Embed Size (px)
Citation preview
Projet MP08 : Tenue au feu des composites
MS 1 : LNE-RI-1
Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval
Référence LNE : H015206/C672X06/CEMATE/1
Date : 25 Juillet 2007
Rédacteur : Damien MARQUIS
Relecture : Eric GUILLAUME (LNE), Manuel SANCHEZ (LNE), Joëlle GUTIERREZ (DCNS), Michel PAVAGEAU (EMN)
Validateur : Eric GUILLAUME
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 2/61
Table des matières A. INTRODUCTION............................................................................................................ 4
A.1. PRESENTATION GENERALE DU PROJET......................................................................... 4 A.2. DEFINITION ................................................................................................................. 5 A.3. INTERET DES COMPOSITES EN CONSTRUCTION NAVALE ............................................... 6 A.4. TYPE DE STRUCTURES COMPOSITES ............................................................................. 9
B. STRUCTURE SANDWICH COMPOSITE ................................................................ 11 B.1. PRINCIPAUX RENFORTS ............................................................................................. 11
B.1.1. Fibres de verre ................................................................................................. 12 B.1.2. Fibre d’aramide ............................................................................................... 15 B.1.3. Fibre de carbone .............................................................................................. 17 B.1.4. Autres fibres ..................................................................................................... 19 B.1.5. Synthèse............................................................................................................ 19
B.1.5.a. Propriétés mécaniques.............................................................................. 19 B.1.5.b. Comportement thermique......................................................................... 21 B.1.5.c. Comportement au feu ............................................................................... 21 B.1.5.d. Architecture de renforcement................................................................... 21
B.2. PRINCIPALES MATRICES ORGANIQUES ....................................................................... 23 B.2.1. Généralité......................................................................................................... 23 B.2.2. Résines thermodurcissables ............................................................................. 23
B.2.2.a. Résines phénoliques ................................................................................. 23 B.2.2.b. Résines vinylesters ................................................................................... 26 B.2.2.c. Autres résines thermodurcissables ........................................................... 27
B.2.2.c.1. Résines époxydes.................................................................................. 27 B.2.2.c.2. Résines polyesters................................................................................. 28 B.2.2.c.3. Polyimides ............................................................................................ 28
B.2.3. Résines thermoplastiques ................................................................................. 29 B.2.3.a. Polyaryléthercétones PAEK..................................................................... 30 B.2.3.b. Polyphénylène sulfure PPS ...................................................................... 30 B.2.3.c. Polyarylènesulfones ................................................................................. 30
B.2.4. Synthèse............................................................................................................ 31 B.3. PRINCIPAUX MATERIAUX DAME ............................................................................... 36
B.3.1. Le balsa ............................................................................................................ 37 B.3.2. Nids d’abeilles et panneaux ondulés ................................................................ 39 B.3.3. Contreplaqués .................................................................................................. 41 B.3.4. Plastiques alvéolaires ...................................................................................... 41
B.3.4.a. Mousses phénoliques................................................................................ 41 B.3.4.b. Mousses polyétherimides PEI .................................................................. 42 B.3.4.c. Mousses polyuréthanes PUR et PIR......................................................... 42 B.3.4.d. Mousses polyméthacrylate-imide PMI..................................................... 44 B.3.4.e. Mousses polychlorure de vinyle PVC...................................................... 44
B.3.5. Mousses silicones ............................................................................................. 46 B.3.6. Mousses syntactiques ....................................................................................... 46 B.3.7. Synthèse............................................................................................................ 47
B.4. SYNTHESE GENERALE................................................................................................ 48 B.5. AMELIORATION DU COMPORTEMENT AU FEU ............................................................ 50
B.5.1. Protections thermiques de surfaces.................................................................. 50 B.5.2. Comportement des constituants ....................................................................... 51
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 3/61
B.5.2.a. Résines ..................................................................................................... 51 B.5.2.b. Fibres hautes performances...................................................................... 51 B.5.2.c. Lâme ....................................................................................................... 51 B.5.2.d. Effet de la carbonisation de la peau ......................................................... 51
B.5.3. Charges ignifugeantes...................................................................................... 54 B.5.4. Nanocomposite ................................................................................................. 54 B.5.5. Synergie............................................................................................................ 56
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 4/61
A. Introduction
A.1. Présentation générale du projet
Le Projet MP08 Tenue et comportement au feu des composites est un projet collaboratif réalisé dans le cadre du Pôle de Compétitivité de la Région des Pays de la Loire EMC2 Ensembles métalliques et composites complexes et subventionné par la Région des Pays de la Loire et lEtat.
Son objectif est de rassembler trois chantiers navals civils et militaire voisins géographiquement (Aker Yards, Bénéteau, DCNS) autour dune problématique commune, la tenue au feu des composites, afin de développer une démarche innovante quant à lutilisation de ces matériaux dans des domaines nouveaux, ou difficilement accessibles, du fait des règles incendie en vigueur.
Contenu technique Développement d’outils de justification de la tenue au feu des composites. Dans cette partie, il est prévu de travailler plus particulièrement sur lapplication de la règle 17 du Chapitre II-2 Partie F de la Convention SOLAS (Safety Of Life At Sea) de lOrganisation Maritime Internationale (OMI), Convention qui précise les règles auxquelles sont soumis les navires de transport de passagers et de marchandise de plus de 500 tonnes navigant dans des eaux internationales.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 5/61
La règle 17 de la Convention SOLAS (Alternative design and arrangements) autorise à dévier des exigences prescriptives définies en matière de sécurité incendie dans cette Convention (en particulier obligation dutiliser des matériaux incombustibles dans les cloisonnements de navire). Cette autorisation est donnée à condition de démontrer que la conception et les dispositifs mis en uvre atteignent un niveau de sécurité au moins équivalent à celui dune conception réglementaire et quils satisfont aux objectifs de sécurité incendie et aux exigences fonctionnelles de la Convention SOLAS, le tout sur la base de critères quantifiables et mesurables.
Le même type de règle existe dans le règlement militaire établi par la société de classification Bureau Veritas : BV Rules for the Classification of Naval Ships.
La démonstration de sécurité incendie se fait par le biais de lingénierie de sécurité incendie en plusieurs étapes, selon les directives de la circulaire OMI MSC/Circ. 1002 Guidelines on alternative design and arrangements for fire safety. Après une analyse de risque conduisant à la sélection de scénarios incendie représentatifs pour le cas dapplication considéré, létude quantitative des conséquences des scénarios sur la sécurité du navire peut se faire par des essais, des simulations, ou une combinaison des deux.
Le cas dapplication retenu pour cette partie correspond à des superstructures de navire qui sont en construction composite sandwich.
Cet état de lart sur lutilisation des matériaux composites sandwichs dans le milieu naval sinscrit dans le cadre de la tache MS1 intitulé « Recherche de matériaux ».
A.2. Définition La recherche permanente de performances techniques ou économiques a conduit à développer des matériaux nexistant pas à létat naturel. Un exemple de cette quête est constitué par une nouvelle famille de matériaux appelée matériaux composites à matrice polymère.
Un matériau composite est un matériau hétérogène formé de deux composants non miscibles ou plus de natures différentes. Les deux constituants principaux sont :
• Un système de renfort dont le but est de résister aux contraintes que subit l'ensemble et d'assurer la tenue mécanique.
• Une matrice organique qui lie les fibres renforts, et dont le rôle est de transférer les charges dune fibre à lautre. Elle permet de fixer et de protéger la géométrie de l'ensemble. Par définition, il s'agit d'un polymère ou une résine organique.
Les propriétés physico-chimiques de l'ensemble peuvent être adaptées plus spécifiquement par le biais d'inclusion dans les fibres ou la matrice. Outre ces deux éléments de base, on trouve également des éléments constitutifs tels que :
• Une interface qui assure la comptabilité renfort-matrice en transmettant les contraintes de l'ensemble sur l'un et l'autre sans déplacement relatif.
• Des charges non renforçantes apportant des propriétés complémentaires ou spécifiques.
• Des additifs comme des catalyseurs, des accélérateurs de polymérisation... Les éléments dadditions doivent évidemment être compatibles avec la résine et les renforts. Les matériaux composites hétérogènes et anisotropes sont aujourdhui en concurrence avec les matériaux métalliques, isotropes et homogènes.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 6/61
Face à la diversité des matériaux composites et de leurs évolutions, les informations présentées sont des caractéristiques générales. Lutilisation dans matériaux composites à matrice polymère offre de nombreux avantages pour la réalisation de structures ou déléments daménagements dans le milieu naval civil et/ou militaire.
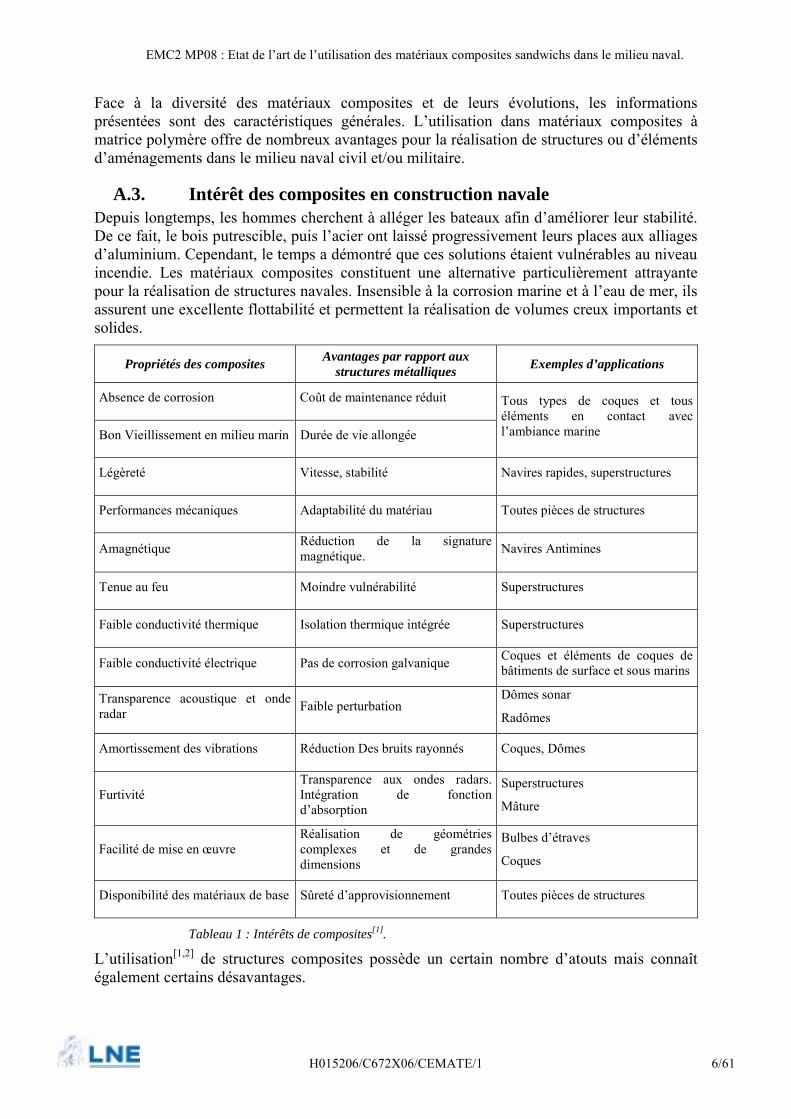
A.3. Intérêt des composites en construction navale Depuis longtemps, les hommes cherchent à alléger les bateaux afin daméliorer leur stabilité. De ce fait, le bois putrescible, puis lacier ont laissé progressivement leurs places aux alliages daluminium. Cependant, le temps a démontré que ces solutions étaient vulnérables au niveau incendie. Les matériaux composites constituent une alternative particulièrement attrayante pour la réalisation de structures navales. Insensible à la corrosion marine et à leau de mer, ils assurent une excellente flottabilité et permettent la réalisation de volumes creux importants et solides.
Propriétés des composites Avantages par rapport aux structures métalliques Exemples d’applications
Absence de corrosion Coût de maintenance réduit
Bon Vieillissement en milieu marin Durée de vie allongée
Tous types de coques et tous éléments en contact avec lambiance marine
Légèreté Vitesse, stabilité Navires rapides, superstructures
Performances mécaniques Adaptabilité du matériau Toutes pièces de structures
Amagnétique Réduction de la signature magnétique. Navires Antimines
Tenue au feu Moindre vulnérabilité Superstructures
Faible conductivité thermique Isolation thermique intégrée Superstructures
Faible conductivité électrique Pas de corrosion galvanique Coques et éléments de coques de bâtiments de surface et sous marins
Transparence acoustique et onde radar Faible perturbation
Dômes sonar
Radômes
Amortissement des vibrations Réduction Des bruits rayonnés Coques, Dômes
Furtivité Transparence aux ondes radars. Intégration de fonction dabsorption
Superstructures
Mâture
Facilité de mise en uvre Réalisation de géométries complexes et de grandes dimensions
Bulbes détraves
Coques
Disponibilité des matériaux de base Sûreté dapprovisionnement Toutes pièces de structures
Tableau 1 : Intérêts de composites[1].
Lutilisation[1,2] de structures composites possède un certain nombre datouts mais connaît également certains désavantages.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 7/61
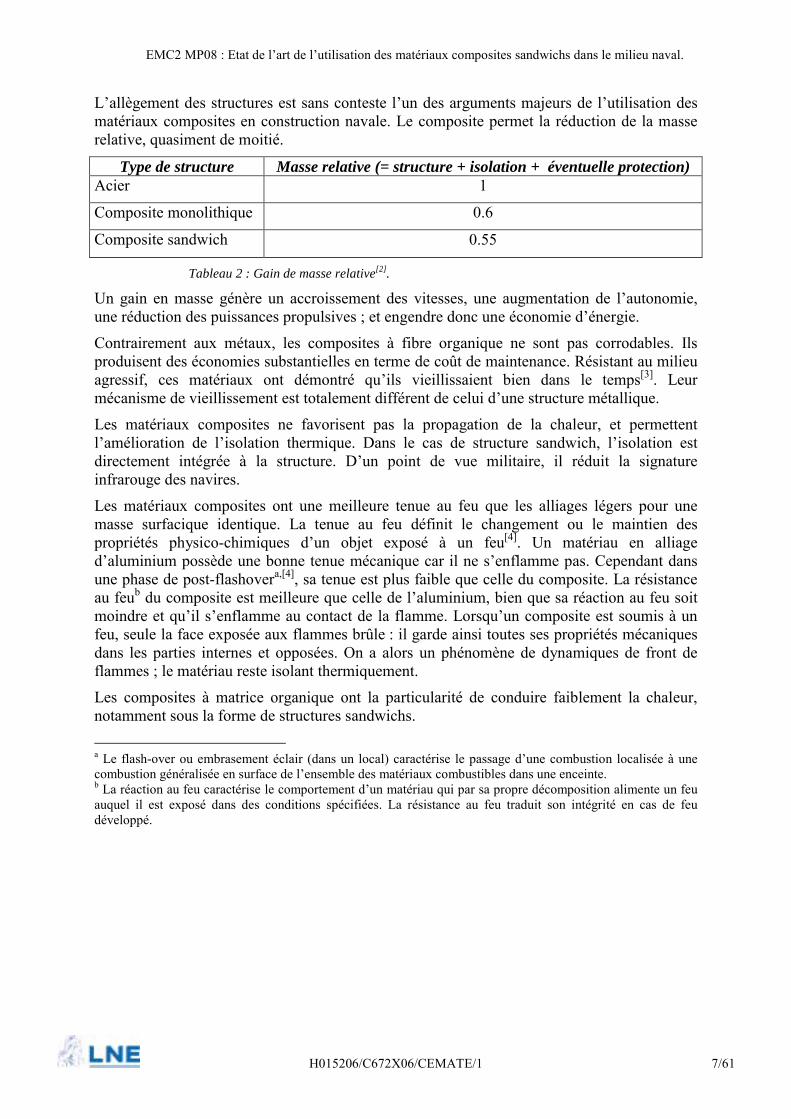
Lallègement des structures est sans conteste lun des arguments majeurs de lutilisation des matériaux composites en construction navale. Le composite permet la réduction de la masse relative, quasiment de moitié.
Type de structure Masse relative (= structure + isolation + éventuelle protection) Acier 1
Composite monolithique 0.6
Composite sandwich 0.55
Tableau 2 : Gain de masse relative[2].
Un gain en masse génère un accroissement des vitesses, une augmentation de lautonomie, une réduction des puissances propulsives ; et engendre donc une économie dénergie.
Contrairement aux métaux, les composites à fibre organique ne sont pas corrodables. Ils produisent des économies substantielles en terme de coût de maintenance. Résistant au milieu agressif, ces matériaux ont démontré quils vieillissaient bien dans le temps[3]. Leur mécanisme de vieillissement est totalement différent de celui dune structure métallique.
Les matériaux composites ne favorisent pas la propagation de la chaleur, et permettent lamélioration de lisolation thermique. Dans le cas de structure sandwich, lisolation est directement intégrée à la structure. Dun point de vue militaire, il réduit la signature infrarouge des navires.
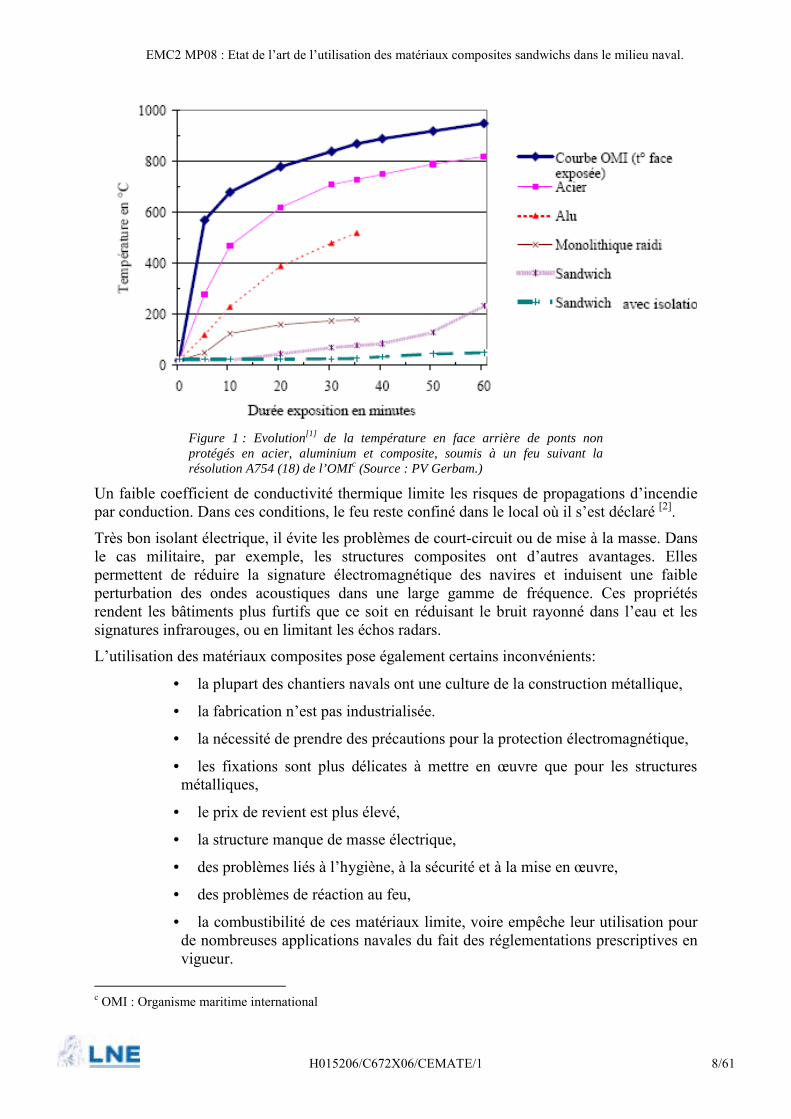
Les matériaux composites ont une meilleure tenue au feu que les alliages légers pour une masse surfacique identique. La tenue au feu définit le changement ou le maintien des propriétés physico-chimiques dun objet exposé à un feu[4]. Un matériau en alliage daluminium possède une bonne tenue mécanique car il ne senflamme pas. Cependant dans une phase de post-flashovera,[4], sa tenue est plus faible que celle du composite. La résistance au feub du composite est meilleure que celle de laluminium, bien que sa réaction au feu soit moindre et quil senflamme au contact de la flamme. Lorsquun composite est soumis à un feu, seule la face exposée aux flammes brûle : il garde ainsi toutes ses propriétés mécaniques dans les parties internes et opposées. On a alors un phénomène de dynamiques de front de flammes ; le matériau reste isolant thermiquement.
Les composites à matrice organique ont la particularité de conduire faiblement la chaleur, notamment sous la forme de structures sandwichs.
a Le flash-over ou embrasement éclair (dans un local) caractérise le passage dune combustion localisée à une combustion généralisée en surface de lensemble des matériaux combustibles dans une enceinte. b La réaction au feu caractérise le comportement dun matériau qui par sa propre décomposition alimente un feu auquel il est exposé dans des conditions spécifiées. La résistance au feu traduit son intégrité en cas de feu développé.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 8/61
Figure 1 : Evolution[1] de la température en face arrière de ponts non protégés en acier, aluminium et composite, soumis à un feu suivant la résolution A754 (18) de l’OMIc (Source : PV Gerbam.)
Un faible coefficient de conductivité thermique limite les risques de propagations dincendie par conduction. Dans ces conditions, le feu reste confiné dans le local où il sest déclaré [2].
Très bon isolant électrique, il évite les problèmes de court-circuit ou de mise à la masse. Dans le cas militaire, par exemple, les structures composites ont dautres avantages. Elles permettent de réduire la signature électromagnétique des navires et induisent une faible perturbation des ondes acoustiques dans une large gamme de fréquence. Ces propriétés rendent les bâtiments plus furtifs que ce soit en réduisant le bruit rayonné dans leau et les signatures infrarouges, ou en limitant les échos radars.
Lutilisation des matériaux composites pose également certains inconvénients:
• la plupart des chantiers navals ont une culture de la construction métallique,
• la fabrication nest pas industrialisée.
• la nécessité de prendre des précautions pour la protection électromagnétique,
• les fixations sont plus délicates à mettre en uvre que pour les structures métalliques,
• le prix de revient est plus élevé,
• la structure manque de masse électrique,
• des problèmes liés à lhygiène, à la sécurité et à la mise en uvre,
• des problèmes de réaction au feu,
• la combustibilité de ces matériaux limite, voire empêche leur utilisation pour de nombreuses applications navales du fait des réglementations prescriptives en vigueur.
c OMI : Organisme maritime international
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 9/61
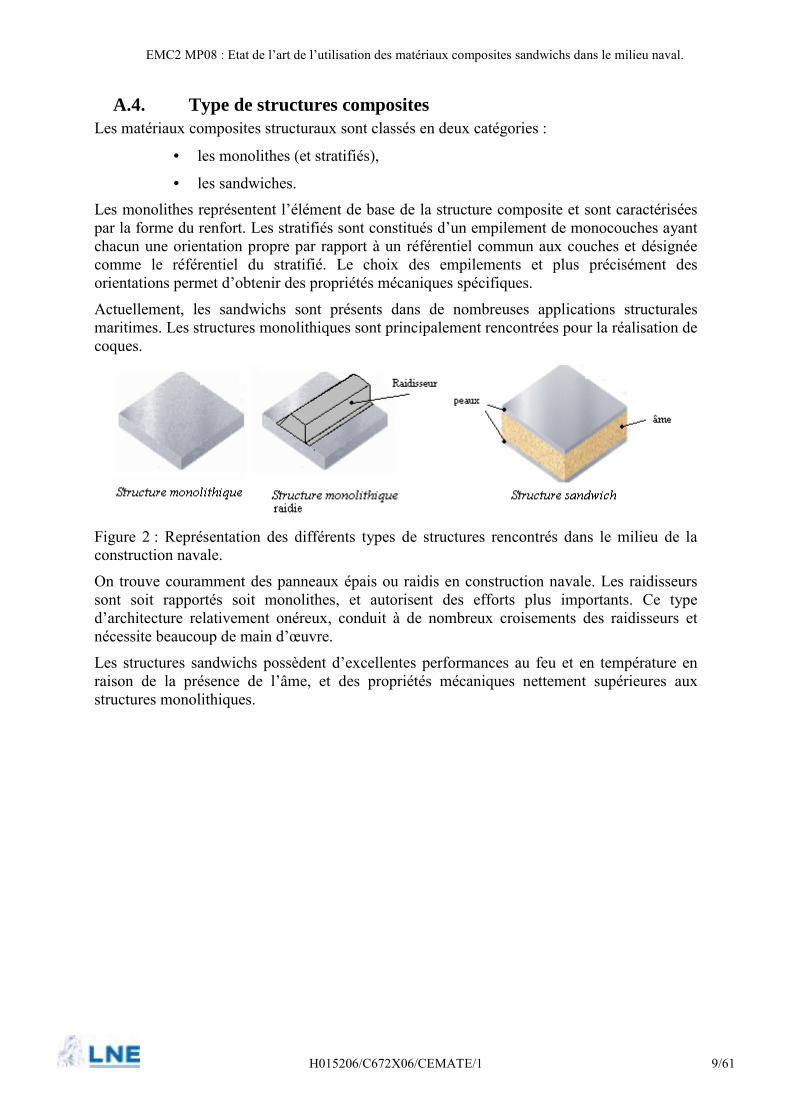
A.4. Type de structures composites Les matériaux composites structuraux sont classés en deux catégories :
• les monolithes (et stratifiés),
• les sandwiches. Les monolithes représentent lélément de base de la structure composite et sont caractérisées par la forme du renfort. Les stratifiés sont constitués dun empilement de monocouches ayant chacun une orientation propre par rapport à un référentiel commun aux couches et désignée comme le référentiel du stratifié. Le choix des empilements et plus précisément des orientations permet dobtenir des propriétés mécaniques spécifiques.
Actuellement, les sandwichs sont présents dans de nombreuses applications structurales maritimes. Les structures monolithiques sont principalement rencontrées pour la réalisation de coques.
Figure 2 : Représentation des différents types de structures rencontrés dans le milieu de la construction navale.
On trouve couramment des panneaux épais ou raidis en construction navale. Les raidisseurs sont soit rapportés soit monolithes, et autorisent des efforts plus importants. Ce type darchitecture relativement onéreux, conduit à de nombreux croisements des raidisseurs et nécessite beaucoup de main duvre.
Les structures sandwichs possèdent dexcellentes performances au feu et en température en raison de la présence de lâme, et des propriétés mécaniques nettement supérieures aux structures monolithiques.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 10/61
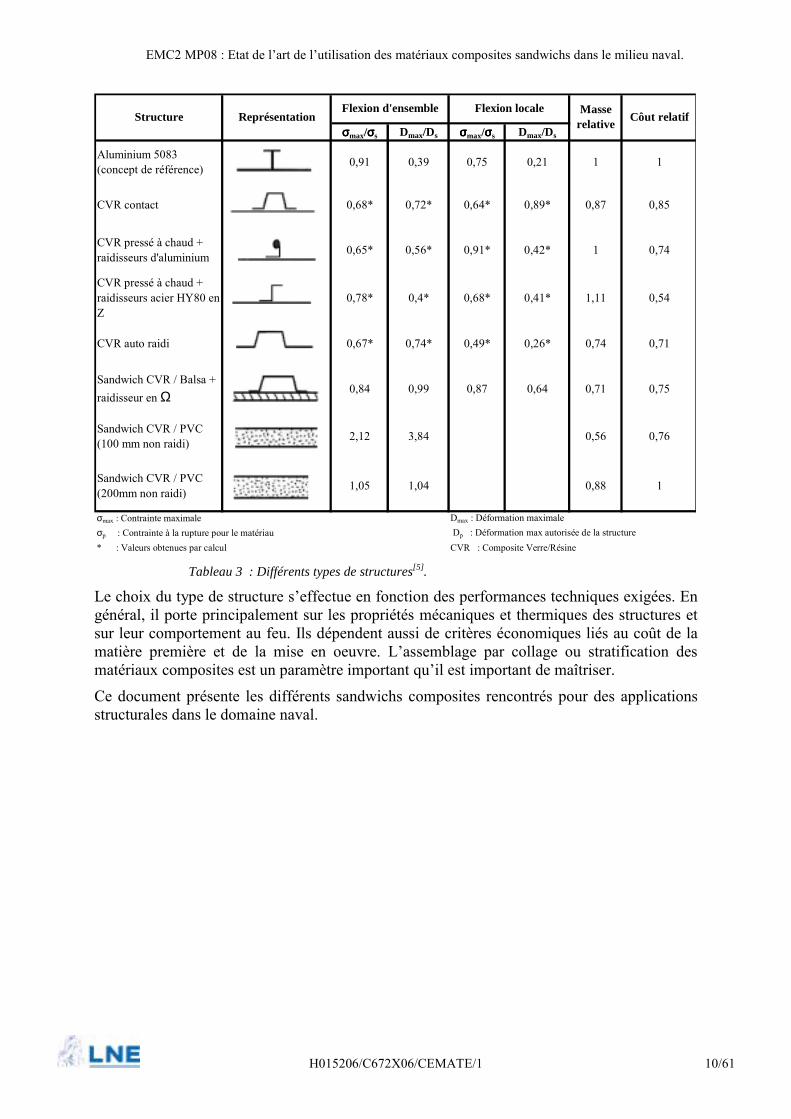
σσσσmax/σσσσs Dmax/Ds σσσσmax/σσσσs Dmax/Ds
Aluminium 5083 (concept de référence) 0,91 0,39 0,75 0,21 1 1
CVR contact 0,68* 0,72* 0,64* 0,89* 0,87 0,85
CVR pressé à chaud + raidisseurs d'aluminium 0,65* 0,56* 0,91* 0,42* 1 0,74
CVR pressé à chaud + raidisseurs acier HY80 en Z
0,78* 0,4* 0,68* 0,41* 1,11 0,54
CVR auto raidi 0,67* 0,74* 0,49* 0,26* 0,74 0,71
Sandwich CVR / Balsa + raidisseur en Ω 0,84 0,99 0,87 0,64 0,71 0,75
Sandwich CVR / PVC (100 mm non raidi) 2,12 3,84 0,56 0,76
Sandwich CVR / PVC (200mm non raidi) 1,05 1,04 0,88 1
Dmax : Déformation maximale Dp : Déformation max autorisée de la structureCVR : Composite Verre/Résine
σmax : Contrainte maximale σp : Contrainte à la rupture pour le matériau* : Valeurs obtenues par calcul
Masse relative Côut relatifStructure Représentation
Flexion d'ensemble Flexion locale
Tableau 3 : Différents types de structures[5].
Le choix du type de structure seffectue en fonction des performances techniques exigées. En général, il porte principalement sur les propriétés mécaniques et thermiques des structures et sur leur comportement au feu. Ils dépendent aussi de critères économiques liés au coût de la matière première et de la mise en oeuvre. Lassemblage par collage ou stratification des matériaux composites est un paramètre important quil est important de maîtriser.
Ce document présente les différents sandwichs composites rencontrés pour des applications structurales dans le domaine naval.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 11/61
B. Structure sandwich composite Dans la réalisation de pièces composites, les structures dites « sandwichs » occupent une place importante en raison de leurs nombreuses applications. Un matériau sandwich est composé dune âme sur laquelle sont collées deux peaux rigides. Les peaux sont des matériaux à hautes caractéristiques mécaniques. Ce type de matériau présente de nombreux intérêts. Très léger, le sandwich offre un excellent rapport rigidité/masse, avec des pouvoirs isolants thermiques et phoniques importants. Il se comporte mécaniquement comme une poutre en I et possède une grande résistance en flexion due à lécartement des peaux. En revanche, il connaît certains inconvénients :
• Un risque de flambementd,
• Une tenue thermique variable suivant les natures des composants. La peau peut être de plusieurs natures : métallique, en stratifié, en contreplaqué ou en plaque thermoplastique Lâme peut se présenter en matériaux expansés de type mousse, en plaques nervurées, éléments de bois, en carton imprégné ou en aluminium ondulé
Lobjectif de choix dune solution sandwich composite est d'accroître la rigidité du panneau sans en augmenter le poids. Ce choix simpose pour des pièces dune certaine dimension. Il parait naturel de placer entre deux peaux rigides, qui travaillent en compression et en traction, une âme légère qui transmet le cisaillement. Les aspects économiques et de mise en uvre apparaissent comme des points fondamentaux.
B.1. Principaux renforts Il est nécessaire de bien différencier les termes charges et renforts. Les charges ne sont pas renforçantes. Pour certains types, elles permettent de modifier les propriétés du matériau et/ou d Flambement : la tendance qua un matériau soumis à une force de compression longitudinale de fléchir, et donc de se déformer tangentiellement à la force appliquée.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 12/61
de réduire le coût. Elles sont principalement utilisées dans la formulation des résines et contribuent à l'amélioration de la résistance et de la rigidité du matériau composite.
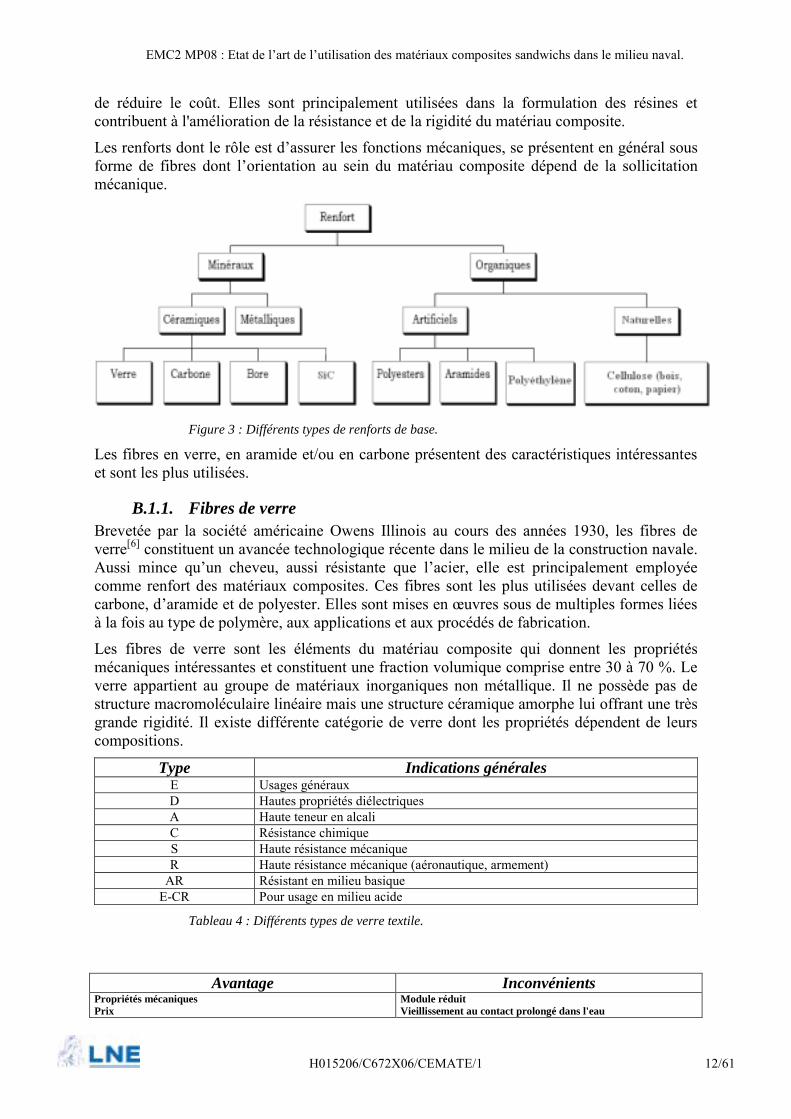
Les renforts dont le rôle est dassurer les fonctions mécaniques, se présentent en général sous forme de fibres dont lorientation au sein du matériau composite dépend de la sollicitation mécanique.
Figure 3 : Différents types de renforts de base.
Les fibres en verre, en aramide et/ou en carbone présentent des caractéristiques intéressantes et sont les plus utilisées.
B.1.1. Fibres de verre Brevetée par la société américaine Owens Illinois au cours des années 1930, les fibres de verre[6] constituent un avancée technologique récente dans le milieu de la construction navale. Aussi mince quun cheveu, aussi résistante que lacier, elle est principalement employée comme renfort des matériaux composites. Ces fibres sont les plus utilisées devant celles de carbone, daramide et de polyester. Elles sont mises en uvres sous de multiples formes liées à la fois au type de polymère, aux applications et aux procédés de fabrication.
Les fibres de verre sont les éléments du matériau composite qui donnent les propriétés mécaniques intéressantes et constituent une fraction volumique comprise entre 30 à 70 %. Le verre appartient au groupe de matériaux inorganiques non métallique. Il ne possède pas de structure macromoléculaire linéaire mais une structure céramique amorphe lui offrant une très grande rigidité. Il existe différente catégorie de verre dont les propriétés dépendent de leurs compositions.
Type Indications générales E Usages généraux D Hautes propriétés diélectriques A Haute teneur en alcali C Résistance chimique S Haute résistance mécanique R Haute résistance mécanique (aéronautique, armement)
AR Résistant en milieu basique E-CR Pour usage en milieu acide
Tableau 4 : Différents types de verre textile.
Avantage Inconvénients Propriétés mécaniques Prix
Module réduit Vieillissement au contact prolongé dans l'eau
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 13/61
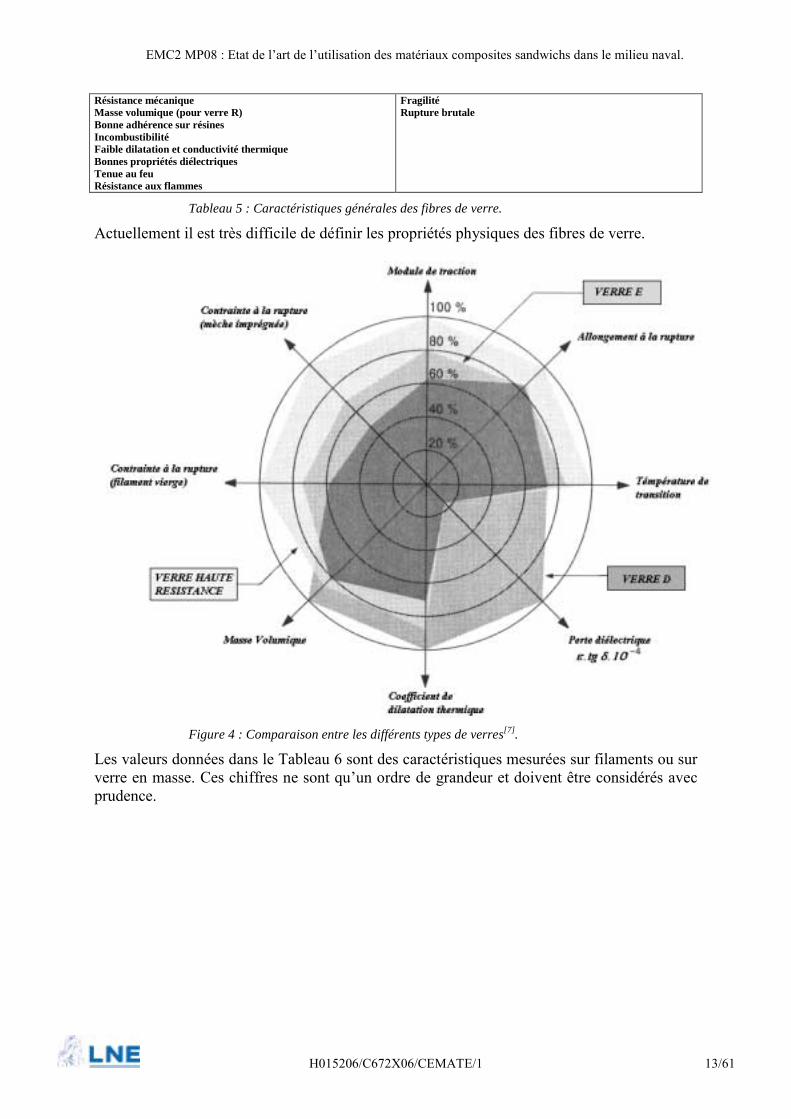
Résistance mécanique Masse volumique (pour verre R) Bonne adhérence sur résines Incombustibilité Faible dilatation et conductivité thermique Bonnes propriétés diélectriques Tenue au feu Résistance aux flammes
Fragilité Rupture brutale
Tableau 5 : Caractéristiques générales des fibres de verre.
Actuellement il est très difficile de définir les propriétés physiques des fibres de verre.
Figure 4 : Comparaison entre les différents types de verres[7].
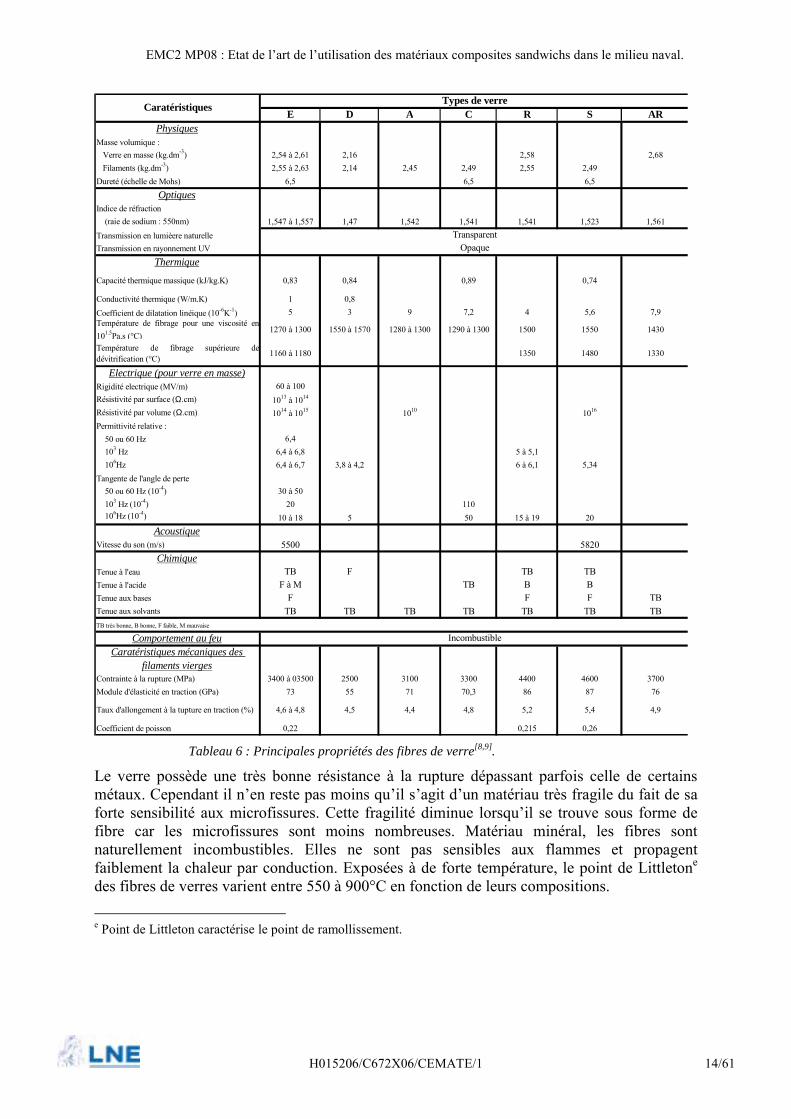
Les valeurs données dans le Tableau 6 sont des caractéristiques mesurées sur filaments ou sur verre en masse. Ces chiffres ne sont quun ordre de grandeur et doivent être considérés avec prudence.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 14/61
E D A C R S ARPhysiques
Masse volumique : Verre en masse (kg.dm-3) 2,54 à 2,61 2,16 2,58 2,68 Filaments (kg.dm-3) 2,55 à 2,63 2,14 2,45 2,49 2,55 2,49Dureté (échelle de Mohs) 6,5 6,5 6,5
OptiquesIndice de réfraction (raie de sodium : 550nm) 1,547 à 1,557 1,47 1,542 1,541 1,541 1,523 1,561
Transmission en lumièere naturelle Transmission en rayonnement UV
Thermique
Capacité thermique massique (kJ/kg.K) 0,83 0,84 0,89 0,74
Conductivité thermique (W/m.K) 1 0,8
Coefficient de dilatation linéique (10-6K-1) 5 3 9 7,2 4 5,6 7,9Température de fibrage pour une viscosité en101.5Pa.s (°C)
1270 à 1300 1550 à 1570 1280 à 1300 1290 à 1300 1500 1550 1430
Température de fibrage supérieure dedévitrification (°C) 1160 à 1180 1350 1480 1330
Electrique (pour verre en masse)Rigidité electrique (MV/m) 60 à 100Résistivité par surface (Ω.cm) 1013 à 1014
Résistivité par volume (Ω.cm) 1014 à 1015 1010 1016
Permittivité relative : 50 ou 60 Hz 6,4 103 Hz 6,4 à 6,8 5 à 5,1 106Hz 6,4 à 6,7 3,8 à 4,2 6 à 6,1 5,34Tangente de l'angle de perte 50 ou 60 Hz (10-4) 30 à 50 103 Hz (10-4) 20 110 106Hz (10-4) 10 à 18 5 50 15 à 19 20
AcoustiqueVitesse du son (m/s) 5500 5820
ChimiqueTenue à l'eau TB F TB TBTenue à l'acide F à M TB B BTenue aux bases F F F TBTenue aux solvants TB TB TB TB TB TB TB
Comportement au feuCaratéristiques mécaniques des
filaments viergesContrainte à la rupture (MPa) 3400 à 03500 2500 3100 3300 4400 4600 3700Module d'élasticité en traction (GPa) 73 55 71 70,3 86 87 76
Taux d'allongement à la tupture en traction (%) 4,6 à 4,8 4,5 4,4 4,8 5,2 5,4 4,9
Coefficient de poisson 0,22 0,215 0,26
TB très bonne, B bonne, F faible, M mauvaise
Caratéristiques Types de verre
OpaqueTransparent
Incombustible
Tableau 6 : Principales propriétés des fibres de verre[8,9].
Le verre possède une très bonne résistance à la rupture dépassant parfois celle de certains métaux. Cependant il nen reste pas moins quil sagit dun matériau très fragile du fait de sa forte sensibilité aux microfissures. Cette fragilité diminue lorsquil se trouve sous forme de fibre car les microfissures sont moins nombreuses. Matériau minéral, les fibres sont naturellement incombustibles. Elles ne sont pas sensibles aux flammes et propagent faiblement la chaleur par conduction. Exposées à de forte température, le point de Littletone des fibres de verres varient entre 550 à 900°C en fonction de leurs compositions.
e Point de Littleton caractérise le point de ramollissement.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 15/61
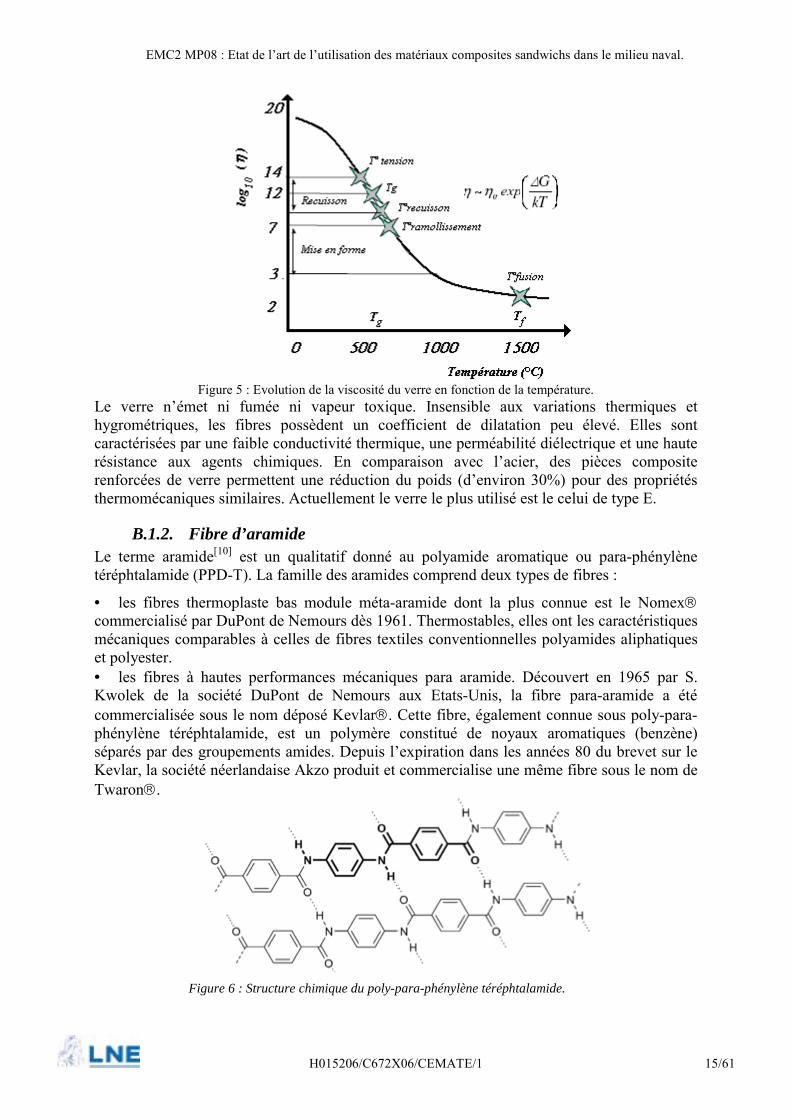
Figure 5 : Evolution de la viscosité du verre en fonction de la température.
Le verre német ni fumée ni vapeur toxique. Insensible aux variations thermiques et hygrométriques, les fibres possèdent un coefficient de dilatation peu élevé. Elles sont caractérisées par une faible conductivité thermique, une perméabilité diélectrique et une haute résistance aux agents chimiques. En comparaison avec lacier, des pièces composite renforcées de verre permettent une réduction du poids (denviron 30%) pour des propriétés thermomécaniques similaires. Actuellement le verre le plus utilisé est le celui de type E.
B.1.2. Fibre d’aramide Le terme aramide[10] est un qualitatif donné au polyamide aromatique ou para-phénylène téréphtalamide (PPD-T). La famille des aramides comprend deux types de fibres :
• les fibres thermoplaste bas module méta-aramide dont la plus connue est le Nomex commercialisé par DuPont de Nemours dès 1961. Thermostables, elles ont les caractéristiques mécaniques comparables à celles de fibres textiles conventionnelles polyamides aliphatiques et polyester. • les fibres à hautes performances mécaniques para aramide. Découvert en 1965 par S. Kwolek de la société DuPont de Nemours aux Etats-Unis, la fibre para-aramide a été commercialisée sous le nom déposé Kevlar. Cette fibre, également connue sous poly-para-phénylène téréphtalamide, est un polymère constitué de noyaux aromatiques (benzène) séparés par des groupements amides. Depuis lexpiration dans les années 80 du brevet sur le Kevlar, la société néerlandaise Akzo produit et commercialise une même fibre sous le nom de Twaron.
Figure 6 : Structure chimique du poly-para-phénylène téréphtalamide.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 16/61
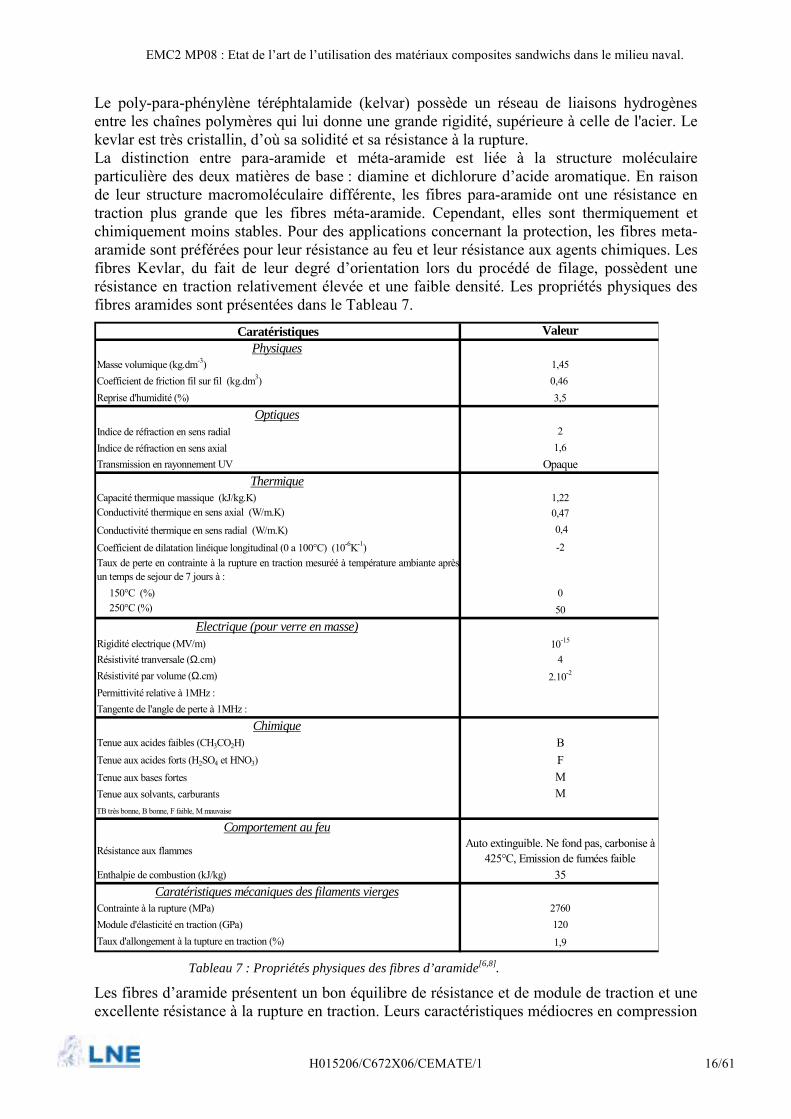
Le poly-para-phénylène téréphtalamide (kelvar) possède un réseau de liaisons hydrogènes entre les chaînes polymères qui lui donne une grande rigidité, supérieure à celle de l'acier. Le kevlar est très cristallin, doù sa solidité et sa résistance à la rupture. La distinction entre para-aramide et méta-aramide est liée à la structure moléculaire particulière des deux matières de base : diamine et dichlorure dacide aromatique. En raison de leur structure macromoléculaire différente, les fibres para-aramide ont une résistance en traction plus grande que les fibres méta-aramide. Cependant, elles sont thermiquement et chimiquement moins stables. Pour des applications concernant la protection, les fibres meta-aramide sont préférées pour leur résistance au feu et leur résistance aux agents chimiques. Les fibres Kevlar, du fait de leur degré dorientation lors du procédé de filage, possèdent une résistance en traction relativement élevée et une faible densité. Les propriétés physiques des fibres aramides sont présentées dans le Tableau 7.
Caratéristiques ValeurPhysiques
Masse volumique (kg.dm-3) 1,45Coefficient de friction fil sur fil (kg.dm3) 0,46 Reprise d'humidité (%) 3,5
OptiquesIndice de réfraction en sens radial 2Indice de réfraction en sens axial 1,6Transmission en rayonnement UV Opaque
ThermiqueCapacité thermique massique (kJ/kg.K) 1,22Conductivité thermique en sens axial (W/m.K) 0,47Conductivité thermique en sens radial (W/m.K) 0,4
Coefficient de dilatation linéique longitudinal (0 a 100°C) (10-6K-1) -2Taux de perte en contrainte à la rupture en traction mesuréé à température ambiante aprèsun temps de sejour de 7 jours à : 150°C (%) 0 250°C (%) 50
Electrique (pour verre en masse)Rigidité electrique (MV/m) 10-15
Résistivité tranversale (Ω.cm) 4Résistivité par volume (Ω.cm) 2.10-2
Permittivité relative à 1MHz :Tangente de l'angle de perte à 1MHz :
ChimiqueTenue aux acides faibles (CH3CO2H) BTenue aux acides forts (H2SO4 et HNO3) FTenue aux bases fortes MTenue aux solvants, carburants MTB très bonne, B bonne, F faible, M mauvaise
Comportement au feu
Résistance aux flammes Auto extinguible. Ne fond pas, carbonise à
425°C, Emission de fumées faibleEnthalpie de combustion (kJ/kg) 35
Caratéristiques mécaniques des filaments viergesContrainte à la rupture (MPa) 2760Module d'élasticité en traction (GPa) 120Taux d'allongement à la tupture en traction (%) 1,9
Tableau 7 : Propriétés physiques des fibres d’aramide[6,8].
Les fibres daramide présentent un bon équilibre de résistance et de module de traction et une excellente résistance à la rupture en traction. Leurs caractéristiques médiocres en compression
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 17/61
sont probablement une des causes de leur faible adhérence aux résines. Ces fibres ont une très bonne tenue thermique. Le module délasticité en traction conserve à 300°C plus de 80% de sa valeur à température ambiante. Un des principaux problèmes de ces fibres est leur tenue aux UV, qui dégradent leurs caractéristiques. Cependant dans un composite, cet endommagement ne se produit pas en raison de la présence de la résine.
Une caractéristique propre aux polyamides est leur reprise dhumidité qui nécessite létuvage des fibres avant lemploi. Ce phénomène est également atténué par la présence de la résine. Les fibres daramide présentent la même particularité que les fibres de carbone : elles ont un coefficient de dilatation linéique négatif dans le sens axial (-5.10-6 à -2.10-6 K-1). Ce coefficient diffère de celui mesuré dans le sens transversal (60. 10-6 K-1), contrairement à ce que lon peut observer chez celles en verre et en carbone.
Avantage Inconvénients Haute résistance à la traction Module d’élasticité élevé Excellent facteur d’amortissement des vibrations Faible densité Excellente stabilité thermique Bonne tenue au feu Bonne résistance aux chocs et à la fatigue Excellente propriétés diélectriques Bonne résistance chimiques, absence de corrosion Légèreté Auto extinguible, ne fond pas et faible émission de fumée Prix moyen (2 fois moindre que les fibres de carbone) Dilatation thermique nulle
Très faible résistance de compression Reprise d’humidité importante Faible adhérence avec les résines d’imprégnations Sensibilité aux ultraviolets Prix intermédiaire (10 fois celui des fibres de verre) Tenue au feu (décomposition à 400°C) Usinage des fibres : cancérigène Toxicité lors de l’usinage
Tableau 8 : Caractéristiques générales des fibres d’Aramide.
Son coût ainsi peuvent compromettre lutilisation de cette fibre dans le milieu de la construction navale. Cependant il existe quelques exemples dapplications sous la forme dhybride pour la réalisation de coques de grandes embarcations (Mirabella 76m).
B.1.3. Fibre de carbone La première fibre de carbone[11] développée par T. Edison par pyrolyse de fibres de bambou fut brevetée et utilisée comme filament dans une lampe à incandescence. La première fibre industrielle fut réalisée par Toray en 1969.
De nos jours, les fibres de carbone[12,13] sont majoritairement réalisées à partir de deux précurseurs : le polyacrylonitrite (ou PAN) et le brai-mésophase qui sont pyrolysés après avoir été filés. Une grande variété de fibres avec différents modules de Young et contraintes à la rupture peut être obtenue à partir du précurseur et du procédé de fabrication.
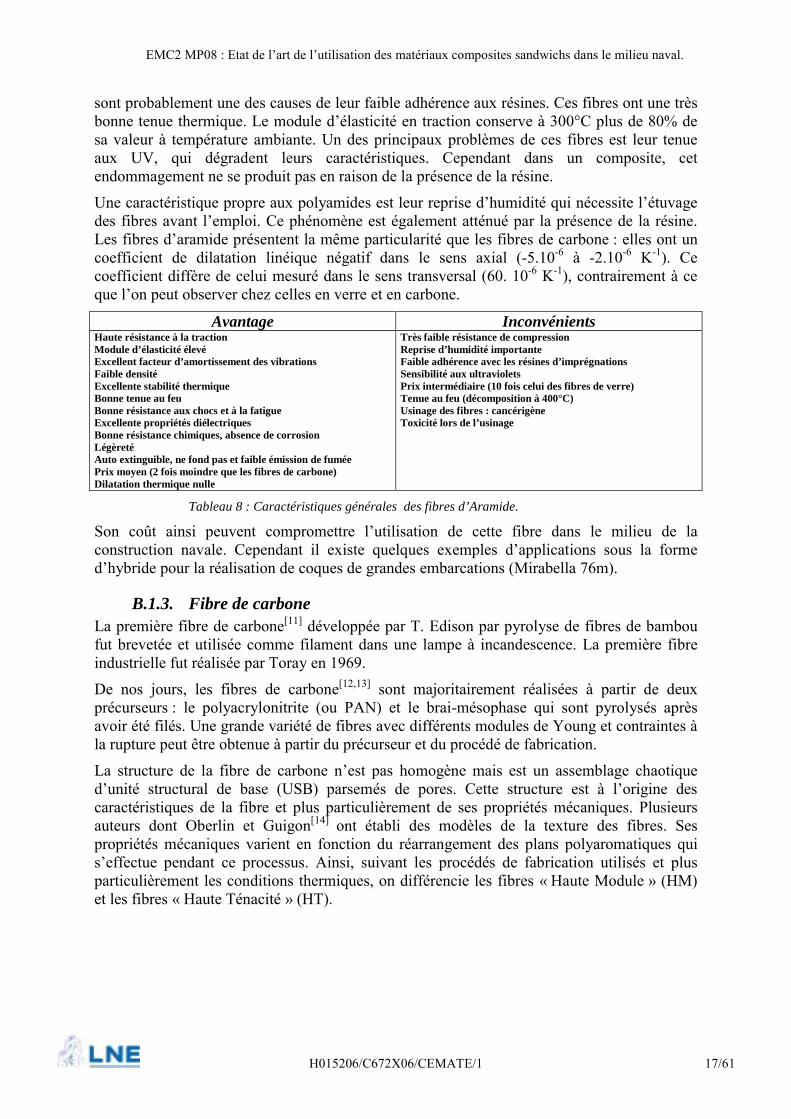
La structure de la fibre de carbone nest pas homogène mais est un assemblage chaotique dunité structural de base (USB) parsemés de pores. Cette structure est à lorigine des caractéristiques de la fibre et plus particulièrement de ses propriétés mécaniques. Plusieurs auteurs dont Oberlin et Guigon[14] ont établi des modèles de la texture des fibres. Ses propriétés mécaniques varient en fonction du réarrangement des plans polyaromatiques qui seffectue pendant ce processus. Ainsi, suivant les procédés de fabrication utilisés et plus particulièrement les conditions thermiques, on différencie les fibres « Haute Module » (HM) et les fibres « Haute Ténacité » (HT).
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 18/61
Figure 7 : Microstructure des fibres a) Haute Ténacité et b) Haute Module selon Oberlin et Guigon[14].
Les propriétés physiques et mécaniques des fibres de carbone dépendent de la nature chimique du précurseur, des conditions et des procédés de fabrications. Les fibres de carbone sont caractérisées par leur faible densité, leur résistance à la traction élevée, leur souplesse, par leur tenue à la température (plus de 2500°C dans une atmosphère inerte) leur faible coefficient de dilatation thermique et leur résistance chimique.
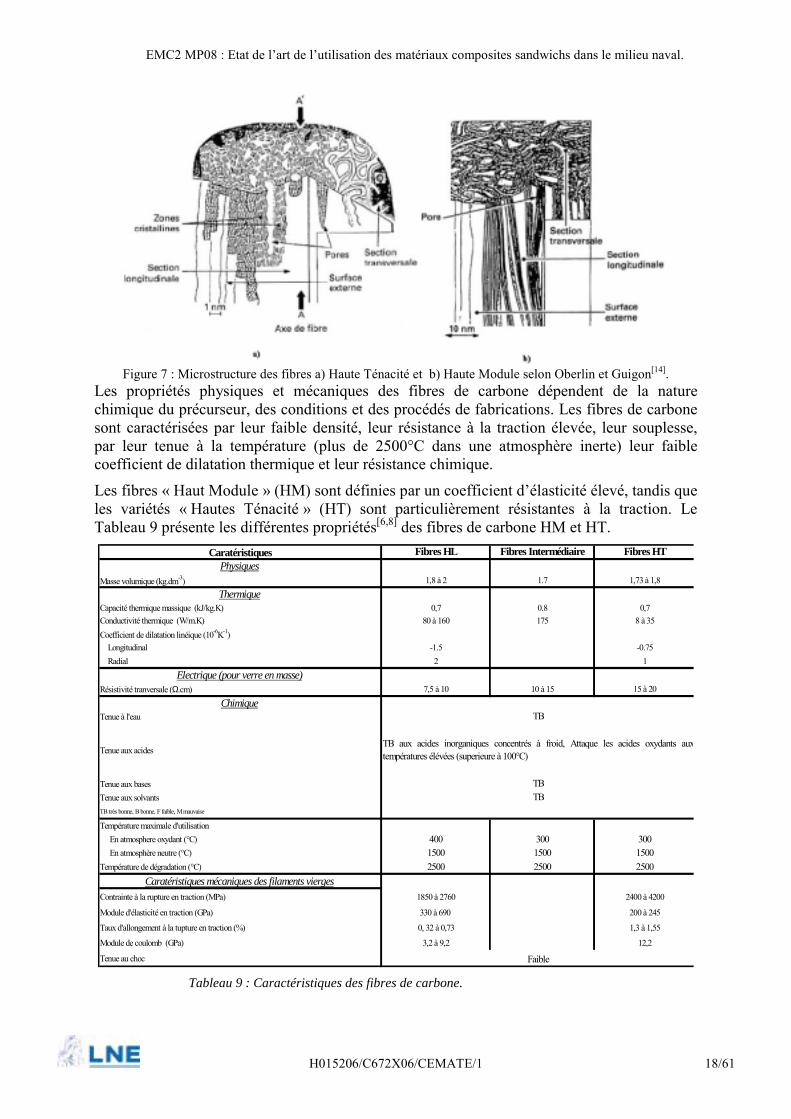
Les fibres « Haut Module » (HM) sont définies par un coefficient délasticité élevé, tandis que les variétés « Hautes Ténacité » (HT) sont particulièrement résistantes à la traction. Le Tableau 9 présente les différentes propriétés[6,8] des fibres de carbone HM et HT.
Caratéristiques Fibres HL Fibres Intermédiaire Fibres HTPhysiques
Masse volumique (kg.dm-3) 1,8 à 2 1.7 1,73 à 1,8Thermique
Capacité thermique massique (kJ/kg.K) 0,7 0.8 0,7Conductivité thermique (W/m.K) 80 à 160 175 8 à 35Coefficient de dilatation linéique (10-6K-1) Longitudinal -1.5 -0.75 Radial 2 1
Electrique (pour verre en masse)Résistivité tranversale (Ω.cm) 7,5 à 10 10 à 15 15 à 20
ChimiqueTenue à l'eau
Tenue aux acides
Tenue aux bases Tenue aux solvants TB très bonne, B bonne, F faible, M mauvaise
Température maximale d'utilisation En atmosphere oxydant (°C) 400 300 300 En atmosphère neutre (°C) 1500 1500 1500Température de dégradation (°C) 2500 2500 2500
Caratéristiques mécaniques des filaments viergesContrainte à la rupture en traction (MPa) 1850 à 2760 2400 à 4200
Module d'élasticité en traction (GPa) 330 à 690 200 à 245
Taux d'allongement à la tupture en traction (%) 0, 32 à 0,73 1,3 à 1,55
Module de coulomb (GPa) 3,2 à 9,2 12,2
Tenue au choc Faible
TB
TB aux acides inorganiques concentrés à froid, Attaque les acides oxydants auxtempératures élévées (superieure à 100°C)
TBTB
Tableau 9 : Caractéristiques des fibres de carbone.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 19/61
Lutilisation des fibres de carbone est développée dans les matériaux composites à hautes performances. Lavantage de ces fibres résulte de leurs propriétés mécaniques. Par nature, elles sont sensibles aux agents oxydants mais la cinétique dattaque dépend énormément du traitement thermique de la fibre, de sa composition chimique et de sa microtexture.
Avantage Inconvénients Excellente tenue à la compression. Excellente tenue à haute température (2000°C en atmosphère non oxydant). Excellente tenue en fatigue. Excellente rigidité pour la fibre HM. Bonne conduction de chaleur et électrique. Inertie complète à la corrosion et agents chimiques. Insensibilité à l’humidité. Coefficient de dilatation nul. Rapport qualité prix intéressant.
Prix toujours élevé. Problème de corrosion au contact par pile galvanique avec les métaux. Sensibilité aux chocs mécaniques. Sensibilité à l’abrasion. Faible allongement. Difficulté d’enroulement lors de la fabrication. Fibre difficile à imprégner par les résines époxydes.
Tableau 10 : Caractéristiques générales des fibres de carbone.
Réputé fragile le carbone est de plus en plus présent dans le milieu de la construction navale pour la réalisation de matures et de coques de dimensions modestes, voire de grandes unités.
B.1.4. Autres fibres Dautres fibres avec de faibles masses volumiques et des performances identiques, telles que le polyéthylène, peuvent être utilisées dans le milieu de la construction navale. Les fibres de polyéthylène de haut module sont obtenues par filature et d'un gel polymère dissous dun solvant. Elles offrent une très grande résistance à la traction mais une mauvaise mouillabilité. Leur faible liaison fibre-matrice limite considérablement leur emploi et réduit leur utilisation à des surblindages légers. Lautre inconvénient majeur de cette fibre est sa température de fusion Tf=150°C. Les critères qui guident le choix sont techniques et économiques.
B.1.5. Synthèse
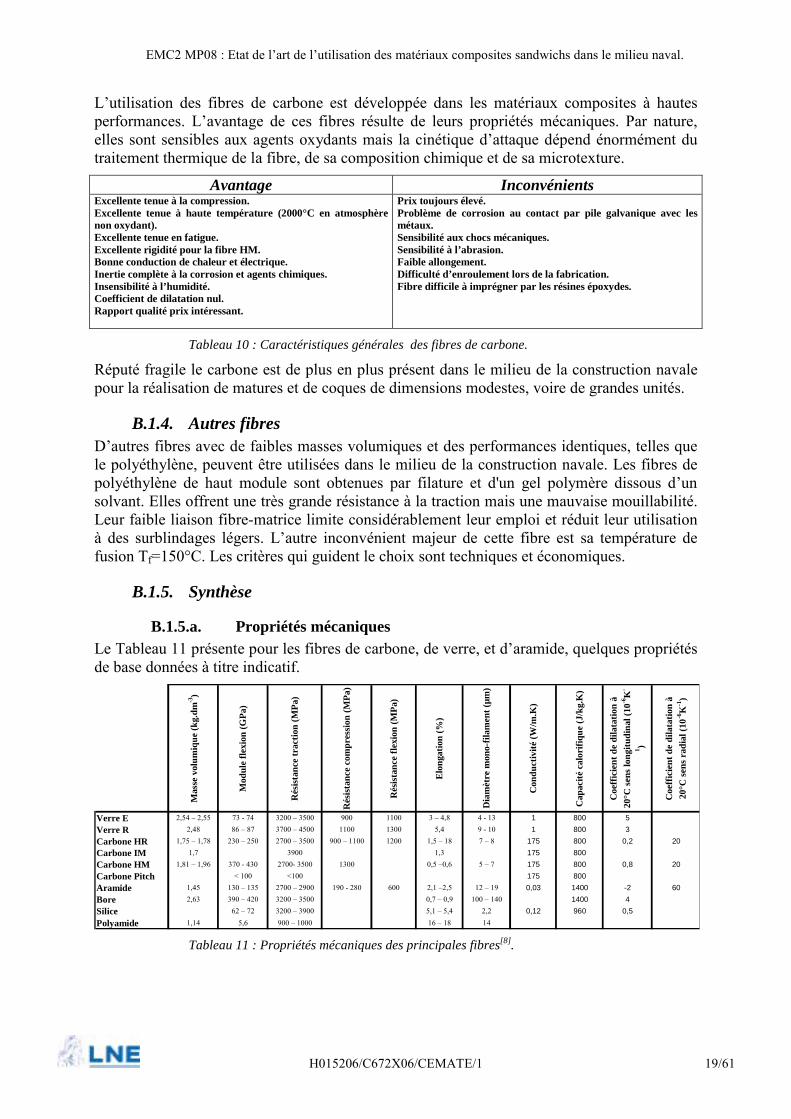
B.1.5.a. Propriétés mécaniques Le Tableau 11 présente pour les fibres de carbone, de verre, et daramide, quelques propriétés de base données à titre indicatif.
Mas
se v
olum
ique
(kg.
dm-3
)
Mod
ule
flexi
on (G
Pa)
Rés
istan
ce tr
actio
n (M
Pa)
Rés
ista
nce
com
pres
sion
(MPa
)
Rés
istan
ce fl
exio
n (M
Pa)
Elon
gatio
n (%
)
Dia
mèt
re m
ono-
filam
ent (
µm)
Con
duct
ivité
(W/m
.K)
Cap
acité
cal
orifi
que
(J/k
g.K
)
Coe
ffic
ient
de
dila
tatio
n à
20°C
sens
long
itudi
nal (
10-6
K-
1 )
Coe
ffic
ient
de
dila
tatio
n à
20°C
sens
rad
ial (
10-6
K-1
)
Verre E 2,54 2,55 73 - 74 3200 3500 900 1100 3 4,8 4 - 13 1 800 5
Verre R 2,48 86 87 3700 4500 1100 1300 5,4 9 - 10 1 800 3
Carbone HR 1,75 1,78 230 250 2700 3500 900 1100 1200 1,5 18 7 8 175 800 0,2 20Carbone IM 1,7 3900 1,3 175 800Carbone HM 1,81 1,96 370 - 430 2700- 3500 1300 0,5 0,6 5 7 175 800 0,8 20Carbone Pitch < 100 <100 175 800Aramide 1,45 130 135 2700 2900 190 - 280 600 2,1 2,5 12 19 0,03 1400 -2 60Bore 2,63 390 420 3200 3500 0,7 0,9 100 140 1400 4Silice 62 72 3200 3900 5,1 5,4 2,2 0,12 960 0,5
Polyamide 1,14 5,6 900 1000 16 18 14 Tableau 11 : Propriétés mécaniques des principales fibres[8].
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 20/61
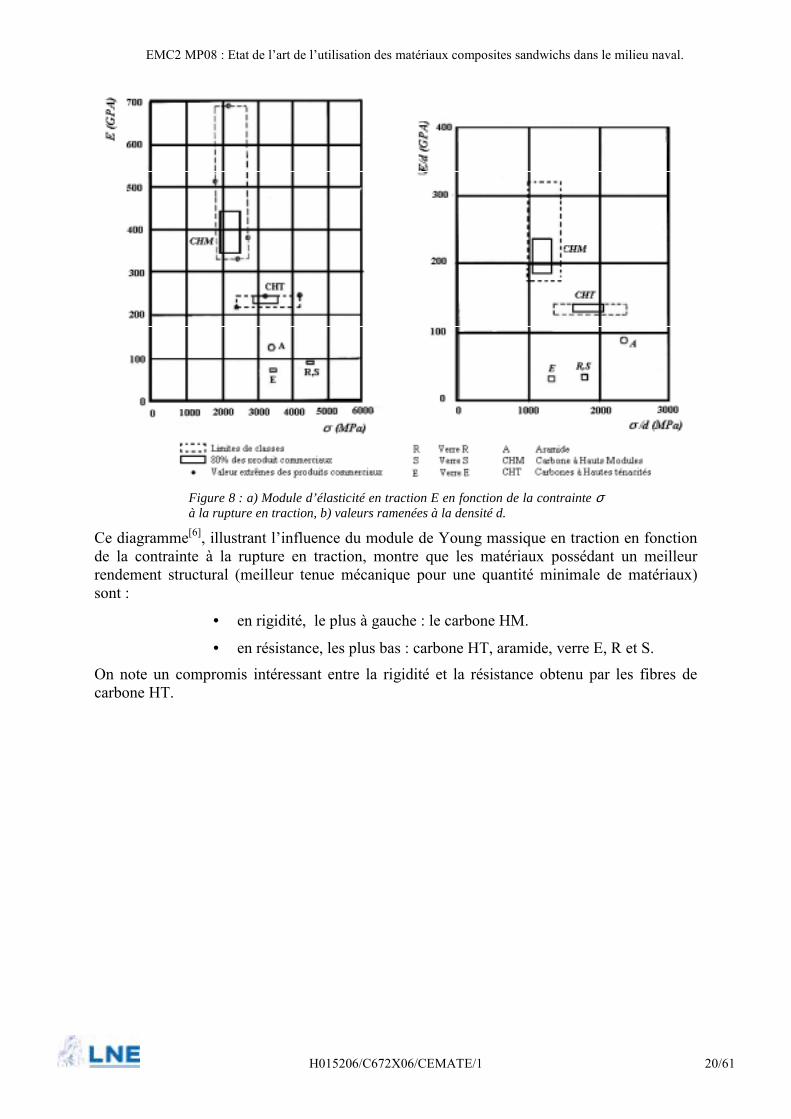
Figure 8 : a) Module d’élasticité en traction E en fonction de la contrainte σ à la rupture en traction, b) valeurs ramenées à la densité d.
Ce diagramme[6], illustrant linfluence du module de Young massique en traction en fonction de la contrainte à la rupture en traction, montre que les matériaux possédant un meilleur rendement structural (meilleur tenue mécanique pour une quantité minimale de matériaux) sont :
• en rigidité, le plus à gauche : le carbone HM.
• en résistance, les plus bas : carbone HT, aramide, verre E, R et S. On note un compromis intéressant entre la rigidité et la résistance obtenu par les fibres de carbone HT.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 21/61
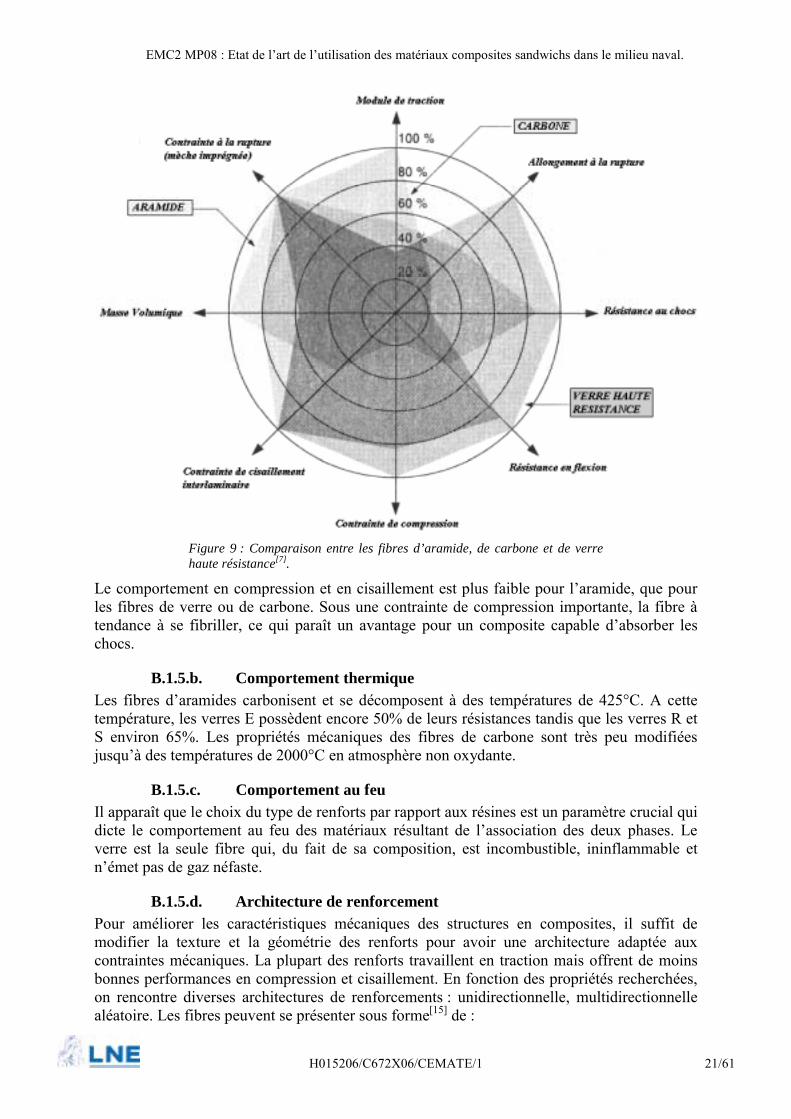
Figure 9 : Comparaison entre les fibres d’aramide, de carbone et de verre haute résistance[7].
Le comportement en compression et en cisaillement est plus faible pour laramide, que pour les fibres de verre ou de carbone. Sous une contrainte de compression importante, la fibre à tendance à se fibriller, ce qui paraît un avantage pour un composite capable dabsorber les chocs.
B.1.5.b. Comportement thermique Les fibres daramides carbonisent et se décomposent à des températures de 425°C. A cette température, les verres E possèdent encore 50% de leurs résistances tandis que les verres R et S environ 65%. Les propriétés mécaniques des fibres de carbone sont très peu modifiées jusquà des températures de 2000°C en atmosphère non oxydante.
B.1.5.c. Comportement au feu Il apparaît que le choix du type de renforts par rapport aux résines est un paramètre crucial qui dicte le comportement au feu des matériaux résultant de lassociation des deux phases. Le verre est la seule fibre qui, du fait de sa composition, est incombustible, ininflammable et német pas de gaz néfaste.
B.1.5.d. Architecture de renforcement Pour améliorer les caractéristiques mécaniques des structures en composites, il suffit de modifier la texture et la géométrie des renforts pour avoir une architecture adaptée aux contraintes mécaniques. La plupart des renforts travaillent en traction mais offrent de moins bonnes performances en compression et cisaillement. En fonction des propriétés recherchées, on rencontre diverses architectures de renforcements : unidirectionnelle, multidirectionnelle aléatoire. Les fibres peuvent se présenter sous forme[15] de :
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 22/61
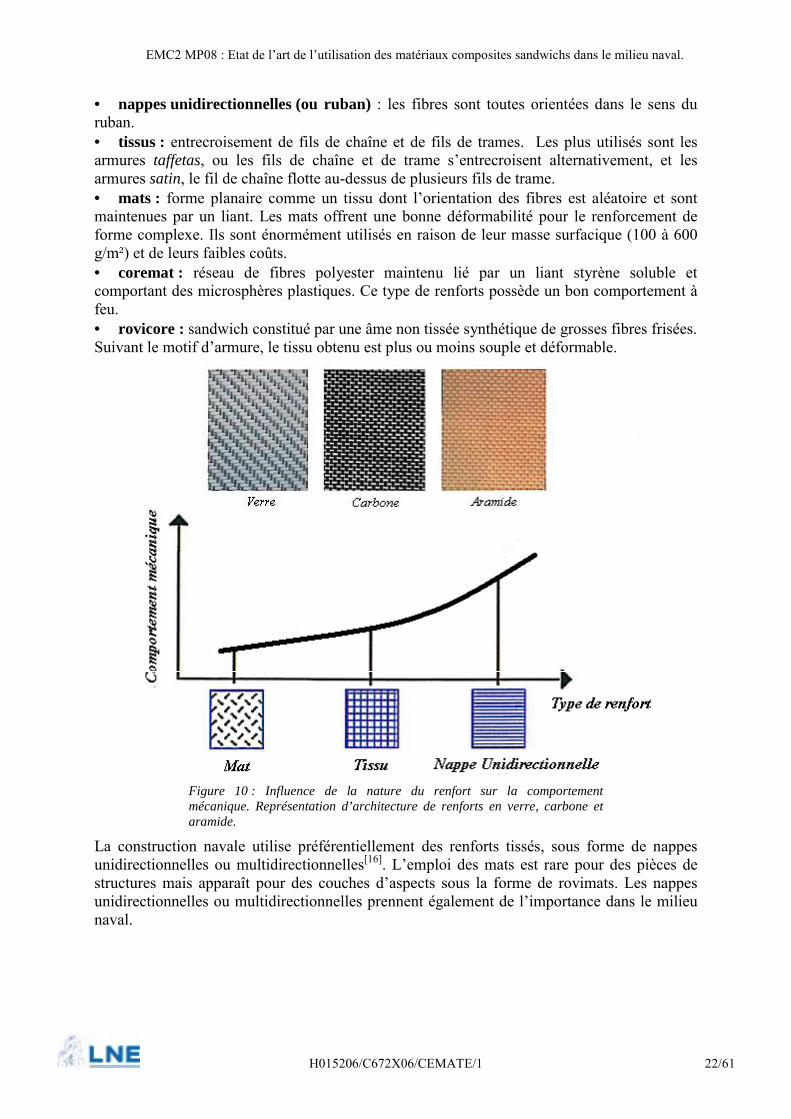
• nappes unidirectionnelles (ou ruban) : les fibres sont toutes orientées dans le sens du ruban. • tissus : entrecroisement de fils de chaîne et de fils de trames. Les plus utilisés sont les armures taffetas, ou les fils de chaîne et de trame sentrecroisent alternativement, et les armures satin, le fil de chaîne flotte au-dessus de plusieurs fils de trame. • mats : forme planaire comme un tissu dont lorientation des fibres est aléatoire et sont maintenues par un liant. Les mats offrent une bonne déformabilité pour le renforcement de forme complexe. Ils sont énormément utilisés en raison de leur masse surfacique (100 à 600 g/m²) et de leurs faibles coûts. • coremat : réseau de fibres polyester maintenu lié par un liant styrène soluble et comportant des microsphères plastiques. Ce type de renforts possède un bon comportement à feu. • rovicore : sandwich constitué par une âme non tissée synthétique de grosses fibres frisées. Suivant le motif darmure, le tissu obtenu est plus ou moins souple et déformable.
Figure 10 : Influence de la nature du renfort sur la comportement mécanique. Représentation d’architecture de renforts en verre, carbone et aramide.
La construction navale utilise préférentiellement des renforts tissés, sous forme de nappes unidirectionnelles ou multidirectionnelles[16]. Lemploi des mats est rare pour des pièces de structures mais apparaît pour des couches daspects sous la forme de rovimats. Les nappes unidirectionnelles ou multidirectionnelles prennent également de limportance dans le milieu naval.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 23/61
B.2. Principales matrices organiques
B.2.1. Généralité Le rôle de la matrice est de transmettre les charges entre les fibres pour utiliser leurs propriétés mécaniques et de maintenir les renforts dans une forme compacte afin dobtenir la forme voulue du produit final. La matrice sert entre autre à protéger les fibres contre labrasion et lenvironnement agressif, mais également à contrôler le fini de surface. Bien que les propriétés mécaniques de la matrice soient faibles devant celles des renforts, les caractéristiques générales du composite dépendent également du choix de la matrice et de ladhésion avec les fibres. Le rôle de la matrice devient très important pour la tenue à long terme.
Les matrices rencontrées dans le milieu naval sont de deux natures : thermodurcissables (TD) et thermoplastiques (TP). Il est nécessaire de bien situer les différences fondamentales de ces deux types de matrices :
• La structure TD à la forme dun réseau tridimensionnel réticulé par des liaisons chimiquement fortes. La réticulation se fait en forme de façon définitive et irréversible. • Au contraire, la structure des TP se présente sous de chaînes linéaires quil faut chauffer pour mettre en forme et refroidir pour les figer la structure macromoléculaire. Cette structure a la particularité dêtre réversible de se modifier dès lors quelle est soumise à un flux thermique Dans les paragraphes qui suivent sont présentées les principales peaux rencontrées dans des applications structurales en construction navale.
B.2.2. Résines thermodurcissables A lheure actuelle, les structures navales sont essentiellement réalisées à partir de résines thermodurcissables. Ces résines durcissent dune façon irréversible après un cycle thermique appelé cycle de polymérisation ou de réticulation. Le cycle peut se limiter à une température constante pendant une certaine durée afin dobtenir le durcissement des résines visqueuses. La réversibilité de forme est impossible car la réticulation est tridimensionnelle.
Les principales résines sont les résines polyesters insaturés, très largement utilisées devant les résines époxydes, vinylesters et phénoliques. Pour certaines applications, il existe les résines polyimides et/ou silicones. Cependant leur utilisation est très limitée pour des raisons de prix.
Les choix des matrices dérivent des performances escomptées comme les caractéristiques mécaniques, de tenue au feu et de tenue au vieillissement dans le milieu marin[3]
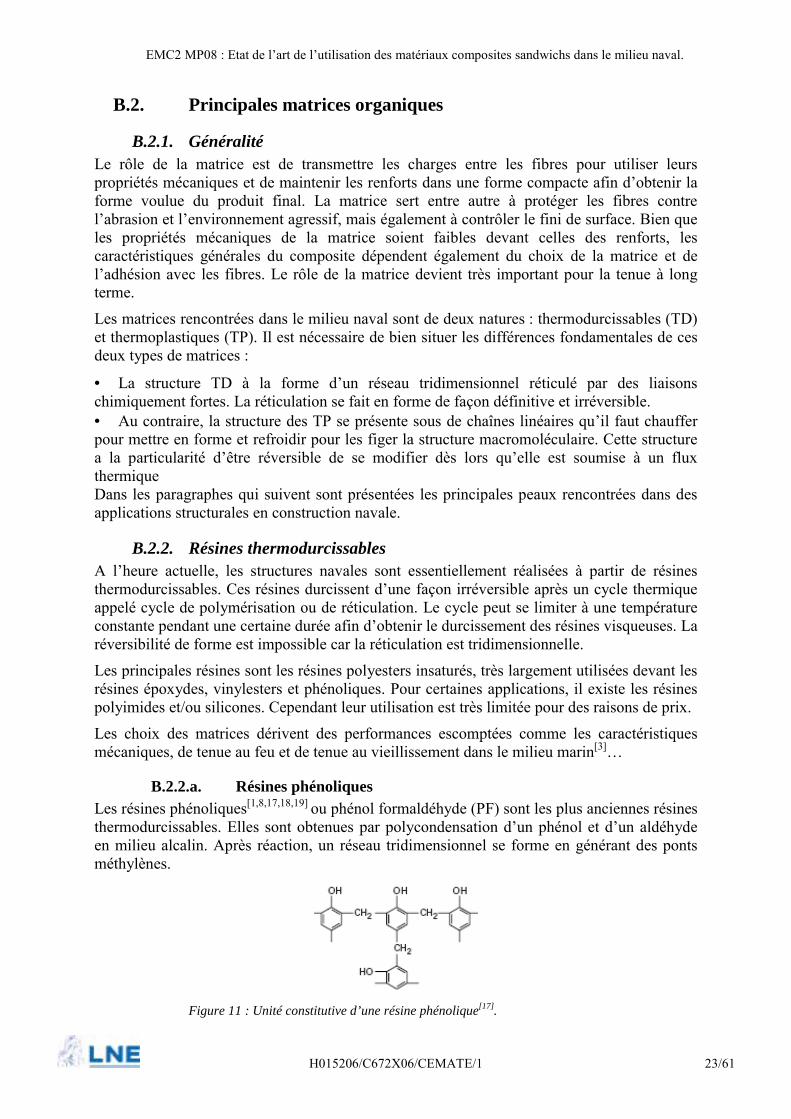
B.2.2.a. Résines phénoliques Les résines phénoliques[1,8,17,18,19] ou phénol formaldéhyde (PF) sont les plus anciennes résines thermodurcissables. Elles sont obtenues par polycondensation dun phénol et dun aldéhyde en milieu alcalin. Après réaction, un réseau tridimensionnel se forme en générant des ponts méthylènes.
Figure 11 : Unité constitutive d’une résine phénolique[17].
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 24/61
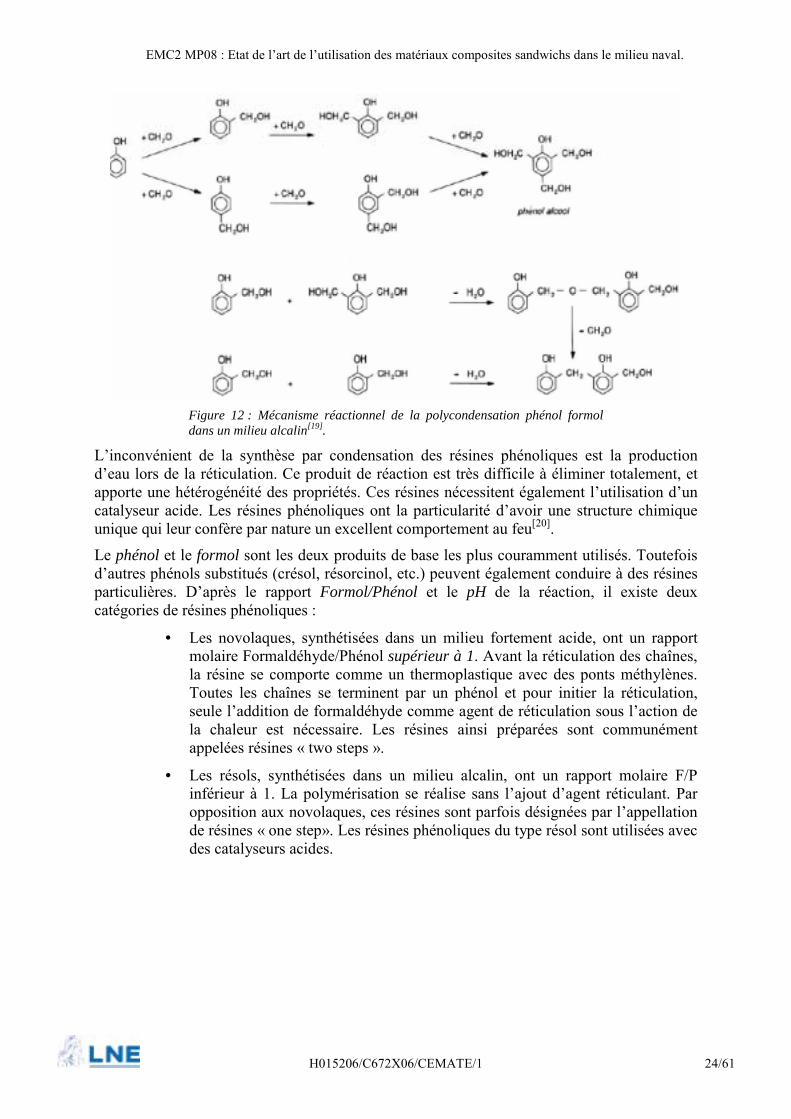
Figure 12 : Mécanisme réactionnel de la polycondensation phénol formol dans un milieu alcalin[19].
Linconvénient de la synthèse par condensation des résines phénoliques est la production deau lors de la réticulation. Ce produit de réaction est très difficile à éliminer totalement, et apporte une hétérogénéité des propriétés. Ces résines nécessitent également lutilisation dun catalyseur acide. Les résines phénoliques ont la particularité davoir une structure chimique unique qui leur confère par nature un excellent comportement au feu[20].
Le phénol et le formol sont les deux produits de base les plus couramment utilisés. Toutefois dautres phénols substitués (crésol, résorcinol, etc.) peuvent également conduire à des résines particulières. Daprès le rapport Formol/Phénol et le pH de la réaction, il existe deux catégories de résines phénoliques :
• Les novolaques, synthétisées dans un milieu fortement acide, ont un rapport molaire Formaldéhyde/Phénol supérieur à 1. Avant la réticulation des chaînes, la résine se comporte comme un thermoplastique avec des ponts méthylènes. Toutes les chaînes se terminent par un phénol et pour initier la réticulation, seule laddition de formaldéhyde comme agent de réticulation sous laction de la chaleur est nécessaire. Les résines ainsi préparées sont communément appelées résines « two steps ».
• Les résols, synthétisées dans un milieu alcalin, ont un rapport molaire F/P inférieur à 1. La polymérisation se réalise sans lajout dagent réticulant. Par opposition aux novolaques, ces résines sont parfois désignées par lappellation de résines « one step». Les résines phénoliques du type résol sont utilisées avec des catalyseurs acides.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 25/61
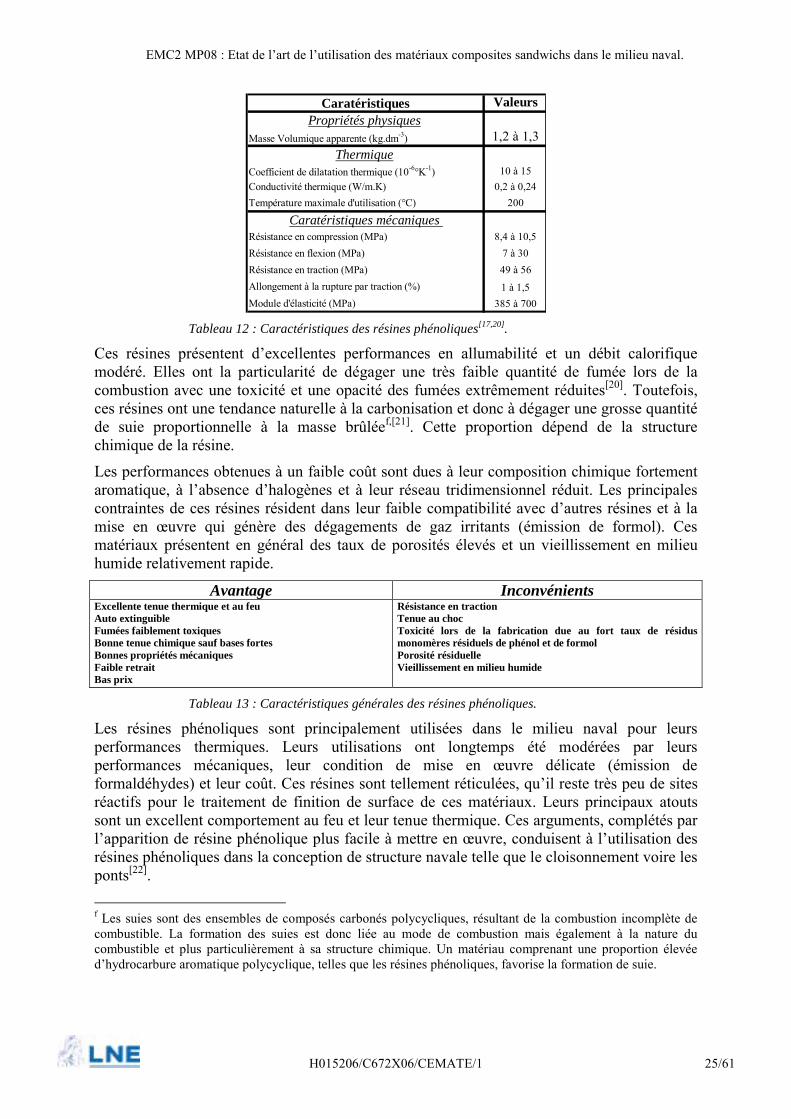
Caratéristiques ValeursPropriétés physiques
Masse Volumique apparente (kg.dm-3) 1,2 à 1,3Thermique
Coefficient de dilatation thermique (10-6°K-1) 10 à 15Conductivité thermique (W/m.K) 0,2 à 0,24Température maximale d'utilisation (°C) 200
Caratéristiques mécaniques Résistance en compression (MPa) 8,4 à 10,5Résistance en flexion (MPa) 7 à 30Résistance en traction (MPa) 49 à 56Allongement à la rupture par traction (%) 1 à 1,5Module d'élasticité (MPa) 385 à 700
Tableau 12 : Caractéristiques des résines phénoliques[17,20].
Ces résines présentent dexcellentes performances en allumabilité et un débit calorifique modéré. Elles ont la particularité de dégager une très faible quantité de fumée lors de la combustion avec une toxicité et une opacité des fumées extrêmement réduites[20]. Toutefois, ces résines ont une tendance naturelle à la carbonisation et donc à dégager une grosse quantité de suie proportionnelle à la masse brûléef,[21]. Cette proportion dépend de la structure chimique de la résine.
Les performances obtenues à un faible coût sont dues à leur composition chimique fortement aromatique, à labsence dhalogènes et à leur réseau tridimensionnel réduit. Les principales contraintes de ces résines résident dans leur faible compatibilité avec dautres résines et à la mise en uvre qui génère des dégagements de gaz irritants (émission de formol). Ces matériaux présentent en général des taux de porosités élevés et un vieillissement en milieu humide relativement rapide.
Avantage Inconvénients Excellente tenue thermique et au feu Auto extinguible Fumées faiblement toxiques Bonne tenue chimique sauf bases fortes Bonnes propriétés mécaniques Faible retrait Bas prix
Résistance en traction Tenue au choc Toxicité lors de la fabrication due au fort taux de résidus monomères résiduels de phénol et de formol Porosité résiduelle Vieillissement en milieu humide
Tableau 13 : Caractéristiques générales des résines phénoliques.
Les résines phénoliques sont principalement utilisées dans le milieu naval pour leurs performances thermiques. Leurs utilisations ont longtemps été modérées par leurs performances mécaniques, leur condition de mise en uvre délicate (émission de formaldéhydes) et leur coût. Ces résines sont tellement réticulées, quil reste très peu de sites réactifs pour le traitement de finition de surface de ces matériaux. Leurs principaux atouts sont un excellent comportement au feu et leur tenue thermique. Ces arguments, complétés par lapparition de résine phénolique plus facile à mettre en uvre, conduisent à lutilisation des résines phénoliques dans la conception de structure navale telle que le cloisonnement voire les ponts[22].
f Les suies sont des ensembles de composés carbonés polycycliques, résultant de la combustion incomplète de combustible. La formation des suies est donc liée au mode de combustion mais également à la nature du combustible et plus particulièrement à sa structure chimique. Un matériau comprenant une proportion élevée dhydrocarbure aromatique polycyclique, telles que les résines phénoliques, favorise la formation de suie.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 26/61
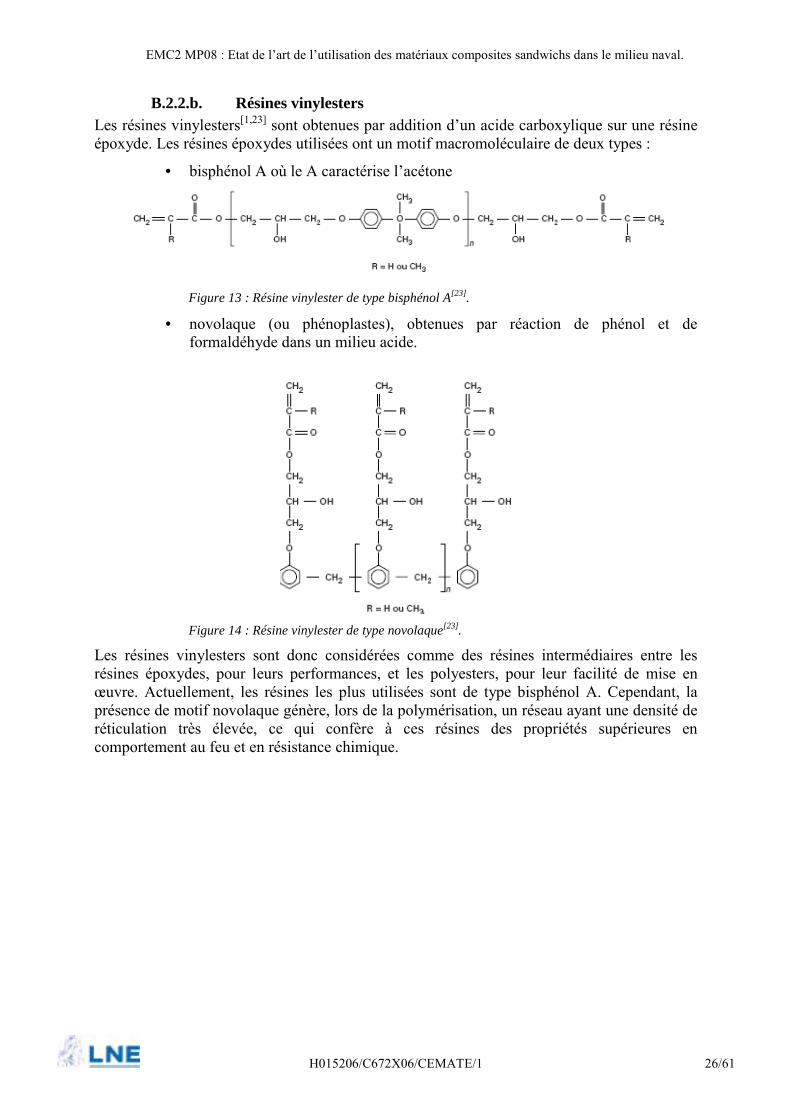
B.2.2.b. Résines vinylesters Les résines vinylesters[1,23] sont obtenues par addition dun acide carboxylique sur une résine époxyde. Les résines époxydes utilisées ont un motif macromoléculaire de deux types :
• bisphénol A où le A caractérise lacétone
Figure 13 : Résine vinylester de type bisphénol A[23].
• novolaque (ou phénoplastes), obtenues par réaction de phénol et de formaldéhyde dans un milieu acide.
Figure 14 : Résine vinylester de type novolaque[23].
Les résines vinylesters sont donc considérées comme des résines intermédiaires entre les résines époxydes, pour leurs performances, et les polyesters, pour leur facilité de mise en uvre. Actuellement, les résines les plus utilisées sont de type bisphénol A. Cependant, la présence de motif novolaque génère, lors de la polymérisation, un réseau ayant une densité de réticulation très élevée, ce qui confère à ces résines des propriétés supérieures en comportement au feu et en résistance chimique.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 27/61
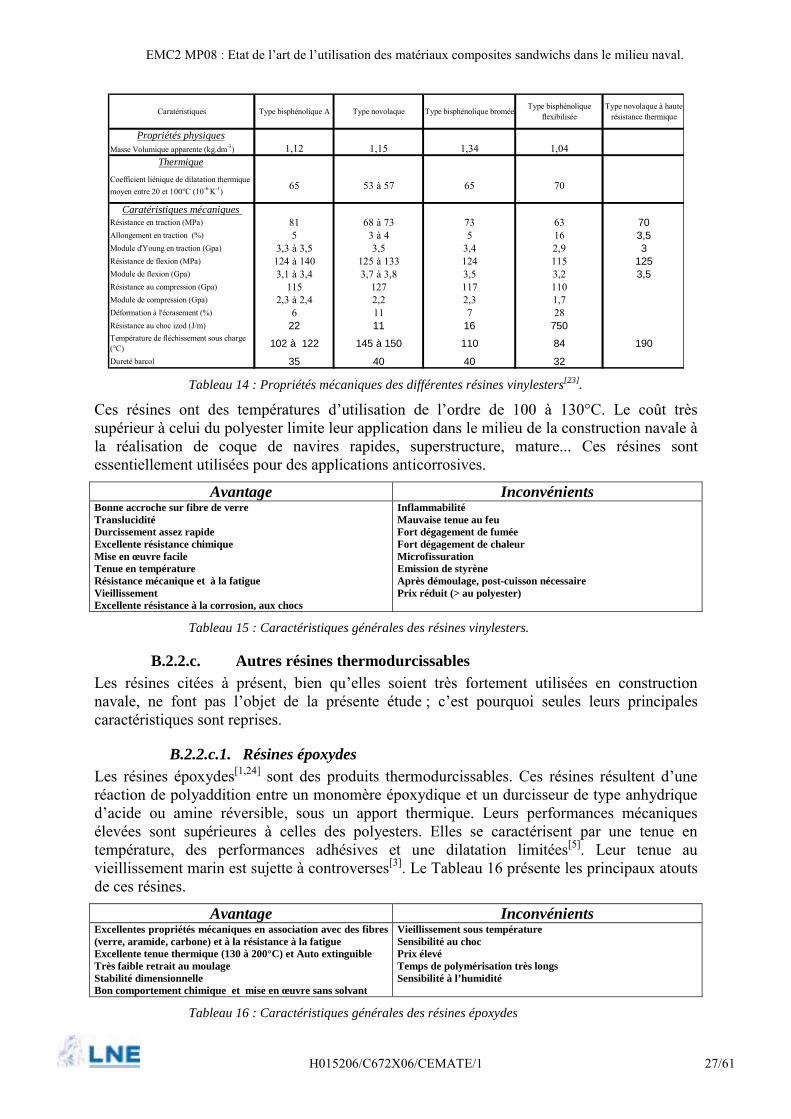
Caratéristiques Type bisphénolique A Type novolaque Type bisphénolique bromée Type bisphénolique flexibilisée
Type novolaque à haute résistance thermique
Propriétés physiquesMasse Volumique apparente (kg.dm-3) 1,12 1,15 1,34 1,04
ThermiqueCoefficient liénique de dilatation thermique moyen entre 20 et 100°C (10-6 K-1) 65 53 à 57 65 70
Caratéristiques mécaniques Résistance en traction (MPa) 81 68 à 73 73 63 70Allongement en traction (%) 5 3 à 4 5 16 3,5Module d'Young en traction (Gpa) 3,3 à 3,5 3,5 3,4 2,9 3Résistance de flexion (MPa) 124 à 140 125 à 133 124 115 125Module de flexion (Gpa) 3,1 à 3,4 3,7 à 3,8 3,5 3,2 3,5Résistance au compression (Gpa) 115 127 117 110Module de compression (Gpa) 2,3 à 2,4 2,2 2,3 1,7Déformation à l'écrasement (%) 6 11 7 28Résistance au choc izod (J/m) 22 11 16 750Température de fléchissement sous charge (°C) 102 à 122 145 à 150 110 84 190Dureté barcol 35 40 40 32
Tableau 14 : Propriétés mécaniques des différentes résines vinylesters[23].
Ces résines ont des températures dutilisation de lordre de 100 à 130°C. Le coût très supérieur à celui du polyester limite leur application dans le milieu de la construction navale à la réalisation de coque de navires rapides, superstructure, mature... Ces résines sont essentiellement utilisées pour des applications anticorrosives.
Avantage Inconvénients Bonne accroche sur fibre de verre Translucidité Durcissement assez rapide Excellente résistance chimique Mise en œuvre facile Tenue en température Résistance mécanique et à la fatigue Vieillissement Excellente résistance à la corrosion, aux chocs
Inflammabilité Mauvaise tenue au feu Fort dégagement de fumée Fort dégagement de chaleur Microfissuration Emission de styrène Après démoulage, post-cuisson nécessaire Prix réduit (> au polyester)
Tableau 15 : Caractéristiques générales des résines vinylesters.
B.2.2.c. Autres résines thermodurcissables Les résines citées à présent, bien quelles soient très fortement utilisées en construction navale, ne font pas lobjet de la présente étude ; cest pourquoi seules leurs principales caractéristiques sont reprises.
B.2.2.c.1. Résines époxydes Les résines époxydes[1,24] sont des produits thermodurcissables. Ces résines résultent dune réaction de polyaddition entre un monomère époxydique et un durcisseur de type anhydrique dacide ou amine réversible, sous un apport thermique. Leurs performances mécaniques élevées sont supérieures à celles des polyesters. Elles se caractérisent par une tenue en température, des performances adhésives et une dilatation limitées[5]. Leur tenue au vieillissement marin est sujette à controverses[3]. Le Tableau 16 présente les principaux atouts de ces résines.
Avantage Inconvénients Excellentes propriétés mécaniques en association avec des fibres (verre, aramide, carbone) et à la résistance à la fatigue Excellente tenue thermique (130 à 200°C) et Auto extinguible Très faible retrait au moulage Stabilité dimensionnelle Bon comportement chimique et mise en œuvre sans solvant
Vieillissement sous température Sensibilité au choc Prix élevé Temps de polymérisation très longs Sensibilité à l’humidité
Tableau 16 : Caractéristiques générales des résines époxydes
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 28/61
Cependant le coût et la mise en oeuvre (obligation de traitements thermiques) sont les principaux points limitant son utilisation dans le milieu de la construction navale. Pour plus de renseignements sur le matériau, le lecteur peut se référer à larticle A 3 465[24] des techniques de lingénieur.
B.2.2.c.2. Résines polyesters Les résines polyesters[1,25] résultent de la polycondensation à température élevée de diacides (saturés ou insaturés) et de polyalcools (glycols) dissous dans un monomère de styrène. Il existe de nombreuses variétés de résines polymères mais quatre types sont principalement utilisés :
• orthophtaliques : les plus courantes,
• isophtaliques : excellente tenue chimique et à lhumidité,
• chlorés : auto-extinguibles,
• bisphénol : excellentes caractéristiques chimiques et thermiques. Les résines polyesters sont actuellement les composites les plus utilisés en construction navale car elles associent des performances tout à fait acceptables, une grande flexibilité de mise en uvre et un coût modéré. Le Tableau 17 présente les principaux atouts de ce type de résine.
Avantage Inconvénients Bonne accroche sur fibre de verre Translucidité Durcissement assez rapide Excellente résistance chimique Mise en œuvre facile Tenue en température Prix réduit Résistance mécanique Vieillissement
Inflammabilité Mauvaise tenue au feu Fort dégagement de fumée Fort dégagement de chaleur Microfissuration Emission de styrène Résistance à la fatigue relativement faible Retrait au moulage (6 à 15%)
Tableau 17 : Caractéristiques générales des résines polyesters.
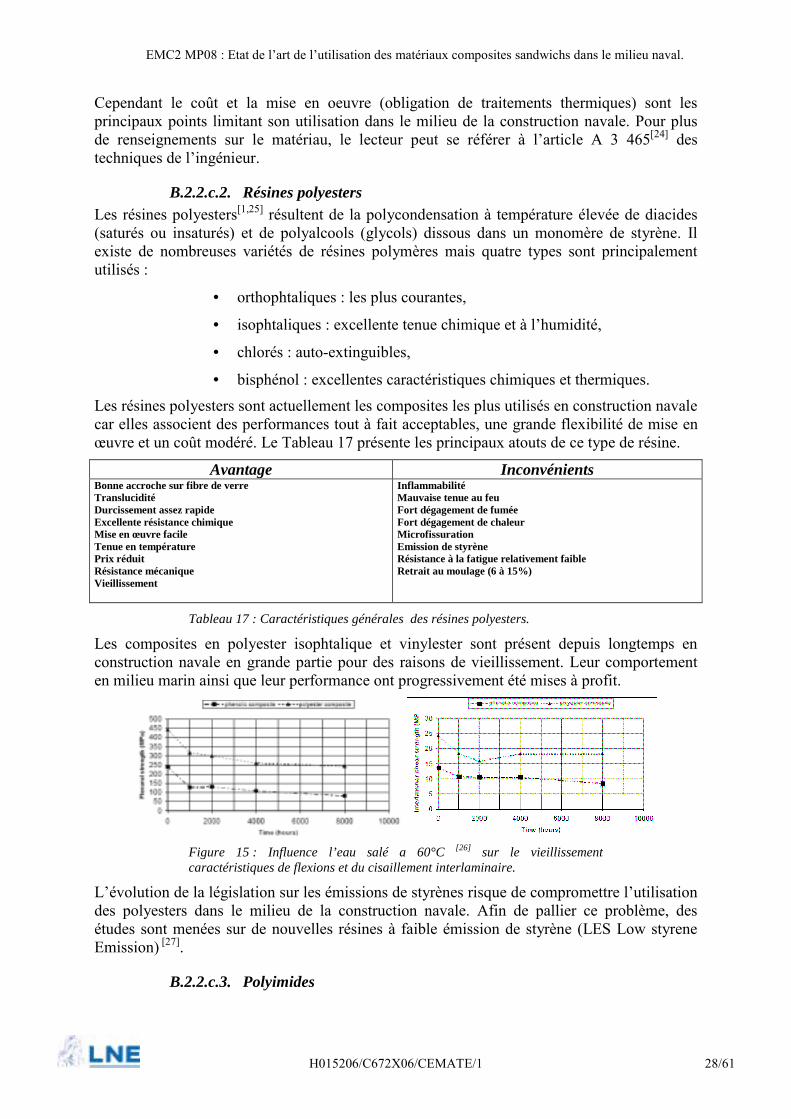
Les composites en polyester isophtalique et vinylester sont présent depuis longtemps en construction navale en grande partie pour des raisons de vieillissement. Leur comportement en milieu marin ainsi que leur performance ont progressivement été mises à profit.
Figure 15 : Influence l’eau salé a 60°C [26] sur le vieillissement caractéristiques de flexions et du cisaillement interlaminaire.
Lévolution de la législation sur les émissions de styrènes risque de compromettre lutilisation des polyesters dans le milieu de la construction navale. Afin de pallier ce problème, des études sont menées sur de nouvelles résines à faible émission de styrène (LES Low styrene Emission) [27].
B.2.2.c.3. Polyimides
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 29/61
Les polyimides[28] caractérisent les polyimides aromatiques et les résines bismaléimides. Les résines bismaléimides[29] sont le produit de la réaction entre lanhydride maléique et une diamine aromatiques. Sous leffet de la chaleur, et en présence dun excès de diamine aromatique, les doubles liaisons du monomère et les fonctions amines se lient pour former un réseau fortement réticulé.
En terme de résistance à la chaleur, les résines polyimides demeurent très performantes. Renforcées de fibres de verre ou de carbone, elles peuvent supporter des températures de 290°C en continu. En outre ces résines combinent une très bonne tenue au vieillissement, une bonne résistance à limpact, un bon comportement au fluage et une forte résistance aux produits chimiques.
Avantage Inconvénients Bonne tenue mécanique et chimique Tenue à la fatigue, absence de fluage Stabilité dimensionnelle Bon coefficient de friction Résistance aux solvants jusqu’à 200°C, aux radiations ionisantes et à l’oxydation. Rigidité électronique Auto-extinguibilité à incombustible même à la flamme Excellente tenue en température Collage facile Tenue au feu Cycle de polymérisation important
Masse volumique élevée Vieillissement des produits en présence de vapeur d’eau Attaque par bases fortes et solutions ammoniacales Transformation difficile Prix élevé Mise en œuvre difficile Cassant
Tableau 18 : Caractéristiques générales des polyimides.
LUS Navy a réalisée de nombreuses études[30,31,32] pour lapplication de ces matériaux dans le milieu de la construction navale. Leurs excellentes propriétés thermomécaniques en font un candidat très intéressant. Cependant le prix élevé et la mise en uvre délicate des polyimides[28] compromettent leur utilisation.
B.2.3. Résines thermoplastiques Peu utilisées comme matrices de matériaux composites structuraux[33], les résines thermoplastiques sont facilement déformables à chaud. Lutilisation en température est limitée, mais leur mise en uvre est grandement facilitée. Le succès des polymères provient en partie de la facilité avec laquelle on peut leur donner des formes voulues sous leffet de la chaleur. Ces matériaux combinent des caractéristiques en tenue mécaniques sur le long terme, une résistance aux produits chimiques les plus agressifs et un bon comportement au feu. Certaines résines ont des tenues en température remarquables, frôlant la limite des 300°C. En revanche, le manque de recul, la mise en uvre et le prix de revient des thermoplastiques, nettement plus élevé que celui des résines standards de grande diffusion, compromettent leurs utilisations massives dans le milieu de la construction navale. Nous ne présenterons pas de façon exhaustive les propriétés de toutes les résines thermoplastiques. Actuellement leurs utilisations se cantonnent à de petites pièces dans le milieu maritime. Malgré cela il est nécessaire de présenter brièvement les principales résines thermoplastiques utilisées dans le domaine naval, car de nombreuses études[30,31,32,34] ont été effectuées, notamment par lUS Navy. De plus leurs performances au feu en font des candidates potentielles. Les résines susceptibles dêtre utilisées sont : les polyphénylènes sulfures (PPS), les polyaryléthercétones (PAEK), les polyéthersulfones (PES) et les polyarylsulfones (PAS). Actuellement, elles ont principalement des applications sous-marines.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 30/61
B.2.3.a. Polyaryléthercétones PAEK Les polyaryléthercétones[35] désignent une famille de polymères dont les propriétés thermomécaniques sont très élevées même à haute température. Ce terme comprend plus particulièrement les polyétheréthercétones[36] (PEEK) et les polyéthercétonecétones (PEKK).
Capables de résister à des températures atteignant les 250°C, les PAEK peuvent prétendre à remplacer certains aciers inoxydables. Parallèlement à leur tenue à la chaleur, ils ne craignent ni lusure par frottement, ni les produits chimiques les plus agressifs. Les PAEK constituent une famille de matériaux remarquée par leurs propriétés mécaniques et chimiques même à haute température. En outre, ces matériaux possèdent un très bon comportement au feu, car ils ne dégagent ni fumées ni gaz toxiques pendant plusieurs minutes au contact de flammes. Ils présentent également une forte résistance aux milieux agressifs et dexcellentes propriétés mécaniques sur une large plage de températures.
B.2.3.b. Polyphénylène sulfure PPS Constitués dun enchaînement de noyaux phényles et datomes de soufre, les polysulfones[37] se distinguent par leurs structures sans liaisons soufre-oxygène. Les PPS possèdent des propriétés exceptionnelles : une rigidité et dureté élevées, un très faible absorption deau, une très faible tendance au fluage, même à haute température, une température dutilisation de 260°C, une auto-extinguibilité intrinsèque, et une excellente résistance chimique et à loxydation. Toutes ces propriétés peuvent être encore améliorées par laddition de fibres de verres. Le taux de cristallinité élevé des polyphénylènes sulfures rend néanmoins la résine relativement cassante.
B.2.3.c. Polyarylènesulfones Les polyéthersulfones (PES) et polyarylsulfones (PAS)[38] sont des thermoplastiques à hautes performances de par, leur stabilité thermique élevée sans perte de propriétés mécaniques et électriques, leur haute ténacité, leur rigidité, leur résistance à la vapeur deau et leur transparence. Les PES sont réalisés à partir de chlorosulfonyldiphényléther tandis que le PAS est fait à partir de biphényle et de dichlorosulfonyldiphényléther, en présence dun catalyseur de chlorure ferrique. Caractérisées par une température maximale dutilisation en service continu de 150 à 180°C sans charges et sans renforts, ces résines possèdent des propriétés élevées dans un intervalle de température allant de 100 à + 200 °C. Outre leur bonne résistance physico-chimique, les résines polyarylènesulfones sont caractérisées par une excellente tenue au feu. Cependant, les polyarylènesulfones sont plus chers que tous les autres thermoplastiques. Pour plus de renseignements sur le matériau, le lecteur peut se référer à larticle des Techniques de lIngénieur A 3 393[38].
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 31/61
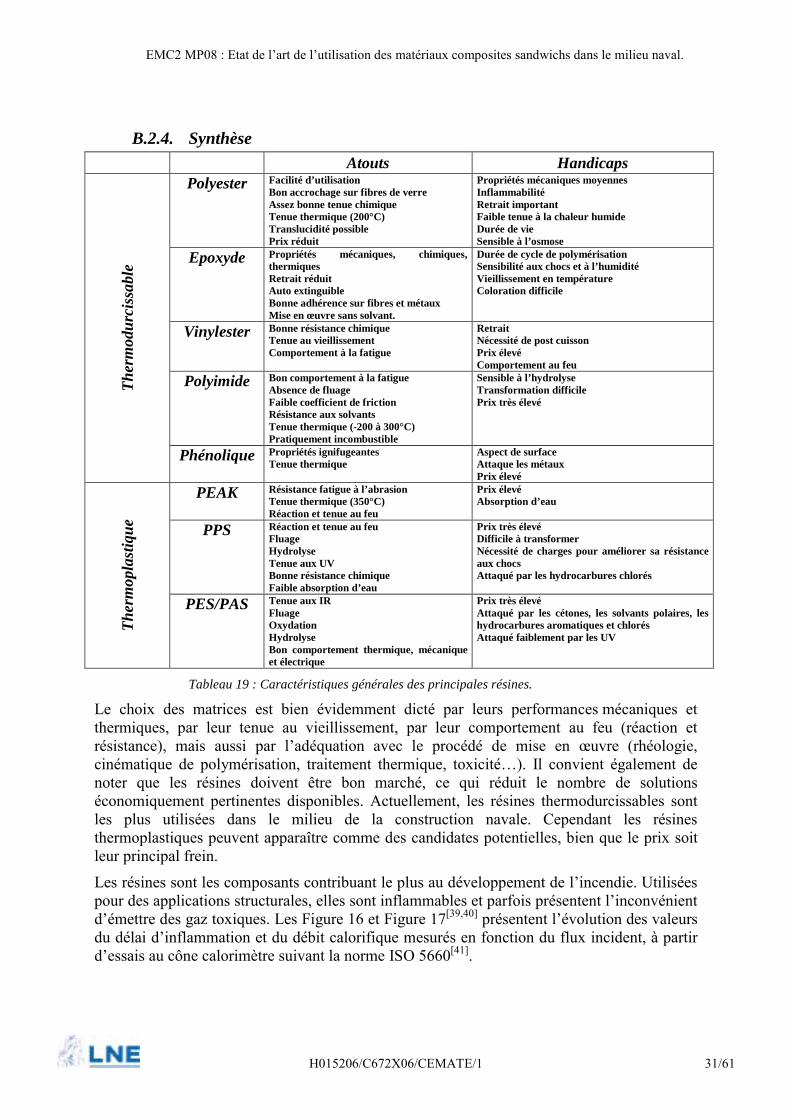
B.2.4. Synthèse Atouts Handicaps
Polyester Facilité d’utilisation Bon accrochage sur fibres de verre Assez bonne tenue chimique Tenue thermique (200°C) Translucidité possible Prix réduit
Propriétés mécaniques moyennes Inflammabilité Retrait important Faible tenue à la chaleur humide Durée de vie Sensible à l’osmose
Epoxyde Propriétés mécaniques, chimiques, thermiques Retrait réduit Auto extinguible Bonne adhérence sur fibres et métaux Mise en œuvre sans solvant.
Durée de cycle de polymérisation Sensibilité aux chocs et à l’humidité Vieillissement en température Coloration difficile
Vinylester Bonne résistance chimique Tenue au vieillissement Comportement à la fatigue
Retrait Nécessité de post cuisson Prix élevé Comportement au feu
Polyimide Bon comportement à la fatigue Absence de fluage Faible coefficient de friction Résistance aux solvants Tenue thermique (-200 à 300°C) Pratiquement incombustible
Sensible à l’hydrolyse Transformation difficile Prix très élevé
Ther
mod
urci
ssab
le
Phénolique Propriétés ignifugeantes Tenue thermique
Aspect de surface Attaque les métaux Prix élevé
PEAK Résistance fatigue à l’abrasion Tenue thermique (350°C) Réaction et tenue au feu
Prix élevé Absorption d’eau
PPS Réaction et tenue au feu Fluage Hydrolyse Tenue aux UV Bonne résistance chimique Faible absorption d’eau
Prix très élevé Difficile à transformer Nécessité de charges pour améliorer sa résistance aux chocs Attaqué par les hydrocarbures chlorés
Ther
mop
lasti
que
PES/PAS Tenue aux IR Fluage Oxydation Hydrolyse Bon comportement thermique, mécanique et électrique
Prix très élevé Attaqué par les cétones, les solvants polaires, les hydrocarbures aromatiques et chlorés Attaqué faiblement par les UV
Tableau 19 : Caractéristiques générales des principales résines.
Le choix des matrices est bien évidemment dicté par leurs performances mécaniques et thermiques, par leur tenue au vieillissement, par leur comportement au feu (réaction et résistance), mais aussi par ladéquation avec le procédé de mise en uvre (rhéologie, cinématique de polymérisation, traitement thermique, toxicité). Il convient également de noter que les résines doivent être bon marché, ce qui réduit le nombre de solutions économiquement pertinentes disponibles. Actuellement, les résines thermodurcissables sont les plus utilisées dans le milieu de la construction navale. Cependant les résines thermoplastiques peuvent apparaître comme des candidates potentielles, bien que le prix soit leur principal frein.
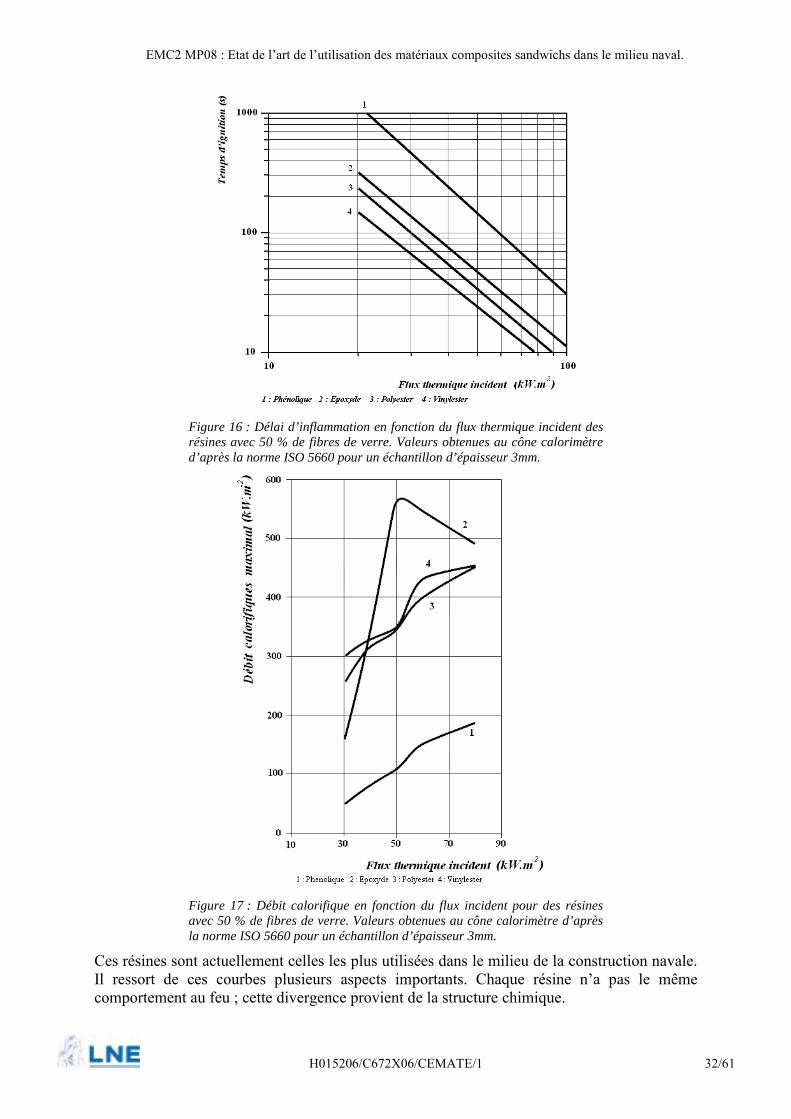
Les résines sont les composants contribuant le plus au développement de lincendie. Utilisées pour des applications structurales, elles sont inflammables et parfois présentent linconvénient démettre des gaz toxiques. Les Figure 16 et Figure 17[39,40] présentent lévolution des valeurs du délai dinflammation et du débit calorifique mesurés en fonction du flux incident, à partir dessais au cône calorimètre suivant la norme ISO 5660[41].
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 32/61
Figure 16 : Délai d’inflammation en fonction du flux thermique incident des résines avec 50 % de fibres de verre. Valeurs obtenues au cône calorimètre d’après la norme ISO 5660 pour un échantillon d’épaisseur 3mm.
Figure 17 : Débit calorifique en fonction du flux incident pour des résines avec 50 % de fibres de verre. Valeurs obtenues au cône calorimètre d’après la norme ISO 5660 pour un échantillon d’épaisseur 3mm.
Ces résines sont actuellement celles les plus utilisées dans le milieu de la construction navale. Il ressort de ces courbes plusieurs aspects importants. Chaque résine na pas le même comportement au feu ; cette divergence provient de la structure chimique.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 33/61
Les résines phénoliques apparaissent comme les résines possédant la meilleure réaction au feu. Le temps dinflammation de ces résines est considérablement plus long que les autres résines. Ce temps est dû à sa haute température de décomposition, à sa tendance à se décomposer en formant du char, et à sa faible émission de volatile combustible.
Le polyester possède le même comportement que le vinylester. Ces résines ont la particularité de senflammer facilement, et démettre un débit calorifique maximal important. Lutilisation dhalogène sur des résines vinylester et polyester permet daméliorer la réaction au feu[42]. Mais lors de la combustion, celles-ci présentent linconvénients démettre des gaz toxiques et corrosifs (acide chlorhydrique, acide bromhydrique).
Certaines époxydes connaissent de bons comportements pour des faibles flux. Mais au delà de 30kW/m², le comportement peut être rapidement modifié ce qui compromet leurs utilisations.
Lamélioration du comportement au feu des composites est réalisée en choisissant une matrice présentant une tenue au feu satisfaisante. Au regard des résultats présentés précédemment, pour un choix conditionné par le comportement au feu, les résines phénoliques présentent de nombreux avantages[19]. La supériorité de ces résines est bien représentée sur la Figure 16. Les résultats ne donnent pas le seuil en dessous duquel linflammation ne se produit pas. Le risque de flashover induit par ces résines, dépend en outre des configurations finales dutilisation : géométrie, ventilation
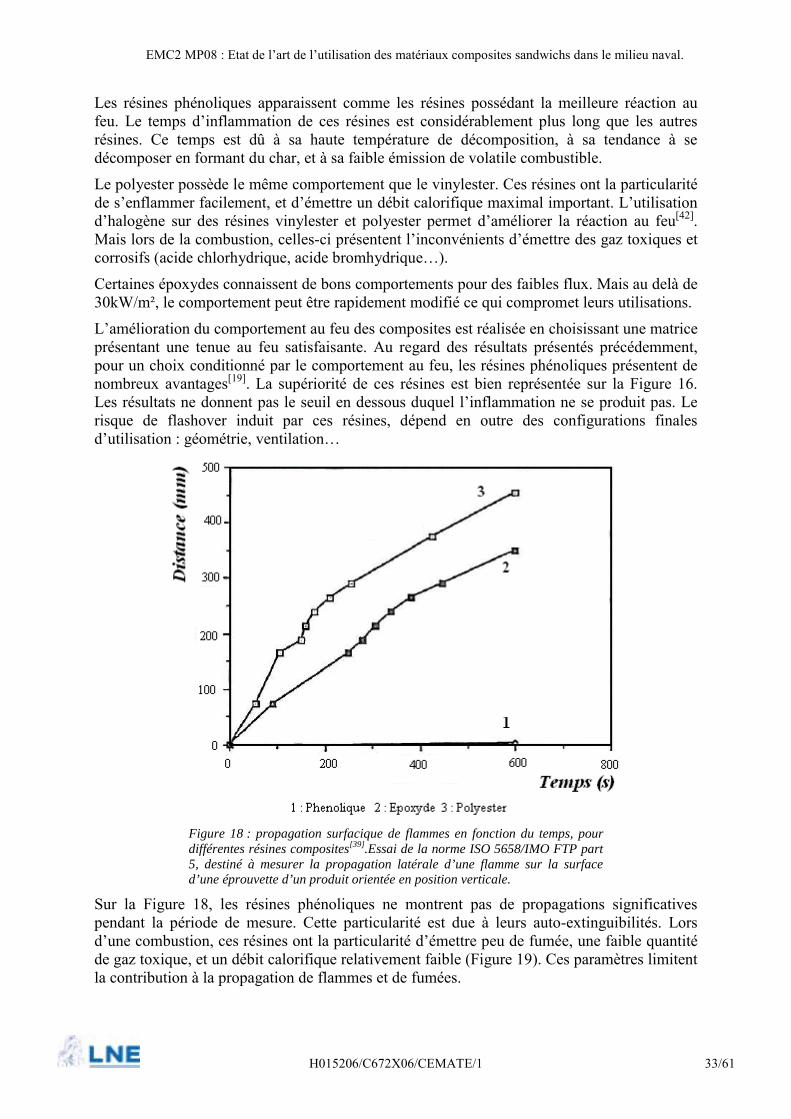
Figure 18 : propagation surfacique de flammes en fonction du temps, pour différentes résines composites[39].Essai de la norme ISO 5658/IMO FTP part 5, destiné à mesurer la propagation latérale d’une flamme sur la surface d’une éprouvette d’un produit orientée en position verticale.
Sur la Figure 18, les résines phénoliques ne montrent pas de propagations significatives pendant la période de mesure. Cette particularité est due à leurs auto-extinguibilités. Lors dune combustion, ces résines ont la particularité démettre peu de fumée, une faible quantité de gaz toxique, et un débit calorifique relativement faible (Figure 19). Ces paramètres limitent la contribution à la propagation de flammes et de fumées.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 34/61
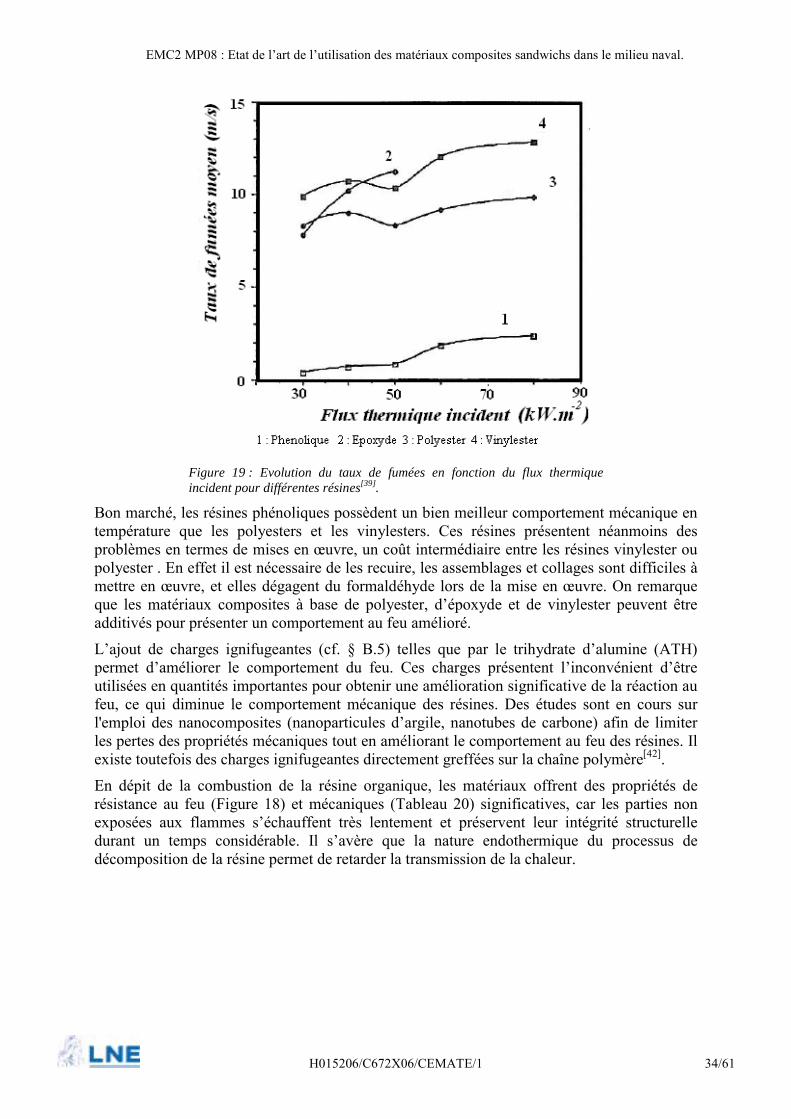
Figure 19 : Evolution du taux de fumées en fonction du flux thermique incident pour différentes résines[39].
Bon marché, les résines phénoliques possèdent un bien meilleur comportement mécanique en température que les polyesters et les vinylesters. Ces résines présentent néanmoins des problèmes en termes de mises en uvre, un coût intermédiaire entre les résines vinylester ou polyester . En effet il est nécessaire de les recuire, les assemblages et collages sont difficiles à mettre en uvre, et elles dégagent du formaldéhyde lors de la mise en uvre. On remarque que les matériaux composites à base de polyester, dépoxyde et de vinylester peuvent être additivés pour présenter un comportement au feu amélioré.
Lajout de charges ignifugeantes (cf. § B.5) telles que par le trihydrate dalumine (ATH) permet daméliorer le comportement du feu. Ces charges présentent linconvénient dêtre utilisées en quantités importantes pour obtenir une amélioration significative de la réaction au feu, ce qui diminue le comportement mécanique des résines. Des études sont en cours sur l'emploi des nanocomposites (nanoparticules dargile, nanotubes de carbone) afin de limiter les pertes des propriétés mécaniques tout en améliorant le comportement au feu des résines. Il existe toutefois des charges ignifugeantes directement greffées sur la chaîne polymère[42].
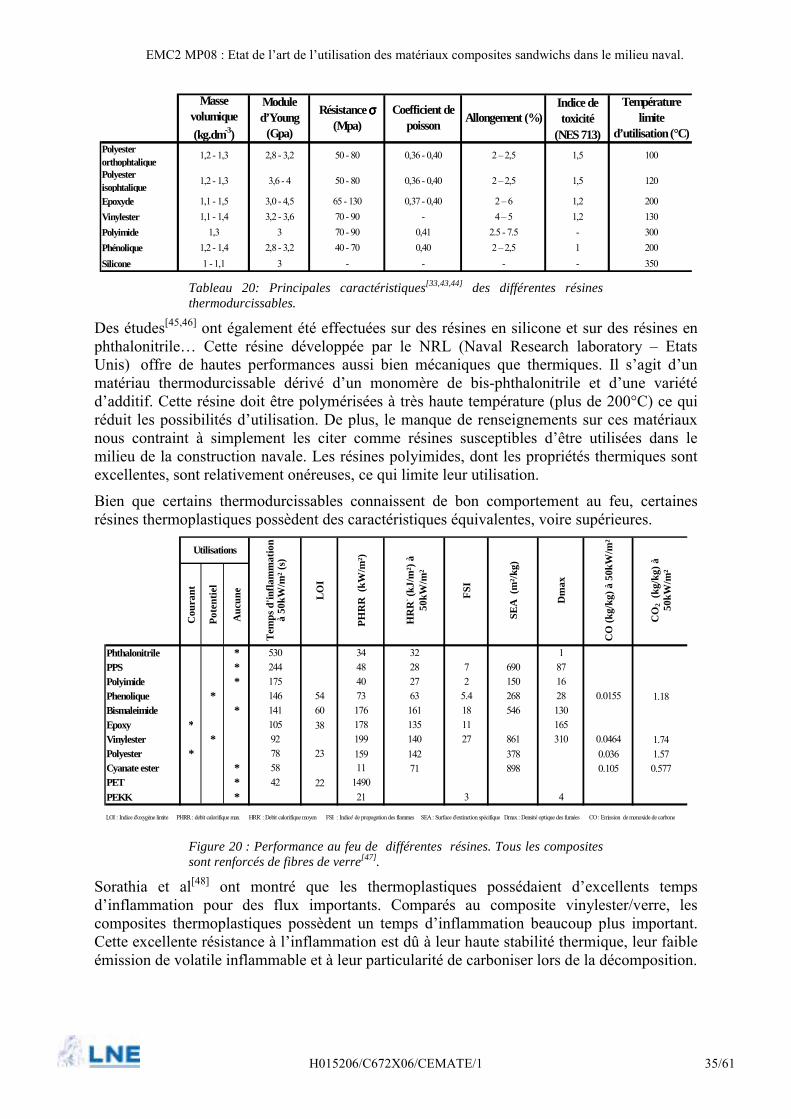
En dépit de la combustion de la résine organique, les matériaux offrent des propriétés de résistance au feu (Figure 18) et mécaniques (Tableau 20) significatives, car les parties non exposées aux flammes séchauffent très lentement et préservent leur intégrité structurelle durant un temps considérable. Il savère que la nature endothermique du processus de décomposition de la résine permet de retarder la transmission de la chaleur.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 35/61
Indice de toxicité
(NES 713)Polyester orthophtalique
1,2 - 1,3 2,8 - 3,2 50 - 80 0,36 - 0,40 2 2,5 1,5 100
Polyester isophtalique
1,2 - 1,3 3,6 - 4 50 - 80 0,36 - 0,40 2 2,5 1,5 120
Epoxyde 1,1 - 1,5 3,0 - 4,5 65 - 130 0,37 - 0,40 2 6 1,2 200Vinylester 1,1 - 1,4 3,2 - 3,6 70 - 90 - 4 5 1,2 130Polyimide 1,3 3 70 - 90 0,41 2.5 - 7.5 - 300Phénolique 1,2 - 1,4 2,8 - 3,2 40 - 70 0,40 2 2,5 1 200Silicone 1 - 1,1 3 - - - - 350
Coefficient de poisson Allongement (%)
Température limite
d’utilisation (°C)
Masse volumique (kg.dm-3)
Module d’Young
(Gpa)
Résistance σ σ σ σ (Mpa)
Tableau 20: Principales caractéristiques[33,43,44] des différentes résines thermodurcissables.
Des études[45,46] ont également été effectuées sur des résines en silicone et sur des résines en phthalonitrile Cette résine développée par le NRL (Naval Research laboratory Etats Unis) offre de hautes performances aussi bien mécaniques que thermiques. Il sagit dun matériau thermodurcissable dérivé dun monomère de bis-phthalonitrile et dune variété dadditif. Cette résine doit être polymérisées à très haute température (plus de 200°C) ce qui réduit les possibilités dutilisation. De plus, le manque de renseignements sur ces matériaux nous contraint à simplement les citer comme résines susceptibles dêtre utilisées dans le milieu de la construction navale. Les résines polyimides, dont les propriétés thermiques sont excellentes, sont relativement onéreuses, ce qui limite leur utilisation.
Bien que certains thermodurcissables connaissent de bon comportement au feu, certaines résines thermoplastiques possèdent des caractéristiques équivalentes, voire supérieures.
Cou
rant
Pote
ntie
l
Auc
une
Phthalonitrile * 530 34 32 1PPS * 244 48 28 7 690 87Polyimide * 175 40 27 2 150 16Phenolique * 146 54 73 63 5.4 268 28 0.0155 1.18Bismaleimide * 141 60 176 161 18 546 130Epoxy * 105 38 178 135 11 165Vinylester * 92 199 140 27 861 310 0.0464 1.74Polyester * 78 23 159 142 378 0.036 1.57Cyanate ester * 58 11 71 898 0.105 0.577PET * 42 22 1490PEKK * 21 3 4
PHR
R (
kW/m
²)
SEA
(m
²/kg)
CO
(kg/
kg) à
50k
W/m
²
CO
2 (k
g/kg
) à
50kW
/m²
LOI : Indice d'oxygène limite PHRR : debit calorifique max HRR- : Debit calorifique moyen FSI : Indice' de propagation des flammes SEA : Surface d'extinction spécifique Dmax : Densité optique des fumées CO : Emission de monoxide de carbone
HR
R- (k
J/m
²) à
50kW
/m²
FSI
Dm
ax
Tem
ps d
'infla
mm
atio
n à
50kW
/m² (
s)
LOI
Utilisations
Figure 20 : Performance au feu de différentes résines. Tous les composites sont renforcés de fibres de verre[47].
Sorathia et al[48] ont montré que les thermoplastiques possédaient dexcellents temps dinflammation pour des flux importants. Comparés au composite vinylester/verre, les composites thermoplastiques possèdent un temps dinflammation beaucoup plus important. Cette excellente résistance à linflammation est dû à leur haute stabilité thermique, leur faible émission de volatile inflammable et à leur particularité de carboniser lors de la décomposition.
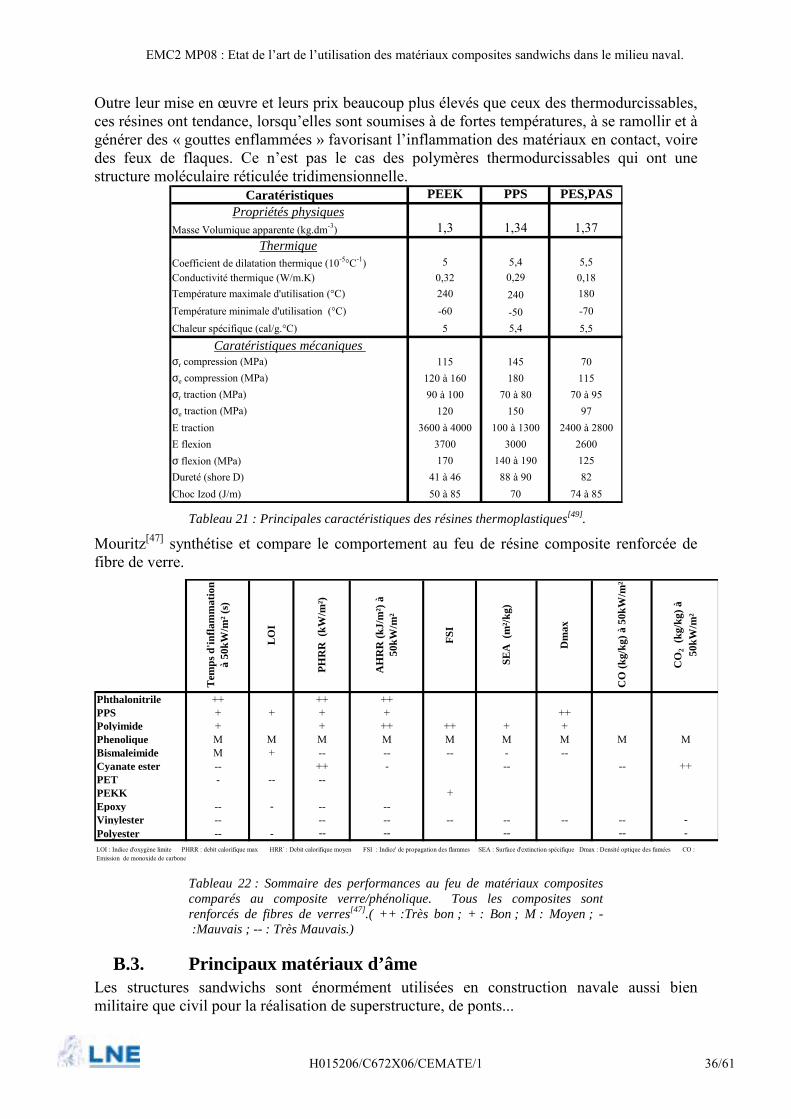
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 36/61
Outre leur mise en uvre et leurs prix beaucoup plus élevés que ceux des thermodurcissables, ces résines ont tendance, lorsquelles sont soumises à de fortes températures, à se ramollir et à générer des « gouttes enflammées » favorisant linflammation des matériaux en contact, voire des feux de flaques. Ce nest pas le cas des polymères thermodurcissables qui ont une structure moléculaire réticulée tridimensionnelle.
Caratéristiques PEEK PPS PES,PASPropriétés physiques
Masse Volumique apparente (kg.dm-3) 1,3 1,34 1,37Thermique
Coefficient de dilatation thermique (10-5°C-1) 5 5,4 5,5Conductivité thermique (W/m.K) 0,32 0,29 0,18Température maximale d'utilisation (°C) 240 240 180Température minimale d'utilisation (°C) -60 -50 -70Chaleur spécifique (cal/g.°C) 5 5,4 5,5
Caratéristiques mécaniques σr compression (MPa) 115 145 70σe compression (MPa) 120 à 160 180 115σr traction (MPa) 90 à 100 70 à 80 70 à 95σe traction (MPa) 120 150 97E traction 3600 à 4000 100 à 1300 2400 à 2800E flexion 3700 3000 2600σ flexion (MPa) 170 140 à 190 125Dureté (shore D) 41 à 46 88 à 90 82Choc Izod (J/m) 50 à 85 70 74 à 85
Tableau 21 : Principales caractéristiques des résines thermoplastiques[49].
Mouritz[47] synthétise et compare le comportement au feu de résine composite renforcée de fibre de verre.
Phthalonitrile ++ ++ ++PPS + + + + ++Polyimide + + ++ ++ + +Phenolique M M M M M M M M MBismaleimide M + -- -- -- - --Cyanate ester -- ++ - -- -- ++PET - -- --PEKK +Epoxy -- - -- --Vinylester -- -- -- -- -- -- -- -Polyester -- - -- -- -- -- -
CO
(kg/
kg) à
50k
W/m
²
CO
2 (k
g/kg
) à
50kW
/m²
LOI : Indice d'oxygène limite PHRR : debit calorifique max HRR- : Debit calorifique moyen FSI : Indice' de propagation des flammes SEA : Surface d'extinction spécifique Dmax : Densité optique des fumées CO : Emission de monoxide de carbone
AH
RR
(kJ/
m²)
à 50
kW/m
²
FSI
Dm
ax
Tem
ps d
'infla
mm
atio
n à
50kW
/m² (
s)
LOI
PHR
R (
kW/m
²)
SEA
(m
²/kg)
Tableau 22 : Sommaire des performances au feu de matériaux composites comparés au composite verre/phénolique. Tous les composites sont renforcés de fibres de verres[47].( ++ :Très bon ; + : Bon ; M : Moyen ; - :Mauvais ; -- : Très Mauvais.)
B.3. Principaux matériaux d’âme Les structures sandwichs sont énormément utilisées en construction navale aussi bien militaire que civil pour la réalisation de superstructure, de ponts...
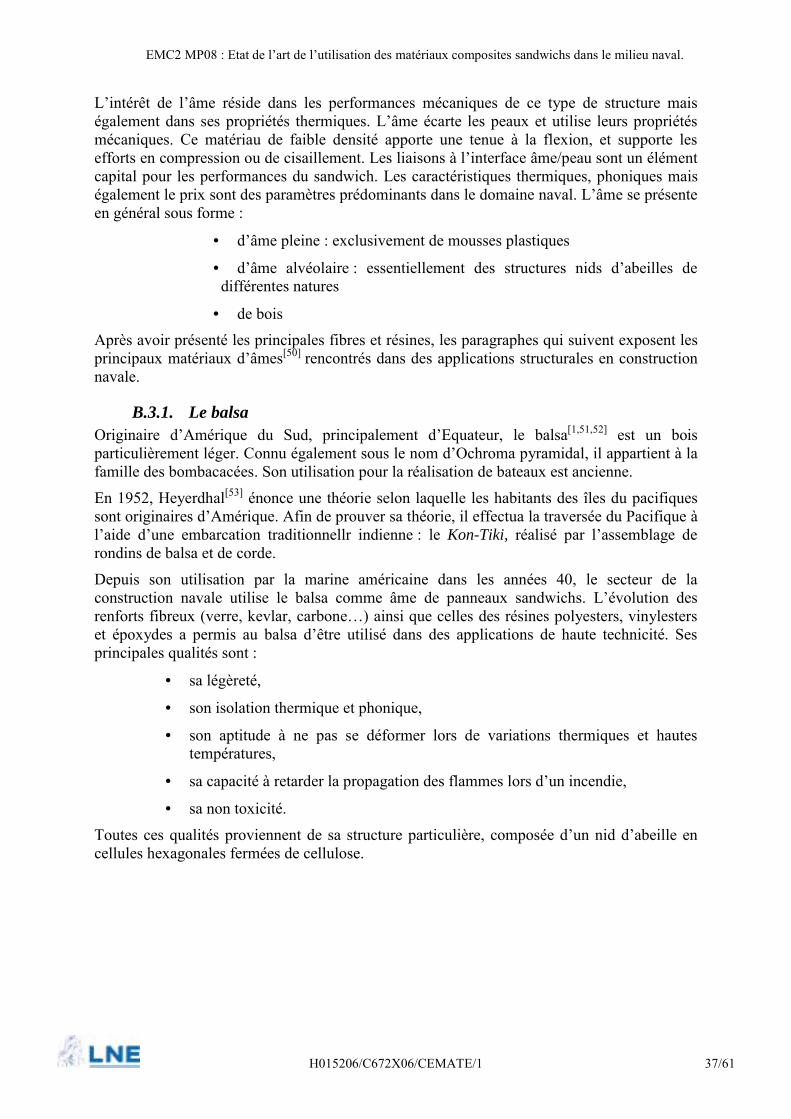
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 37/61
Lintérêt de lâme réside dans les performances mécaniques de ce type de structure mais également dans ses propriétés thermiques. Lâme écarte les peaux et utilise leurs propriétés mécaniques. Ce matériau de faible densité apporte une tenue à la flexion, et supporte les efforts en compression ou de cisaillement. Les liaisons à linterface âme/peau sont un élément capital pour les performances du sandwich. Les caractéristiques thermiques, phoniques mais également le prix sont des paramètres prédominants dans le domaine naval. Lâme se présente en général sous forme :
• dâme pleine : exclusivement de mousses plastiques
• dâme alvéolaire : essentiellement des structures nids dabeilles de différentes natures
• de bois Après avoir présenté les principales fibres et résines, les paragraphes qui suivent exposent les principaux matériaux dâmes[50] rencontrés dans des applications structurales en construction navale.
B.3.1. Le balsa Originaire dAmérique du Sud, principalement dEquateur, le balsa[1,51,52] est un bois particulièrement léger. Connu également sous le nom dOchroma pyramidal, il appartient à la famille des bombacacées. Son utilisation pour la réalisation de bateaux est ancienne.
En 1952, Heyerdhal[53] énonce une théorie selon laquelle les habitants des îles du pacifiques sont originaires dAmérique. Afin de prouver sa théorie, il effectua la traversée du Pacifique à laide dune embarcation traditionnellr indienne : le Kon-Tiki, réalisé par lassemblage de rondins de balsa et de corde.
Depuis son utilisation par la marine américaine dans les années 40, le secteur de la construction navale utilise le balsa comme âme de panneaux sandwichs. Lévolution des renforts fibreux (verre, kevlar, carbone) ainsi que celles des résines polyesters, vinylesters et époxydes a permis au balsa dêtre utilisé dans des applications de haute technicité. Ses principales qualités sont :
• sa légèreté,
• son isolation thermique et phonique,
• son aptitude à ne pas se déformer lors de variations thermiques et hautes températures,
• sa capacité à retarder la propagation des flammes lors dun incendie,
• sa non toxicité.
Toutes ces qualités proviennent de sa structure particulière, composée dun nid dabeille en cellules hexagonales fermées de cellulose.
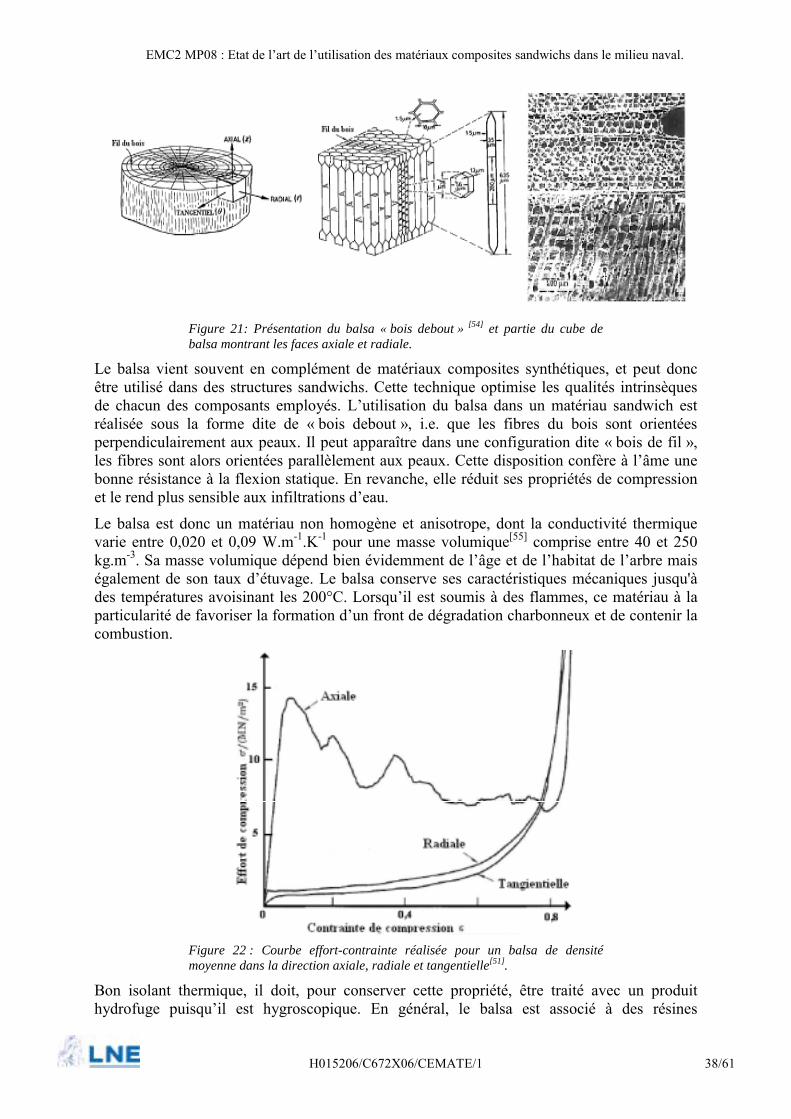
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 38/61
Figure 21: Présentation du balsa « bois debout » [54] et partie du cube de balsa montrant les faces axiale et radiale.
Le balsa vient souvent en complément de matériaux composites synthétiques, et peut donc être utilisé dans des structures sandwichs. Cette technique optimise les qualités intrinsèques de chacun des composants employés. Lutilisation du balsa dans un matériau sandwich est réalisée sous la forme dite de « bois debout », i.e. que les fibres du bois sont orientées perpendiculairement aux peaux. Il peut apparaître dans une configuration dite « bois de fil », les fibres sont alors orientées parallèlement aux peaux. Cette disposition confère à lâme une bonne résistance à la flexion statique. En revanche, elle réduit ses propriétés de compression et le rend plus sensible aux infiltrations deau.
Le balsa est donc un matériau non homogène et anisotrope, dont la conductivité thermique varie entre 0,020 et 0,09 W.m-1.K-1 pour une masse volumique[55] comprise entre 40 et 250 kg.m-3. Sa masse volumique dépend bien évidemment de lâge et de lhabitat de larbre mais également de son taux détuvage. Le balsa conserve ses caractéristiques mécaniques jusqu'à des températures avoisinant les 200°C. Lorsquil est soumis à des flammes, ce matériau à la particularité de favoriser la formation dun front de dégradation charbonneux et de contenir la combustion.
Figure 22 : Courbe effort-contrainte réalisée pour un balsa de densité moyenne dans la direction axiale, radiale et tangentielle[51].
Bon isolant thermique, il doit, pour conserver cette propriété, être traité avec un produit hydrofuge puisquil est hygroscopique. En général, le balsa est associé à des résines
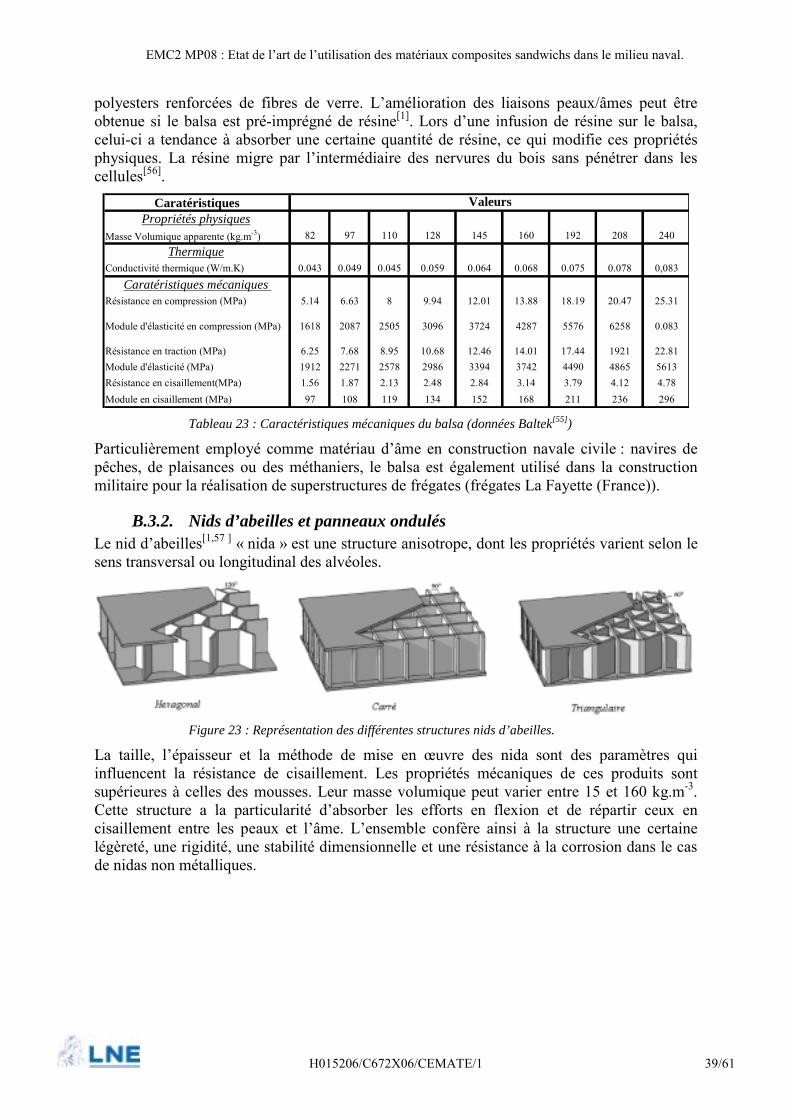
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 39/61
polyesters renforcées de fibres de verre. Lamélioration des liaisons peaux/âmes peut être obtenue si le balsa est pré-imprégné de résine[1]. Lors dune infusion de résine sur le balsa, celui-ci a tendance à absorber une certaine quantité de résine, ce qui modifie ces propriétés physiques. La résine migre par lintermédiaire des nervures du bois sans pénétrer dans les cellules[56].
CaratéristiquesPropriétés physiques
Masse Volumique apparente (kg.m-3) 82 97 110 128 145 160 192 208 240
ThermiqueConductivité thermique (W/m.K) 0.043 0.049 0.045 0.059 0.064 0.068 0.075 0.078 0,083
Caratéristiques mécaniques Résistance en compression (MPa) 5.14 6.63 8 9.94 12.01 13.88 18.19 20.47 25.31
Module d'élasticité en compression (MPa) 1618 2087 2505 3096 3724 4287 5576 6258 0.083
Résistance en traction (MPa) 6.25 7.68 8.95 10.68 12.46 14.01 17.44 1921 22.81Module d'élasticité (MPa) 1912 2271 2578 2986 3394 3742 4490 4865 5613Résistance en cisaillement(MPa) 1.56 1.87 2.13 2.48 2.84 3.14 3.79 4.12 4.78Module en cisaillement (MPa) 97 108 119 134 152 168 211 236 296
Valeurs
Tableau 23 : Caractéristiques mécaniques du balsa (données Baltek[55])
Particulièrement employé comme matériau dâme en construction navale civile : navires de pêches, de plaisances ou des méthaniers, le balsa est également utilisé dans la construction militaire pour la réalisation de superstructures de frégates (frégates La Fayette (France)).
B.3.2. Nids d’abeilles et panneaux ondulés Le nid dabeilles[1,57 ] « nida » est une structure anisotrope, dont les propriétés varient selon le sens transversal ou longitudinal des alvéoles.
Figure 23 : Représentation des différentes structures nids d’abeilles.
La taille, lépaisseur et la méthode de mise en uvre des nida sont des paramètres qui influencent la résistance de cisaillement. Les propriétés mécaniques de ces produits sont supérieures à celles des mousses. Leur masse volumique peut varier entre 15 et 160 kg.m-3. Cette structure a la particularité dabsorber les efforts en flexion et de répartir ceux en cisaillement entre les peaux et lâme. Lensemble confère ainsi à la structure une certaine légèreté, une rigidité, une stabilité dimensionnelle et une résistance à la corrosion dans le cas de nidas non métalliques.
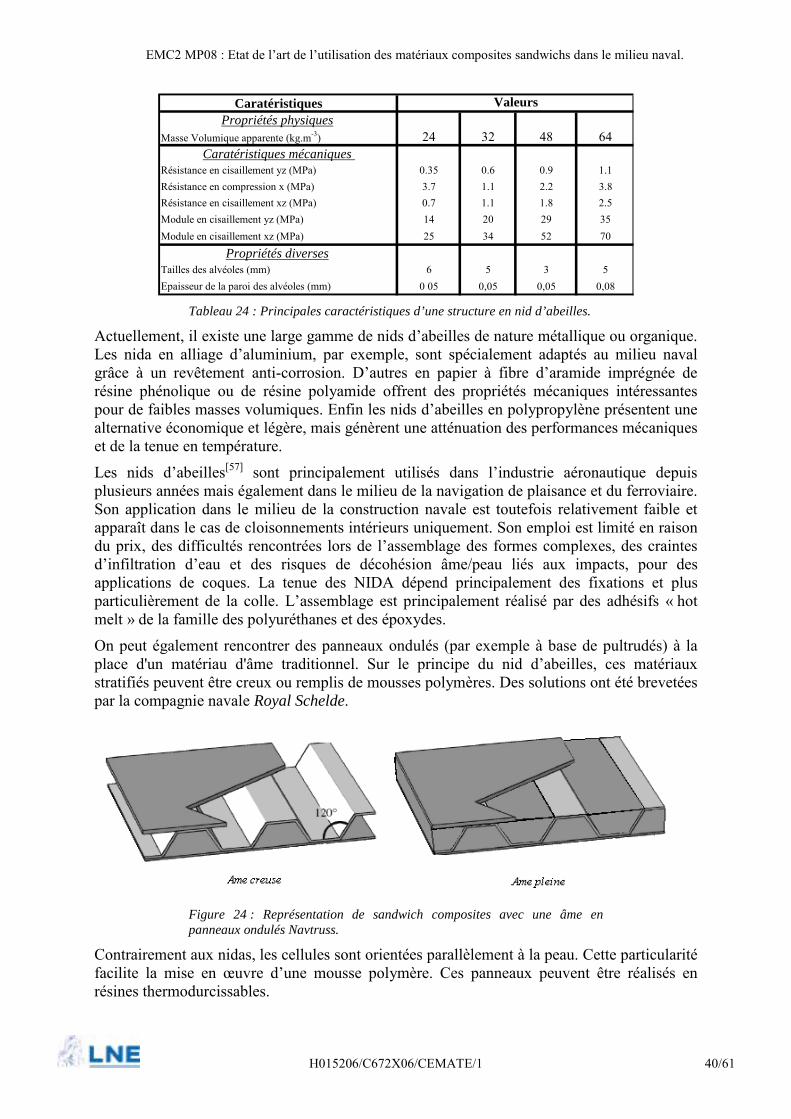
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 40/61
CaratéristiquesPropriétés physiques
Masse Volumique apparente (kg.m-3) 24 32 48 64Caratéristiques mécaniques
Résistance en cisaillement yz (MPa) 0.35 0.6 0.9 1.1Résistance en compression x (MPa) 3.7 1.1 2.2 3.8Résistance en cisaillement xz (MPa) 0.7 1.1 1.8 2.5Module en cisaillement yz (MPa) 14 20 29 35Module en cisaillement xz (MPa) 25 34 52 70
Propriétés diversesTailles des alvéoles (mm) 6 5 3 5Epaisseur de la paroi des alvéoles (mm) 0 05 0,05 0,05 0,08
Valeurs
Tableau 24 : Principales caractéristiques d’une structure en nid d’abeilles.
Actuellement, il existe une large gamme de nids dabeilles de nature métallique ou organique. Les nida en alliage daluminium, par exemple, sont spécialement adaptés au milieu naval grâce à un revêtement anti-corrosion. Dautres en papier à fibre daramide imprégnée de résine phénolique ou de résine polyamide offrent des propriétés mécaniques intéressantes pour de faibles masses volumiques. Enfin les nids dabeilles en polypropylène présentent une alternative économique et légère, mais génèrent une atténuation des performances mécaniques et de la tenue en température.
Les nids dabeilles[57] sont principalement utilisés dans lindustrie aéronautique depuis plusieurs années mais également dans le milieu de la navigation de plaisance et du ferroviaire. Son application dans le milieu de la construction navale est toutefois relativement faible et apparaît dans le cas de cloisonnements intérieurs uniquement. Son emploi est limité en raison du prix, des difficultés rencontrées lors de lassemblage des formes complexes, des craintes dinfiltration deau et des risques de décohésion âme/peau liés aux impacts, pour des applications de coques. La tenue des NIDA dépend principalement des fixations et plus particulièrement de la colle. Lassemblage est principalement réalisé par des adhésifs « hot melt » de la famille des polyuréthanes et des époxydes.
On peut également rencontrer des panneaux ondulés (par exemple à base de pultrudés) à la place d'un matériau d'âme traditionnel. Sur le principe du nid dabeilles, ces matériaux stratifiés peuvent être creux ou remplis de mousses polymères. Des solutions ont été brevetées par la compagnie navale Royal Schelde.
Figure 24 : Représentation de sandwich composites avec une âme en panneaux ondulés Navtruss.
Contrairement aux nidas, les cellules sont orientées parallèlement à la peau. Cette particularité facilite la mise en uvre dune mousse polymère. Ces panneaux peuvent être réalisés en résines thermodurcissables.
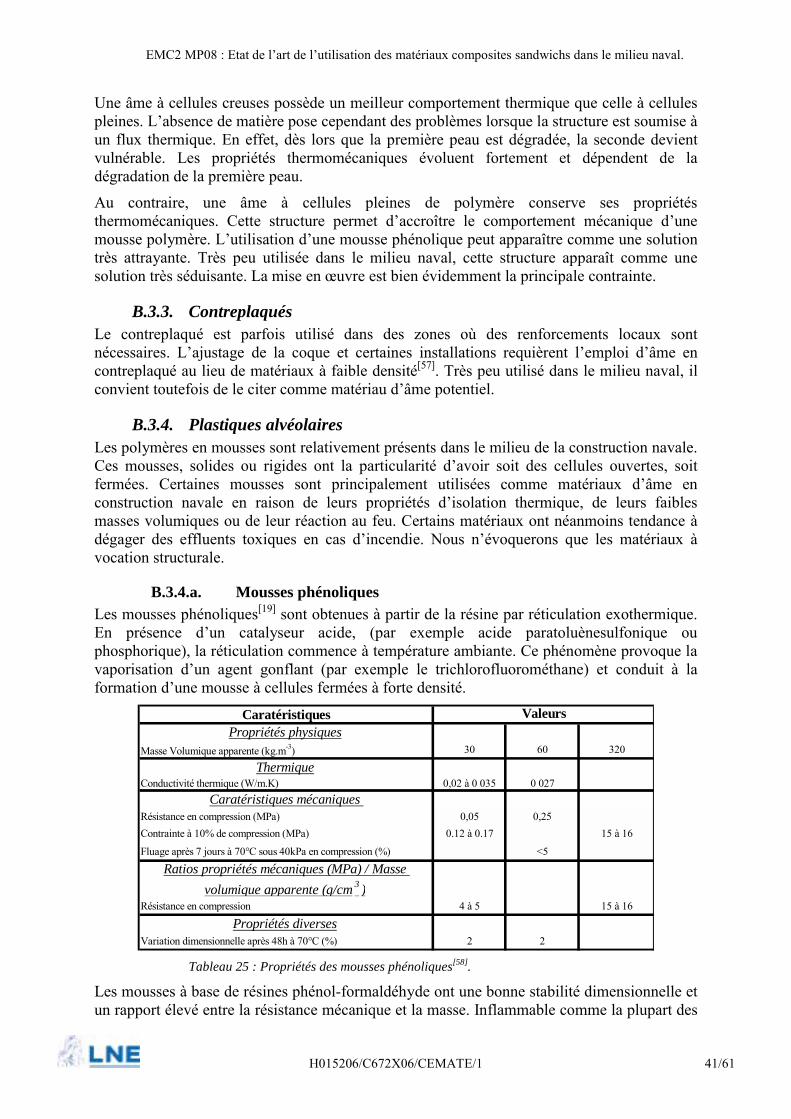
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 41/61
Une âme à cellules creuses possède un meilleur comportement thermique que celle à cellules pleines. Labsence de matière pose cependant des problèmes lorsque la structure est soumise à un flux thermique. En effet, dès lors que la première peau est dégradée, la seconde devient vulnérable. Les propriétés thermomécaniques évoluent fortement et dépendent de la dégradation de la première peau.
Au contraire, une âme à cellules pleines de polymère conserve ses propriétés thermomécaniques. Cette structure permet daccroître le comportement mécanique dune mousse polymère. Lutilisation dune mousse phénolique peut apparaître comme une solution très attrayante. Très peu utilisée dans le milieu naval, cette structure apparaît comme une solution très séduisante. La mise en uvre est bien évidemment la principale contrainte.
B.3.3. Contreplaqués Le contreplaqué est parfois utilisé dans des zones où des renforcements locaux sont nécessaires. Lajustage de la coque et certaines installations requièrent lemploi dâme en contreplaqué au lieu de matériaux à faible densité[57]. Très peu utilisé dans le milieu naval, il convient toutefois de le citer comme matériau dâme potentiel.
B.3.4. Plastiques alvéolaires Les polymères en mousses sont relativement présents dans le milieu de la construction navale. Ces mousses, solides ou rigides ont la particularité davoir soit des cellules ouvertes, soit fermées. Certaines mousses sont principalement utilisées comme matériaux dâme en construction navale en raison de leurs propriétés disolation thermique, de leurs faibles masses volumiques ou de leur réaction au feu. Certains matériaux ont néanmoins tendance à dégager des effluents toxiques en cas dincendie. Nous névoquerons que les matériaux à vocation structurale.
B.3.4.a. Mousses phénoliques Les mousses phénoliques[19] sont obtenues à partir de la résine par réticulation exothermique. En présence dun catalyseur acide, (par exemple acide paratoluènesulfonique ou phosphorique), la réticulation commence à température ambiante. Ce phénomène provoque la vaporisation dun agent gonflant (par exemple le trichlorofluorométhane) et conduit à la formation dune mousse à cellules fermées à forte densité.
CaratéristiquesPropriétés physiques
Masse Volumique apparente (kg.m-3) 30 60 320
ThermiqueConductivité thermique (W/m.K) 0,02 à 0 035 0 027
Caratéristiques mécaniques Résistance en compression (MPa) 0,05 0,25Contrainte à 10% de compression (MPa) 0.12 à 0.17 15 à 16
Fluage après 7 jours à 70°C sous 40kPa en compression (%) <5
Ratios propriétés mécaniques (MPa) / Masse volumique apparente (g/cm 3 )
Résistance en compression 4 à 5 15 à 16
Propriétés diversesVariation dimensionnelle après 48h à 70°C (%) 2 2
Valeurs
Tableau 25 : Propriétés des mousses phénoliques[58].
Les mousses à base de résines phénol-formaldéhyde ont une bonne stabilité dimensionnelle et un rapport élevé entre la résistance mécanique et la masse. Inflammable comme la plupart des
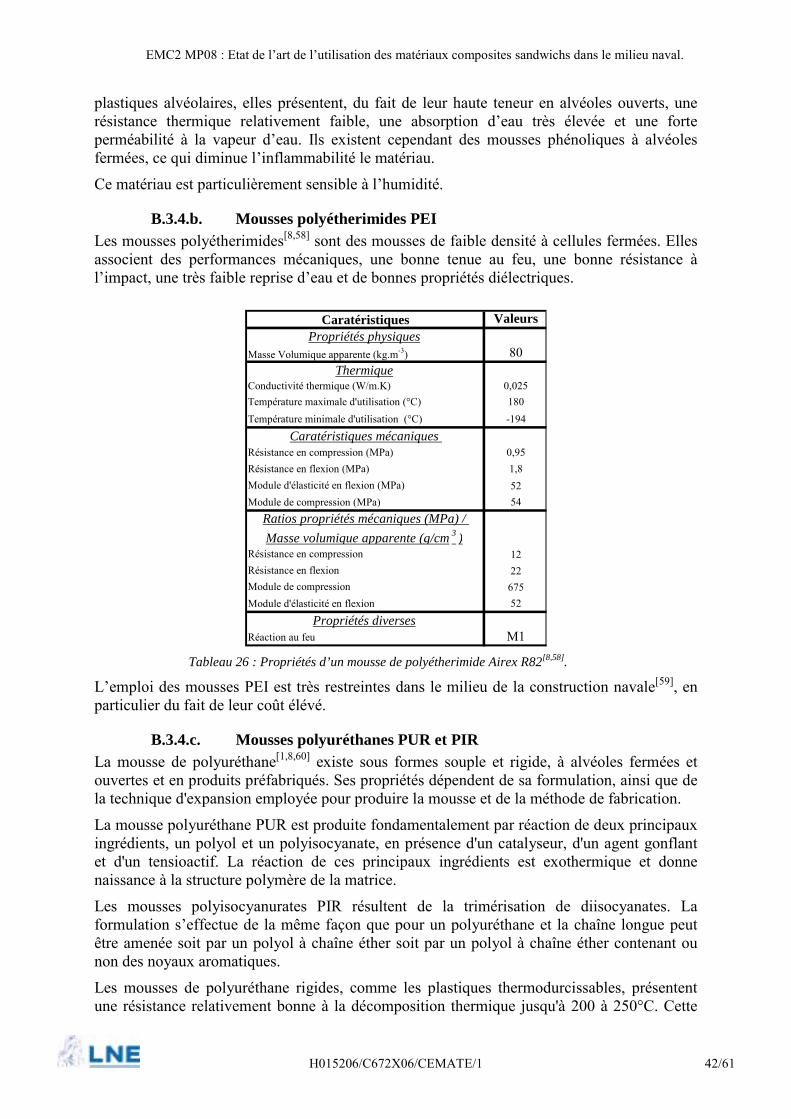
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 42/61
plastiques alvéolaires, elles présentent, du fait de leur haute teneur en alvéoles ouverts, une résistance thermique relativement faible, une absorption deau très élevée et une forte perméabilité à la vapeur deau. Ils existent cependant des mousses phénoliques à alvéoles fermées, ce qui diminue linflammabilité le matériau.
Ce matériau est particulièrement sensible à lhumidité.
B.3.4.b. Mousses polyétherimides PEI Les mousses polyétherimides[8,58] sont des mousses de faible densité à cellules fermées. Elles associent des performances mécaniques, une bonne tenue au feu, une bonne résistance à limpact, une très faible reprise deau et de bonnes propriétés diélectriques.
Caratéristiques Valeurs
Propriétés physiquesMasse Volumique apparente (kg.m-3) 80
ThermiqueConductivité thermique (W/m.K) 0,025Température maximale d'utilisation (°C) 180Température minimale d'utilisation (°C) -194
Caratéristiques mécaniques Résistance en compression (MPa) 0,95Résistance en flexion (MPa) 1,8Module d'élasticité en flexion (MPa) 52Module de compression (MPa) 54
Ratios propriétés mécaniques (MPa) / Masse volumique apparente (g/cm 3 )
Résistance en compression 12Résistance en flexion 22Module de compression 675Module d'élasticité en flexion 52
Propriétés diversesRéaction au feu M1
Tableau 26 : Propriétés d’un mousse de polyétherimide Airex R82[8,58].
Lemploi des mousses PEI est très restreintes dans le milieu de la construction navale[59], en particulier du fait de leur coût élévé.
B.3.4.c. Mousses polyuréthanes PUR et PIR La mousse de polyuréthane[1,8,60] existe sous formes souple et rigide, à alvéoles fermées et ouvertes et en produits préfabriqués. Ses propriétés dépendent de sa formulation, ainsi que de la technique d'expansion employée pour produire la mousse et de la méthode de fabrication.
La mousse polyuréthane PUR est produite fondamentalement par réaction de deux principaux ingrédients, un polyol et un polyisocyanate, en présence d'un catalyseur, d'un agent gonflant et d'un tensioactif. La réaction de ces principaux ingrédients est exothermique et donne naissance à la structure polymère de la matrice.
Les mousses polyisocyanurates PIR résultent de la trimérisation de diisocyanates. La formulation seffectue de la même façon que pour un polyuréthane et la chaîne longue peut être amenée soit par un polyol à chaîne éther soit par un polyol à chaîne éther contenant ou non des noyaux aromatiques.
Les mousses de polyuréthane rigides, comme les plastiques thermodurcissables, présentent une résistance relativement bonne à la décomposition thermique jusqu'à 200 à 250°C. Cette
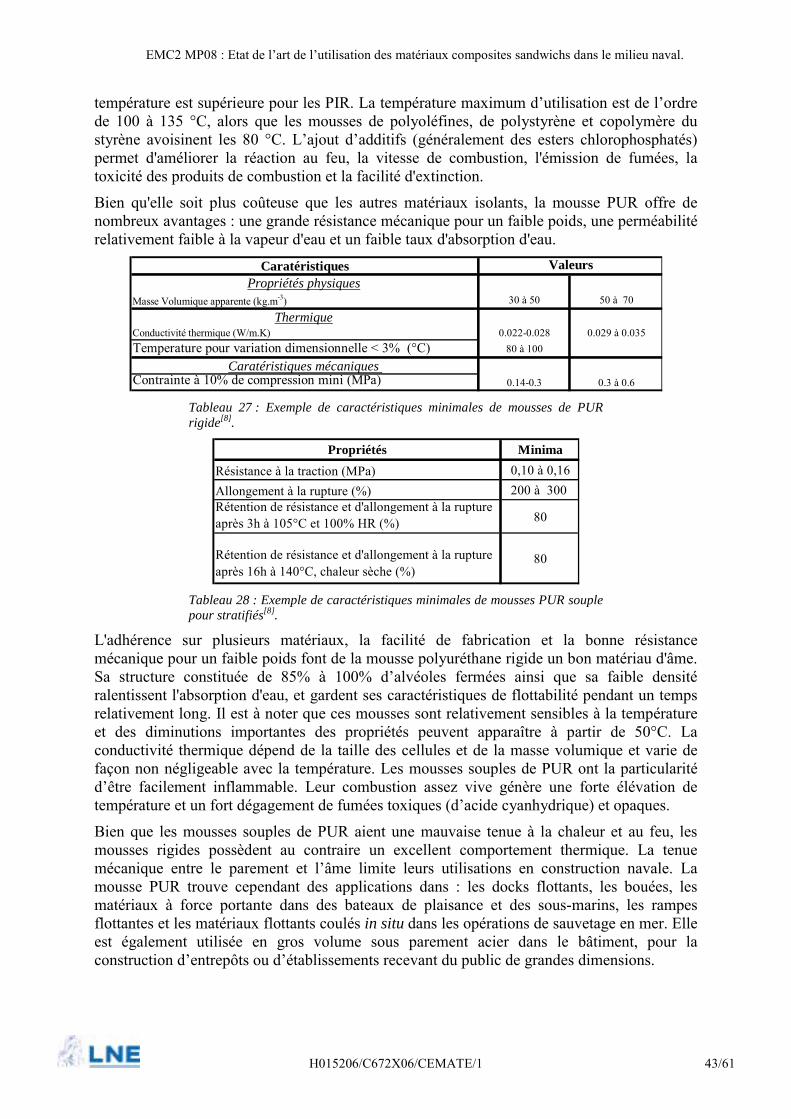
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 43/61
température est supérieure pour les PIR. La température maximum dutilisation est de lordre de 100 à 135 °C, alors que les mousses de polyoléfines, de polystyrène et copolymère du styrène avoisinent les 80 °C. Lajout dadditifs (généralement des esters chlorophosphatés) permet d'améliorer la réaction au feu, la vitesse de combustion, l'émission de fumées, la toxicité des produits de combustion et la facilité d'extinction.
Bien qu'elle soit plus coûteuse que les autres matériaux isolants, la mousse PUR offre de nombreux avantages : une grande résistance mécanique pour un faible poids, une perméabilité relativement faible à la vapeur d'eau et un faible taux d'absorption d'eau.
CaratéristiquesPropriétés physiques
Masse Volumique apparente (kg.m-3) 30 à 50 50 à 70
ThermiqueConductivité thermique (W/m.K) 0.022-0.028 0.029 à 0.035Temperature pour variation dimensionnelle < 3% (°C) 80 à 100
Caratéristiques mécaniques Contrainte à 10% de compression mini (MPa) 0.14-0.3 0.3 à 0.6
Valeurs
Tableau 27 : Exemple de caractéristiques minimales de mousses de PUR rigide[8].
Propriétés MinimaRésistance à la traction (MPa) 0,10 à 0,16Allongement à la rupture (%) 200 à 300 Rétention de résistance et d'allongement à la rupture après 3h à 105°C et 100% HR (%) 80
Rétention de résistance et d'allongement à la rupture après 16h à 140°C, chaleur sèche (%)
80
Tableau 28 : Exemple de caractéristiques minimales de mousses PUR souple pour stratifiés[8].
L'adhérence sur plusieurs matériaux, la facilité de fabrication et la bonne résistance mécanique pour un faible poids font de la mousse polyuréthane rigide un bon matériau d'âme. Sa structure constituée de 85% à 100% dalvéoles fermées ainsi que sa faible densité ralentissent l'absorption d'eau, et gardent ses caractéristiques de flottabilité pendant un temps relativement long. Il est à noter que ces mousses sont relativement sensibles à la température et des diminutions importantes des propriétés peuvent apparaître à partir de 50°C. La conductivité thermique dépend de la taille des cellules et de la masse volumique et varie de façon non négligeable avec la température. Les mousses souples de PUR ont la particularité dêtre facilement inflammable. Leur combustion assez vive génère une forte élévation de température et un fort dégagement de fumées toxiques (dacide cyanhydrique) et opaques.
Bien que les mousses souples de PUR aient une mauvaise tenue à la chaleur et au feu, les mousses rigides possèdent au contraire un excellent comportement thermique. La tenue mécanique entre le parement et lâme limite leurs utilisations en construction navale. La mousse PUR trouve cependant des applications dans : les docks flottants, les bouées, les matériaux à force portante dans des bateaux de plaisance et des sous-marins, les rampes flottantes et les matériaux flottants coulés in situ dans les opérations de sauvetage en mer. Elle est également utilisée en gros volume sous parement acier dans le bâtiment, pour la construction dentrepôts ou détablissements recevant du public de grandes dimensions.
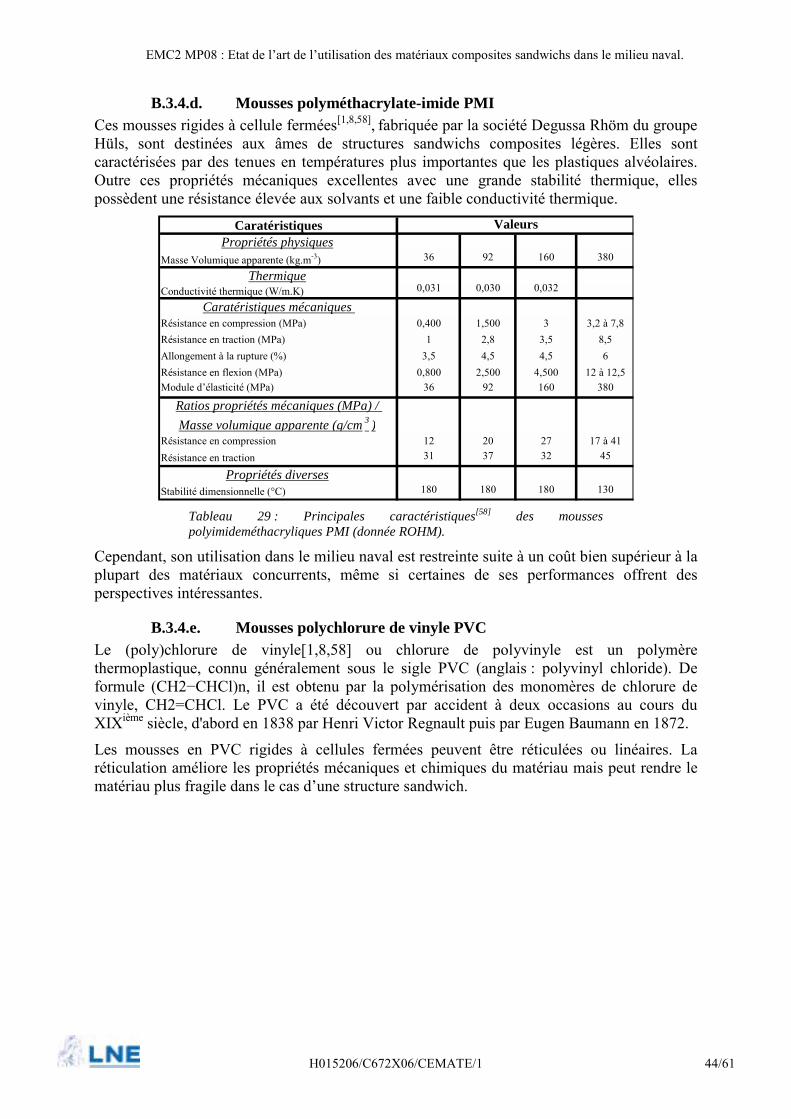
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 44/61
B.3.4.d. Mousses polyméthacrylate-imide PMI Ces mousses rigides à cellule fermées[1,8,58], fabriquée par la société Degussa Rhöm du groupe Hüls, sont destinées aux âmes de structures sandwichs composites légères. Elles sont caractérisées par des tenues en températures plus importantes que les plastiques alvéolaires. Outre ces propriétés mécaniques excellentes avec une grande stabilité thermique, elles possèdent une résistance élevée aux solvants et une faible conductivité thermique.
CaratéristiquesPropriétés physiques
Masse Volumique apparente (kg.m-3) 36 92 160 380
ThermiqueConductivité thermique (W/m.K) 0,031 0,030 0,032
Caratéristiques mécaniques Résistance en compression (MPa) 0,400 1,500 3 3,2 à 7,8Résistance en traction (MPa) 1 2,8 3,5 8,5Allongement à la rupture (%) 3,5 4,5 4,5 6Résistance en flexion (MPa) 0,800 2,500 4,500 12 à 12,5Module délasticité (MPa) 36 92 160 380
Ratios propriétés mécaniques (MPa) / Masse volumique apparente (g/cm 3 )
Résistance en compression 12 20 27 17 à 41Résistance en traction 31 37 32 45
Propriétés diversesStabilité dimensionnelle (°C) 180 180 180 130
Valeurs
Tableau 29 : Principales caractéristiques[58] des mousses polyimideméthacryliques PMI (donnée ROHM).
Cependant, son utilisation dans le milieu naval est restreinte suite à un coût bien supérieur à la plupart des matériaux concurrents, même si certaines de ses performances offrent des perspectives intéressantes.
B.3.4.e. Mousses polychlorure de vinyle PVC Le (poly)chlorure de vinyle[1,8,58] ou chlorure de polyvinyle est un polymère thermoplastique, connu généralement sous le sigle PVC (anglais : polyvinyl chloride). De formule (CH2−CHCl)n, il est obtenu par la polymérisation des monomères de chlorure de vinyle, CH2=CHCl. Le PVC a été découvert par accident à deux occasions au cours du XIXième siècle, d'abord en 1838 par Henri Victor Regnault puis par Eugen Baumann en 1872.
Les mousses en PVC rigides à cellules fermées peuvent être réticulées ou linéaires. La réticulation améliore les propriétés mécaniques et chimiques du matériau mais peut rendre le matériau plus fragile dans le cas dune structure sandwich.
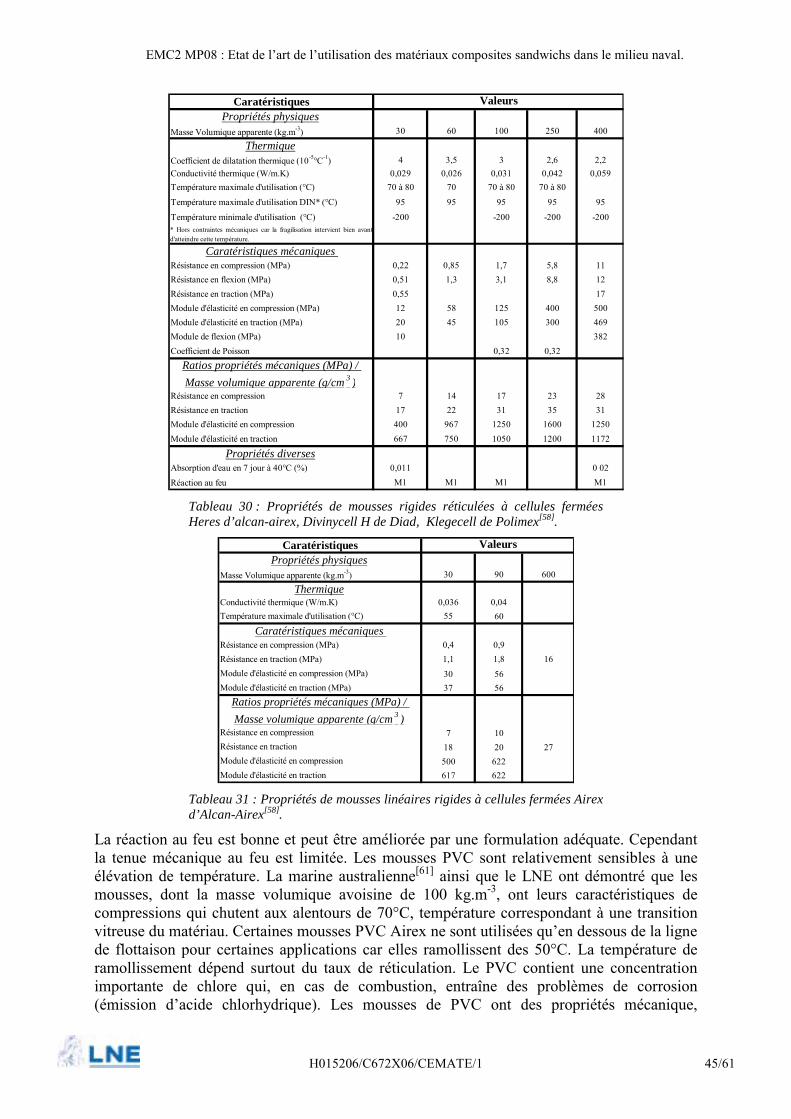
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 45/61
CaratéristiquesPropriétés physiques
Masse Volumique apparente (kg.m-3) 30 60 100 250 400
ThermiqueCoefficient de dilatation thermique (10-5°C-1) 4 3,5 3 2,6 2,2Conductivité thermique (W/m.K) 0,029 0,026 0,031 0,042 0,059Température maximale d'utilisation (°C) 70 à 80 70 70 à 80 70 à 80
Température maximale d'utilisation DIN* (°C) 95 95 95 95 95
Température minimale d'utilisation (°C) -200 -200 -200 -200* Hors contraintes mécaniques car la fragilisation intervient bien avantd'atteindre cette température.
Caratéristiques mécaniques Résistance en compression (MPa) 0,22 0,85 1,7 5,8 11Résistance en flexion (MPa) 0,51 1,3 3,1 8,8 12Résistance en traction (MPa) 0,55 17Module d'élasticité en compression (MPa) 12 58 125 400 500Module d'élasticité en traction (MPa) 20 45 105 300 469Module de flexion (MPa) 10 382Coefficient de Poisson 0,32 0,32
Ratios propriétés mécaniques (MPa) / Masse volumique apparente (g/cm 3 )
Résistance en compression 7 14 17 23 28Résistance en traction 17 22 31 35 31Module d'élasticité en compression 400 967 1250 1600 1250Module d'élasticité en traction 667 750 1050 1200 1172
Propriétés diversesAbsorption d'eau en 7 jour à 40°C (%) 0,011 0 02
Réaction au feu M1 M1 M1 M1
Valeurs
Tableau 30 : Propriétés de mousses rigides réticulées à cellules fermées Heres d’alcan-airex, Divinycell H de Diad, Klegecell de Polimex[58].
CaratéristiquesPropriétés physiques
Masse Volumique apparente (kg.m-3) 30 90 600
ThermiqueConductivité thermique (W/m.K) 0,036 0,04Température maximale d'utilisation (°C) 55 60
Caratéristiques mécaniques Résistance en compression (MPa) 0,4 0,9Résistance en traction (MPa) 1,1 1,8 16Module d'élasticité en compression (MPa) 30 56Module d'élasticité en traction (MPa) 37 56
Ratios propriétés mécaniques (MPa) / Masse volumique apparente (g/cm 3 )
Résistance en compression 7 10Résistance en traction 18 20 27Module d'élasticité en compression 500 622Module d'élasticité en traction 617 622
Valeurs
Tableau 31 : Propriétés de mousses linéaires rigides à cellules fermées Airex d’Alcan-Airex[58].
La réaction au feu est bonne et peut être améliorée par une formulation adéquate. Cependant la tenue mécanique au feu est limitée. Les mousses PVC sont relativement sensibles à une élévation de température. La marine australienne[61] ainsi que le LNE ont démontré que les mousses, dont la masse volumique avoisine de 100 kg.m-3, ont leurs caractéristiques de compressions qui chutent aux alentours de 70°C, température correspondant à une transition vitreuse du matériau. Certaines mousses PVC Airex ne sont utilisées quen dessous de la ligne de flottaison pour certaines applications car elles ramollissent des 50°C. La température de ramollissement dépend surtout du taux de réticulation. Le PVC contient une concentration importante de chlore qui, en cas de combustion, entraîne des problèmes de corrosion (émission dacide chlorhydrique). Les mousses de PVC ont des propriétés mécanique,
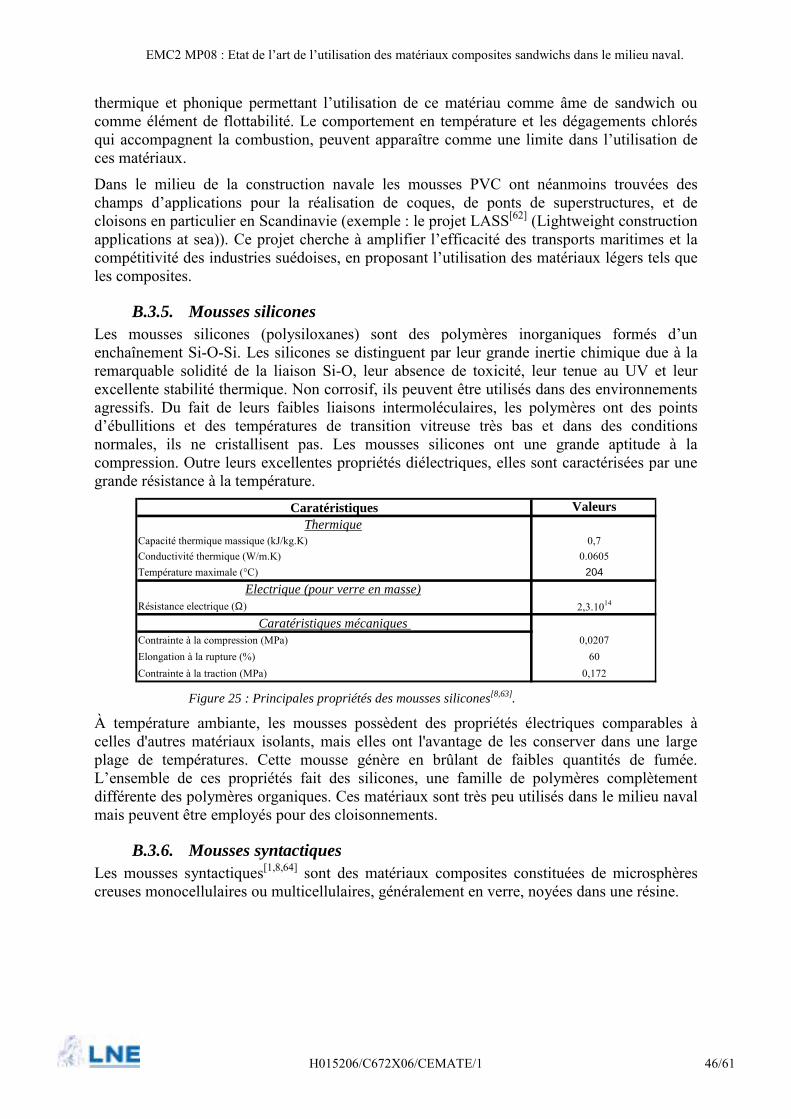
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 46/61
thermique et phonique permettant lutilisation de ce matériau comme âme de sandwich ou comme élément de flottabilité. Le comportement en température et les dégagements chlorés qui accompagnent la combustion, peuvent apparaître comme une limite dans lutilisation de ces matériaux.
Dans le milieu de la construction navale les mousses PVC ont néanmoins trouvées des champs dapplications pour la réalisation de coques, de ponts de superstructures, et de cloisons en particulier en Scandinavie (exemple : le projet LASS[62] (Lightweight construction applications at sea)). Ce projet cherche à amplifier lefficacité des transports maritimes et la compétitivité des industries suédoises, en proposant lutilisation des matériaux légers tels que les composites.
B.3.5. Mousses silicones Les mousses silicones (polysiloxanes) sont des polymères inorganiques formés dun enchaînement Si-O-Si. Les silicones se distinguent par leur grande inertie chimique due à la remarquable solidité de la liaison Si-O, leur absence de toxicité, leur tenue au UV et leur excellente stabilité thermique. Non corrosif, ils peuvent être utilisés dans des environnements agressifs. Du fait de leurs faibles liaisons intermoléculaires, les polymères ont des points débullitions et des températures de transition vitreuse très bas et dans des conditions normales, ils ne cristallisent pas. Les mousses silicones ont une grande aptitude à la compression. Outre leurs excellentes propriétés diélectriques, elles sont caractérisées par une grande résistance à la température.
Caratéristiques ValeursThermique
Capacité thermique massique (kJ/kg.K) 0,7Conductivité thermique (W/m.K) 0.0605Température maximale (°C) 204
Electrique (pour verre en masse)Résistance electrique (Ω) 2,3.1014
Caratéristiques mécaniques Contrainte à la compression (MPa) 0,0207Elongation à la rupture (%) 60Contrainte à la traction (MPa) 0,172
Figure 25 : Principales propriétés des mousses silicones[8,63].
À température ambiante, les mousses possèdent des propriétés électriques comparables à celles d'autres matériaux isolants, mais elles ont l'avantage de les conserver dans une large plage de températures. Cette mousse génère en brûlant de faibles quantités de fumée. Lensemble de ces propriétés fait des silicones, une famille de polymères complètement différente des polymères organiques. Ces matériaux sont très peu utilisés dans le milieu naval mais peuvent être employés pour des cloisonnements.
B.3.6. Mousses syntactiques Les mousses syntactiques[1,8,64] sont des matériaux composites constituées de microsphères creuses monocellulaires ou multicellulaires, généralement en verre, noyées dans une résine.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 47/61
Figure 26 : Microsphères[64] de verres observées par microscopie optique.
Outre leurs faibles masses volumiques (0,5 à 0,8 g/m3), ces matériaux, plus denses que la plupart des polymères expansés, sont caractérisés par une résistance en compression élevée, par de bonnes propriétés disolation thermique ainsi quune faible reprise en eau. En théorie, la mousse est isotrope. Le Tableau 32 illustre deux exemples de mousses syntactiques de hautes performances à base de résine époxydes.
CaratéristiquesPropriétés physiques
Masse Volumique (kg.m-3) 500 600
ThermiqueConductivité thermique (W/m.K) 0,12 0,13
Caratéristiques mécaniques Résistance en compression hydrostatique (MPa) 60 120Résistance en compression uniaxiale (MPa) 44 60Module de compression (GPa) 2 3Résistance de flexion (MPa) 28 38
Valeurs
Tableau 32 : Exemple de propriétés d’une mousses syntactiques de haute performance à base de résine époxyde[8,64].
De part les mousses syntactiques sont principalement utilisées comme matériaux disolations de conduites pétrolières immergées. Elles ont également des applications militaires, en particulier dans les sous-marins.
B.3.7. Synthèse Il existe une très grande variété de matériaux dâmes pour des structures sandwichs. On distingue deux types de sandwichs qui se différentient à partir de la nature constitutive de lâme : le sandwich de structure qui assure la tenue mécanique du produit réalisé, et le sandwich isolant qui répond aux exigences thermiques tout en assurant la rigidité adaptée. Le milieu de la construction navale utilise presque exclusivement des mousses plastiques alvéolaires à cellules fermées (à lexception du bois de balsa et des nids dabeilles). Bien que celles-ci présentent des caractéristiques intéressantes, elles ont tendance à émettre des gaz toxiques.
Le projet LASS propose par exemple lutilisation de matériau dâme en mousses de PVC pour la réalisation de superstructure, de cloisonnement de navires rapides. Son utilisation peut être très rapidement compromise en raison de son comportement thermique. Contrairement aux mousses PVC qui se dégradent très rapidement, les mousses PMI supportent de fortes températures. Cependant, elles perdent leurs rigidités à des températures relativement faibles (100-180°C). Les polymères, ont la particularité de dégager des quantités de fumée potentiellement importantes, fortement toxiques et corrosives, sous forme démission dacide chlorhydrique (les mousses PVC) ou dacide cyanhydrique (les mousses PUR).
Contrairement aux mousses souples de PUR qui ont une mauvaise tenue au feu, les mousses rigides possèdent un excellent comportement thermique. La tenue mécanique entre le
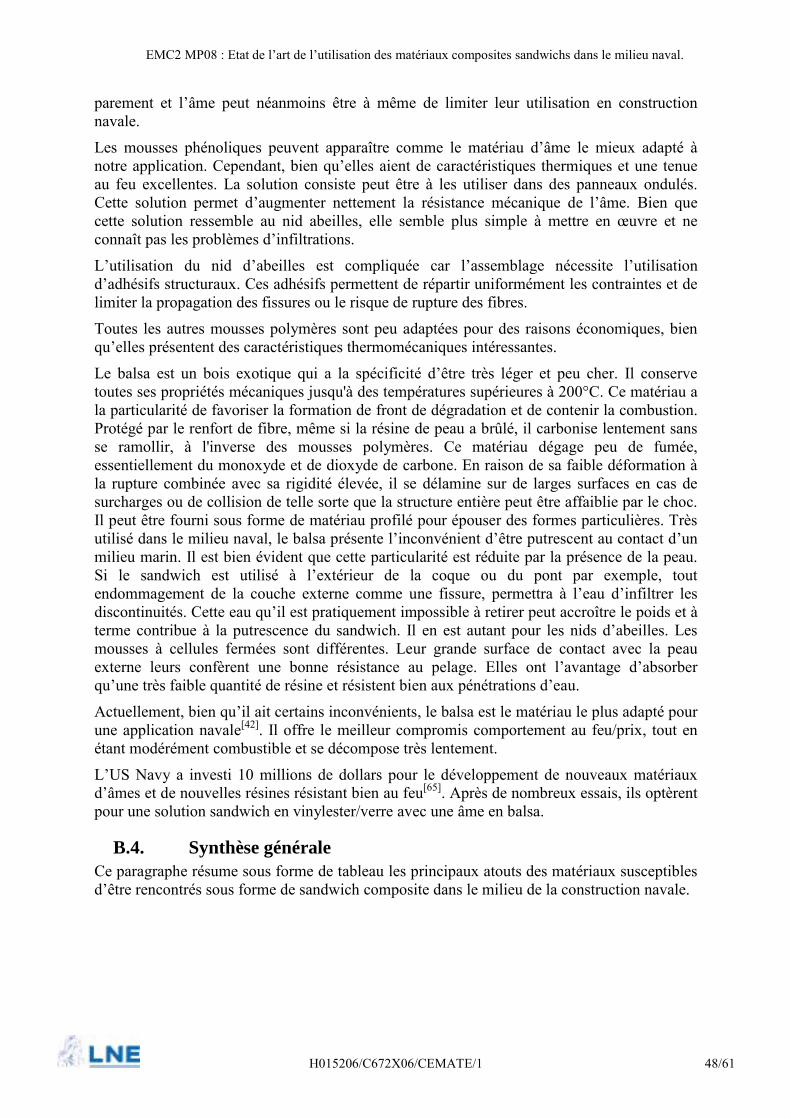
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 48/61
parement et lâme peut néanmoins être à même de limiter leur utilisation en construction navale.
Les mousses phénoliques peuvent apparaître comme le matériau dâme le mieux adapté à notre application. Cependant, bien quelles aient de caractéristiques thermiques et une tenue au feu excellentes. La solution consiste peut être à les utiliser dans des panneaux ondulés. Cette solution permet daugmenter nettement la résistance mécanique de lâme. Bien que cette solution ressemble au nid abeilles, elle semble plus simple à mettre en uvre et ne connaît pas les problèmes dinfiltrations.
Lutilisation du nid dabeilles est compliquée car lassemblage nécessite lutilisation dadhésifs structuraux. Ces adhésifs permettent de répartir uniformément les contraintes et de limiter la propagation des fissures ou le risque de rupture des fibres.
Toutes les autres mousses polymères sont peu adaptées pour des raisons économiques, bien quelles présentent des caractéristiques thermomécaniques intéressantes.
Le balsa est un bois exotique qui a la spécificité dêtre très léger et peu cher. Il conserve toutes ses propriétés mécaniques jusqu'à des températures supérieures à 200°C. Ce matériau a la particularité de favoriser la formation de front de dégradation et de contenir la combustion. Protégé par le renfort de fibre, même si la résine de peau a brûlé, il carbonise lentement sans se ramollir, à l'inverse des mousses polymères. Ce matériau dégage peu de fumée, essentiellement du monoxyde et de dioxyde de carbone. En raison de sa faible déformation à la rupture combinée avec sa rigidité élevée, il se délamine sur de larges surfaces en cas de surcharges ou de collision de telle sorte que la structure entière peut être affaiblie par le choc. Il peut être fourni sous forme de matériau profilé pour épouser des formes particulières. Très utilisé dans le milieu naval, le balsa présente linconvénient dêtre putrescent au contact dun milieu marin. Il est bien évident que cette particularité est réduite par la présence de la peau. Si le sandwich est utilisé à lextérieur de la coque ou du pont par exemple, tout endommagement de la couche externe comme une fissure, permettra à leau dinfiltrer les discontinuités. Cette eau quil est pratiquement impossible à retirer peut accroître le poids et à terme contribue à la putrescence du sandwich. Il en est autant pour les nids dabeilles. Les mousses à cellules fermées sont différentes. Leur grande surface de contact avec la peau externe leurs confèrent une bonne résistance au pelage. Elles ont lavantage dabsorber quune très faible quantité de résine et résistent bien aux pénétrations deau.
Actuellement, bien quil ait certains inconvénients, le balsa est le matériau le plus adapté pour une application navale[42]. Il offre le meilleur compromis comportement au feu/prix, tout en étant modérément combustible et se décompose très lentement.
LUS Navy a investi 10 millions de dollars pour le développement de nouveaux matériaux dâmes et de nouvelles résines résistant bien au feu[65]. Après de nombreux essais, ils optèrent pour une solution sandwich en vinylester/verre avec une âme en balsa.
B.4. Synthèse générale Ce paragraphe résume sous forme de tableau les principaux atouts des matériaux susceptibles dêtre rencontrés sous forme de sandwich composite dans le milieu de la construction navale.
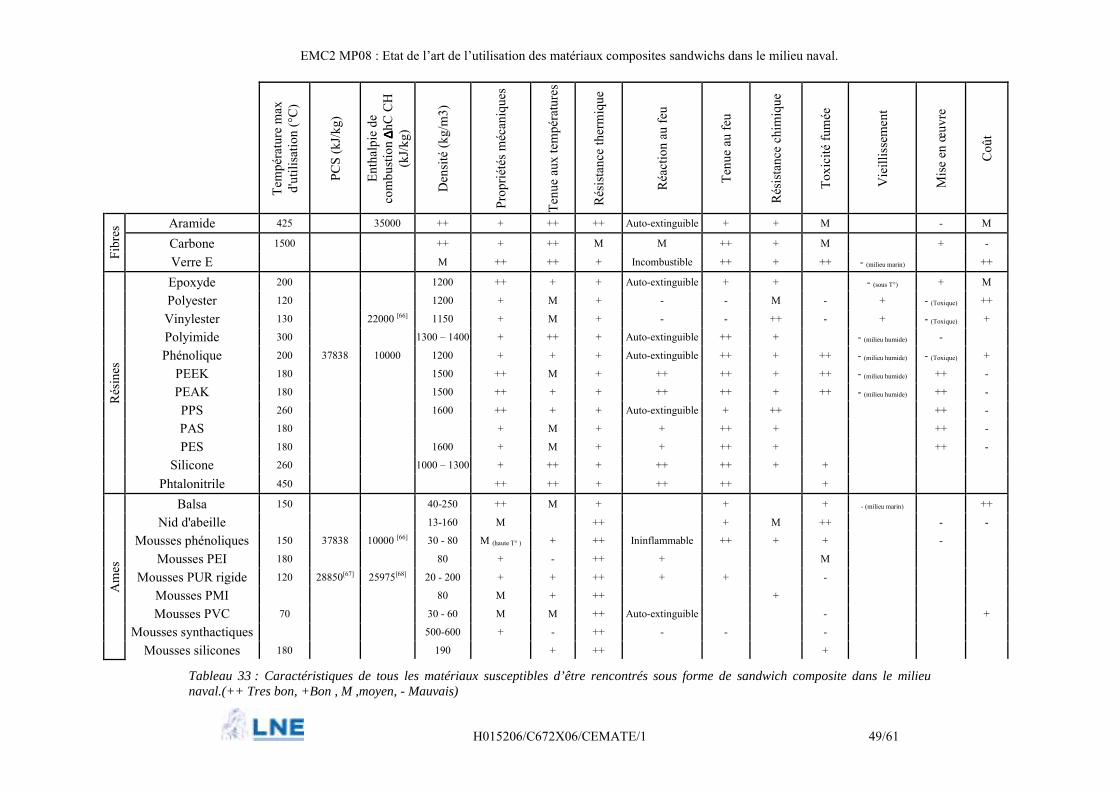
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 49/61
Tem
péra
ture
max
d'
utili
satio
n (°
C)
PCS
(kJ/
kg)
Enth
alpi
e de
co
mbu
stio
n ∆∆ ∆∆ h
C C
H
(kJ/
kg)
Den
sité
(kg/
m3)
Prop
riété
s méc
aniq
ues
Tenu
e au
x te
mpé
ratu
res
Rés
ista
nce
ther
miq
ue
Réa
ctio
n au
feu
Tenu
e au
feu
Rés
ista
nce
chim
ique
Toxi
cité
fum
ée
Vie
illis
sem
ent
Mis
e en
uv
re
Coû
t
Aramide 425 35000 ++ + ++ ++ Auto-extinguible + + M - M
Carbone 1500 ++ + ++ M M ++ + M + -
Fibr
es
Verre E M ++ ++ + Incombustible ++ + ++ - (milieu marin) ++
Epoxyde 200 1200 ++ + + Auto-extinguible + + - (sous T°) + M
Polyester 120 1200 + M + - - M - + - (Toxique) ++
Vinylester 130 22000 [66] 1150 + M + - - ++ - + - (Toxique) +
Polyimide 300 1300 1400 + ++ + Auto-extinguible ++ + - (milieu humide) -
Phénolique 200 37838 10000 1200 + + + Auto-extinguible ++ + ++ - (milieu humide) - (Toxique) +
PEEK 180 1500 ++ M + ++ ++ + ++ - (milieu humide) ++ -
PEAK 180 1500 ++ + + ++ ++ + ++ - (milieu humide) ++ -
PPS 260 1600 ++ + + Auto-extinguible + ++ ++ -
PAS 180 + M + + ++ + ++ -
PES 180 1600 + M + + ++ + ++ -
Silicone 260 1000 1300 + ++ + ++ ++ + +
Rés
ines
Phtalonitrile 450 ++ ++ + ++ ++ +
Balsa 150 40-250 ++ M + + + - (milieu marin) ++
Nid d'abeille 13-160 M ++ + M ++ - -
Mousses phénoliques 150 37838 10000 [66] 30 - 80 M (haute T° ) + ++ Ininflammable ++ + + -
Mousses PEI 180 80 + - ++ + M
Mousses PUR rigide 120 28850[67] 25975[68] 20 - 200 + + ++ + + -
Mousses PMI 80 M + ++ +
Mousses PVC 70 30 - 60 M M ++ Auto-extinguible - +
Mousses synthactiques 500-600 + - ++ - - -
Am
es
Mousses silicones 180 190 + ++ +
Tableau 33 : Caractéristiques de tous les matériaux susceptibles d’être rencontrés sous forme de sandwich composite dans le milieu naval.(++ Tres bon, +Bon , M ,moyen, - Mauvais)
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 50/61
B.5. Amélioration du comportement au feu Il existe différentes façons[69] daméliorer le comportement au feu dune structure sandwich composite.
La première approche consiste à choisir des matériaux composites possédant des performances au feu satisfaisantes. Le choix judicieux des fibres et de la résine peut être une solution pour lamélioration significative des propriétés. La nature de la matrice, de la phase de renfort ainsi que de linterface renfort/matrice modifient le comportement au feu du composite. Il est bien évident que les résines thermoplastiques et thermodurcissables nont pas le même comportement lorsquelles sont soumises à des flammes.
Une autre approche consiste à favoriser le comportement mécanique en ajoutant des éléments pour augmenter les performances au feu. La solution élémentaire consiste bien évidemment à mettre une protection thermique. Toutefois, cette solution génère une augmentation du poids de la structure et connaît des problèmes de mise en uvre. On peut éventuellement agir directement sur la tenue au feu de la résine, en administrant des charges ignifugeantes ou des nanocomposites.
Les paragraphes qui suivent exposent les principaux procédés permettant lamélioration du comportement au feu.
B.5.1. Protections thermiques de surfaces Les protections thermiques ou incendies[42] permettent daméliorer le comportement en feu des composites sandwichs. Actuellement, les protections incendie les plus utilisées en construction navale sont les laines de roches et les laines céramiques. Leur utilisation génère un alourdissement de la structure, une augmentation de lencombrement et du coût de mise en uvre.
Les revêtements intumescents sont des substituts aux laines de roches et céramiques. LUS Navy a réalisée plusieurs études[30,34,70] sur le sujet.
Les différentes protections peuvent apparaître sous la forme de :
• Fibre céramiques.
• matrices céramisables : ces revêtements qui se présentent sous forme de mastic sont constitués dun mélange dun polymère spécial servant de liant et de charges telles que le dioxyde de silicium ou carbure de silicium.
• revêtements intumescents à base aqueuse ou de solvant : gonflent et développent sous leffet de la chaleur une structure expansée qui agit comme un bouclier thermique. Ces produits deviennent friables et peuvent sémietter sous les contraintes mécaniques induites par un incendie.
• mat intumescent, ablatif et/ou endothermique.
• hybridation de tissus céramique et intumescent.
• mousses silicones à cellule fermée.
• composites ablatifs : ils sont constituées de renforts réfractaires tel que le carbone ou la silice et dune matrice ablative à base de résine phénolique.
Lutilisation de revêtement dépend bien évidemment de la tenue au feu du composite. Dès lors que la structure ne répond plus aux exigences thermiques demandées, lutilisation dune
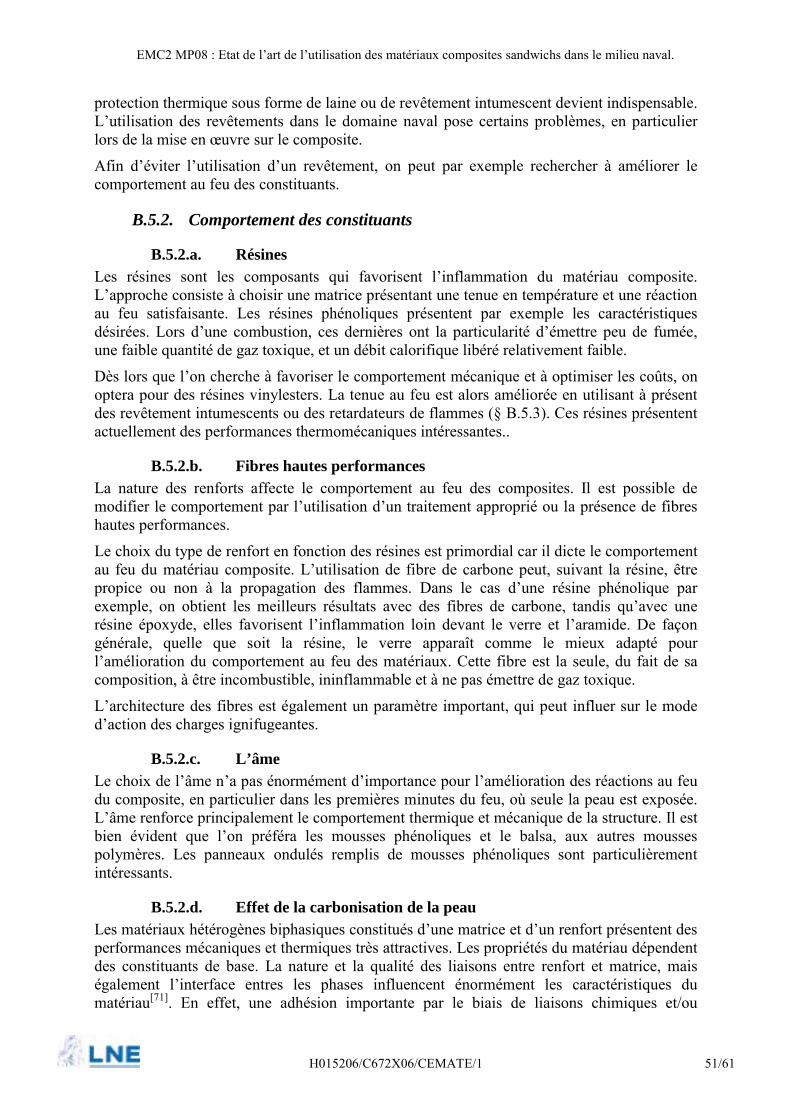
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 51/61
protection thermique sous forme de laine ou de revêtement intumescent devient indispensable. Lutilisation des revêtements dans le domaine naval pose certains problèmes, en particulier lors de la mise en uvre sur le composite.
Afin déviter lutilisation dun revêtement, on peut par exemple rechercher à améliorer le comportement au feu des constituants.
B.5.2. Comportement des constituants
B.5.2.a. Résines Les résines sont les composants qui favorisent linflammation du matériau composite. Lapproche consiste à choisir une matrice présentant une tenue en température et une réaction au feu satisfaisante. Les résines phénoliques présentent par exemple les caractéristiques désirées. Lors dune combustion, ces dernières ont la particularité démettre peu de fumée, une faible quantité de gaz toxique, et un débit calorifique libéré relativement faible.
Dès lors que lon cherche à favoriser le comportement mécanique et à optimiser les coûts, on optera pour des résines vinylesters. La tenue au feu est alors améliorée en utilisant à présent des revêtement intumescents ou des retardateurs de flammes (§ B.5.3). Ces résines présentent actuellement des performances thermomécaniques intéressantes..
B.5.2.b. Fibres hautes performances La nature des renforts affecte le comportement au feu des composites. Il est possible de modifier le comportement par lutilisation dun traitement approprié ou la présence de fibres hautes performances.
Le choix du type de renfort en fonction des résines est primordial car il dicte le comportement au feu du matériau composite. Lutilisation de fibre de carbone peut, suivant la résine, être propice ou non à la propagation des flammes. Dans le cas dune résine phénolique par exemple, on obtient les meilleurs résultats avec des fibres de carbone, tandis quavec une résine époxyde, elles favorisent linflammation loin devant le verre et laramide. De façon générale, quelle que soit la résine, le verre apparaît comme le mieux adapté pour lamélioration du comportement au feu des matériaux. Cette fibre est la seule, du fait de sa composition, à être incombustible, ininflammable et à ne pas émettre de gaz toxique.
Larchitecture des fibres est également un paramètre important, qui peut influer sur le mode daction des charges ignifugeantes.
B.5.2.c. L’âme Le choix de lâme na pas énormément dimportance pour lamélioration des réactions au feu du composite, en particulier dans les premières minutes du feu, où seule la peau est exposée. Lâme renforce principalement le comportement thermique et mécanique de la structure. Il est bien évident que lon préféra les mousses phénoliques et le balsa, aux autres mousses polymères. Les panneaux ondulés remplis de mousses phénoliques sont particulièrement intéressants.
B.5.2.d. Effet de la carbonisation de la peau Les matériaux hétérogènes biphasiques constitués dune matrice et dun renfort présentent des performances mécaniques et thermiques très attractives. Les propriétés du matériau dépendent des constituants de base. La nature et la qualité des liaisons entre renfort et matrice, mais également linterface entres les phases influencent énormément les caractéristiques du matériau[71]. En effet, une adhésion importante par le biais de liaisons chimiques et/ou
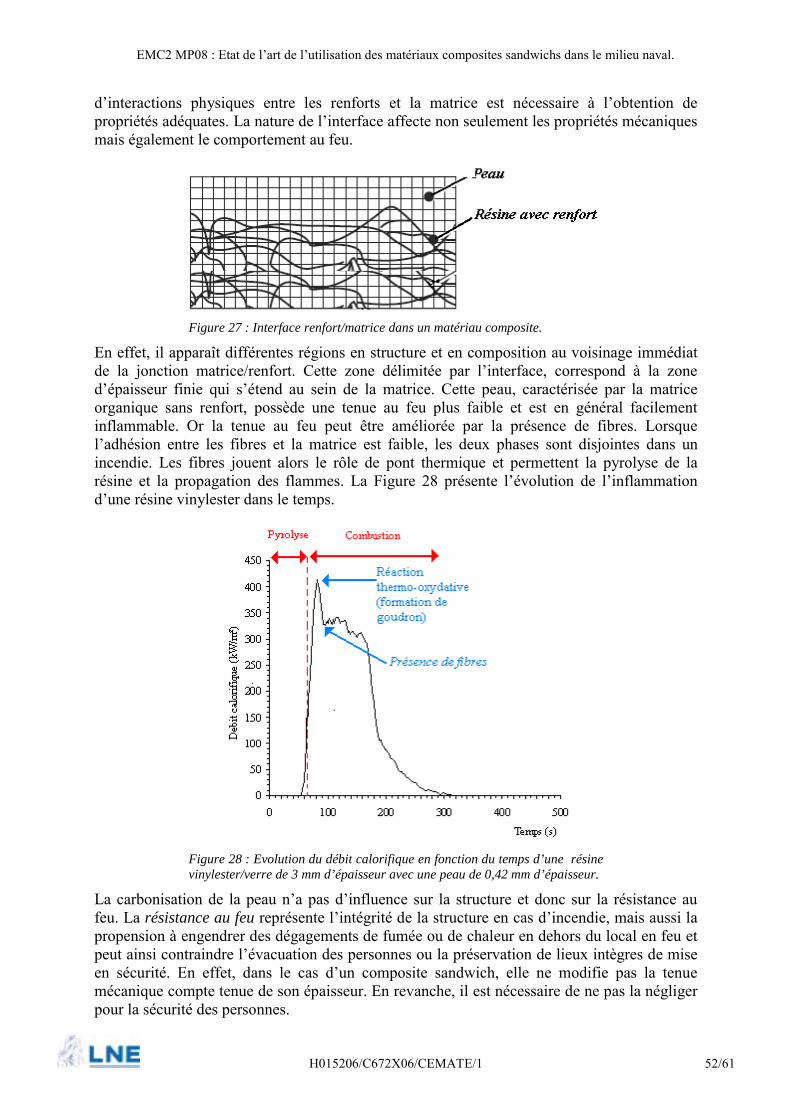
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 52/61
dinteractions physiques entre les renforts et la matrice est nécessaire à lobtention de propriétés adéquates. La nature de linterface affecte non seulement les propriétés mécaniques mais également le comportement au feu.
Figure 27 : Interface renfort/matrice dans un matériau composite.
En effet, il apparaît différentes régions en structure et en composition au voisinage immédiat de la jonction matrice/renfort. Cette zone délimitée par linterface, correspond à la zone dépaisseur finie qui sétend au sein de la matrice. Cette peau, caractérisée par la matrice organique sans renfort, possède une tenue au feu plus faible et est en général facilement inflammable. Or la tenue au feu peut être améliorée par la présence de fibres. Lorsque ladhésion entre les fibres et la matrice est faible, les deux phases sont disjointes dans un incendie. Les fibres jouent alors le rôle de pont thermique et permettent la pyrolyse de la résine et la propagation des flammes. La Figure 28 présente lévolution de linflammation dune résine vinylester dans le temps.
Figure 28 : Evolution du débit calorifique en fonction du temps d’une résine vinylester/verre de 3 mm d’épaisseur avec une peau de 0,42 mm d’épaisseur.
La carbonisation de la peau na pas dinfluence sur la structure et donc sur la résistance au feu. La résistance au feu représente lintégrité de la structure en cas dincendie, mais aussi la propension à engendrer des dégagements de fumée ou de chaleur en dehors du local en feu et peut ainsi contraindre lévacuation des personnes ou la préservation de lieux intègres de mise en sécurité. En effet, dans le cas dun composite sandwich, elle ne modifie pas la tenue mécanique compte tenue de son épaisseur. En revanche, il est nécessaire de ne pas la négliger pour la sécurité des personnes.
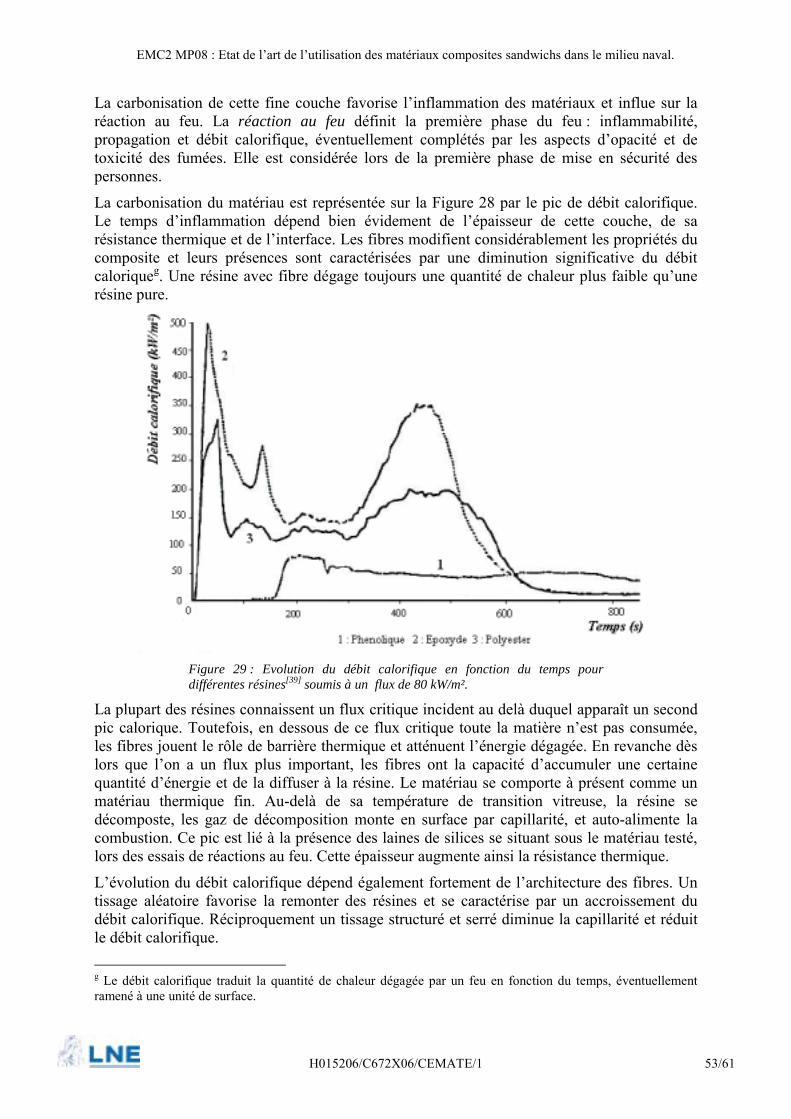
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 53/61
La carbonisation de cette fine couche favorise linflammation des matériaux et influe sur la réaction au feu. La réaction au feu définit la première phase du feu : inflammabilité, propagation et débit calorifique, éventuellement complétés par les aspects dopacité et de toxicité des fumées. Elle est considérée lors de la première phase de mise en sécurité des personnes.
La carbonisation du matériau est représentée sur la Figure 28 par le pic de débit calorifique. Le temps dinflammation dépend bien évidement de lépaisseur de cette couche, de sa résistance thermique et de linterface. Les fibres modifient considérablement les propriétés du composite et leurs présences sont caractérisées par une diminution significative du débit caloriqueg. Une résine avec fibre dégage toujours une quantité de chaleur plus faible quune résine pure.
Figure 29 : Evolution du débit calorifique en fonction du temps pour différentes résines[39] soumis à un flux de 80 kW/m².
La plupart des résines connaissent un flux critique incident au delà duquel apparaît un second pic calorique. Toutefois, en dessous de ce flux critique toute la matière nest pas consumée, les fibres jouent le rôle de barrière thermique et atténuent lénergie dégagée. En revanche dès lors que lon a un flux plus important, les fibres ont la capacité daccumuler une certaine quantité dénergie et de la diffuser à la résine. Le matériau se comporte à présent comme un matériau thermique fin. Au-delà de sa température de transition vitreuse, la résine se décomposte, les gaz de décomposition monte en surface par capillarité, et auto-alimente la combustion. Ce pic est lié à la présence des laines de silices se situant sous le matériau testé, lors des essais de réactions au feu. Cette épaisseur augmente ainsi la résistance thermique.
Lévolution du débit calorifique dépend également fortement de larchitecture des fibres. Un tissage aléatoire favorise la remonter des résines et se caractérise par un accroissement du débit calorifique. Réciproquement un tissage structuré et serré diminue la capillarité et réduit le débit calorifique.
g Le débit calorifique traduit la quantité de chaleur dégagée par un feu en fonction du temps, éventuellement ramené à une unité de surface.
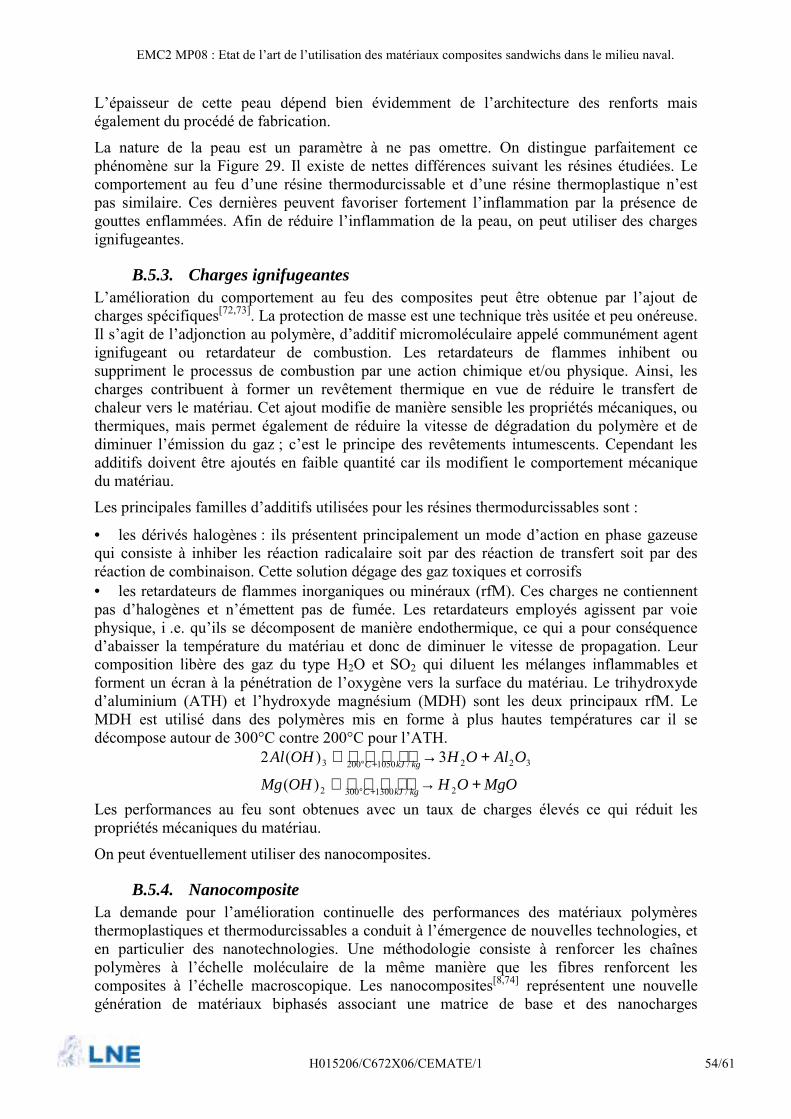
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 54/61
Lépaisseur de cette peau dépend bien évidemment de larchitecture des renforts mais également du procédé de fabrication.
La nature de la peau est un paramètre à ne pas omettre. On distingue parfaitement ce phénomène sur la Figure 29. Il existe de nettes différences suivant les résines étudiées. Le comportement au feu dune résine thermodurcissable et dune résine thermoplastique nest pas similaire. Ces dernières peuvent favoriser fortement linflammation par la présence de gouttes enflammées. Afin de réduire linflammation de la peau, on peut utiliser des charges ignifugeantes.
B.5.3. Charges ignifugeantes Lamélioration du comportement au feu des composites peut être obtenue par lajout de charges spécifiques[72,73]. La protection de masse est une technique très usitée et peu onéreuse. Il sagit de ladjonction au polymère, dadditif micromoléculaire appelé communément agent ignifugeant ou retardateur de combustion. Les retardateurs de flammes inhibent ou suppriment le processus de combustion par une action chimique et/ou physique. Ainsi, les charges contribuent à former un revêtement thermique en vue de réduire le transfert de chaleur vers le matériau. Cet ajout modifie de manière sensible les propriétés mécaniques, ou thermiques, mais permet également de réduire la vitesse de dégradation du polymère et de diminuer lémission du gaz ; cest le principe des revêtements intumescents. Cependant les additifs doivent être ajoutés en faible quantité car ils modifient le comportement mécanique du matériau.
Les principales familles dadditifs utilisées pour les résines thermodurcissables sont :
• les dérivés halogènes : ils présentent principalement un mode daction en phase gazeuse qui consiste à inhiber les réaction radicalaire soit par des réaction de transfert soit par des réaction de combinaison. Cette solution dégage des gaz toxiques et corrosifs • les retardateurs de flammes inorganiques ou minéraux (rfM). Ces charges ne contiennent pas dhalogènes et némettent pas de fumée. Les retardateurs employés agissent par voie physique, i .e. quils se décomposent de manière endothermique, ce qui a pour conséquence dabaisser la température du matériau et donc de diminuer le vitesse de propagation. Leur composition libère des gaz du type H2O et SO2 qui diluent les mélanges inflammables et forment un écran à la pénétration de loxygène vers la surface du matériau. Le trihydroxyde daluminium (ATH) et lhydroxyde magnésium (MDH) sont les deux principaux rfM. Le MDH est utilisé dans des polymères mis en forme à plus hautes températures car il se décompose autour de 300°C contre 200°C pour lATH.
MgOOHOHMg
OAlOHOHAl
kgkJC
kgkJC
+ →
+ →
+°
+°
2/13003002
322/10502003
)(
3)(2
Les performances au feu sont obtenues avec un taux de charges élevés ce qui réduit les propriétés mécaniques du matériau.
On peut éventuellement utiliser des nanocomposites.
B.5.4. Nanocomposite La demande pour lamélioration continuelle des performances des matériaux polymères thermoplastiques et thermodurcissables a conduit à lémergence de nouvelles technologies, et en particulier des nanotechnologies. Une méthodologie consiste à renforcer les chaînes polymères à léchelle moléculaire de la même manière que les fibres renforcent les composites à léchelle macroscopique. Les nanocomposites[8,74] représentent une nouvelle génération de matériaux biphasés associant une matrice de base et des nanocharges
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 55/61
(nanoparticules) intercalées entre les chaînes polymères. La phase de renfort présente une dispersion de taille nanométrique. La matrice peut être métallique, céramique ou polymère.
Les charges améliorent de manière significative différentes propriétés des matériaux dans lesquels elles sont incorporées : propriétés mécaniques, thermiques, retard au feu, barrières, Il sagit par exemple dargiles modifiées, de composés silico-organiques de faible densité (oligomères de silsesquioxanes polyédriques ou POSS) ou de nanotubes de carbone qui sont incorporés dans une matrice polymère. Les propriétés des matériaux composites sont très influencées par le degré de mélange entre la matrice organique et les nanocharges.
Les nanocomposites peuvent être répartis suivant les nanocharges utilisées :
• nanocomposite à une dimension : sous forme de plaques, de lamelles, et/ou de feuillets. • nanocomposite à deux dimensions : nanotubes et nanofibres dont le diamètre est inférieurs à 0,1µm. • nanocomposite à trois dimensions : nanoparticules isodimensionnelles telles que les billes de silice nanométriques. Les charges plaquettaires peuvent être aussi bien des argiles naturelles ou synthétiques, que des phosphates de métaux de transition. Le renfort le plus utilisé est largile en raison de son abondance naturelle et de son facteur de forme très élevé. Les nanocomposites à base dargile génèrent une amélioration globale des performances physiques. Les plus répandues sont les phyllosilicates ou smectites. Elles possèdent une structure cristalline en feuillet dépaisseur nanométrique.
Figure 30 : Structure de l’argile montmorillonite.
La classification des argiles est définie par leurs structures cristallines, mais également par la quantité et la position des ions à lintérieur de la maille élémentaireh. Gilman[75,76] a démontré que les nanoparticules dargiles apportaient une amélioration significative de la résistance à linflammation du polymère dans lequel elles étaient dispersées. Cette résistance au feu accrue est due à la formation dune couche superficielle compacte de feuillets dargile lors de lexposition aux flammes, jouant ainsi le rôle de barrière thermique. Le comportement au feu de la matrice dépend évidemment de létat de dispersion des charges des nanocomposites au sein de celle-ci. Ils doivent être uniformément dispersés afin de conférer des propriétés retardatrices de flammes. Le mécanisme daction selon lequel les nanoparticules confèrent des propriétés retardatrices est attribué à laccumulation de matière inorganique à la surface du composite et la formation de char. Ce bouclier limite les transferts de matière et de chaleur entre la flamme et le polymère. Il réduit le flux radiatif vers le substrat en diffusant le rayonnement incident vers la phase gazeuse, ce qui limite la vitesse de dégradation du matériau
h La maille élémentaire ou primitive est le motif géométrique datomes le plus simple qui, se répétant indéfiniment dans les trois directions, suffit à reproduire l'intégralité du réseau cristallin.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 56/61
Les montmorillonites organophiles conduisent à des améliorations des propriétés mécaniques sans perte de résistance à limpact. Une parfaite dispersion de largile, i.e. une structure exfoliée, met en évidence une augmentation importante de la rigidité du matériau composite pour des taux de charges faibles. La synergie qui existe entre les renforts classiques, comme les fibres de verre et les nanoargiles, est particulièrement intéressante. Lassociation de fibres de verre et de montmorillonite conduit à un matériau beaucoup plus rigide sur une plus grande plage de température que le matériau composite classique ayant un même taux de renfort.
Bien que ces matériaux soient prometteurs, ils ne permettent pas forcement de passer les tests correspondant à la législation en vigueur.
B.5.5. Synergie On parle deffet de synergie lorsque la combinaison de deux composés chimiques permet dobtenir un résultat plus important que la somme de chaque composant pris séparément.
Un exemple typique est lassociation de nanocomposites et de retardateurs de flammes. Par exemple, une résine vinylester contenant une association de nanocharge de silsesquioxane et un retardateur de flamme de tricrésylphosphate conduit à une forte diminution du débit calorifique par rapport à une résine seule de 68% contre 30% sans retardateur de flamme. Des effets de synergie notables peuvent être également obtenus par lassociation de fibres avec des nanocharges ou des retardateurs de composites.
Avant toute association, il est nécessaire de tenir compte de linfluence que ces composants ont sur lévolution des comportements physiques mais également sur la toxicité des résines. Ce point important peut agir comme un frein pour leurs utilisations dans le milieu de la construction navale.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 57/61
1 Parneix P., Lucas D., Les matériaux composites en construction navale militaire,
Technique de lingénieur, AM 5 600, 16 p., 1998. 2 Le Lan J.Y., Parneix P., Gueguen P.L., Superstructures en matériaux composites, La
construction navale en composite, colloque IFREMER, Paris, pp. 410-424, Décembre 1992.
3 Gutierrez J., Le Lay F., Hoarau P., Etude du vieillissement de composite verre résine en
milieu marin, La construction navale en composite, colloque IFREMER, Paris, pp. 346-354, Décembre 1992.
4 AFNOR, Sécurité au feu, Vocabulaire, NF EN ISO 13943, Paris : Afnor 2001, 45 p, 2001. 5 Smith C.S., Design of marine structure in composite materials, Elsevier Science publisher
LTD, 1990. 6 Lamanche J., Renforts en fibres de verre, Technique de lingénieur, A 3 237, 22 p., 1998. 7 Réferentiel DUNOD, Pratique des plastiques & composites, 1999. 8 Biron M., Thermosets and composites, Technical information for plastics users, Elsevier
Ltd, 501 p., 2004. 9 Données extraits de Saint Gobain , Disponible sur le site : www.saint-
gobainvetrotex.com/francais/business_info/gstrand2_fr.html#16 (Consulté le 15.03.2007). 10 Pinzelli R., Fibres aramides pour matériaux composites, Technique de lingénieur, A 3
985, 12 p., 1995. 11 Luyckx J., Composite à fibres de carbone dans le génie civil, Technique de lingénieur, C
5 440, 10 p., 1999. 12 Luyckx J., Fibre de carbone, Technique de lingénieur, A 2 210, 15 p., 1994. 13 Peebles L.H., Carbon fibers : structure and mechanical properties, International Materials
Reviews, vol 39, n°2, pp. 75, 1994. 14 Oberlin A., Guigon M., Fiber reinforcement for composite materials, ed A.R. Bunsell,
Elsevier, pp.149-210, 1988. 15 Barrau J.J., Guedra Degeorges D., Structures en matériaux composites, Technique de
lingénieur, BM 5-080, 24 p., 1990. 16 Taby J., Hoyning B., Utilisation des renforts multiaxiaux dans l’industrie marine, La
construction navale en composite, Colloque IFREMER, pp. 86-97, Décembre 1992. 17 Dauchier M., Cavalier J.C., Matériaux composite phénoliques ablatifs, Technique de
lingénieur, AM 5 352, 9 p., 2002.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 58/61
18 Orpin M.R., The used of fire safe phenolic composite materials in marine applications,
1996, Disponible sur : http://www.unitedcomposites.net/jointpages/PDFfiles/PaperCruiseFerry1993b.pdf (Consulté le 05.03.2007).
19 Chevalier M., Phénoplastes ou phénols-formols PF, Technique de lingénieur A 3 435, 21
p., 1991. 20 Willson P., An update on phenolic resins for the use in mass transit, marine, off shore and
construction application, Disponible sur : http://www.unitedcomposites.net/jointpages/PDFfiles/PWPaper.pdf (Consulté le 05.03.2007).
21 Guillaume E., Effets du feu sur les personnes, Document LNE, 163 p., 2006. 22 Clapan I., Sorathia U., Rollhauser C., US navy R&D programs in fire performance of
materials, Sample Journal, vol 32, n°3, pp. 21-28, 1996. 23 Shneider G., Résines vinylesters, Technique de lingénieur, AM 3-450, 12 p., 2003. 24 Bardonnet P., Résines époxydes EP, Technique de lingénieur, A 3 465, 16 p., 1992. 25 Jannel J.C., Polyesters insaturés UP, Technique de lingénieur, AM 3 445, 20 p., 2004. 26 Le Lay F., Gutierrez J., Assessment of the mechanical performance of phenolic laminates after ageing in a marine environment,Proceedings of the ACMC/SAMPE Conference on Marine Composites, University of Plymouth, 11-12 September 2003. 27 Baley C., Perrot Y., Davies P., Bourmaud A., Grohens Y., Mechanical properties of
composite based on low emission polyester resins for marine application, Applied composite materials, vol 13, n°1, pp. 1-22, 2006.
28 Marais C., Polyimides PMR, Technique de lingénieur, AM 3 486, 10 p., 1999. 29 Carrega M., Polybismaléimides, Technique de lingénieur, A 3 485, 18 p., 1992. 30 Sorathia U., beck C., Fire protection of glass/vinyl ester composites for structural
applications, 41st International SAMPE Symposium, pp. 687-697 March 1996. 31 Sorathia U., Gravik T., Ness J., Blum M., Le A., Scholl B., Long G., Fire safety of
marine composites, 45st International SAMPE Symposium, pp. 1191-1203 May 2000. 32 Sorathia U., Dapp T., Beck C., Fire performance of composites, Materials Engineering,
A Penton Publication, pp.10-12, September 1992. 33 Negrier A., Rigal J.C., Présentation des matériaux composites, Technique de lingénieur,
A 7 790, 19 p., 1991.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 59/61
34 Sorathia U., Long G., Gravik T., Blum M., Ness J., Screening tests for fire safety of
composites for marine applications, Fire and Materials, vol 25, pp. 215-222, 2001. 35 Füzesséry S., Polyaryléthercétones PEAK, Technique de lingénieur, A 3 395, 11 p., 2002 36 Villoutreix J., Acetarin J.D., Polyéthercétone (PEEK), Technique de lingénieur, AM 3
394, 13 p., 1998. 37 Gioan P., Poly(sulfure de phénylène), Technique de lingénieur, A 3 396, 10 p., 1989. 38 Füzesséry S., Polyarylènesulfones PSU, PES, PAS, Technique de lingénieur, A 3 393, 12
p., 1992. 39 Gibson A.G., Hume J., Fire performance of composite panels for large marine structure,
Plastics, Rubber and Composites Processing and Application, vol 23, n°3, pp.175-183, 1995.
40 Bourbigot S., Delobel R., Duquesne S., Comportement au feu des composites,
Technique de lingénieur, AM 5 330, 10 p., 2006 41 Sainrat A., Chesne C, Essais normalisés de réaction au feu, Technique de lingénieur,
AM 3 540, 11 p., 2005 42 Rapport EMC2-MP08, Tenue au feu des composites,.53 p. 43 Gutierrez J., Le Lay F., Tenue au feu des composites ignifugés, Face au risque, n°338,
pp.16-24, , 1997. 44 Greene E., Use of fiber reinforced platics in marine industry, SSC 360, US coast guard,
Ship structure committee, 292 p., 1990. 45 Sorathia U., Improving the fire performance of composite for naval application, Ampliac:
Ships navy explain the newest material and structural technology, vol 7, n°3, pp.48-54, 2003.
46 Sastri S. B., Armistead J.P., Keller T.M., Sorathia U., Fire performance of phthalonitrile
resin/composites, National institute of standards and technology. Annual conference on fire research. Book of abstracts, pp. 91-92, Gaithersburg, October 1996.
47 Mouritz A.P., Fire safety of advanced composites for aircraft, ATSB research and
analysis report, 30 p., 2006. 48 Sorathia U., Flammability and fire safety of composite materials. In : Proceeding of the 1st
international workshop on composite materials for offshore operation, Houston, pp. 309-317,1993.
49 Rolin J.F., Utilisation marine de pieces en thermoplastiques, guide de conception, 31
ST02A, IFREMER, 34 p., 1999, Disponible sur le site : < http://www.ifremer.fr/tsi/qualite/specif/31ST02A.pdf> (consulté le 29/03/07).
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 60/61
50 Chatain M., Matériaux composite : Présentation générale, Technique de lingénieur, AM
5 000, 11 p., 2001. 51 Tagarielli V.L., Deshpande V.S., Feck N.A., Chen C., A constitutive model for
transversely isotropic foams application to the indentation of balsa wood, International Journal of Mechanical Sciences, vol 47, pp. 666-686, 2005.
52 Easterling K.E., Harryson R., Gibson L.J., Ashby M.F., On the mechanics of balsa and
other woods. Proceedings of the royal society of London., vol 383, n° 1784, pp. 31-41, 1982
53 Heyerdahl T., The Kon Kiti expedition, Allen and Unvin, 1952. 54 Gibson L.J., Ashby M.F., Cellular solids, structure and properties, 2nd ed. Cambridge:
Cambridge university press, 1997. 55 Données extraits de Baltek, disponible sur le site :
http://www.sicomin.com/prod.asp?p_scat_num=50 (consulté le 20/02/07). 56 Dohn G., International Reinforced Platics Industry, pp. 8-11,mai/juin 1985. 57 Grenier A.T., Fire Characteristics of cored composite materials for marine use, Thèse de
doctorat, USCG, Worcester Polytechnic Institute, 146 p., 1996.
58 Biron M., Polymère alvéolaire, Monographie et transformation, Technique de lingénieur A 3.551, 16 p., 2003.
59 Vallbo S., Material selection consideration for polymer composite structure in naval ship
applications, Journal of Sandwich Structures and Materials, vol 7, pp. 413-429, 2005. 60 Marotel Y., Polyuréthannes, Technique de lingénieur AM 3 425, 18 p., 2000. 61 Hall D.J., Robson B.L., A review of the design and materials evaluation programme for
the GFP foam sandwich composite hull of the RAN minehunter, Composite, vol 15, n°4, pp. 266-276, 1984.
62 Extraits du site : <www.lass.nu>. 63 Données extraits de Saint Gobain disponible sur le site : <
www.matweb.com/search/SpecificMaterial.asp?bassnum=PSTGQZ266>. (Consulté le 2/04/07).
64 Ruckebush J.M., Microsphères creuses de verre pour mousses syntactiques, Technique
de lingénieur A 2 130, 8 p., 1994. 65 Sorathia U., Perez I., Improving the fire performance of composite for naval application,
Fire and materials, conference, Interscience communication, London 3, pp.415-424, 2005.
EMC2 MP08 : Etat de lart de lutilisation des matériaux composites sandwichs dans le milieu naval.
H015206/C672X06/CEMATE/1 61/61
66 Tewarson A., Generation of heat and chemical compounds in fires, , Section 3, Chapter 4,
pp. 3-120. 67 Fire Protection Handbook, Appendice C, Tables C-2, C-3 et C-4, 17th ed, NFPA, pp. A-39
& A-44, 1991 68 Babrauskas V., Grayson S.J., Heat Release in Fires, , Elsevier Applied Science, 424 p.,
1992 69 Mouritz A.P., Gibson A.G., Fire properties of polymer composite materials, Solid
Mechanics and its applications, Vol 143, Springer, 397 p.,2006. 70 Guillaume E., Sanchez M., Protection thermiques hautes performances, état de l’art.,
Publication interne LNE. 71 Berbegat A., Krawczak P., Liaison renfort-matrice, Technique de lingénieur, AM 5 305,
AM 5 306, AM 5 307, 2006. 72 Brossas J., Retardateurs de flammes, Technique de lingénieur AM 3 237, 12 p., 1999. 73 Flame retardants, Frequently asked questions, EFRA The European Flame retardants
Association, 37 p., 2007, disponible sur le site : www.flameretardants.eu. (Consulté le 16/04/07).
74 Gloaguen J.M., Lefevre J.M., Nanocomposites polymers/silicates en feuillets, Technique
de lingénieur AM 5 205, 19 p., 2007. 75 Giman J.W., Flammability properties of polymer layered silicate nanocomposites
Polypropylene and polystyrene nanocomposites, Chemistry of Material, vol 12, pp. 1866-1873, 2000.
76 Giman J.W., Flammability and thermal stability studies of polymer layered silicate (clay)
nanocomposites, Applied Clay Science, vol 15, n°1, pp. 31-49, 1999.





























