Embed Size (px)
Citation preview
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
1
UNIVERSIDAD AUTONOMA METROPOLITANA
UNIDAD IZTAPALAPA
“REDISEÑO DE UNA PLANTA PRODUCTORA DE DIESEL PARA LA DISMINUCIÓNDE COMPUESTOS AROMÁTICOS”
DIVISION: CIENCIAS BASICA E INGENIERIA
GRADO: LICENCIATURA EN INGENIERIA QUIMICA
INTEGRANTES
CAMACHO CORDERO GUILLERMO 98216776
GARCIA MARTINEZ JULIO CESAR 98215339
PERALTA GONZALEZ ISRAEL 96324015
ASESOR
Dr. JOSE ANTONIO DE LOS REYES HEREDIA
Vo. Bo.
FECHA DE ELABORACION
7 DE ABRIL DEL 2003
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
2
1 INTRODUCCIÓN ________________________________________________________ 4
2 OBJETIVO GENERAL____________________________________________________ 52.1 Objetivos particulares__________________________________________________________ 5
3 GENERALIDADES _______________________________________________________ 63.1 Combustibles destilados medianos _______________________________________________ 6
3.2 Combustible diesel con bajo contenido de azufre ___________________________________ 7
3.3 El producto __________________________________________________________________ 7
3.4 Reducción de aromáticos en el combustible diesel___________________________________ 8
3.5 Hidrotratamiento para reducción de aromáticos___________________________________ 10
3.6 Respuesta de las refinerías al cambio de especificaciones del combustible diesel_________ 11
3.7 Procesos de mejoramiento para diesel ___________________________________________ 11
4 CARACTERISTICAS DEL DIESEL ________________________________________ 12
5 ESTUDIO DE MERCADO Y UBICACIÓN___________________________________ 135.1 Ubicación de la planta_________________________________________________________ 17
6 PROCESOS DE HIDROTRATAMIENTO ___________________________________ 206.1 Proceso de hidrotratamiento de diesel en una sola etapa ____________________________ 21
6.2 Procesos de hidrotratamiento de diesel en dos etapas _______________________________ 34
7 SELECCIÓN DEL PROCESO _____________________________________________ 387.1 Diagrama del proceso global seleccionado ________________________________________ 39
7.2 Balance materia______________________________________________________________ 42
8 ANTECEDENTES Y BIBLIOGRAFIA EXPERIMENTAL ______________________ 438.1 Aspectos termodinámicos ______________________________________________________ 43
8.2 Cinética de la hidrogenación ___________________________________________________ 44
8.3 Catalizadores afines __________________________________________________________ 44
9 METODOS EXPERIMENTALES __________________________________________ 469.1 Síntesis de catalizadores en estudio ______________________________________________ 46
9.2 Sistema de reacción a nivel planta piloto _________________________________________ 47
10 RESULTADOS EXPERIMENTALES _______________________________________ 4810.1 Evaluación catalítica__________________________________________________________ 50
10.2 Análisis por difracción de rayos X_______________________________________________ 51
10.3 Análisis por microscopía electrónica_____________________________________________ 52
10.4 Conclusiones de resultados experimentales _______________________________________ 54
11 DISEÑO DE EQUIPO MAYOR ____________________________________________ 5611.1 Reactor de lecho percolador____________________________________________________ 56
11.2 Torre de destilación___________________________________________________________ 59
11.3 Tanque flash ________________________________________________________________ 62
12 DISEÑO DE EQUIPO MENOR ____________________________________________ 64
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
3
12.1 Intercambiadores de calor _____________________________________________________ 64
12.2 Compresor __________________________________________________________________ 66
12.3 Bomba _____________________________________________________________________ 68
13 EVALUACIÓN ECONOMICA_____________________________________________ 7013.1 Tasa interna de retorno _______________________________________________________ 71
14 CONCLUSIONES _______________________________________________________ 72
15 BIBLIOGRAFÍA ________________________________________________________ 7316 APÉNDICE I. ___________________________________________________________ 75
16.1 Síntesis de catalizadores _______________________________________________________ 75
16.2 Mecanismo de reacción del bifenilo______________________________________________ 76
16.3 Análisis cromatográfico _______________________________________________________ 77
17 APENDICE II___________________________________________________________ 7917.1 Cálculos en sistema experimental de evaluación catalítica ___________________________ 79
18 APÉNDICE III __________________________________________________________ 8118.1 Evaluación cinética de rendimientos de reacción___________________________________ 81
19 APÉNDICE IV __________________________________________________________ 8519.1 Diseño de reactor_____________________________________________________________ 85
19.2 Diseño del separador flash _____________________________________________________ 87
19.3 Diseño de bomba _____________________________________________________________ 88
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
4
1 INTRODUCCIÓN
El problema de la contaminación ambiental es un fenómeno que se ha enfatizado en lasúltimas dos décadas, su origen y causas son muy variadas; en general esta situación es producto dealgunos factores entre los que destacan la alta densidad de población de las zonas urbanas, laconcentración de la actividad industrial, densidad de vehículos en circulación y las condicionesclimatológicas y metereológicas adversas. Actualmente, a nivel internacional, el problemaambiental juega un papel preponderante en las políticas de desarrollo de los países.
Así, hasta hace algunos años, el productor de los combustibles obtenía energéticos quesatisfacían integralmente las necesidades del consumidor. En los últimos años, esta relaciónrecíproca se ha visto interrumpida por el fenómeno del deterioro del entorno ambiental, producto delas diferentes actividades antropogénicas.
Al hacer la referencia al crecimiento sustentable de los países, se está considerando a loscombustibles como un factor importante dentro del mismo, comprendidos los utilizados por laindustria automotriz, los que juegan un papel preponderante son las gasolinas y el Diesel.
Por las cada vez más estrictas normas ambientales propuestas por los diferentes gobiernos esque se tienen que bajar aun más los compuestos contaminantes en los diferentes combustibles quese producen.
El Diesel es un combustible empleado tradicionalmente en el sector trasporte, contemplandovehículos de carga, autobuses de pasajeros, tractores, locomotoras y barcos. En el sector industrial yen el sector eléctrico se consume en calderas de vapor en equipos para la generación de energíaeléctrica, principalmente.
Dentro de los combustibles convencionales, el Diesel mantendrá, después de las gasolinas, lamayor participación en los próximos diez años.
Dentro de las estrategias seguidas para reducir el impacto ambiental en la zona metropolitanadel valle de México, desde 1991 se iniciaron pláticas con las empresas fabricantes de motores, lasautoridades ambientales y PEMEX refinación, pendientes a reducir las emisiones de bióxido deazufre y partículas provenientes de la utilización del Diesel. .
En octubre de 1993 se introduce en el valle de México una nueva variante de Diesel llamadoDiesel Sin y actualmente en el mercado existe el denominado PEMEX Diesel el cual ha venidoreduciendo gradualmente los niveles de azufre, hasta alcanzar 0.65% con un contenido dearomáticos del 30% y con un índice de cetano que varía de 52 a 55.
Los catalizadores de hidrotratamiento, juegan un papel importante hoy en día en la industriade la refinación del petróleo, por que permite eliminar compuestos no deseables como el azufre, elnitrógeno y los hidrocarburos aromáticos presentes en las diferentes corrientes empleadas en laformulación de productos finales tales como la gasolina y el diesel. De esta manera, se logra laobtención de combustibles limpios o bien de cargas a procesos posteriores evitando elenvenenamiento de los catalizadores usados.
Estos productos se han mejorado con el tiempo, con varias formulaciones a fin decombustibles o cargas limpias. Los catalizadores están compuestos por dos partes: el soporte y los
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
5
metales activos, los primeros son materiales cuya base son las alúminas y estos de han modificadoen su formula.
2 OBJETIVO GENERAL
Rediseño del proceso ya existente para bajar los niveles de compuestos aromáticos a partir dediversos procesos que existen y optar por el mejor.
2.1 Objetivos particulares
Ø Análisis y búsqueda de sistemas catalíticos que proporciones alta actividad hidrogenante enHDA.
Ø Análisis de catalizadores bimetalicos Pd-Pt soportados sobre silicoaluminatos.
Ø Obtención de datos cinéticos que nos proporciones resultados para el diseño del reactor deHDA.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
6
3 GENERALIDADES
Hidrotratamiento (HDT)
Involucra un cambio menor en la estructura de las moléculas de hidrocarburos, por acción delhidrógeno como son la eliminación de compuestos azufrados (HDS), nitrogenados (HDN) y lasaturación de aromáticos (HDA).
1.- Hidrodesulfuración (HDS).Es la proceso en el cual se eliminan el azufre de las moléculas.
2.- Hidrodesnitrogenación (HDN).Es el proceso en el cual se elimina el nitrógeno
3.- Hidrodesaromatización (HDA). Es el proceso en el cual se saturan los compuestos aromáticos.
3.1 Combustibles destilados medianos
El producto de mayor inquietud entre los destilados medianos es el combustible diesel. Encircunstancias normales, el diesel será el destilado mediano más difícil de producir conforme a lasespecificaciones. Hay dos tendencias que afectan a la operación de las refinerías:
• Menor contenido de azufre.• Menor contenido de aromáticos.
Un gran problema para los fabricantes de motores diesel es el "intercambio" de NOxpartículas. Los intentos de reducir las partículas originan más NOx. La reformación del dieselpuede proveer una solución a este problema.
Un contenido de azufre de 0.05% en peso en el combustible diesel es considerado, por losfabricantes de vehículos, como el primer paso hacia el uso de catalizadores de escape por oxidación,sin una excesiva formación de sulfato. El problema principal con los motores diesel es la altaproducción de NOx . La reformulación puede contribuir a resolver este problema. El InstitutoFrancés del petróleo investigó cinco parámetros de combustibles:
• Peso específico• Azufre• Cetano• Aromáticos totales• Di -tri aromáticos
En condiciones estándares el combustible diesel pesado reformulado, reduce las partículas enun 30%. Si el motor es diseñado para originar bajas emisiones de NOx, entonces el beneficio delcombustible reformulado es mucho mayor. Así, la combustión avanzada y el combustible puedecombinar sus beneficios para reducir el NOx en un 50% y las partículas en un 60%.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
7
3.2 Combustible diesel con bajo contenido de azufre
Pruebas han demostrado que la operación con bajo contenido de azufre requiere una velocidadespacial horaria del líquido (VEL) de 2.0 para poder alcanzar un ciclo de dos años. Por supuesto, losfactores económicos justifican ciclos más cortos. Con frecuencia, la fuente de hidrógeno es unreformador semiregenerativo, cuyo ciclo podría simular al del desulfurizador. Para acortar el ciclose requiere bajos costos de modificación de equipos. Los efectos de elegir esta opción puedenaminorarse seleccionando un catalizador más activo.
3.3 El producto
• Diesel
El diesel es una fracción intermedia del petróleo, se usa principalmente como combustible enmáquinas de combustión interna, de algunos vehículos como camiones de servicio pesado,autobuses, tractores y equipo pesado de construcción.
• Propiedades Físicas y Químicas
Las propiedades del combustible diesel dependen del lugar donde se elabore y del tipo demotor en el que se va a utilizar. Para comprender los requisitos que debe de tener, enseguida sepresentan definiciones de algunas de sus propiedades más importantes.
• Número de Cetano
Es un parámetro que nos permite cuantificar la calidad del Diesel dentro de un rango entre 0 y100%, donde el 100% representa la mas alta calidad (efectividad). Se determina experimentalmentede acuerdo a la composición de hidrocarburos presentes el en Diesel. .
• Volatilidad
La volatilidad en fracciones ligeras es necesaria para proveer de un mejor encendido y de unacombustión completa; sin embargo, estas fracciones tiene un bajo número de cetano. Por otra parte,una cierta cantidad de fracciones pesadas reduce el costo del combustible pero demasiadas podríancausar formaciones excesivas de depósitos en el motor, que dificultaría el encendido, además lascaracterísticas de los compuestos volátiles influyen en la cantidad y tipo de gases de escape y enolor. La mayoría de los combustibles Diesel tiene una temperatura inicial de destilación de 320 °Faproximadamente, mientras que el 90% se alcanza en un rango de 550- 657 °F.
• Punto de vacío
A la temperatura a la cual el combustible deja de fluir se le llama punto de vacío. Este puntoestá relacionado con la estructura molecular de los hidrocarburos presentes en el diesel. Losnaftalenos poseen bajo punto de vacío pero también tienen un número relativamente bajo de cetano.Las parafinas tienen un alto punto de vacío pero son deseables por su alto número de cetano.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
8
• Punto de niebla
Cuando se enfría el combustible a una temperatura más alta que la del punto de vacío seforman cristales y otros materiales sólidos. Este punto se sitúa entre 8 a 10 °F arriba del punto devacío, llegando a ser hasta de 15 y 20 °F por arriba del punto de vacío.
• Viscosidad
Para un óptimo desempeño del inyector de bomba en los motores diesel, el combustible tienela propiedad de cuerpo o de viscosidad. Demasiada viscosidad puede hacer necesario unmantenimiento más frecuente del sistema de inyección, mientras que muy poca causa altaspresiones en el sistema de inyección, además la viscosidad afecta el grado de atomización delcombustible en la inyección dentro del cilindro.
• Punto flash
El punto flash de un combustible indica la temperatura abajo de la cual ésta puede sermanejada sin peligro de fuego. Esta es la temperatura a la cual el combustible debe ser calentadopara crear suficientes vapores de combustible arriba de la superficie del combustible líquido paraque la ignición ocurra en la presencia de una flama abierta. El punto flash del Diesel se determinapor el método ASTM D-39.
• Residuos de carbón
Básicamente hay dos métodos para determinar la cantidad de residuos de carbón quepermanecen después de la evaporación y de la composición química del combustible que tienenlugar a elevadas temperaturas para una longitud especificada de tiempo.
• Contenido de aromáticos
El combustible diesel tiene un alto contenido de moléculas aromáticas y poli aromáticas, lascuales son muy estables debido a su estructura, de tal forma que al llevarse a cabo la combustión, noreacciona y son emitidas a la atmósfera.
3.4 Reducción de aromáticos en el combustible diesel
La tendencia de utilizar petróleos crudos más pesados ha originado un aumento del contenidode aromáticos de las fracciones de destilados, así como también un aumento del volumen de lacarga del craqueador catalítico. Como resultado, el petróleo de ciclo liviano tiene un alto contenidode material aromático, especialmente aromáticos multianillos y ramificados. Debido a que elpetróleo de ciclo liviano es un componente del combustible diesel, esto tiene un efecto perjudicialen la calidad del combustible diesel (menor número de cetano). Desde el punto de vista ambiental,el alto contenido de aromáticos en el combustible diesel conlleva a más emisiones de partículas,muchas de las cuales son cancerígenas.
Así como el octano mide la calidad de ignición de la gasolina, el índice de cetano mide lacalidad de ignición de un diesel. Es una medida de la tendencia del diesel a cascabelear en el motor.Típicamente los motores se diseñan para utilizar índices de cetano de entre 40 y 55, debajo de 38 seincrementa rápidamente el retardo de la ignición. El número de cetano califica la suavidad de la
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
9
combustión, especialmente para motores fríos. Existe una relación inversa entre el contenido dearomáticos de un combustible y el índice de cetano, y existe una relación entre el índice de cetano yel número de cetano.
En las gasolinas, el número de octano de las parafinas disminuye a medida que seincrementa la longitud de la cadena, mientras que en el diesel, el índice de cetano se incrementa amedida que aumenta la longitud de la cadena. En general, los aromáticos y los alcoholes tiene uníndice de cetano bajo. Por ello el porcentaje de gasóleos desintegrados, en el diesel, se ve limitadopor su contenido de aromáticos.
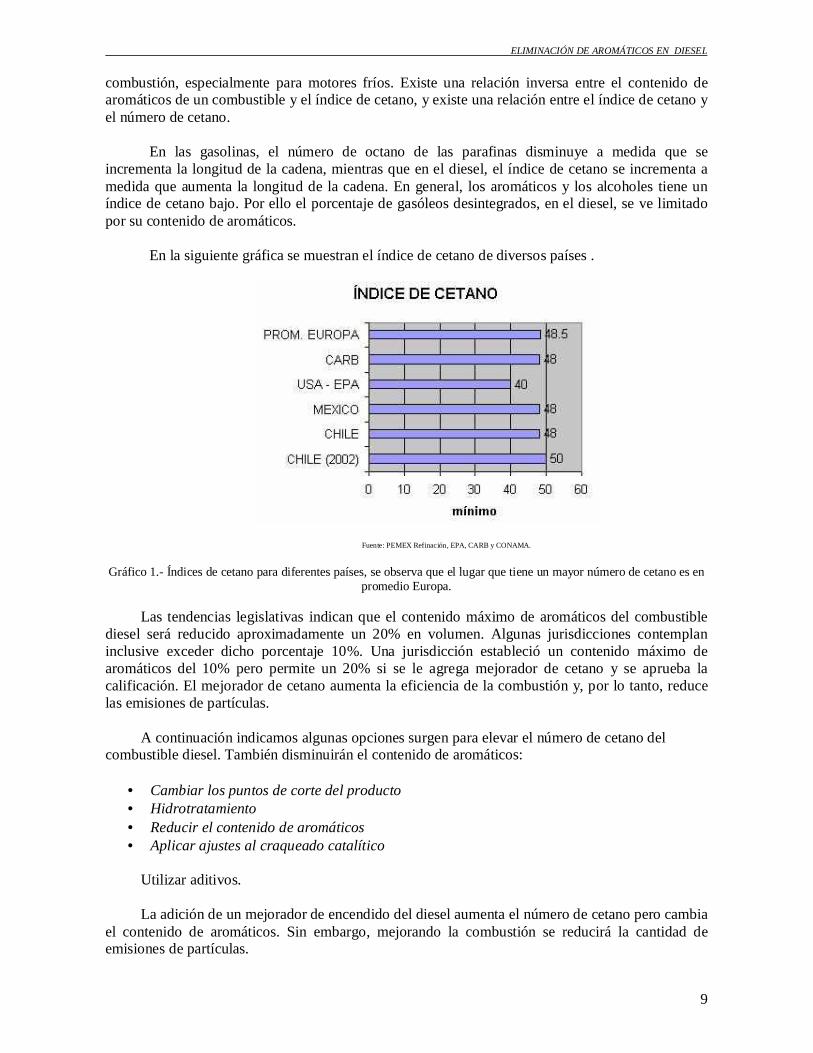
En la siguiente gráfica se muestran el índice de cetano de diversos países .
Fuente: PEMEX Refinación, EPA, CARB y CONAMA.
Gráfico 1.- Índices de cetano para diferentes países, se observa que el lugar que tiene un mayor número de cetano es enpromedio Europa.
Las tendencias legislativas indican que el contenido máximo de aromáticos del combustiblediesel será reducido aproximadamente un 20% en volumen. Algunas jurisdicciones contemplaninclusive exceder dicho porcentaje 10%. Una jurisdicción estableció un contenido máximo dearomáticos del 10% pero permite un 20% si se le agrega mejorador de cetano y se aprueba lacalificación. El mejorador de cetano aumenta la eficiencia de la combustión y, por lo tanto, reducelas emisiones de partículas.
A continuación indicamos algunas opciones surgen para elevar el número de cetano delcombustible diesel. También disminuirán el contenido de aromáticos:
• Cambiar los puntos de corte del producto• Hidrotratamiento• Reducir el contenido de aromáticos• Aplicar ajustes al craqueado catalítico
Utilizar aditivos.
La adición de un mejorador de encendido del diesel aumenta el número de cetano pero cambiael contenido de aromáticos. Sin embargo, mejorando la combustión se reducirá la cantidad deemisiones de partículas.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
10
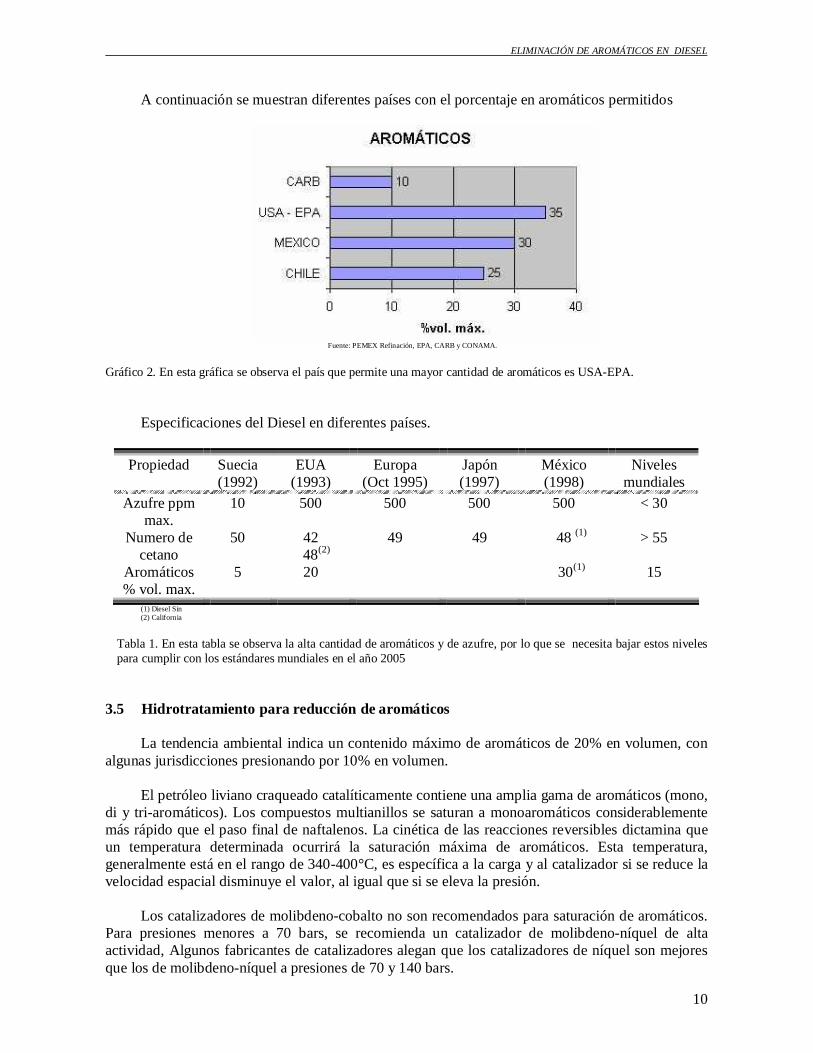
A continuación se muestran diferentes países con el porcentaje en aromáticos permitidos
Fuente: PEMEX Refinación, EPA, CARB y CONAMA.
Gráfico 2. En esta gráfica se observa el país que permite una mayor cantidad de aromáticos es USA-EPA.
Especificaciones del Diesel en diferentes países.
Propiedad Suecia(1992)
EUA(1993)
Europa(Oct 1995)
Japón(1997)
México(1998)
Nivelesmundiales
Azufre ppmmax.
10 500 500 500 500 < 30
Numero decetano
50 42 48(2)
49 49 48 (1) > 55
Aromáticos% vol. max.
5 20 30(1) 15
(1) Diesel Sin(2) California
Tabla 1. En esta tabla se observa la alta cantidad de aromáticos y de azufre, por lo que se necesita bajar estos nivelespara cumplir con los estándares mundiales en el año 2005
3.5 Hidrotratamiento para reducción de aromáticos
La tendencia ambiental indica un contenido máximo de aromáticos de 20% en volumen, conalgunas jurisdicciones presionando por 10% en volumen.
El petróleo liviano craqueado catalíticamente contiene una amplia gama de aromáticos (mono,di y tri-aromáticos). Los compuestos multianillos se saturan a monoaromáticos considerablementemás rápido que el paso final de naftalenos. La cinética de las reacciones reversibles dictamina queun temperatura determinada ocurrirá la saturación máxima de aromáticos. Esta temperatura,generalmente está en el rango de 340-400°C, es específica a la carga y al catalizador si se reduce lavelocidad espacial disminuye el valor, al igual que si se eleva la presión.
Los catalizadores de molibdeno-cobalto no son recomendados para saturación de aromáticos.Para presiones menores a 70 bars, se recomienda un catalizador de molibdeno-níquel de altaactividad, Algunos fabricantes de catalizadores alegan que los catalizadores de níquel son mejoresque los de molibdeno-níquel a presiones de 70 y 140 bars.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
11
Los resultados de pruebas son diversos, indicando que el tipo de catalizador es un factorimportante. A presiones más altas, la eficiencia tiende a decaer un poco. Los catalizadores queproveen mejor saturación utilizan un metal noble, pero a menudo presentan envenenamiento conazufre (por encima de lO ppm.) y nitrógeno.
Las principales opciones de proceso consisten en operaciones de una y dos etapas. Si seutilizan catalizadores de molibdeno-níquel en una configuración de una única etapa, debe aplicarseuna operación a alta presión/baja velocidad espacial, en condiciones similares a las usadas en el pre-tratamiento de insumos del hidrocraqueador.
Las operaciones de dos etapas HDS y HDN tratan el gasoleo en un pretratador convencional,en la primera etapa, y luego saturan los aromáticos a alta presión/baja velocidad espacial, en lasegunda etapa. Un estudio reciente de estas opciones no encontró ningún beneficio significativo deutilizar operación de dos etapas cuando se tratan de insumos con bajo contenido de azufre ynitrógeno. Además los costos de los equipos son extremadamente altos. Sin embargo, elprocesamiento de dos etapas a menudo es necesario, cuando se manejan cargas con alto contenidode azufre y nitrógeno.
La saturación de aromáticos es una reacción exotérmica ( en el orden de 80°C en el reactor).Para prevenir el asentamiento excesivo de coque, se ha recomendado instalar hasta cinco lechos enserie. El primer reactor manejaría aproximadamente 15% del catalizador y cada lecho subsiguientesería un 20% mayor que la precedente.
La presión parcial de hidrógeno es el parámetro más importante del control de saturación dearomáticos. El sulfuro de hidrógeno inhibirá la saturación. Si las temperaturas del reactor alcanzan400°C, puede haber un leve aumento del contenido de azufre en el producto, debido a la reacciónreversible para formar mercaptanos.
3.6 Respuesta de las refinerías al cambio de especificaciones del combustible diesel
Muchas refinerías ya están equipadas con hidrotratadores de diesel con bajo contenido deazufre para procesar diesel de destilación primaria o fracciones de destilados de otras unidades yalcanzar un contenido de azufre de 0.05% en peso. El petróleo de ciclo liviano dehidrocraqueadores requerirá saturación de aromáticos para poder cumplir la especificación mássevera de aromáticos (10% en volumen ). La mayoría de las refinerías pueden producir suficientehidrógeno para operar las nuevas unidades hidrotratadoras, especialmente cuando producían dieselcon un contenido de azufre de 0.15% en peso
3.7 Procesos de mejoramiento para diesel
Cada refinería es única, tanto en términos de su construcción, capacidades de procesamiento ycalidades de carga/productos, como en términos de las condiciones económicas y ambientalesexistentes en su localidad.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
12
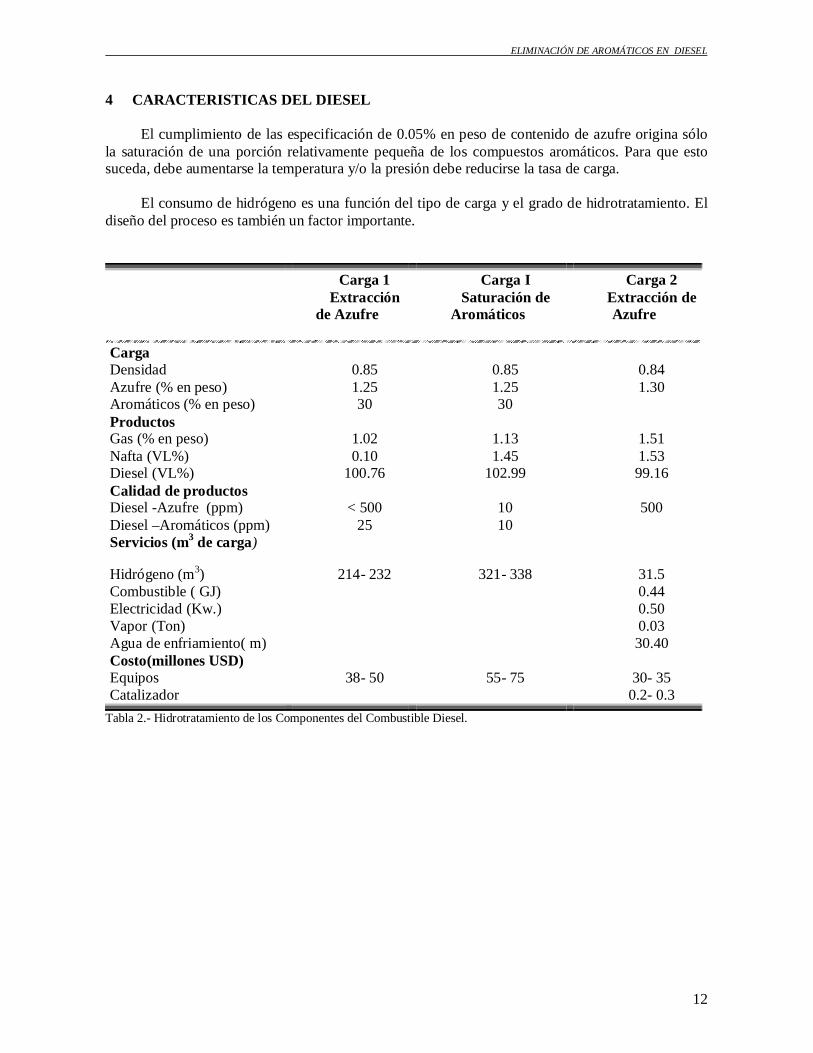
4 CARACTERISTICAS DEL DIESEL
El cumplimiento de las especificación de 0.05% en peso de contenido de azufre origina sólola saturación de una porción relativamente pequeña de los compuestos aromáticos. Para que estosuceda, debe aumentarse la temperatura y/o la presión debe reducirse la tasa de carga.
El consumo de hidrógeno es una función del tipo de carga y el grado de hidrotratamiento. Eldiseño del proceso es también un factor importante.
Carga 1Extracción
de Azufre
Carga ISaturación de
Aromáticos
Carga 2Extracción deAzufre
CargaDensidad 0.85 0.85 0.84Azufre (% en peso) 1.25 1.25 1.30Aromáticos (% en peso) 30 30ProductosGas (% en peso) 1.02 1.13 1.51Nafta (VL%) 0.10 1.45 1.53Diesel (VL%) 100.76 102.99 99.16Calidad de productosDiesel -Azufre (ppm) < 500 10 500Diesel –Aromáticos (ppm) 25 10Servicios (m3 de carga)
Hidrógeno (m3) 214- 232 321- 338 31.5Combustible ( GJ) 0.44Electricidad (Kw.) 0.50Vapor (Ton) 0.03Agua de enfriamiento( m) 30.40Costo(millones USD)Equipos 38- 50 55- 75 30- 35Catalizador 0.2- 0.3
Tabla 2.- Hidrotratamiento de los Componentes del Combustible Diesel.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
13
5 ESTUDIO DE MERCADO Y UBICACIÓN
La oferta nacional de diesel se integra de tres productos: PEMEX diesel, diesel desulfurado ycarga hidrodesulfurado.
A partir de 1995, la mayor parte de la producción se concentró en la fórmula PEMEX diesel,que absorbió la participación que poseía el diesel desulfurado en el mercado. Esto debido a que elPEMEX diesel es de bajo contenido en azufre, y cuenta con bajo contenido de aromáticos decalidad e índice de cetano equiparables al mercado internacional.
La producción nacional para el año 2000 fue de 256.4 millones de barriles diarios (mbd),destacando la participación de PEMEX Diesel que se ubico en 245.6 mbd, equiparables al 95.6%del total. El diesel desulfurado contribuyo con 1.2 mbd, es decir, 0.5 % mientras que el restante3.7% fue cubierto por la carga HDS.
En el año 2000, los centros de trabajo que registraron el mayor nivel de producción de dieselfueron Tula, Salina Cruz y Salamanca, con volúmenes de 60.4 mbd, 59.9 mbd y 40.7 mbd,respectivamente. El ritmo de producción de estas refinerías fue a la baja, con excepción de Tula,que registró un ascenso promedio en su producción de 3.8% a partir de 1993.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
13
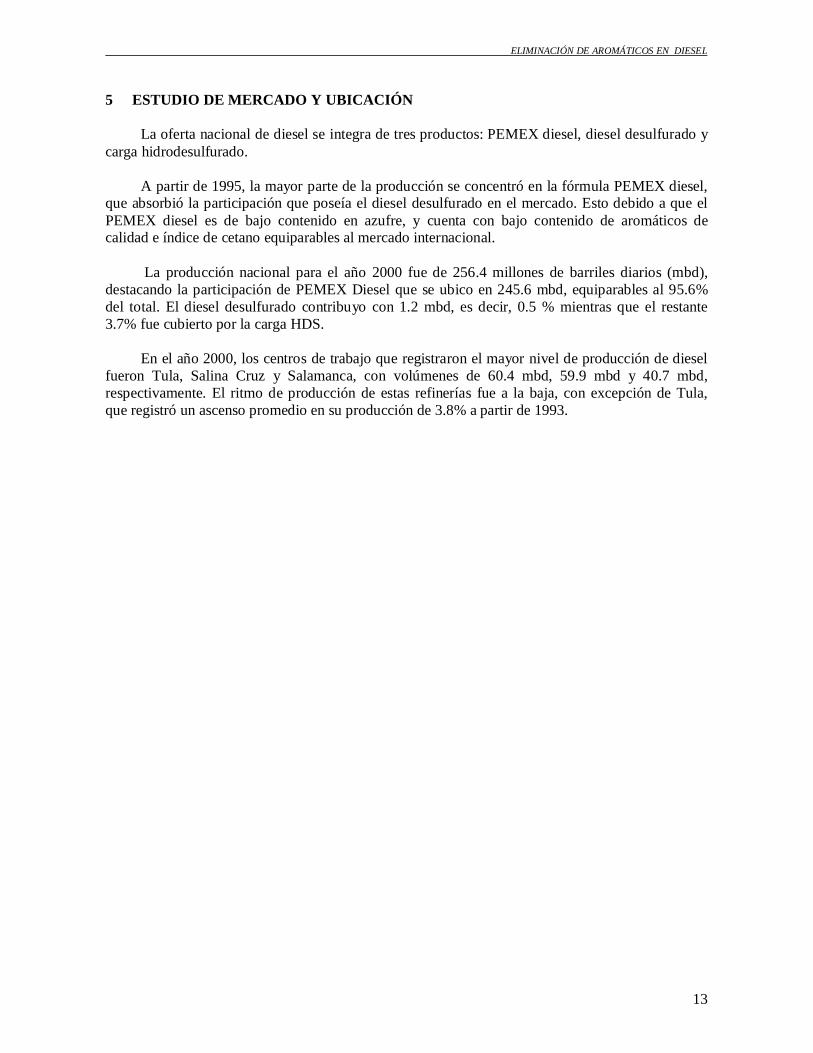
Producto diesel
0
50
100
150
200
250
300
M iles de barrilesdiarios
1993 1994 1995 1996 1997 1998 1999 2000 2001 2002
Años
Elaboración de Diesel por tipo
Pemex Diesel Diesel desulfurado Carga a HDS Diesel marino
u
uu
Gráfico 3.- En la gráfica se observa que a partir del año 2001 a mayo de 2002 solamente se produce Diesel Sin, estodebido a que contiene un menor nivel de compuestos de azufre y de aromáticos, también el número de cetano es masalto.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
14
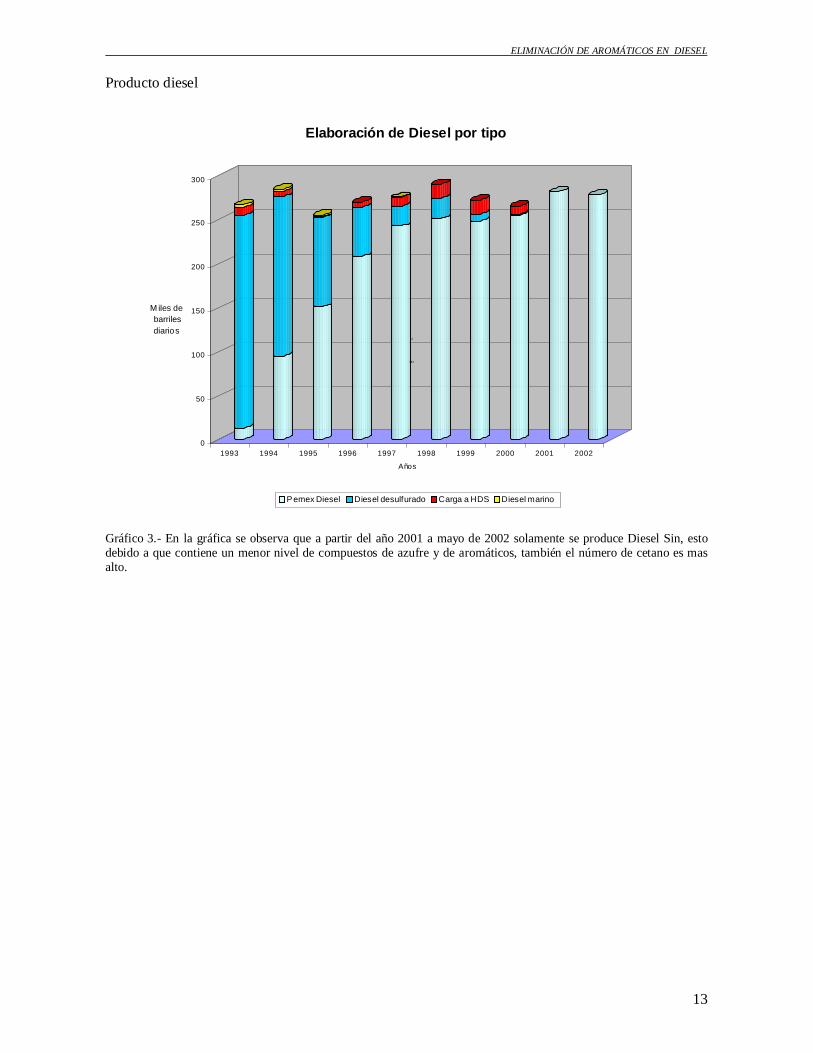
En México PEMEX refinación es la única compañía que produce diesel, con seis refineríaslocalizadas a lo largo del país localizadas a lo largo del país, donde se leva a cabo la elaboración delcombustible (diesel)
Gráfico 4.- En la siguiente gráfica se observan las diferentes refinerías que producen diesel. Se observa que lasrefinerías que producen mayor cantidad de este producto son la de Tula y la de Salina Cruz que su producción está entre50- 60 mbd
0
10
20
30
40
50
60
70
80
M ilesde barriles
diarios
1993 1994 1995 1996 1997 1998 1999 2000 Cader eyt a
M adero
Tula
Salaman ca
M in at it lan
Salin a Cr uz
Años
Elaboración de diesel por centro de trabajo
Cadereyta M adero Tula Salamanca M inatitlan Salina Cruz

ELIMINACIÓN DE AROMÁTICOS EN DIESEL
15
En la siguiente figura se muestra un mapa de la republica Mexicana donde se pueden localizarlas seis diferentes refinerías que existen en México.
Figura 1.-Ubicación de las seis diferentes refinerías existentes en México.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
16
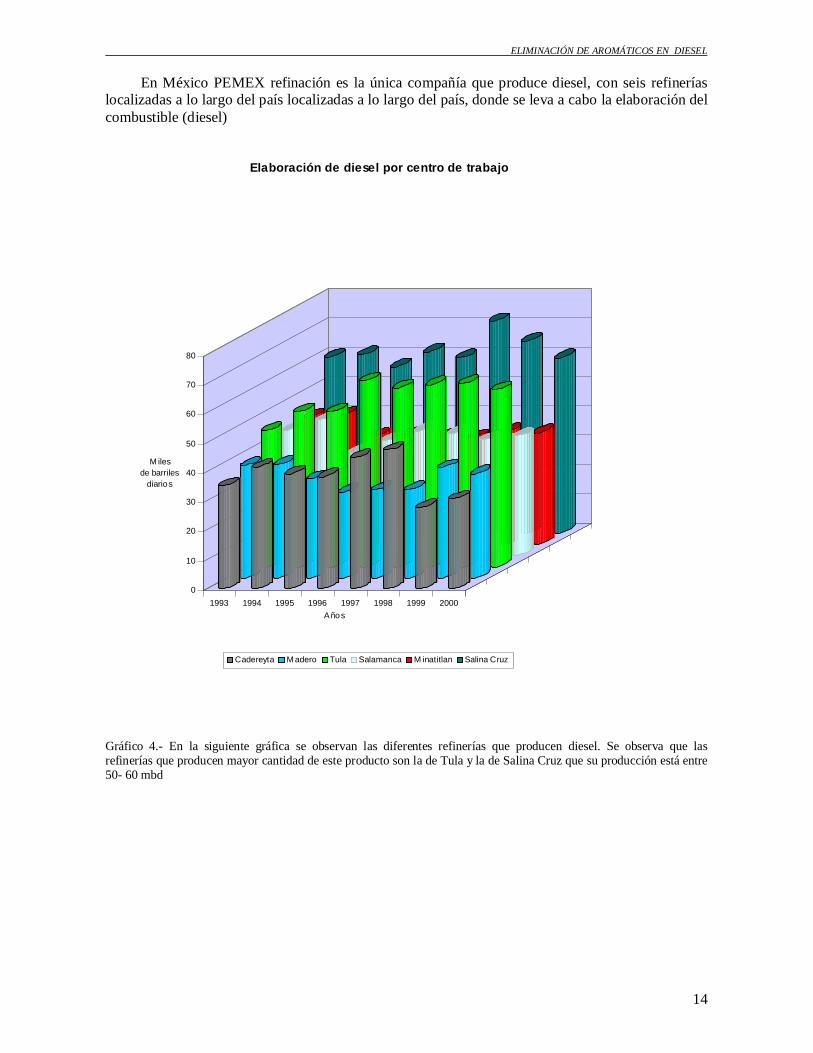
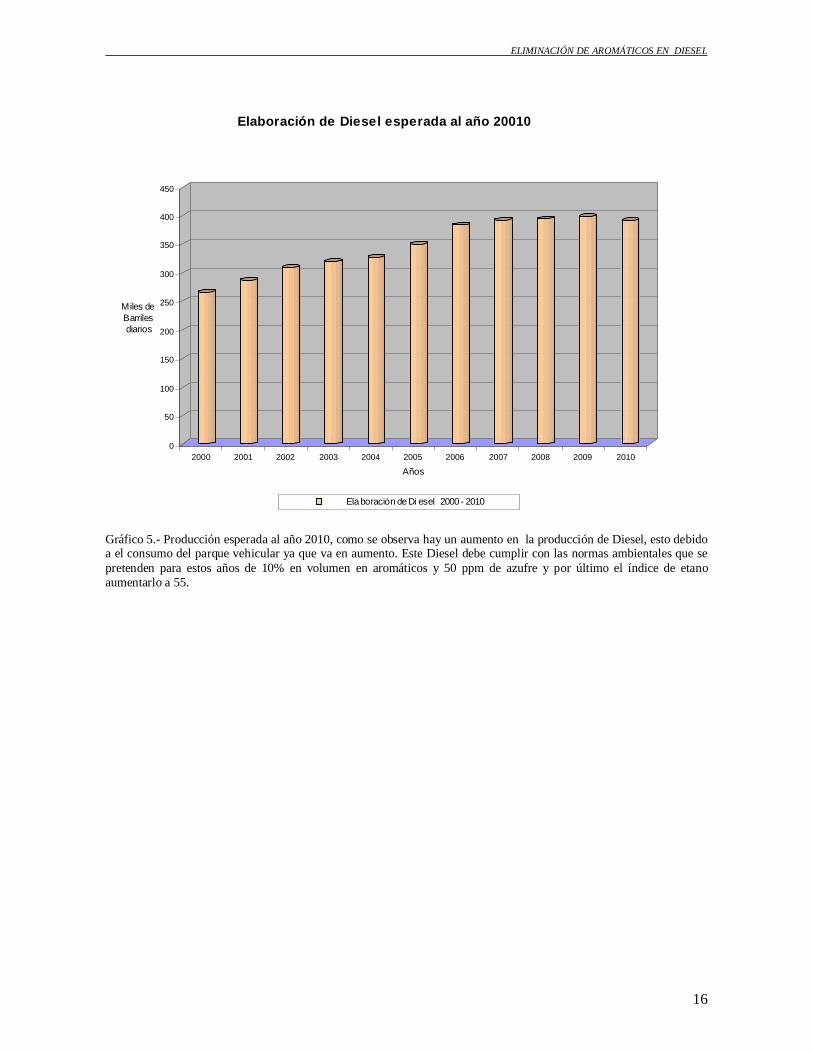
Gráfico 5.- Producción esperada al año 2010, como se observa hay un aumento en la producción de Diesel, esto debidoa el consumo del parque vehicular ya que va en aumento. Este Diesel debe cumplir con las normas ambientales que sepretenden para estos años de 10% en volumen en aromáticos y 50 ppm de azufre y por último el índice de etanoaumentarlo a 55.
0
50
100
150
200
250
300
350
400
450
Miles deBarriles diarios
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010
Años
Elaboración de Diesel esperada al año 20010
Ela boración de Di esel 2000 - 2010
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
17
5.1 Ubicación de la planta
Un punto básico de este proyecto es saber donde se puede desarrollar adecuadamente. Se hapensado en la conveniencia de desarrollar este proceso.La ubicación de las plantas se dan a continuación:
• Refinería Cadereyta en Nuevo León• Refinería Madero en Tamaulipas• Refinería Tula en Hidalgo• Refinería Salamanca en Guanajuato• Refinería Minatitlan en Veracruz• Refinería Salina Cruz en Oaxaca.
La mayor disponibilidad de crudo en México es del tipo Maya, que se extrae de la sonda deCampeche y que abarca las zonas de reservas de crudo Sur y Noreste. Esta disponibilidad de crudopesado ha originado la necesidad en PEMEX refinación de contar con unidades de tratamiento decrudos y cortes petroleros que permitan elevar los rendimientos actuales conforme a la demanda decombustible. Para escoger una refinería como sitio de operación una de las seis refinerías antesmencionadas, se tomó en cuenta los siguientes factores:
1.- Mercado Consumidor. En este punto se pone énfasis en el estado de la republica que masconsume y tiene una mayor cantidad del parque vehicular. En particular, Tula se encuentra rodeadapor las tres primeras zonas antes mencionadas, teniendo una ubicación óptima en el mercadointerno. Salina Cruz y Madero tienen la ventaja de ubicarse en zonas costeras, facilitando elembarque de transporte marítimo, acercando el comercio exterior esto se puede observar en lafigura 1. Las refinerías de Salina Cruz y Tula procesan la mayor cantidad de crudo en el país comose puede observar en la gráfica 4.
2.- Materia Prima. La principal materia prima que se utiliza en la elaboración del diesel son elGLP y en menor medida el ACL y las líneas intermedias de la destilación primaria, combustóleos yquerosinas. Todas las plantas de refinación efectúan la destilación primaria y secundaria por lo queen cada una se encuentra la materia prima disponible.
3.- Mano de obra. Las contrataciones de PEMEX se realizan por medio de un sindicato queprovee la mano de obra en las refinerías. En la memoria de labores, PEMEX no reporta ningúndéficit por la falta de mano de obra en alguna de sus refinerías o complejos. La mano de obra seevalúa de acuerdo a la cercanía de grandes poblaciones, ya que esto disminuye los gastos portransportación de personal o reubicación del mismo en las cercanías de la planta.
4.- Transporte y servicios. El transporte de crudo y algunos productos petroquímicos ypetrolíferos se realizan a través de una red de oleoductos que conectan a las refinerías con los pozosde extracción, la conveniencia de que las fuentes de petrolera (reservas) se encuentren cerca de losembarcaderos de exportación y refinerías, se traduce en una disminución en los costos de bombeo ydisminución de riesgos.
5.- Ambiental y Social. En el aspecto ambiental se espera que la planta se encuentre enoperación, en refinerías que no pongan en riesgo ecosistemas de gran vegetación o lagos y ríos. Tales el caso de las refinerías Minatitlán y Salina Cruz, que están situadas cerca de zonas selváticas. Encuestión social se realiza el inventarío de disponibilidad de servicios, atractivos, educación y saludcon las que se cuenta en la cercanía de la refinería. Y la captación de la comunidad a la realizaciónde nuevos proyectos industriales.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
18
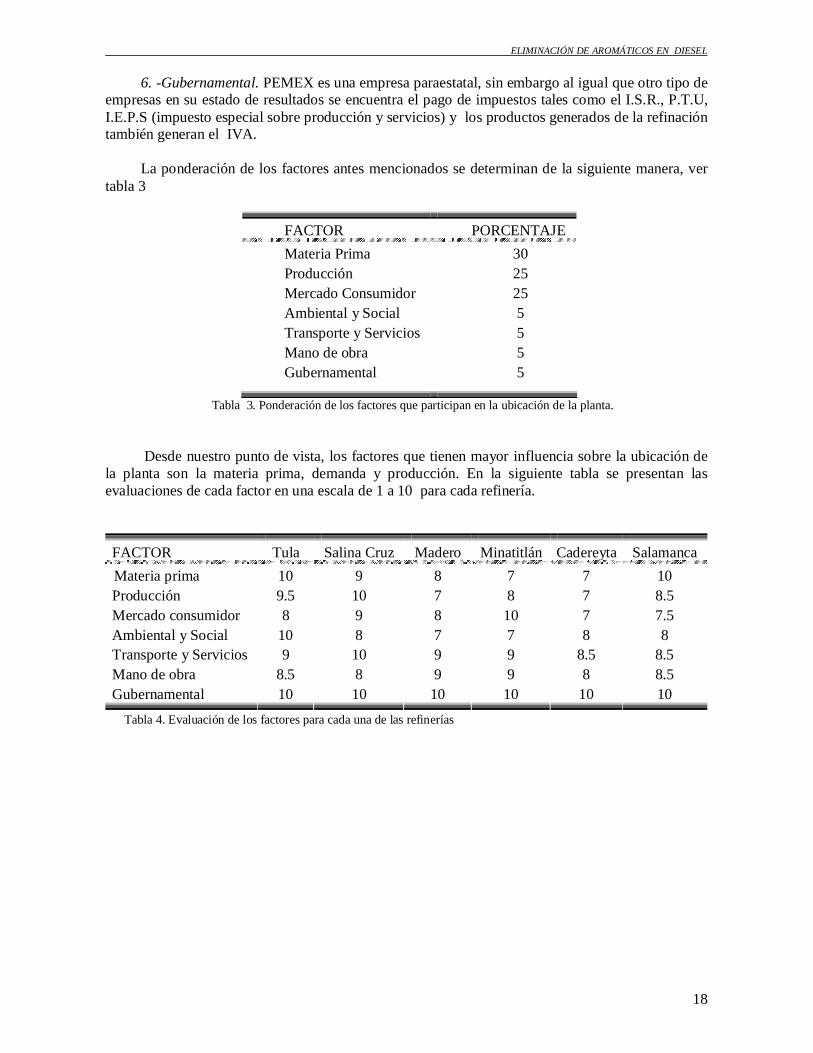
6. -Gubernamental. PEMEX es una empresa paraestatal, sin embargo al igual que otro tipo deempresas en su estado de resultados se encuentra el pago de impuestos tales como el I.S.R., P.T.U,I.E.P.S (impuesto especial sobre producción y servicios) y los productos generados de la refinacióntambién generan el IVA.
La ponderación de los factores antes mencionados se determinan de la siguiente manera, vertabla 3
FACTOR PORCENTAJEMateria Prima 30Producción 25Mercado Consumidor 25Ambiental y Social 5Transporte y Servicios 5Mano de obra 5Gubernamental 5
Tabla 3. Ponderación de los factores que participan en la ubicación de la planta.
Desde nuestro punto de vista, los factores que tienen mayor influencia sobre la ubicación dela planta son la materia prima, demanda y producción. En la siguiente tabla se presentan lasevaluaciones de cada factor en una escala de 1 a 10 para cada refinería.
FACTOR Tula Salina Cruz Madero Minatitlán Cadereyta Salamanca Materia prima 10 9 8 7 7 10
Producción 9.5 10 7 8 7 8.5Mercado consumidor 8 9 8 10 7 7.5Ambiental y Social 10 8 7 7 8 8Transporte y Servicios 9 10 9 9 8.5 8.5Mano de obra 8.5 8 9 9 8 8.5Gubernamental 10 10 10 10 10 10
Tabla 4. Evaluación de los factores para cada una de las refinerías
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
19
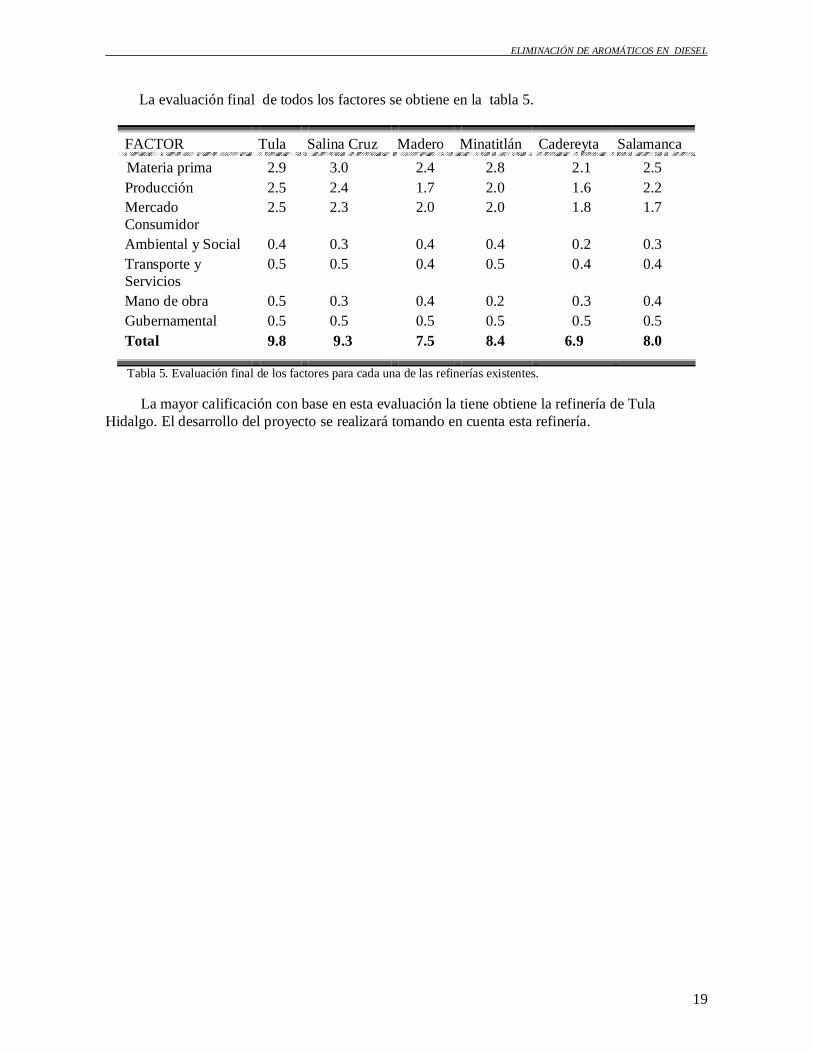
La evaluación final de todos los factores se obtiene en la tabla 5.
FACTOR Tula Salina Cruz Madero Minatitlán Cadereyta Salamanca Materia prima 2.9 3.0 2.4 2.8 2.1 2.5
Producción 2.5 2.4 1.7 2.0 1.6 2.2MercadoConsumidor
2.5 2.3 2.0 2.0 1.8 1.7
Ambiental y Social 0.4 0.3 0.4 0.4 0.2 0.3Transporte yServicios
0.5 0.5 0.4 0.5 0.4 0.4
Mano de obra 0.5 0.3 0.4 0.2 0.3 0.4Gubernamental 0.5 0.5 0.5 0.5 0.5 0.5Total 9.8 9.3 7.5 8.4 6.9 8.0
Tabla 5. Evaluación final de los factores para cada una de las refinerías existentes.
La mayor calificación con base en esta evaluación la tiene obtiene la refinería de TulaHidalgo. El desarrollo del proyecto se realizará tomando en cuenta esta refinería.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
20
6 PROCESOS DE HIDROTRATAMIENTO
Tecnologías de hidrotratamiento
Las aplicaciones del hidrotratamiento están relacionadas cercanamente a la distribucióndeseada de diferentes productos y sus requerimientos de composición. El empleo de fuentesenergéticas alternativas al petróleo y el uso de mayor cantidad de crudos pesados ha traído comoconsecuencia la necesidad de procesos adicionales para la conversión a productos más ligeros y conmayor valor.
Dependiendo de las características del producto final se pueden emplear diferentes rutas yvariables de las mismas. Las rutas aplicables para la manufactura del diesel se pueden clasificarsistemáticamente en dos categorías: tratamientos de severidad moderada, donde se busca disminuirel contenido de azufre, mejorar el color y estabilidad de oxidación sin tener un efecto significativoen otros aspectos. En este caso es el catalizador el encargado de realizar la función dehidrodesulfuración (HDS) y en menor medida la hidrodesaromatización (HDA). La segunda es untratamiento más severo que implica el aumento en el índice de cetano y/o tasa de saturación de loscompuestos aromáticos, realizándose en dos pasos: primeramente se lleva a acabo la HDS paradespués en una unidad diferente realizar la HDA. Cabe señalar que el orden de operación de lasegunda opción se debe a la facilidad que presentan los catalizadores para HDA de ser envenenadospor azufre.
Las reacciones de HDS y HDA pueden inhibirse mutuamente por las condiciones deoperación a las que se desarrollan individualmente, por tal motivo, se pueden trazar dos grandeslíneas de donde parten los diferentes procesos de hidrotratamiento.
Antes de plantear el diagrama de flujo para el hidrotratamiento (HDT) de corrientesprovenientes del crudo Maya se revisarán de manera no exhaustiva las opciones de tecnologíasexistentes en la literatura para el HDT.
Opciones de tecnologías de hidrotratamiento.
Existen varias opciones para el proceso de HDT, como lo reseña bienalmente la revista“Hydrocarbon Processing”. Las tecnologías que a continuación se describen son sólo una muestradel universo de tecnologías disponibles. Todas ellas están basadas sobre el desempeño y actividadcatalítica de los catalizadores que emplean.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
21
6.1 Proceso de hidrotratamiento de diesel en una sola etapa
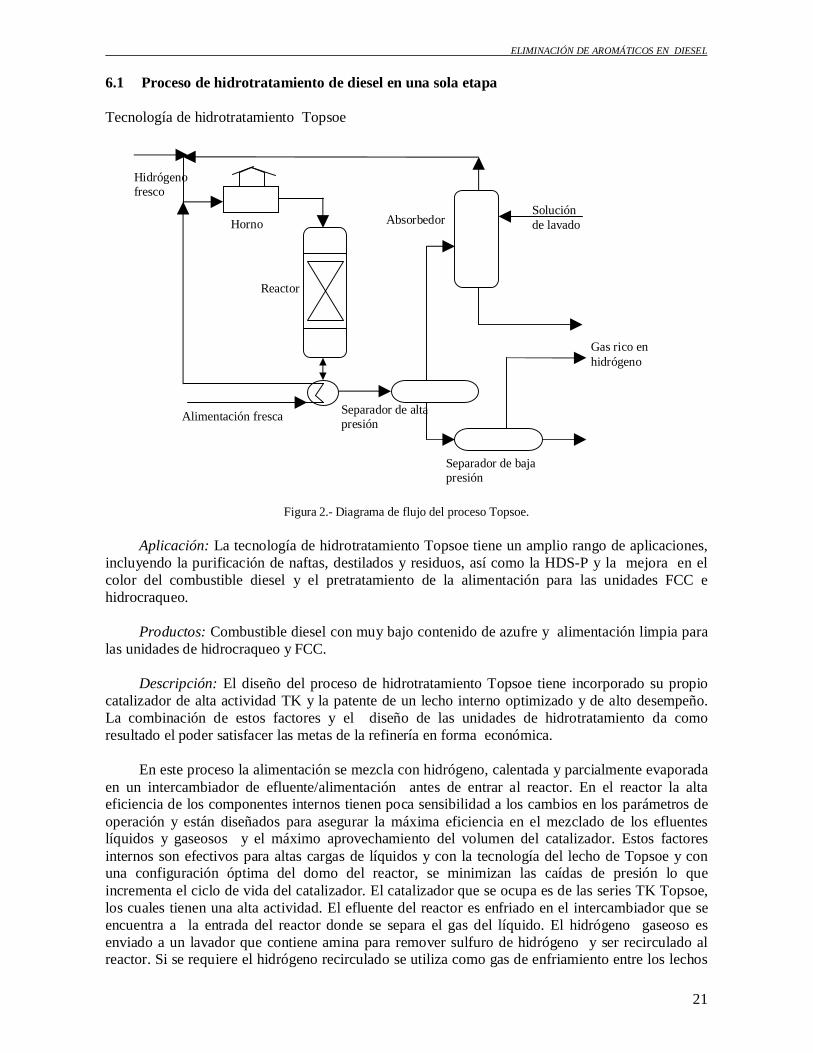
Tecnología de hidrotratamiento Topsoe
Figura 2.- Diagrama de flujo del proceso Topsoe.
Aplicación: La tecnología de hidrotratamiento Topsoe tiene un amplio rango de aplicaciones,incluyendo la purificación de naftas, destilados y residuos, así como la HDS-P y la mejora en elcolor del combustible diesel y el pretratamiento de la alimentación para las unidades FCC ehidrocraqueo.
Productos: Combustible diesel con muy bajo contenido de azufre y alimentación limpia paralas unidades de hidrocraqueo y FCC.
Descripción: El diseño del proceso de hidrotratamiento Topsoe tiene incorporado su propiocatalizador de alta actividad TK y la patente de un lecho interno optimizado y de alto desempeño.La combinación de estos factores y el diseño de las unidades de hidrotratamiento da comoresultado el poder satisfacer las metas de la refinería en forma económica.
En este proceso la alimentación se mezcla con hidrógeno, calentada y parcialmente evaporadaen un intercambiador de efluente/alimentación antes de entrar al reactor. En el reactor la altaeficiencia de los componentes internos tienen poca sensibilidad a los cambios en los parámetros deoperación y están diseñados para asegurar la máxima eficiencia en el mezclado de los efluenteslíquidos y gaseosos y el máximo aprovechamiento del volumen del catalizador. Estos factoresinternos son efectivos para altas cargas de líquidos y con la tecnología del lecho de Topsoe y conuna configuración óptima del domo del reactor, se minimizan las caídas de presión lo queincrementa el ciclo de vida del catalizador. El catalizador que se ocupa es de las series TK Topsoe,los cuales tienen una alta actividad. El efluente del reactor es enfriado en el intercambiador que seencuentra a la entrada del reactor donde se separa el gas del líquido. El hidrógeno gaseoso esenviado a un lavador que contiene amina para remover sulfuro de hidrógeno y ser recirculado alreactor. Si se requiere el hidrógeno recirculado se utiliza como gas de enfriamiento entre los lechos
Hidrógenofresco
Alimentación fresca
Reactor
Horno
Separador de altapresión
Separador de bajapresión
Gas rico enhidrógeno
AbsorbedorSoluciónde lavado
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
22
del catalizador. El líquido producido es introducido en una columna de agotamiento para remover elsulfuro de hidrógeno, disolver los gases y aligerar los productos finales.
Condiciones de operación: Las condiciones de presión comúnmente utilizadas van del rangode 300 a 900 psia, y su rango de temperatura es de 320°C a 400°C.
Instalación: Mas de 25 unidades de hidrotratamiento para varias aplicaciones, en diferentespaíses.
Licencia: Haldor Topsoe A/S
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
23
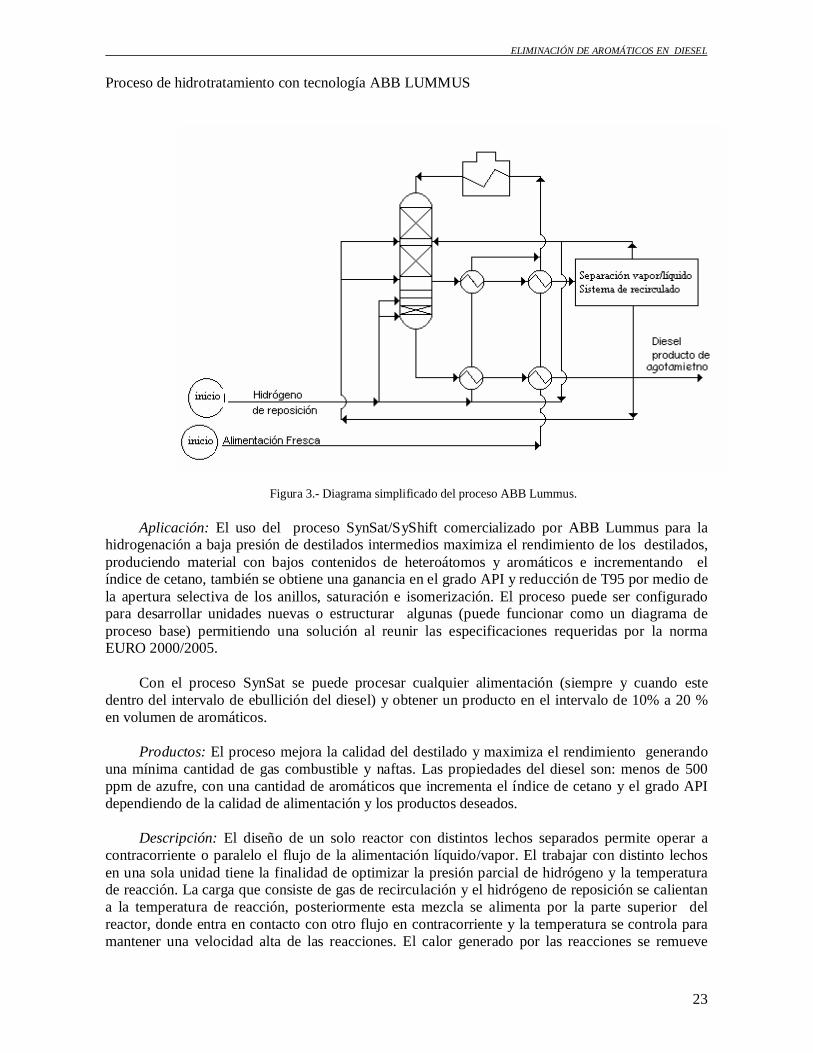
Proceso de hidrotratamiento con tecnología ABB LUMMUS
Figura 3.- Diagrama simplificado del proceso ABB Lummus.
Aplicación: El uso del proceso SynSat/SyShift comercializado por ABB Lummus para lahidrogenación a baja presión de destilados intermedios maximiza el rendimiento de los destilados,produciendo material con bajos contenidos de heteroátomos y aromáticos e incrementando elíndice de cetano, también se obtiene una ganancia en el grado API y reducción de T95 por medio dela apertura selectiva de los anillos, saturación e isomerización. El proceso puede ser configuradopara desarrollar unidades nuevas o estructurar algunas (puede funcionar como un diagrama deproceso base) permitiendo una solución al reunir las especificaciones requeridas por la normaEURO 2000/2005.
Con el proceso SynSat se puede procesar cualquier alimentación (siempre y cuando estedentro del intervalo de ebullición del diesel) y obtener un producto en el intervalo de 10% a 20 %en volumen de aromáticos.
Productos: El proceso mejora la calidad del destilado y maximiza el rendimiento generandouna mínima cantidad de gas combustible y naftas. Las propiedades del diesel son: menos de 500ppm de azufre, con una cantidad de aromáticos que incrementa el índice de cetano y el grado APIdependiendo de la calidad de alimentación y los productos deseados.
Descripción: El diseño de un solo reactor con distintos lechos separados permite operar acontracorriente o paralelo el flujo de la alimentación líquido/vapor. El trabajar con distinto lechosen una sola unidad tiene la finalidad de optimizar la presión parcial de hidrógeno y la temperaturade reacción. La carga que consiste de gas de recirculación y el hidrógeno de reposición se calientana la temperatura de reacción, posteriormente esta mezcla se alimenta por la parte superior delreactor, donde entra en contacto con otro flujo en contracorriente y la temperatura se controla paramantener una velocidad alta de las reacciones. El calor generado por las reacciones se remueve
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
24
utilizando gas de "quench" (enfriamiento o apagado) entre las camas catalíticas o por adición de unamezcla de reacción previamente enfriada.
El vapor que se extrae lateralmente del reactor se utiliza para precalentar la alimentación. Enla sección inferior de la columna catalítica, la reducción final de aromáticos se efectúafavorablemente por el contacto a contracorriente del líquido con el hidrógeno fresco de reposición.Este gas se introduce en la sección inferior del catalizador a una temperatura relativamente bajapara ayudar a mantener el perfil de temperatura de dicha sección. El hidrocarburo líquidodescendente se expone al incremento de la presión parcial de hidrógeno al pasar hacia abajo delreactor. Este, en combinación con las bajas temperaturas en la sección del fondo del catalizador,favorece en alto porcentaje la conversión de aromáticos.
El producto líquido de la reacción sale por el fondo del reactor y se utiliza para precalentar ellíquido recirculado y la carga al reactor, antes de ser llevado a la sección de estabilización.
El uso de múltiples camas catalíticas e incorporación de corrientes gas o líquido entre dichascamas en el reactor, se utilizan para moderar la temperatura de reacción resultando en una máximaeficiencia del proceso, pero también depende de la hidrogenación de los compuestos aromáticos. Elproceso se puede diseñar para operar a baja presión total (49 a 63 kg/cm2), lográndose la remociónde azufre y nitrógeno a los niveles deseados a la vez que los aromáticos se reducen a nivelesmínimos. El catalizador y el diseño de la unidad se seleccionan para cumplir con el objetivo de larefinería.
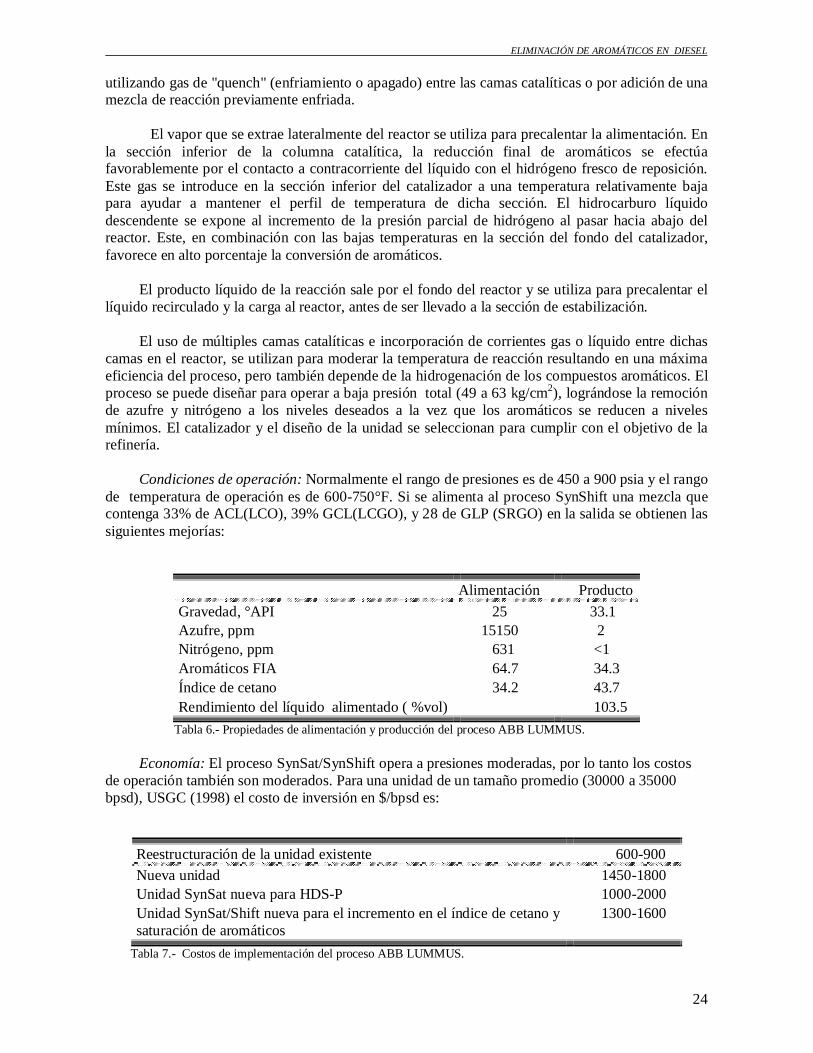
Condiciones de operación: Normalmente el rango de presiones es de 450 a 900 psia y el rangode temperatura de operación es de 600-750°F. Si se alimenta al proceso SynShift una mezcla quecontenga 33% de ACL(LCO), 39% GCL(LCGO), y 28 de GLP (SRGO) en la salida se obtienen lassiguientes mejorías:
Alimentación ProductoGravedad, °API 25 33.1Azufre, ppm 15150 2Nitrógeno, ppm 631 <1Aromáticos FIA 64.7 34.3Índice de cetano 34.2 43.7Rendimiento del líquido alimentado ( %vol) 103.5
Tabla 6.- Propiedades de alimentación y producción del proceso ABB LUMMUS.
Economía: El proceso SynSat/SynShift opera a presiones moderadas, por lo tanto los costosde operación también son moderados. Para una unidad de un tamaño promedio (30000 a 35000bpsd), USGC (1998) el costo de inversión en $/bpsd es:
Reestructuración de la unidad existente 600-900Nueva unidad 1450-1800Unidad SynSat nueva para HDS-P 1000-2000Unidad SynSat/Shift nueva para el incremento en el índice de cetano ysaturación de aromáticos
1300-1600
Tabla 7.- Costos de implementación del proceso ABB LUMMUS.

ELIMINACIÓN DE AROMÁTICOS EN DIESEL
25
Instalaciones: SynSat/SynShift ha sido seleccionado para 24 unidades y seis unidades estánactualmente en operación. Nueve son reestructuraciones.
Licencia: ABB: Lummus Global Inc.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
26
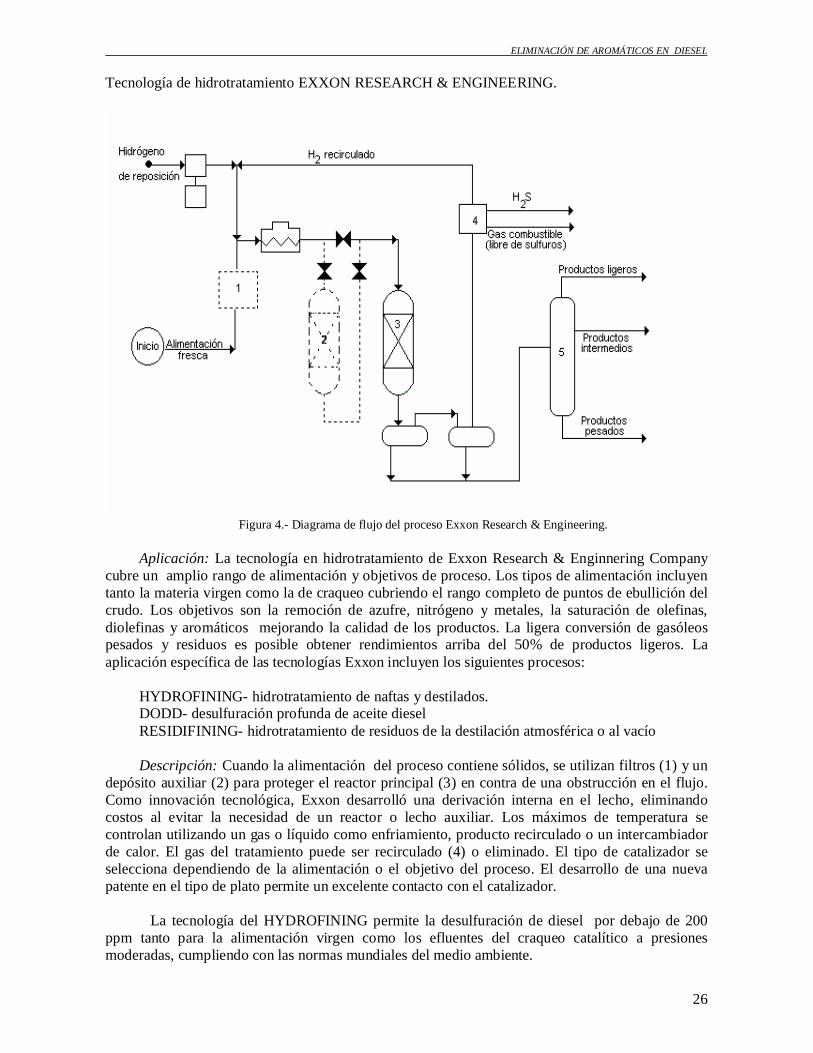
Tecnología de hidrotratamiento EXXON RESEARCH & ENGINEERING.
Figura 4.- Diagrama de flujo del proceso Exxon Research & Engineering.
Aplicación: La tecnología en hidrotratamiento de Exxon Research & Enginnering Companycubre un amplio rango de alimentación y objetivos de proceso. Los tipos de alimentación incluyentanto la materia virgen como la de craqueo cubriendo el rango completo de puntos de ebullición delcrudo. Los objetivos son la remoción de azufre, nitrógeno y metales, la saturación de olefinas,diolefinas y aromáticos mejorando la calidad de los productos. La ligera conversión de gasóleospesados y residuos es posible obtener rendimientos arriba del 50% de productos ligeros. Laaplicación específica de las tecnologías Exxon incluyen los siguientes procesos:
HYDROFINING- hidrotratamiento de naftas y destilados.DODD- desulfuración profunda de aceite dieselRESIDIFINING- hidrotratamiento de residuos de la destilación atmosférica o al vacío
Descripción: Cuando la alimentación del proceso contiene sólidos, se utilizan filtros (1) y undepósito auxiliar (2) para proteger el reactor principal (3) en contra de una obstrucción en el flujo.Como innovación tecnológica, Exxon desarrolló una derivación interna en el lecho, eliminandocostos al evitar la necesidad de un reactor o lecho auxiliar. Los máximos de temperatura secontrolan utilizando un gas o líquido como enfriamiento, producto recirculado o un intercambiadorde calor. El gas del tratamiento puede ser recirculado (4) o eliminado. El tipo de catalizador seselecciona dependiendo de la alimentación o el objetivo del proceso. El desarrollo de una nuevapatente en el tipo de plato permite un excelente contacto con el catalizador.
La tecnología del HYDROFINING permite la desulfuración de diesel por debajo de 200ppm tanto para la alimentación virgen como los efluentes del craqueo catalítico a presionesmoderadas, cumpliendo con las normas mundiales del medio ambiente.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
27
En la planta piloto y con una base de datos comerciales, más la habilidad de los propietarioses posible seleccionar las condiciones óptimas de proceso y el tipo de catalizador, tanto para elesquema original, así como para una reestructuración de proceso. Los problemas debido a lasreacciones alternas, que dan como resultado un color pobre o poca estabilidad y el consumoexcesivo de hidrogeno han sido eliminados
Las tecnologías Go-fining y RESIDFINING son adecuadas para el tratamiento de losefluentes del craqueo catalítico. El proceso se orienta a la remoción de metales, azufre y nitrógeno yla saturación de aromáticos mejorando el craqueo y calidad de producto en los afluentes menores dela operación catalítica.
Instalación: Mas de 250 unidades Exxon con una capacidad combinada de alrededor de 5.6mmbpsd.
Licencia: Exxon Research & Enginnering Co.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
28
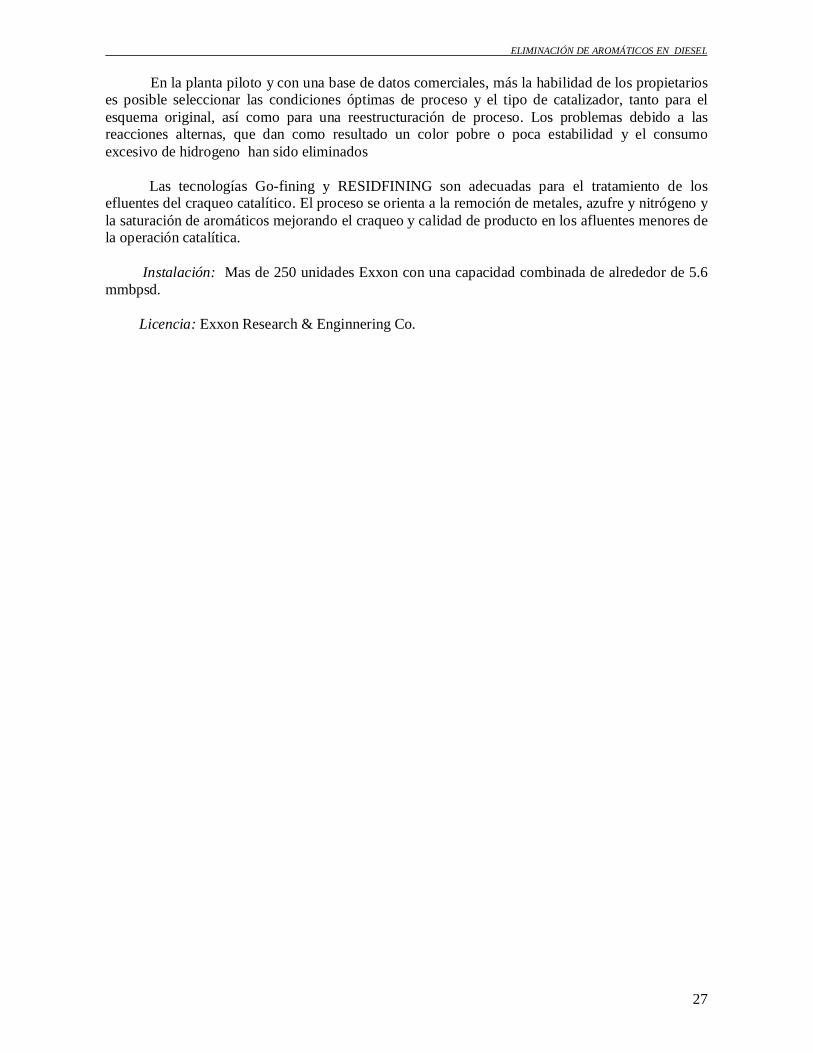
Tecnología de hidrotratamiento Howe-Baker, Inc.
Figura 5.- Diagrama de flujo del proceso Howe-Baker, Inc.
Aplicación: Reducción de azufre, nitrógeno y contenido de metales en naftas, kerosenos,diesel, o flujos de gasóleo.
Productos: Productos con bajo contenido de azufre, para su venta o para otro proceso.
Descripción: El tratamiento se lleva acabo por medio de un solo lecho o múltiples lechos dehidrocarburos líquidos en la presencia de hidrógeno para la conversión de sulfuros orgánicos asulfuros de hidrógeno y de nitrogenados orgánicos a amoniaco. Normalmente el tratamiento denaftas ocurre en la fase vapor y los aceites pesados se tratan en mezcla de fases. Se pueden ocuparmúltiples lechos en la coraza del reactor para propósitos de redistribución y/o lechos deenfriamiento para remover calor. El gas rico en hidrógeno usualmente es recirculado al reactor (1)para mantener la relación adecuada de hidrógeno en la alimentación. Dependiendo de los niveles deazufre alimentados, el H2S puede ser limpiado del gas reciclado. El agotamiento del producto setermina tanto en el rehervidor o con el vapor. El catalizador es cobalto-molibdeno, níquel-molibdeno, níquel-tungsteno o combinación de estos tres.
Condiciones de operación: Las condiciones de reacción son de 550°C a 750°C y de 400 a1500 psia.
Rendimiento: Dependiendo de las características de la alimentación o especificaciones de losproductos. Se alcanza a recuperar por arriba del 98.5 % de producto y usualmente se excede el 99%.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
29
Economía:
Nafta DieselCombustible, 103 producidos 48 59.5Electricidad, Kwh. 0.65 1.6Agua de enfriamiento (20°F), Gal. 35 42
Tabla 8.- Servicios del proceso Howe-Baker, Inc. (por barril alimentado)
Instalación: Tres unidades para nafta, tres unidades para diesel, una para VGO y una paramezcla de destilados.
Licencia: Howe-Baker Engineers, Inc.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
30
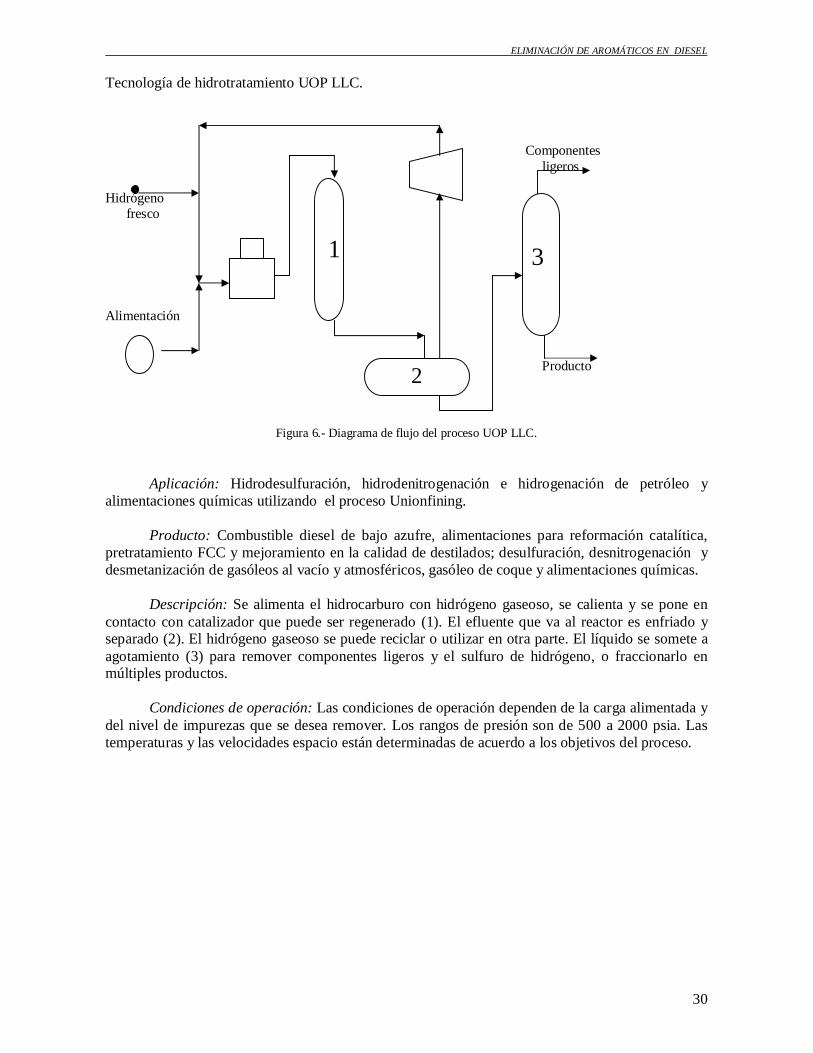
Tecnología de hidrotratamiento UOP LLC.
Componentes ligeros
Hidrógeno fresco
Alimentación
Producto
Figura 6.- Diagrama de flujo del proceso UOP LLC.
Aplicación: Hidrodesulfuración, hidrodenitrogenación e hidrogenación de petróleo yalimentaciones químicas utilizando el proceso Unionfining.
Producto: Combustible diesel de bajo azufre, alimentaciones para reformación catalítica,pretratamiento FCC y mejoramiento en la calidad de destilados; desulfuración, desnitrogenación ydesmetanización de gasóleos al vacío y atmosféricos, gasóleo de coque y alimentaciones químicas.
Descripción: Se alimenta el hidrocarburo con hidrógeno gaseoso, se calienta y se pone encontacto con catalizador que puede ser regenerado (1). El efluente que va al reactor es enfriado yseparado (2). El hidrógeno gaseoso se puede reciclar o utilizar en otra parte. El líquido se somete aagotamiento (3) para remover componentes ligeros y el sulfuro de hidrógeno, o fraccionarlo enmúltiples productos.
Condiciones de operación: Las condiciones de operación dependen de la carga alimentada ydel nivel de impurezas que se desea remover. Los rangos de presión son de 500 a 2000 psia. Lastemperaturas y las velocidades espacio están determinadas de acuerdo a los objetivos del proceso.
1 3
2
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
31
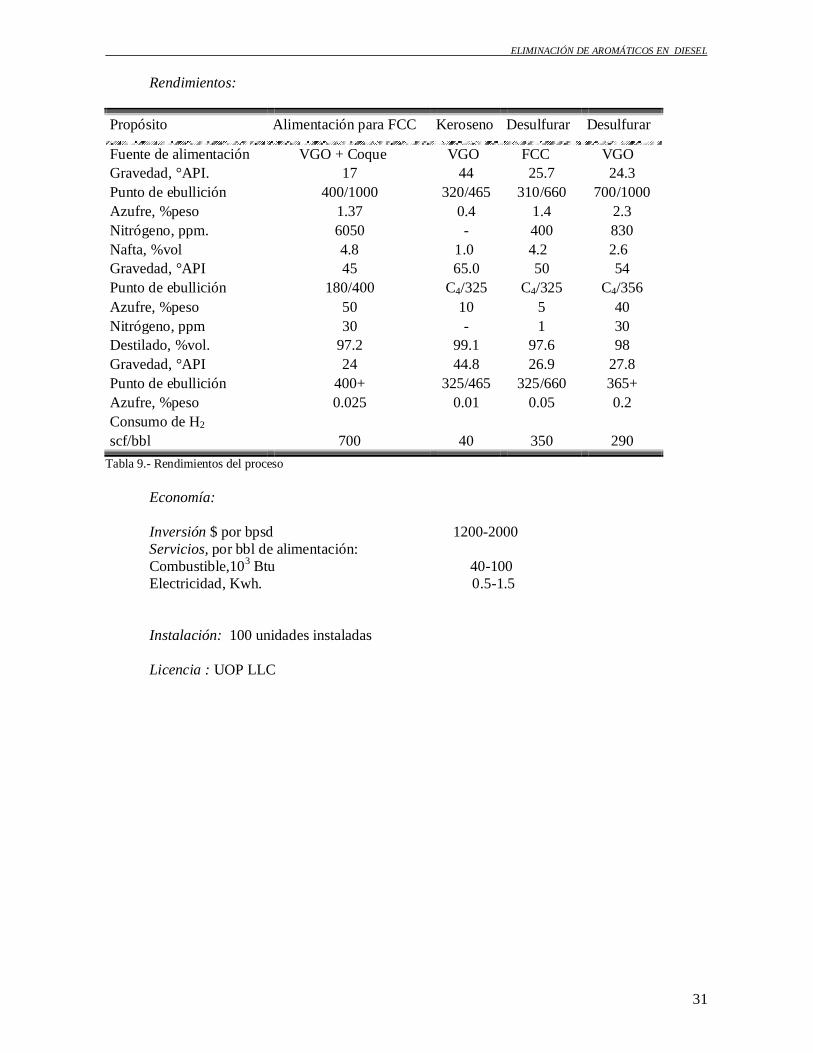
Rendimientos:
Propósito Alimentación para FCC Keroseno Desulfurar Desulfurar
Fuente de alimentación VGO + Coque VGO FCC VGOGravedad, °API. 17 44 25.7 24.3Punto de ebullición 400/1000 320/465 310/660 700/1000Azufre, %peso 1.37 0.4 1.4 2.3Nitrógeno, ppm. 6050 - 400 830Nafta, %vol 4.8 1.0 4.2 2.6Gravedad, °API 45 65.0 50 54Punto de ebullición 180/400 C4/325 C4/325 C4/356Azufre, %peso 50 10 5 40Nitrógeno, ppm 30 - 1 30Destilado, %vol. 97.2 99.1 97.6 98Gravedad, °API 24 44.8 26.9 27.8Punto de ebullición 400+ 325/465 325/660 365+Azufre, %peso 0.025 0.01 0.05 0.2Consumo de H2
scf/bbl 700 40 350 290Tabla 9.- Rendimientos del proceso
Economía:
Inversión $ por bpsd 1200-2000 Servicios, por bbl de alimentación:
Combustible,103 Btu 40-100 Electricidad, Kwh. 0.5-1.5
Instalación: 100 unidades instaladas
Licencia : UOP LLC
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
32
TECNOLOGIA IMP.
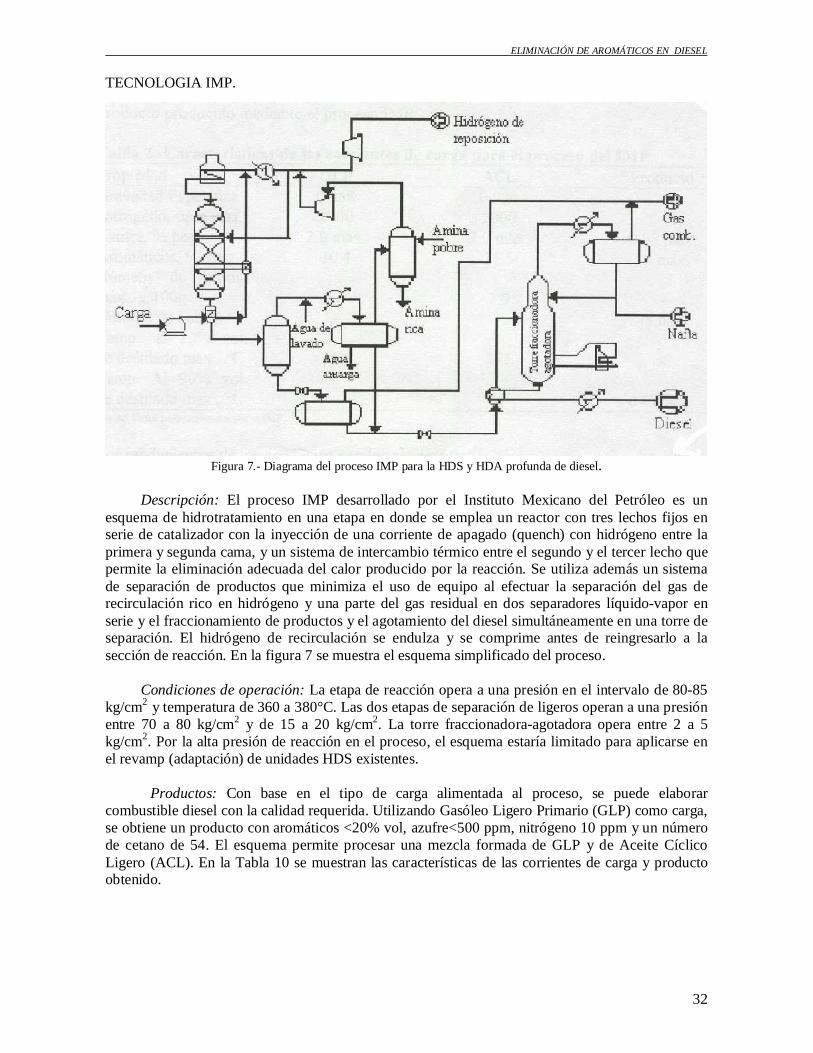
Figura 7.- Diagrama del proceso IMP para la HDS y HDA profunda de diesel.
Descripción: El proceso IMP desarrollado por el Instituto Mexicano del Petróleo es unesquema de hidrotratamiento en una etapa en donde se emplea un reactor con tres lechos fijos enserie de catalizador con la inyección de una corriente de apagado (quench) con hidrógeno entre laprimera y segunda cama, y un sistema de intercambio térmico entre el segundo y el tercer lecho quepermite la eliminación adecuada del calor producido por la reacción. Se utiliza además un sistemade separación de productos que minimiza el uso de equipo al efectuar la separación del gas derecirculación rico en hidrógeno y una parte del gas residual en dos separadores líquido-vapor enserie y el fraccionamiento de productos y el agotamiento del diesel simultáneamente en una torre deseparación. El hidrógeno de recirculación se endulza y se comprime antes de reingresarlo a lasección de reacción. En la figura 7 se muestra el esquema simplificado del proceso.
Condiciones de operación: La etapa de reacción opera a una presión en el intervalo de 80-85kg/cm2 y temperatura de 360 a 380°C. Las dos etapas de separación de ligeros operan a una presiónentre 70 a 80 kg/cm2 y de 15 a 20 kg/cm2. La torre fraccionadora-agotadora opera entre 2 a 5kg/cm2. Por la alta presión de reacción en el proceso, el esquema estaría limitado para aplicarse enel revamp (adaptación) de unidades HDS existentes.
Productos: Con base en el tipo de carga alimentada al proceso, se puede elaborarcombustible diesel con la calidad requerida. Utilizando Gasóleo Ligero Primario (GLP) como carga,se obtiene un producto con aromáticos <20% vol, azufre<500 ppm, nitrógeno 10 ppm y un númerode cetano de 54. El esquema permite procesar una mezcla formada de GLP y de Aceite CíclicoLigero (ACL). En la Tabla 10 se muestran las características de las corrientes de carga y productoobtenido.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
33
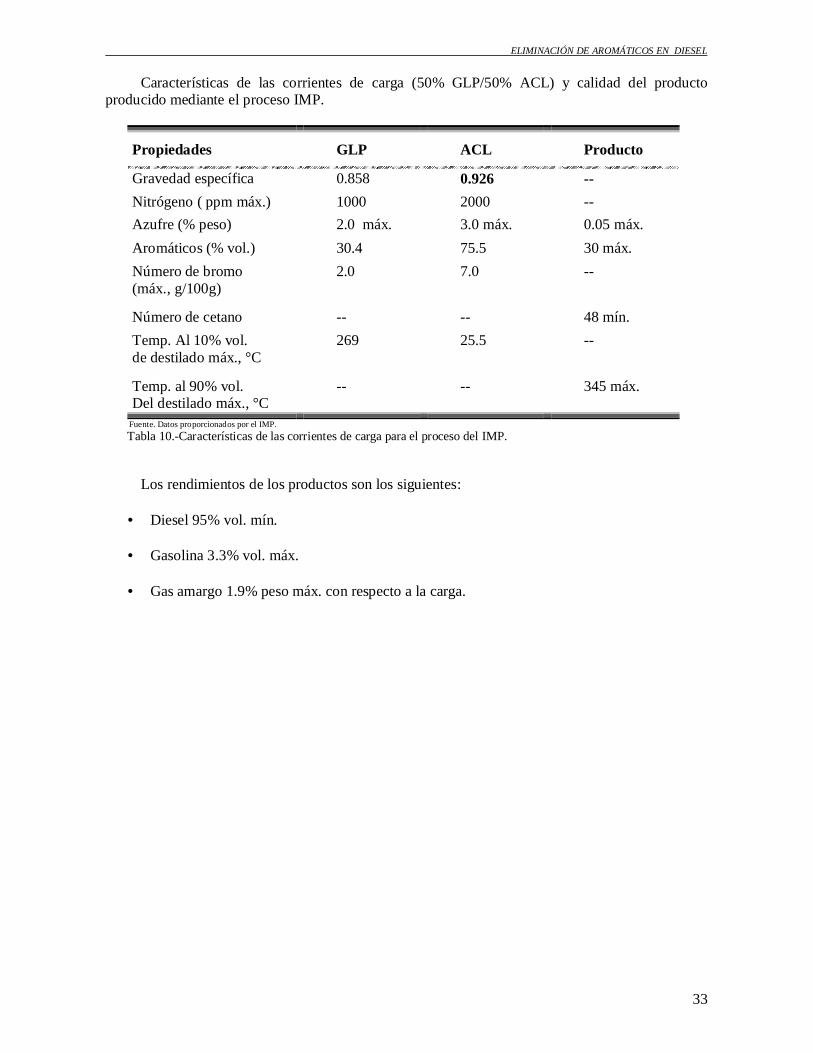
Características de las corrientes de carga (50% GLP/50% ACL) y calidad del productoproducido mediante el proceso IMP.
Propiedades GLP ACL Producto
Gravedad específica 0.858 0.926 --Nitrógeno ( ppm máx.) 1000 2000 --Azufre (% peso) 2.0 máx. 3.0 máx. 0.05 máx.Aromáticos (% vol.) 30.4 75.5 30 máx.Número de bromo(máx., g/100g)
2.0 7.0 --
Número de cetano -- -- 48 mín.Temp. Al 10% vol.de destilado máx., °C
269 25.5 --
Temp. al 90% vol.Del destilado máx., °C
-- -- 345 máx.
Fuente. Datos proporcionados por el IMP. Tabla 10.-Características de las corrientes de carga para el proceso del IMP.
Los rendimientos de los productos son los siguientes:
• Diesel 95% vol. mín.
• Gasolina 3.3% vol. máx.
• Gas amargo 1.9% peso máx. con respecto a la carga.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
34
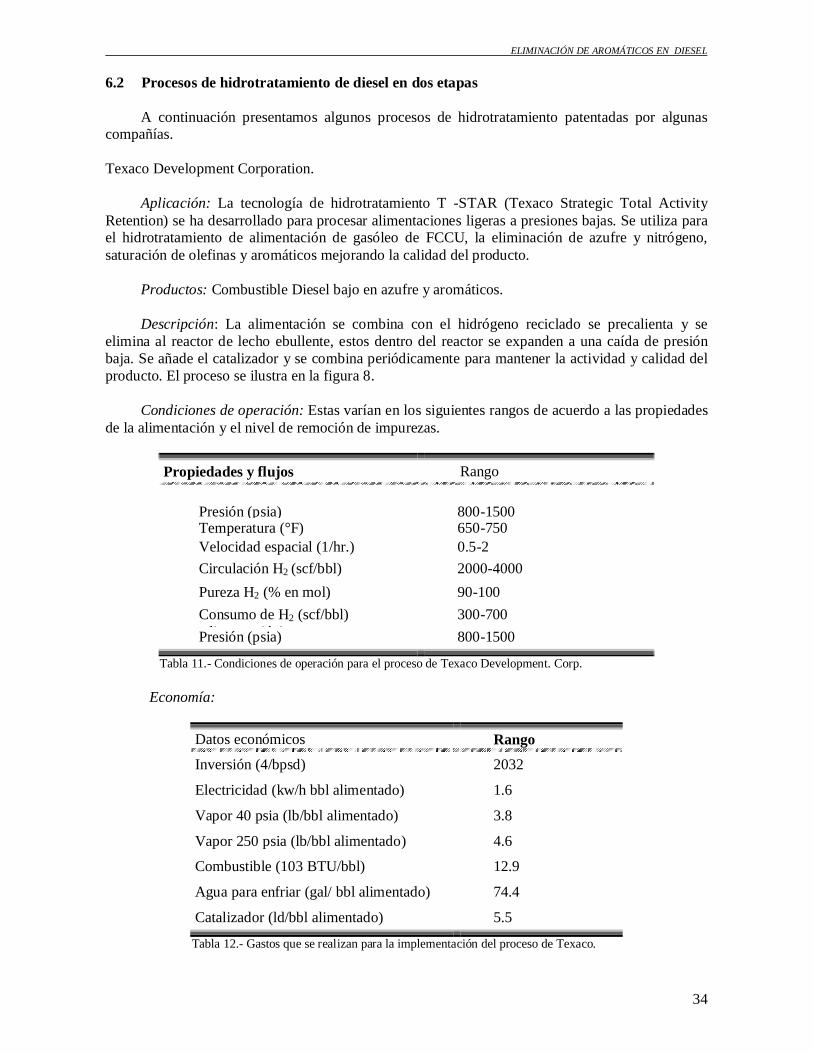
6.2 Procesos de hidrotratamiento de diesel en dos etapas
A continuación presentamos algunos procesos de hidrotratamiento patentadas por algunascompañías.
Texaco Development Corporation.
Aplicación: La tecnología de hidrotratamiento T -STAR (Texaco Strategic Total ActivityRetention) se ha desarrollado para procesar alimentaciones ligeras a presiones bajas. Se utiliza parael hidrotratamiento de alimentación de gasóleo de FCCU, la eliminación de azufre y nitrógeno,saturación de olefinas y aromáticos mejorando la calidad del producto.
Productos: Combustible Diesel bajo en azufre y aromáticos.
Descripción: La alimentación se combina con el hidrógeno reciclado se precalienta y seelimina al reactor de lecho ebullente, estos dentro del reactor se expanden a una caída de presiónbaja. Se añade el catalizador y se combina periódicamente para mantener la actividad y calidad delproducto. El proceso se ilustra en la figura 8.
Condiciones de operación: Estas varían en los siguientes rangos de acuerdo a las propiedadesde la alimentación y el nivel de remoción de impurezas.
Propiedades y flujos Rango
Presión (psia) 800-1500Temperatura (°F) 650-750Velocidad espacial (1/hr.) 0.5-2Circulación H2 (scf/bbl) 2000-4000Pureza H2 (% en mol) 90-100Consumo de H2 (scf/bbl) alimentación)
300-700Presión (psia) 800-1500
Tabla 11.- Condiciones de operación para el proceso de Texaco Development. Corp.
Economía:
Datos económicos Rango
Inversión (4/bpsd) 2032
Electricidad (kw/h bbl alimentado) 1.6
Vapor 40 psia (lb/bbl alimentado) 3.8
Vapor 250 psia (lb/bbl alimentado) 4.6
Combustible (103 BTU/bbl) 12.9
Agua para enfriar (gal/ bbl alimentado) 74.4
Catalizador (ld/bbl alimentado) 5.5
Tabla 12.- Gastos que se realizan para la implementación del proceso de Texaco.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
35
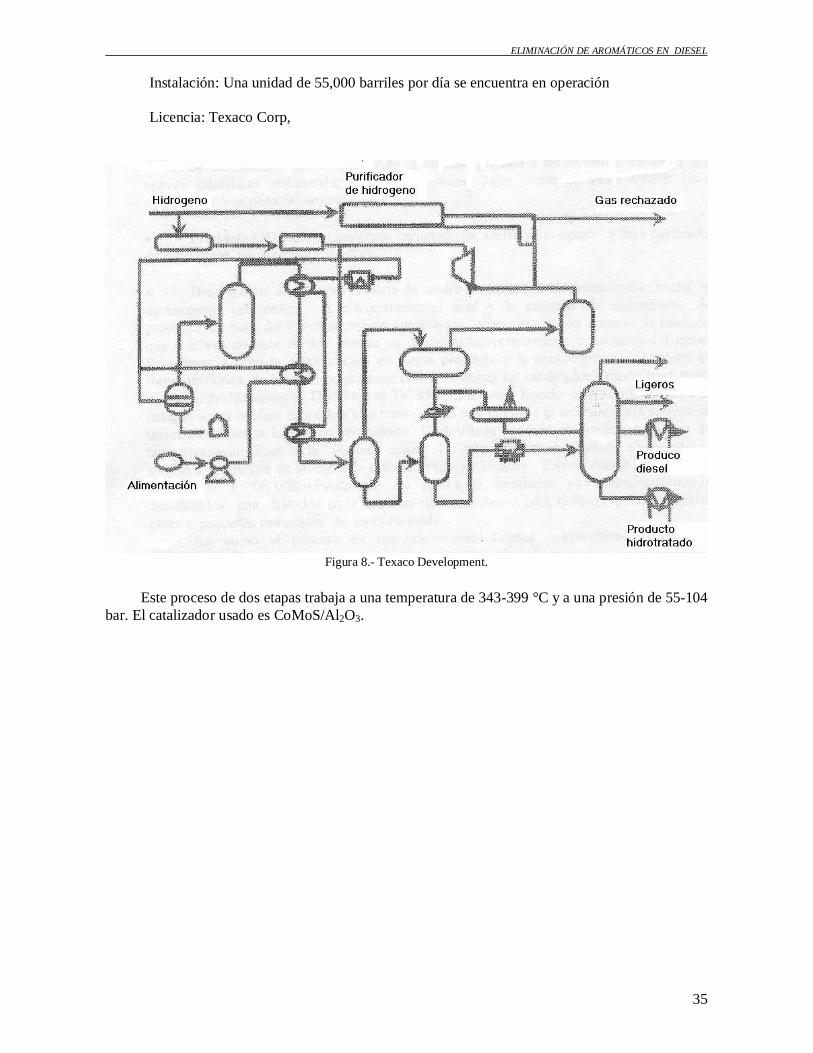
Instalación: Una unidad de 55,000 barriles por día se encuentra en operación
Licencia: Texaco Corp,
Figura 8.- Texaco Development.
Este proceso de dos etapas trabaja a una temperatura de 343-399 °C y a una presión de 55-104bar. El catalizador usado es CoMoS/Al2O3.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
36
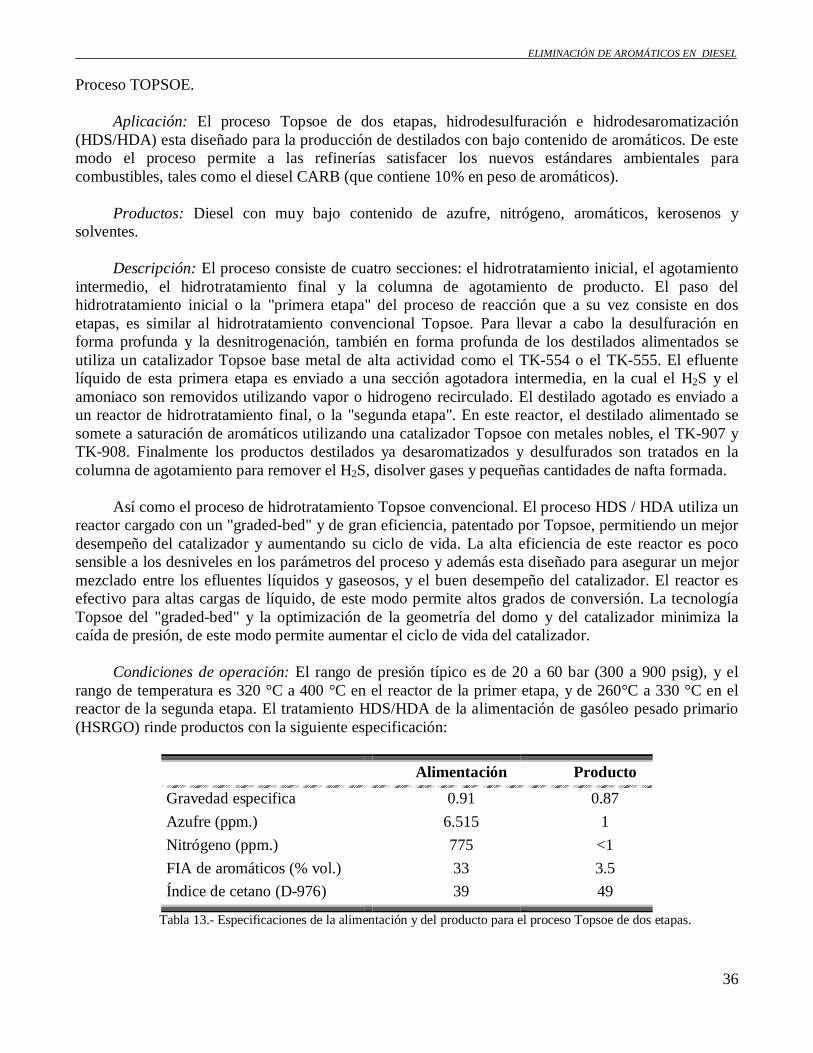
Proceso TOPSOE.
Aplicación: El proceso Topsoe de dos etapas, hidrodesulfuración e hidrodesaromatización(HDS/HDA) esta diseñado para la producción de destilados con bajo contenido de aromáticos. De estemodo el proceso permite a las refinerías satisfacer los nuevos estándares ambientales paracombustibles, tales como el diesel CARB (que contiene 10% en peso de aromáticos).
Productos: Diesel con muy bajo contenido de azufre, nitrógeno, aromáticos, kerosenos ysolventes.
Descripción: El proceso consiste de cuatro secciones: el hidrotratamiento inicial, el agotamientointermedio, el hidrotratamiento final y la columna de agotamiento de producto. El paso delhidrotratamiento inicial o la "primera etapa" del proceso de reacción que a su vez consiste en dosetapas, es similar al hidrotratamiento convencional Topsoe. Para llevar a cabo la desulfuración enforma profunda y la desnitrogenación, también en forma profunda de los destilados alimentados seutiliza un catalizador Topsoe base metal de alta actividad como el TK-554 o el TK-555. El efluentelíquido de esta primera etapa es enviado a una sección agotadora intermedia, en la cual el H2S y elamoniaco son removidos utilizando vapor o hidrogeno recirculado. El destilado agotado es enviado aun reactor de hidrotratamiento final, o la "segunda etapa". En este reactor, el destilado alimentado sesomete a saturación de aromáticos utilizando una catalizador Topsoe con metales nobles, el TK-907 yTK-908. Finalmente los productos destilados ya desaromatizados y desulfurados son tratados en lacolumna de agotamiento para remover el H2S, disolver gases y pequeñas cantidades de nafta formada.
Así como el proceso de hidrotratamiento Topsoe convencional. El proceso HDS / HDA utiliza unreactor cargado con un "graded-bed" y de gran eficiencia, patentado por Topsoe, permitiendo un mejordesempeño del catalizador y aumentando su ciclo de vida. La alta eficiencia de este reactor es pocosensible a los desniveles en los parámetros del proceso y además esta diseñado para asegurar un mejormezclado entre los efluentes líquidos y gaseosos, y el buen desempeño del catalizador. El reactor esefectivo para altas cargas de líquido, de este modo permite altos grados de conversión. La tecnologíaTopsoe del "graded-bed" y la optimización de la geometría del domo y del catalizador minimiza lacaída de presión, de este modo permite aumentar el ciclo de vida del catalizador.
Condiciones de operación: El rango de presión típico es de 20 a 60 bar (300 a 900 psig), y elrango de temperatura es 320 °C a 400 °C en el reactor de la primer etapa, y de 260°C a 330 °C en elreactor de la segunda etapa. El tratamiento HDS/HDA de la alimentación de gasóleo pesado primario(HSRGO) rinde productos con la siguiente especificación:
Alimentación ProductoGravedad especifica 0.91 0.87Azufre (ppm.) 6.515 1Nitrógeno (ppm.) 775 <1FIA de aromáticos (% vol.) 33 3.5Índice de cetano (D-976) 39 49
Tabla 13.- Especificaciones de la alimentación y del producto para el proceso Topsoe de dos etapas.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
37
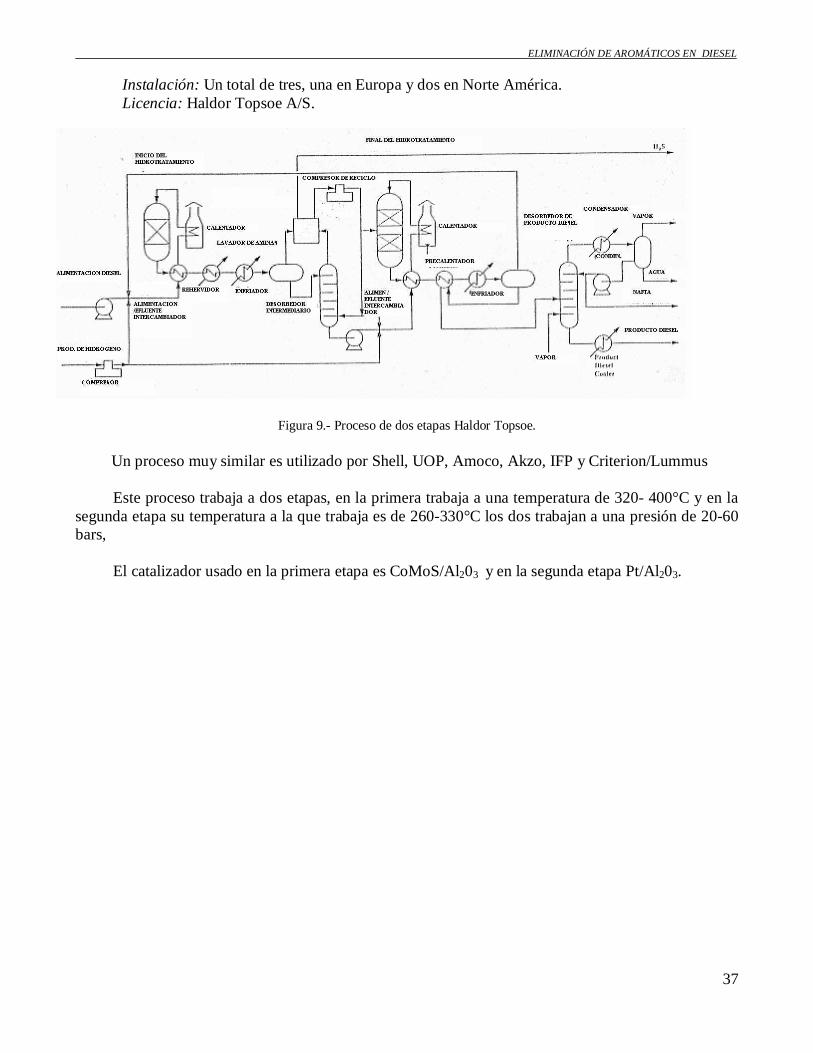
Instalación: Un total de tres, una en Europa y dos en Norte América.Licencia: Haldor Topsoe A/S.
Figura 9.- Proceso de dos etapas Haldor Topsoe.
Un proceso muy similar es utilizado por Shell, UOP, Amoco, Akzo, IFP y Criterion/Lummus
Este proceso trabaja a dos etapas, en la primera trabaja a una temperatura de 320- 400°C y en lasegunda etapa su temperatura a la que trabaja es de 260-330°C los dos trabajan a una presión de 20-60bars,
El catalizador usado en la primera etapa es CoMoS/Al203 y en la segunda etapa Pt/Al203.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
38
7 SELECCIÓN DEL PROCESO
Dentro del marco mundial para la disminución de los compuestos contaminantes, las grandescompañías se ven obligadas a buscar nuevos procesos que aseguren un producto mas limpio orediseñar sus procesos ya existentes, de ahí surge la gran importancia de hacer un rediseño de unaplanta ya existen para la producción de diesel en las refinerías de PEMEX. Con el propósito dedisminuir los compuestos aromáticos en el diesel se propone extender este proceso de producción deuna etapa a dos etapas y es en la segunda etapa donde se enfocara el estudio de este proyecto.
En base a los procesos de dos etapas se selecciono el proceso TOPSOE como base para elrediseño en la refinería de PEMEX localizada en Tula Hidalgo, debido a que utiliza dos temperaturasen la primer etapa se trabaja a temperaturas de aproximadamente 340-360°C (HDS) mientras que encomparación con la segunda etapa en donde se trabaja a temperaturas de aproximadamente 280-300°C(HDA), debido a que se sabe que en HDS y HDA se trabajan en condiciones diferentes para favorecerun alto grado de conversión en los compuestos azufrados y en la saturación de aromáticosrespectivamente.
En la primera etapa se llevara acabo como hasta ahora la mayor parte de las reacciones de HDTy es ahí también donde se pretende bajar el contenido de azufre hasta 50 ppm, pero ésta etapa sale de lainvestigación de este proyecto, es por eso que en este proyecto se parte de la hipótesis de que a la salidade el primer reactor el diesel contiene 50 ppm de azufre. En la segunda etapa se llevara a cabobásicamente el proceso de hidrodesaromatización con lo cual se pretende bajar el contenido dearomáticos hasta 10% en volumen. Para lo cual será necesario encontrar un catalizador que tengapropiedades altamente hidrogenantes y que cumpla con el objetivo propuesto en éste proyecto.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
39
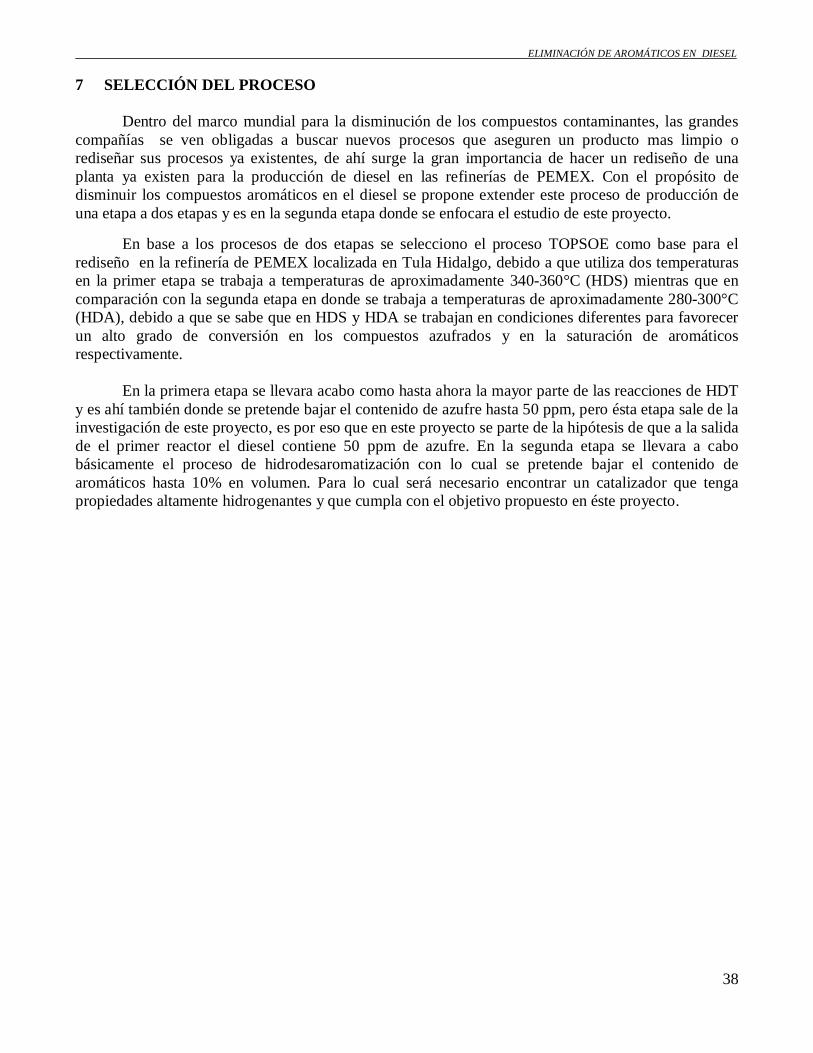
7.1 Diagrama del proceso global seleccionado
Figura 10.- Proceso Topsoe seleccionado para el estudio de éste proyecto.
Aspectos principales del Proceso de HDT en dos etapas.
En el proceso de dos etapas se propone utilizar un catalizador optimizado (por sus resultados enhidrogenación) en la unidad de HDA (en la segunda etapa) el cual se encontrara de maneraexperimental para lograr la hidrogenación profunda de aromáticos, mientras que en la unidad de HDSse ocupará un catalizador comercial, de los cuales existen de manera extensa y que puedan lograr lameta de reducir el contenido de azufre. La capacidad que tiene el catalizador de Pt al envenenamientopor azufre en las pruebas de reacción, es un parámetro que permite manejar niveles tolerables de azufreen los efluentes que salen del reactor de HDS y que son enviados después de una primera separaciónde H2S, al segundo reactor, el de HDA.
Los procesos de dos etapas mejoran la capacidad de HDA de aromáticos manejandotemperaturas menores a las de HDS tal como se observa experimentalmente (HDA 300°C; HDS 320°C). Otra característica que se conoce de la reacción de HDA, de acuerdo con literatura, es su mejordesempeño a presiones superiores distintas a la de la reacción de HDS.
En la operación de una sola unidad para llevar a cabo las dos reacciones logrando un mayorgrado de HDA se necesita de un aumento substancial de la presión de hidrógeno del cual se usa demanera típica en la HDS.
Si la proyección a un futuro es incrementar efluentes con mayor cantidad de aromáticos, elconcretar un proceso con la variable de manejar condiciones favorables para la HDA implicaría teneruna unidad con la capacidad de operar de manera independiente de la operación de remoción de azufreHDS.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
40
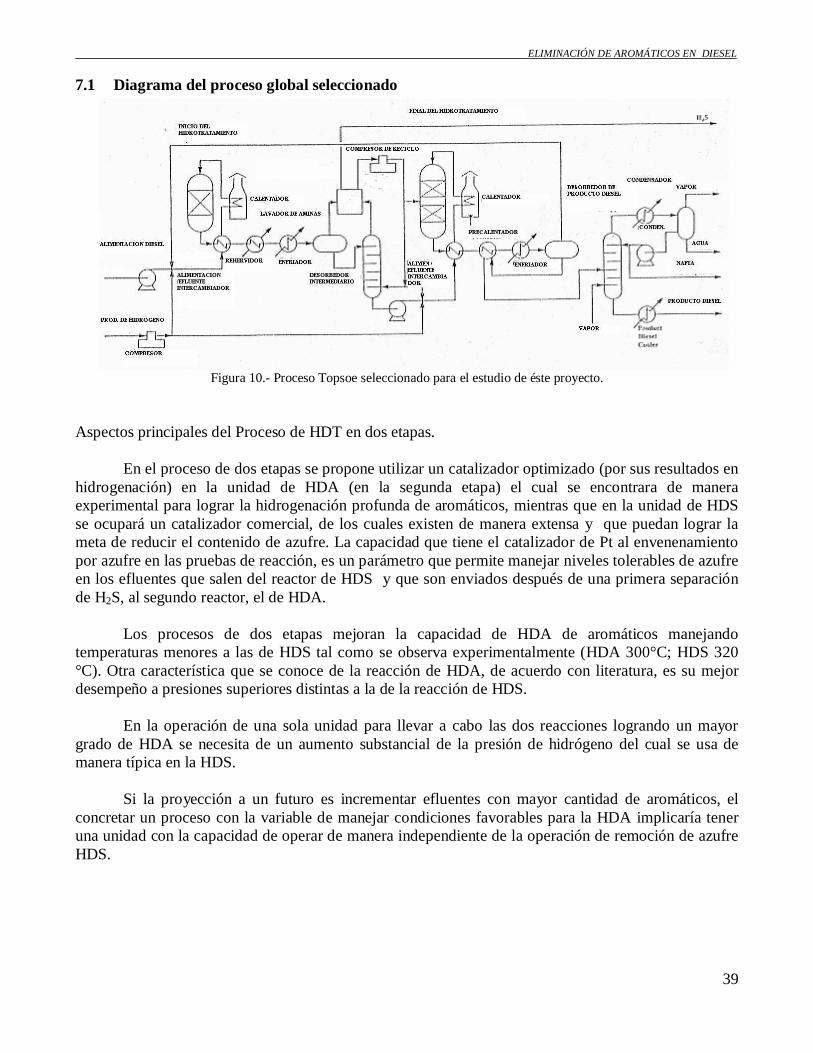
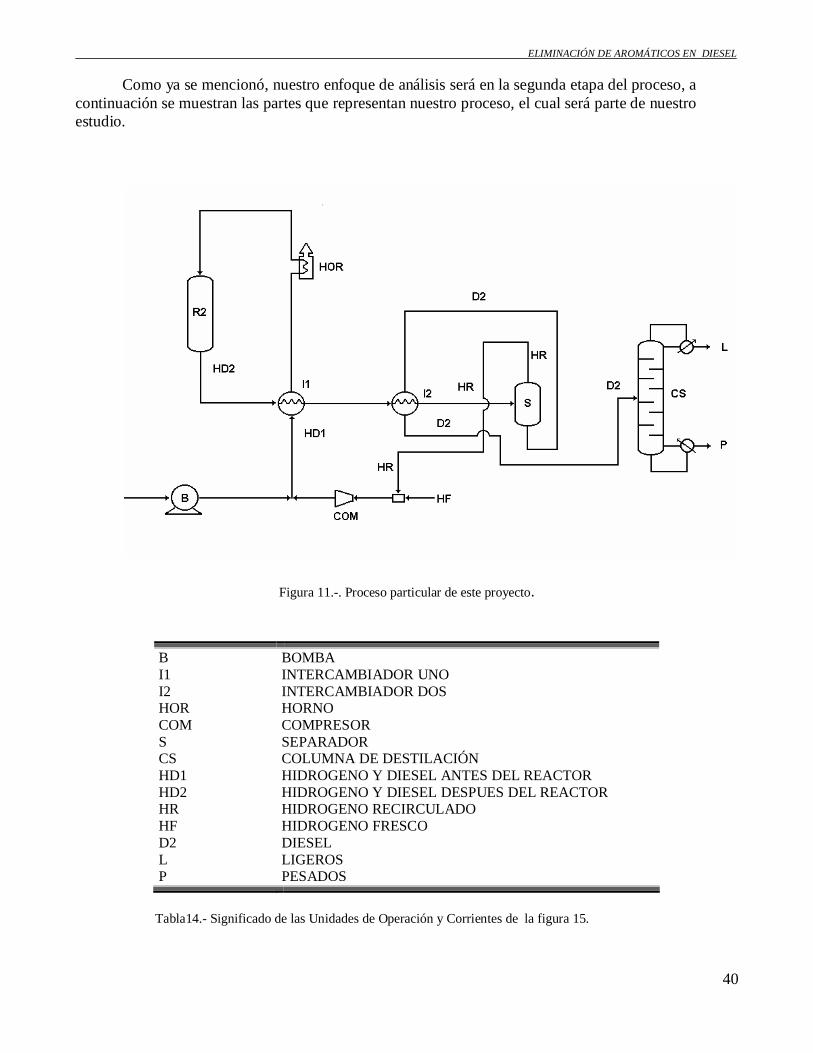
Como ya se mencionó, nuestro enfoque de análisis será en la segunda etapa del proceso, acontinuación se muestran las partes que representan nuestro proceso, el cual será parte de nuestroestudio.
Figura 11.-. Proceso particular de este proyecto.
B BOMBAI1 INTERCAMBIADOR UNOI2 INTERCAMBIADOR DOSHOR HORNOCOM COMPRESORS SEPARADORCS COLUMNA DE DESTILACIÓNHD1 HIDROGENO Y DIESEL ANTES DEL REACTORHD2 HIDROGENO Y DIESEL DESPUES DEL REACTORHR HIDROGENO RECIRCULADOHF HIDROGENO FRESCOD2 DIESELL LIGEROSP PESADOS
Tabla14.- Significado de las Unidades de Operación y Corrientes de la figura 15.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
41
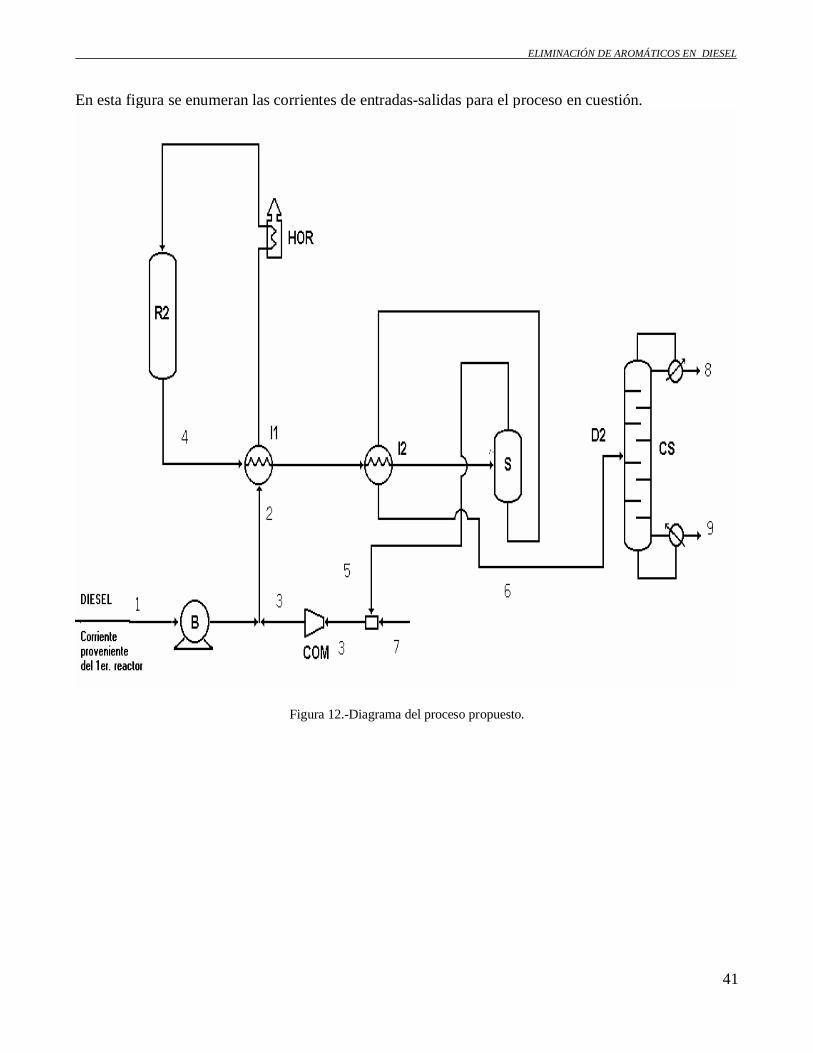
En esta figura se enumeran las corrientes de entradas-salidas para el proceso en cuestión.
Figura 12.-Diagrama del proceso propuesto.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
42
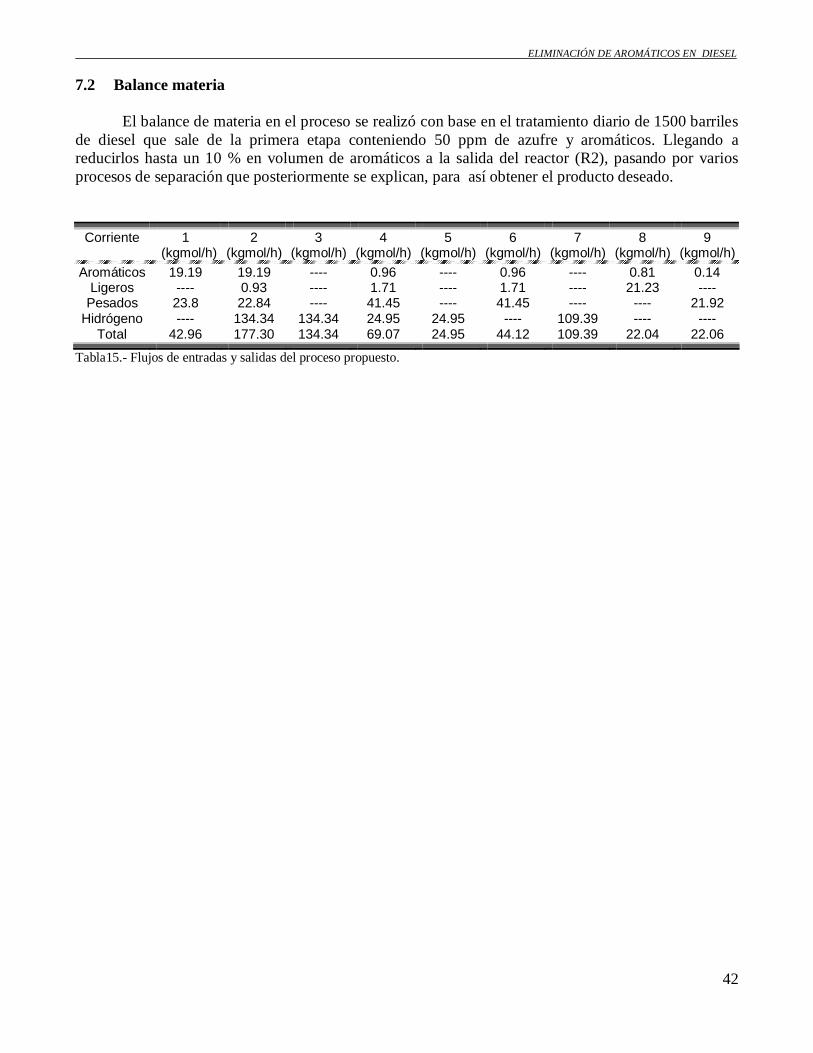
7.2 Balance materia
El balance de materia en el proceso se realizó con base en el tratamiento diario de 1500 barrilesde diesel que sale de la primera etapa conteniendo 50 ppm de azufre y aromáticos. Llegando areducirlos hasta un 10 % en volumen de aromáticos a la salida del reactor (R2), pasando por variosprocesos de separación que posteriormente se explican, para así obtener el producto deseado.
Corriente 1(kgmol/h)
2(kgmol/h)
3(kgmol/h)
4(kgmol/h)
5(kgmol/h)
6(kgmol/h)
7(kgmol/h)
8(kgmol/h)
9(kgmol/h)
Aromáticos 19.19 19.19 ---- 0.96 ---- 0.96 ---- 0.81 0.14Ligeros ---- 0.93 ---- 1.71 ---- 1.71 ---- 21.23 ----
Pesados 23.8 22.84 ---- 41.45 ---- 41.45 ---- ---- 21.92Hidrógeno ---- 134.34 134.34 24.95 24.95 ---- 109.39 ---- ----
Total 42.96 177.30 134.34 69.07 24.95 44.12 109.39 22.04 22.06
Tabla15.- Flujos de entradas y salidas del proceso propuesto.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
43
8 ANTECEDENTES Y BIBLIOGRAFIA EXPERIMENTAL
En el proceso que se presenta en la figura 12 se muestra la innovación propuesta en este proyectomediante la implementación de la segunda etapa (HDA), ya que en el proceso existente en las refineríasde PEMEX solo se maneja una sola etapa en la cual se realizan los diferentes procesos de hidrotrata-miento (HDN, HDS, HDA), en este proceso se manejan diferentes lechos con diferentes catalizadores(CoMoS/Al2O3 y NiMoS/Al2O3) también es manejado a diferentes temperaturas. En el presenteproyecto se propone la utilización de dos etapas (HDS y HDA) esto se debe a que en la HDS se tieneuna temperatura mayor que en la HDA, debido a las condiciones mas severas que se requieren en laHDS ( 320-340°C) y el tipo de catalizador usado favoreciendo la desulfuración, por lo que en lasegunda etapa se tienen condiciones diferentes de temperatura (280-320°C) y con catalizadores en basede metales nobles (Pd-Pt soportados en silicoaluminatos) en donde se busca un soporte que no se inhibatan fácilmente con el azufre presente de la primera etapa. Por lo tanto se tiene que saber aspectos tantocinéticos como termodinámicos para llevar a cabo esto experimentalmente, a continuación se dará unabreve explicación de estos.
Para la saturación de compuestos aromáticos es necesario introducir hidrógeno en exceso parapoder romper los dobles enlaces presentes en ellos generando compuestos menos contaminantes. Deesta manera se pueda cumplir con las normas ambientales que se regirán a futuro.
8.1 Aspectos termodinámicos
La reacción entre los compuestos aromáticos y el hidrógeno es reversible y en condicionesnormales de hidrotratamiento, la conversión completa no puede ser posible debido a las limitacionesdel equilibrio. La concentración de equilibrio de una especie aromática esta dada por la siguienteexpresión:
Las reacciones de hidrogenación de aromáticos son exotérmicas con calores de reacción entre63-71 kJ/mol de H2. Incrementando la temperatura de reacción resulta en una disminución de KA y laconcentración de equilibrio de aromáticos. A altas presiones y bajas concentraciones de aromáticos sefavorece el equilibrio.
La constante de equilibrio disminuye cuando se incrementa el número de todas las cadenas delos compuestos aromáticos. Esta constante de equilibrio es generalmente alta para la hidrogenación delprimer anillo pero si hay mas moles de H2 son complicadas en el último anillo de hidrogenación.
1...1
1
2
nHAAHA
A
PKYYY
+=
+
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
44
8.2 Cinética de la hidrogenación
A bajas temperaturas la reacción de hidrogenación es cinéticamente controlada mientras que aaltas temperaturas la reacción es controlada por el equilibrio. Los máximos cambios en los altos gradosde saturación ocurren a altas temperaturas esto quiere decir que se debe aumentar la presión desaturación del H2.
Integrando la ecuación de la velocidad de reacción de los aromáticos se tiene la siguienteexpresión[4]:
4...2
2
2
0LHSV
kPk
kPkk
C
kPkk
C
IncHr
cHr
rA
cHr
rA
a
a
a +−=
+−
+−
8.3 Catalizadores afines
Revisión bibliográfica sobre nuevos catalizadores
En el desarrollo de la parte experimental se puso principal énfasis en la información bibliográfíca[2][3][4] para la toma de decisiones en la elección de los catalizadores a evaluar, así como para lametodología en la preparación de los mismos y los tipos de soporte a utilizar.
Dentro de las investigaciones con metales nobles altamente hidrogenantes se han analizadocatalizadores monometálicos y bimetálicos soportados en óxidos mixtos [5][7][6][8] ya que estos últimospresentan mejores características texturales y son más estables térmicamente respecto a los óxidospuros. Por otro lado son más resistentes al envenenamiento por azufre, esto hace que se tengan mejoresresultados en la actividad catalítica
En el caso de las zeolitas [10] estas presentan alta resistencia al envenenamiento por el nitrógeno yazufre. Hiroyoki [11] estudió la HDA de tetralina para Pd-Pt sobre diferentes zeolitas midiendo latolerancia al azufre. Como resultado obtuvo que el Pt con Pd sobre USY zeolita (SiO2-AlO3= 680)aumenta la HDA en presencia de DBT y la tolerancia al azufre depende de la relación Pd/Pt resultandocon mayor tolerancia la relación 4:1. El autor concluye que la tolerancia se debe a los efectosestructurales y electrónicos del catalizador y no del grado de dispersión.
Sin embargo, las zeolitas presentan diversos problemas de aplicación[10] debido a su preparaciónal aplicar el molibdeno. También se presentan dificultades relativas a la difusión de los reactivosdebido a las cavidades de la zeolita donde se deposita el metal. Pero en general, la actividad se veincrementada por la acidez de los distintos soportes, sugiriendo un efecto sinergético entre la faseactiva y el soporte.
2...cos 2 NaftenosnHAromáti Rf kk →←+ −
( ) 3...12 ARA
aHf
AA CkCPk
dtdC
R −−=−=−
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
45
Al parecer la actividad de los catalizadores viene ligada a la acidez del soporte. Los efectossinergéticos derivados de la interacción de los sitios ácidos del soporte y fase activa mejoran laactividad del catalizador [10].
Reyes y col.[12] estudió la HDA de Pt soportado (en alúmina, sílica, zirconia y titania) al 1% enpeso, utilizando dos sales precursoras H2PtCl6 y Pt(acac)2. La sal precursora de Pt(acac)2 es efectivapara producir catalizadores con alta dispersión metálica especialmente cuando el porcentaje es bajo. Laacidez superficial se ve afectada por la naturaleza de los precursores. El catalizador preparado por la salprecursora H2PtCl6 presenta mayor acidez debido a la retención de Cl en el soporte.
El Pd-Pt tiene que estar soportados en soportes ácidos como Al2O3, HY zeolita, borosiliocatos,mordenita, SiO2-Al2O3 y B2O3-Al2O3
[9], esta reportado que toleran el contenido de azufre en lahidrogenación. Esto se puede atribuir a la deficiencia de electrones característica de los metales noblesresultando de la interacción con el soporte ácido (que es el aceptor de electrones). Al disminuir lafracción en peso de Pd en el catalizador disminuye el contenido de aromáticos y la velocidad dehidrogenación aumenta linealmente. Pd/Pt=4/1, el Pd está rodeado por una estructura central del Pt enel cual los 42 átomos que están en la superficie amontonados y hay 13 átomos de Pt que están en elcentro o núcleo.
Los enlaces Pt-Pd son pobres en la densidad electrónica Chang y col. Propusieron que el efectodel Pd en Pt-Pd/ Al2O3 es disminuir la densidad electrónica.
Los silicatos forman un grupo de compuestos cristalinos con estructuras más bien complejaspero interesantes. Una gran parte de la corteza terrestre está formada por complejos de silicio. El silicioen si cristaliza con la misma estructura que la del diamante. Su oxido normal, la sílice (SiO2) espolimorfico.
Si se cambia la relación Si/Al de una zeolita también cambiara su contenido catiónico; cuantosmenos átomos de aluminio haya, habrá menos cationes intercambiables presentes. Las zeolitasaltamente silíceas son de carácter hidrofóbico y tiene afinidad hacia los hidrocarburos.
Las zeolitas son catalizadores muy utilizados que poseen varias propiedades importantes que nopresentan los catalizadores amorfos. Las cavidades de las zeolitas ofrecen un área superficial internatan grande que pueden albergar hasta 100 veces mas moléculas que una cantidad equivalente decatalizador amorfo. Además las zeolitas son cristalinas y por tanto pueden prepararse con alto grado dereproducibilidad: en general no muestran la variación en la actividad catalítica de los catalizadoresamorfos. Por añadidura, la acción de sus tamices moleculares pueden aprovecharse para controlar lasmoléculas que tiene acceso a los sitios activos o que pueden abandonarlos. Esto se conoce en generalcomo catálisis selectiva.
Las zeolitas pueden representar sitios activos de Bronsted o de Lewis, o ambos, dependiendo decómo se prepare la zeolita. Una forma de aprovechar las zeolitas como catalizadores consiste enreemplazar los iones Na+ por otros iones metálicos como Ni2+, Pd2+, o Pt2+ y luego reducirlos in situpara que los átomos metálicos se depositen dentro del armazón[17].
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
46
Envenenamiento y Desactivación
J.R. Chang[13] analizó los efectos de envenenamiento por sulfuro de hidrógeno en el catalizadorde Pt soportado sobre γ-alúmina. El orden y tasa de reacción disminuyen al aumentar el H2S,formándose PtS en los sitios activos que se ocupan para la adsorción de H2S, el catalizador presentadesactivación irreversible por depósito de restos de azufre.
La desactivación del catalizador M-Pt/H-Beta (M= Cu, Ga, Ni & Pd) en presencia de azufre enuna proporción de 500 ppm adicionando tiofeno en n-hexano puro, según Jeong-Kyu[14] es un procesoirreversible en dos etapas; envenenamiento del metal y formación de coque. La adición de Cu, Ga, Ni yPd disminuye la tolerancia hacia el azufre del Pt/H-Beta menos el Pd que forma junto con el Pt, lainhibición de la adsorción irreversible de azufre y la formación de coque.
El envenenamiento se puede dar no solamente por impurezas de azufre por ejemplo, ladesactivación de Pt soportados en zeolita al convertir el n-hexano, de acuerdo con Menacherry[15], sepresenta por la deposición de dos tipos de coque.
La presulfuración de Pt-Re afecta los perfiles de los productos y la formación de coque. El Reaumenta la actividad hidrogenante de Pt pero el S decrece la misma en Pt-Re/Al2O3 por lo tanto elcoque se deposita en los catalizadores sulfurados. Sin embargo el Pt-Re sulfurado tiene mayoractividad de HDA que el no sulfurado debido a la concentración de hidrógeno en la superficie, debidotambién a la interacción electrónica entre S, Re y Pt.
Del análisis bibliográfico realizado con anterioridad se espera tener un criterio mas amplio para laelección del tipo de catalizador que se utilizara en el proceso de producción de diesel, con el propósitode que el catalizador tenga una alta actividad hidrogenante en HDA.
9 METODOS EXPERIMENTALES
9.1 Síntesis de catalizadores en estudio
Los catalizadores que se utilizaron en este proyecto están soportados en estructuras mesoporosasllamadas MCM o familias M41S esta nueva familia de materiales juega un papel importante deestructuras que son térmicamente estables.
La estructura MCM-41 tiene un tamaño de poro de 18 a 40 Å. La familia M41-S de materiales esúnica y diversa. Estos materiales son térmicamente estables con un tamiz molecular mesoporoso quetiene que mostrar una alta capacidad de adsorción. Estos tamices tienen que ser sintetizados en variasestructuras MCM-41 fase hexagonal, MCM-48 fase cúbica y MCM-50 la fase estabilizada estropeada .El tamaño de poro puede ser cambiada por la variación del largo de la cadena alquilo a la superficie porla adición de varias cantidades de un orgánico auxiliar para la síntesis. La familia de materiales M41-Srepresenta un ejemplo de un sistema de tamiz molecular que tiene propiedades físicas que pueden sercontroladas por las variaciones de síntesis.
La estructura que importo estudiar en este proyecto es la estructura MCM-41 ya que tiene unarreglo hexagonal y presenta una mayor estabilidad estructural y mayor área superficial por gramo desoporte, por otro lado existe también una mayor interacción con la fase activa.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
47
Este trabajo se enfoca en estudiar la actividad catalítica utilizando catalizadores con metalesnobles (Pt,Pd)[2] soportados sobre silicoaluminatos[4] con diferentes relaciones molares entre el SiO2 yAl2O3
[16], variando de manera similar la relación de Pd/Pt [9] haciendo énfasis en la actividad catalítica.
En la preparación de nuestros catalizadores (Ver apéndice I) se utilizaron soportes con base ensilicoaluminatos mesoporosos de tipo MCM-41 con diferentes relaciones molares (ver tabla 16), y uncatalizador mas soportado en Al2O3 comercial.
Catalizador Soporte Relación molarSiO2 / Al2O3
Área superficial(m2 / g)
Volumen de poro(cm3 / g)
b Pd-Ptab Pd- Pt
Al2O3SiAl - 00 10
197928
0.70.87
ab Pd-Pt SiAl - 21 50 1004 0.95ab Pd-Pt SiAl - 120 1000 1130 1.09
aRelación molar de 6.5/1. bRelación molar de 4/1.
Tabla 16.- Tipos de soporte y sus características.
9.2 Sistema de reacción a nivel planta piloto
Para llevar a cabo la reacción se utiliza un reactor batch de tres fases a nivel planta piloto dondelas partículas de catalizador están suspendidas en el líquido y las burbujas de gas(H2) se elevan a travésde la suspensión y la fase sólida (bifenilo), dentro del reactor existe una agitación con el fin demantener en contacto a las tres fases. Por otra parte se desprecia la resistencia a la transferencia demasa interna debido al tamaño tan pequeño de las partículas que son tamizadas a 100 mallas paraevitara dichos efectos. De la misma manera son despreciadas las resistencias a la transferencia de masaexterna ya que se ha encontrado en la literatura que a 1000 rpm. ya no se presentan estos efectos.
La reacción se realizó en un reactor batch (a nivel planta piloto) con capacidad de 400 ml a unatemperatura de 320°C durante 8 hrs., se utilizó como molécula modelo el bifenilo simulando elcontenido de aromáticos presentes en el diesel con una masa de 0.3 grs., hexadecano (representa eldiesel en la carga) como solvente (100 ml), H2 como reactivo a una presión de 800 psia, con una masade catalizador de 0.2g que tenia un tamaño de partícula entre 80-100 mesh, una velocidad de agitaciónde 1000 rpm y CS2 (40µl) para simular el H2S que contiene el diesel proveniente del primer reactor,esto después de haber reaccionado con H2. Se tomaron muestras para los siguientes intervalos detiempo(en minutos), 0,15,30,45,60,90,120,150,180,240,300,360,420 y 480.
El análisis del mecanismo reacción y cromatográfico del bifenilo se muestran en el apéndice A.
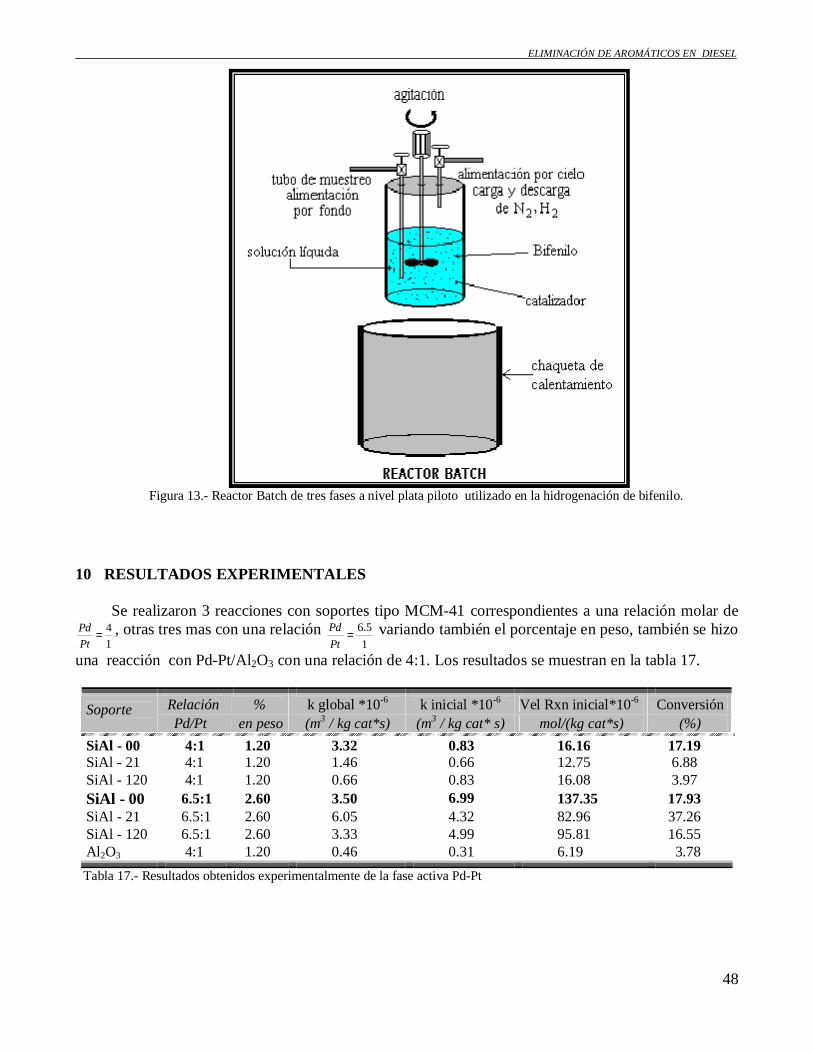
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
48
Figura 13.- Reactor Batch de tres fases a nivel plata piloto utilizado en la hidrogenación de bifenilo.
10 RESULTADOS EXPERIMENTALES
Se realizaron 3 reacciones con soportes tipo MCM-41 correspondientes a una relación molar de
14
=PtPd , otras tres mas con una relación
15.6
=PtPd variando también el porcentaje en peso, también se hizo
una reacción con Pd-Pt/Al2O3 con una relación de 4:1. Los resultados se muestran en la tabla 17.
Relación % k global *10-6 k inicial *10-6 Vel Rxn inicial*10-6 ConversiónSoporte Pd/Pt en peso (m3 / kg cat*s) (m3 / kg cat* s) mol/(kg cat*s) (%)
SiAl - 00 4:1 1.20 3.32 0.83 16.16 17.19SiAl - 21 4:1 1.20 1.46 0.66 12.75 6.88SiAl - 120 4:1 1.20 0.66 0.83 16.08 3.97SiAl - 00 6.5:1 2.60 3.50 6.99 137.35 17.93SiAl - 21 6.5:1 2.60 6.05 4.32 82.96 37.26SiAl - 120 6.5:1 2.60 3.33 4.99 95.81 16.55Al2O3 4:1 1.20 0.46 0.31 6.19 3.78Tabla 17.- Resultados obtenidos experimentalmente de la fase activa Pd-Pt
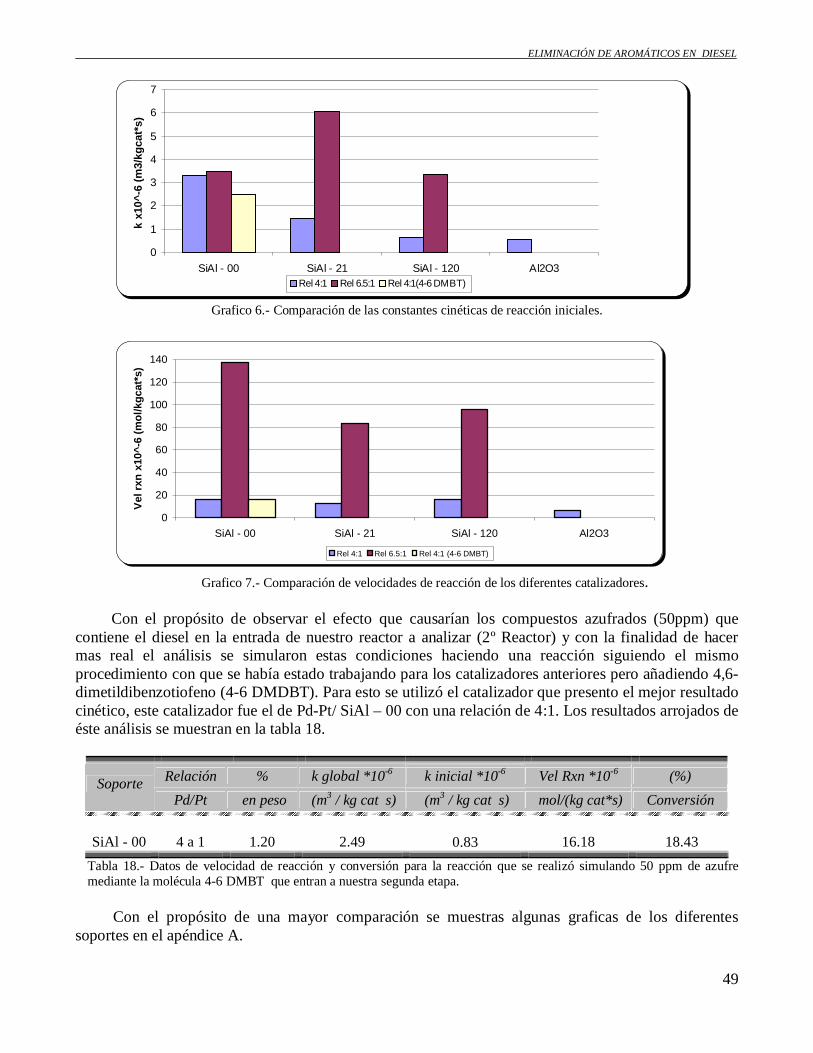
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
49
0
1
2
3
4
5
6
7
SiAl - 00 SiAl - 21 SiAl - 120 Al2O3
k x1
0^-6
(m3/
kgca
t*s)
Rel 4:1 Rel 6.5:1 Rel 4:1(4-6 DMBT)
Grafico 6.- Comparación de las constantes cinéticas de reacción iniciales.
0
20
40
60
80
100
120
140
SiAl - 00 SiAl - 21 SiAl - 120 Al2O3
Vel r
xn x
10^-
6 (m
ol/k
gcat
*s)
Rel 4:1 Rel 6.5:1 Rel 4:1 (4-6 DMBT)
Grafico 7.- Comparación de velocidades de reacción de los diferentes catalizadores.
Con el propósito de observar el efecto que causarían los compuestos azufrados (50ppm) quecontiene el diesel en la entrada de nuestro reactor a analizar (2º Reactor) y con la finalidad de hacermas real el análisis se simularon estas condiciones haciendo una reacción siguiendo el mismoprocedimiento con que se había estado trabajando para los catalizadores anteriores pero añadiendo 4,6-dimetildibenzotiofeno (4-6 DMDBT). Para esto se utilizó el catalizador que presento el mejor resultadocinético, este catalizador fue el de Pd-Pt/ SiAl – 00 con una relación de 4:1. Los resultados arrojados deéste análisis se muestran en la tabla 18.
Relación % k global *10-6 k inicial *10-6 Vel Rxn *10-6 (%)SoportePd/Pt en peso (m3 / kg cat s) (m3 / kg cat s) mol/(kg cat*s) Conversión
SiAl - 00 4 a 1 1.20 2.49 0.83 16.18 18.43Tabla 18.- Datos de velocidad de reacción y conversión para la reacción que se realizó simulando 50 ppm de azufremediante la molécula 4-6 DMBT que entran a nuestra segunda etapa.
Con el propósito de una mayor comparación se muestras algunas graficas de los diferentessoportes en el apéndice A.
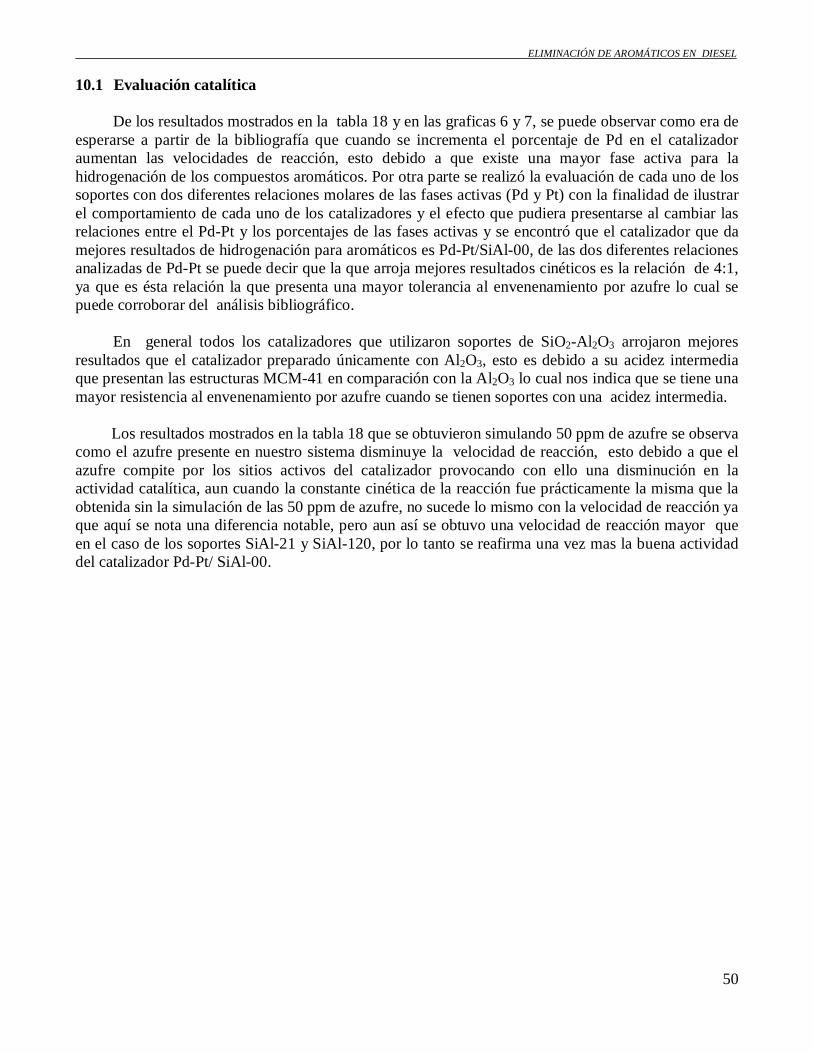
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
50
10.1 Evaluación catalítica
De los resultados mostrados en la tabla 18 y en las graficas 6 y 7, se puede observar como era deesperarse a partir de la bibliografía que cuando se incrementa el porcentaje de Pd en el catalizadoraumentan las velocidades de reacción, esto debido a que existe una mayor fase activa para lahidrogenación de los compuestos aromáticos. Por otra parte se realizó la evaluación de cada uno de lossoportes con dos diferentes relaciones molares de las fases activas (Pd y Pt) con la finalidad de ilustrarel comportamiento de cada uno de los catalizadores y el efecto que pudiera presentarse al cambiar lasrelaciones entre el Pd-Pt y los porcentajes de las fases activas y se encontró que el catalizador que damejores resultados de hidrogenación para aromáticos es Pd-Pt/SiAl-00, de las dos diferentes relacionesanalizadas de Pd-Pt se puede decir que la que arroja mejores resultados cinéticos es la relación de 4:1,ya que es ésta relación la que presenta una mayor tolerancia al envenenamiento por azufre lo cual sepuede corroborar del análisis bibliográfico.
En general todos los catalizadores que utilizaron soportes de SiO2-Al2O3 arrojaron mejoresresultados que el catalizador preparado únicamente con Al2O3, esto es debido a su acidez intermediaque presentan las estructuras MCM-41 en comparación con la Al2O3 lo cual nos indica que se tiene unamayor resistencia al envenenamiento por azufre cuando se tienen soportes con una acidez intermedia.
Los resultados mostrados en la tabla 18 que se obtuvieron simulando 50 ppm de azufre se observacomo el azufre presente en nuestro sistema disminuye la velocidad de reacción, esto debido a que elazufre compite por los sitios activos del catalizador provocando con ello una disminución en laactividad catalítica, aun cuando la constante cinética de la reacción fue prácticamente la misma que laobtenida sin la simulación de las 50 ppm de azufre, no sucede lo mismo con la velocidad de reacción yaque aquí se nota una diferencia notable, pero aun así se obtuvo una velocidad de reacción mayor queen el caso de los soportes SiAl-21 y SiAl-120, por lo tanto se reafirma una vez mas la buena actividaddel catalizador Pd-Pt/ SiAl-00.
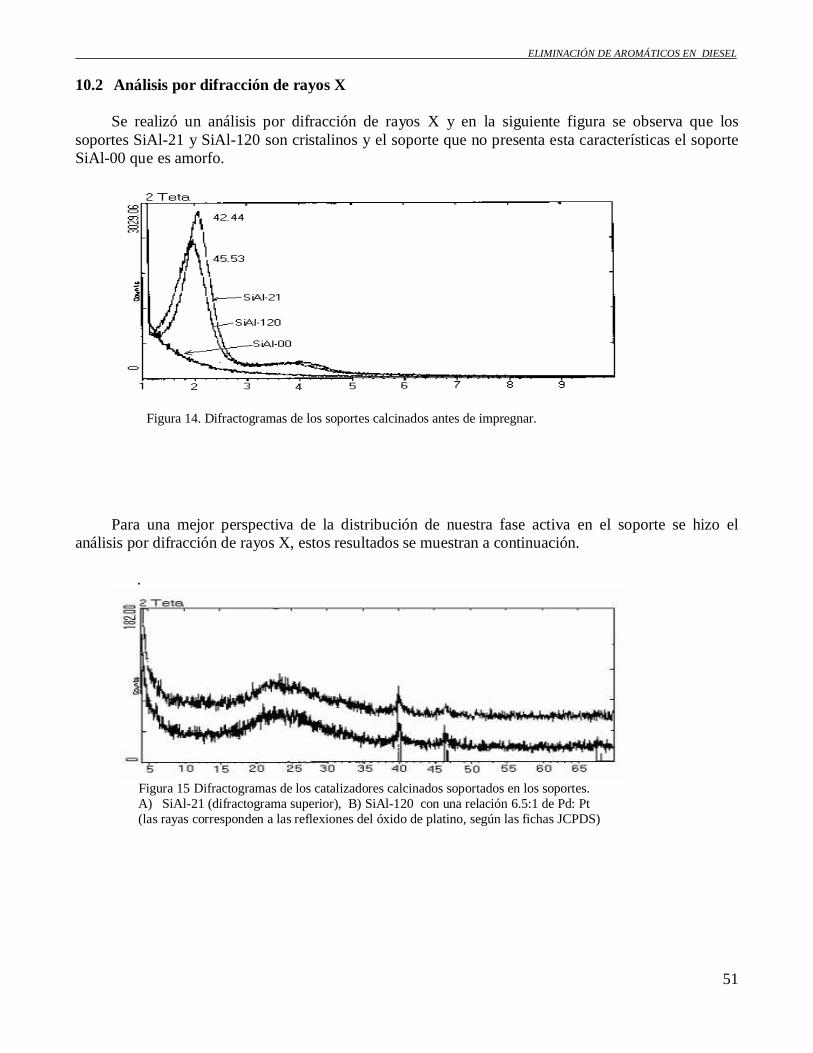
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
51
10.2 Análisis por difracción de rayos X
Se realizó un análisis por difracción de rayos X y en la siguiente figura se observa que lossoportes SiAl-21 y SiAl-120 son cristalinos y el soporte que no presenta esta características el soporteSiAl-00 que es amorfo.
Figura 14. Difractogramas de los soportes calcinados antes de impregnar.
Para una mejor perspectiva de la distribución de nuestra fase activa en el soporte se hizo elanálisis por difracción de rayos X, estos resultados se muestran a continuación.
.
Figura 15 Difractogramas de los catalizadores calcinados soportados en los soportes.A) SiAl-21 (difractograma superior), B) SiAl-120 con una relación 6.5:1 de Pd: Pt(las rayas corresponden a las reflexiones del óxido de platino, según las fichas JCPDS)
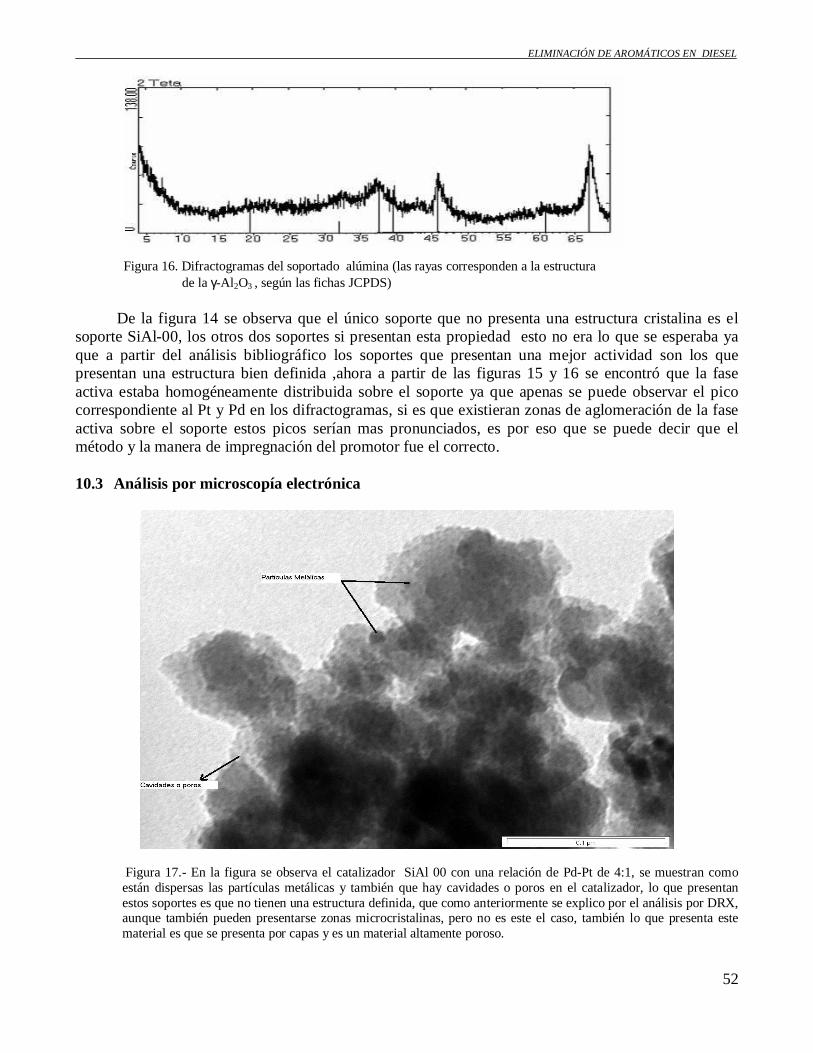
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
52
Figura 16. Difractogramas del soportado alúmina (las rayas corresponden a la estructura de la γ-Al2O3 , según las fichas JCPDS)
De la figura 14 se observa que el único soporte que no presenta una estructura cristalina es elsoporte SiAl-00, los otros dos soportes si presentan esta propiedad esto no era lo que se esperaba yaque a partir del análisis bibliográfico los soportes que presentan una mejor actividad son los quepresentan una estructura bien definida ,ahora a partir de las figuras 15 y 16 se encontró que la faseactiva estaba homogéneamente distribuida sobre el soporte ya que apenas se puede observar el picocorrespondiente al Pt y Pd en los difractogramas, si es que existieran zonas de aglomeración de la faseactiva sobre el soporte estos picos serían mas pronunciados, es por eso que se puede decir que elmétodo y la manera de impregnación del promotor fue el correcto.
10.3 Análisis por microscopía electrónica
Figura 17.- En la figura se observa el catalizador SiAl 00 con una relación de Pd-Pt de 4:1, se muestran comoestán dispersas las partículas metálicas y también que hay cavidades o poros en el catalizador, lo que presentanestos soportes es que no tienen una estructura definida, que como anteriormente se explico por el análisis por DRX,aunque también pueden presentarse zonas microcristalinas, pero no es este el caso, también lo que presenta estematerial es que se presenta por capas y es un material altamente poroso.
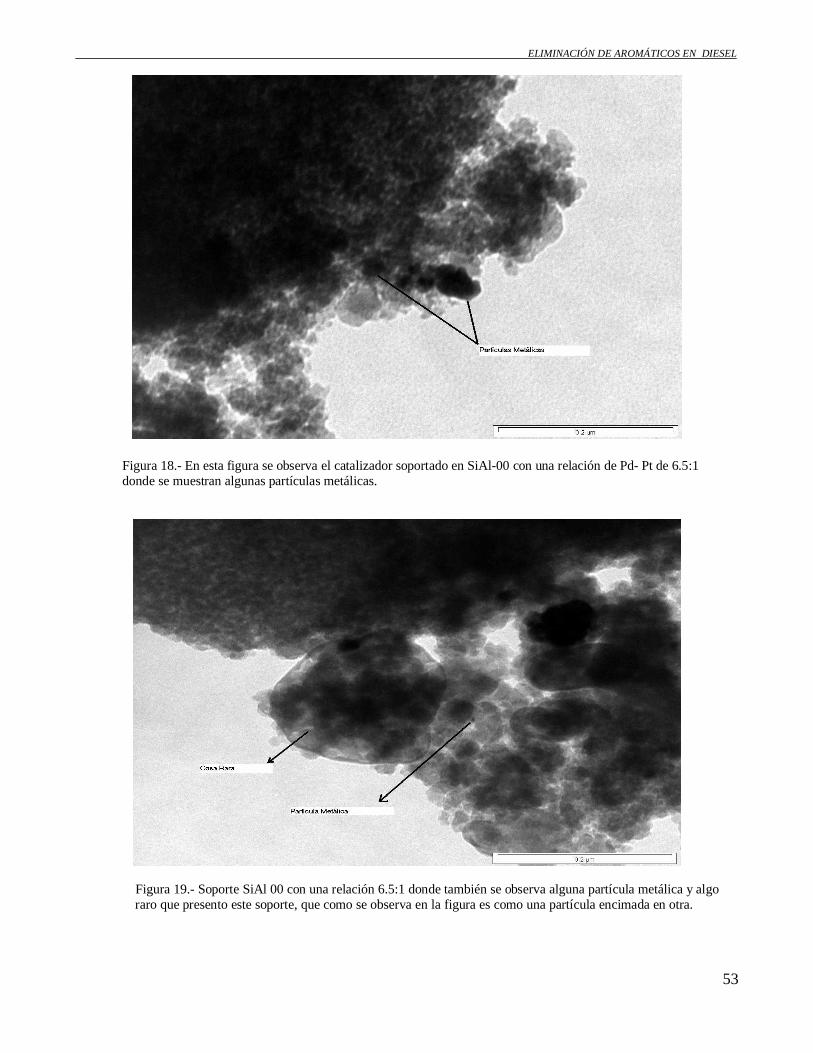
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
53
Figura 18.- En esta figura se observa el catalizador soportado en SiAl-00 con una relación de Pd- Pt de 6.5:1donde se muestran algunas partículas metálicas.
Figura 19.- Soporte SiAl 00 con una relación 6.5:1 donde también se observa alguna partícula metálica y algo raro que presento este soporte, que como se observa en la figura es como una partícula encimada en otra.
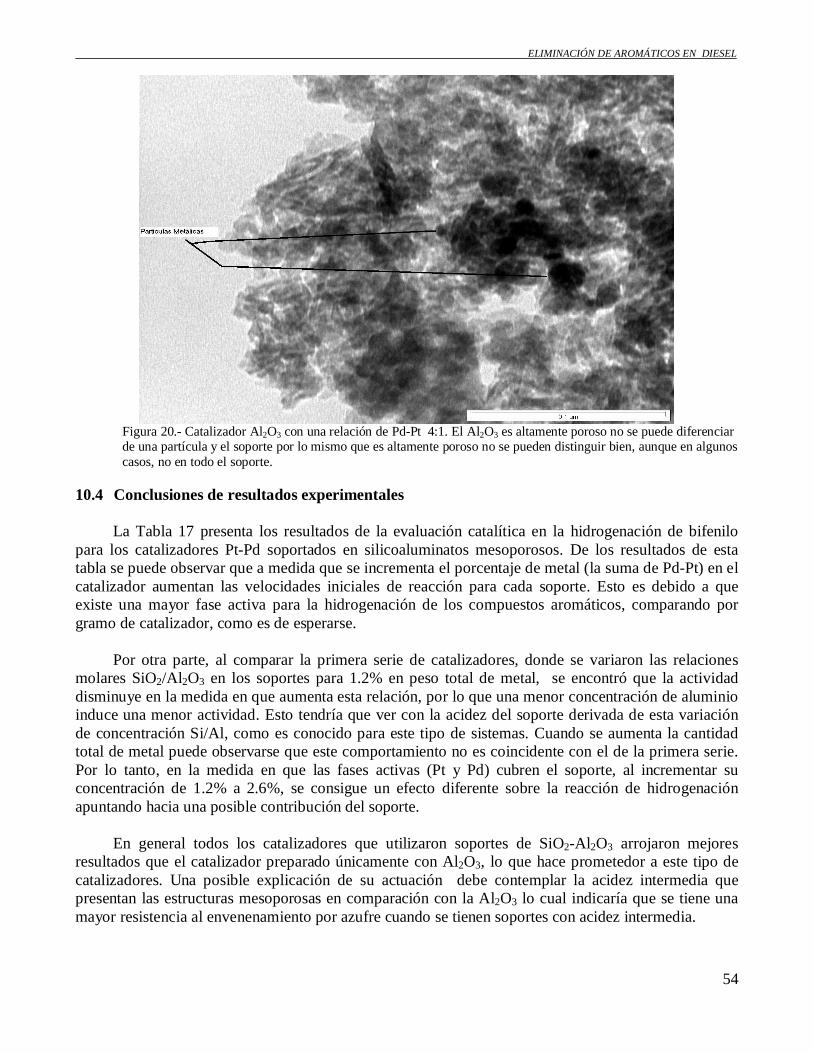
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
54
Figura 20.- Catalizador Al2O3 con una relación de Pd-Pt 4:1. El Al2O3 es altamente poroso no se puede diferenciarde una partícula y el soporte por lo mismo que es altamente poroso no se pueden distinguir bien, aunque en algunoscasos, no en todo el soporte.
10.4 Conclusiones de resultados experimentales
La Tabla 17 presenta los resultados de la evaluación catalítica en la hidrogenación de bifenilopara los catalizadores Pt-Pd soportados en silicoaluminatos mesoporosos. De los resultados de estatabla se puede observar que a medida que se incrementa el porcentaje de metal (la suma de Pd-Pt) en elcatalizador aumentan las velocidades iniciales de reacción para cada soporte. Esto es debido a queexiste una mayor fase activa para la hidrogenación de los compuestos aromáticos, comparando porgramo de catalizador, como es de esperarse.
Por otra parte, al comparar la primera serie de catalizadores, donde se variaron las relacionesmolares SiO2/Al2O3 en los soportes para 1.2% en peso total de metal, se encontró que la actividaddisminuye en la medida en que aumenta esta relación, por lo que una menor concentración de aluminioinduce una menor actividad. Esto tendría que ver con la acidez del soporte derivada de esta variaciónde concentración Si/Al, como es conocido para este tipo de sistemas. Cuando se aumenta la cantidadtotal de metal puede observarse que este comportamiento no es coincidente con el de la primera serie.Por lo tanto, en la medida en que las fases activas (Pt y Pd) cubren el soporte, al incrementar suconcentración de 1.2% a 2.6%, se consigue un efecto diferente sobre la reacción de hidrogenaciónapuntando hacia una posible contribución del soporte.
En general todos los catalizadores que utilizaron soportes de SiO2-Al2O3 arrojaron mejoresresultados que el catalizador preparado únicamente con Al2O3, lo que hace prometedor a este tipo decatalizadores. Una posible explicación de su actuación debe contemplar la acidez intermedia quepresentan las estructuras mesoporosas en comparación con la Al2O3 lo cual indicaría que se tiene unamayor resistencia al envenenamiento por azufre cuando se tienen soportes con acidez intermedia.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
55
De los resultados que se muestran en el análisis por difracción de rayos X se puede observar queel soporte SiAl-00 muestra una estructura amorfa en comparación con los demás soportes MCM-41 quemuestran una estructura más definida (figura 14). No obstante, se trata de estructura mesoporosas,como lo indica la Tabla 16.
Por otra parte, en la primera serie de catalizadores con 1.2% de metal los difractogramas sólomuestran las reflexiones de los soportes sugiriendo partículas soportadas menores a 5 nm. Cuando elcontenido de metal aumenta, se alcanzan a distinguir reflexiones del óxido de platino, indicando unaumento en los tamaños de partículas metálicas. Sin embargo, las diferencias observadas cuando sevaría la relación Si/Al son difícilmente explicables con esta técnica para el bajo contenido de metalaunque a 2.6% de metal, parece que no hay diferencias en tamaños que apunten hacia un posible origenen las actividades medidas para esta serie.
Por consiguiente, los catalizadores Pt-Pd con 1.2% en peso que se prepararon con el soporte deSiAl-00 fueron los que presentaron mejores resultados en cuanto a las velocidades de reacción en lahidrogenación de bifenilo, en comparación con el soportado en alúmina. Se requieren estudios decaracterización de la acidez para averiguar el efecto de la relación Si/Al sobre las propiedades de loscatalizadores.
A partir del análisis por microscopía electrónica se observa que los soportes que como yaanteriormente se mostraron por DRX el soporte que presento la mayor actividad SiAl-00 no presentauna estructura cristalina, lo que se pretendía buscar mediante este análisis es encontrar zonasmicrocristalinas, lo único que se encontró en estas micrografías fueron partículas metálicas, algunascavidades o poros (figura17) y algunas cosas raras como se observa en la figura 19.
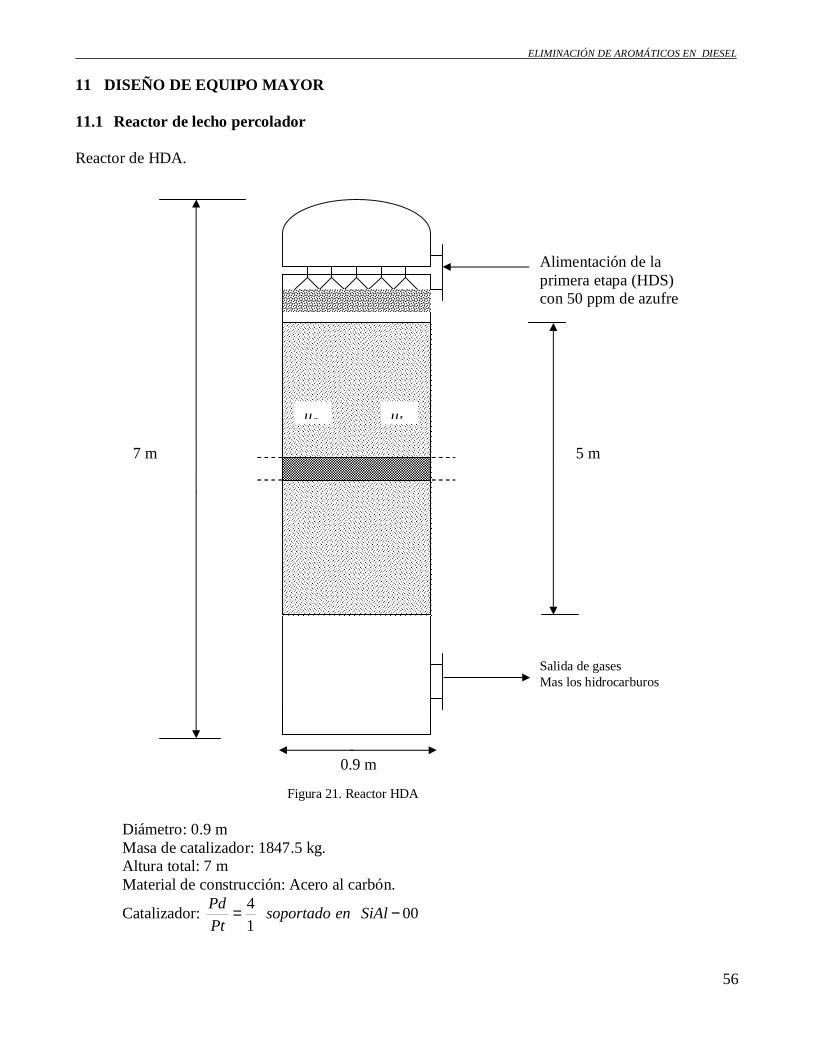
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
56
11 DISEÑO DE EQUIPO MAYOR
11.1 Reactor de lecho percolador
Reactor de HDA.
Figura 21. Reactor HDA
Diámetro: 0.9 mMasa de catalizador: 1847.5 kg.Altura total: 7 mMaterial de construcción: Acero al carbón.
Catalizador: 0014
−= SiAlensoportadoPtPd
0.9 m
uLug
Salida de gasesMas los hidrocarburos
Alimentación de laprimera etapa (HDS)con 50 ppm de azufre
7 m 5 m
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
57
Descripción de los reactores de flujo percolador
Para que se lleve a cabo este flujo (flujo percolador) la velocidad de la masa del líquido y del gasson bajas. La fase gaseosa es continua y el líquido cae en forma de riachuelos de una partícula a lasiguiente.
Para saber que reactor se va a utilizar se tiene las siguientes ventajas y desventajas de losreactores de lecho fijo y de lecho percolador que en este caso se utilizó para el rediseño de esteproyecto.
Las ventajas que presentan el reactor de lecho fijo son que el régimen del fluido se aproxima aflujo tapón entonces se puede alcanzar una conversión lograda, la caída de presión es baja, alta carga decatalizador por unidad de volumen. Las desventajas son que la resistencia a la difusión intra partículases muy alta, comparativamente las velocidades de transferencia de calor y masa son bajas y elreemplazar el catalizador es relativamente difícil.
Las ventajas del reactor de lecho percolador son que el régimen del flujo del gas y el líquidoaprovechan el flujo tapón y se puede alcanzar una alta conversión, un gran tamaño de partícula por lotanto la separación es fácil, el líquido retenido (holdup) es bajo, por lo tanto las reacciones homogéneasson líquidas, minimizadas y con una baja caída de presión, los problemas de inundación no seencuentran aquí presentes, una alta carga de catalizador por unidad de volumen se encuentra presenteen este tipo de reactor. Las desventajas que presenta este tipo de reactor son: una pobre distribución dela fase líquida, mojado parcial del catalizador, una alta resistencia intra partícula, pobre mezcladoradial, el control de temperatura es difícil para reacciones altamente exotérmicas y por último una bajainteracción entre el gas y el líquido decrementa los coeficientes de transferencia de masa.
En este tipo de reactores los tamaños de partículas son relativamente grandes, las resistenciasintra granulares son mas significativas que en los reactores de suspensión.
Cuando se trata de velocidades muy bajas del líquido no es muy adecuado decir que el sistema esisotérmico ya que las fuerzas capilares atraen al líquido hacia el interior de los poros de las partículas.
En el diseño del reactor se propone un modelo homogéneo con las siguientes suposiciones:
1) El líquido se mueve como un flujo pistón2) Ausencia de limitaciones de transferencia intra partícula3) La etapa limitante es la velocidad de reacción4) Cinética de pseudo primer orden5) Empapado total del catalizador6) El hidrógeno es muy soluble en el hidrocarburo.7) Los efectos de dispersión axial no son importantes.
Para poder trasladar los datos de laboratorio a un nivel industrial lo que se considera igual es lacinética y también que las condiciones del catalizador son las mismas, como ya anteriormente se haconsiderado en las suposiciones, ya que a nivel laboratorio es de tres fases y con un mojado decatalizador completo y constante este reactor no es continuo, y a nivel industrial es también de tresfases con un empapado total de las partículas catalíticas y se supone que el paso controlante es lareacción química por lo que no hay resistencias a la transferencia de masa interna y externa al igual que
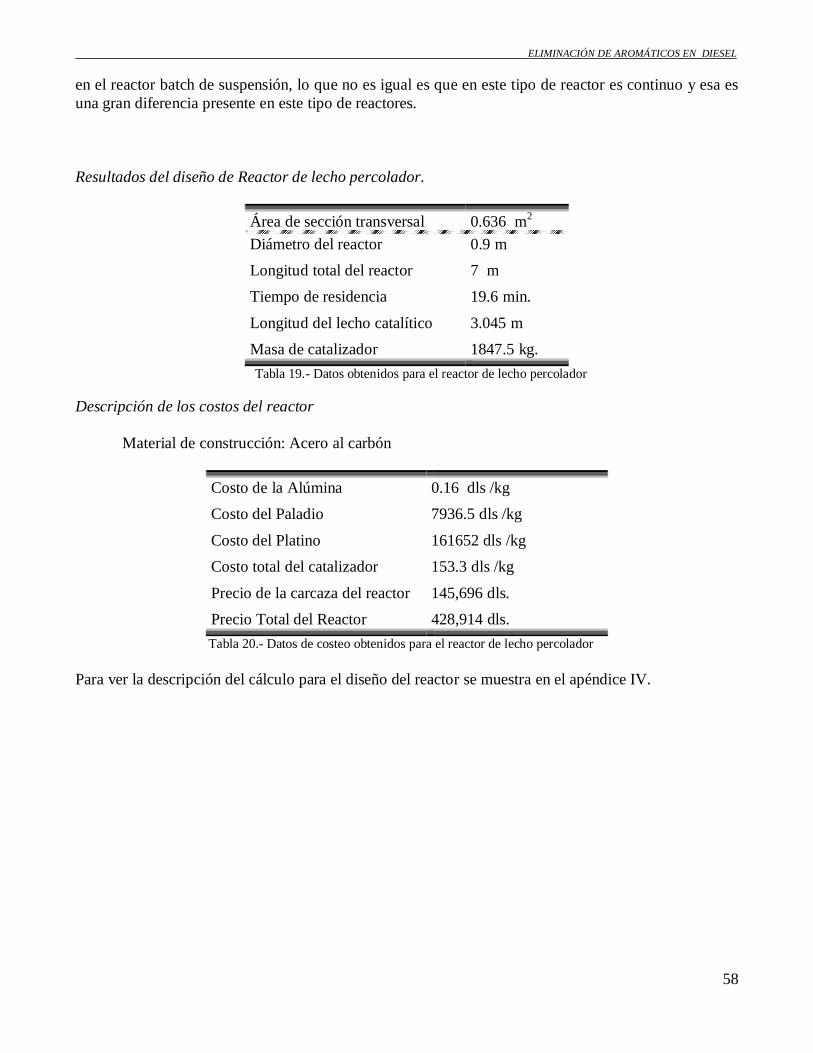
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
58
en el reactor batch de suspensión, lo que no es igual es que en este tipo de reactor es continuo y esa esuna gran diferencia presente en este tipo de reactores.
Resultados del diseño de Reactor de lecho percolador.
Área de sección transversal 0.636 m2
Diámetro del reactor 0.9 mLongitud total del reactor 7 mTiempo de residencia 19.6 min.
Longitud del lecho catalítico 3.045 mMasa de catalizador 1847.5 kg.
Tabla 19.- Datos obtenidos para el reactor de lecho percolador
Descripción de los costos del reactor
Material de construcción: Acero al carbón
Costo de la Alúmina 0.16 dls /kgCosto del Paladio 7936.5 dls /kg
Costo del Platino 161652 dls /kgCosto total del catalizador 153.3 dls /kg
Precio de la carcaza del reactor 145,696 dls.Precio Total del Reactor 428,914 dls.
Tabla 20.- Datos de costeo obtenidos para el reactor de lecho percolador
Para ver la descripción del cálculo para el diseño del reactor se muestra en el apéndice IV.
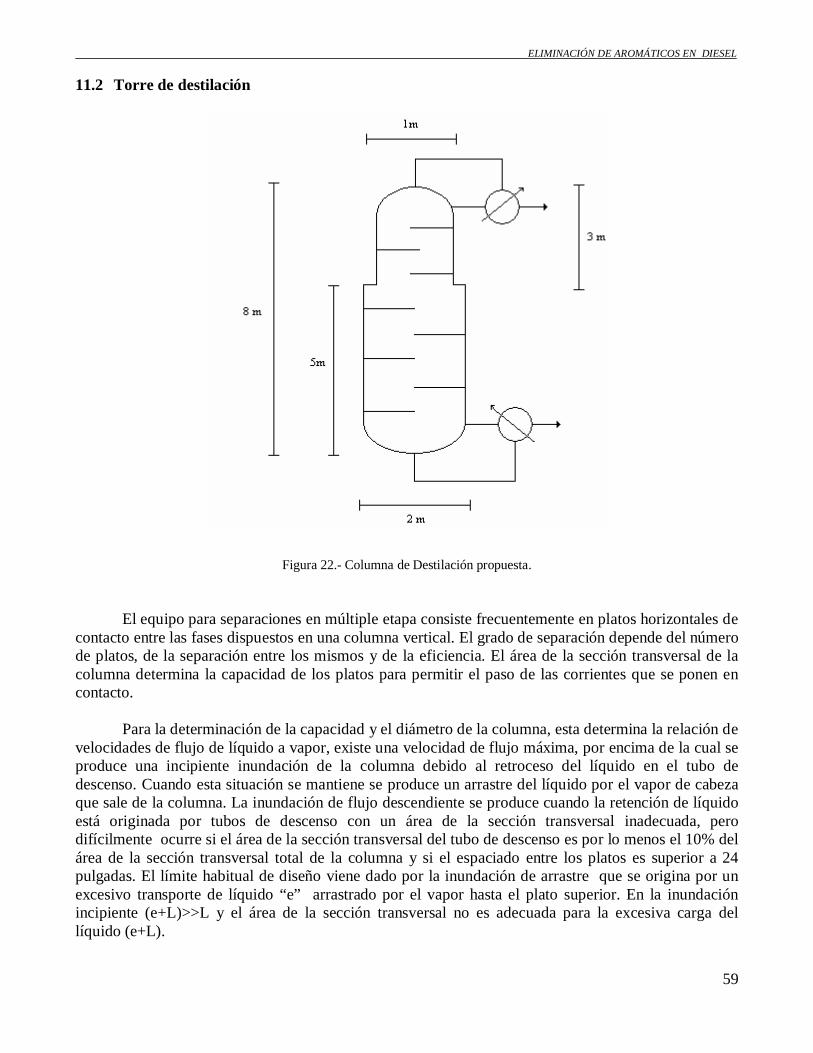
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
59
11.2 Torre de destilación
Figura 22.- Columna de Destilación propuesta.
El equipo para separaciones en múltiple etapa consiste frecuentemente en platos horizontales decontacto entre las fases dispuestos en una columna vertical. El grado de separación depende del númerode platos, de la separación entre los mismos y de la eficiencia. El área de la sección transversal de lacolumna determina la capacidad de los platos para permitir el paso de las corrientes que se ponen encontacto.
Para la determinación de la capacidad y el diámetro de la columna, esta determina la relación develocidades de flujo de líquido a vapor, existe una velocidad de flujo máxima, por encima de la cual seproduce una incipiente inundación de la columna debido al retroceso del líquido en el tubo dedescenso. Cuando esta situación se mantiene se produce un arrastre del líquido por el vapor de cabezaque sale de la columna. La inundación de flujo descendiente se produce cuando la retención de líquidoestá originada por tubos de descenso con un área de la sección transversal inadecuada, perodifícilmente ocurre si el área de la sección transversal del tubo de descenso es por lo menos el 10% delárea de la sección transversal total de la columna y si el espaciado entre los platos es superior a 24pulgadas. El límite habitual de diseño viene dado por la inundación de arrastre que se origina por unexcesivo transporte de líquido “e” arrastrado por el vapor hasta el plato superior. En la inundaciónincipiente (e+L)>>L y el área de la sección transversal no es adecuada para la excesiva carga dellíquido (e+L).
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
60
El arrastre del líquido puede deberse al arrastre de gotitas en suspensión por el vapor ascendenteo la proyección de partículas de líquido por los chorros de vapor ascendente que se forman en lasperforaciones del plato, en las válvulas o en las ranuras.
Para el cálculo del diámetro de la columna es preciso especificar el espaciado entre los platos. Amedida que aumenta el espaciado entre los platos aumenta la altura de la columna, pero en cambio sudiámetro disminuye. Para un amplio intervalo de condiciones se considera óptimo un espaciado de 24pulgadas, que es el mínimo requerido para un fácil mantenimiento. Sin embargo, para columnas depequeño diámetro y gran número de etapas puede ser deseable un espaciado menor, mientras que seutilizan con frecuencia espaciados mayores para columnas de gran diámetro y bajo número de etapas.
Tal como se indico con anterioridad existe un flujo de vapor mínimo por debajo del cual ellíquido puede gotear a través de las perforaciones del plato en vez de fluir a través del área activa haciael tubo de descenso del plato. Por debajo de este valor mínimo se reduce el grado de contacto entrelíquido y el vapor dando lugar a un descenso de la eficacia del plato. La relación entre el flujo de vaporcorrespondiente a la inundación y el flujo mínimo de vapor recibe el nombre de relación de inversión,que es aproximadamente 10 para platos de barboteo y de válvula pero solamente del orden de 3 paraplatos perforados.
Cuando los flujos de vapor varían apreciablemente de un plato a otro, pueden variarse eldiámetro de la columna, el espaciado entre los platos y el área de los orificios con el fin de reducir elcoste de la columna y asegurar una operación estable con una eficacia elevada. La variación delespaciado entre los platos es especialmente aplicable al caso de la columna de platos perforados debidoa su baja relación de inversión.[27]
En nuestro caso la columna de destilación que se obtuvo es la de forma de botella en donde laparte mas angosta consta de platos de válvulas para impedir que los hidrocarburos intermedios no sefuguen hacia el domo y se dirijan hacia los fondos y la parte mas ancha de la torre utiliza platos conorificios colocándole en la parte de la entrada una válvulas para llegar a las condiciones de presiónnecesaria para las salidas.
El cálculo de esta torre se realizo con el simulador ASPEN debido a las condiciones demulticomponentes a la entrada así como a las condiciones de entradas, salidas y requerimientos, con lassiguientes condiciones:
Entrada 2.9 atm., 382.5 °CDomo 1atm., 146°CFondo 1 atm., 370 °C
Tabla 21.- Datos termodinámicos para la columna de destilación
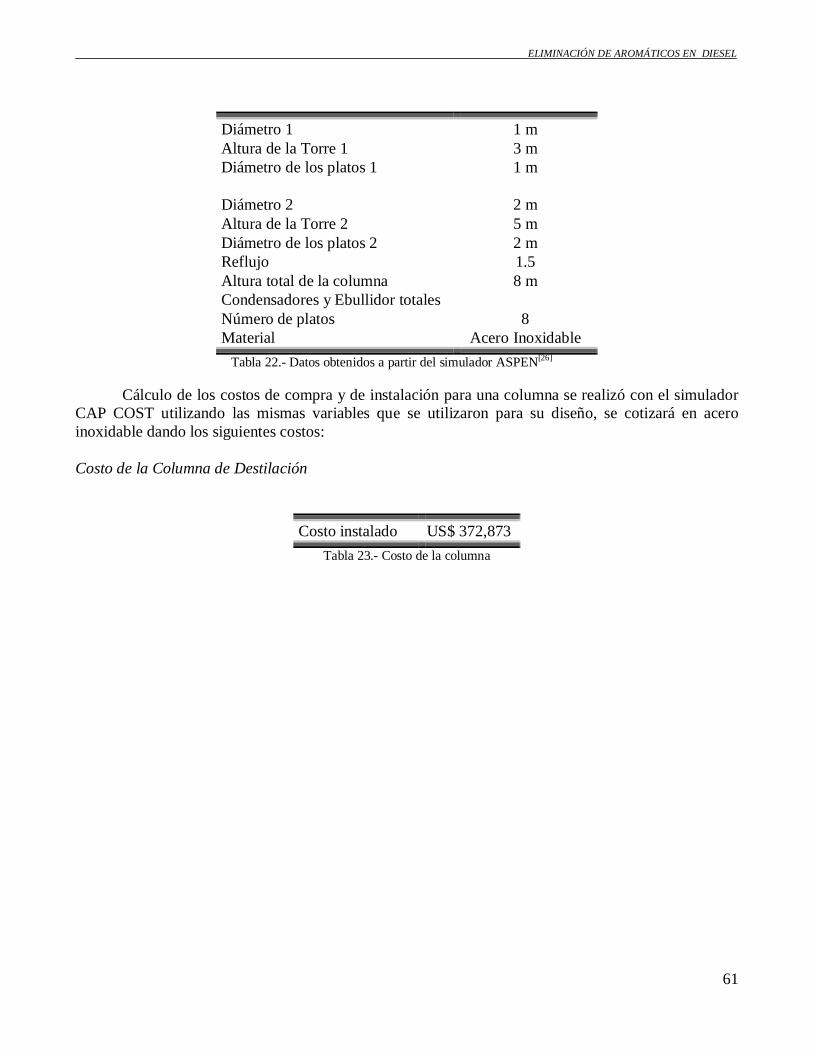
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
61
Diámetro 1 1 mAltura de la Torre 1 3 mDiámetro de los platos 1 1 m
Diámetro 2 2 mAltura de la Torre 2 5 mDiámetro de los platos 2 2 mReflujo 1.5Altura total de la columna 8 mCondensadores y Ebullidor totalesNúmero de platos 8Material Acero Inoxidable
Tabla 22.- Datos obtenidos a partir del simulador ASPEN[26]
Cálculo de los costos de compra y de instalación para una columna se realizó con el simuladorCAP COST utilizando las mismas variables que se utilizaron para su diseño, se cotizará en aceroinoxidable dando los siguientes costos:
Costo de la Columna de Destilación
Costo instalado US$ 372,873Tabla 23.- Costo de la columna
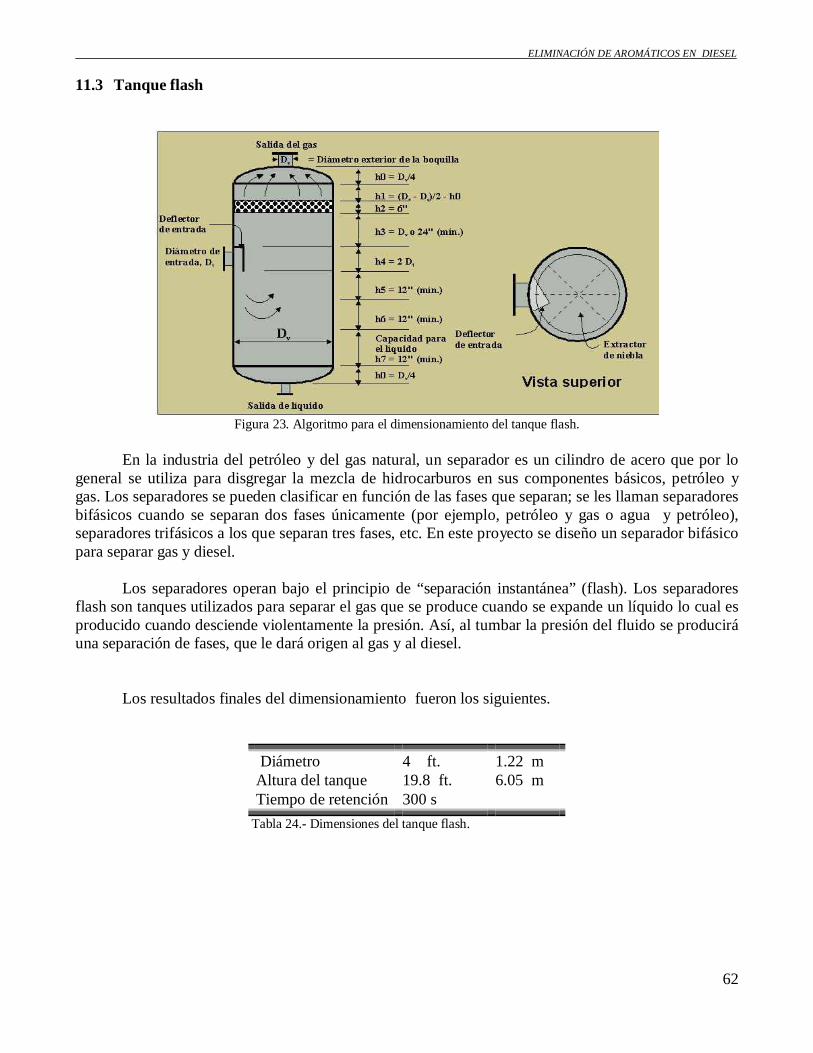
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
62
11.3 Tanque flash
Figura 23. Algoritmo para el dimensionamiento del tanque flash.
En la industria del petróleo y del gas natural, un separador es un cilindro de acero que por logeneral se utiliza para disgregar la mezcla de hidrocarburos en sus componentes básicos, petróleo ygas. Los separadores se pueden clasificar en función de las fases que separan; se les llaman separadoresbifásicos cuando se separan dos fases únicamente (por ejemplo, petróleo y gas o agua y petróleo),separadores trifásicos a los que separan tres fases, etc. En este proyecto se diseño un separador bifásicopara separar gas y diesel.
Los separadores operan bajo el principio de “separación instantánea” (flash). Los separadoresflash son tanques utilizados para separar el gas que se produce cuando se expande un líquido lo cual esproducido cuando desciende violentamente la presión. Así, al tumbar la presión del fluido se produciráuna separación de fases, que le dará origen al gas y al diesel.
Los resultados finales del dimensionamiento fueron los siguientes.
Diámetro 4 ft. 1.22 mAltura del tanque 19.8 ft. 6.05 mTiempo de retención 300 s
Tabla 24.- Dimensiones del tanque flash.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
63
Descripción del equipo:Separador: verticalMaterial de construcción acero: al carbón.Clave del equipo: V-101
Costo del equipo:
$95,711 dls.
Para ver la descripción del cálculo para el diseño del tanque flash se muestra en el apéndice IV.
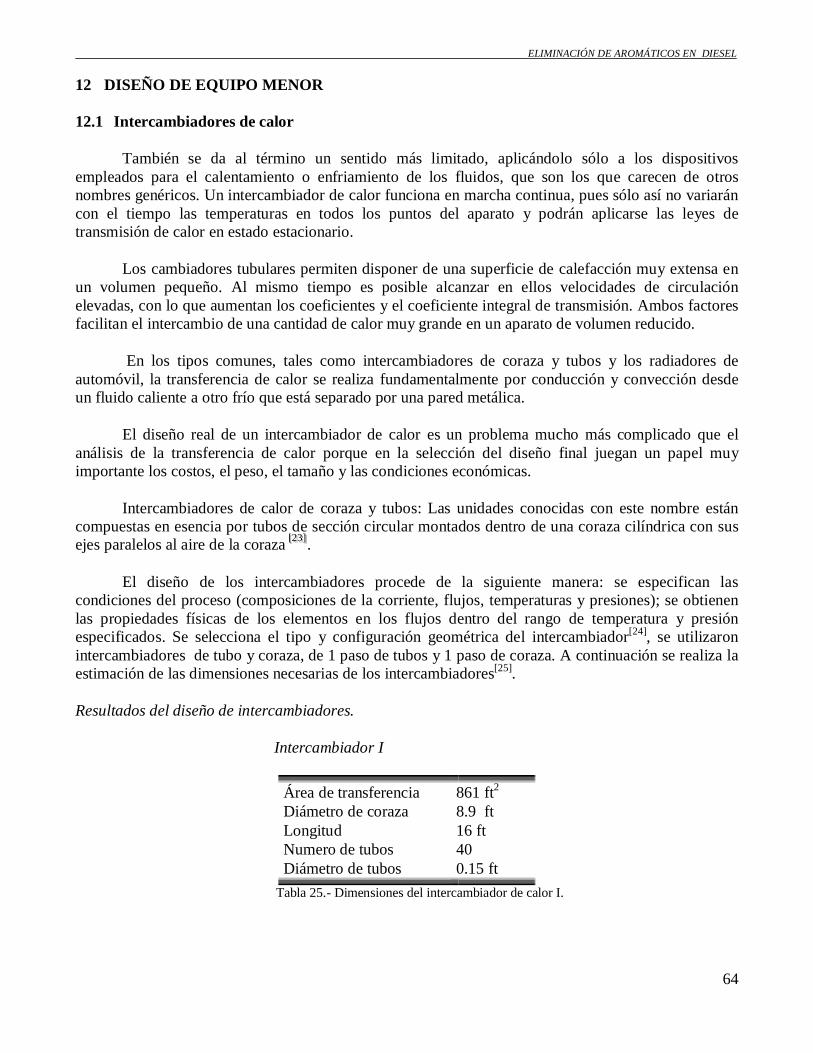
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
64
12 DISEÑO DE EQUIPO MENOR
12.1 Intercambiadores de calor
También se da al término un sentido más limitado, aplicándolo sólo a los dispositivosempleados para el calentamiento o enfriamiento de los fluidos, que son los que carecen de otrosnombres genéricos. Un intercambiador de calor funciona en marcha continua, pues sólo así no variaráncon el tiempo las temperaturas en todos los puntos del aparato y podrán aplicarse las leyes detransmisión de calor en estado estacionario.
Los cambiadores tubulares permiten disponer de una superficie de calefacción muy extensa enun volumen pequeño. Al mismo tiempo es posible alcanzar en ellos velocidades de circulaciónelevadas, con lo que aumentan los coeficientes y el coeficiente integral de transmisión. Ambos factoresfacilitan el intercambio de una cantidad de calor muy grande en un aparato de volumen reducido.
En los tipos comunes, tales como intercambiadores de coraza y tubos y los radiadores deautomóvil, la transferencia de calor se realiza fundamentalmente por conducción y convección desdeun fluido caliente a otro frío que está separado por una pared metálica.
El diseño real de un intercambiador de calor es un problema mucho más complicado que elanálisis de la transferencia de calor porque en la selección del diseño final juegan un papel muyimportante los costos, el peso, el tamaño y las condiciones económicas.
Intercambiadores de calor de coraza y tubos: Las unidades conocidas con este nombre estáncompuestas en esencia por tubos de sección circular montados dentro de una coraza cilíndrica con susejes paralelos al aire de la coraza [[[222 333 ]]].
El diseño de los intercambiadores procede de la siguiente manera: se especifican lascondiciones del proceso (composiciones de la corriente, flujos, temperaturas y presiones); se obtienenlas propiedades físicas de los elementos en los flujos dentro del rango de temperatura y presiónespecificados. Se selecciona el tipo y configuración geométrica del intercambiador[24], se utilizaronintercambiadores de tubo y coraza, de 1 paso de tubos y 1 paso de coraza. A continuación se realiza laestimación de las dimensiones necesarias de los intercambiadores[25].
Resultados del diseño de intercambiadores.
Intercambiador I
Área de transferencia 861 ft2
Diámetro de coraza 8.9 ftLongitud 16 ftNumero de tubos 40Diámetro de tubos 0.15 ft
Tabla 25.- Dimensiones del intercambiador de calor I.
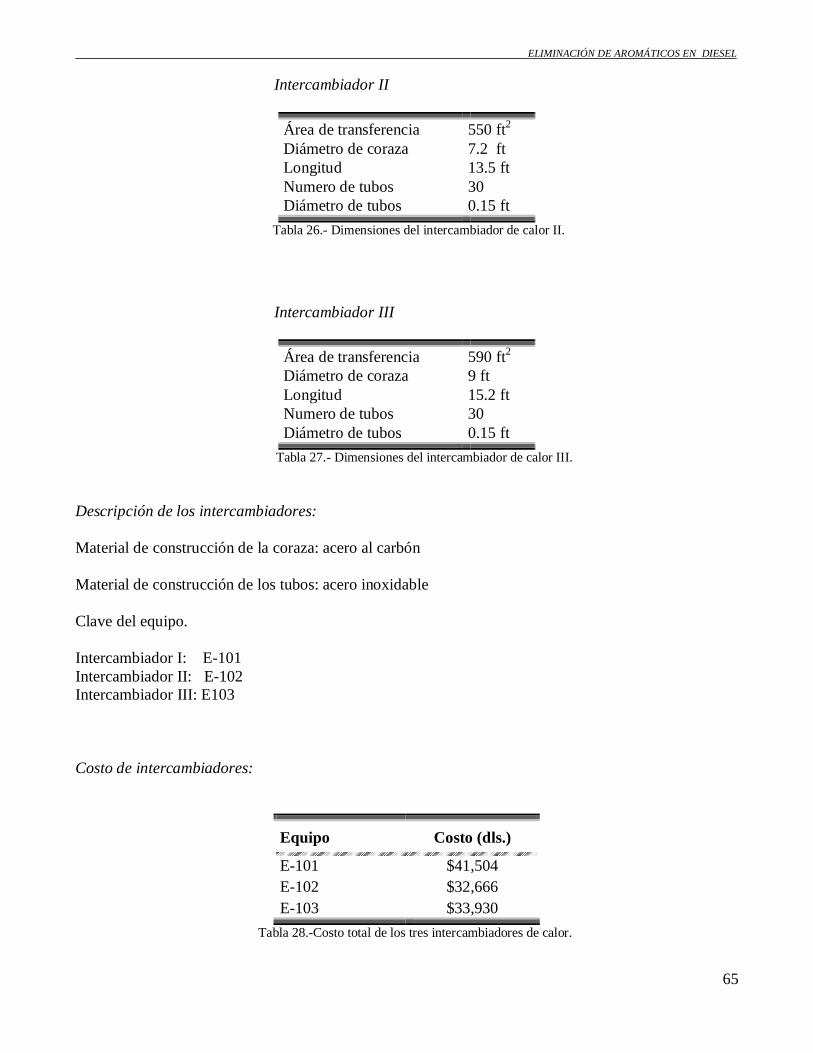
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
65
Intercambiador II
Área de transferencia 550 ft2
Diámetro de coraza 7.2 ftLongitud 13.5 ftNumero de tubos 30Diámetro de tubos 0.15 ft
Tabla 26.- Dimensiones del intercambiador de calor II.
Intercambiador III
Área de transferencia 590 ft2
Diámetro de coraza 9 ftLongitud 15.2 ftNumero de tubos 30Diámetro de tubos 0.15 ft
Tabla 27.- Dimensiones del intercambiador de calor III.
Descripción de los intercambiadores:
Material de construcción de la coraza: acero al carbón
Material de construcción de los tubos: acero inoxidable
Clave del equipo.
Intercambiador I: E-101Intercambiador II: E-102Intercambiador III: E103
Costo de intercambiadores:
Equipo Costo (dls.)
E-101 $41,504E-102 $32,666E-103 $33,930
Tabla 28.-Costo total de los tres intercambiadores de calor.
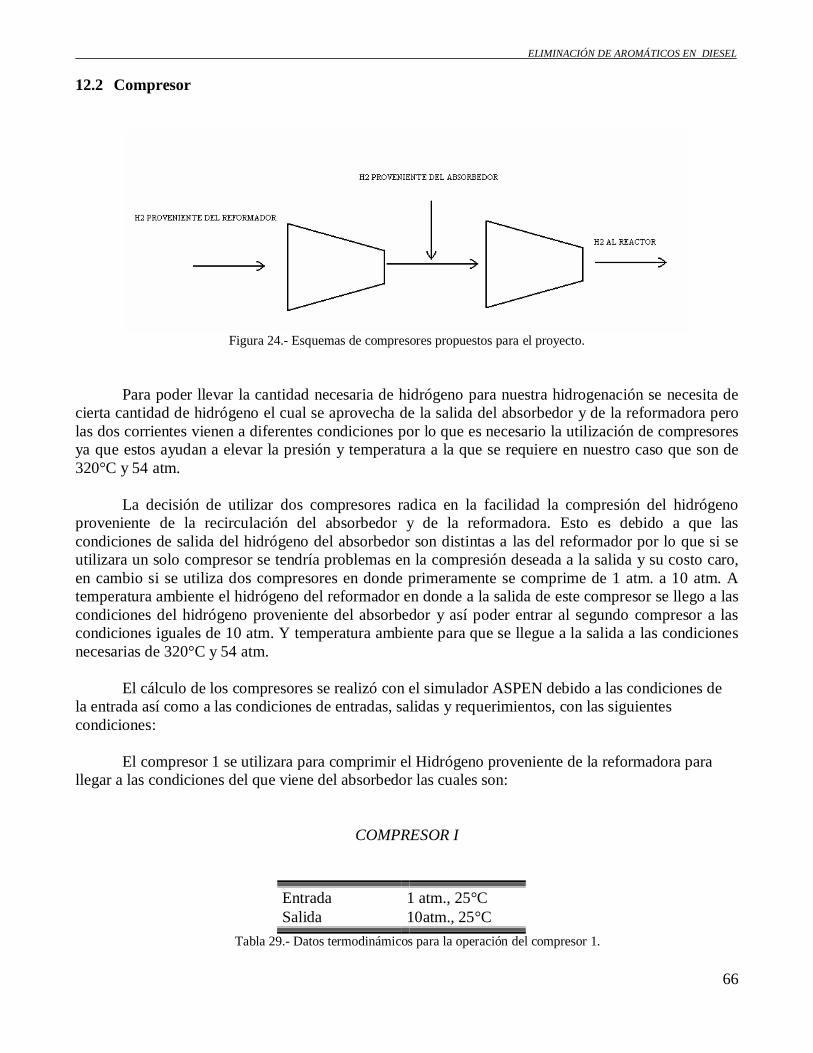
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
66
12.2 Compresor
Figura 24.- Esquemas de compresores propuestos para el proyecto.
Para poder llevar la cantidad necesaria de hidrógeno para nuestra hidrogenación se necesita decierta cantidad de hidrógeno el cual se aprovecha de la salida del absorbedor y de la reformadora perolas dos corrientes vienen a diferentes condiciones por lo que es necesario la utilización de compresoresya que estos ayudan a elevar la presión y temperatura a la que se requiere en nuestro caso que son de320°C y 54 atm.
La decisión de utilizar dos compresores radica en la facilidad la compresión del hidrógenoproveniente de la recirculación del absorbedor y de la reformadora. Esto es debido a que lascondiciones de salida del hidrógeno del absorbedor son distintas a las del reformador por lo que si seutilizara un solo compresor se tendría problemas en la compresión deseada a la salida y su costo caro,en cambio si se utiliza dos compresores en donde primeramente se comprime de 1 atm. a 10 atm. Atemperatura ambiente el hidrógeno del reformador en donde a la salida de este compresor se llego a lascondiciones del hidrógeno proveniente del absorbedor y así poder entrar al segundo compresor a lascondiciones iguales de 10 atm. Y temperatura ambiente para que se llegue a la salida a las condicionesnecesarias de 320°C y 54 atm.
El cálculo de los compresores se realizó con el simulador ASPEN debido a las condiciones dela entrada así como a las condiciones de entradas, salidas y requerimientos, con las siguientescondiciones:
El compresor 1 se utilizara para comprimir el Hidrógeno proveniente de la reformadora parallegar a las condiciones del que viene del absorbedor las cuales son:
COMPRESOR I
Entrada 1 atm., 25°CSalida 10atm., 25°C
Tabla 29.- Datos termodinámicos para la operación del compresor 1.
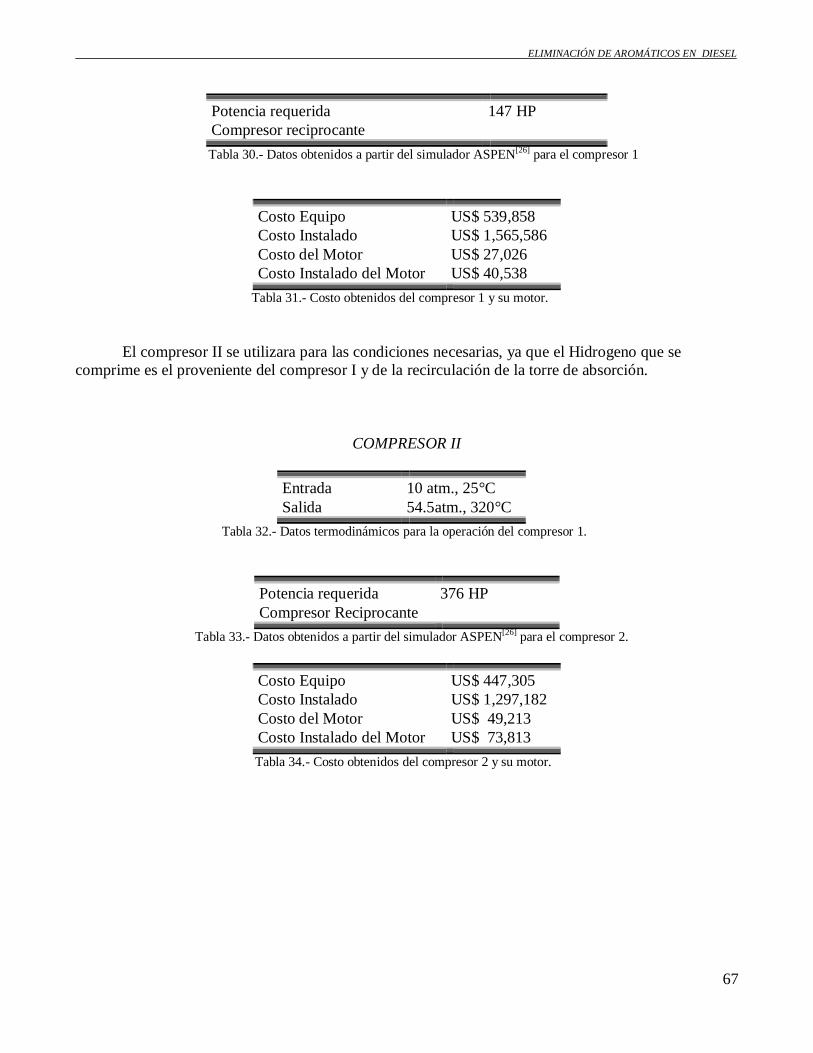
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
67
Potencia requerida 147 HPCompresor reciprocante
Tabla 30.- Datos obtenidos a partir del simulador ASPEN[26] para el compresor 1
Costo Equipo US$ 539,858Costo Instalado US$ 1,565,586Costo del Motor US$ 27,026Costo Instalado del Motor US$ 40,538
Tabla 31.- Costo obtenidos del compresor 1 y su motor.
El compresor II se utilizara para las condiciones necesarias, ya que el Hidrogeno que secomprime es el proveniente del compresor I y de la recirculación de la torre de absorción.
COMPRESOR II
Entrada 10 atm., 25°CSalida 54.5atm., 320°C
Tabla 32.- Datos termodinámicos para la operación del compresor 1.
Potencia requerida 376 HPCompresor Reciprocante
Tabla 33.- Datos obtenidos a partir del simulador ASPEN[26] para el compresor 2.
Costo Equipo US$ 447,305Costo Instalado US$ 1,297,182Costo del Motor US$ 49,213Costo Instalado del Motor US$ 73,813
Tabla 34.- Costo obtenidos del compresor 2 y su motor.
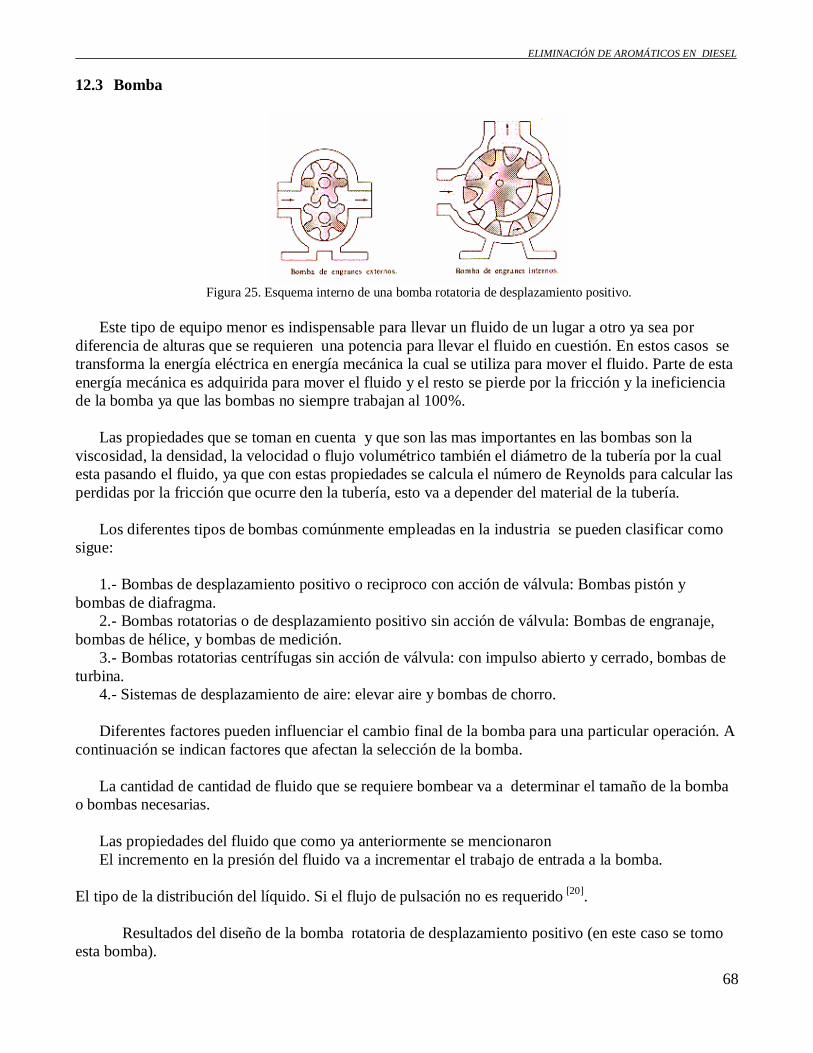
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
68
12.3 Bomba
Figura 25. Esquema interno de una bomba rotatoria de desplazamiento positivo.
Este tipo de equipo menor es indispensable para llevar un fluido de un lugar a otro ya sea pordiferencia de alturas que se requieren una potencia para llevar el fluido en cuestión. En estos casos setransforma la energía eléctrica en energía mecánica la cual se utiliza para mover el fluido. Parte de estaenergía mecánica es adquirida para mover el fluido y el resto se pierde por la fricción y la ineficienciade la bomba ya que las bombas no siempre trabajan al 100%.
Las propiedades que se toman en cuenta y que son las mas importantes en las bombas son laviscosidad, la densidad, la velocidad o flujo volumétrico también el diámetro de la tubería por la cualesta pasando el fluido, ya que con estas propiedades se calcula el número de Reynolds para calcular lasperdidas por la fricción que ocurre den la tubería, esto va a depender del material de la tubería.
Los diferentes tipos de bombas comúnmente empleadas en la industria se pueden clasificar comosigue:
1.- Bombas de desplazamiento positivo o reciproco con acción de válvula: Bombas pistón ybombas de diafragma.
2.- Bombas rotatorias o de desplazamiento positivo sin acción de válvula: Bombas de engranaje,bombas de hélice, y bombas de medición.
3.- Bombas rotatorias centrífugas sin acción de válvula: con impulso abierto y cerrado, bombas deturbina.
4.- Sistemas de desplazamiento de aire: elevar aire y bombas de chorro.
Diferentes factores pueden influenciar el cambio final de la bomba para una particular operación. Acontinuación se indican factores que afectan la selección de la bomba.
La cantidad de cantidad de fluido que se requiere bombear va a determinar el tamaño de la bombao bombas necesarias.
Las propiedades del fluido que como ya anteriormente se mencionaronEl incremento en la presión del fluido va a incrementar el trabajo de entrada a la bomba.
El tipo de la distribución del líquido. Si el flujo de pulsación no es requerido [20].
Resultados del diseño de la bomba rotatoria de desplazamiento positivo (en este caso se tomoesta bomba).
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
69
Eficiencia 70 %Potencia de la bomba 29 HpLongitud del piso al reactor 7 mDiámetro de la tubería 0.31 m
Tabla 35.- datos obtenidos a partir de ecuaciones para la bomba
Descripción de los costos de la bomba
Material de construcción: Acero colado.
Costo de la Bomba $123,966 dls. Tabla 36.- Datos de costo para la bomba
Los cálculos para el diseño de la bomba se muestran en el apéndice IV.
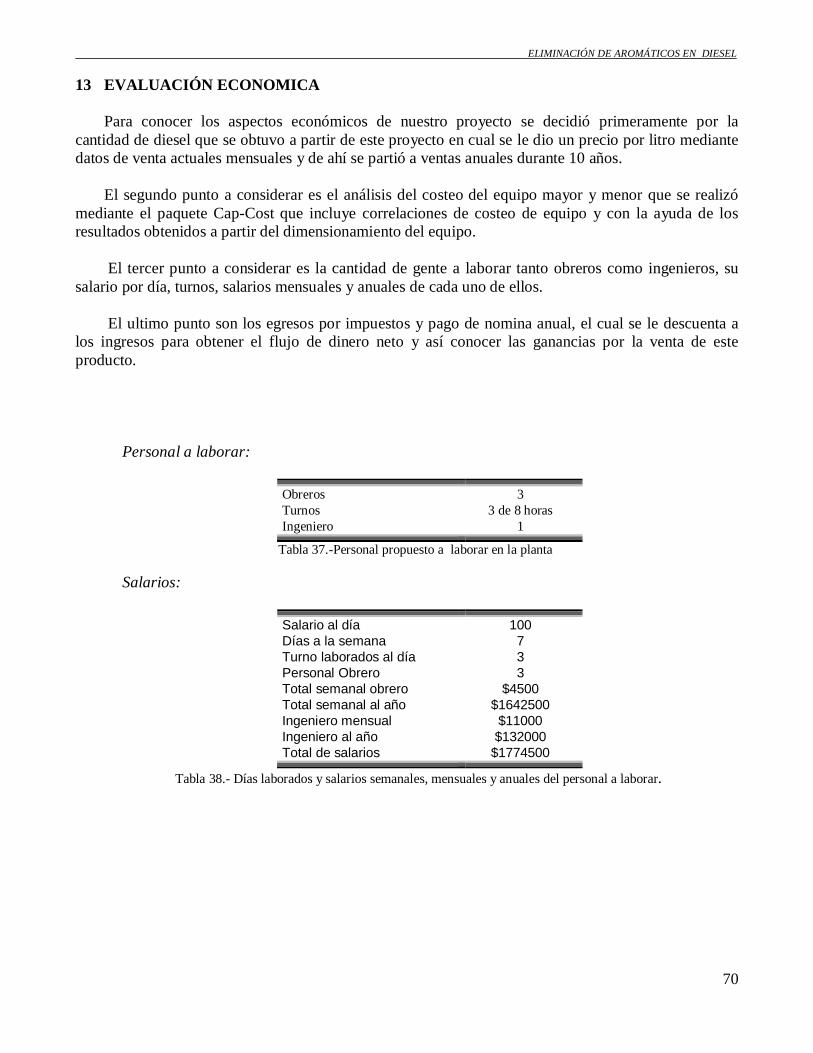
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
70
13 EVALUACIÓN ECONOMICA
Para conocer los aspectos económicos de nuestro proyecto se decidió primeramente por lacantidad de diesel que se obtuvo a partir de este proyecto en cual se le dio un precio por litro mediantedatos de venta actuales mensuales y de ahí se partió a ventas anuales durante 10 años.
El segundo punto a considerar es el análisis del costeo del equipo mayor y menor que se realizómediante el paquete Cap-Cost que incluye correlaciones de costeo de equipo y con la ayuda de losresultados obtenidos a partir del dimensionamiento del equipo.
El tercer punto a considerar es la cantidad de gente a laborar tanto obreros como ingenieros, susalario por día, turnos, salarios mensuales y anuales de cada uno de ellos.
El ultimo punto son los egresos por impuestos y pago de nomina anual, el cual se le descuenta alos ingresos para obtener el flujo de dinero neto y así conocer las ganancias por la venta de esteproducto.
Personal a laborar:
Obreros 3Turnos 3 de 8 horasIngeniero 1
Tabla 37.-Personal propuesto a laborar en la planta
Salarios:
Salario al día 100Días a la semana 7Turno laborados al día 3Personal Obrero 3Total semanal obrero $4500Total semanal al año $1642500Ingeniero mensual $11000Ingeniero al año $132000Total de salarios $1774500
Tabla 38.- Días laborados y salarios semanales, mensuales y anuales del personal a laborar.
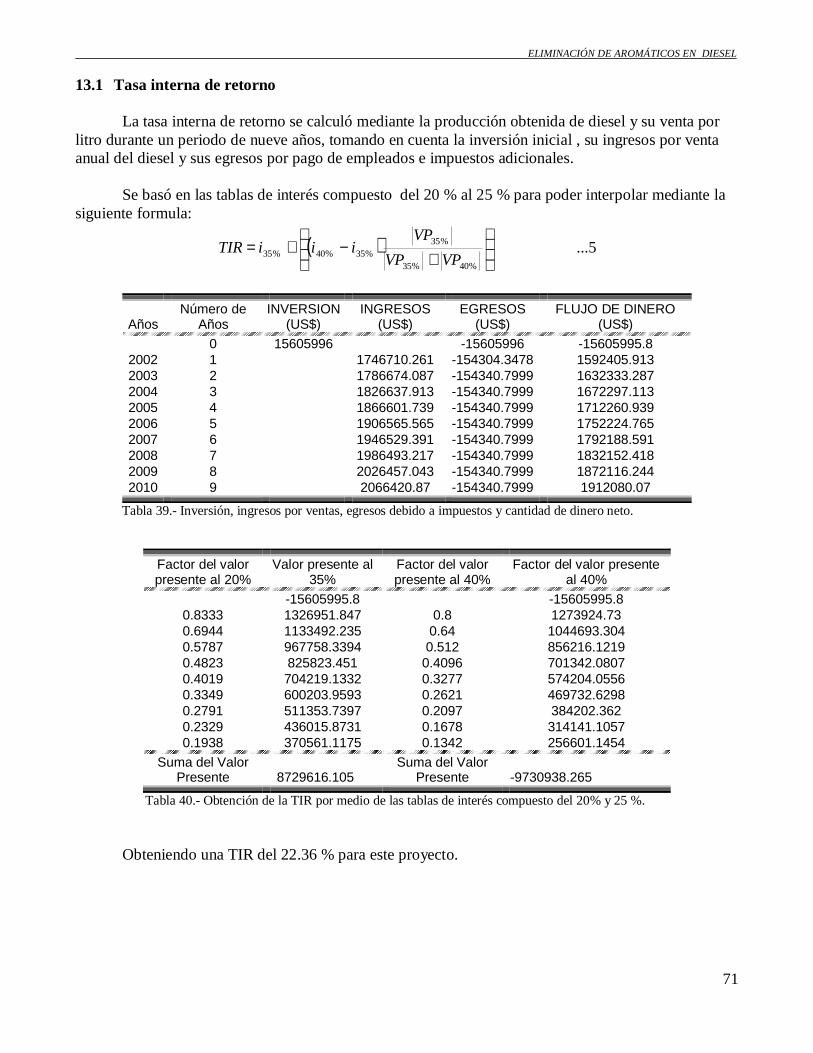
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
71
13.1 Tasa interna de retorno
La tasa interna de retorno se calculó mediante la producción obtenida de diesel y su venta porlitro durante un periodo de nueve años, tomando en cuenta la inversión inicial , su ingresos por ventaanual del diesel y sus egresos por pago de empleados e impuestos adicionales.
Se basó en las tablas de interés compuesto del 20 % al 25 % para poder interpolar mediante lasiguiente formula:
( )
+−+=
%40%35
%35%35%40%35 VPVP
VPiiiTIR ...5
AñosNúmero de
AñosINVERSION
(US$)INGRESOS
(US$)EGRESOS
(US$)FLUJO DE DINERO
(US$)0 15605996 -15605996 -15605995.8
2002 1 1746710.261 -154304.3478 1592405.9132003 2 1786674.087 -154340.7999 1632333.2872004 3 1826637.913 -154340.7999 1672297.1132005 4 1866601.739 -154340.7999 1712260.9392006 5 1906565.565 -154340.7999 1752224.7652007 6 1946529.391 -154340.7999 1792188.5912008 7 1986493.217 -154340.7999 1832152.4182009 8 2026457.043 -154340.7999 1872116.2442010 9 2066420.87 -154340.7999 1912080.07
Tabla 39.- Inversión, ingresos por ventas, egresos debido a impuestos y cantidad de dinero neto.
Factor del valorpresente al 20%
Valor presente al35%
Factor del valorpresente al 40%
Factor del valor presenteal 40%
-15605995.8 -15605995.80.8333 1326951.847 0.8 1273924.730.6944 1133492.235 0.64 1044693.3040.5787 967758.3394 0.512 856216.12190.4823 825823.451 0.4096 701342.08070.4019 704219.1332 0.3277 574204.05560.3349 600203.9593 0.2621 469732.62980.2791 511353.7397 0.2097 384202.3620.2329 436015.8731 0.1678 314141.10570.1938 370561.1175 0.1342 256601.1454
Suma del ValorPresente 8729616.105
Suma del ValorPresente -9730938.265
Tabla 40.- Obtención de la TIR por medio de las tablas de interés compuesto del 20% y 25 %.
Obteniendo una TIR del 22.36 % para este proyecto.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
72
14 CONCLUSIONES
A partir de la TIEE consultada (9.3 %) y que refleja el costo del dinero en el país, se proponeuna TREMA de 18.6% que corresponde al doble de esta. Lo anterior debido a la situación de riesgo delpeso mexicano frente al dólar. Por lo que al comparar la TIR calculada (22.36%) con la TREMA se tiene una diferencia del6.6% a favor de la TIR con lo que este proyecto es rentable. No obstante el margen de la TIR contra laTREMA es limitado y si la situación de riesgo aumenta, la TREMA puede ser mayor a la TIR con locual este proyecto ya no seria rentable
Otro punto a favor de este proyecto reside en el producto que se obtiene el cual se vende solosin necesidad de tanta promoción y como se sabe que este tipo de combustibles sirve para motores demejor combustión, un ejemplo de esto en Europa ya hay automóviles los cuales usan diesel paramoverse, y además este producto se vende en dólares lo cual al subir el dólar sube tu precio de venta ytu ganancia tiene un cierto margen de seguridad. Y como se visualizo en la realización del cálculo de laTIR las ganancias son altas con respecto de las pérdidas como son impuestos y salarios.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
73
15 BIBLIOGRAFÍA
[1] Barry H. Cooper y col, “Aromatic saturation of distillates: an overview”, Applied Catlysis, 1996, pp203-223.
[2] Pawelec y col., “Hydrogenation of aromatics over supported Pt-Pd catalysts”, Applied Catalysis,2002.
[3] Yoshimura y col., “Sulfur-tolerant Pd-Pt/Yb-USY zeolita catalysts used to reformulate diesel oils”,Applied Catalysts, 2001.
[4] Takashi y col., “EXAFS characterization of bimetallic Pt-Pd/SiO2-Al2O3 catalysts forhydrogenation of aromatics in diesel fuel”, Catalysts Letters, 1999.
[5] Navarro y col., “Hydrogenation of Aromatics on Sulfur-Resistant PtPd Bimetallic Catalysts.”Journal of Catalysis, 2000.
[6] Reinhoudt y col., “Testing and characterization of Pt/ASA and PtPd/ASA for deep HDS reactions.Hydrotreatment and Hydrocracking of Oil Fractions “, Elseiver Science, 1999.
[7] Takashi y col., “Aromatic hydrogenation of distillates over SiO2-Al2O3 supported noble catalysts”.Applied Catalysis, 2000.
[8] Takashi y col. , “Kinetic behavior of hydrogenation of aromatics in diesel fuel over silica-alumina-supported bimetallic Pt – Pd catalyst”, Applied Catalysis, 2001.
[9] Takashi y col., “EXAFS characterization of bimetallic Pt-Pd/SiO2-Al2O3 catalysts forhydrogenation of aromatics in diesel fuel”, Catalysts Letters, 1999.
[10] P.T. Vasudevan and Fierro, “A Review of Deep Hydrodesulfuration Catalysis”, Catal. Rev-Sci.Eng., 38 (2), 161 (1996).
[11] Hiroyuki, “Tolerancia de azufre para catalizadores de Pd-Pt soportados sobre zeolitas enhidrogenación de tetralina” Catal. Letters. 46,43 (1997)
[12] Reyes P: Appl. Cat. A: Gral. 163(1997), 145-152.
[13] Chang J:R., J Cat., 176 (1998),42-51.
[14] Jeong Kyu, J. Cat., 177, 208-216.
[15] Menancherry P. V., J. Cat., 177 (1998), 175-188.
[16] Pacheco y col., “Kinetic behavior in the hydrodesulfurization of dibenzothiophene overmolybdenum sulfide catalysts promoted by palladium supported on mesoporous materials”, Nacs 2001Toronto (17th North American catalysis society meeting) , 2001.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
74
[17] Lesley Smart , Elaine Moore, “Química del estado sólido: una introducción”, Addison-WesleyIberoamericana, 1995.
[18] J. M. Smith, "Ingeniería de la Cinética Química ", Editorial Continental, Décima primera edición,México 1998.
[19] A. Giannetto and V. Specchia, “Trickle-bed: State of Art and Perspectives”, Chemical EngineeringScience, Vol. 47, No 13/14, pp. 3197-3213, 1992.
[20] Max S. Peters and Klaus D. Timmerhaus, “ Plant design and economics for chemical engineers”,McGraw-hill, Inc. Fourth edition, 1991.
[21] Watkins, R.N., “Sizing Separators and Accumulators”, Hydrocarbon Processing, 46,11 , 253-256,1967
[22] Martínez, M.J., “Diseño de separadores”, página web: Copyright 2000 Ingenieros y Consultores yAsociados, C.V.
[23] James R. Welty, "Transferencias de Calor Aplicada a la Ingeniería", Editorial Limusa, primeraedición.
[24] Henry, “Petroleum Refinery Engineering”, McGraw-Hill, 1958
[25] Software “Integración energética”, Versión 2.2
[26] ASPEN “Simulador de procesos”, Versión 9.2
[27] Henley, E. J. and Seader, J. D., “ Operaciones de Separación por Etapas de Equilibrio enIngeniería Química”, Editorial Reverté.
[28] McCabe, L. W., Smith C. J. and Harriot, P., “Unit Operations of Chemical Engineering”, EditorialMcGraw-Hill, Quinta Edición.
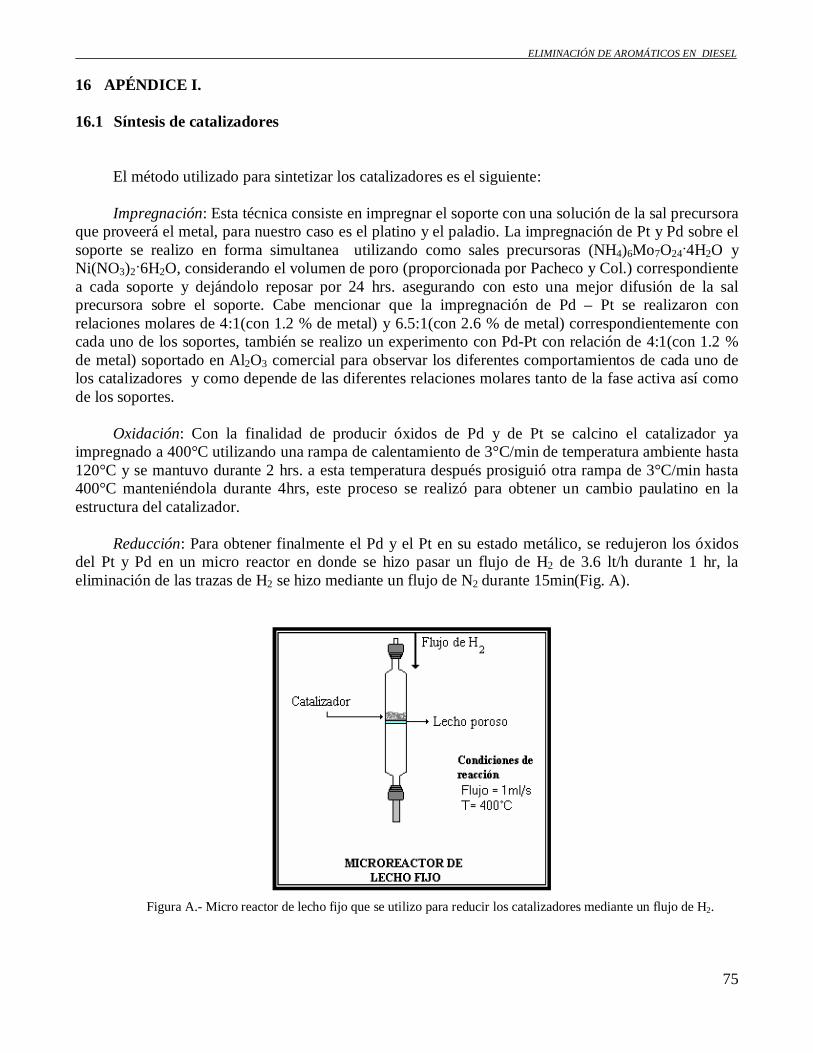
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
75
16 APÉNDICE I.
16.1 Síntesis de catalizadores
El método utilizado para sintetizar los catalizadores es el siguiente:
Impregnación: Esta técnica consiste en impregnar el soporte con una solución de la sal precursoraque proveerá el metal, para nuestro caso es el platino y el paladio. La impregnación de Pt y Pd sobre elsoporte se realizo en forma simultanea utilizando como sales precursoras (NH4)6Mo7O24 4H2O yNi(NO3)2 6H2O, considerando el volumen de poro (proporcionada por Pacheco y Col.) correspondientea cada soporte y dejándolo reposar por 24 hrs. asegurando con esto una mejor difusión de la salprecursora sobre el soporte. Cabe mencionar que la impregnación de Pd – Pt se realizaron conrelaciones molares de 4:1(con 1.2 % de metal) y 6.5:1(con 2.6 % de metal) correspondientemente concada uno de los soportes, también se realizo un experimento con Pd-Pt con relación de 4:1(con 1.2 %de metal) soportado en Al2O3 comercial para observar los diferentes comportamientos de cada uno delos catalizadores y como depende de las diferentes relaciones molares tanto de la fase activa así comode los soportes.
Oxidación: Con la finalidad de producir óxidos de Pd y de Pt se calcino el catalizador yaimpregnado a 400°C utilizando una rampa de calentamiento de 3°C/min de temperatura ambiente hasta120°C y se mantuvo durante 2 hrs. a esta temperatura después prosiguió otra rampa de 3°C/min hasta400°C manteniéndola durante 4hrs, este proceso se realizó para obtener un cambio paulatino en laestructura del catalizador.
Reducción: Para obtener finalmente el Pd y el Pt en su estado metálico, se redujeron los óxidosdel Pt y Pd en un micro reactor en donde se hizo pasar un flujo de H2 de 3.6 lt/h durante 1 hr, laeliminación de las trazas de H2 se hizo mediante un flujo de N2 durante 15min(Fig. A).
Figura A.- Micro reactor de lecho fijo que se utilizo para reducir los catalizadores mediante un flujo de H2.
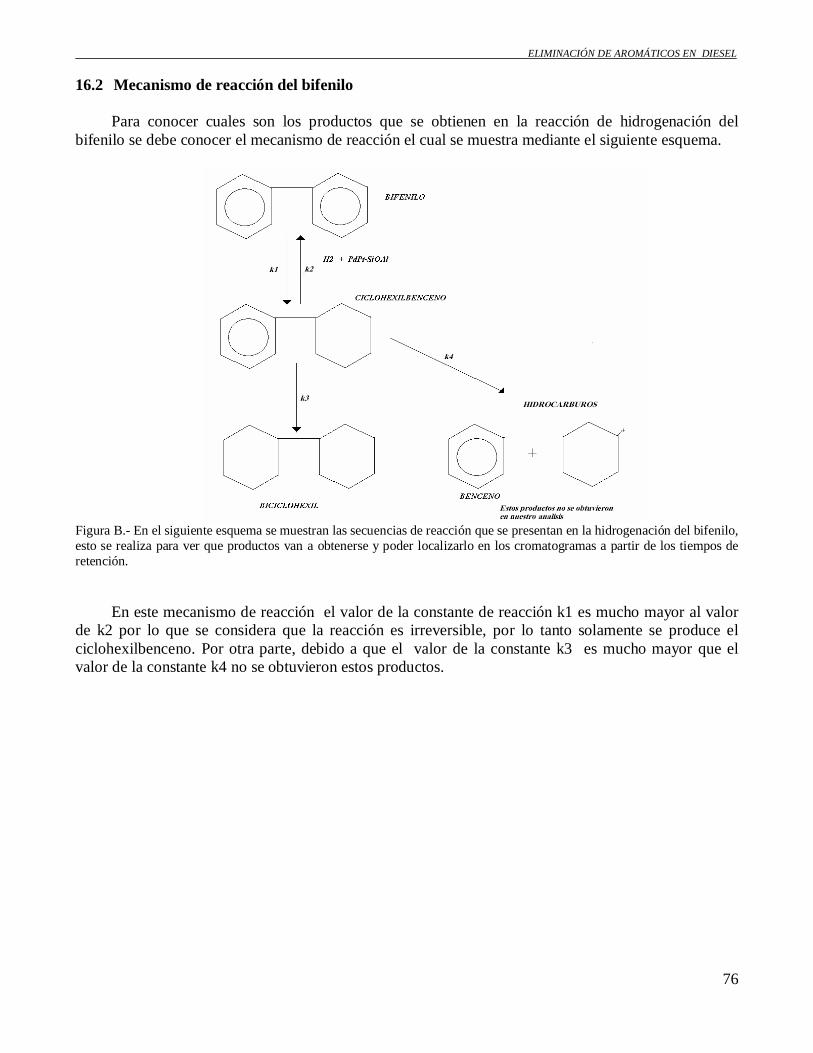
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
76
16.2 Mecanismo de reacción del bifenilo
Para conocer cuales son los productos que se obtienen en la reacción de hidrogenación delbifenilo se debe conocer el mecanismo de reacción el cual se muestra mediante el siguiente esquema.
Figura B.- En el siguiente esquema se muestran las secuencias de reacción que se presentan en la hidrogenación del bifenilo,esto se realiza para ver que productos van a obtenerse y poder localizarlo en los cromatogramas a partir de los tiempos deretención.
En este mecanismo de reacción el valor de la constante de reacción k1 es mucho mayor al valorde k2 por lo que se considera que la reacción es irreversible, por lo tanto solamente se produce elciclohexilbenceno. Por otra parte, debido a que el valor de la constante k3 es mucho mayor que elvalor de la constante k4 no se obtuvieron estos productos.
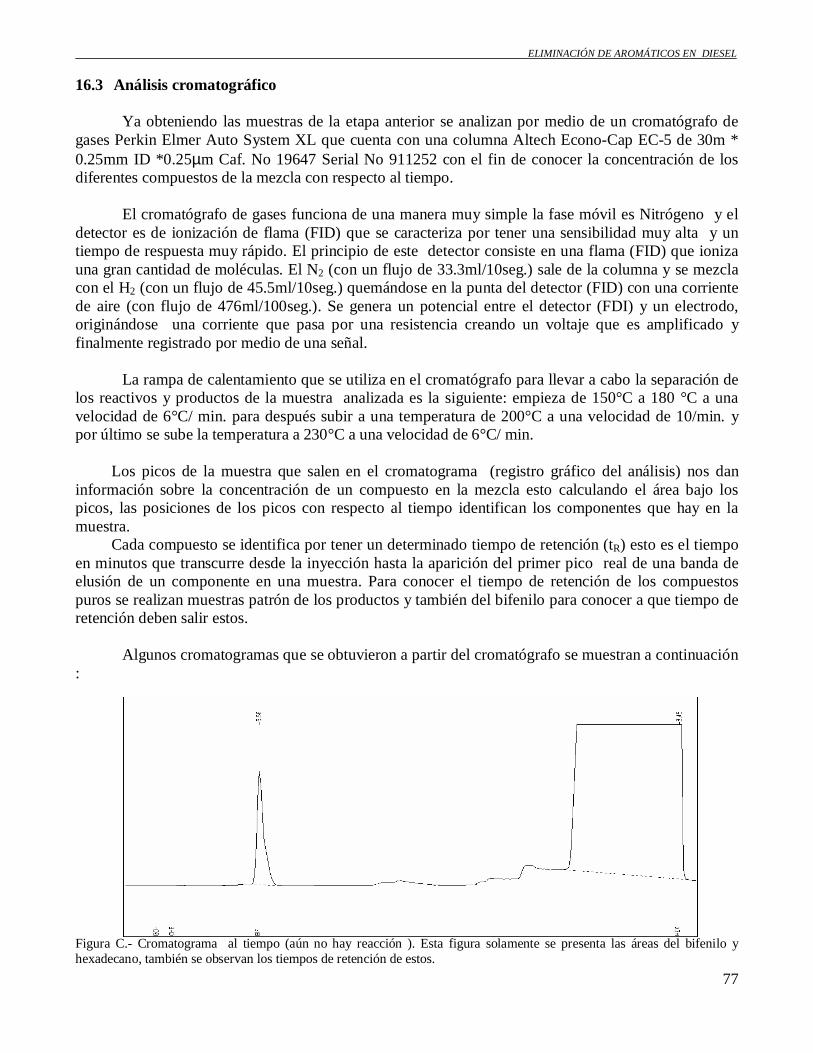
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
77
16.3 Análisis cromatográfico
Ya obteniendo las muestras de la etapa anterior se analizan por medio de un cromatógrafo degases Perkin Elmer Auto System XL que cuenta con una columna Altech Econo-Cap EC-5 de 30m *0.25mm ID *0.25µm Caf. No 19647 Serial No 911252 con el fin de conocer la concentración de losdiferentes compuestos de la mezcla con respecto al tiempo.
El cromatógrafo de gases funciona de una manera muy simple la fase móvil es Nitrógeno y eldetector es de ionización de flama (FID) que se caracteriza por tener una sensibilidad muy alta y untiempo de respuesta muy rápido. El principio de este detector consiste en una flama (FID) que ionizauna gran cantidad de moléculas. El N2 (con un flujo de 33.3ml/10seg.) sale de la columna y se mezclacon el H2 (con un flujo de 45.5ml/10seg.) quemándose en la punta del detector (FID) con una corrientede aire (con flujo de 476ml/100seg.). Se genera un potencial entre el detector (FDI) y un electrodo,originándose una corriente que pasa por una resistencia creando un voltaje que es amplificado yfinalmente registrado por medio de una señal.
La rampa de calentamiento que se utiliza en el cromatógrafo para llevar a cabo la separación delos reactivos y productos de la muestra analizada es la siguiente: empieza de 150°C a 180 °C a unavelocidad de 6°C/ min. para después subir a una temperatura de 200°C a una velocidad de 10/min. ypor último se sube la temperatura a 230°C a una velocidad de 6°C/ min.
Los picos de la muestra que salen en el cromatograma (registro gráfico del análisis) nos daninformación sobre la concentración de un compuesto en la mezcla esto calculando el área bajo lospicos, las posiciones de los picos con respecto al tiempo identifican los componentes que hay en lamuestra.
Cada compuesto se identifica por tener un determinado tiempo de retención (tR) esto es el tiempoen minutos que transcurre desde la inyección hasta la aparición del primer pico real de una banda deelusión de un componente en una muestra. Para conocer el tiempo de retención de los compuestospuros se realizan muestras patrón de los productos y también del bifenilo para conocer a que tiempo deretención deben salir estos.
Algunos cromatogramas que se obtuvieron a partir del cromatógrafo se muestran a continuación:
Figura C.- Cromatograma al tiempo (aún no hay reacción ). Esta figura solamente se presenta las áreas del bifenilo yhexadecano, también se observan los tiempos de retención de estos.
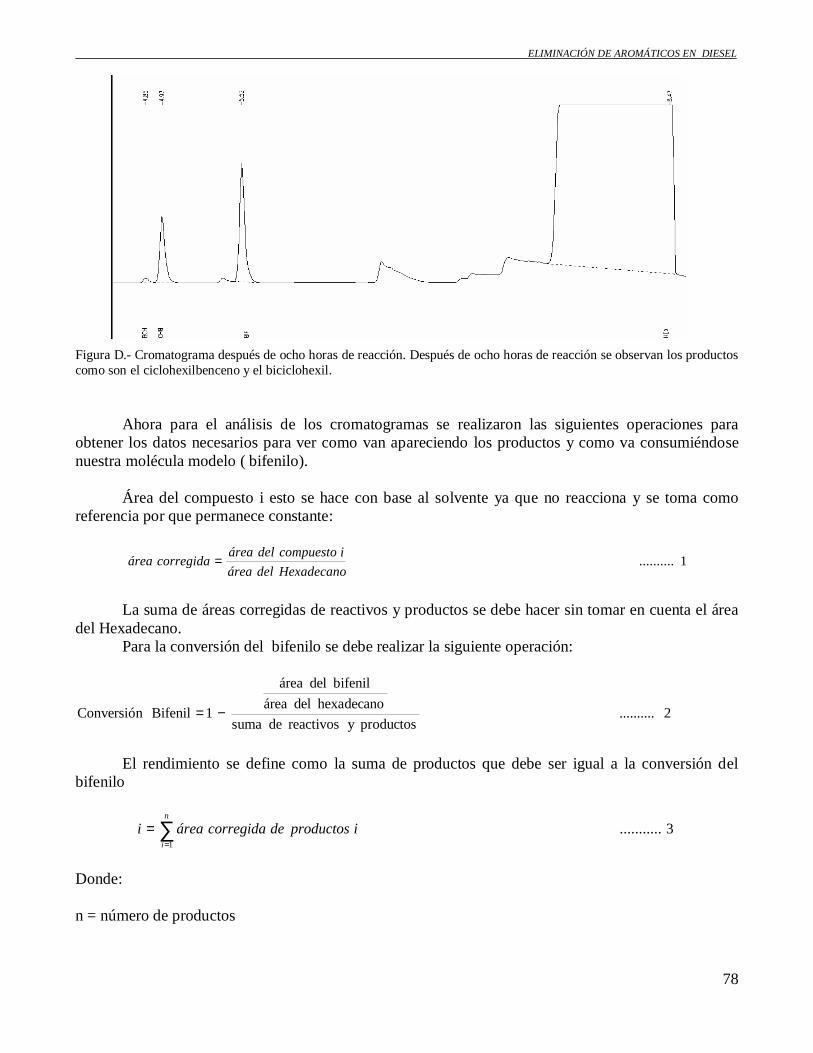
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
78
Figura D.- Cromatograma después de ocho horas de reacción. Después de ocho horas de reacción se observan los productoscomo son el ciclohexilbenceno y el biciclohexil.
Ahora para el análisis de los cromatogramas se realizaron las siguientes operaciones paraobtener los datos necesarios para ver como van apareciendo los productos y como va consumiéndosenuestra molécula modelo ( bifenilo).
Área del compuesto i esto se hace con base al solvente ya que no reacciona y se toma comoreferencia por que permanece constante:
1..........Hexadecanodelárea
icompuestodeláreacorregidaárea =
La suma de áreas corregidas de reactivos y productos se debe hacer sin tomar en cuenta el áreadel Hexadecano.
Para la conversión del bifenilo se debe realizar la siguiente operación:
2..........productosyreactivosdesuma
hexadecanodeláreabifenildelárea
1BifenilConversión −=
El rendimiento se define como la suma de productos que debe ser igual a la conversión delbifenilo
∑=
=n
iiproductosdecorregidaáreai
13...........
Donde:
n = número de productos
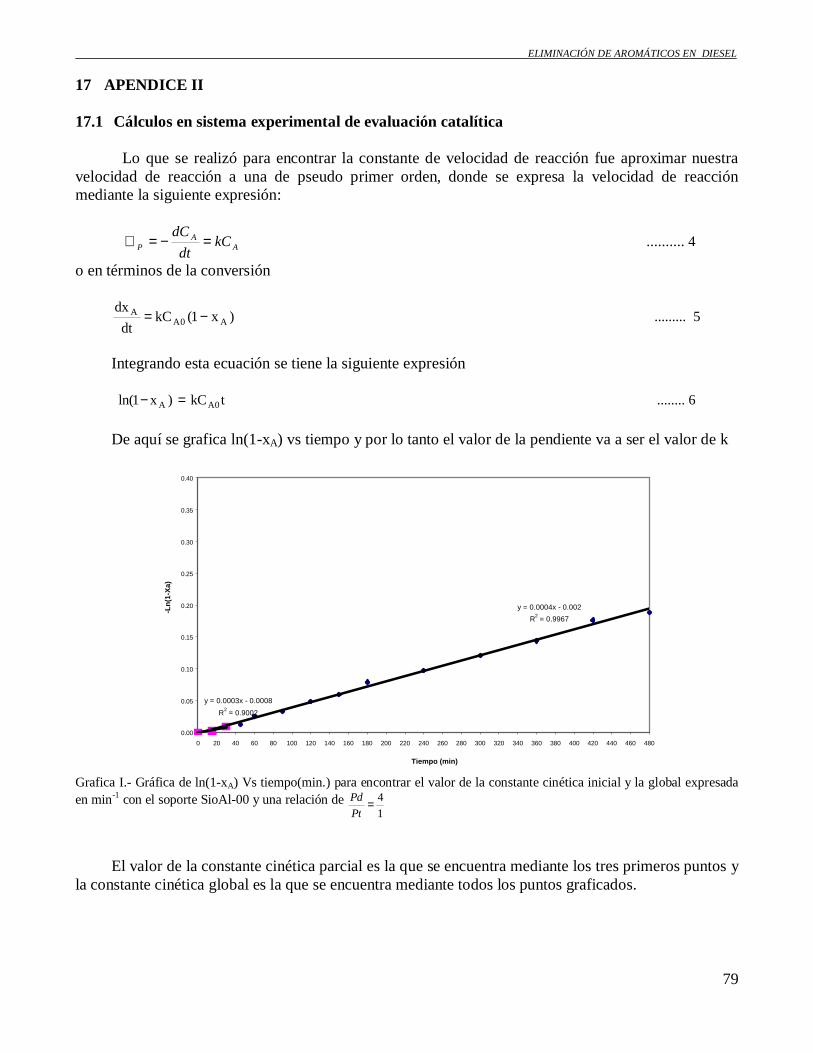
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
79
17 APENDICE II
17.1 Cálculos en sistema experimental de evaluación catalítica
Lo que se realizó para encontrar la constante de velocidad de reacción fue aproximar nuestravelocidad de reacción a una de pseudo primer orden, donde se expresa la velocidad de reacciónmediante la siguiente expresión:
4..........AA
P kCdt
dC=−=ℜ
o en términos de la conversión
5.........)x1(kCdt
dxA0A
A −=
Integrando esta ecuación se tiene la siguiente expresión
6........tkC)x1ln( 0AA =−
De aquí se grafica ln(1-xA) vs tiempo y por lo tanto el valor de la pendiente va a ser el valor de k
y = 0.0004x - 0.002R2 = 0.9967
y = 0.0003x - 0.0008R2 = 0.9002
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0 20 40 60 80 100 120 140 160 180 200 220 240 260 280 300 320 340 360 380 400 420 440 460 480
Tiempo (min)
-Ln(
1-Xa
)
Grafica I.- Gráfica de ln(1-xA) Vs tiempo(min.) para encontrar el valor de la constante cinética inicial y la global expresadaen min-1 con el soporte SioAl-00 y una relación de
14
=PtPd
El valor de la constante cinética parcial es la que se encuentra mediante los tres primeros puntos yla constante cinética global es la que se encuentra mediante todos los puntos graficados.
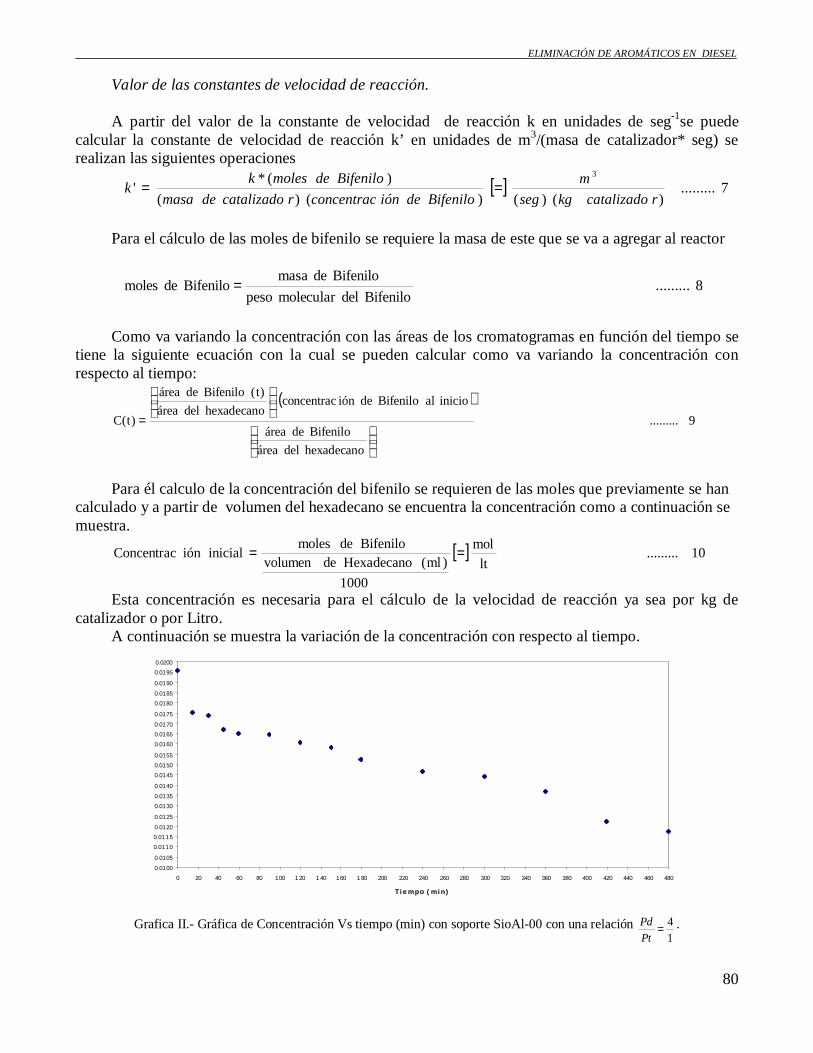
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
80
Valor de las constantes de velocidad de reacción.
A partir del valor de la constante de velocidad de reacción k en unidades de seg-1se puedecalcular la constante de velocidad de reacción k’ en unidades de m3/(masa de catalizador* seg) serealizan las siguientes operaciones
[ ] 7.........)()()()(
)(*'3
rcatalizadokgsegm
BifenilodeiónconcentracrcatalizadodemasaBifenilodemoleskk ==
Para el cálculo de las moles de bifenilo se requiere la masa de este que se va a agregar al reactor
8.........Bifenilodelmolecularpeso
BifenilodemasaBifenilodemoles =
Como va variando la concentración con las áreas de los cromatogramas en función del tiempo setiene la siguiente ecuación con la cual se pueden calcular como va variando la concentración conrespecto al tiempo:
( )9.........
hexadecanodeláreaBifenilodeárea
inicioalBifenilodeiónconcentrachexadecanodelárea
)t(Bifenilodeárea
)t(C
=
Para él calculo de la concentración del bifenilo se requieren de las moles que previamente se hancalculado y a partir de volumen del hexadecano se encuentra la concentración como a continuación semuestra.
[ ] 10.........lt
mol
1000)ml(Hexadecanodevolumen
BifenilodemolesinicialiónConcentrac ==
Esta concentración es necesaria para el cálculo de la velocidad de reacción ya sea por kg decatalizador o por Litro.
A continuación se muestra la variación de la concentración con respecto al tiempo.
0.0100
0.0105
0.01100.01150.0120
0.0125
0.01300.0135
0.0140
0.01450.01500.0155
0.01600.01650.0170
0.0175
0.01800.0185
0.0190
0.01950.0200
0 20 40 60 80 100 120 140 160 180 200 220 240 260 280 300 320 340 360 380 400 420 440 460 480
Ti e mpo ( mi n)
Grafica II.- Gráfica de Concentración Vs tiempo (min) con soporte SioAl-00 con una relación14
=PtPd .
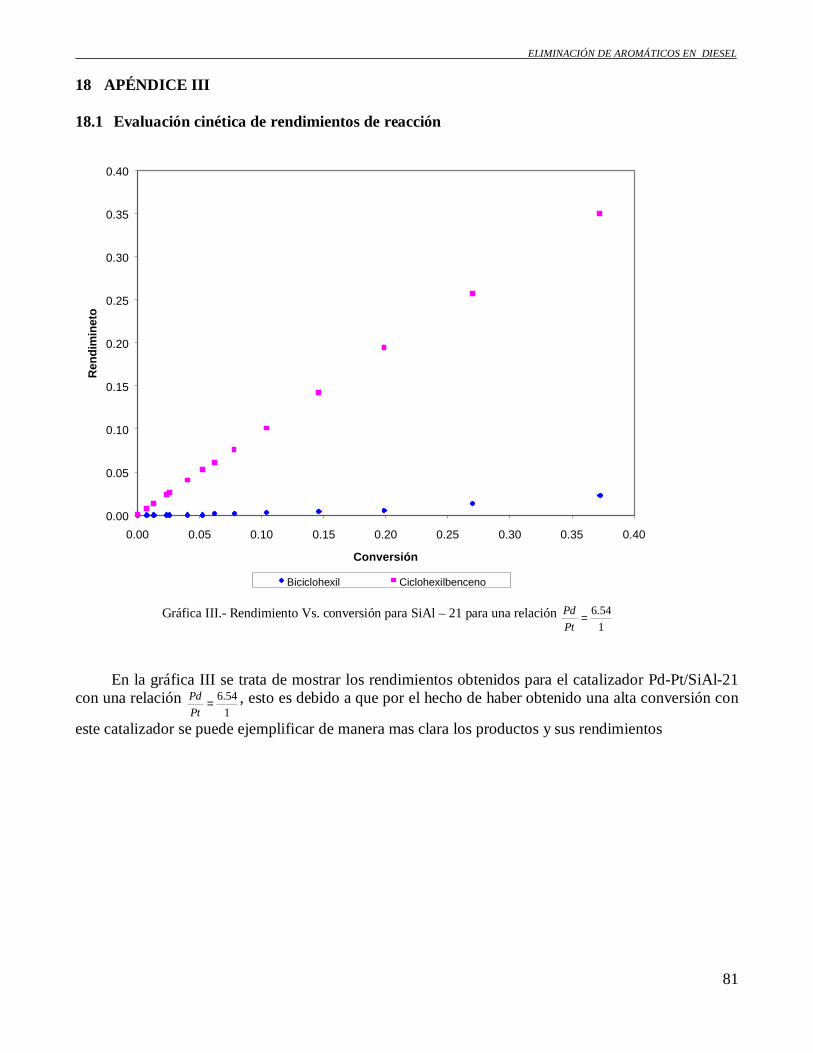
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
81
18 APÉNDICE III
18.1 Evaluación cinética de rendimientos de reacción
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.00 0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40
Conversión
Ren
dim
inet
o
Biciclohexil Ciclohexilbenceno
Gráfica III.- Rendimiento Vs. conversión para SiAl – 21 para una relación154.6
=PtPd
En la gráfica III se trata de mostrar los rendimientos obtenidos para el catalizador Pd-Pt/SiAl-21con una relación
154.6
=PtPd , esto es debido a que por el hecho de haber obtenido una alta conversión con
este catalizador se puede ejemplificar de manera mas clara los productos y sus rendimientos
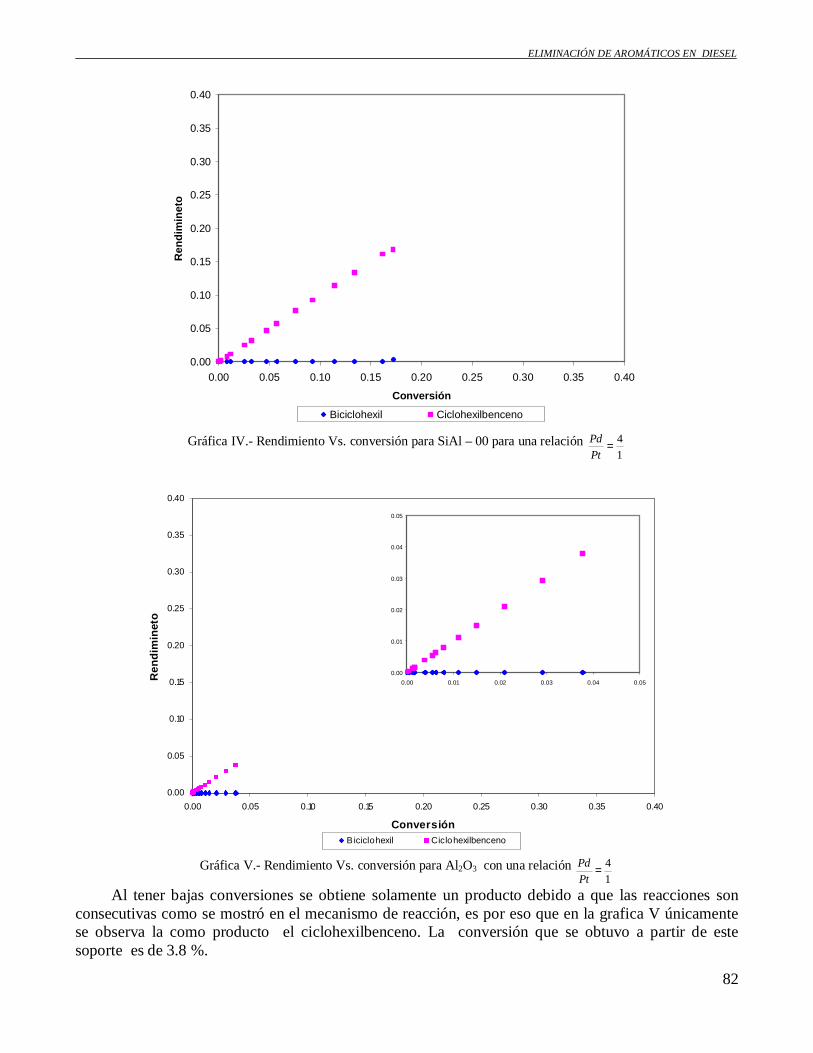
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
82
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.00 0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40
Conversión
Ren
dim
inet
o
Biciclohexil Ciclohexilbenceno
Gráfica IV.- Rendimiento Vs. conversión para SiAl – 00 para una relación14
=PtPd
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.00 0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40
Conversión
Ren
dim
inet
o
Biciclohexil Ciclohexilbenceno
Gráfica V.- Rendimiento Vs. conversión para Al2O3 con una relación14
=PtPd
Al tener bajas conversiones se obtiene solamente un producto debido a que las reacciones sonconsecutivas como se mostró en el mecanismo de reacción, es por eso que en la grafica V únicamentese observa la como producto el ciclohexilbenceno. La conversión que se obtuvo a partir de estesoporte es de 3.8 %.
0.00
0.01
0.02
0.03
0.04
0.05
0.00 0.01 0.02 0.03 0.04 0.05
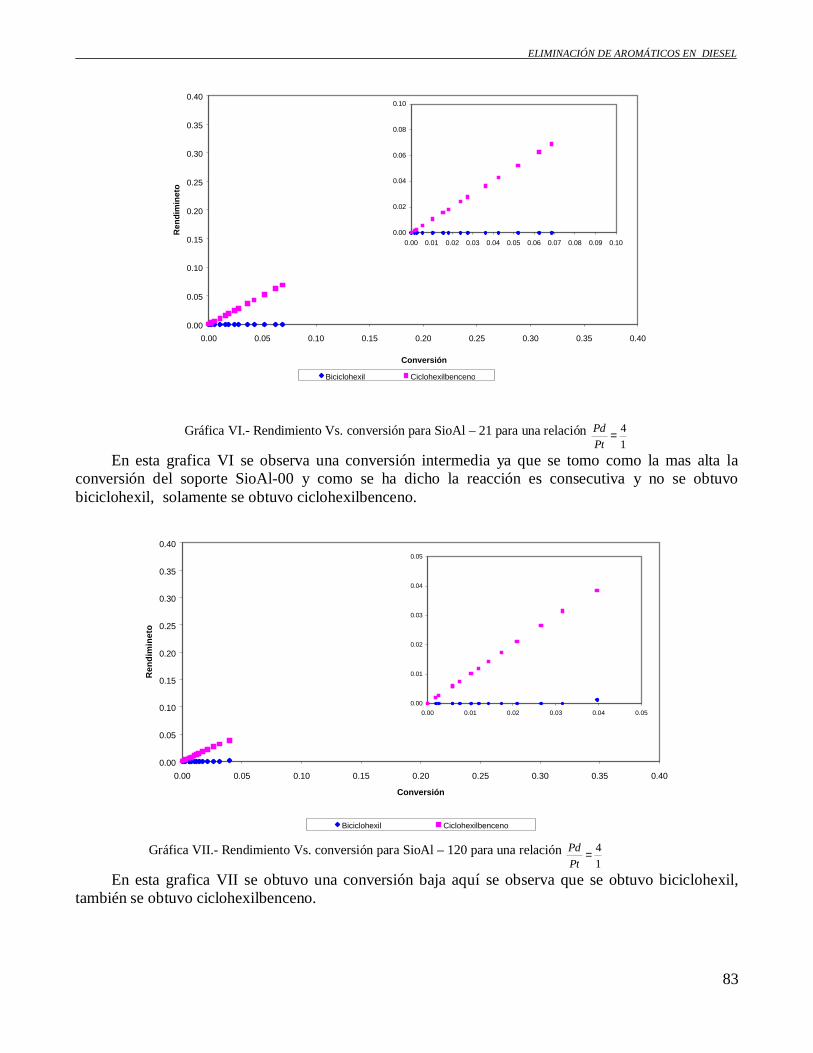
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
83
Gráfica VI.- Rendimiento Vs. conversión para SioAl – 21 para una relación14
=PtPd
En esta grafica VI se observa una conversión intermedia ya que se tomo como la mas alta laconversión del soporte SioAl-00 y como se ha dicho la reacción es consecutiva y no se obtuvobiciclohexil, solamente se obtuvo ciclohexilbenceno.
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.00 0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40
Conversión
Ren
dim
inet
o
Biciclohexil Ciclohexilbenceno
Gráfica VII.- Rendimiento Vs. conversión para SioAl – 120 para una relación14
=PtPd
En esta grafica VII se obtuvo una conversión baja aquí se observa que se obtuvo biciclohexil,también se obtuvo ciclohexilbenceno.
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.00 0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40
Conversión
Ren
dim
inet
o
Biciclohexil Ciclohexilbenceno
0.00
0.02
0.04
0.06
0.08
0.10
0.00 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.10
0.00
0.01
0.02
0.03
0.04
0.05
0.00 0.01 0.02 0.03 0.04 0.05
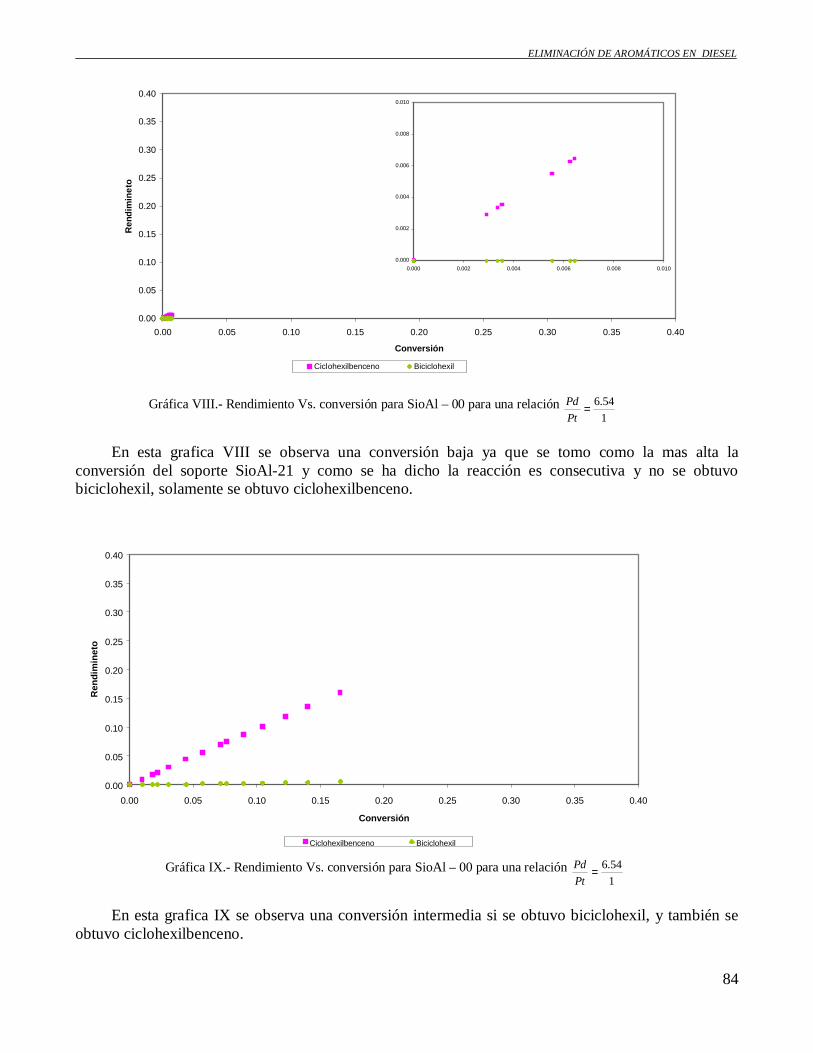
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
84
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.00 0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40
Conversión
Ren
dim
inet
o
Ciclohexilbenceno Biciclohexil
Gráfica VIII.- Rendimiento Vs. conversión para SioAl – 00 para una relación154.6
=PtPd
En esta grafica VIII se observa una conversión baja ya que se tomo como la mas alta laconversión del soporte SioAl-21 y como se ha dicho la reacción es consecutiva y no se obtuvobiciclohexil, solamente se obtuvo ciclohexilbenceno.
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.00 0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40
Conversión
Ren
dim
inet
o
Ciclohexilbenceno Biciclohexil
Gráfica IX.- Rendimiento Vs. conversión para SioAl – 00 para una relación154.6
=PtPd
En esta grafica IX se observa una conversión intermedia si se obtuvo biciclohexil, y también seobtuvo ciclohexilbenceno.
0.000
0.002
0.004
0.006
0.008
0.010
0.000 0.002 0.004 0.006 0.008 0.010

ELIMINACIÓN DE AROMÁTICOS EN DIESEL
85
19 APÉNDICE IV
19.1 Diseño de reactor
El coeficiente de transferencia de masa del liquido al sólido, fue el coeficiente que se utilizó enel diseño de este reactor de flujo percolador se correlaciona por:
( ) 33.0Re64.1 −= LDj para 0.2< ReL<2400 ...11
=
2
.HDau
akjL
L
tL
ccD ρ
µ ...12
Donde:
DH2= difusividad del H2 en el liquidoµL= viscosidad de líquidoρL= densidad del líquidodP= diámetro dela partículakcac = coeficiente de transferencia volumétrico liquido sólidoat= area total externa de las partículas por unidad de volumen de reactor.Re =Reynolds del líquido (dP ρL vLo / µL)
En el balance que se realizo para el diseño de
Balances en la fase líquida. Reactor de HDA.
( )[ ] 0,,,
2,
2
, =−−− SBFLBFCCLBF
LLBF
LBF CCakdz
dCu
dzCd
D ...13
( ) [ ]SBFLBFBFCCP CCak ,, −=ℜ ...14
donde Pℜ para la reacción de pseudo primer orden se define como:
SBFBFBP Ck ,ηρ=ℜ ...15
CBF es la concentración del Bifenilo en liquido (L) y en la superficie sólida (S). El coeficiente detransferencia de masa interna η es diferente de uno ya que se encuentra este valor en función delmodulo de thiele esto es a partir de un balance de materia en una partícula suponiendo una esfera y acontinuación se da la definición de este modulo:
e
pss D
kr ρφ 1
3= .... 16
Donde
rs = diámetro de la partícula, m
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
86
k1= Constante cinética, m3/kg segρp = Densidad de la partícula, kg/m3.De = Difusividad efectiva, m2/seg que esta definida de la siguiente forma
AKABe DD
D)/(1/1
1+
= .... 17
Donde
DAB= Difusividad molecular(DK)A= Difusividad de Knudsen
Ya con estos valores se encuentra el coeficiente de transferencia de masa interna definido enfunción del modulo de Thiele mediante la siguiente expresión:
−=
sss φφφη
31
3tanh11 .... 18
Combinando las ecuaciones se obtiene la altura del reactor con la siguiente expresión :
−°=
xkuL
BIF
L
11ln ... 19
x es la conversión y k° es coeficiente global definido por:
( ) BIFBBIFCC kakk ηρ111
+=°
... 20
El calculo de la altura del reactor esta dado por la siguiente expresión [18].
]1ln[ BFL x
kvL −
°−= ... 21
La velocidad lineal uL depende del diámetro del reactor. Variando el diámetro, y por prueba yerror se obtiene la altura del reactor. Un factor que puede establecerse para asegurar una distribución deliquido adecuada y que relaciona el diámetro con la longitud del lecho es la siguiente [19]:
P
R
dDL
2*25.0≥ ... 22
donde DR, es el diámetro del reactor (m).
La ecuación pasada se debe cumplir iterando hasta que se cumpla la restricción se encuentra laaltura del reactor, el flujo que se tomo en consideración para el diseño del reactor fue de 1,500 bbl/díacon un porcentaje en aromáticos de 30% en volumen, de aquí se desprenden todos los balances demateria en el proceso.
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
87
19.2 Diseño del separador flash
Existen diferentes algoritmos para el diseño de estos equipos, aunque todos ellos funcionan bajoel mismo principio.
Para el diseño de nuestro tanque de separación se utilizó el algoritmo de Watkins[21] y algoritmode Martínez[22].
Una vez que se conoce el diámetro del recipiente y la cantidad de líquido que se ha de recibir seprocede a dimensionar el equipo según GPSA. Entonces se debe seleccionar el diámetro comercial ycalcular la longitud del equipo. Una serie de normas perfectamente establecidas le sirven de guía aldiseñador para seleccionar la altura de cada una de las partes que configuran el recipiente: altura de lazona líquida, espacio entre el nivel de líquido y la boquilla de entrada, diámetro de la boquilla deentrada de los fluidos, altura entre el tope de la boquilla y el extractor de niebla, espacio libre requeridopara instalar el extractor de niebla y la zona inmediata superior hasta la costura del separador. Al sumarestas longitudes se debe obtener una razón de esbeltez (altura / diámetro) que, de acuerdo con lasdiferentes normas puede oscilar entre 3 y 5.
Para el separador inicial se determinó el flujo de gas que se obtiene en la parte superior delequipo y la velocidad máxima del mismo. La velocidad se puede obtener por la siguiente ecuación.
( ) ( )v
vlvu
ρρρ −
=max (ft/s) ...23
donde el factor Kv es un factor de la velocidad de vapor.
El área seccional mínima se calcula.
( )maxmin / vV uQA = (sq.ft) ...24
el diámetro mínimo
πmin/4AD = (ft) ...25
A continuación se calcula la altura del líquido tomando en cuenta el tiempo de residencianecesario para que se lleve a cabo la separación. El tiempo necesario en el caso de cortes de destiladosintermediarios es de 5 minutos.
El volumen del líquido
...26
Altura del líquido
...27
tQV L *=
min/ AVh =

ELIMINACIÓN DE AROMÁTICOS EN DIESEL
88
Una vez conocido el diámetro mínimo del recipiente y la cantidad de líquido para almacenar sedimensiona el equipo. Según PDVSA el arreglo es el siguiente (Figura 17)
Con el diámetro mínimo y la suma de alturas hi se inicia un proceso iterativo para determinar lalongitud y diámetro de la unidad final. La relación de la longitud entre el diámetro tiene que satisfacerla siguiente condición ( ) 5)/3 ≤≤ DL .
19.3 Diseño de bomba
Ya con una pequeña introducción del funcionamiento de las bombas se ampliara esto aecuaciones y como primera de ellas se tiene el balance de energía mecánico para sistemasincompresible ya que se esta suponiendo el diesel (en nuestro caso) fluido incompresible por lo tanto setiene
Esta ecuación es el balance de energía de Bernoulli donde:
Son las pérdidas por fricción a lo largo del tubo y los accesoriosf es el factor de fricciónv es la velocidad del fluido
Eliminando términos del balance de energía se tiene que v1=v2 y P1=P2 por lo tanto el balance queda dela siguiente forma:
y Ws es el trabajo de flecha
Donde:
D = Diámetro del tubov = velocidad del fluidoρ = densidad del fluidoµ = viscosidad del fluido
28...21 2
scc
WFPg
zgg
=∑+∆
+∆
+∆ρ
υ
30...2 detlog
2
+=∑
accesorios
e
ubc DL
DL
gfF υ
31...Reµυρ D
=
29...FzggW
cs ∑+∆=
ELIMINACIÓN DE AROMÁTICOS EN DIESEL
89
Ya con los resultados obtenidos a partir del número de Reynolds y de la diferencia de alturasque en este caso se supone que la bomba esta en el piso y la potencia necesaria para impulsar el fluidohacia la parte superior del reactor va a ser una cantidad mayor a la del reactor (7 m) y la longitud totalde la tubería va a ser de 16 m., como accesorios se va a tener codos y una T.
Ya realizando cálculos se tiene que
Ws= 7 J/kg
Este dato expresándolo en potencia se tiene que
P=20.20 Hp que esto equivale a el 100% de eficiencia pero en este caso se supone una eficiencia del 70% y por lo tanto el valor de la potencia requerida va a ser de
P = 28.86 Hp





























