Embed Size (px)
Citation preview
(Industrial)
Microbiology Risk Assessment
Dr Nicholas Johnson
ILSI Europe 2014 Annual Symposium
20-21 March 2014
Nestlé, CH
Agenda
• Nestlé team
• Overview of MRA
• Examples of Industrial MRA in Nestlé
2
Food Safety Microbiology (FSM)
P 3
Emerging microbial issues
Address relevant microbiological issues by
understanding the impact of emerging pathogens on
the food chain and on human health and how to
prevent contamination of the food supply
Microbiological risk
assessment Provide:
- Risk assessment methodologies & tools
- State of the art risk assessments to allow
science-based management
Microbiological Product Safety and Quality
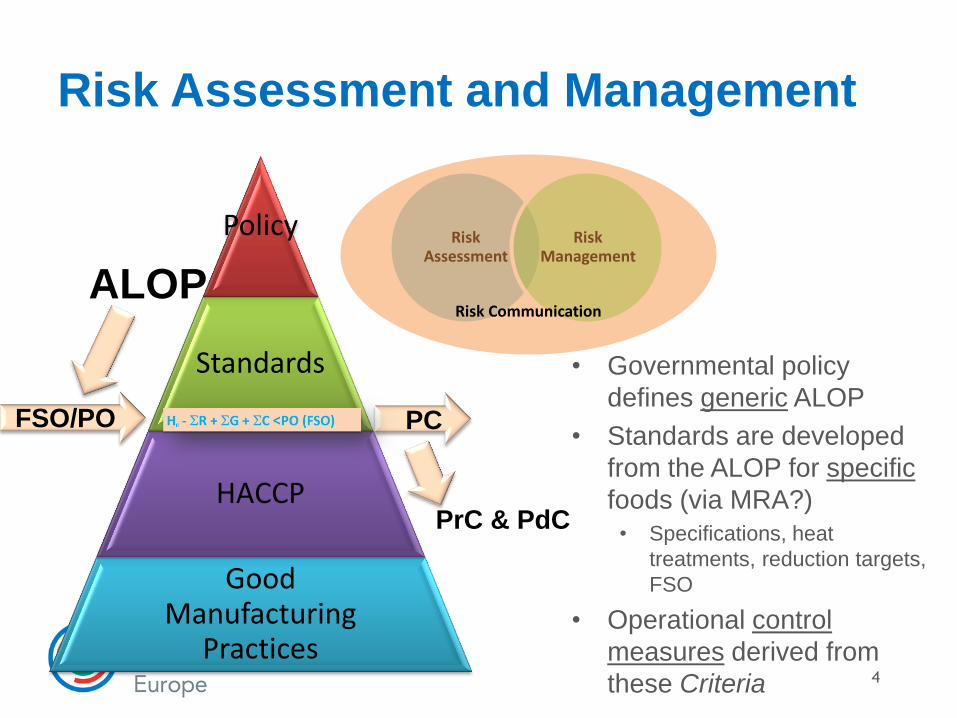
Policy
Standards
HACCP
Good Manufacturing
Practices
Risk Assessment and Management
4
Risk Assessment
Risk Management
Risk Communication ALOP
PC
PrC & PdC
FSO/PO
• Governmental policy
defines generic ALOP
• Standards are developed
from the ALOP for specific
foods (via MRA?)
• Specifications, heat
treatments, reduction targets,
FSO
• Operational control
measures derived from
these Criteria
5
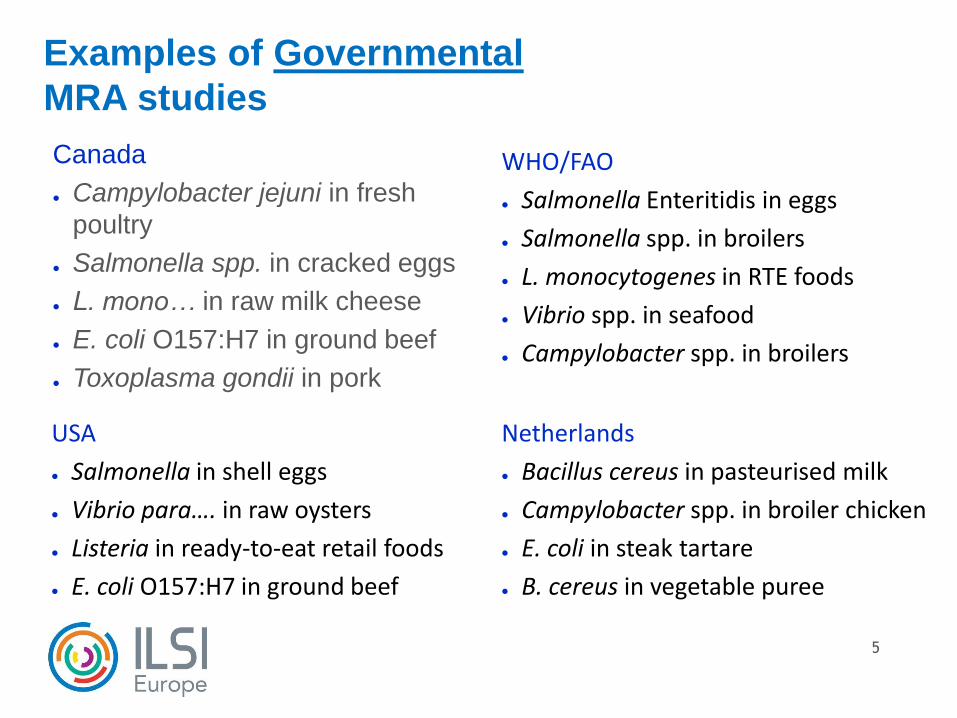
Examples of Governmental
MRA studies
Canada
Campylobacter jejuni in fresh
poultry
Salmonella spp. in cracked eggs
L. mono… in raw milk cheese
E. coli O157:H7 in ground beef
Toxoplasma gondii in pork
WHO/FAO
Salmonella Enteritidis in eggs
Salmonella spp. in broilers
L. monocytogenes in RTE foods
Vibrio spp. in seafood
Campylobacter spp. in broilers
USA
Salmonella in shell eggs
Vibrio para…. in raw oysters
Listeria in ready-to-eat retail foods
E. coli O157:H7 in ground beef
Netherlands
Bacillus cereus in pasteurised milk
Campylobacter spp. in broiler chicken
E. coli in steak tartare
B. cereus in vegetable puree
6
JEMRA Output: CCFH use:
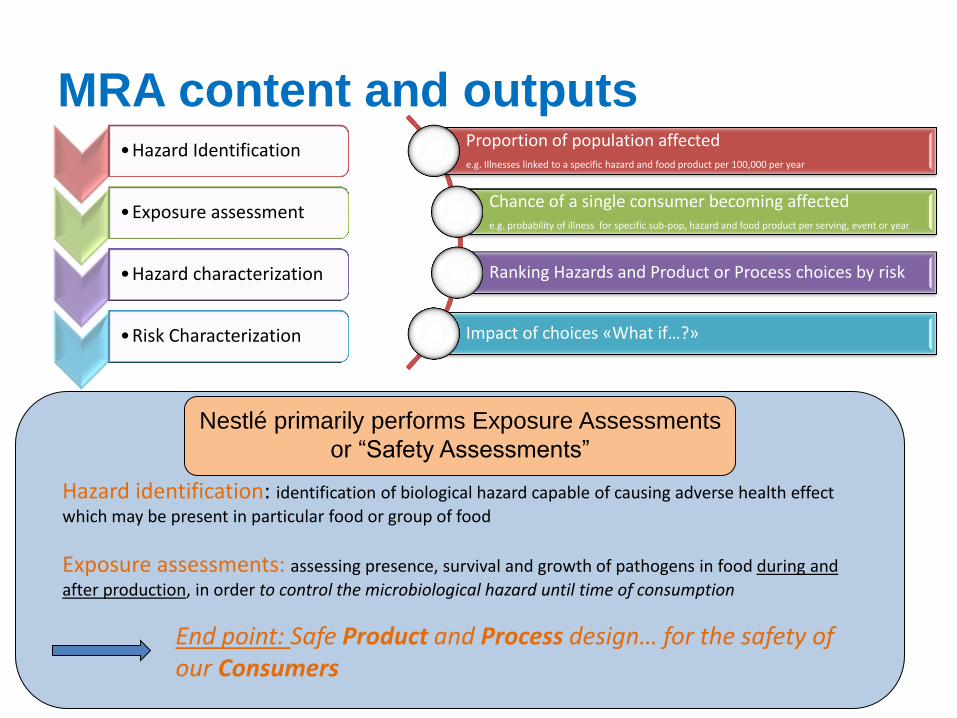
MRA content and outputs •Hazard Identification
•Exposure assessment
•Hazard characterization
•Risk Characterization
Nestlé primarily performs Exposure Assessments
or “Safety Assessments”
Hazard identification: identification of biological hazard capable of causing adverse health effect
which may be present in particular food or group of food
Exposure assessments: assessing presence, survival and growth of pathogens in food during and
after production, in order to control the microbiological hazard until time of consumption
End point: Safe Product and Process design… for the safety of our Consumers
Proportion of population affected e.g. Illnesses linked to a specific hazard and food product per 100,000 per year
Chance of a single consumer becoming affected e.g. probability of illness for specific sub-pop, hazard and food product per serving, event or year
Ranking Hazards and Product or Process choices by risk
Impact of choices «What if…?»
Types of MRA
• Reactive – Proactive
• Qualitative –
Quantitative
• Deterministic -
Probabilistic
• Level of ‘Robustness’
• Safety – Spoilage
• Microbiological and
Chemical risk
8
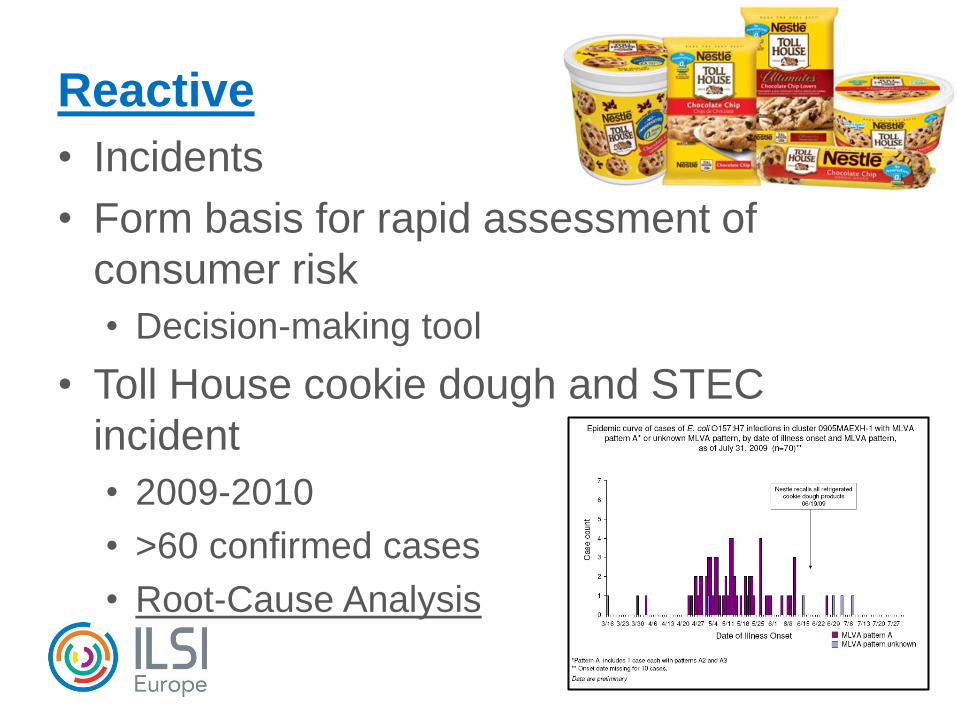
Reactive
• Incidents
• Form basis for rapid assessment of
consumer risk
• Decision-making tool
• Toll House cookie dough and STEC
incident
• 2009-2010
• >60 confirmed cases
• Root-Cause Analysis
9
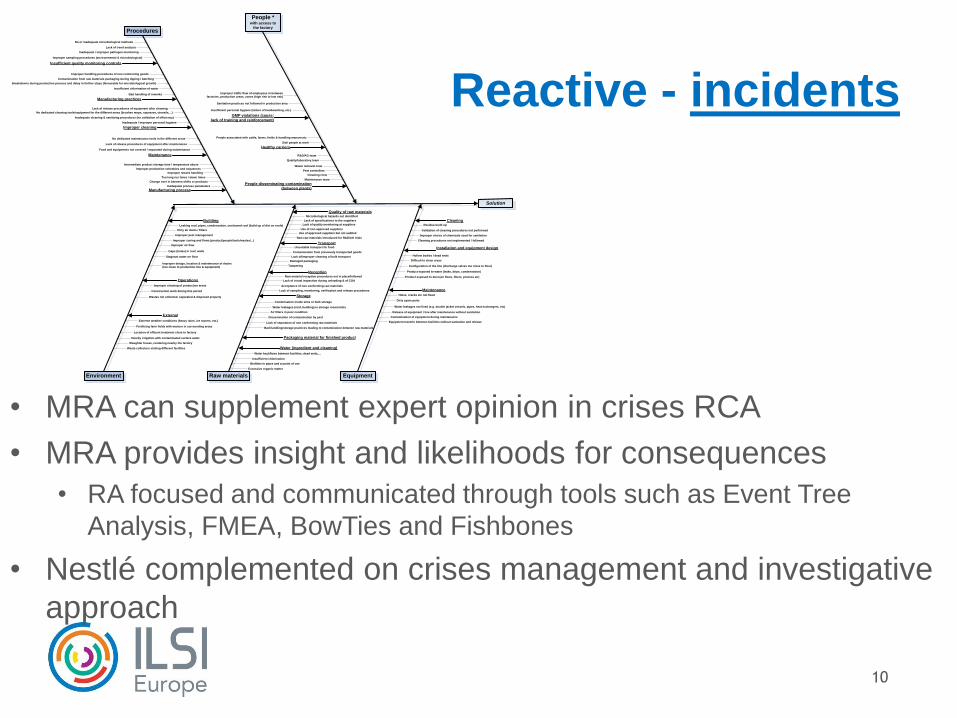
Reactive - incidents
• MRA can supplement expert opinion in crises RCA
• MRA provides insight and likelihoods for consequences
• RA focused and communicated through tools such as Event Tree
Analysis, FMEA, BowTies and Fishbones
• Nestlé complemented on crises management and investigative
approach
10
Solution
Procedures
People *with access to
the factory
Raw materials EquipmentEnvironment
Maintenance
Food and equipments not covered / separated during maintenance
Lack of release procedures of equipment after maintenance
No dedicated maintenance tools in the different areas
Improper cleaning
Inadequate / Improper personal hygiene
Inadequate cleaning & sanitizing procedures (no validation of efficiency)
No dedicated cleaning tools/equipment for the different areas (brushes mops, squeezes, utensils,...)
Lack of release procedures of equipment after cleaning
Manufacturing practices
Bad handling of reworks
Insufficient chlorination of water
Breakdowns during production process and delay in further steps (favourable for microbiological growth)
Contamination from raw materials packaging during tipping / batching
Improper handling procedures of non conforming goods
Insufficient quality monitoring controls
Improper sampling procedures (environmental & microbiological)
Inadequate / improper pathogen monitoring
Lack of trend analysis
No or inadequate microbiological methods
Building
Leaking roof, pipes, condensation, uncleaned roof (build up of dirt on roofs)
Healthy carriers
Sick people at work
People associated with cattle, farms, fields & handling manure,etc
GMP violations (cause:
lack of training and reinforcement)
Insufficient personal hygiene (failure of handwashing, etc.)
Sanitation practices not followed in production area
Improper traffic flow of employees in between
factories, production areas, zones (high risk to low risk)
Quality of raw materials Microbiological hazards not identified
Lack of quality monitoring at suppliers
Cleaning procedures not implemented / followedTransport
Unsuitable transport for food
Contamination from previously transported goods
Lack of/Improper cleaning of bulk transport
Damaged packaging
Tampering
Reception
Lack of visual inspection during unloading & of COA
Acceptance of non-conforming raw materials
Cleaning Residue build up
Validation of cleaning procedures not performed
Installation and equipment design
Hollow bodies / dead ends
Difficult to clean areas
Configuration of the line (discharge valves too close to floor)
Product exposed to water (leaks, drips, condensation)
Product exposed to dust (air flows, filters, process air)
Maintenance
Holes, cracks etc not fixed
Dirty spare parts
Water leakages not fixed (e.g. double jacket vessels, pipes, heat exchangers, etc)
Release of equipment / line after maintenance without sanitation
Packaging material for finished product
Use of non approved suppliers
Storage
Condensation inside silos or bulk storage
Water leakages (roof, building) in storage rooms/silos
Air filters in poor condition
Dissemination of contamination by pest
Lack of separation of non conforming raw materials
Dirty air ducts / filters
Improper pest management
Improper zoning and flows (product/people/tools/wastes/...)
Improper air flow
Gaps (holes) in roof, walls
Stagnant water on floor
Improper design, location & maintenance of drains
(too close to production line & equipment)
Operations
Improper cleaning of production areas
Construction work during this period
Wastes not collected, separated & disposed properly
Extreme weather conditions (heavy rains, ice storms, etc.)
External
Fertilizing farm fields with manure in surrounding areas
Location of effluent treatment close to factory
Bad handling/storage practices leading to contamination between raw materials
Water (ingredient and cleaning)
Water backflows between facilities, dead ends,...
Insufficient chlorination
Biofilms in pipes and at point of use
Excessive organic matter
Contamination of equipment during maintenance
Manufacturing process Inadequate process parameters
Change over in between shifts or products
Too long run times / down times
Improper rework handling
Improper production schedules and sequences
Intermediate product storage time / temperature abuse
People disseminating contamination
(between plants)
Maintenance team
Cleaning crew
Pest controllers
Waste removal crew
Nearby irrigation with contaminated surface water
Slaughter house, rendering nearby the factory
Waste collectors visiting different facilities
Lack of specifications to the suppliers
Use of approved suppliers but not audited
Raw material reception procedures not in place/followed
Lack of sampling, monitoring, verification and release procedures
Improper choice of chemicals used for sanitation
Equipment transfer between facilities without sanitation and release
Quality/laboratory team
New raw materials introduced for R&D/AG trials
R&D/AG team
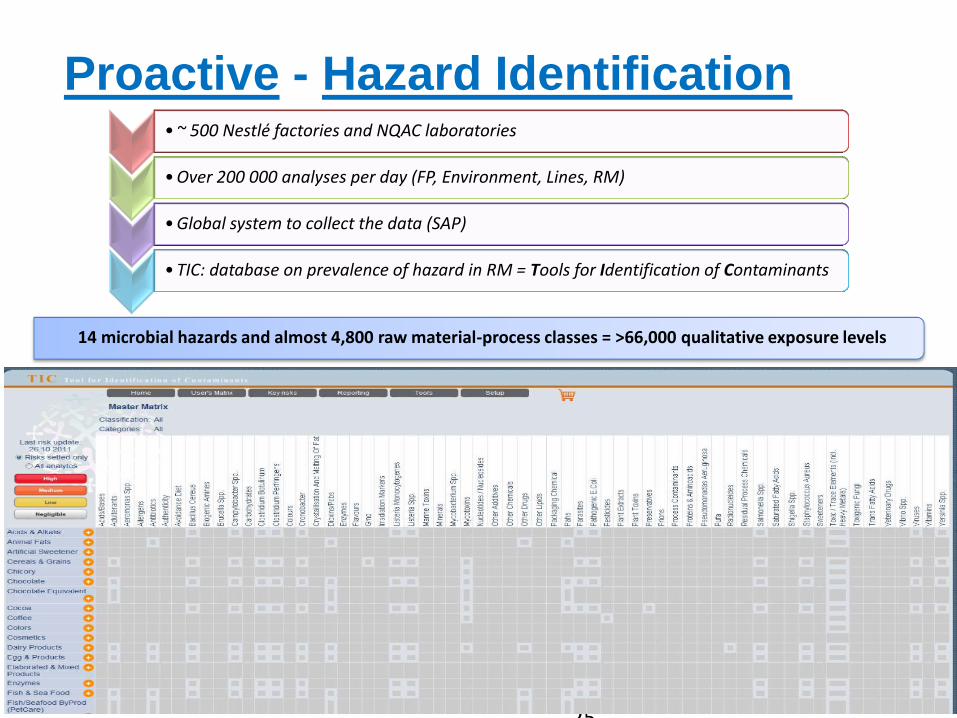
Proactive - Hazard Identification
p.
11 FrD/FSM/QS/NRC 2011-11-25
•~ 500 Nestlé factories and NQAC laboratories
•Over 200 000 analyses per day (FP, Environment, Lines, RM)
•Global system to collect the data (SAP)
•TIC: database on prevalence of hazard in RM = Tools for Identification of Contaminants
14 microbial hazards and almost 4,800 raw material-process classes = >66,000 qualitative exposure levels
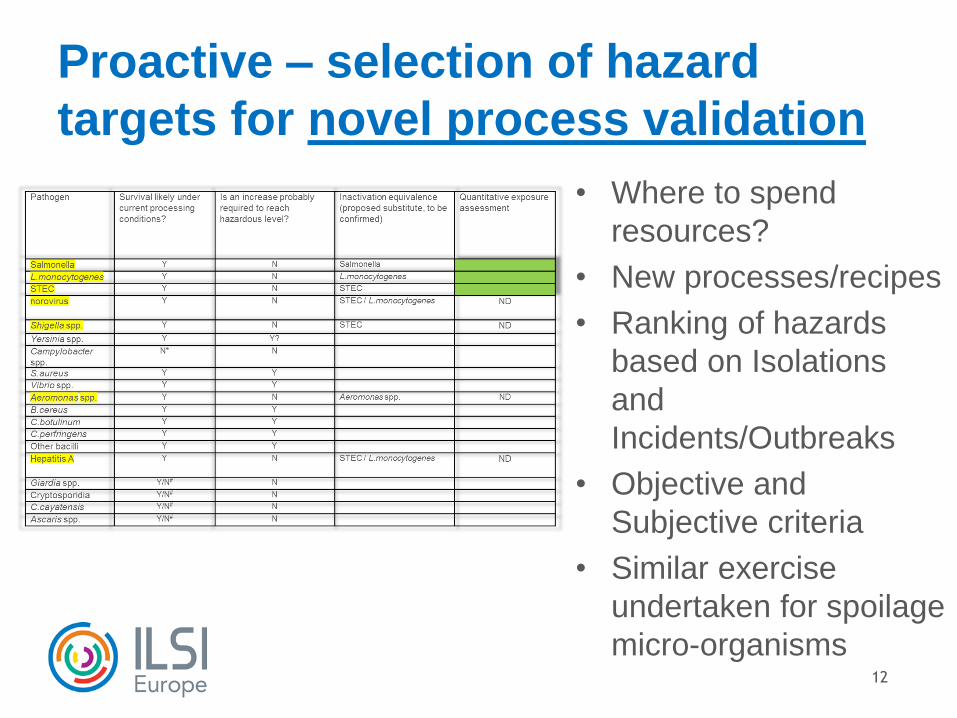
Proactive – selection of hazard
targets for novel process validation
• Where to spend
resources?
• New processes/recipes
• Ranking of hazards
based on Isolations
and
Incidents/Outbreaks
• Objective and
Subjective criteria
• Similar exercise
undertaken for spoilage
micro-organisms 12
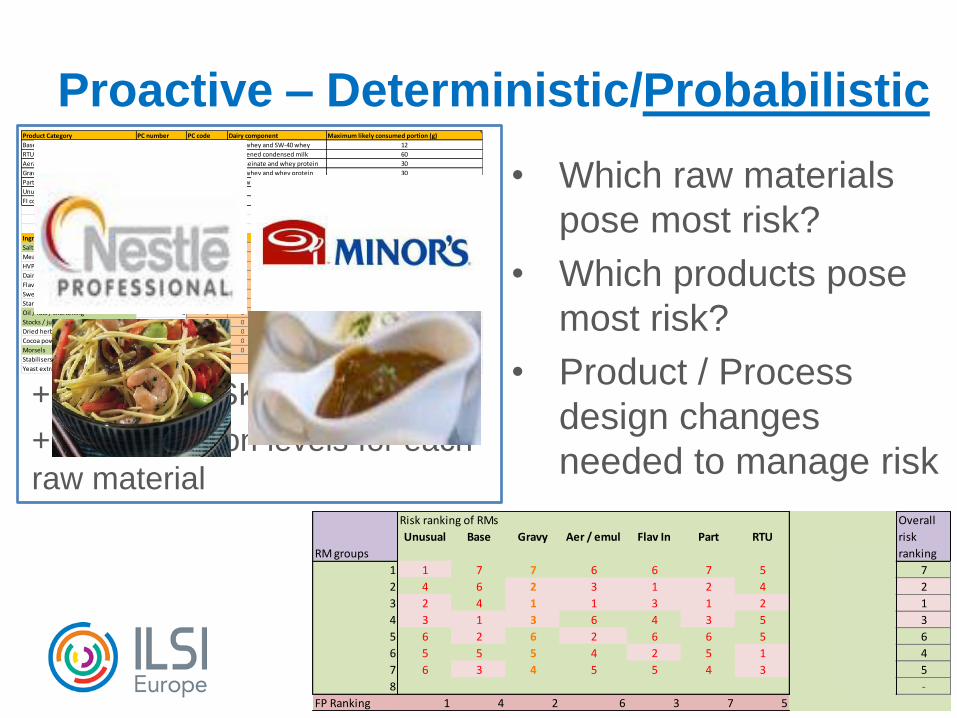
Proactive – Deterministic/Probabilistic
13
Product Category PC number PC code
Base 1 B dried whey and SW-40 whey
RTU 2 R sweetened condensed milk
Aerated / emulsion 3 A Na-caseinate and whey protein
Gravy 4 G dried whey and whey protein
Particulate 5 P dried whey
Unusual 6 U
FI concentrate 7 F
Ingredient RM group B U R A G P F
Salt 9 0 0 1 3 1 5
Meat / veg (cooked) 8 0 0 0 6 0 12 14
HVP 4 0 0 0 0 0
Dairy 5 0 0 1 0 0
Flavours 7 0 0 1 0 0 0
Sweetners / sugars 6 9 7 24 2 0 1 11
Starch / flour 3 0 0 0 0 2 0 0
Oil / fats / shortening 9 1 0 1 30 3 0 1
Stocks / juices / broths 9 0 0 1 0 0
Dried herbs / spices / veg / fruit 2 0 0 0 0 1 0 5
Cocoa powder 1 0
Morsels 9 0
Stabilisers (gums/emulsifiers) 3 0 0 1 0 0
Yeast extract 7 0 0 0
56
None
None
Dairy component Maximum likely consumed portion (g)
12
60
30
30
118
236
% in recipe
• Which raw materials
pose most risk?
• Which products pose
most risk?
• Product / Process
design changes
needed to manage risk
+ volume for SKUs
+ contamination levels for each
raw material Risk ranking of RMs
Unusual Base Gravy Aer / emul Flav In Part RTU
1 4 2 6 3 7 5 PC order
1 1 7 7 6 6 7 5 5.6 7
2 4 6 2 3 1 2 4 3.1 2
3 2 4 1 1 3 1 2 2.0 1
4 3 1 3 6 4 3 5 3.6 3
5 6 2 6 2 6 6 5 4.7 6
6 5 5 5 4 2 5 1 3.9 4
7 6 3 4 5 5 4 3 4.3 5
8 -
FP Ranking 1 4 2 6 3 7 5
RM groups
Overall
risk
ranking
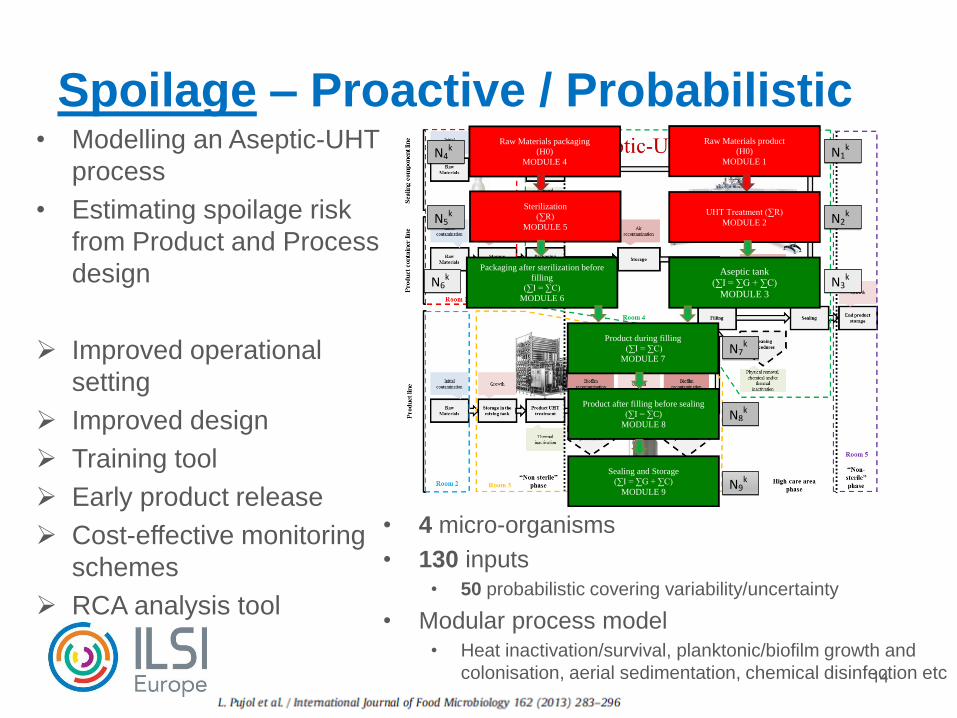
Spoilage – Proactive / Probabilistic • Modelling an Aseptic-UHT
process
• Estimating spoilage risk
from Product and Process
design
Improved operational
setting
Improved design
Training tool
Early product release
Cost-effective monitoring
schemes
RCA analysis tool
14
• 4 micro-organisms
• 130 inputs • 50 probabilistic covering variability/uncertainty
• Modular process model • Heat inactivation/survival, planktonic/biofilm growth and
colonisation, aerial sedimentation, chemical disinfection etc
Raw Materials product
(H0)
MODULE 1
UHT Treatment (∑R)
MODULE 2
Aseptic tank
(∑I = ∑G + ∑C)
MODULE 3
Raw Materials packaging
(H0)
MODULE 4
Sterilization
(∑R)
MODULE 5
Packaging after sterilization before
filling
(∑I = ∑C)
MODULE 6
Product during filling
(∑I = ∑C)
MODULE 7
Product after filling before sealing
(∑I = ∑C)
MODULE 8
Sealing and Storage
(∑I = ∑G + ∑C)
MODULE 9
N4k N1
k
N5k N2
k
N6k N3
k
N7k
N8k
N9k
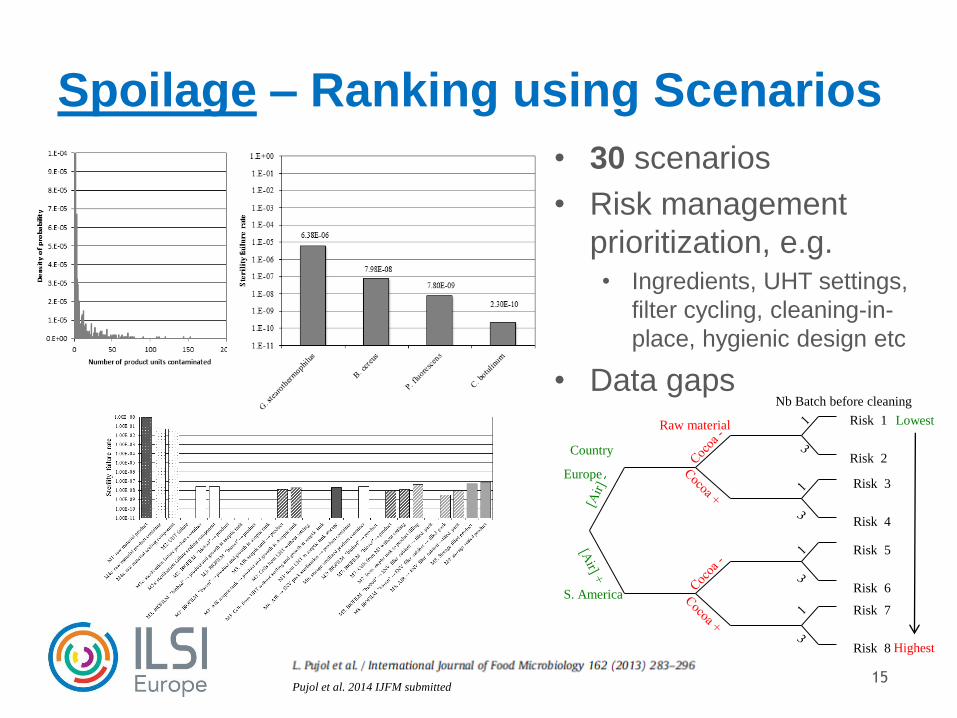
Spoilage – Ranking using Scenarios
• 30 scenarios
• Risk management
prioritization, e.g. • Ingredients, UHT settings,
filter cycling, cleaning-in-
place, hygienic design etc
• Data gaps
15
Country
Europe
S. America
Raw material
Nb Batch before cleaning
Risk 1
Risk 2
Risk 3
Risk 4
Risk 5
Risk 6
Risk 7
Risk 8
Lowest
Highest
Pujol et al. 2014 IJFM submitted
Conclusions
• Within Nestlé, Industrial MRA is mainly
applied in a ‘safety assessment’ format
• Qualitative, deterministic, concise
• Ad hoc application of in-house tools; TIC,
growth and inactivation models, Monte Carlo
tools
• Highly complex, probabilistic QMRA
approaches are used, but only if….
• Specifically warranted – cost/benefit
16

www.ilsi.eu
Thank you!