-
8/10/2019 Flotation column automation state of the art.pdf
1/6
Control Engineering Practice 11 (2003) 6772
Flotation column automation: state of the art
L.G. Bergh*, J.B. Yianatos
Chemical Engineering Department, Santa Maria University,
Valparaiso, Chile
Received 18 February 2002; accepted 16 April 2002
Abstract
A review of the trends and state of art in automation and
control of flotation columns is presented. Besides the large number
of
columns installed in concentrators world-wide, there are a
number of unsolved problems related to lack of instrumentation,
lack of
process knowledge, odd operating practices, and in general, lack
of management and data processing. Process control of
localobjectives is frequently achieved, however, application of
mature and new techniques, are rather slowly included in control
and
information systems. In the near future, it is expected that
intelligent techniques will be incorporated to solve a large
variety of
problems. r 2003 Elsevier Science Ltd. All rights reserved.
Keywords: Automation; Process control; Modelling; Data
processing; Flotation columns
1. Introduction
In the last two decades the use of pneumatic flotationcolumns
became wide-spread throughout the mineral
processing industry of metallic, non-metallic and coal
ores in the world. Columns out perform conventional
mechanical cells in cleaning operations (better product
grade) due to their particular froth operation (Finch &
Dobby, 1990).
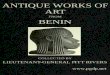
Fig. 1 shows the classical flotation column design
consisting of two principal zones: the collection zone
and the froth zone. The pulp feed enters near the top of
the collection zone. Hence, particles are contacted
counter-currently with air bubbles generated near the
bottom of the column. Hydrophobic particles collide
and adhere to the bubbles, and they move upwards to
the pulp/froth interface. The froth zone is a mobile
bubble bed, approximately 1 m in froth depth, which is
contacted counter-currently with wash water (added
near the overflow level). Some of the wash water is
recovered into the concentrate overflow, the remainder
providing a net downward flow rate called a positive
bias. The wash water plays an important role in
eliminating fine particles entrainment from the concen-
trate. However, a significant interaction occurs among
operating variables such as froth depth, air and washwater flow
rates. The air flow rate is one of the most
sensitive variables which directly affects the air holdup,
mineral recovery and product grade.
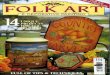
Fig. 2 illustrates a simplified flotation circuit with all
of the variables included. The column feed character-
istics such as flow rate, pH, values grade, solids content,
mineralogy, particle size distribution, liberation and
reagent concentration (collectors, frothers, etc.) are
usually determined from previous grinding operations,
flotation stages (rougher and scavenger) and condition-
ing tanks. A complete discussion on mineral processing
automation can be found in Hodouin, J.ams.a-Jounela,
Carvalho, and Bergh (2000).
More degrees of freedom in operating variables have
led to large variations in metallurgical performance and
have therefore provided much scope for improving their
control (Bergh & Yianatos, 1993).
On the other hand, the column concentrate, at least in
copper concentrators, is the final product (or determines
the final characteristic of the products), and therefore its
commercial value depends on the content of copper and
iron as sulphide components. When more than one
valuable metal is presented in the ore then a more
complex flotation circuit is needed.*Corresponding author. Tel.:
+56-32-654-229; fax: +56-32-654-478.
E-mail address: [email protected] (L.G. Bergh).
0967-0661/03/$ - see front matter r 2003 Elsevier Science Ltd.
All rights reserved.
PII: S 0 9 6 7 - 0 6 6 1 ( 0 2 ) 0 0 0 9 3 - X
-
8/10/2019 Flotation column automation state of the art.pdf
2/6
2. Control approaches
2.1. Control objectives
The primary objectives are column recovery and
concentrate grade, which represent the indices of process
productivity and product quality.
The on-line estimation of these indices usually
requires a significant amount of work in maintenance
and calibration of on-stream analysers, in order to
maintain good accuracy and high availability (Bergh,
Yianatos, & Cartes, 1996). Therefore, a common
practice is to control secondary objectives, such as pH
at the feed, froth depth, air flow rate and wash water
flow rate (Bergh & Yianatos, 1993). These are usually
implemented as local controllers or under DCS.
Ideally, when primary objectives are measured, the
control strategy is to change the set points of the
controllers under DCS, in order to achieve good
processperformance. This is usually implemented in the form of
expert systems.
If the secondary objectives are under control and the
primary objectives are not measured, cascade control of
gas hold-up (using gas flow rate control) and bias (using
wash water flow rate control) became intermediate
objectives. Froth characteristics, such as colour, form,
speed and size which can also be considered as
intermediate objectives, depend on the regulation of
the secondary objectives and the characteristics of the
feed. In both cases the problem is how to relate these
intermediate objectives with concentrate grade and
process recovery.
2.2. Control organisation
Stable operation of flotation columns and consequent
consistent metallurgical benefits can only be obtained if
basic distributed control systems are implemented. In
general, at least wash water and air flow rates and froth
depth are measured on line, and tailings, air and wash
water flow rates are manipulated. In some circuits pH
control and chemical reagent dosage control are also
included.This control is known as a stabilising strategy.
Lack
of accurate measurements, non-linear dynamics (Bergh
& Yianatos, 1994, 1995) and high interaction among
variables are some of the main problems associated with
stabilising control. These characteristics reduce the
effectiveness of conventional PID control without a
supervisor to co-ordinate the control loops. The use of
basic distributed control has frequently led to a large
variability in the concentrate grade and recovery, as can
be observed in many concentrators world-wide. The
contribution to this variability usually comes from
different sources, among them: disturbances coming
into the process from the column feed, temporal
malfunction of water and air distributors, instrumenta-
tion problems related to calibration, maintenance and
failure, and lack of co-ordination in the use of resources
such as froth depth, air flow rate and wash water flow
rate (Bergh et al., 1996; Bergh, Yianatos, Acu *na, L!opez,
& P!erez 1998a, 1999).
On-line analysers, tailings, feed flow rates and some
other measurements are often incorporated into the
system when a supervisory control strategy is imple-
mented on top of a distributed control system. A
schematic of a control system is shown in Fig. 3.
Fig. 1. Flotation column.
FeedTank
Multipurpose
Regrinding
tail
Scavenger
Rougher
wash water
air
feed
tail
feed
concentratereagents
Fig. 2. Simplified flotation circuit.
L.G. Bergh, J.B. Yianatos / Control Engineering Practice 11
(2003) 677268
-
8/10/2019 Flotation column automation state of the art.pdf
3/6
An intermediate approach is the cascade control of air
hold-up and air flow rate, and the cascade control of
bias and wash water flow rate.
A complete analysis, based on industrial experience,
on how to improve controllability on flotation columns,
relaxing different kind of constraints, as shown in Fig. 4,
is presented in Bergh and Yianatos (1999, 2000).
3. Information acquisition
3.1. Instrumentation
Orifice plate and dp/cell, mass flow meters and vortex-
type devices are commonly used to measure air flow
rate. Magnetic flow meters are almost a standard for
feed, water and tailing flow rates measurement. Sonic
flow meter devices can also be adequate to handle pulps,
however, their incorporation is rather slow.
Froth depth is usually inferred from pressure mea-
surements with two main problems: scaling and
apparent density variation due to changes in solid and
air contents in the pulp and froth zones. Since air hold-
up, froth depth and bias cannot be measured directly,these
variables have to be inferred from other measured
variables. Studies conducted in pilot scale, using either
electrical conductivity and temperature probes, were
reported early by Moys and Finch (1988), and
complemented by Bergh and Yianatos (1991), Uribe-
Salas, G!omez, and Finch (1991), and P!erez, del Villar,
and Flament (1993). Early developments were oriented
to the use of theoretical and empirical models to infer
the variables. Later, artificial neural networks were used
to obtain a model. The main disadvantage found was
the maintenance and recalibration program necessary to
keep the quality of the estimation over time. Presently
no industrial application has been reported using such
approach.
The main objectives evaluation requires the measure-
ment or estimation of metal concentration in feed,
concentrate and tailings flow rates. Devices based on X-
ray-fluorescence analysis has been available for more
than 30 years. The evolution of these systems has
considered the problem of sampling pulp adequately the
transportation system of the sample to the detector; and
the calibration and cleaning systems in the cells (Leroux
& Franklin, 1994). Most systems evolved from high
multiplexing to stand alone probes or reduced multi-
plexing of samples. Even when this is a maturetechnique the
quality and availability of grade measure-
ments are still strongly dependent on the maintenance of
the whole system. These difficulties and the high cost of
investment and maintenance of these devices have
encouraged the approach of analysing properties of
the froth, viewed from the top, as an index of
performance. A device based on a video camera
provides images of the froth, where characteristics such
as shape, bright, colour and transport speed can be
estimated on-line. For example, Cipriano, Guarini,
Soto, Briceno, and Mery (1997), described an industrial
device.
Density of pulp or solid weight percentage is usually
obtained from nuclear density devices. This measure-
ment is also limited by calibration and rarely included in
the whole control strategy.
Particle size distribution or some other physical
property of the solids or the pulp are not usually
available for these streams.
Chemical reagents as collectors, depressants, frothers
are usually added before the cleaning stage. pH
measurement is important and its regulation is usually
made independent of the flotation column operation, in
the previous stages of the process.
C1
FIC
wash waterAI
pHC
FIC
air
LICfeed
concentrate
tails
reagents
AI
AI
FI
Supervisor
Fig. 3. Distributed and supervisory control system.
Supervisory
ControlInstrumentation
Information
Process
Constraints:
availability
accuracy
repeatability
Constraints:
design
layout specification
installation
maintenance
Constraints:
Computer
hardware
Programming
languages
Lack of
process
knowledge
Fig. 4. Improving controllability on flotation columns.
L.G. Bergh, J.B. Yianatos / Control Engineering Practice 11
(2003) 6772 69
-
8/10/2019 Flotation column automation state of the art.pdf
4/6
3.2. Data management and communications
Real-time and historical information is useful for
global plant optimisation. Smart data management
systems are required for efficient communication be-
tween the business staff (information on metal inven-
tories, costs, production objective, equipmentavailabilityy),
the process engineers (information for
production optimisation and control), the laboratory
(quality control), the environment department, and the
operators of the various units. In addition to the data
exchange facilities, the format of the information must
be easily adapted to the various objectives of data
processing (local control, loop tuning, mass balance
calculation, process modelling, maintenance and trou-
ble-shooting, performance indicator display, real-time
optimisationy). The availability of the data manage-
ment architectures and their benefits is extensively
described by Bascur and Kennedy (1999). Innovative
communication systems between remote locations
are emerging. Distributed control systems and PC
networks for control purposes are frequently used in
concentrators.
4. Data processing
4.1. Data reconciliation
Because of the inherent inaccuracies of the measure-
ments made, the raw data delivered by sensors, such as
flow rates and chemical assays, contains errors. Data
reconciliation procedures are used to correct measure-
ments and make it coherent with prior knowledge about
the process. Frequently, mass conservation equations
are used as a basic model to reconcile redundant data
with prior knowledge constraints (Crowe, 1996). At
the same time, data reconciliation techniques may be
used to infer unmeasured process variables such as
flow rate and composition of internal streams of a
complex unit. Applications to flotation columns have
been reported by Bergh et al. (1996), and it is expected
to grow rapidly with the consolidation of on-stream
analysers.
4.2. Process dynamic modelling
Simulation studies based on column flotation
models including process dynamics have been developed
(Sastry & Lofftus, 1988; Pate & Herbst, 1989).
Experimental dynamic stochastic models (Box &
Jenkins, 1976) were obtained for pilot scale flotation
columns by Bergh and Yianatos (1994, 1995) and by
Carvalho (1998). Empirical models to estimate process
variables using artificial neural networks have been
reported by P!erez, del Villar, and Flament (1993), Bergh
and Le!on (1997), Carvalho and Dur*ao (1999b).
4.3. Pattern recognition
Historical or real-time sets of measurements on
multivariable processes contain massive amount ofinformation
about the behaviour of the operation.
However, they are difficult to exploit because of the
high number of available variables, their poor reliability
and finally the lack of measurements for the most
important properties as mentioned above. Statistical or
AI techniques are, in general, active or emerging to
extract from these data sets, pieces of information which
may be useful for monitoring, predictive maintenance,
diagnosis, control and optimisation. Several studies
have been made to extract operating parameters from
froth images (Bonifazi, Serranti, Volpe, & Zuco, 1999;
Bonifazi, Serranti, & Volpe, 2000; Cipriano et al.,
1997;
Van Deventer, Bezuidenhout, & Moolman, 1997;
Hyotyniemi & Ylinen, 1998; Sadr-Kazemi & Cilliers,
1997, 2000). These variables are related to the shape, the
brightness, the colour and the transport speed. How-
ever, no reports have been found where the absolute
values of image features have been successfully related
to quality indices such as concentrate grade.
4.4. Process supervision, fault detection and isolation
In general, some methods are emerging to detect
either sensor biases or model inadequacy using multi-
variable statistical tests on the residuals of materialbalance
constraints (Berton & Hodouin, 2000; Hodouin
& Berton, 2000). ANN are also active methods for fault
diagnosis and detection. Supervision of the control
strategy for processes as flotation columns is used to
detect sensor or operating problems using data valida-
tion and expert systems (Bergh, Yianatos, Acu *na, P!erez,
& L !opez, 1999).
5. Control applications
Control strategies for flotation columns has been
discussed by Finch and Dobby (1990) as basic local
control. Bergh and Yianatos (1993) and Bergh,
Yianatos, and Acu *na (1995) proposed supervisory
hierarchical control, and Karr (1996) proposed adaptive
control.
5.1. Pilot scale applications
Identification and gain-scheduled control is reported
by Desbiens, del Villar, and Milot (1998). del Villar,
Gr!egoire, and Pomerleau (1999a, b) discussed the
control of bias and level in a laboratory column.
L.G. Bergh, J.B. Yianatos / Control Engineering Practice 11
(2003) 677270
-
8/10/2019 Flotation column automation state of the art.pdf
5/6
Carvalho and Dur*ao (1999a) and Bergh, Yianatos, and
Leiva (1998b) discussed the performance of a flotation
column under fuzzy control.
5.2. Industrial applications
Hirajima et al. (1991) discussed the application offuzzy control
at Tayoha Mines. Mckay and Ynchausti
(1996) reported the application of expert supervisory
control. Bergh et al. (1996) presented the implementa-
tion and evaluation of hierarchical supervisory control
at El Teniente. Bergh, Yianatos, Acu*na, P!erez, and
L !opez (1998a, 1999) discussed the commissioning and
evaluation of supervisory control at Salvador. The
supervisory control was based on an expert system
where the main objectives were to keep the concentrate
grade in a band and the cleaner circuit recovery over a
limited value. To achieve that, concentrate grade was
measured every 10 min on-line, and procedures to
hierarchically change the set points of the depth froth,
air flow rate and wash water flow rate controllers were
implemented. The control strategy considered the
temporal failure of key measurements. Before the
control strategy was implemented, a complete previous
diagnosis of the whole instrumentation and auxiliary
equipments was performed. Sensor calibration and
maintenance problems were solved, operating proce-
dures were uniform and operating personnel in the plant
and control room were trained. This methodology has
been shown to be very successful in maintaining
supervisory control over long periods of time. An
example of the improvement achieved at SalvadorConcentrator is
shown in Fig. 5, where the concentrate
grade is kept in a narrow band in spite of changes in feed
grade for more than a year of operation.
This diagnosis methodology, followed by remediation
and relaxation of instrumentation and process con-
straints, previous to the development and implementa-
tion of the supervisory control strategy, can also be
applied to other complex processes.
6. Conclusions
Flotation columns have been used as part of cleaning
circuits for the last two decades. The original control
strategies based on indirect targets such as water bias or
gas holdup have been replaced by direct measurement of
concentrate grades. Most of the advances in controlhave occurred
in the last few years in the form of expert
supervisory systems. These systems rely on key measure-
ments representing the global and local objectives of the
process, therefore fault detection and data validation are
important issues. Fuzzy logic and ANN have proved to
be powerful tools to be incorporated into these systems.
Image analysis of froths has been very active but no
automatic control applications are expected until the
derived parameters can be correlated with concentrate
grade and recovery, and the usual manipulated
variables.
Acknowledgements
The authors would like to thank Conicyt (Project
Fondecyt 1020215) and Santa Maria University (Project
270122) for their financial support.
References
Bascur, O. A., & Kennedy, J. P. (1999) Real-time
information
management for improving productivity in metallurgical com-
plexes. Control and optimisation in minerals, metals, and
materialsprocessing. In D. Hodouin, C. Bazin, A. Desbiens
(Eds.),
Metallurgical Society of the CIM, pp. 316.
Bergh, L. G., & Le !on, A. (1997). Uso de Redes Neurales en
el Control
de Columnas de Flotaci !on. Revista Informaci!on Tecnol!ogica,
8(5),
6571.
Bergh, L. G., & Yianatos, J. B. (1991). Advances on
flotation column
dynamics and measurements. Proceedings of the international
conference on column flotation (pp. 409421). Sudbury,
Canada.
Bergh, L. G., & Yianatos, J. B. (1993). Control alternatives
for
flotation columns. Minerals Engineering, 6(6), 631642.
Bergh, L. G., & Yianatos, J. B. (1994). Experimental studies
on
flotation column dynamics. Minerals Engineering, 7(2),
345355.
Bergh, L. G., & Yianatos, J. B. (1995). Dynamic simulation
of
operating variables in flotation columns. Minerals
Engineering,
8(6), 603613.Bergh, L. G., & Yianatos, J. B. (1999).
Supervisory control experience
on large industrial flotation columns.Proceedings of the control
and
optimisation in minerals, metals and materials processing
symposium
(pp. 299) Que., Canada, August.
Bergh, L. G., & Yianatos, J. B. (2000). Improving
controllability in
flotation columns. Proceedings of the XXI international
minerals
processing congress, Vol. C3 (pp. 2431). Rome, Italy, July.
Bergh, L. G., Yianatos, J. B., & Acu *na, C. (1995).
Hierarchical control
strategy for flotation columns. Minerals Engineering, 8(12),
15831591.
Bergh, L. G., Yianatos, J. B., & Cartes, F. (1996).
Hierarchical control
strategy at El Teniente flotation columns. Proceedings of
the
international conference column96(pp. 369380). Montreal,
2428
August, Canada.
0
5
10
15
20
25
30
35
40
0 100 200 300 400 500 600
Days
Cugrades,
%
Feed Conc.
Fig. 5. Performance at Salvador under supervisory control.
L.G. Bergh, J.B. Yianatos / Control Engineering Practice 11
(2003) 6772 71
-
8/10/2019 Flotation column automation state of the art.pdf
6/6
Bergh, L. G., Yianatos, J. B., Acu*na, C., L!opez, F., &
P!erez, H.
(1998a). Control strategy for salvador flotation columns.
Proceed-
ings of the nineth IFAC symposium on automation in mining
,mineral
and metal processing MMM98 (pp. 303308). Duesseldorf,
Germany, September.
Bergh, L. G., Yianatos, J. B., & Leiva, C. (1998b). Fuzzy
supervisory
control of flotation columns. Minerals Engineering,11(8),
739748.
Bergh, L. G., Yianatos, J. B., Acu*na, C., P
!erez, H., & L
!opez, F. (1999).Supervisory control at Salvador flotation
columns. Minerals
Engineering, 12(7), 733744.
Berton, A., & Hodouin, D. (2000). Statistical detection of
gross errors
in material balance calculation. Proceedings of the CONTROL
2000. SME Annual Meeting, Salt Lake City, February.
Bonifazi, G., Serranti, S., & Volpe, F. (2000). Development
of an
image analysis based architecture for the automated control
of
flotation processes.Proceedings of the future trends in
automation in
mineral and metal processing (pp. 464469). 2224 August,
Espoo,
Finland.
Bonifazi, G., Serranti, S., Volpe, F., & Zuco, R. (1999).
Software
sensors, digital imaging based for flotation froth
supervision:
Algorithm and procedures. Control and optimization in
minerals,
metals, and materials processing. In D. Hodouin, C. Bazin,
A.
Desbiens (Eds.), Metallurgical Society of the CIM (pp.
143146).Box, G. E., & Jenkins, G. (1976). Time series analysis,
forecasting and
control, 1st Ed. New York: Wiley.
Carvalho, M. T. (1998). Application of fuzzy control to a
flotation
column. Ph.D. Thesis, IST, Lisbon University.
Carvalho, M. T., & Dur*ao, F. (1999a). Performance of a
flotation
column fuzzy controller. In Computer and computational
engineer-
ing in control(pp. 220225). ME Mastorakis, Athens.
Carvalho, M. T., & Dur*ao, F. (1999b). Soft sensor for level
detection
in flotation column. Proceedings of the 28th APCOM, 3,
923930.
Cipriano, A., Guarini, M., Soto, A., Briceno, H., & Mery, D.
(1997).
Expert supervision of flotation cells using digital image
processing.
In H. Hoberg, & H. vonBlottnitz (Eds.), Proceedings of the
XXth
international mineral processing congress., Vol. 1 (pp.
281292).
Aachen, Germany: GDMB Pub.
Crowe, C. (1996). Data reconciliation progress and
challenges.Journalof Process Control, 6(2/3), 8998.
del Villar, R., Gr!egoire, M., & Pomerleau, A. (1999a).
Control of bias
and level in a laboratory flotation column. Proceedings of the
31st
annual meeting of the Canadian mineral processors (pp.
425442).
Ottawa: CIM.
del Villar, R., Gr!egoire, M., & Pomerleau, A. (1999b).
Automatic
control of a laboratory flotation column. Minerals
Engineering,
12(3), 291308.
Desbiens, A., del Villar, R., & Milot, M. (1998).
Identification and
gain-scheduled control of a pilot flotation column. In
Automation
in mining, mineral and metal processing. Proceedings of an
IFAC
SYMPOSIUM(pp. 337342).
Finch, J. A., & Dobby, G. S. (1990). Column flotation.
Oxford:
Pergamon Press.
Hirajima, T., Takamori, T., Tsunekawa, M., Matsubara, T.,
Oshima,K., & Imai, T., et al. (1991). The application of fuzzy
logic to
control concentrate grade in column flotation at Toyoha
mines.
Proceedings of International Conference on Column
Flotation91
Sudbury Canada, 2, 375389.
Hodouin, D., & Berton, A. (2000). An algorithm for fault
detection
and isolation using mass balance constraints. Proceedings of
the
international mineral processing congress (pp. 5965). July
2225,
Rome, A3.
Hodouin, D., J.ams
.a-Jounela, S.-L., Carvalho, T., & Bergh, L. G.(2000). State
of the art and challenges in mineral processing
control. Proceedings of the future trends in automation in
mineral
and metal processing(pp. 7479). 2224 August, Espoo, Finland.
Hyotyniemi, H., & Ylinen, R. (1998). Modeling of visual
flotation
froth data automation in mining, mineral and metal
processing.
Proceedings of an IFAC SYMPOSIUM (pp. 309314). Oxford:
Pergamon.
Karr, C. L. (1996). Strategy for adaptive process control for a
column
flotation unit. In R. V. Ramani (Ed.), Proceedings of the
26th
APCOM symposium(pp. 303307). CO, USA: SME.
Leroux, D., & Franklin, M. (1994). A methodology for
on-stream
XRF analyzer calibration using statistics. In:Innovations in
mineral
processing(pp. 461474). Ottawa: CIM.
McKay, J. D., & Ynchausti, R. A. (1996). Expert supervisory
control
of flotation columns. In: C. O. Gomez, & J. A. Finch
(Eds.),Proceedings of the international symposium on column
flotation,
Column 96(pp. 353367).
Moys, M., Finch, J. (1988). The measurement and control of level
in
flotation columns. In: K. V. Sastry (Ed.), Proceedings of
the
Column Flotation88, SME Annual Meeting (pp. 103112). AZ,
USA.
Pate, W., Herbst, J. (1989) Dynamic simulation and control of
column
flotation units. In: S. Chander, & R. Klimpel (Eds.),
Advances in
coal and mineral processing using flotation(pp. 315323). CO,
USA:
SME, Littleton (Chap 34).
P!erez, R., del Villar, R., & Flament, F. (1993). Level
detection in a
flotation column using an artificial neural network. Proceedings
of
the 24th APCOM, 3, 174181.
Sadr-Kazemi, N., & Cilliers, J. J. (1997). An image
processing
algorithm for measurement of flotation froth bubble size
andshape distributions. Minerals Engineering, 10(10), 10751083.
Sadr-Kazemi, N., & Cilliers, J. J. (2000). A technique for
measuring
flotation bubble shell thickness and concentration. Minerals
Engineering, 13(7), 773776.
Sastry, K. V. S., & Lofftus, K. (1988). Mathematical
modelling and
computer simulation of column flotation. In K. V. S. Sastry
(Ed.),
Column Flotation88(pp. 5768). CO, USA: SME, Littleton.
Uribe-Salas, A., G!omez, C., & Finch, J. (1991). Bias
detection in
flotation columns. Proceedings of the international conference
on
column flotation (pp. 391407). Sudbury, Canada.
Van Deventer, J. S. J., Bezuidenhout, M., & Moolman, D. W.
(1997).
On-line visualisation of flotation performance using neural
computer vision of the froth texture. In H. Hoberg, & H.
vonBlottnitz (Eds.), Proceedings of the XXth international
mineral
processing congress, Vol. 1. (pp. 315326). Aachen, Germany:GDMB
Pub.
L.G. Bergh, J.B. Yianatos / Control Engineering Practice 11
(2003) 677272















![Column Flotation [Libro Finch]](https://img.pdfslide.us/doc/110x75/55cf94bf550346f57ba41dec/column-flotation-libro-finch.jpg)