y descargar un secador de bandejas
estándares de dos carretillas. Además, se necesita,
aproximadamente, de 1/3 a un 115 del tiempo de un hambre para
supervisar el secador durante el periodo de secado.
La potencia necesaria para los secadores de carretillas
con bandejas es del orden de 1.5 hp/carretilla, aproximadamente,
y el mantenimiento representa entre el 3 y el 5% del costo
instalado.
HORNO DE TIRO POR CONVECCION FORZADA.
Este es un tipo de horno de paredes refractarias de los
que se usa para la fusión o tratamiento térmico de metales y para
la calcinación de artículos cerámicos, a temperaturas
comprendidas desde menores a 54OoC hasta 176OoC
El horno de tiro por convección forzada se usa para el
tratamiento térmico a granel de piezas pequeñas. Estas se
suspenden en una canasta de malla. El calentamiento del aire se
efectúa por medio de bobinas eléctricas de Nichrome insertadas en
las paredes refractarias alrededor del tiro o el cubo. Se tiene
un ventilador de alta velocidad debajo de la canasta que hace
circular el aire calentado que asciende por las bobinas o los
serpentines, para después bajar atravesando la canasta. Parte del
calor se irradia hacia la cubierta externa de la canasta; pero la
mayor parte se transfiere por convección directa del gas
circulante a los sólidos.
Costo. Los hornos de tiro o cubo tienen precios que
71
CARACTERISTICAS DEL EQUIPO DE PROCESO
varían de 5000 dólares por unidad de 0.5 pies3, 10000 por un
tamafio de 15 pies3 y hasta 25000 dólares por un horno de 70
pies . 3
EXTRUSOR DE RIETZ.
El extrusor de . Rietz tiene placas perforadas y
desviadores a lo largo del recipiente. El rotor lleva aspas
múltiples, inclinadas hacia adelante, que generan la carga de
extrusión a travCs de las placas con orificios, adem& de golpear
el material para romper los grumos que se forman entre los
desviadores. Entre sus aplicaciones típicas se incluyen la
granulación húmeda de productos farmacéuticos, la mezcla de color
en el jabón en barras y la mezcla y extrusión de. materiales de
celulosa. El extrusor Rietz existe en diámetros de rotores de
hasta 15 plg y una gama de potencias que va desde 0.5 a 100 hp.
REACTOR DE TANQUE AGITADO POR LOTES.
En su forma más simple, un reactor de tanque agitado es
un recipiente equipado con un agitador. El reactor por lotes se
usa casi exclusivamente para reacciones en fase líquida y
producción a baja escala.
Para el diseño de este tipo de reactor se siguen los
mismos principios que para el diseño de tanques y recipientes a
presión. El acero es el material de construcción más común.
La forma en que se calienta la mezcla de reacción en
este reactor es por medio de .un enchaquetamiento para e¡ paso de
vapor.
72
L CARACTERISTICAS DEL EQUIPO DE PROCESO
AGITAbOR DE TURBINA.
La forma m& común de agitar liquidos es en tanques o
recipientes, generalmente cilíndricos y con el eje vertical.
.Para el mezclado de líquidos de viscosidad baja a media, se
recomiendan agitadores de helice o de turbina. Los agitadores de
turbina se asemejan a agitadores múltiples y cortas paletas, que
giran con velocidades elevadas sobre un eje que va montado
centralmente dentro del tanque. Las paletas pueden ser rectas o
curvas, inclinadas o verticales. El rodeLe puede ser abierto,
semicerrado o cerrado. El diámetro del rodete es menor que en el
caso de agitadores de paletas, siendo del orden del 30 al 507. del
didmetro del tanque.
Los agitadores de turbina son eficaces para un amplio
intervalo de viscosidades, en líquidos poco viscosos producen
corriente's intensas, que se extienden por todo el tanque y
destruyen las masas de liquido estancado. En las proximidades del
rodete, existe una zona de corrientes rápidas, de alta
turbulencia e intensos esfuerzos cortantes. Las corrientes
principales son radiales y tangenciales. Las componentes
tangenciales ' dan lugar a vórtices y torbellinos, que se deben
evitar por medio -de placas deflectoras o un anillo difusor, con
el f i n de que el rodete sea más eficaz.
TANQUE DE AÑEJAMIENTO.
Este tanque es del mismo material que el de un tanque de
almacenamiento de líquidos, con la diferencia de que su forma
es como la de una botella invertida con un doble drenaje en el
fondo y soportado por una estructura metálica.

6.3. CARACTERISTICAS DEL EQUIPO AUXILIAR
MEZCLADOR ESTATICO (Figura 6.11.
Este mezclador consiste de elementos
mano alternativa, yuxtapuestos a 90 , uno con el otro, dentro de
un alojamiento tubular. Los medios fluidos se ven obligados a
mezclarse, debido a una progresión de divisiones y
recombinaciones con Ln capas de cada n elementos. Puesto que este
dispositivo no tiene piezas móviles, se eliminan casi los costos
operacionales y de mantenimiento. Otra ventaja es la precisi6n
con la que se logra la combinación final sea cual sea la. demanda
O
del sistema y sin necesidad de control. Existen unidades en una
gran variedad de materiales de construcción y tamaños de 1/8 de
pulgada a varios pies de diámetro interno.
Figura 6.1. Mezclador estático
14
CARACTERISTICAS DEL EQUIPO AUXILIAR
INTERCAMBIADOR DE CALOR VERTICAL DE TUBO Y CORAZA (CONDENSADOR)
CON CONDENSACION DENTRO DE LOS TUBOS. (Figura 6.2).
Estos intercambiadores generalmente se disefian de
manera que el vapor y el líquido fluyan en corriente paralela y
en forma descendente.
En general los condensadores de tubos verticales se
disefian para aplicaciones. de reflujo en reactores y para columnas
de destilación.
Este intercambiador de calor de tubos y coraza opera
con un sólo paso de fluido en el lado de la coraza y un sólo paso
de fluido en el lado de los tubos. Tiene placas deflectoras que
consisten en discos circulares de una plancha metdlica a los que
se ha cortado un cierto segmento circular. Una práctica frecuente
consiste en cortar un segmento de altura igual a la cuarta parte
del diámetro interior de la coraza y estas placas se denominan
placas del 25%. Las placas están perforadas para recibir los
tubos. Para que las fugas sean mínimas, las holguras entre las
placas y la coraza, así como entre las placas y los tubos, deben
ser pequeñas. Las placas deflectoras están soportadas por una o
más varillas-guía, que se fi jan entre las placas tubulares
mediante tornillos de presión. Para fijar las placas deflectoras
en su sitio se meten entre las placas y sobre la varilla,
pequeños trozos de tubo. Para el montaje de un cambiador de este
tipo es preciso instalar primeramente las placas tubulares,
varillas de soporte, espaciadores y placas deflectoras, y colocar
después los tubos.
Las longitudes normales para la construcción de
cambiadores de calor son 8, 12, 16 y 20 pies. Los tubos se
disponen en una ordenación triangular o cuadrada. Excepto cuando
el lado de la coraza tiene gran tendencia a ensuciarse, se
utiliza la disposición triangular, debido a que se puede
conseguir una mayor área de transmisión de calor. Los tubos en
75
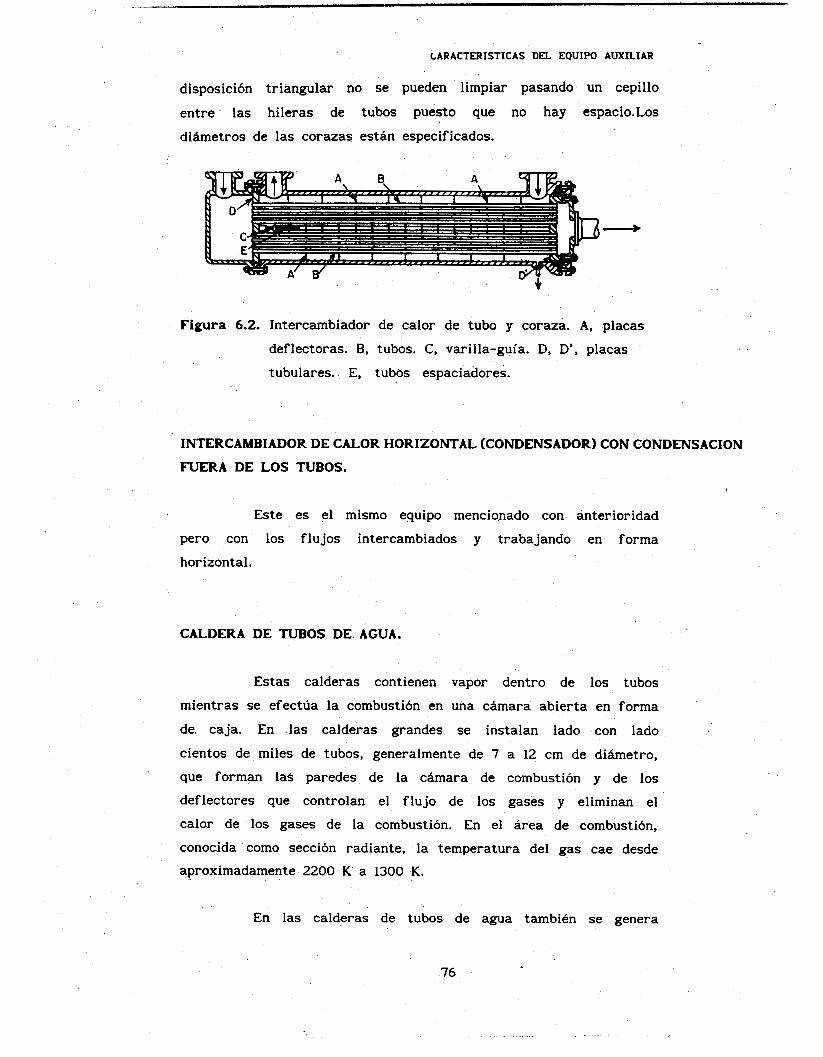
. .-
CARACTERISTICAS DEL EQUIPO AUXILIAR
disposición triangular no se pueden limpiar pasando un cepillo
entre ' las hileras de tubos puesto que no hay espacio.Los
diámetros de las corazas están especificados.
Figura 6.2, Intercambiador de calor de tubo y coraza. A, placas
deflectoras. B, tubos. C, varilla-guía. D, D', placas
tubulares. E, tubos espaciadores.
INTERCAMBIADOR DE CALOR HORIZONTAL (CONDENSADOR) CON CONDENSACION
FUERA DE LOS TUBOS.
Este es el mismo equipo menciopado con anterioridad
pero con los flujos intercambiados y trabajando en forma
horizontal.
CALDERA DE TUBOS DE. AGUA.
Estas calderas contienen vapor dentro de los tubos
mientras se efectúa la combustión en una cámara abierta en forma
de. caja. En las calderas grandes se instalan lado con lado
cientos de miles de tubos, generalmente de 7 a 12 cm de diámetro,
que forman las paredes de la cámara de combustión y de los
deflectores que controlan el flujo de los gases y eliminan el
calor de los gases de la combustión. En el área de combustión,
conocida como sección radiante, la temperatura del gas cae desde
aproximadamente 2200 K. a 1300 K.
En las calderas de tubos de agua también se genera
76
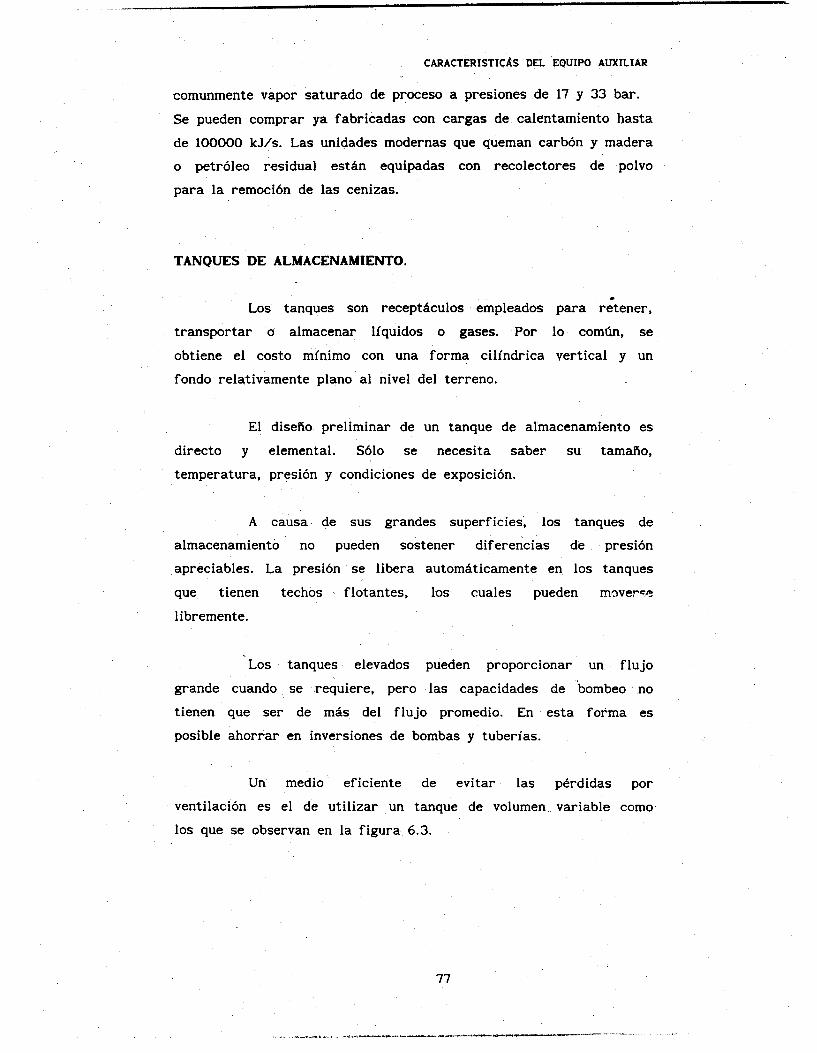
CARACTERISTIC~ DEL ‘EQUIPO AUXILIAR
comunmente vapor saturado de proceso a presiones de 17 y 33 bar.
Se pueden comprar ya fabricadas con cargas de calentamiento hasta
de 100000 kJ/s. Las unidades modernas que queman carbón y madera
o petróleo residual están equipadas con recolectores de polvo
para la remoción de las cenizas.
TANQUES DE ALMACENAMIENTO.
Los tanques son receptlculos empleados para r i tener ,
transportar CT almacenar líquidos o gases. Por lo comlin, se
obtiene el costo mínimo con una forma cilíndrica vertical y un
fondo relativamente plano al nivel del terreno.
El disefio preliminar de un tanque de almacenamiento es
directo y elemental. Sólo se necesita saber su tamafio,
temperatura, presión y condiciones de exposición.
A causa. de sus grandes superficies, los tanques de
almacenamiento no pueden sostener diferencias de presión
,apreciables. La presión se libera automáticamente en los tanques
que tienen techos flotantes, los cuales pueden moverse
libremente.
Los tanques elevados pueden proporcionar un. f lu jo
grande cuando se requiere, pero las capacidades de ‘bombeo no
tienen que ser de más, del f lu jo promedio. En esta forma es
posible ahorrar en inversiones de bombas y tuberías.
Un medio eficiente de evitar las pérdidas por
ventilación es el de utilizar un tanque de volumen variable como
los que se observan en la figura 6.3.
77
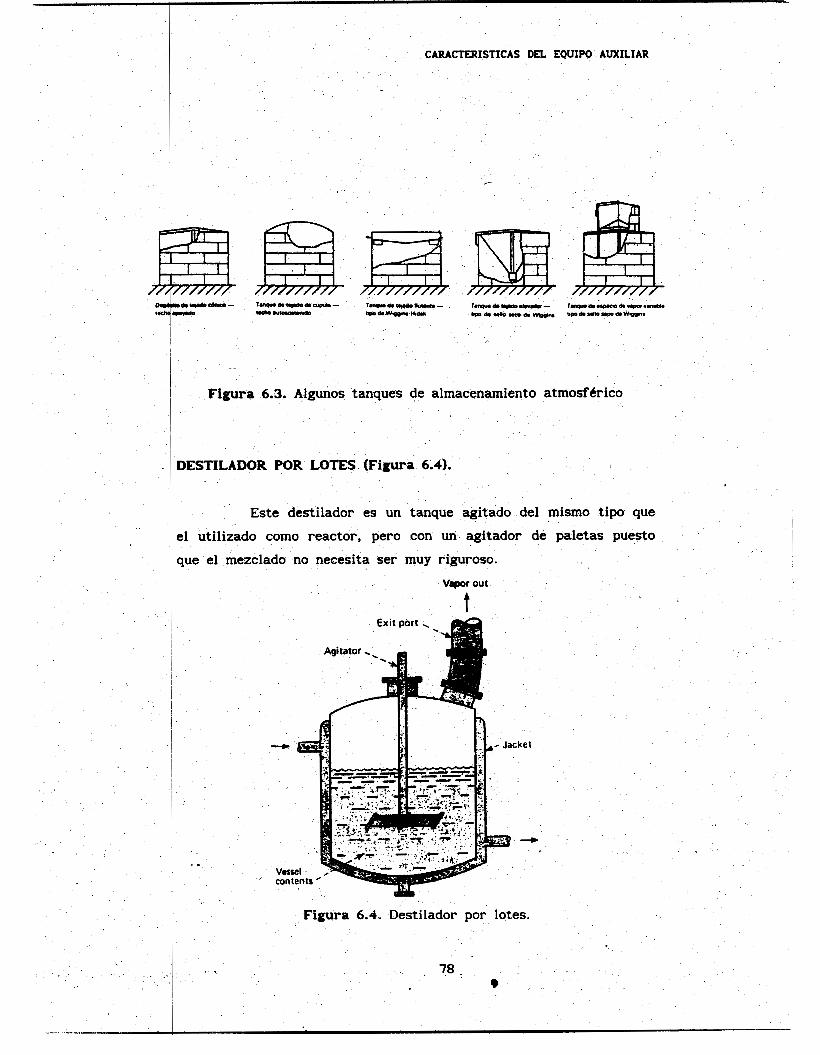
CARACTERISTICAS DEL EQUIPO AUXILIAR
U**” ‘ “ d . ~ c * ~ - r””” rmqu.c*”“ l.lol.b.IDlOb-”m.bl.. ”v udoumaamnm IpOd.W*H& *d.“bwpD”. I l p b u 0 ~ d . W ~ .
Figura 6.3. Algunos tanques de almacenamiento atmosfdrico
DESTILADOR POR LOTES (Figura 6.4). . t
Este destilador es un tanque ,agitado del mismo tipo que
el utilizado como reactor, pero con un agitador de paletas puesto
que el mezclado no necesita ser muy riguroso.
BOMBAS, VALVULAS,TUBERIA E INSTRUMENTOS DE CONTR,OL
6.4. CARACTERISTICAS DE BOMBAS, VALVULAS, TUBERIAS
E INSTRUMENTOS DE CONTROL
BOMBAS CENTRIFUGAS DE ETAPA SIMPLE (Figura 6.6).
En general, los dispositivos centrífugos de transporte
de fluidos tienen las características siguientes:
1) la descarga está relativamente libre de pulsaciones,
2) el diseHo mecánico se presta a gastos elevados,
3) pueden asegurar un desempeño eficiente a lo largo de un
intervalo amplio de presiones y capacidades,
4) la presión de descarga es una función de l a densidad del
fluido.
La bomba centrífuga es el tipo que se utiliza más en lá
industria química para transferir líquidos de todos los tipos;
así como también para los servicios generales de abastecimiento
de agua, alimentación a los quemadores, circulación . de
condensadores, regreso de condensadores, etc. Existen en una
amplia gama de tamaños, en capacidades de 2 ó 3 gal/min hasta
100,000 gal/min, y para cargas o alturas de descarga (presiones)
desde unos cuantos pies a varios miles de lb/pulg . 2
Las ventajas primordiales de una bomba centrífuga son
la simplicidad, el bajo costo inicial, el flujo uniforme (sin
pulsaciones), el pequeño espacio necesario para su instalación,
los costos de mantenimiento, el funcionamiento silencioso y su
capacidad de adaptación para su uso con impulsor de motor o
turbina.
En la f igura 6-5 se muestra una 'curva típica de una
bomba centrífuga. A cualquier velocidad f i j a , l a bomba funcionará
a lo largo de esta curva y no en otros puntos.
79
, . . . ". , ,~ .
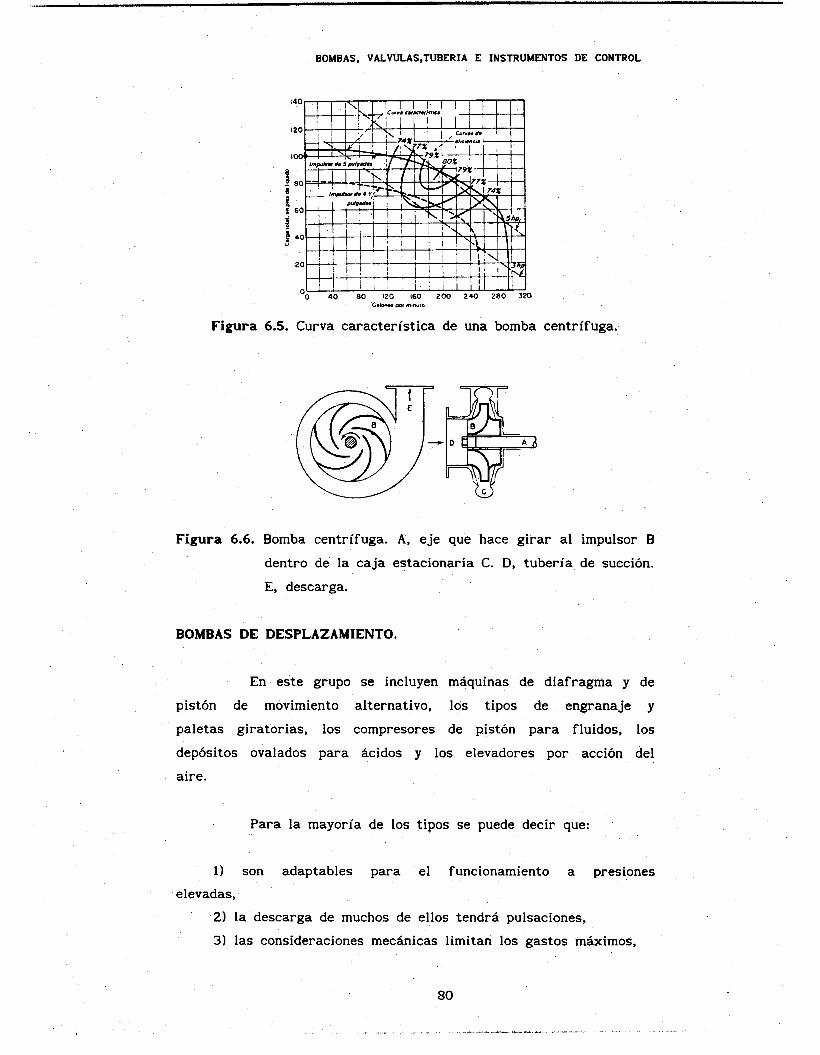
BOMBAS, VALVULAS.TUBERIA E INSTRUMENTOS DE CONTROL
'0 40 80 I20 I60 2 0 0 240 280 S20 t.lon. Dr mmum
Figura 6.5. Curva característica de una bomba centrífuga.
Figura 6.6. Bomba centrífuga. A, e j e que hace girar al impulsor B
dentro de la caja estacionaria C. D, tubería de succión.
E, descarga.
BOMBAS DE DESPLAZAMIENTO.
En este grupo se incluyen máquinas de diafragma y de
pistón de movimiento alternativo, los tipos de engranaje y
paletas giratorias, los compresores de pistón para fluidos, los
depósitos ovalados para ácidos y los elevadores por acción del
aire.
Para la mayoría de los tipos se puede decir que:
1) son adaptables para el funcionamiento a presiones
elevadas,
2) la descarga de muchos de ellos tendrá pulsaciones,
3) las consideraciones mecánicas limitan los gastos máximos,
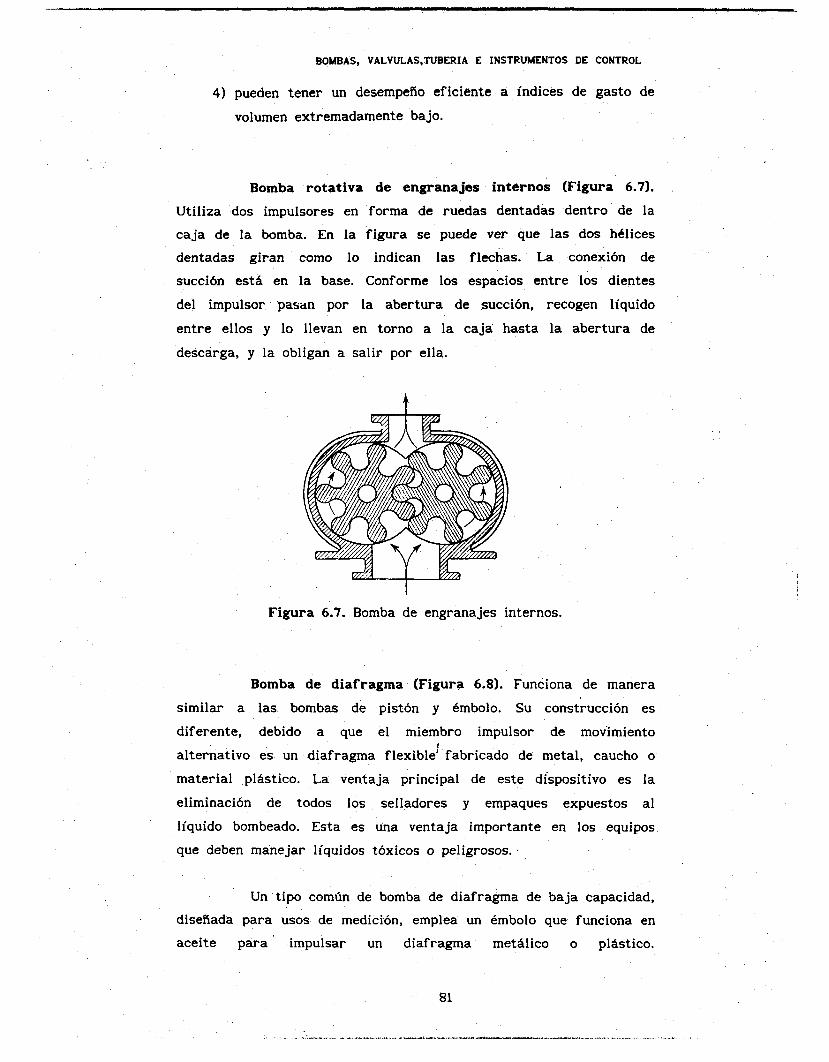
BOMBAS, VALVULAS,TUBERIA E INSTRUMENTOS DE CONTROL
4) pueden tener un desempeño eficiente a indices de gasto de
volumen extremadamente bajo.
Bomba rotativa de engranajes internos (Figura 6.7).
Utiliza dos impulsores en forma de ruedas dentadas dentro de l a
caja de la bomba. En la figura se puede ver que las dos hBlices
dentadas giran como lo indican las flechas. La conexión de
succibn est& en la base. Conforme los espacios entre los dientes
del impulsor pasan por la abertura de succión, recogen líquido
entre ellos y lo llevan en torno a l a caja hasta la abertura de
descarga, y la obligan a salir por ella.
f
Figura 6.7. Bomba de engranajes internos.
Bomba de diafragma (Figura 6.8). Funciona de manera
similar a las bombas de pistón y émbolo. Su construcción es
diferente, debido a que el miembro impuisor de movimiento
alternativo es un diafragma flexible' fabricado de metal, caucho o t
material pldstico. La ventaja principal de este dispositivo es la
eliminación de todos los selladores y empaques expuestos a l
líquido bombeado. Esta es una ventaja importante en los equipos
que deben manejar líquidos tóxicos o peligrosos.
Un tipo común de bomba de diafragma de baja capacidad,
disefiada para usos de medición, emplea un émbolo que funciona en
aceite para impulsar un diafragma metálico o plástico.
81
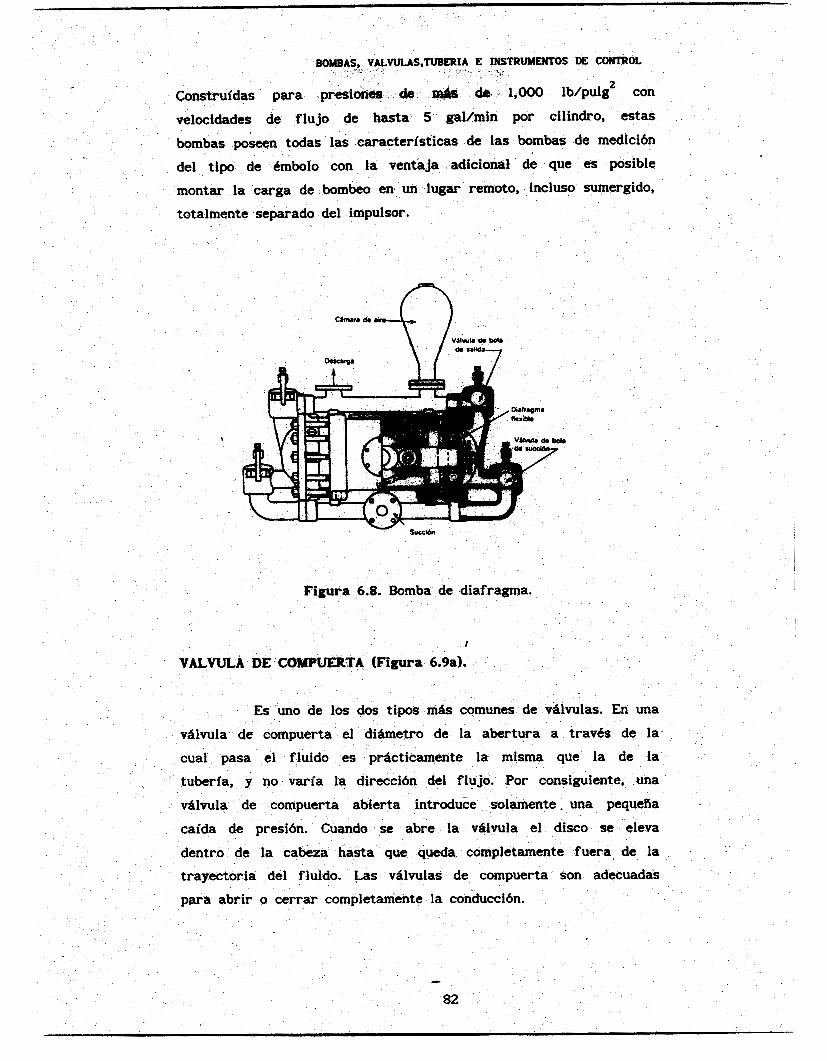
totalmente separado del impulsor.
Figura 6.8. Bomba de ,diafragma. - 1
!
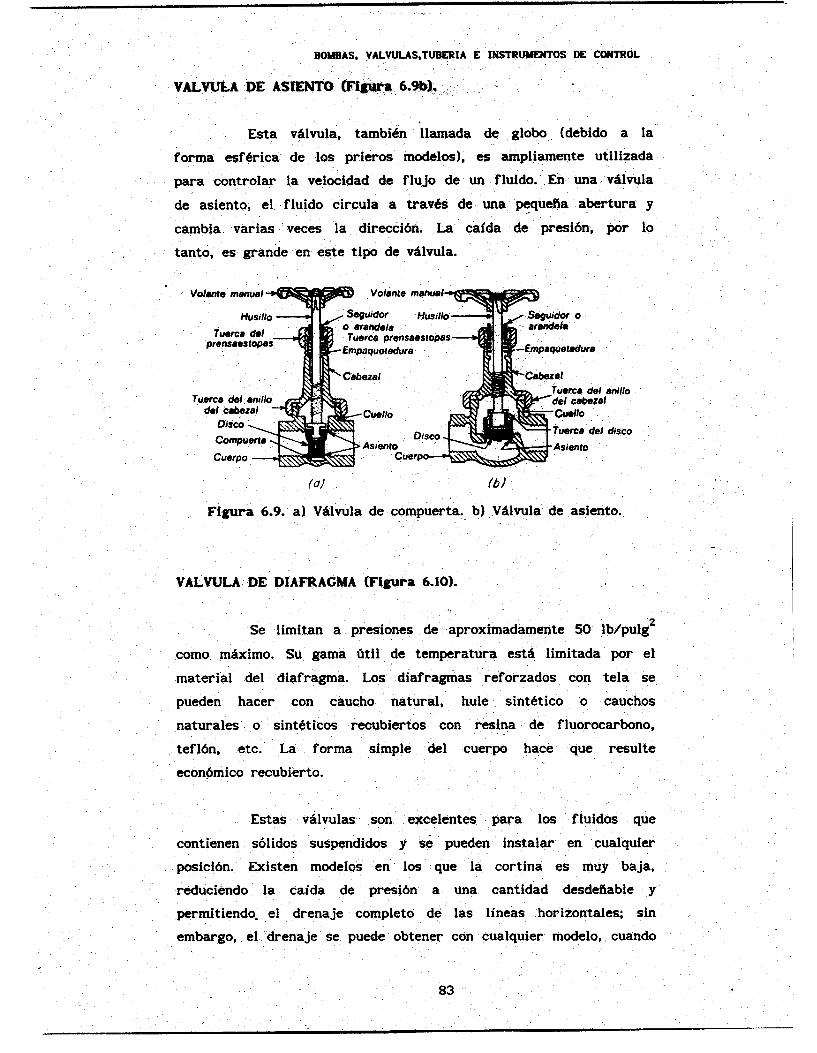
f al (6) f al (6)
Figura 6.9. al VAlvula de compuerta. b) VAlrmla de asiento. . . . . Figura 6.9. al VAlvula de compuerta. b) VAlrmla de asiento. . . . .
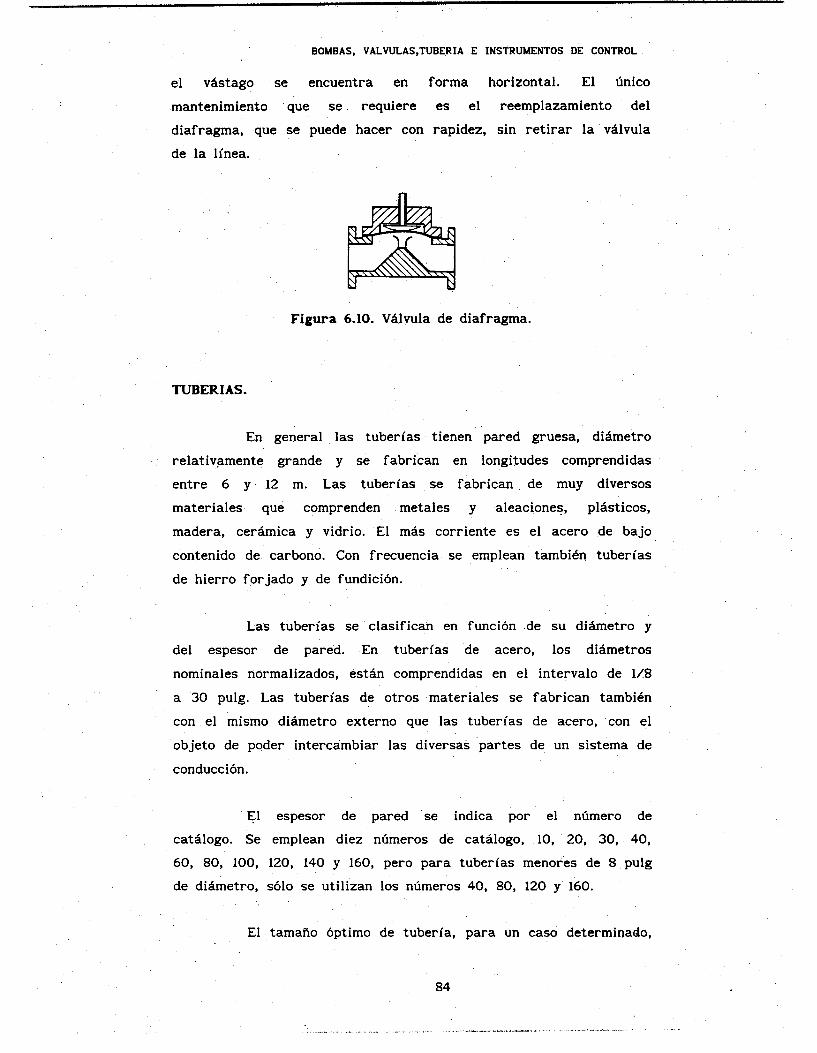
~~
BOMBAS, VALVULAS,TUBERIA E INSTRUMENTOS DE CONTROL
el vástago se encuentra en forma horizontal. El Único
mantenimiento que se requiere es el reemplazamiento del
diafragma, que se puede hacer con rapidez, sin retirar la vdlvula
de la línea.
Figura 6.10. Válvula de diafragma.
TUBERIAS.
En general las tuberías tienen pared gruesa, diámetro
relativamente grande y se fabrican en longitudes comprendidas
entre 6 y 12 m. Las tuberías se fabrican de muy diversos
materiales que comprenden metales y aleaciones, plásticos,
madera, cerámica y vidrio. El más corriente es el acero de bajo
contenido de carbono. Con frecuencia se emplean también tuberías
de hierro forjado y de fundición.
Las tuberías se clasifican en función .de su diámetro y
del espesor de pared. En tuberías de acero, los diámetros
nominales normalizados, están comprendidas en el intervalo de 1/8
a '30 pulg. Las tuberías de otros materiales se fabrican también
con el mismo diámetro externo que las tuberías de acero, con el
objeto de poder intercambiar las diversas partes de un sistema de
conducción.
El espesor de pared se indica por el número de
catálogo. Se emplean diez números de catálogo, 10, ' 20, 30, 40,
60, 80, 100, 120, 140 y 160, pero para tuberías menores de 8 pulg
de diámetro, sólo se utilizan los números 40, 80, 120 y 160.
El tamaño óptimo de tubería, para un caso determinado,
a4
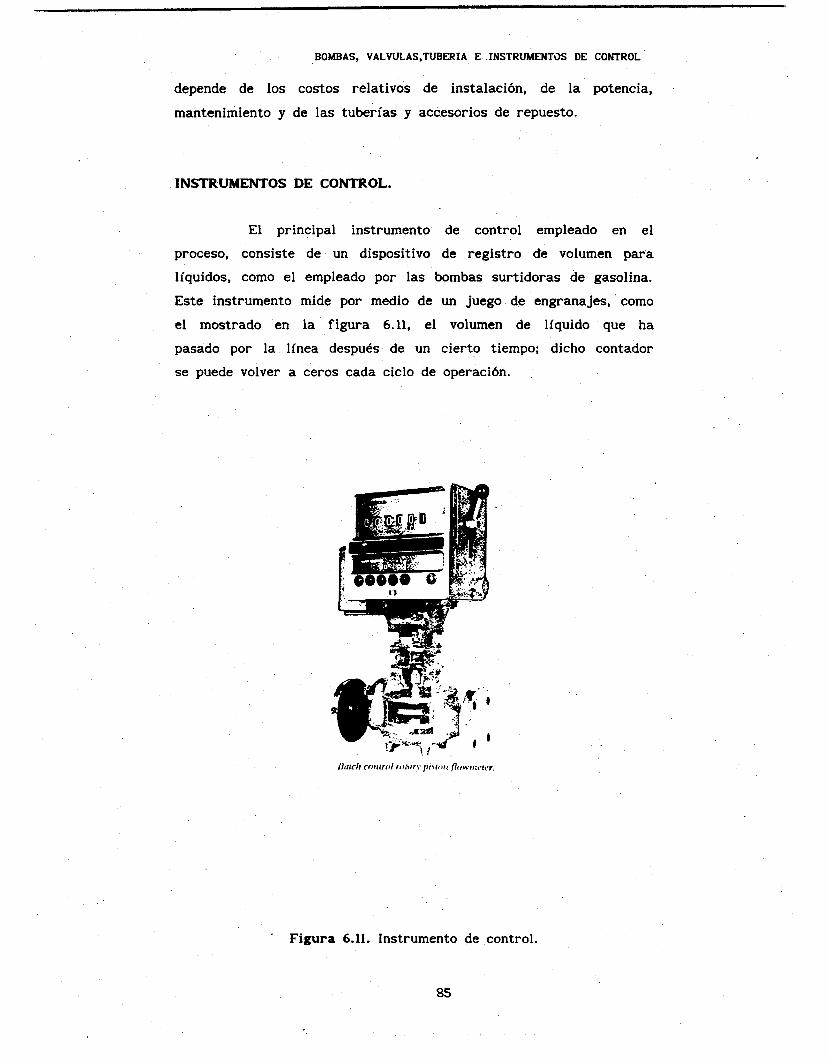
BOMBAS, VALVULAS,TUBERIA E INSTRUMENTOS DE CONTROL
depende de los costos relativos de instalación, de la potencia,
mantenimiento y de las tuberías y accesorios de repuesto.
INSTRUMENTOS DE CONTROL.
El principal instrumento de control empleado en el
proceso, consiste de un dispositivo de registro de volumen para
líquidos, como el empleado por las bombas surtidoras de gasolina.
Este instrumento mide por medio de un juego de engranajes, ' como
el mostrado .en la figura 6.11, el volumen de líquido que ha
pasado por la línea después de un cierto tiempo; dicho contador
se puede .volver a ceros cada ciclo de operación.
' Figura 6.11. Instrumento de control.
85
7. PERSONAL NECESARIO
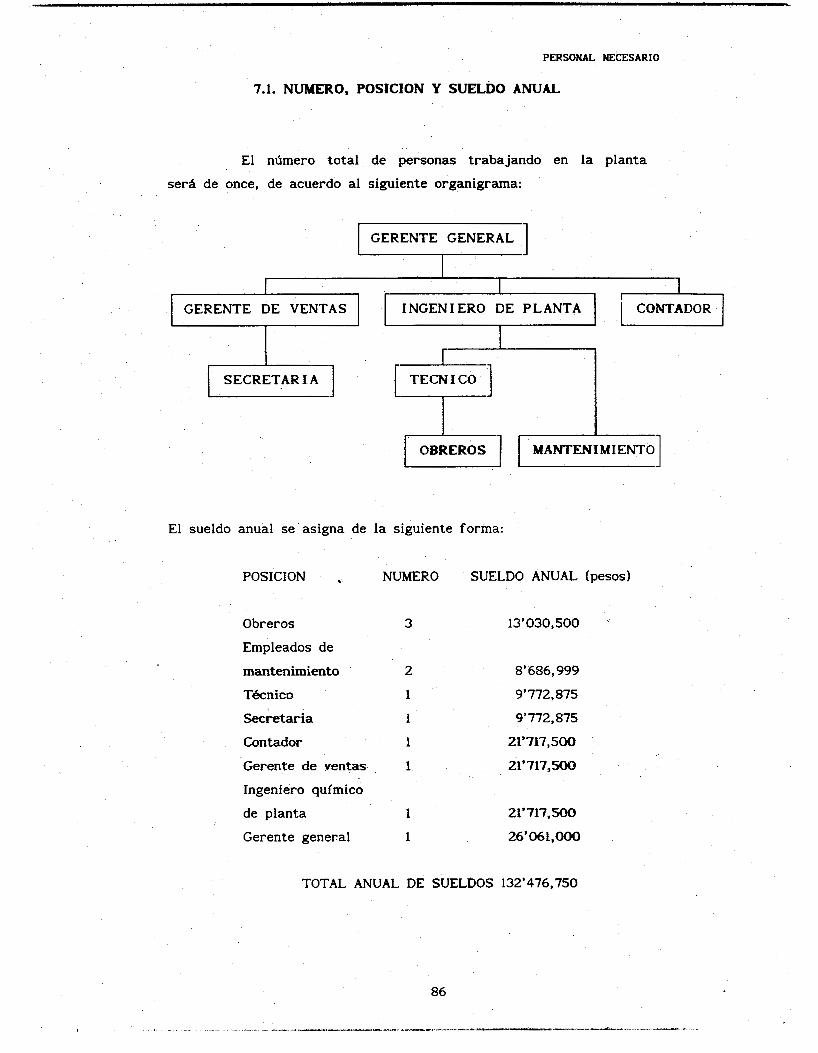
PERSONAL NECESARIO
7.1. NUMERO, POSICION Y SUELDO ANUAL
El ndmero total de personas trabajando en la planta
será de once, de acuerdo al siguiente organigrama:
GERENTE GENERAL
I GERENTE DE VENTAS
SECRETARIA 1 OBREROS MANTENIMIENTO 1
El sueldo anual se ' asigna de la siguiente forma:
POSICION , NUMERO SUELDO ANUAL (pesos)
Obreros
Empleados de
mantenimiento
Técnico
Secktaria
Contador Gerente de ventas
Ingeniero químico
de planta
3
1
13'030,500
8'686,999
9'772,875
9'772,875
21'717,500
Gerente general 1 26'061,0063
TOTAL ANUAL DE SUELDOS 132'476,750
86
8. INVERSION TOTAL
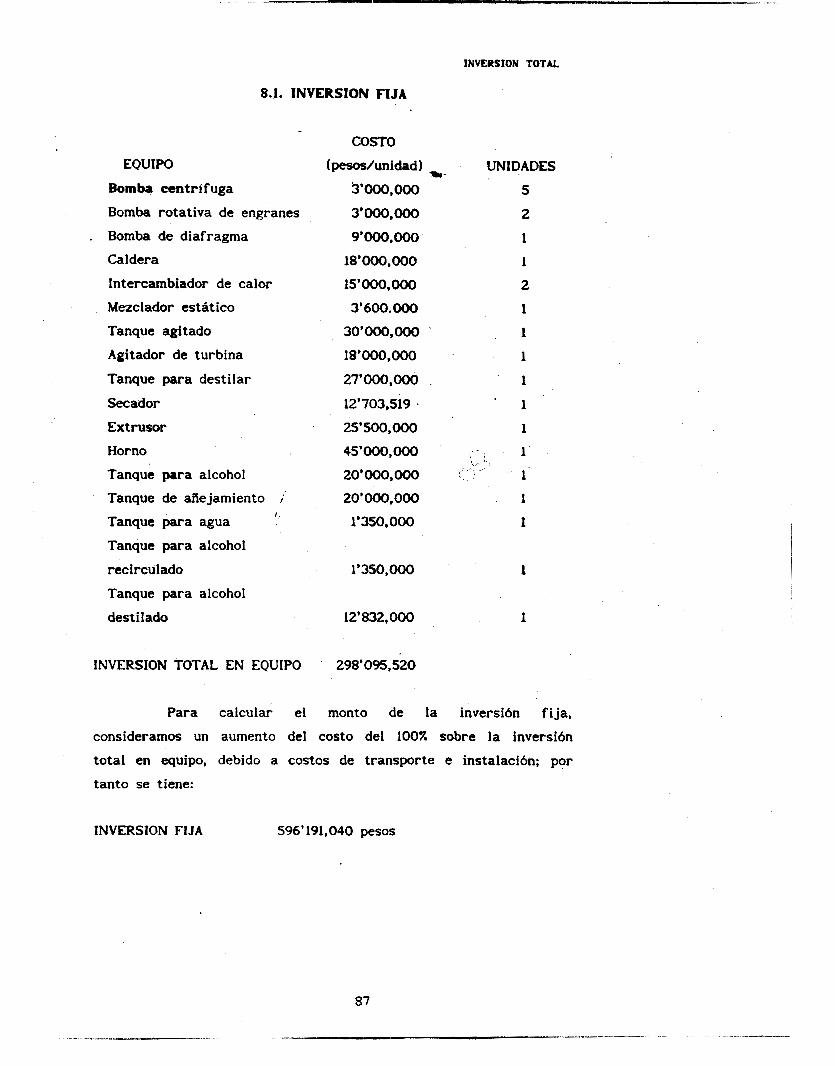
INVERSION TOTAL
8.1. INVERSION FIJA
EQUIPO
Bomba centrífuga
Bomba rotativa de engranes
. Bomba de diafragma
Caldera
Intercambiador de calor
Mezclador estdtico
Tanque agi tad0
Agitador de turbina
Tanque para destilar
Secador
Extrusor
Horno
Tanque para alcohol
Tanque de aflejamiento ;
Tanque para agua 1:
Tanque para alcohol
recirculado
Tanque para alcohol
destilado
INVERSION TOTAL EN EQUIPO
Para
consideramos un total en equipo,
tanto se tiene:
INVERSION FIJA
calcular el
COSTO (pe-s/unidad) ~- . UNIDADES
5'OOo, O 0 0 5
3'000.000
9'OOO'OOO
18'000,000
15'000,oO0
2 1
1
2 3'600.000 1
30'000,000 . 1
18'000,000 1
27'000,000 . 1
12'703,519 . ' 1
25'500,000 1
45'000,000 > , 1
20'000,000 L. , - _'
L . 1"
20'000'000 1
1'350.000 1
1'350,000 1
12'832,000 1
' 298'095,520
monto de la inversi6n fija, aumento del costo del 1007. sobre la inversión
debido a costos de transporte e instalación; por
596' 191,040 pesos
INWRSION TOTAL
8.2. CAPITAL DE TRABAJO
El capita1 de traba jo esti constituido por el total
anual de sueldos y la inversión anual en materias primas. Se
proporcionan datos de capital de trabajo considerando que la
planta trabajd al inicio con su capacidad mfnima.
Inversión anual en sueldos 132'476,750 pesos Inversión anual en materias primas 5,812'831,800 pesos
CAPITAL DE TRABAJO 5,945'308,550 pesos
8.3. GANANCIA ANUAL O TASA DE RETORNO
TASA DE RETORNO - invers ión total ganancia por año
Ganancia por año 2,972'654,275 pesos Inversión total 6;541'499,590 pesos
TASA DE RETORNO 0.454
88
BlBLlOGRAFlA
...
B I B L I O G R A F I A
l. Stiles, Alvin B. ; "Catalvst Sup6ort.s SuDported Catalvsts";
Butterworths; USA (1987); pp. 44, 46,. 47, 49, 68.
2. Considine, Douglas M.; "Chemical and Process Technology
EncvcloDedia"; McGraw-Hill; USA (1974); p. 155.
h
3. McKett'a, John J.; "EncvcloDedia of Chemical Processing and Desinn"; Vol 7; Marcel Dekker; New York (1978); pp.
1-6.
4. Kirk-Othmer; "EncvcloDedia of Chemical Technology"; v01.2;
Tercera edición; John Wiley and Sons; USA (1978); PP.
1-15;
V O 1 - a ; (1983); PP. 139-152, 170, 171, 176-184,
221-230.
5. Brady, George S; "Materials Handbook"; Décima edición;
McGraw-Hill; USA (1971); pp. 34.
6. Singer, F., Singer, S.S.; "Enciclopedia de a Ouímica
Industrial"; Tomo 9; "Cerámica Industrial"; Vol. I;
Ediciones Urmo; Espafía (1976); pp. 139, 140, 204.
7. Clauser, H. R.; "Diccionario & Materiales y Procesos
Ing[enierís"; Labor; España (1970); pp. 332, 422-425.
8. Singer, F., Singer, S.S.; "EncicloDedia & la Ouímica
ndustria1"Tomo 11, "Ceramica Industrial";. Vol 111
. Ediciones Urmo; Espafia (1976); pp: 102, 106,116-118.
9. Bradley, D. C.; Mehrotra, R. C.; "Metal Alcoxide's''; Academic
Press; Londres (1978); pp. 27-33, 42-44, 54, 56-58,
62-66, 68, 106-109, 149-170, 195-209, 335-339..
10. Bradley,D.C .; Hiller M. J.; "Thermochemistry of Metal "
Alcoxides Part 2. Heat of' Formation of Some
. titanium Alcoxides"
11. Mehrotra,R.C.; "Synthesis g& Reactions of Metal
Alcoxides"; J.Non- Cryst. Solids 100 (1988) 1-15. 8) 1-15.
12. . Mehrotra,Ram C.; "Chemistry of Alcoxide Precursors"; J.
Non-Cryst. Solids 121 (1990) 1-6.
13; Guglielmi,M.;Carturan,G.; "Precursors for Sol-Gel
Preoarations"; J. Non-Cryst. Solids 100 (1988) .16-30.
14. Mehrotra, R. C.; "Aluminium Alcoxides"; Jour.Indian Chem.
Soc.,Vol 30, No 9, 1953.
15. Wilhoit,R.C.; "VaDor Pressures a Some Aluminium Alcoxides".
16. Robinson, R.A.; Peak, D.A.; J. Phys. Chem., 39, 1 1 2 5 (1935).
17. Bradley, D.C.; Mehrotra, R.C.; Wardlaw, W.; J. Chem. Soc.,
5020 (1952).
18. "Ullmann's ' EncvcloDedia of Industrial Chemistry"; 5a.
edición; VCH; R.F.A.(1986); Vol.Al.pp.296, 297, 535, 536, 478,
479, 552, 553; Vol. A4, 464, 465, 469-472; Vol. A5, 314-317,
323-324, ,331-335, 347, 348, 352-356; VOL ~ 9 , 588, 589, 631,
632, 639-642, 647.
19. Durrans, Thomas H . ; Davies, Eric H.; "Solvents"; 8a. edición;
Chapman and Hall Ltd ; USA (1971); pp 112-121.
20. Larry, L. Hench; West, Jon K.; "m Sol-Gel Process"; Chem.
Rev. 1990, 90, 33-72.
21. Le Page, J. F.; "ADDlied Heteroneneous Catalysis";
Ed.Technip; Francia (1987); pp.. 88-91. 91.
90
22. Kay, D. Bruce;Assink, Roger A.; "Sol-Gel Kinetics"; J.
Non-Cryst.Solids 104 (1988) 112-121.
23. Woignier, T.; Lespade, P. ; "A1203-Ti02 Ceramic Materials
& The sol-gelprocess; J.Non Cryst. Solids (19881.325-329.
24. Ulrich, Gael D.; "Diseno y Economia & Procesos
Ingenieria Ouimica"; Nueva Editorial Interamericana;
México (1986).
I
25. Peters, S. Max; Timmerhaus, Klaus D.;"Plant Desim! and
Economics for Cemical Engineers"; 3a Ed.; Mc Graw Hill;
USA (1980).
-
26. Mc Cabe ,Warren L. ; Smith W.; "Operaciones Basicas & Ingenieria Ouimica"; Ed. Reverté ; Espafia (1981).
27. Arechiga V., J. Uriel; "Aspectos Fundamentales Desarrollo
- de Procesos Ouimicos"; UAM; Zacatecas, Zac(1979).
28. Happel, John; Jordan, Donald; "Chemical Process Economics";
MarcelDekker; USA (1975).
29. BruggerP.A.; Mocellin, A.; J. Mat. Science 21 (1986)
4431-4435.
30. Okamura, H; Barringer, E.;' Bowen, H.; J. Mat. Science 24
(1989) 1867-1880,
31. Okamura, ' H; Barringer,
69[21 C-22-C-24
32. Brinker, C. Jeffrey;
Academic Press;
E.; Bowen, H.; J. Am. Ceram. Soc.
(1986).
Sherer, George W; "Sol-Gel Science";
USA (1990); Cap 14.
.
APENDICE A
DESARROLLO DEL TRABAJO DE INVESTICACION
APENDICE A
DESARROLLO DEL TRABAJO DE INVESTIGACION
VARIABLES MANIPULADAS.
El objetivo del trabajo de investigación fué determinar
las condiciones óptimas a las que se puede obtener el 6xido mixto
AlzO3-TiOz de mayor área superficial y con ula mayor estabilidad
térmica, por el proceso sol-gel, mdtodo de los alc6xidos;
teniendo como fuente de A1203 el trisecbutóxido de aluminio y
como fuente de Ti02 al tetraisopropóxido de titanio.
Las variables cuya influencia se investigó fueron
aquéllas que afectan considerablemente a los materiales formados
por sol-gel, éstas son:
a) Tipo de disolvente
b) Condiciones del mezclado (temperatura, tiempo de
agitación).
c) Orden de adición de los alcóxidos
d) Catálisis ácida y básica
e ) Composición del óxido mixto
f 1 Temperatura de calcinación
a) Tipo de disolvente. El disolvente comunmente
empleado en el proceso sol-gel por el método de los alcóxidos
consiste en un alcohol; por lo que en este caso se experimentó
con cuatro de ellos, de tal manera que pudiera observarse la
influencia que tiene su complejidad y su reactividad frente a los
alcóxidos así como^ su pureza. Dichos alcoholes fueron, en orden
de complejidad creciente:
-Etano1 grado absoluto: porque es el de mayor
disponibilidad.
-Etano1 grado técnico: porque es el más económico.
92
DESARROLLO DEL TRABAJO DE INVESTIGACION
-Isopropanol: porque es el tipo de alcohol que evita
una reacción de alcohólisis frente al tetraisopropóxido . de
titanio (es un disolvente inerte para este alcóxido).
-n-Butanol: como sustituto del secbutanol, disolvente
inerte para el trisecbutóxido de aluminio por las razones
antes mencionadas.
b) Condiciones del mezclado.. Se probaron diferentes
condiciones de reacción en lo que respecta a:
-Tiempo de agitación: porque el mezclado de los
alcóxidos debe ser a nivel molecular para obtener mejores
rendimientos y mejor calidad en el producto. Dado que no se tuvo
la oportunidad de variar el tipo de agitación (por ejemplo,
mezclado en baño ultrasónico), la agitación en todos los casos se
llev6 a cabo mediante un agitador magnético y sólo se varió el
tiempo.
c), Orden de adición de los alcóxidos: porque, aunque no
se comprendía con exactitud lo que pasaba, se tenía conocimiento
de que esta variable influía en las características del producto.
dl Catálisis &ida y básica: de la literatura se sabía
que un ácido incrementa la velocidad de hidrólisis, y una base
aumenta la velocidad de condensación.
e) Composicio'n del Óxido mixto: debido ' a que el
contenido de A1203 o Ti02 en el óxido mixto, le dará a éste
características predominantes de uno u otro.
f) Temperatura de calcinación: porque con el efecto de
93
DESARROLLO DEL TRABAJO DE INVESTIGACION
CONSTANTES ESTABLECIDAS.
Otras variables igualmente importantes para el proceso
sol-gel, pero que se mantuvieron constantes durante toda la fase
experimental fueron:
Relación alcoho1:metales = 85
Tiempo de afiejamiento = 70 horas . .
Tiempo de secado = 24 horas
Temperatura de secado = Temperatura ae reflujo
menos 2 C,aproximadamente. O
Tiempo de calcinación = 5 horas
Relación agua:metales = 5.
METODO EXPERIMENTAL.
Todos los experimentos ' con reflujo se llevaron a cabo '
en un matraz balón de vidrio, de tres bocas y de 250 ml. adaptado
con un condensador para reflujo. El calentamiento se hizo con una
parrilla eléctrica.
Los experimentos en los que no hubo ref lujo, se
realizaron en vasos de precipitados de 250 ml, cubiertos con
paraf ilm
agitador
humedad
para evitar la evaporación del disolvente.
Para los dos casos anteriores la agitación fué con un
magnético y se trató de mantener una atmósfera libre de
con nitrógeno gaseoso.
La hidrólisis se llevó a cabo con una solución
alcohólica de agua desionizada a temperatura ambiente, después de
una hora de agitación o de agitación y reflujo de la mezcla
alcohol-alcóxidos. En el caso en el que se aplicó reflujo, la
hidrólisis se realiza en un vaso de precipitados de 250 ml.
Cuando se utiliza catalizador, éste se agregó antes de la
hidrdisis.'
94
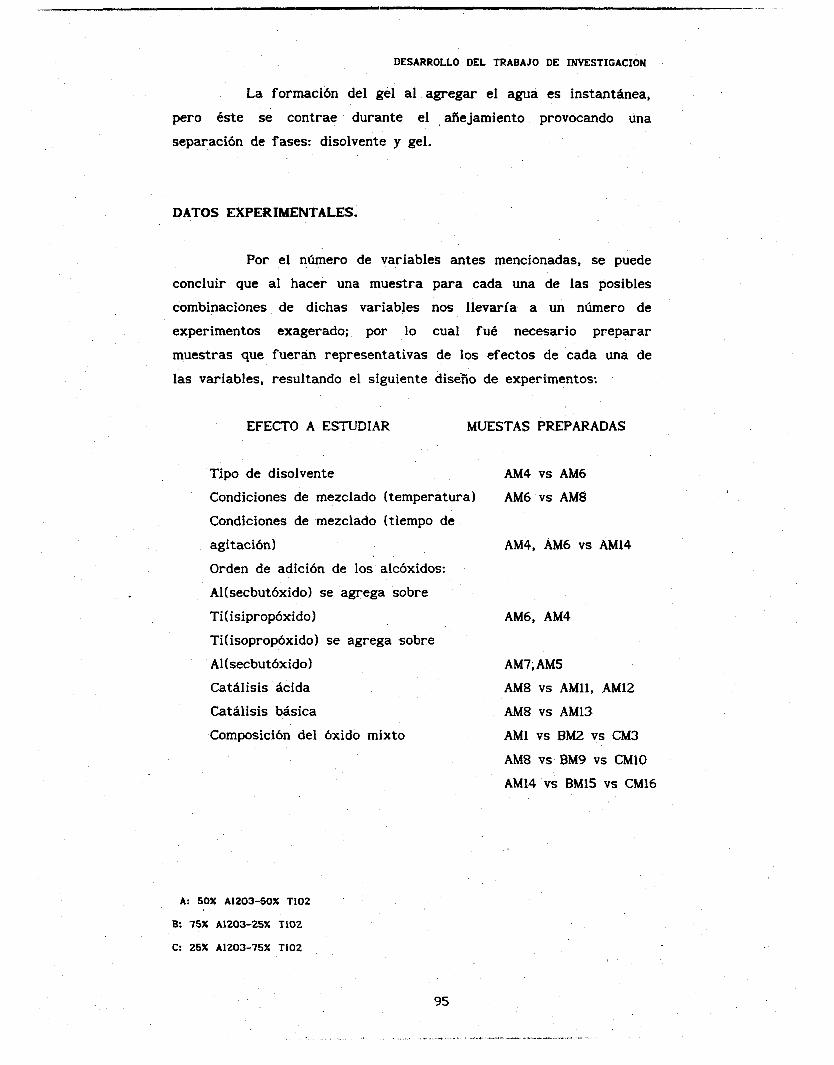
DESARROLLO DEL TRABAJO DE INVESTIGACION
La formaci6n del gel al agregar el agua es instantdnea,
pero éste se contrae durante el , afiejamiento provocando una
separaci6n de fases: disolvente y gel.
DATOS EXPERIMENTALES.
Por el número de variables antes mencionadas, se puede
concluir que al hacer una muestra para cada una de las posibles
combinaciones de dichas variables nos llevaría a un número de
experimentos exagerado; por lo cual fué necesario preparar
muestras que fueran representativas de los efectos de cada una de
las variables, resultando el siguiente diséño de experimentos:
EFECTO A ESTUDIAR MUESTAS PREPARADAS
Tipo de disolvente AM4 vs AM6
Condiciones de mezclado (temperatura) AM6 vs AM8
Condiciones de mezclado (tiempo de
agitación) AM4, AM6 vs AM14
Orden de adición de los alcóxidos:
Al(secbutóxido1 se agrega sobre
Ti(isipropóxido1
Ti(isoprop6xido)
Al(secbutóxido)
Catálisis ácida
Catálisis básica
Composición del
A: 50% A 1 2 0 3 - 5 0 % T i 0 2
B 75% A 1 2 0 3 - 2 5 % Ti02
C: 25% A 1 2 0 3 - 7 5 X Ti02
AM6, AM4
se agrega sobre
AM7, AM5
óxido mixto
AM8 vs AMll, AM12
AM8 vs AM13
AM1 vs BM2 vs CM3
AM8 vs BM9 vs CM10
AM1.4 .VS BM15 vs CM16
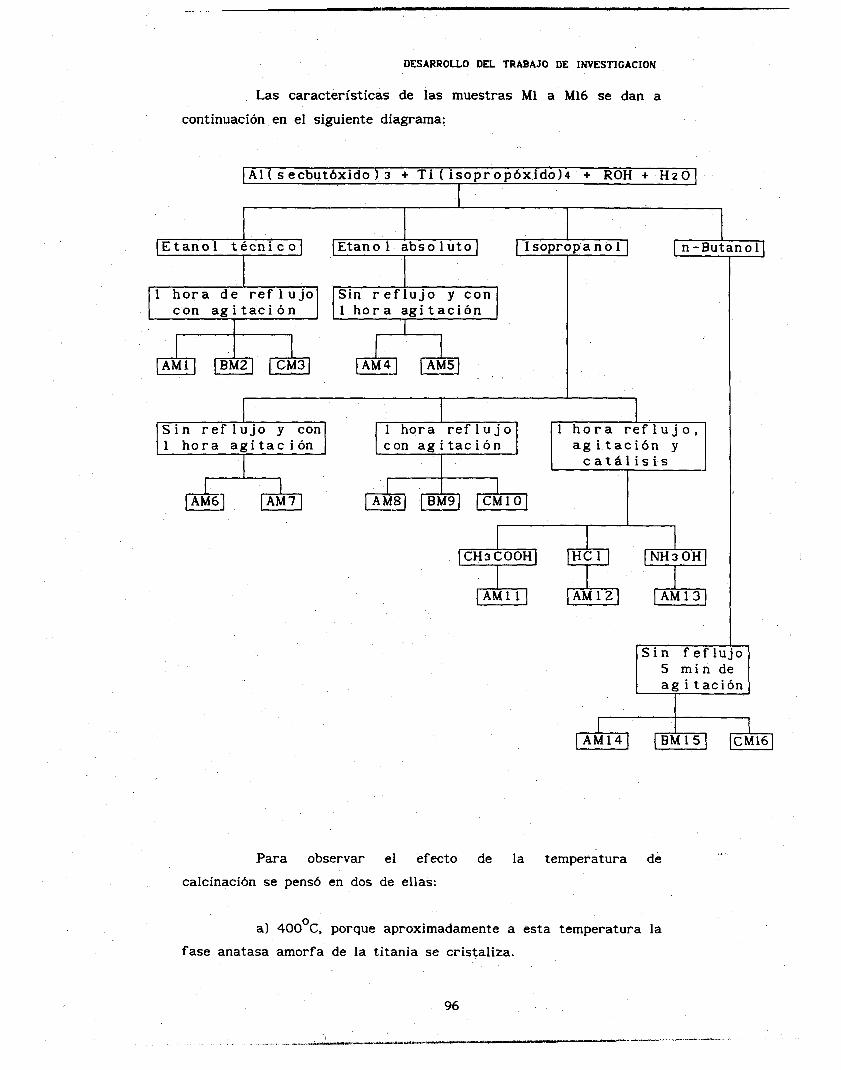
DESARROLLO DEL TRABAJO DE INVESTICACION
Las características de las muestras M1 a M16 se dan a
continuación en el siguiente diagrama:
[ A l ( secbutóxido 1 3 + Ti ( isopropóxido)4 + ROH + . H z 0 I I I
I I I ( E t a n o l t é c n i c o 1 IEtano 1 abso lu to] I Isopropanol 1
I
1 h o r a d e r e f l u j o 1 hora ag i tac ión con a g i t a c i ó n Sin r e f l u j o y con
I I 1 r I
S i n r e f l u j o y con
c a t d l i s i s A
a g i t a c i ó n y con a g i t a c i ó n 1 hora ag i tac ión 1 h o r a r e f l u j o , - 1 hora r e f l u j o
1 1 [AM6 1 [AM7 1 [AM81 [BM9] ICMlOl
CH3 COOH N H 3 0 H
- a nol(
5 m i n de ag i t ación
I
Para observar el efecto de la temperatura de
calcinación se pensó en dos de ellas:
a) 400 C. porque aproximadamente a esta temperatura la O
fase anatasa amorfa de la titania se cristaliza.
96
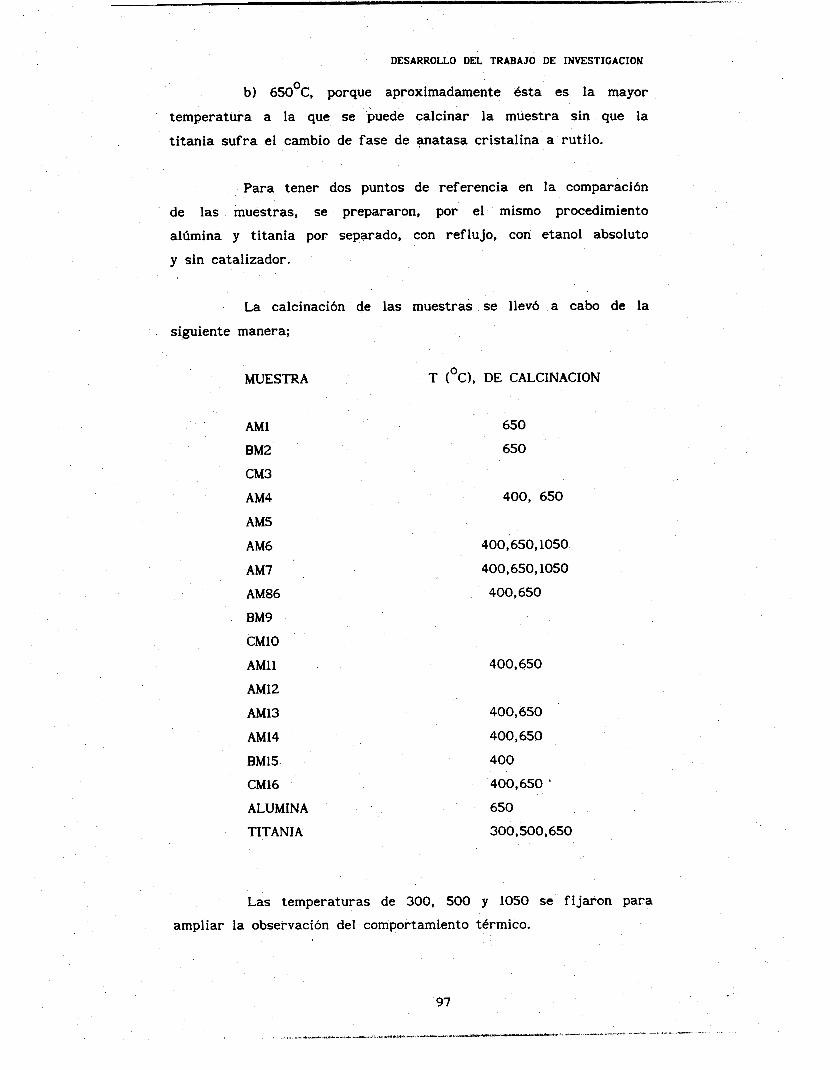
.
DESARROLLO DEL TRABAJO DE INVESTIGACION
b) 65OoC, porque aproximadamente ésta es la mayor
temperatura a la que se puede calcinar la muestra sin que la
titania sufra el cambio de fase de Fatasa cristal ina a rutilo.
Para tener dos puntos de referencia en la comparación
de las muestras, se prepararon, por el mismo procedimiento
alúmina y titania por separado, con reflujo, con etanol absoluto
y sin catalizador.
La calcinación de las muestras se llevó a cabo de la
siguiente manera;
MUESTRA T (OC) , DE CALCINACION
AM1 650
BM2 650
CM3
AM4 400, 650
AM5
AM6 400,'650,1050
AM7 400,650,1050
AM86 400,650
BM9
CM10
AM11
AM12
400,650
AM13 400,650
AM14 400,650
BM15 400
CM€6 400,650 '
ALUMINA 650
TITANIA' 300,500,650
Las temperaturas de 300, 500 y 1050 se fijaron para
ampliar la observación del comportamiento térmico.
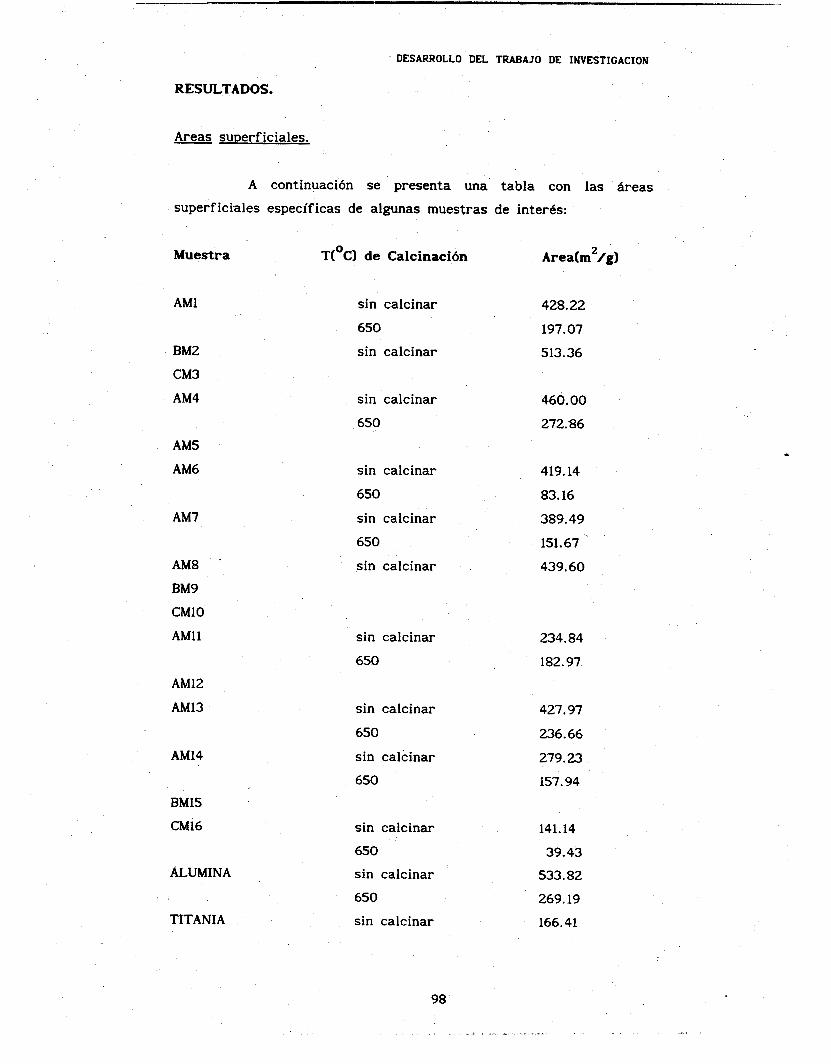
DESARROLLO DEL TRABAJO DE INVESTIGACION
RESULTADOS.
- Areas suDerficiales.
A continuacih se presenta una tabla con las áreas
superficiales específicas de algunas muestras de interés:
Muestra
AM1
BM2
CM3
AM4
AM5
AM6
AM7
AM8 '
BM9
CM10
AM11
AM12
AM13
AM14
BM15
CM16
ALUMINA
TITANIA
T(OC) de Calcinación
sin calcinar
650
sin calcinar
sin calcinar
650
sin calcinar
650
sin calcinar
650
sin calcinar
sin calcinar
650
sin calcinar
650
sin calcinar
650
sin calcinar
650
sin calcinar
650
sin calcinar
428.22
197.07
513.36
460.00
272.86
419.14
83.16
389.49
151.67
439.60
234.84
182.97
427.97
236.66
279.23
157.94
141.14
39.43
533.82
269.19
166.41
.
98
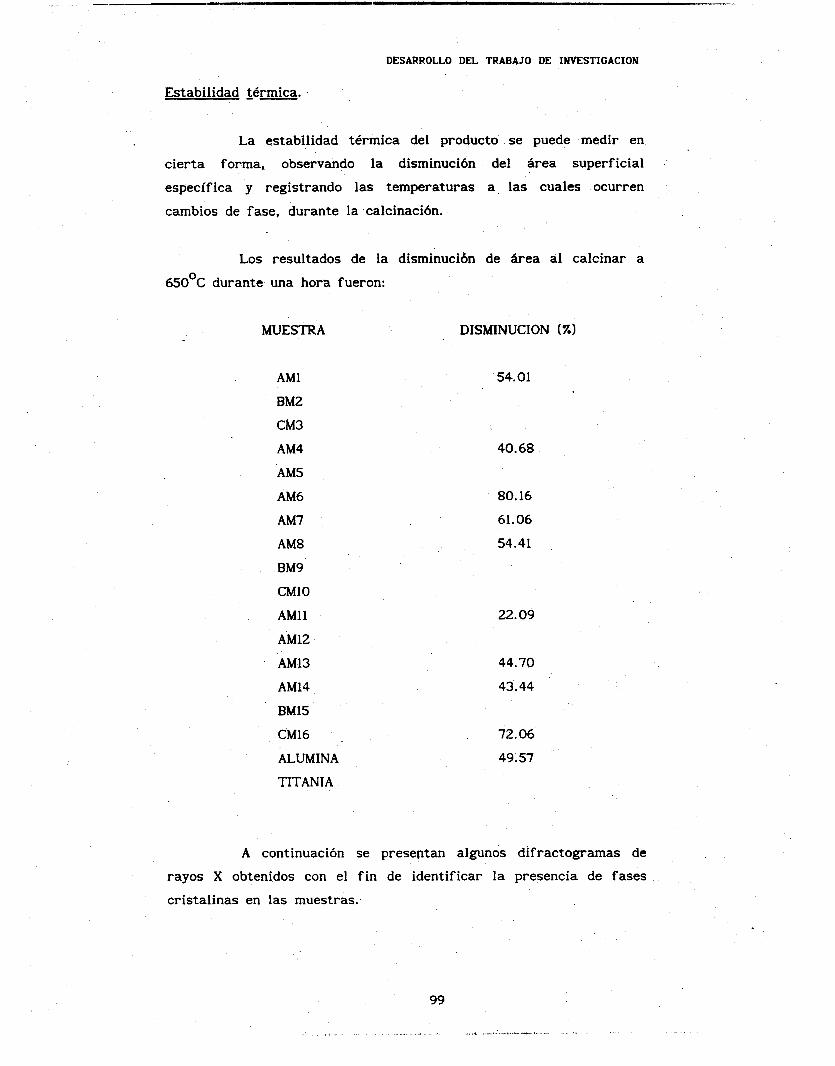
DESARROLLO DEL TRABAJO DE INVESTIGACION
Estabilidad térmica.
La estabilidad térmica del producto . se puede medir en
cierta forma, observando la disminución del Brea superficial
específica y registrando las temperaturas a las cuales ocurren
cambios de fase, durante la .calcinación.
Los resultados de la disminucibn de &rea al calcinar a
65OoC durante una hora fueron:
MUESTRA DISMINUCION (7.)
AM1 54.01
BM2
CM3
AM4 40.68
AM5
AM6 80.16
AM7
AM8
BM9
CM1 O
AM11
AM12
AM13
AM14
BM15
CM16
ALUMINA
TITANIA
61.06
54.41
22. o9
44.70
43.44
72.06
49.57
A continuación se presentan algunos difractogramas de
rayos X obtenidos con el f i n de identificar la presencia de fases
cristalinas en las muestras.
99
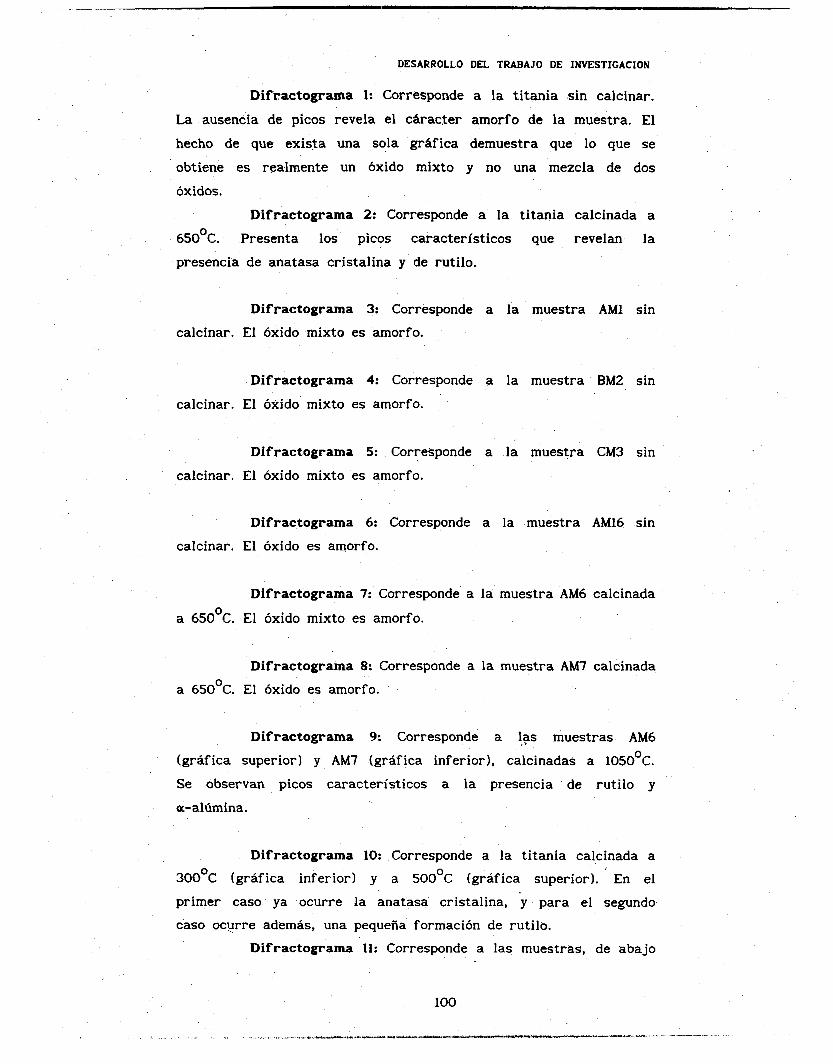
DESARROLLO DEL TRABAJO DE INVESTIGACION
Difractograma 1: Corresponde a la titania s i n calcinar.
La ausencia de picos revela el ckacter amorfo de la muestra. El
hecho de que exista una sola grifica demuestra que lo que se
obtiene es realmente un óxido mixto y no una mezcla de dos
óxidos.
Difractograma 2: Corresponde a la titania calcinada a
65OoC. Presenta los picos característicos que revelan la
presencia de anatasa cristalina y de rutilo.
Difractograma 3: Corresponde a la muestra AM1 sin
calcinar. El óxido mixto es amorfo.
Difractograma 4: Corresponde 3 la muestra BM2 sin
calcinar. El óxido mixto es amorfo.
Difractograma 5: Corresponde a la muestra CM3 sin
calcinar. El óxido mixto es amorfo.
Difractograma 6: Corresponde a la muestra AM16 sin
calcinar. El óxido es amorfo.
Difractograma 7: Corresponde’ a la muestra AM6 calcinada
a 65O0C. El óxido mixto es amorfo.
Difractograma 8: Corresponde a la muestra AM7 calcinada
a 65OOC. El óxido es amorfo.
Difractograma 9: Corresponde a 1,as muestras AM6
(grAfica superior) y AM7 (gráfica inferior), calcinadas a 1O5O0C.
Se observan picos característicos a la presencia de rutile y
a-alúmina.
Difractograma 10: Corresponde a la titania calcinada a
30O0C (gráfica inferior) y a 500°C (gráfica superior). ’ En el
primer caso ya ocurre la anatasa cristalina, y para el segundo
caso ocurre ademds, una pequeña formación de rutilo.
Difractograma 11: Corresponde a las muestras, de abajo
100
c
DESARROLLO DEL TRABAJO DE INVESTIGACION
hacia arriba: AM8, AM11, AM4 y AM13, todas ellas calcinadas a
65OOC. Sólo se observa la cristalizacidn de la anatasa en la
muestra AM13, todas las demds son amorfas.
Para obtener una aproximación de las temperaturas a las
cuales las muestras pierden agua y elementos orgánicos ocluídos
en los poros, así como la influencia de la composición sobre este
fenbmeno, se realizó un Anelisis Termo-Gravimétrico (TGAI a las
muestras AM14, BM15 y CM16:
TGA para AM14: La pérdida de agua se realiza alrededor
de los 138OC. La pérdida de alcohol se realiza alrededor de los
291OC.
TGA para BM15: La pérdida de agua se realiza alrededor
de los 134OC, mientras que la pérdida de alcohol se registra a
200 C aproximadamente. O
TGA para CM16: La pérdida de agua se realiza alrededor
de 26OoC. La pérdida de alcohol se realiza alrededor de los
278OC.
1 0 1
DESARROLLO DEL TRABAJO DE INVESTIGACION
DIFRACTOGRAMA 1
102
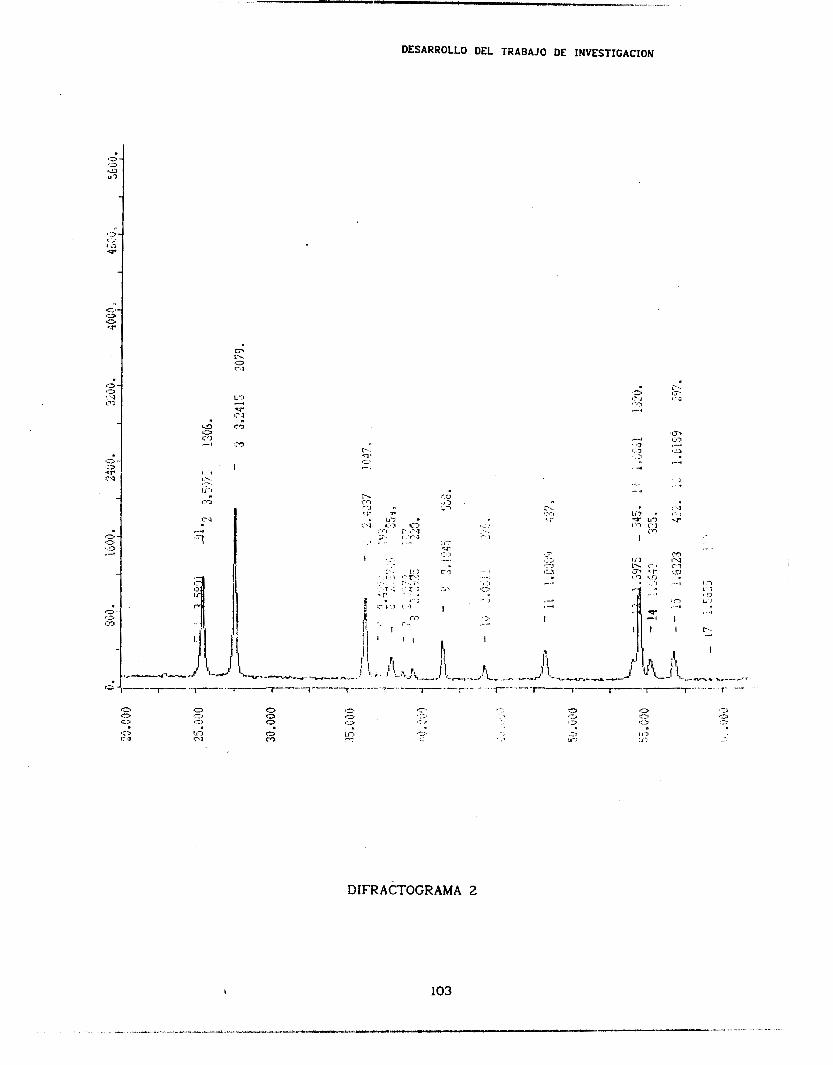
7
m. ;- l.
.. - .I
DIFRACTOGRAMA 2
.-. .-.- ""- __I___
, DESARROLLO DEL TRABAJO DE INVESTICACION
DIFRACTOGRAMA 3
I 104
- _c"
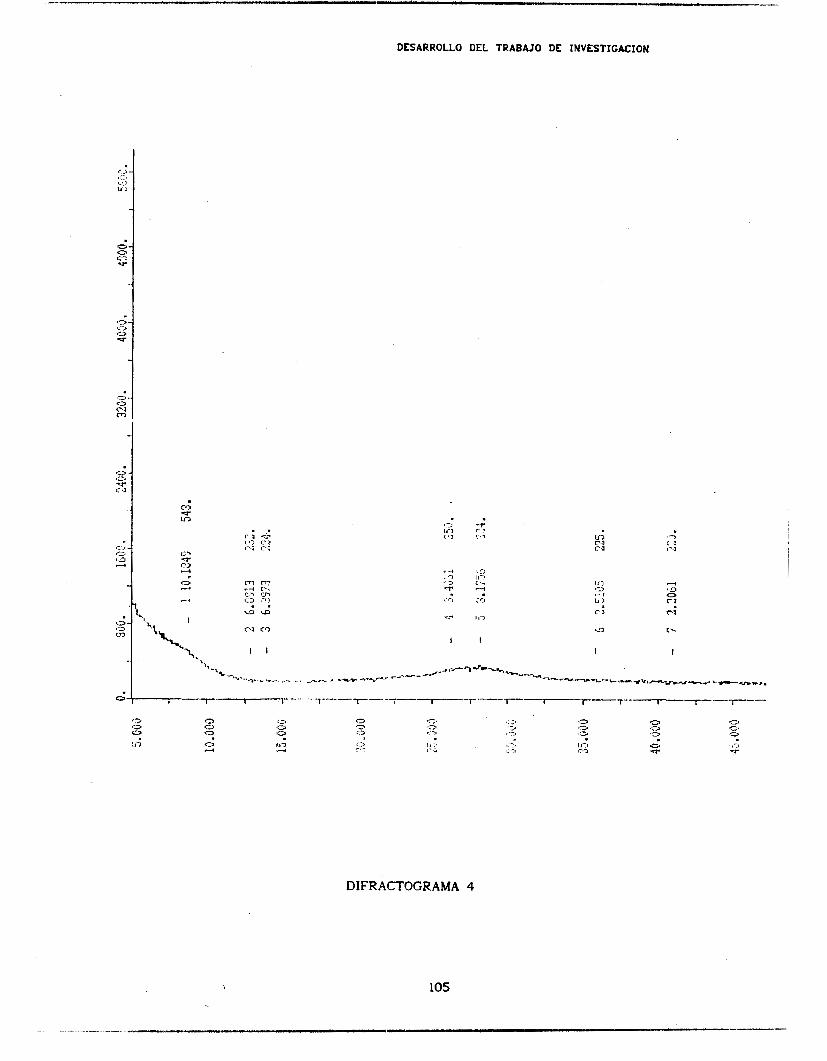
- _"
DESARROLLO DEL TRABAJO DE INVESTIGACION
I I -a c.
I I
DIFRACTOGRAMA 4
105
" -
DESARROLLO DEL TRABAJO DE INVESTIGACION
DIFRACTOGRAMA 5
106
.. . . ""_. ""._^~"""" ~ " -
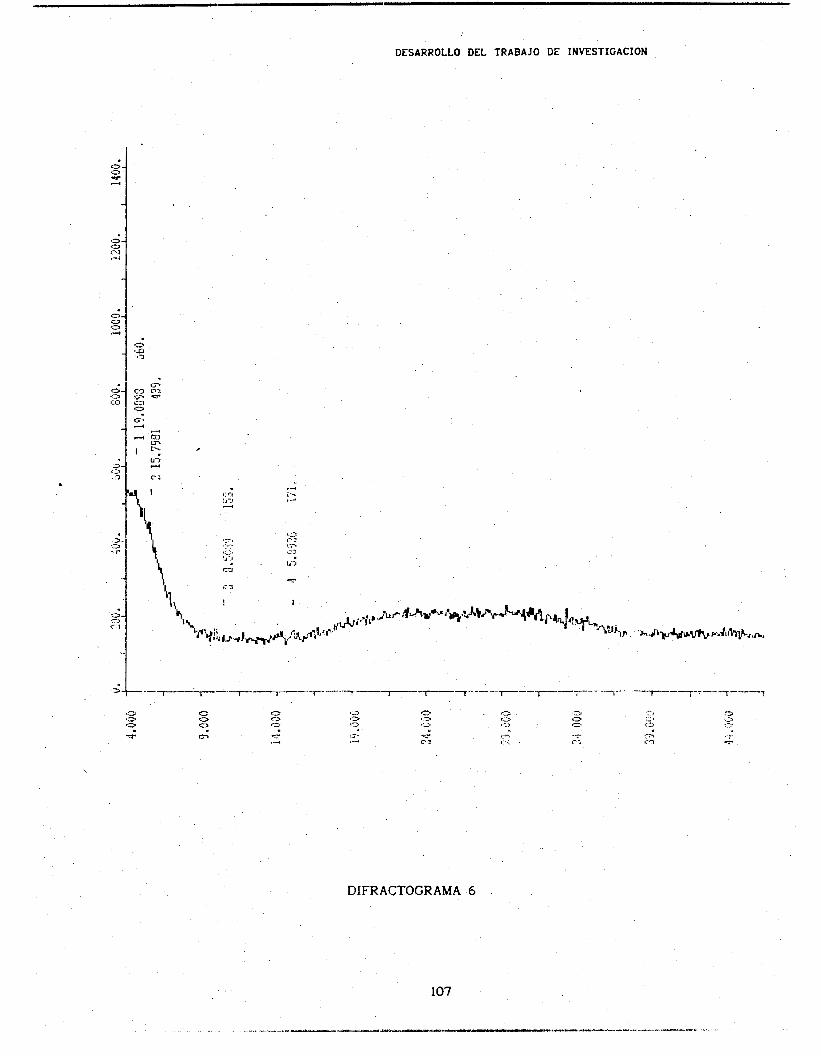
DESARROLLO DEL TRABAJO DE INVESTIGACION
DIFRACTOGRAMA 6
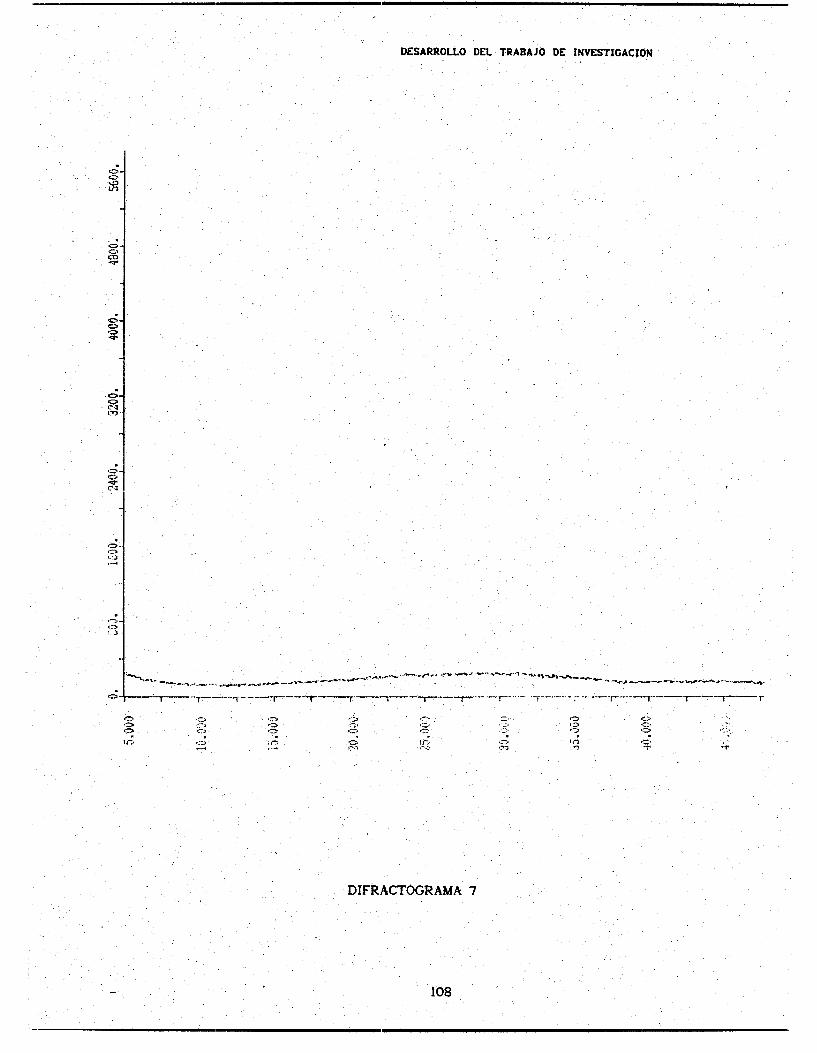
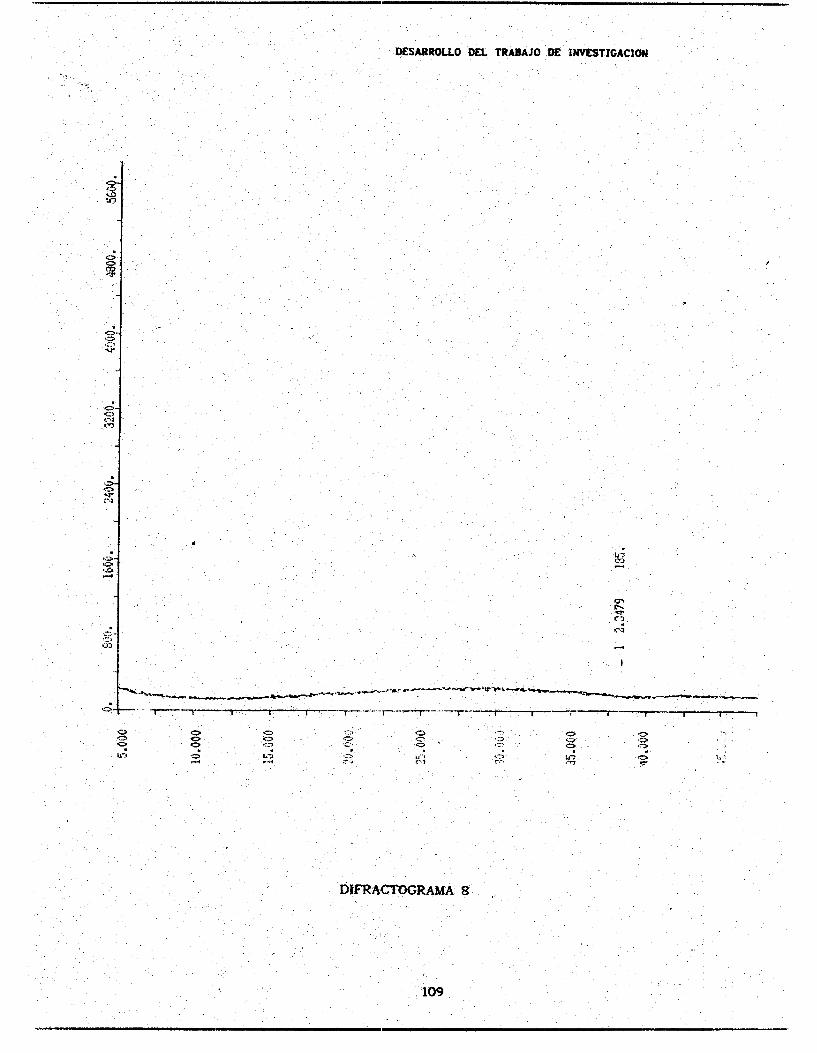
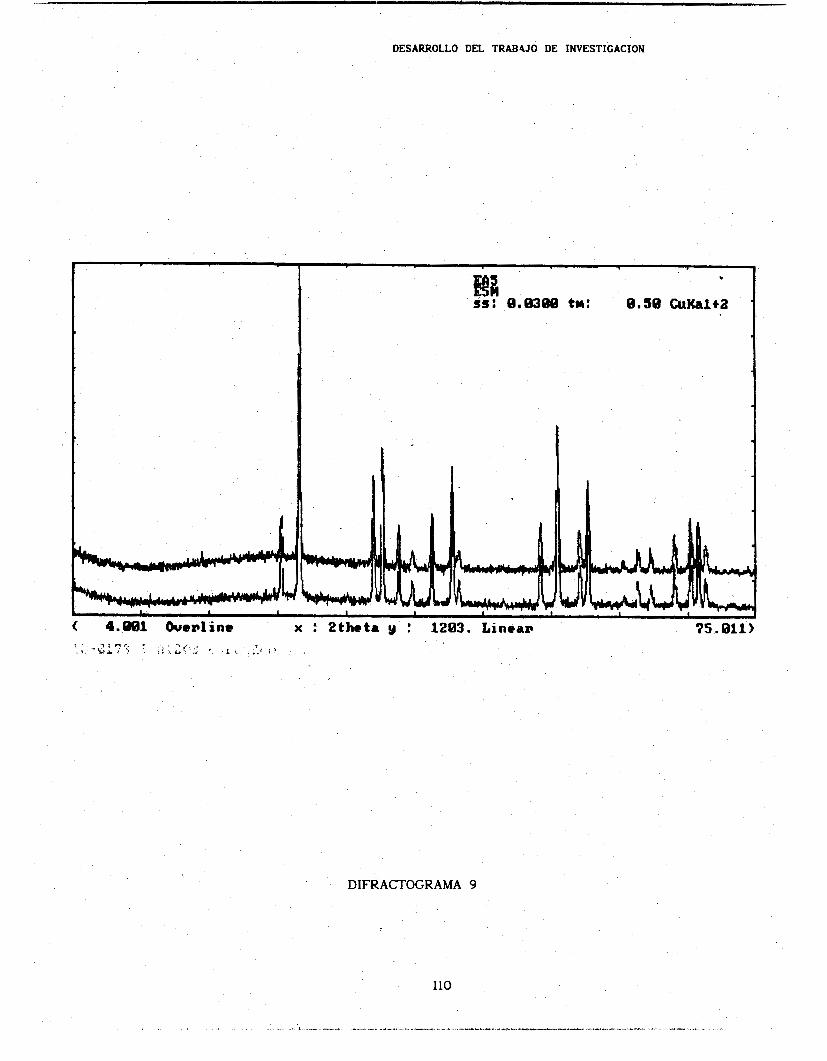
DESARROLLO DEL TRAB4JO DE INVESTIGACION
1 SS : 6 . 6300
DIFRACTOGRAMA 9
110
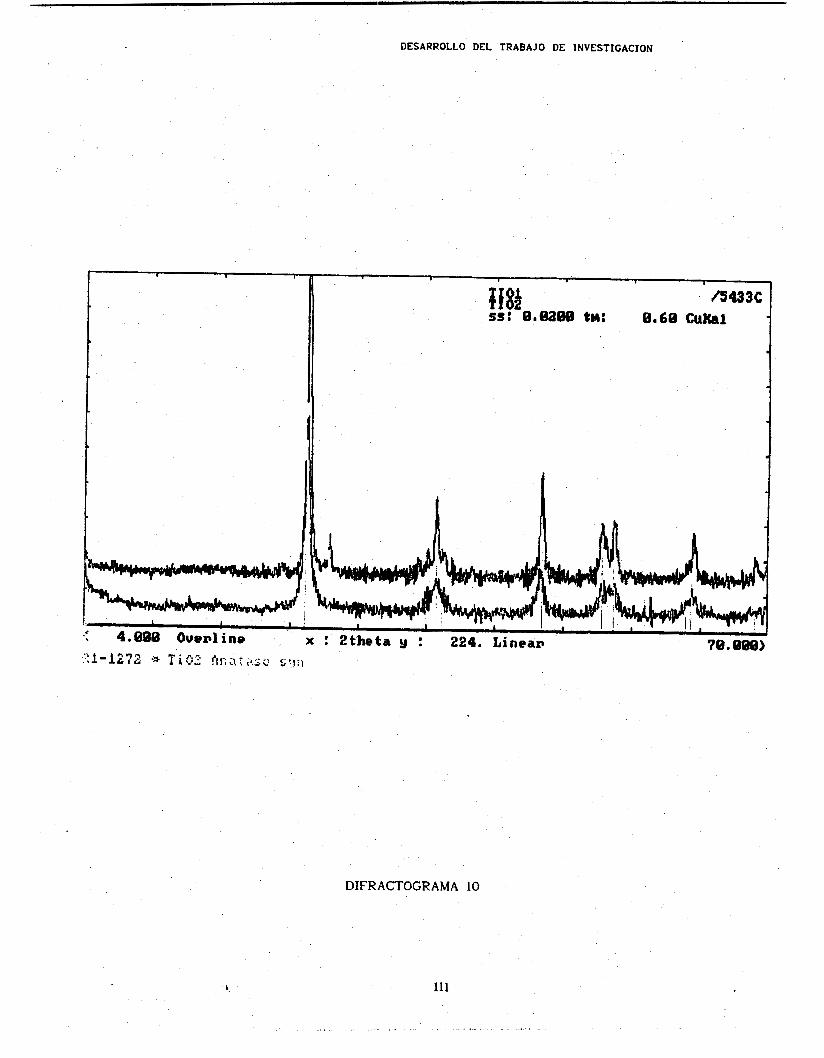
DESARROLLO DEL TRABAJO DE INVESTIGACION
DIFRACTOGRAMA 10
111
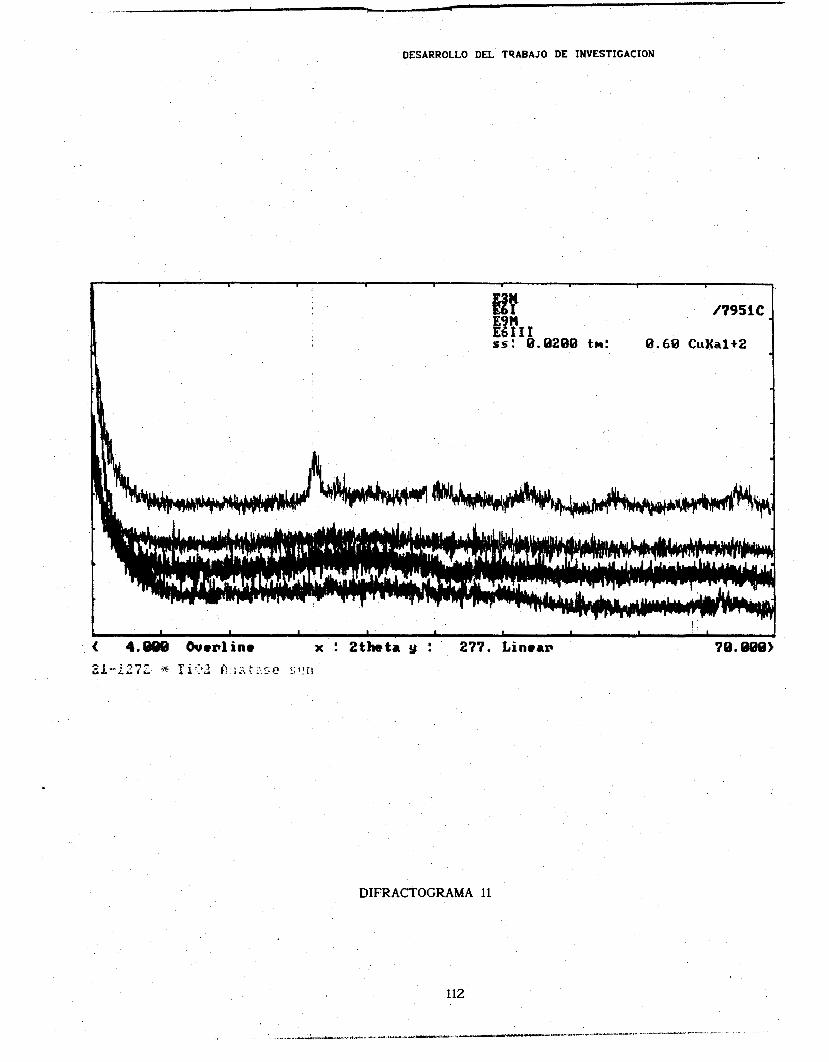
ET /7951C
P%FI I S S ! 8.8208 tn: 8.60 CuKal t 2
4
DIFRACTOGRAMA 11
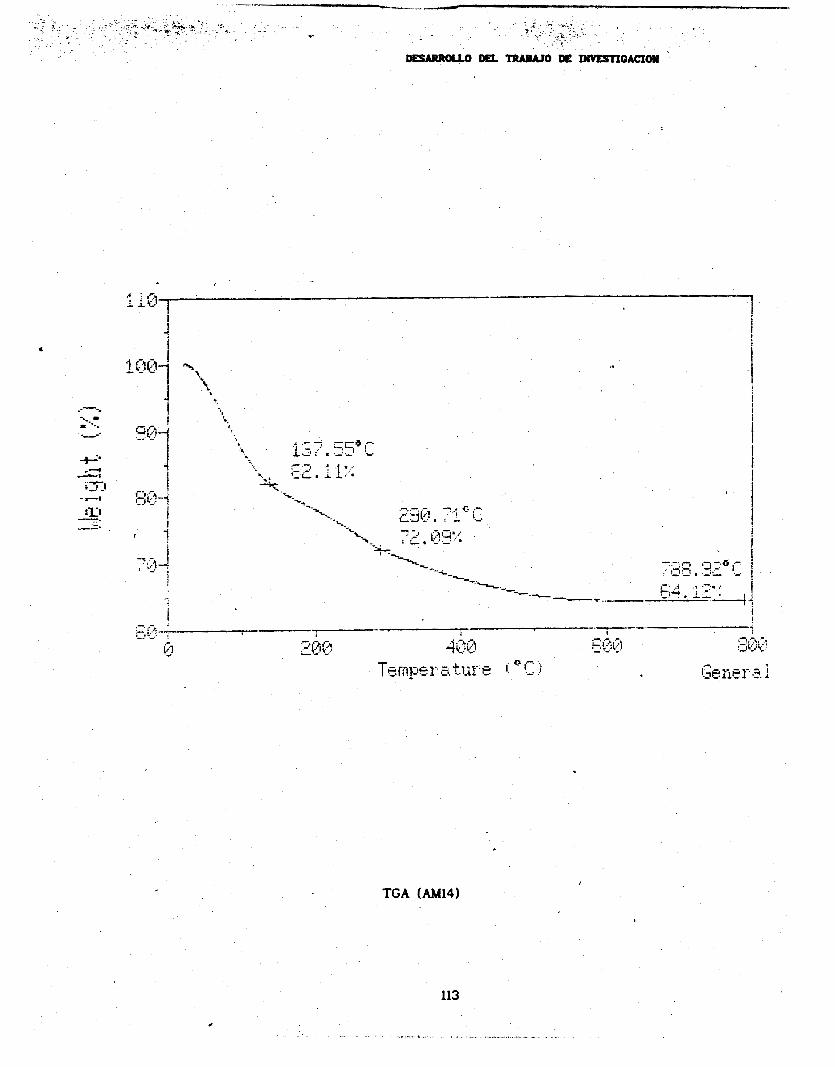
113
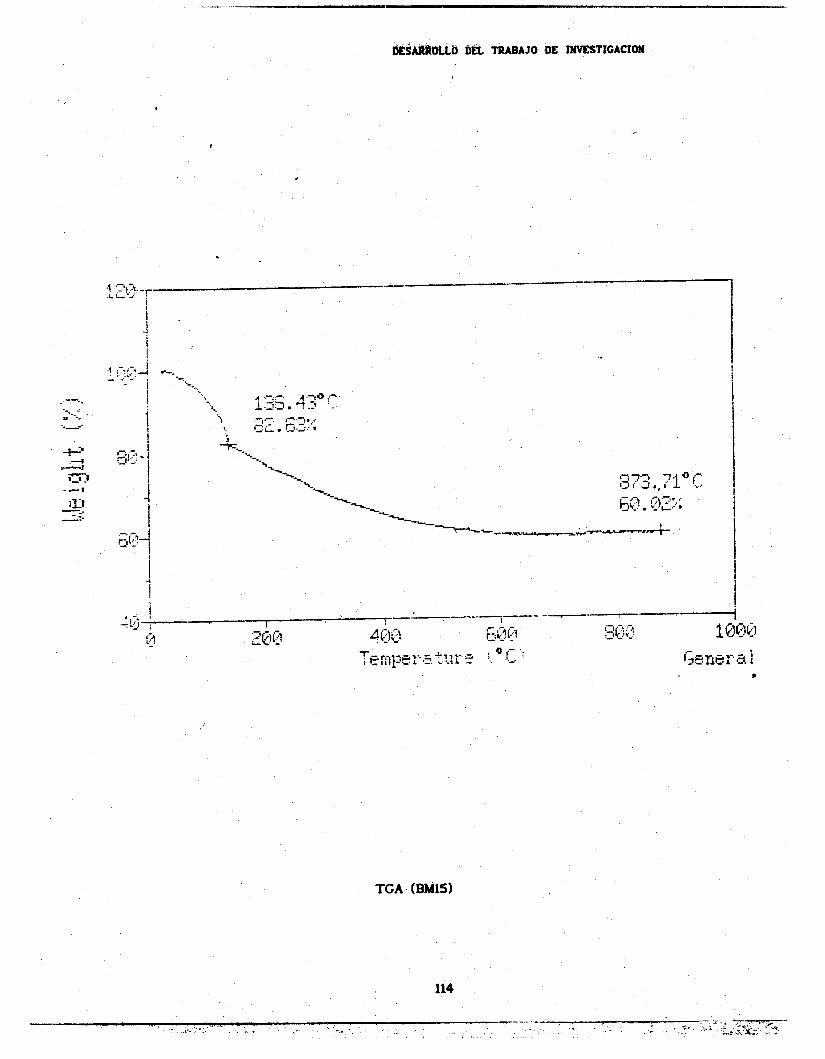
i
-1 i I 1
I
-1 i
I
114
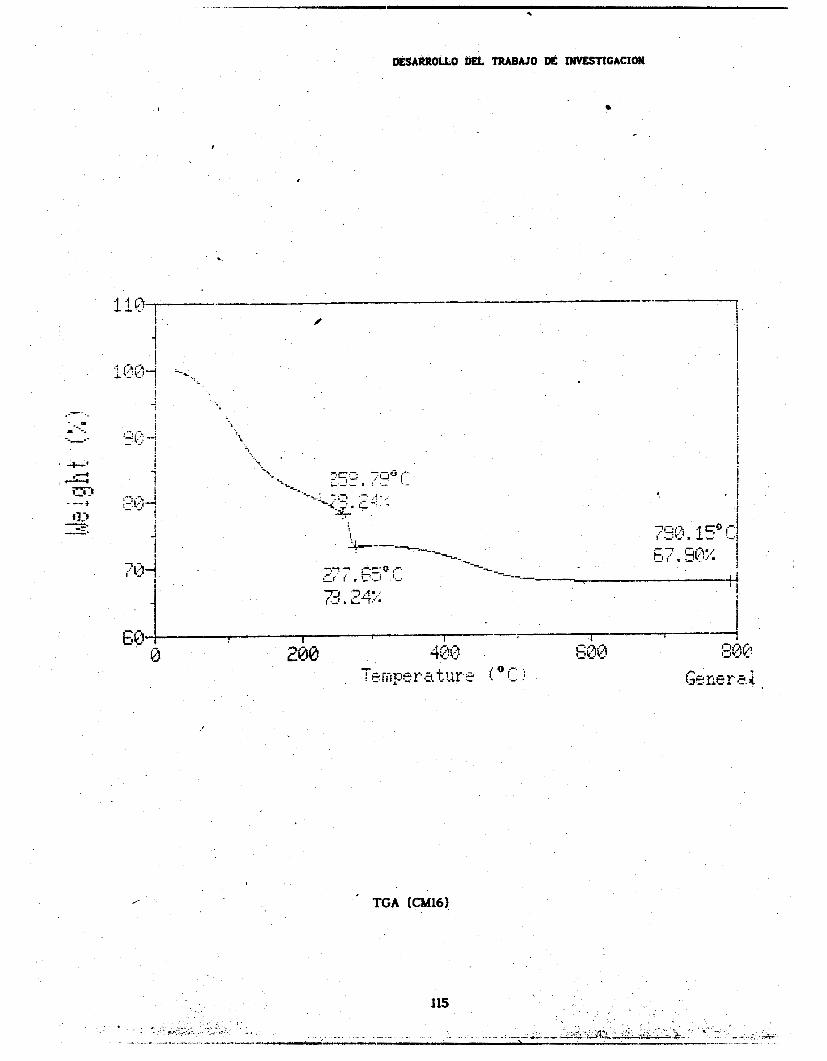
OESAdOLlO Da TRABAJO DE WVESTICACIOW
a
115
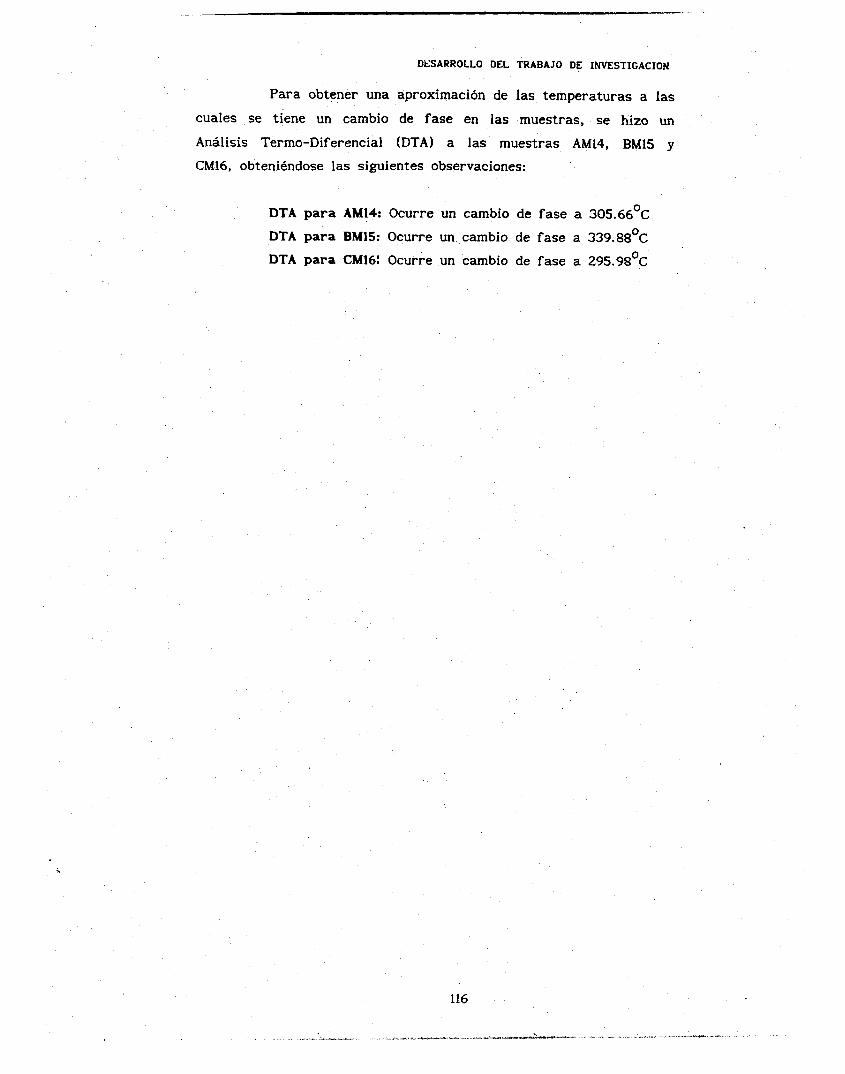
DESARROLLO DEL TRABAJO DE INVESTICACION
Para obtener una aproximación de las temperaturas a las
cuales se tiene un cambio de fase en las .muestras, se hizo un
Análisis Termo-Diferencial (DTA) a las muestras AML4, BM15 y
CM16, obteniéndose las siguientes observaciones:
DTA para AM14: Ocurre un cambio de fase a 305.66OC
DTA para BM15: Ocurre un cambio de fase a 339.88OC
DTA para CM16: Ocurre un cambio de fase a 295.98OC
116
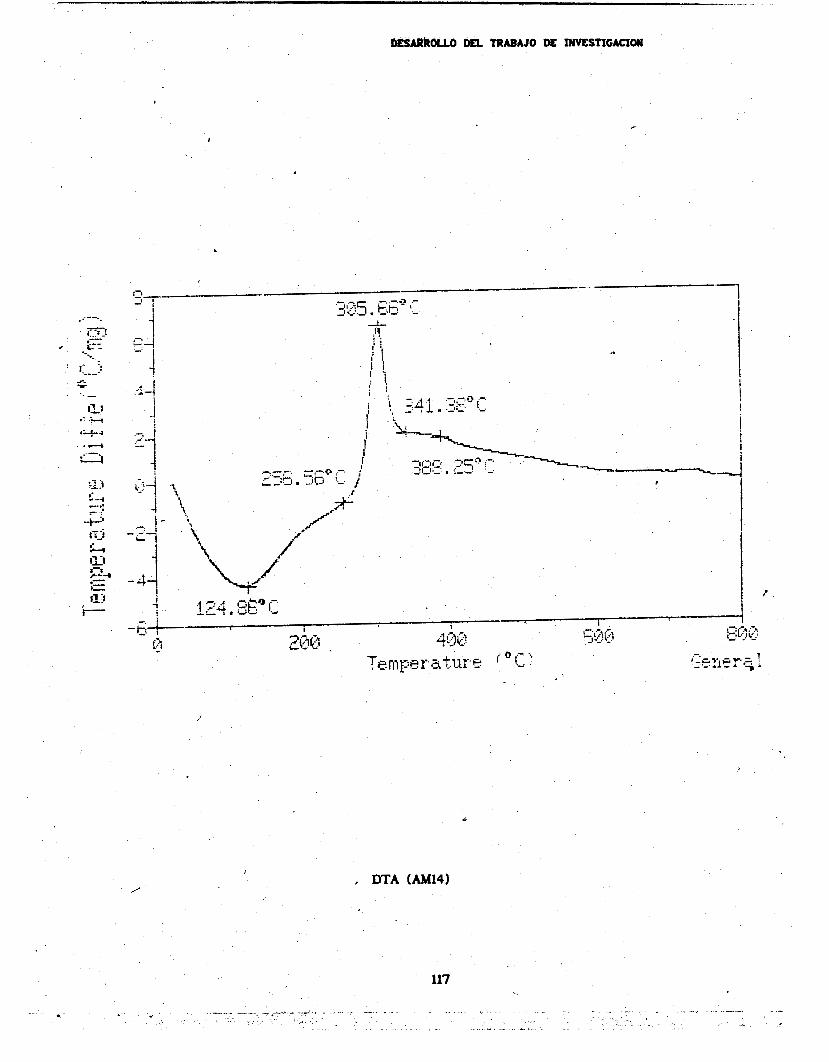
.
.- . -.__
I
!
, DTA (AM141
117
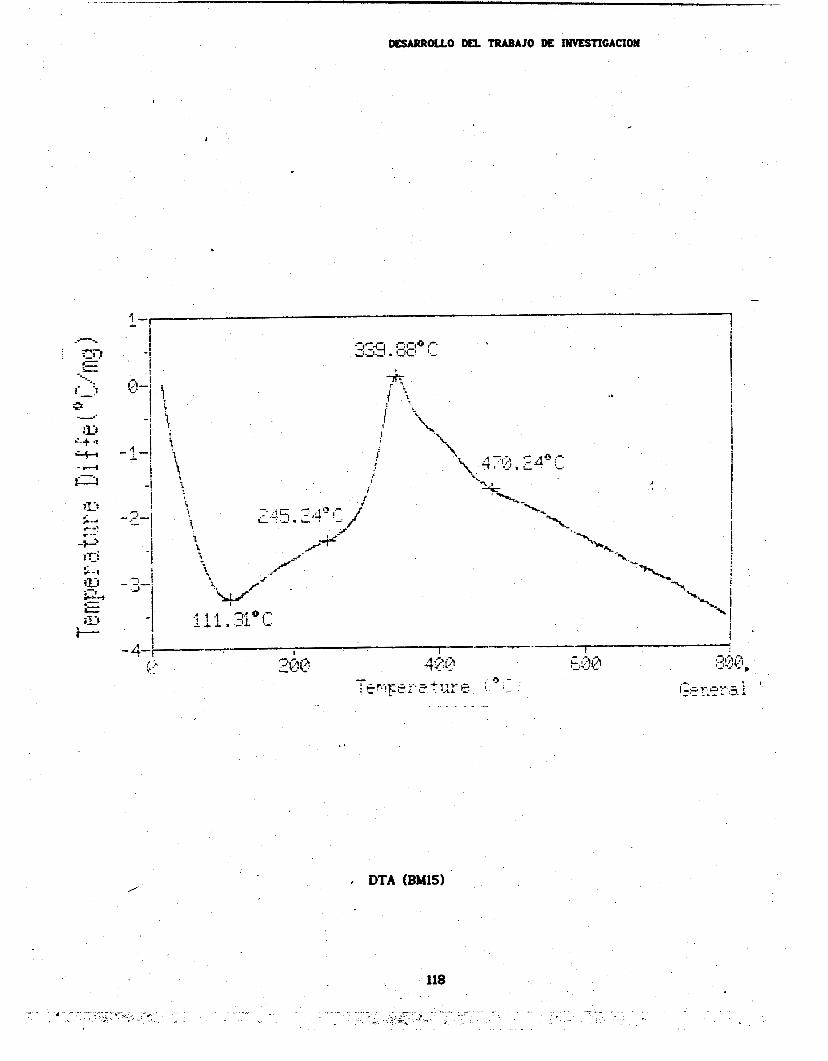
*""
#" ¡TI
-. " 'I
118
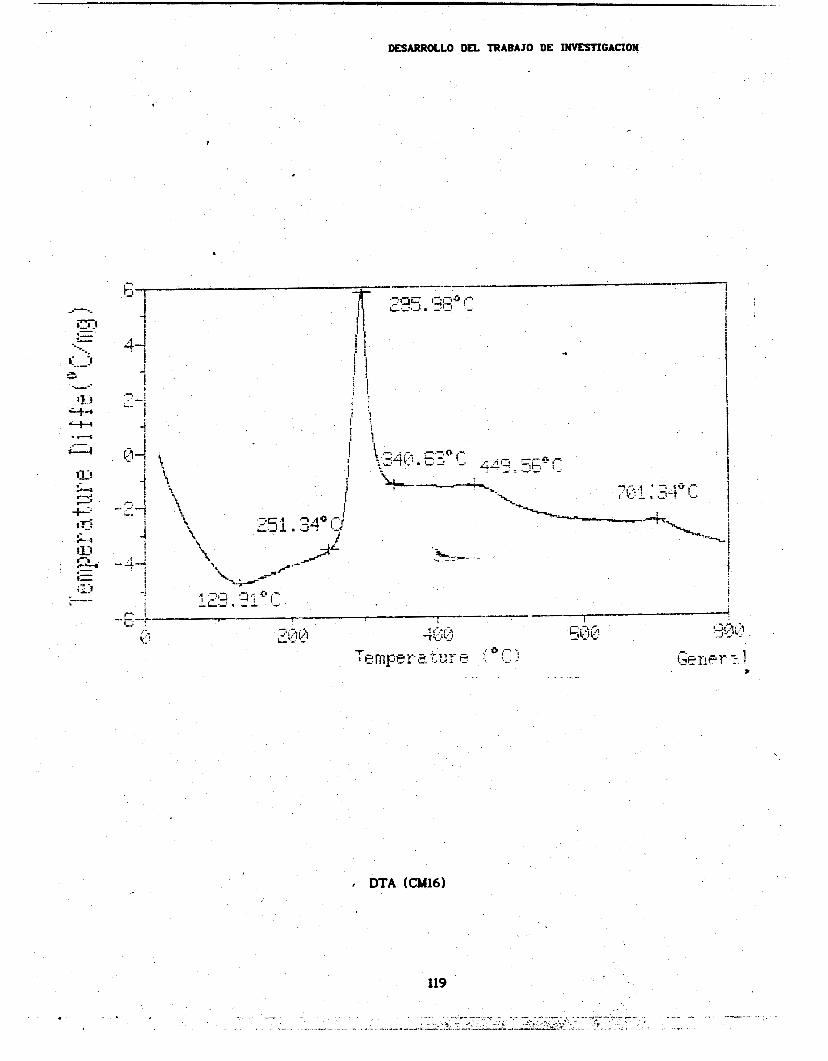
DESARROLLO DEL TRABAJO DE INVTSIIGACION
!
119
DESARROLLO DEL TRABAJO DE INYESTIGACION
CONCLUSIONES.
Utilizando etanol absoluto como disolvente se obtienen
áreas mayores.
Mezclando los alcóxidos y el alcohol durante una hora
se obtienen áreas mayores en un 507. que si se mezciaran 5
minutos.
Para el mezclado de
incrementa el área en un 5%.
El disolver primero
una hora, la aplicaci6n de reflujo
el Ti(isopropóxido)4 en el alcohol
hace que el área sea mayor en un 7.57. que si se hiciera a la
inversa.
La catálisis con ácido acético disminuye el área en un 87%. Esto es debido a que el ácido se agregó en exceso,
produciéndose agua, lo cual acelera la velocidad de hidrólisis.
Al utilizar un catalizador básico el área disminuye en
un 2.5%; Se esperaba un incremento, pero sucedió probablemente
por un exceso de base.
Claramente se ve el efecto de la composición en el área
superficial, puesto que la alúmina posee un area superficial
cerca de 6. veces- mayor que la titania (ambas preparadas por
métodos convencionales), aunque por nuestro método sólo fué 3
veces mayor.
Las áreas de la alúmina y titania fueron mayores que
las de sus preparaciones convencionales.
Algo sorprendente es la gran estabilidad térmica en
cuanto a cambio de fases, que presenta el óxido mixto A1203-Ti02,
puesto que se conserva amorfo casi para todas las muestras, a la
temperatura de calcinación de 650 C durante cinco horas. O
APENDICE B
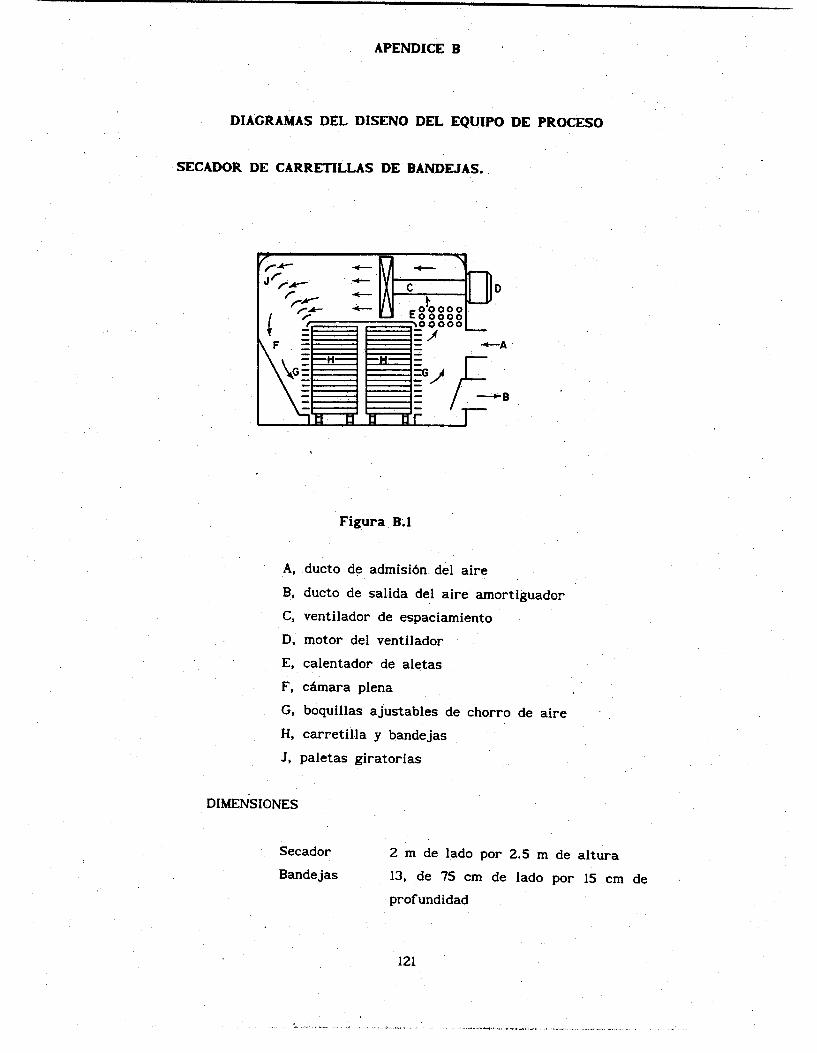
APENDICE B
DIAGRAMAS DEL DISENO DEL EQUIPO DE PROCESO
SECADOR DE CARRETILLAS DE' BANDEJAS.
Figura B.l
A, ducto de admisi6n del aire
B, ducto de salida del aire amortiguador
C, ventilador de espaciamiento
D, motor del ventilador
E, calentador de aletas
F, cámara plena
G, boquillas ajustables de chorro de aire
H, carretiLla y bandejas
J, paletas giratorias
DIMENSIONES
Secador 2 m de lado por 2.5 m de altura
Bandejas 13, de 75 cm de lado por 15 cm de
prof undidad
121
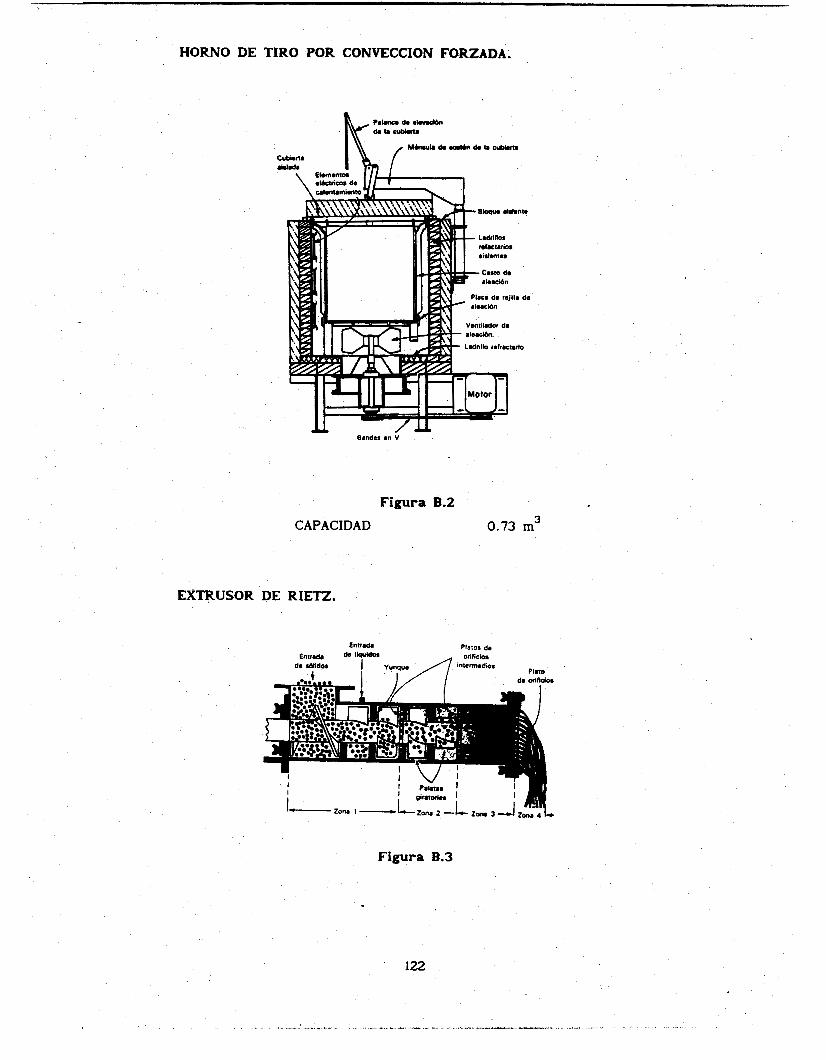
HORNO DE TIRO POR CONVECCION FORZADA.
Figura B.2 CAPACIDAD 0.73 m3
DE RIETZ. EXTRUSOR
Figura B.3
122
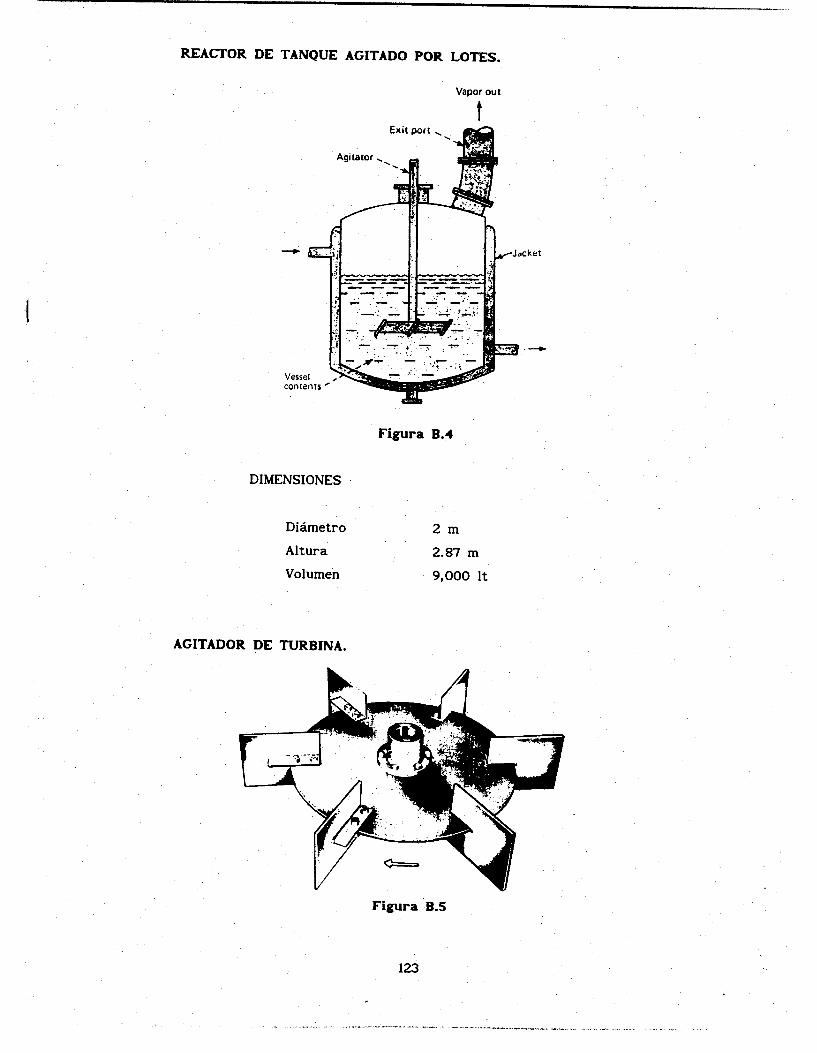
REACTOR DE TANQUE AGITADO POR LOTES.
Vapor out
t
DIMENSIONES
Diámetro
Altura
Volumen
2 m 2.87 m
9,000 It
AGITADOR DE TURBINA.
Figura B.5
123
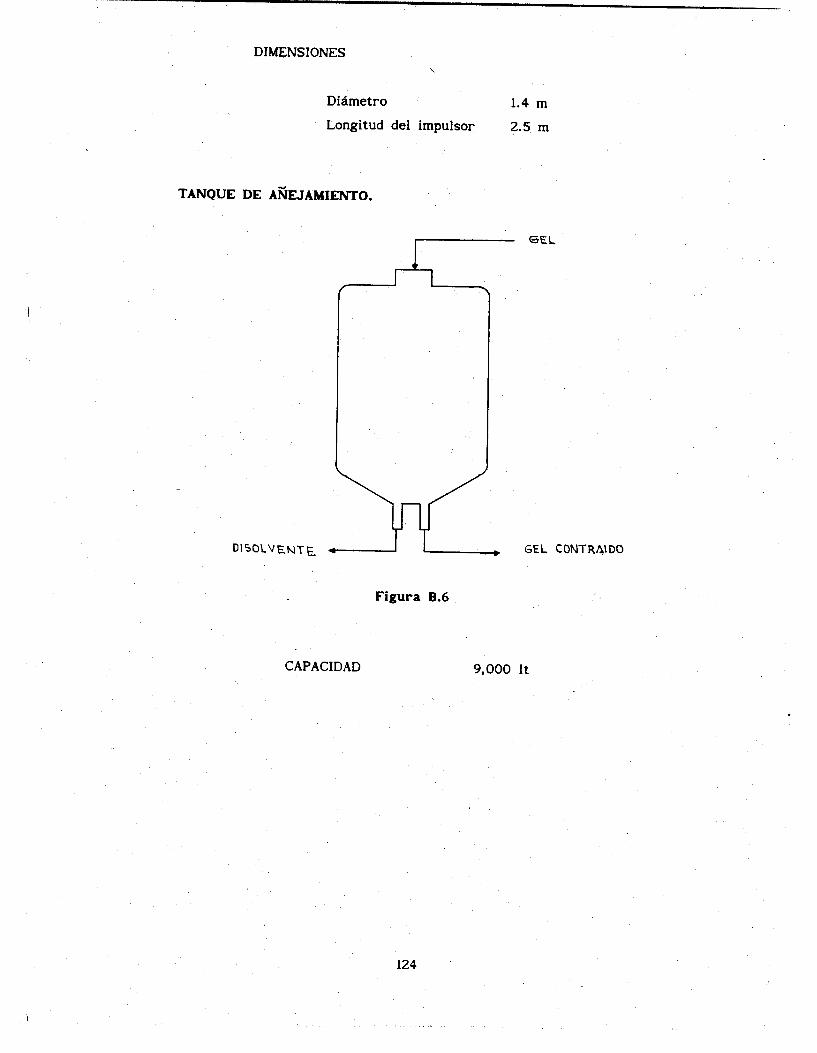
DIMENSIONES \
Diámetro 1.4 m
Longitud del impulsor 2.5 m
TANQUE DE AÑEJAMIENTO.
Figura B.6
9,000 I t CAPACIDAD
124
ABREVIACIONES
b.r.
b.p..
v. p.
flash p.
ign. p.
s. p.
m. p.
evap. period
lat. ht
sp.ht.
ht.comb.
K-B value
aniline p.
di1 ratio
cub. expn.
s. ten,
V i s .
therm.cond.
elec.cond.
dieiec.const.
cri t . temp.
.expl.lim.
gravedad especifica a 15.S°C -(60°F), comparada con la del agua a. la misma
temperatura
rango de ebullición
punto de ebullición
presión de vapor en. mm de !4g a ZO°C
flash point
punto de ignición permanente
punto de solidificación
punto de fusión
periodo de evaporacih I6ter=i)
indice de refraccidsl para la l ínea D del
sodio (a 20%)
calor latente de vaporización en calorías
gramo/grammo en el b.p.
calor específico en cal-g/g a 20 '~
calor de combustión en cal-g/g
valor Kauri-butanol
punto de anilina
velocidad de dilución para nitrocelulosa
coeficiente de expansión cÚbica/'C a 2OoC
tensión superficial en dinaslcm a 2OoC
viscosidad dirabica en cp a 2OoC
mnductivi$ad témica en cal-g/cm2/s/oC
conductividad eléctrica en Vi2 a 25OC
c o n s t a n t e d i e k t r i c a a frecuencia infinita a
b
2O0C
temperatura crí t ica
límites de explosión en porcentaje por
volumen en a i re
. .-.. . ,,





























