Embed Size (px)
DESCRIPTION
Continous emission monitoring for power plants
Citation preview

GEPA
United StatesEnvironmental ProtectionAgency
Office of Research andDevelopmentWashington DC 20460
EPA/6251R-971001August 1997
Handbook -
Continuous Emission.Monitoring Systems forNon-criteria Pollutants
,

EPA/625/R-97/001August I997
Handbook
Continuous Emission Monitoring Systemsfor Non-criteria Pollutants
Center for Environmental Research InformationNational Risk Management Research Laboratory
Office of Research and DevelopmentU.S. Environmental Protection Agency
Cincinnati, OH 45268
4% Printed o n R e c y c l e d P a p e r

Notice
The information in this document has been compiled wholly, or in part, by the U.S. Environmental Protection Agency (EPA)under Contract No. 68-C3-0315, Work Assignment No. 3-39, issued to Eastern Research Group, Inc. (ERG). The workwas performed by Pacific Environmental Services, Inc. (PES) and its consultants, Source Technology Associates, andEmission Monitoring, Inc. under subcontract to ERG. This document has been subjected to EPA’s peer and administrativereview and has been approved for publication as an EPA document. Mention of trade names or commercial products doesnot constitute endorsement or recommendation for use.
ii

Notice.. ..................................................................................... IiAcknowledgments . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . viii
Chapter 1 Introduction ....................................................................... 1
1.1 Background and Objectives of the Handbook . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1.2 Evolution of Continuous Emission Monitoring - Regulatory Programs . . . . . . . . . . . . . . . . . . . . . 1
1.3 Current Status of Continuous Emission Monitoring - Monitoring Technology . . . . . . . . . . . . . . . 2
1.4 OrganizationoftheHandbook . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
Chapter 2 Implementing Rules - Requirements for Installation of CEM Systems ....................... 6
2.1 Clean Air Act, RCRA, and Other Federal Monitoring Requirements . . . . . . . . . . . . . . . . . . . . . . 6
2.1 .l NSPS Requirements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2.1.2 Acid Rain Program . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
2.1.3 NESHAP and Title III - MACT Standards . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
2.1.4 Regulations for Sources Burning Hazardous Waste . . . . . . . . . . . . . . . . . . . . . . . . . . 16
2.1.5 Part 503 Sewage Sludge Incinerators . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
2.2 State and Local Agency Programs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
2.2.1 State and Regional Initiatives . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
2.2.2 Compliance Assurance Monitoring (CAM) Program . . . . . . . . . . . . . . . . . . . . . . . . . . 23
2.2.3 Open Market Trading . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Chapter 3 Monitoring Technology - Instrumentation ............................................. 26
3.1 Monitoring Systems for Non-criteria Gases . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
3.1.1 Sampling Problems for Reactive and Condensable Gases . . . . . . . . . . . . . . . . . . . . 26
3.1.2 Solutions to Sampling Problems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
3.1.3 AnalyticalTechniques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
3.2 Monitoring Systems for Particulate Matter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
3.2.1 Sampling Problems for Particulate Matter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
3.2.2 Continuous Particulate Monitoring . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
3.3 Monitoring for Metals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
3.3.1 Sampling Problems for Metals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
3.3.2 Mercury Monitoring Methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
3.3.3 Multi-Metal Methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
Chapter 4 Alternatives to Monitoring Instrumentation ............................................ 56
4.1 Parameter Monitoring . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
4.2 Parameters and Sensors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
. . .III

4.3
4.4
4.5
4.6
Contents (continued)
Parameter Monitoring Used as an Indicator of Equipment Operation and Maintenance . 58
Parameter Monitoring Used as a Surrogate for Emissions . . . . . . . . . . . . . . . . . . . . . 58
4.4.1 Parameter Monitoring as a Surrogate for Reporting Excess Emissions . . . . . . 58
4.4.2 ParameterMonitoring for Direct Compliance . . . . . . . . . . . . . . . . . . . . . . . 59
Emission Modeling - Predictive Emissions Monitoring Systems . . . . . . . . . . . . . . . . . 60
4.5.1 First Principle Models . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
4.5.2 Empirical Modeling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
4.5.3 Model Development . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
4.5.4 Model Quality Assurance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
4.5.5 Model Limitations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
Issues in Parameter Monitoring . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
Chapter 5 System Control and Data Recording . Data Acquisition and Handling Systems . 1 . . . . . . . . . . 70
5.1 Option 1: Simple Data Recording Device . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
5.2 Option 2: Plant Mainframe Computer System . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
5.3 Option 3: Commercial DAHS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
9 5 . 3 . 1Emission Data Recording . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
5.3.2 Emission Data Display . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72r’
5.3.3 Sampling System Control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73
5.3.4 Calibration Control and Recording . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73
5.3.5 Alarms . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
5.3.6 Plant Computer Interface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
5.3.7 Report Generation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
5.3.8 Multitasking . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
5.3.9 Expansion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
5.3.10 Hardware . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
5.4 Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
Chapter 6 CEM System Procurement, Installation, and Start-up . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80
6.1 Defining the Project Scope . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80
6.2 Reviewing the Regulations and the Process . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
6.3 Assessing the Site . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
6.4 Reviewing Monitoring Options . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
6.4.1 Exrractive Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
6.4.2 In-situ Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
6.4.3 Parameter Monitoring Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
6.4.4 New Market Products and Systems under Research and Development . . . . . . 91
iv

6.5
6.6
6.7
6.8
6.9
6.10
Contents (continued)
Evaluating Potential Bidders . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91
Writing the Bid Specifications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93
Reviewing the Proposals and Making a Decision . . . . . . . . . . . . . . . . . . . . . . . . . . . 94
6.7.1 Areas for Review . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95
6.7.2 A Matrix Evaluation Technique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 99
6.7.3 Normalizing the Issues . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 99
Installing the System . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 100
Approving/Certifying the System . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 101
Implementing the QA/QC Plan and Operating the System . . . . . . . . . . . . . . . . . . . 101
Chapter 7 Certification and Approval Mechanisms for Non-criteria Pollutant Monitoring Systems;Calibration and Demonstration of Performance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104
7.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104
7.2 Instrument Calibration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 105
7.2.1 Instrument Function . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 105
7.2.2 Calibration Materials . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 106
7.2.3 Direct and System Calibration Procedures . . . . . . . . . . . . . . . . . . . . . . . . 109
7.3 Demonstration of Performance; Certification and Quality Assurance . . . . . . . . . . . . 110
7.3.1 EPA Performance Specifications for Non-criteria Pollutant Monitoring . . . . . 111
7.3.2 Performance Specification Testing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111
7.3.3 Ongoing Performance Checks and Quality Assurance . . . . . . . . . . . . . . . . 116
7.3.4 CEM System Approval Mechanisms in Germany . . . . . . . . . . . . . . . . . . . . 118
7.3.5 International Standards Organization . . . . . . . . . . . . . . . . . . . . . . . . . . . . 120
7.4 Suggested Approval Mechanisms and Approaches for Non-criteria Pollutantand Application Testing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 121
7.4.1 EPA Method 301 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 121
7.4.2 Dynamic Analyte Spiking . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 122
AppendixAAcronyms . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 126Appendix B Glossary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 128Appendix C Bibliography and Additional Reading . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 133Appendix D Hazardous Air Pollutants - 1990 CAAA Title III Listing . . . . . . . . . . . . . . . . . . . . . . . . . . . 137Appendix E Units of the Standard . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 144
Appendix F Guide for Evaluating CEM System Costs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 149Appendix G Effects of Sample Matrix on Analyte Spike . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 158
V

Figures
l - l Continuous Monitoring Methods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . , , . , . 3
3- l Hot/Wet Sampling Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
3-2 In-stack Dilution Probe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
3-3 Out-of-Stack Dilution System . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
3-4 Close-coupled System . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
3-5 Close-coupled Laser Monitoring System . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
3-6 Double-Pass Transmissometer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
3-7 GasChromatogram . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
3-8 Flame Ionization Detector . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
3-9 Mass Spectrum of Meta-xylene . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
3-10 Linear Quadrupole Mass Analyzer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
3-11 Total Ion Current Chromatogram . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
3-l 2 Transmission Spectrum . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
3-13 Differential Optical Absorption Techniques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
3-l 4 Ion-mobility Spectrometer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
3-l 5 Angular Dependence . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
3-16 Side-scattering Continuous Mass Emission Monitor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
3-l 7 Typical Beta Gauge Paper Tape Monitor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
3-18 Selection Process for Particulate Monitors . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
3-19 Inductively Coupled Plasma Technique . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
3-20 Laser Spark Spectrometry . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
4-1 Uses of Parameter Monitoring in Regulatory Programs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
4-2 Operational Parameters Correlated to Emissions. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
4-3 Test Data . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
4-4 Linear Regression of Test Data . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
4-5 Emissions Calculations (PEM system predictions) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
5-l Odessa Paperless Stripchart . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
5-2 Typical DAHS System . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
5-3 Example Historical Trend Screen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73
5-4 Example Calibration Cycle Configuration Screen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
vi

5-5 Competing Demands for Processor Time . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
5-6 Custom CEM System Datalogger . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
6-l Example Flow Diagram for CEM System Selection and Implementation . . . . . . . . . . . . . . . . . . . . 81
6-2 Selection Considerations for Extractive Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85
6-3 Selection Considerations for In-situ Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88
6-4 Considerations for Parameter Monitoring Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90
6-5 Alternative Approach to Monitoring System Decision-making . . . . . . . . . . . . . . . . . . . . . . . . . . . 92
6-6 Areas for Proposal Review . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95
6-7 Cost Estimation Method for PEM System . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97
6-8 Analysis of PEM System Lifetime Cost for Two Example Cases . . . . . . . . . . . . . . . . . . . . . . . . . 97
6-9 Simplified Example Matrix Evaluation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 99
7-l Certification and Approval Mechanisms . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 105
7-2 Instrument Function of Two Analyzers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 106
7-3 Generalized Schematic of a Permeation/Diffusion-Based Calibration Gas Generator . . . . . . . . . . . 107
7-4 Use of Calibration Transfer Standards (CTS) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 108
7-5 Direct and System Calibrations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 109
7-6 Continuous Particulate Monitoring Calibration Line Specifications . . . . . . . . . . . . . . . . . . . . . . . 121
7-7 AnalyteSpiking . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124
2-l NSPS Criteria Pollutant Monitoring Requirements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
2-2 NSPS Non-criteria Pollutant Monitoring Requirements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
2-3 Example NSPS Parameter Monitoring Requirements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
2-4 NSPS Appendix B Performance Specifications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
2-5 HON Rule Example Continuous Monitoring Requirements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
2-6 Pennsylvania Specifications for Hydrogen Chloride Continuous Emission Monitoring Systems . . . . . 20
2-7 Pennsylvania General Parameter Source Monitoring Specifications . . . . . . . . . . . . . . . . . . . . . . . 21
3-l Automated Measurement Methods for Particulate Matter . . . . . . . . . . . . . . . , . . . . , . . . . . . . . 48
7-l
7-2
Tables
Existing Performance Specifications for Selected Pollutant Monitors . . . . . , . . . . . . . . . . . . . , . 112
Principal Performance Specifications for TUV Suitability Tests of Emission Monitoring
Instruments . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 119
vii

Acknowledgments
This document was developed and prepared under EPA Contract No. 68-C3-0315, Work Assignment 3-39, by PacificEnvironmental Services, Inc. (PES) and its consultants, James A. Jahnke, Ph.D., Source Technology Associates,and James W. Peeler, Emission Monitoring, Inc. (EMI), under contract to Eastern Research Group, Inc. Dr. Jahnke
and Mr. Peeler were the principal authors. Phillip J. Juneau and Laura L. Kinner, EMI, assisted with the preparation of thehandbook with Mr. Juneau writing Chapter 5 and Dr. Kinner preparing the initial version of Chapter 7 and assisting withChapter 3. The EPA project officer was Justice A. Manning, Center for Environmental Research Information, National RiskManagement Research Laboratory, Office of Research and Development. The current contact is Scott R. Hedges, alsoof the Center for Environmental Research Information, National Risk Management Research Laboratory, Office ofResearch and Development. Special thanks are extended to Dan Bivins, EPA’s Emissions Measurement Center, for thisguidance and technical support during the preparation of the handbook. Further technical and editorial support wasprovided by PES staff through John T. Chehaske, project manager. Mr. Bivins and Tom Logan, Office of Air QualityPlanning and Standards, and Robert G. Fuerst, National Exposure Research Laboratory, ORD, provided peer review forthe handbook. Lastly, Scott Evans, Clean Air Engineering; Paul Reinermann, Ill, Pavilion Technologies, and Gus Eghneim,Ph.D., P.E., Texas Natural Resource Conservation Commission, were kind enough to provide comments on Chapter 4of the document in a very timely manner. To each person responsible for the final product sincere thanks are extended.
,
. . .VIII

Chapter 1Introduction
1 .I Background and Objectives of theHandbook
This Handbook provides a description of the methodsused to continuously monitor non-criteria pollutantsemitted from stationary sources. The Handbookcontains a review of current regulatory programs, thestate-of-the-art sampling system design, analyticaltechniques, and the use of computer systems for dataacquisition and predictive monitoring. The Handbookis intended for those in industry or in government whoare charged with implementing a continuous emissionmonitoring (C EM) program for this wider range of airpollutants.
In 1979, a Technology Transfer handbook wasprepared on the topic of CEM systems to provide thedetailed information necessary for developing continu-ous monitorin g programs at stationary sources (EPA,1979). This information was updated in subsequentpublications (EPA, 1991 and Jahnke, 1993); however,the original Handbook and these later materialsfocused on the monitoring of the criteria pollutantssuch as sulfur dioxide (SO,) and the oxides of nitro-gen (NO,). Due to the successes of earlier CEMprograms, requirements for CEM have been and arebeing extended to cover a wider range of pollutantcategories such as volatile organic compounds (VOCs)and hazardous air pollutants (HAPS).
Although the installation of monitoring systems ismost frequently initiated through regulation, the useof these systems for optimizing and improving processoperations has proven to be an important benefit for
-.-- ;- __~._ ~*_-.many companies. When-accurate amissions-data-are-available, plant operators are provided with thebaseline information necessary to control operationsor to change operational practices. The net benefitfor both industry and the public is to improve opera-tional efficiencies with a consequent reduction ofemissions to the atmosphere.
1.2 Evolution of Continuous EmissionMonitoring - Regulatory Programs
Federal CEM requirements were originally establishedin the U.S. f or tracking the performance of air pollu-tion control equipment under the mandates of the EPA
--
New Source Performance Standards (NSPS). Dataobtained under this program are reported whenemission standards are exceeded. These “excessemission reports” are then used to determine ifcontrol equipment performance warrants conductingan inspection or a reference method test (40 CFR 60Appendix A, USEPA, 1996a) to determine whetherthe source is in compliance with its emission stan-dards. This program began in the middle 1970’sand after a number of years of experience, enoughconfidence was achieved in CEM systems to use theresultant data directly for the enforcement of emissionstandards (McCoy, 1986).
To withstand the rigors of litigation, CEM qualityassurance programs became necessary to establishthe continuing validity of the data. Subsequently,quality assurance requirements for CEM systems (40CFR 60 Appendix F, USEPA, 1996b) were promul-gated in 1986 for sources where the systems areused for monitoring compliance with emissionsstandards. By the late 1980’s, federal experiencewith electric utilities constructed after 1978 (theSubpart Da sources) and the stringent CEM-basedenforcement program of Pennsylvania, indicated thatCEM systems could achieve both high levels ofaccuracy and availability. For SO, and NO, monitoringsystems, accuracies of lo%, relative to the EPAReference Test Methods of 40 CFR 60 Appendix A,were common. System availabilities of 95% wereattained for gas measurements and availabilities of98% for opacity monitors had become achievable inpractice.
---.----.-----.“---.--_---,- --- ___~ ______ _.__ _The encouraging experience of these earlier (andcontinuing) programs helped to establish CEM as thefoundation for the acid rain program of the 1990Clean Air Act Amendments. In this emissions tradingprogram, emission allowances (one allowance grant-ing the right to emit 1 ton of SO1 per year) wereoriginally allocated and reserved so that a net reduc-tion of 10,000,000 tons of SO2 would be realized bythe year 2010. Allowances can be viewed as finan-cial instruments that can be bought, sold, traded, etc.CEM systems enter this picture by providing themeans of determining who has how many allowances--- how many are used up, and how many are unused
1

and available for trading. The CEM systems areessentially, the “gold standard” on which the allow-ance trading program is based (EPA 1991 b).
Stringent performance requirements were established(40 CFR 75) for CEM systems used in the acid rainprogram. As a result of these requirements and theimportance of CEM systems for tracking allowances,the systems received greater attention from uppermanagement than in previous programs. Resourceswere allocated for both purchase and maintenanceand responsibility for the systems was given to higherlevels of management. After a year of operation ofthe first phase of the program, relative accuracies of5 - 6% were common, with corresponding availa-bilities of 95% or better.
The success of CEM systems at the electric utilitieshas encouraged their application for monitoring awider range of pollutants at other types of emissionssources. Monitoring programs are well established atpulp and paper mills, petroleum refineries, municipalwaste combustors, hazardous waste incinerators, andcement kilns. At hazardous waste incinerators,stringent operating permits go so far as to require thatwaste feed be shut off when the monitors indicatethat carbon monoxide emission levels are too high oroxygen percegtages are too low. Particularly in thecase of hazardous waste incineration, continuousmonitoring data provide assurances to the public thatplant emissions are being controlled continually withinsafe levels.
The Clean Air Act Amendments of 1990 address twoother issues. One is the public concern for theemission of hazardous air pollutants, the so-called “airtoxics” (CAAA 1990 - Title Ill). Title III contains a listof 189 pollutants, principally organic compounds andmetals (see Appendix D). Depending upon rulesspecifying “Maximum Achievable Control Technology”(the so-called “MACT” standards), certain operationslikely will be required to monitor the emission of thesematerials on a continuous basis.
Title VII of the Clean Air Act Amendments refers tothe term “enhanced monitoring” (§702(b)(3)), wheresources are required to certify that they are in compli-ance with their emissions limitations. “EnhancedMonitoring” has evolved into the “Compliance Assur-ance Monitoring” (CAM) rule, where CEM systems orother techniques may be used by the source to trackits compliance status.
The air toxics and CAM rules affect a wide variety ofemissions sources. Many of these sources are small,relative to the larger industrial sources that have been
2
required to install CEM systems through the NSPSPart 60 or acid rain Part 75 rules. For these smallersources, arguments often arise that CEM systems aretoo costly, that the technology is too new, or thatextensive evaluation programs need to be conductedbefore CEM systems can be used for regulatorypurposes. However, much is known about CEMsystems. With over 25 years of experience both inthe United States and Europe, continuous emissionmonitoring for many pollutants is a mature technol-ogy. With the one time upsurge of Acid Rain CEMsystem sales in the early 1990’s, subsequent marketpressures have forced CEM system vendors andintegrators to reduce costs to remain competitive. Inaddition to the present knowledge base and marketpressures, new technologies are being introduced intothis field at a rapid pace. This combination of factorshas created an array of options for meeting monitor-ing requirements for hazardous air pollutants.
1.3 Current Status of Continuous EmissionMonitoring - Monitoring Technology
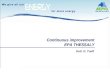
Monitoring pollutant emissions from stationarysources involves two principle functions: 1) extractingor locating a reoresentative sample and 2) analyzingthat sample: Monitoring methods in use today areillustrated in Figure l-l.
Extractive and in-situ methods are used to monitorgas concentrations directly. In the case of extractivesystems, gas is withdrawn from the stack, condi-tioned, and then analyzed. In in-situ systems, gas isnot extracted, but is monitored directly in the stackby the analyzer. In the indirect parameter monitoringmethods, plant operational or control equipmentparameters are correlated to emissions determined bymanual or instrument reference methods. To theextent that the parameter method’s validity dependson correlated data, representative sampling andanalysis are equally as important as in the directextractive and in-situ measurement methods.
The choice and design of a CEM system depends onboth the regulatory requirements and the types ofpollutants and/or parameters that are to be monitored.For example, when emissions are reported in kg/hr ortons/year, a pollutant monitor plus a volumetric flowdetermination are usually necessary. If concentrationcorrected values are required (such as ppm correctedto 3% O2 or 12% 0,), then a pollutant monitor plus adiluent monitor (02 or CO,) are required.
Different gases have different properties and some aremore amenable to analysis than others. Many well-proven techniques are available for monitoring sulfur

1 TYPES OF CONTINUOUS MONITORING METHODS 1
I’T-SourceLevel
Figure l-1 . Continuous monitoring methods.
dioxide and oxygen. However, concentrationmeasurements of metal vapors and complex organiccompounds can be very difficult to perform in fieldinstallations. With the advent of modern micropro-cessor systems, sophisticated laboratory analyticaltechniques have become available for field use atrelatively low cost. Fourier transform infraredspectroscopy (FTIRI and gas chromatographic massspectroscopy (GCMS) are two such methods thatcan be used for measurement of a wide range ofcompounds. Other techniques, such as ion mobilityspectroscopy, the use of diode lasers in opticaldifferential absorption systems, and the advent oflow-cost catalytic or semi-conductor sensors provideoptions for monitoring acid and organic gases thatwere previously very difficult and expensive tomonitor on a continuous basis.
Technologies for the measurement of flue gas metalconcentrations are developing. The partition ofmetals between the gas phase and particles providesa challenge in obtaining a representative sample andin making the actual measurement. Some metals,such as mercury, are relatively easy to monitor inthe vapor state. When metals are bound in theparticulate matter, the continuous measurement ofparticulate mass concentration can monitor an upperbound of metal emissions. Continuous particulatemass measurement techniques are well established,having evolved in Europe over the past 20 years(Peeler, 1996).
In some cases, sensors used to monitor plant orcontrol equipment performance parameters also canprovide continuous data for emissions tracking.Here, data obtained from the sensors are used in
place of actually determining emision concentra-tions. A sensor-determined value is assumed tostand in place of, or correlate to,etnissions levelsexpressed in ppm or mg/m3. This approach hasbeen used in NSPS requirementssince 1975 andmay see greater application for prGcess units regu-lated under the proposed CAM r8. Rather thanjust serving as emissions surrogates, operationalparameter data can also be incorporated into com-puter models to predict emissions, These modelsgenerally are developed by correlating parameterdata to actual source test data obtained over arange of operating conditions. Hovrever, to developa robust model, one that remains vslid under a widerange of operating conditions, the costs associ-ated with source testing may become comparablewith the actual cost of CEM instrumentation.
One of the central problems associated with moni-toring hazardous air pollutants is the lack of estab-lished or validated reference methods. Traditionally,CEM systems have been certified for use at a facilityby performing a series of wet chemical or instrumen-tal reference method tests. The tests are used todetermine the “relative accuracy,” the accuracy ofthe CEM system relative to the reference methodvalues. In the past, the effect of other gases on thereference test method results was generally wellunderstood for specific industrial processes. Collab-orative tests and years of field data have givenconfidence that the reference methods indeed givetrue emission reference values under most condi-tions.
To similarly validate reference methods for thehazardous, non-criteria pollutants has been difficult.
3

The reactive nature of many of these gases, theirpresence in gaseous and solid forms, and their lowconcentration in flue gases, provide challenges forwet chemical reference methods and instrumentalmonitoring techniques alike. Because of theseproblems, few reference methods for the hazardous,non-criteria pollutants have been established.Instead, several new approaches using referencespectra, internal standards, and dynamic spikingoffer alternative approval mechanisms.
The engineer choosing between the various monitor-ing options is of course, looking for the “best”system. However, no generic “best system” exists.CEM systems are application dependent; dependingupon regulatory requirements, pollutants to bemonitored, location restrictions, flue gas conditions,ambient conditions, and manpower and managementconsiderations. Cost is a factor in choosing asystem, but low cost should never be the singledeciding factor. In the end, the b& system will beone that can analyze a sample representative of fluegas conditions, one that meets all regulatory require-ments for accuracy and precision, and one that haslow capital costs and low maintenance require-ments.
When choosing between parameter surrogates,predictive systems, or CEM systems, cost can beviewed from a different perspective. When appliedto market trading programs, the value of an emis-sions “credit” or “allowance” may be related to howthe credit is determined. Credits determined withsome uncertainty may be worth less than thoseobtained with more certainty. In the end, the costassociated with the monitoring method may becounterbalanced by the consequent value of thedata.
The decision-making process for choosing a CEMsystem can become very complex (White, 1995).All of the decision factors for the “best” system are,of course, relative. For example, a 10% relativeaccuracy may be important for a trading program;however, a 20% relative accuracy may be adequateif normal emissions are at a 50 ppm level when theemissions standard has been set at 200 ppm.Monitoring costs may not be a significant factorwhen facing $25,00O/day penalties for noncompli-ance, but a small manufacturing facility may nothave the capital or manpower necessary to maintaina complex electro-optical monitoring system. ThisHandbook has been prepared to provide informationthat can assist the decision-maker in choosingbetween the variety of available monitoring options.
4
1.4 Organization of the HandbookThe Handbook is organized in a manner that allowsthe reader to proceed from a logical progressionfrom implementing rules, technical evaluation,system purchase, and certification. The objective ofthe Handbook is to provide the reader with theconceptual’tools and detailed information necessaryto make informed decisions with regard to themonitoring options available.
l The implementing rules through which CEMsystems are required to be installed are ad-dressed in Chapter 2. This chapter containsa discussion of various regulations and moni-toring programs to assist in evaluating non-criteria pollutant monitoring programs in thecontext of established regulatory concepts.The chapter provides a review of existingrequirements, emphasizing those where non-criteria pollutant monitoring is required.
l .Current monitoring instrumentation is dis-cussed in Chapter 3. The authors focus onthe dependence of the sampling system andinstrumentation on the pollutants to be mea-sured. Reactive and condensable gases,particulate matter, and metals present spe-cific challenges. Due to the special samplingrequirements for non-criteria pollutants,sampling systems are addressed separatelyfor gases and particulate matter. The analyti-cal techniques used in analyzers designed formonitoring HAPS and particulate matter arepresented.
l Non-traditional methods of monitoring sourceemissions, focusing on the parameter (surro-gate) monitoring and predictive monitoring(modeling) methods, are addressed in Chapter4. Advantages and disadvantages of themethods and the concept that the combina-tion of CEM instrumentation with modelingmethods makes for a powerful tool for bothmonitoring and process control are advancedin this chapter.
l An important subsystem associated with anymonitoring program, the data acquisition andhandling system, is discussed in Chapter 5.The state-of-the art of CEM system dataacquisition, control, and reporting systems isreviewed in this chapter. It provides a reviewof the various options available and how theyfit into the total system package.

. Common sense approaches to choosing amonitoring system, emphasizing the relation-ship of the type of CEM system or monitoringtechnique to the application, are discussed inChapter 6. This chapter describes whatinformation is needed prior to writing thetechnical specifications, how to write atechnical specification, and how to evaluatebids received.
l Certification and approval mechanisms thatcan be used for validating non-criteria pollut-ant monitoring systems are addressed inChapter 7. Mechanisms are necessary toprovide assurances that the installed systemwill provide data that provide a degree ofrepresentativeness, accuracy, and precisionconsistent with regulatory specifications.Approval procedures specific to advancedmonitoring techniques are presented. Issuesinvolved with multi-component systems (suchas FTIR and GCMS), where many compoundsmay be measured concurrently or sequen-tially, are discussed with respect to proce-dures that may be required for demonstratingsystem and analytical performance both onan initial and continuing basis.
References
Jahnke, J. A. 1993. Continuous Emission Moniror-ing, Van Nostrand Reinhold, New York, NY.
McCoy, P. 1996. “The Use of CEM Data in SubpartD Enforcement” in Continuous Emission Monitoring -Advances and Issues, Air Poll. Control Assoc.,Pittsburgh, PA.
Peeler, J.W., Jahnke, J.A., and Wisker, S.M. 1996.Continuous Particulate Monitoring in Germany andEurope Using Optical Techniques. ConrinuousCompliance Monitoring Under the Clean Air ActAmendments. Air 81 Waste Management Associa-tion, Pittsburgh, PA. pp 208-220.
U.S. Environmental Protection Agency. 1979. Con-tinuous Air Pollution Source Monitoring Systems,EPA 62516-79-005.
U.S. Environmental Protection Agency. 1991a.APTI Course 474 - Continuous Emissions MonitoringSystems, EPA 450/2-g l -006A.
U.S. Environmental Protection Agency. 1991 b.Acid Rain Program: Permits, Allowance System,Continuous Emissions Monitoring, and ExcessEmissions; Proposed Rule, 56 FR 63002.
U.S. Environmental Protection Agency. 1996a.Code of Federal Regulations - Standards of Perfor-mance for New Stationary Source - Appendix A -Test Methods. 40 CFR 60 Appendix A, WashingtonD.C.
U.S. Environmental Protection Agency. 1996b.Code of Federal Regulations - Standards of Perfor-mance for New Srarionary Sources - Appendix F -Quality Assurance Procedures. 40 CFR 60 AppendixF, Washington, D.C.
White, J. R. 1995. “Survey Your Options: Continu-ous Emissions Monitoring,” Environmental Engineer-ing World, July-August 1995. pp 6 - IO.
5

Chapter 2Implementing Rules - Requirements
for Installation of CEM Systems
A discussion of various regulations is presented in thischapter to help the user evaluate non-criteria pollutantmonitoring programs in the context of establishedregulatory concepts. A review of current require-ments, emphasizing those where non-criteria pollutantmonitoring is required, is also presented. Monitoringregulations now being developed are discussedbriefly.
The information contained in this chapter is intendedfor those that are new to the field of continuousmonitoring. Understanding the evolution of existingmonitoring requirements and the interrelationship ofdifferent regulatory programs is especially importantin the developmen\ of new monitoring programs. Thefollowing sections illustrate a range of monitoringapproaches,c quality assurance requirements, andregulatory uses of continuous monitoring data. Thisbackground information will be helpful in establishingand negotiating monitoring requirements for non-criteria pollutant monitoring programs.
2.1 Clean Air Act, RCRA, and Other FederalMonitoring Requirements
Federal pollutant monitoring requirements for air emis-sions are contained in regulations developed underseveral different statutes. Most notably, monitoringrequirements are included in several different regula-tory programs developed over the last twenty-fiveyears under the Clean Air Act (CAAI. These haveincluded new source performance standards, nationalemission standards for hazardous pollutants, and theacid rain program. Also under the Clean Air Act au-thority, the EPA has established federal requirementsfor states to adopt and implement pollutant monitor-ing programs in State Implementation Plans designedto achieve conformance with ambient air quality stan-dards. These requirements are contained in Part 51.
Air pollutant emissions from sources that burn hazard-ous waste’ are regulated under federal regulationsderived from the Resource Conservation and RecoveryAct (RCRA). Proposed revisions to the hazardous
6
waste combustor regulations combine the CAA airprogram requirements and RCRA requirements into asingle set of regulations for these sources. Air pollut-ant emissions from sewage sludge incinerators areregulated under Section 503 of the Clean Water Act.Emissions of radioactive materials are not describedhere.
2.7.1 NSPS RequirementsEPA regulations contained in 40 CFR 60, “Standardsof Performance for New Stationary Sources,” (com-monly referred to as NSPS) apply to selected catego-ries of stationary sources of air pollution for whichEPA has developed specific regulations to limit emis-sions of criteria pollutants and certain designatedpollutants. Over the past 25 years, the EPA has de-veloped NSPS regulations for more than 68 sourcecategories. In most cases, these regulations onlyapply to sources above specific size thresholds andfor which construction began after the date of theproposed regulation. NSPS regulations limit emissionsof criteria air pollutants including particulate, SO,,NO,, and CO. Emissions of volatile organic com-pounds (VOCsI also are limited because of their rolein photochemical reactions resulting in the formationof ozone in the ambient air. Other non-criteria pollut-ants that are regulated directly or indirectly underNSPS include total reduced sulfur compounds (TRS),hydrogen sulfide (H2S), and hydrogen chloride (HCI).
NSPS regulations are designed to require the installa-tion and proper operation of “best demonstratedcontrol” better known as “Best Available ControlTechnology” (BACT) to minimize emissions of pollut-ants. In general, a performance-based approach hasbeen adopted whereby an affected facility can chooseany method of pollutant reduction provided that thesource operator can demonstrate compliance with theapplicable emission limits by conducting performancetests. In most cases, specific test methods or moni-toring requirements for conducting the demonstrationof compliance are detailed within the applicable NSPSregulations. Where possible, the same methods thatwere used during the standard setting process to

determine the level of pollutant emissions correspond-ing to BACT are also used to demonstrate compliance.In this way, the uncertainty (bias and imprecision) ofthe measurement method and the averaging period ofthe applicable standard are taken into account. Be-cause of this approach, the exact test methods andmonitoring procedures used for compliance demon-strations are of great importance. Test methods arefound in Appendix A and Performance Specificationsfor continuous emission monitors are included in Ap-pendix B of 40 CFR 60.
Many sources subject to NSPS particulate emissionstandards are also subject to an opacity standard. Forthe most part, compliance with the opacity standardis determined by a trained human observer in accor-dance with EPA Method 9. Continuous monitoring ofopacity of emissions is required for certain sources.NSPS regulations adopted since the 1977 Clean AirAct Amendments have prescribed “percent removal”requirements in addition to emission limitations forcertain sources. In some cases, continuous emissionsmonitoring is required to demonstrate compliance withpercent removal requirements.
2.1.1.1 “Proper O&M Monitoring” versus“Compliance Monitoring”
Initial NSPS regulations required the use of specificmanual test methods for demonstrating compliancewith particulate, SO?, and NO, emission limits. Me-thod 9, Visible Emission Observations, was specifiedfor determining compliance with opacity standards.CEM requirements for large boilers (heat input r 250million BTWhr), sulfuric and nitric acid plants, andnon-ferrous smelters were included in NSPS regula-tions promulgated in December of 1971. The dataprovided by these monitors could not be used to de-termine compliance with emission limits but wereused instead to determine if a source was “properlyoperating and maintaining process and control equip-ment in a manner consistent with good air pollutioncontrol practices” as is required by 60.11 id). Thisregulatory application of continuous monitors hasbecome known as “proper O&M monitoring.” Moni-toring results have been used to enforce the require-ment of 60.11 (d). These monitoring results have alsobeen used as a trigger for other activities such asagency source inspections, visible emission observa-tions, or requiring additional compliance demonstra-tion tests. The EPA expanded this regulatory applica-tion of a CEM system to other source categories insubsequent regulations. Today, opacity CEM systemsare by far the most widely used monitoring techniqueat NSPS sources. They remain as tools for enforce-ment of the general 60.11 (d) proper O&M monitoring
requirement rather than for direct determination ofcompliance with applicable opacity standards.
Subsequent to the 1977 CAAA, NSPS Subpart Dawas proposed and later promulgated after litigation.Subpart Da applies to large electric utility steamgenerators constructed after Sept. 1978. It requiresthe use of a CEM system for the continuous demon-stration of compliance with SO* and NO, emissionstandards and SO2 percent removal requirements.Compliance with these requirements is determined ona thirty-day rolling average basis. Subpart Da require-ments include explicit minimum data availabilityrequirements and also impose additional quality assur-ance requirements for SO2 and NO, CEM systemscontained in Appendix F, Procedure 1 of Part 60.Since the promulgation of Subpart Da, continuouscompliance monitoring applications of SO1 ‘and NO xCEM systems have been promulgated for other largeboilers, municipal waste combustors, and severalother source categories.
2.1 .1.2 Summary of NSPS Criteria PollutantMonitoring Requirements
A summary of the NSPS criteria pollutant continuousemission monitoring requirements is presented inTable 2-l. Diluent (0, or COz 1 monitoring that isrequired to convert pollutant concentrations to unitsof the applicable standard is also indicated fordifferent source categories. The compliance averag-ing period for CEM data is shown for those sourcecategories and pollutants where monitoring data areused to demonstrate compliance with emissionstandards. The time period for determining andreporting excess emissions is shown for other moni-toring applications. The reader is cautioned thatexemptions and exceptions affecting many sourcesare detailed within the regulations for some sourcecategories. The actual Part 60 regulations should beconsulted for additional information, specific exemp-tions, averaging periods, reporting requirements, andother information.
2.1 .1.3 Summary of NSPS Non-criteria PollutantMonitoring Requirements
A summary of the NSPS non-criteria pollutant moni-toring requirements is presented in Table 2-2. Exist-ing non-criteria pollutant monitoring requirementsaddress emissions of volatile organic compoundsWOCs), total reduced sulfur compounds (TRS), andhydrogen sulfide (H,SI monitoring in petroleum refin-ery fuel gas. All of the NSPS non-criteria pollutantmonitoring applications are used to ensure properoperation and maintenance of source process andcontrol equipment. Emissions exceeding specific
7

Table 2-1. NSPS Criteria Pollutant Monitoring Requirements
Compliance Aver- Excess
Subpart - Pollutant and aging Period For Emissions
Effective Date Source Category and Type Diluent Monitors CEMS DATA ReportingPeri&
D - 8/l 7l71 Fossil Fuel-Fired Steam Generators s., a”d NO, (& or ~~~ 3 hours
> 250 x IO’ Btulhour heat input,. .A, i... . . . . . . . ..~......,:.:.~,~.~.~.~.
CO, as diluent)‘:.::‘:.:.:‘:‘:‘.....:.~x: :.:.:.:.:.:.,:::$.:.:.:.:::$ “ii:::::::j:ti81:::::::::i.~.~.T.:...:.:.:.~:.:.: .,.,. :.:+: . . . . . . __, ,, ,_. ../..... s... .,.,.,.,. ._,.,_.,_(,,,,,....... .A... ..A. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .:.:->:.:.:.:.:.:.:.:.:.: .,.,.,.,.: ._.,.,.,.,.i,.,_.,.,.i,.,. .,.,.,.,.,._, (_,
Opacity i~i~si~~~~~~ 6 minutes:~:.:.:..r....;..... . . . . . . . . . . . . ..i.. ._.Da - 9/l 8l78 Electric Utility Steam Generating SO, and NO, emis- 3&day rolling a”-
Units $ 73 MW (250 x IO’ Btu/hour)
~~~~~~
sions, SO, percent erage (boiler oper- ~~~
heat input removal (0, or CO, ating days)i2i(iliiiiIii#il~~~~~~~~~~:~~~~~~~~~::::::::::i:!:!:~1:i:i:~:~:~~~~~~~~~~~~~~~
as diluent)i::::::~:::::::::::::::::::,:,:.:.:,:.~:.:.;.:.:,:.:.:,:::::::::.:.:.:.:.:.:‘.:::::;;:::::::::~~.~.:~:~~:~:i:#:~:~#:#:~:~i:::::::::::::: :.~.~,:.~.~,~,~.:.:,:
Opacity riir!rif~~~~~~~~~~~~~~~~ 6 minutes:.:.:.:.:.:.:.....:....r.......,....... . . . . ..i... i..,..., . ..A.. .., ,,Db - 11 t25l86 Industrial-Commercial-InstitutionalNO, 6/I 9184 Steam Generators >29 MW
(100 x 10’ Btu/hour) heat input removal (0, or CO2 ating days)
DC - 619189 Small Industrial-CommerciaI-lnstitu- SO, emissions,tional Steam Generators >2.9 MW < SO, percent remove
29 MW (10 to 100 x IO’ Btu/hour) al (certain sources) ating days)heat input (0, or CO2 as dilu- I.... L...,.....,.,.,...,.,.,...,...,...,..... ,...,...,.,.
ent)i::::::::~,~::::::::::::::::::::::::::::::::::::::::::~::.:.:?:.:.:.~:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.~.::,:i::::::::::::l:::::::.:::::::::::::::::::Q:::.::...~
Opacity :~:i~il~~,1::ij#ii~~~~~~~~~~~~~~~~ 6 mi&tes‘.I’.. . . . . . . . I... A.... ../...._:.:.:.:.:.,.......r.. . . .._. . . . . . . . .i..........,.. ., .:’ “‘.‘.._,,,.,,,,,,,,,,,,(,,,,.,C ,,,,,,,,Ea - 12/20/89 Municipal Waste Combustors >250 SO, with 0, as dilu- 24 hours ~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
:.:.:.:.:.:.:.:.:.:.:.:.:::::::::::(:i:::::::::::::;::tons/day ent, SO, percent ::::::::::.:.:.:.:.:.:.:.:.:,: .,.i_._.,,i,.,.i,.:.:t.:.::::::::::::::::,:.:.:::::::ii:::::,::~~~~~~~~:,,,,,,,,::::::::::::::::~1:~:~i:~:~:~.~~~:~:~:~:~:~:::::::::
removal (certain:s.:.:.:.:~::::.:.~...~,~.:,~.~.~.~,~.~,~,,.~,~,~.:.~,~,~.~:~:~$i:::::::::::~:::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::j:::::.::::::::::::::::::::::. . .
sources)..,.,..,A.. ,......v_. .. . . . ..<...r . . . . . . . . . . . . . . . .
NO, emissions with 24 hours0~ as diluent
::::i:::d:::::::~:::::~:~~~:~:~:~:~~:~~~:~::“:.:.~:.:j::~:,:::~:,:,~.:.:,,,:,,.:,, ,):.:.::):‘ii~:~::::::::::,:::::~:::::::::::::::::::::~::::::.i......., .A...... ..,., .v ..,.,..A ...A... ..A . . . . . .CO with O2 as dilu-ent
4 hour and 24 hour ~~~periods :.::::::6k:::::j:::::::::::::::::::::::::::::::::::::::::~:::::::::~:::::::::::::::j::::::::::::::i:j:::::::::
Opacity. . . . . . . . .‘~~~,~~~~~~~~~~~~~~~ 6 minutes:,::::::.:.:.:::::::::.:.::::::::::.:::::::::.:.:.: .,,,.,.,,,,,
= - 8/I 7/71 Portland Cement Plants Opacity ~~ 6 minutes::::::::::::::.:.:.:.:.: .......,.......,..l,.,. :.:.:.:+:.:.: .,.,.,.,.,.,.,.,.,.i,.,.,
3 - 8/l 7l71 Nitric Acid Plants NO, emissions_...,._....._,./,,,,_ :.... ,/. .,/.:iii-::~~~ 3 hours:,: :,:‘::::::.:.:.:.:.:.:.:.:.:.:.:.:.:.:...:.:.:.: .,.,._.,.(,.,,(, _,:.:.:.:.:...:.:.:.:...:.:...:.:.:.:.:.:.:.:.:.:.:.:.:.:...:,:...~,:,~.~.:,:.~,~,~,:..,:.
-i - 8/I 7i71 Sulfuric Acid Plants SO, emissions.,._...,._..,,, :::::,...~~~~~~~~~~~~~~~~~~~~~~~~~~~~~::::::::::~:::::.,:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:,:.:,:,~ :.,,_,,,,,(.,.,.,,_,i, 3 ,., c u rs
(0, or CO, moni-tors or other pro-cedures to calcu-late emissions)
J-6 /11/73 Petroleum Refineries
Fluid Catalytic Cracking UnitRegenerators
So2 emissions SO2 T-day rolling aver- ~:~~~~~~. .““““:::::::::.:.:.,..:.:.:.:.:.)):q:removal, sulfur age
:::i:::3i:i:i::::::::::::::::::::~::::.::::::::::::::::~:~i81::::::::::I~:~~:~~:~:~~:~~:~:~~:~:~~:::.~:.:.:.:.:.:.:.v... :.:.:.> ,.,.,..:.C:,:.i:oxides (certain
:.:.:.~,j~,~,~,~,~.:,~.~.~,~~:~:~:~::::::::::::‘.‘A,, . . . . . ..A. . . . . . . . . . .. . ...,..~.~,:.:.:.:.:.~.~(.ii:~:~:~~:::::::::::::::~~:~:~~ :,:, :_ ::::::::: ::::::sources)
ii(x~~:~.~~:~:~~~~:~(i::i~~:~.~:~::~::~:::~:::::::::::~:::::::::::::::::::::::~Opacitv
. . .,...~ 6 minutes
J - 6/I II73 Fuel Gas Combustion Devices SO,with O2 as dilu- ~~ C&hour rolling
ent, (HIS in fuel. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. ..~................i~::is!:~:I:i::,ii:~~~~~~~~~~~~~~~~~~~ average:‘-:.:.:.:.:f.:L.:.:.:.:.:.~....:.:.:.:.:.:.:.~:.:.,.: .,.i_.,_i,.,.,.,.,.,.,.,....
gas as alternative):Zi:~:)~.~:i:!:I:i:!:3~:~:~~:~:::::::::::::~.:::::::::::::::::::::::::::::::::::.:.:. :......:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:,:.:.:,:,:,:.:::::::::::::::,:.:,::::::.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:.:,:.:.:,:.: .i,._.,.,.,.,
8

Table 2-1. Continued.
sE
J
J
F
F
1
I1
1
I
/
,.- -
iubpart -iffective Date Source Category and Type
Compliance Aver-Excess
EmissionsPollutant and aging Period For
Diluent Monitors CEMS DATAReporting
Periorl
- IO/4176
I- 1 O/4/76
Claus Sulfur recovery Plant > 20LTD* with oxidation control systemClaus Sulfur recovery Plant > 20LTD with reduction control system
SO, with 0, as dilu- iiii~gii~::~~~~:~~~~~ 12 hours
ent:...>:.:.:,..:.:.> .+:.::::; ::I ~:~:.i::.i:~:j:,i:iii,~~~~~~:~~:~::~~:~,~~~:~~~~~~:~:::~~~,~.~:~:~:~:~
TRS with O2 asdiluent or dilution
J- 10/16/74 Primary Copper Smelter. .
Dryer Opacity::., j:.::::::: :::,: j::,,::: j,:,,: ;, :,* :,; i . . . . . . . . ..i...i.., /. ,...,.,., ,.: ~ ,:,,,: r,.:::: :.:,~.:....::.~ .-:, ,:.:..i;:+ :.‘t.::‘i:; I:ISC.,. .,. .,.,. ., ,.,.: i.: :..i :. ,: . . . /.. . . . . ..‘.‘::.:.,. >:::::::::: 6 minutes
Roaster, smelting furnace, and cop- SO,. . . . ..I.. i... ./.. :.:.:...y y+:c.::t:f:,:~&hour period ‘~:~~9~~~~~~~~~~::::::::,::~.::::::::::ti::::::.:::::~::::::::::::::::::. . ..‘-‘1’.
per converter,.i, . . ..A. ,..,., i_,.....,._...,.,.i,.l::::::~:fi:jf:::::::.:.:.:.:.:::::::::::::::::::::::::::::::.:.:.:.:.:.:.:.:.:.:.::.:.: . . . . . . . . . . . . . . . . . . . . . . . . .
.:.::.:.:.:.:.:.:.:.:.:.:...:.:.:.:.:.~:.:.~:~.~:::;~ .,.,j:.:,,,, ,,,,,,;,(,~.~., n .:.. .:.: ..i.... :.:,: .:: :,:.: :. :.:,:.:,, :::. .,‘(: :.i:,,;, ,;:, ::,::i:::l ,..... . . ““‘.” ‘. ‘.’ ”. . . .i - 10116ff4 Primary Lead Smelter :::::::.::::::::::::::::::::~::.:::~:~:::~:~~~.::~:.:.: 2: :.:.:.:.), :.:.:,:.: :.:. .‘,>:.:.:.:,:,..:.: .,., .,\./_., ..,.(,.,.., _,.:.:.‘:.‘.‘.: :. ;::Y+x.:,: .,:.: :: ..:..,..:.: :.:.;.:.:...: :.:.~.):...:.:,:.:,:, :::::::::::::::,::::;::.: . . . . . . . :+:::i:j
. . . . . . . . . . . . . . . . . . . . . . . . . .,.,.i.,.i,.,.,. .,.,.,.,.,.,.,,,, :.:.:(.):,:.:.:,.,::::~:.:.:...:.:...:.::...::., .:.:.:.:.:s.:::::;::::::.:.: ..i. :.:.: ..:.: :,“‘,:,:.:,::::::::::::::::.:.::~i’:.‘.:.~:.~::.:.’.’.... ...... ,........ ‘.‘.‘.:.:.:.:...i...-.......~:.:.:.:.~.... . . . . . ..i . . . . . ..Y..... . . ..IBlast furnace, dross reverberatory Opacity
:: i-:: i;::::: :;:; :;.; i:::;::: :~:::is::i:i:,:i(:#:~:~.,: :.:.: :::;:j:&::.:.:.:.: :.:,+j ;,: ,:: :.::,:::.::;:,‘.‘::‘..: ‘L:.:.‘.:.:.::.’ )‘. .:.:.:.:.::.:.;.:.: 6 minutes
furnace, or sintering machine dis- . . . .‘. ..,.... . . . . . . . . . :(.:...,. ,.,.,, ,.,...I’: . . . . . . . . . . . . . . . . . . . . . . . . . . ...> . . . . :.:i:::::i:::.::s:;:i.i ..:.:; : >,.: ; >:.,:,::.:: :,:.: ::;.::y:;:. . ..i ~:.~ :.:.:.::‘:.:.(,,,,;,,,,,,,. . . . . . ..,, ,._,.,.,.,.,
charge: j.:::..: : :.: : ;,.: :, .: ::: :.:; .;:.i; ::y::::; j: ; .,.i,.,.,.i,.,.(.,.,.i ..I._: . . . . . :..:::::.:.,....: . . . . .:. . ...::. ..,. :.:...:.:.‘,:( ).,. ::::::::‘:::p:::::,.. .:. . ._,. ./ .,.
.‘.‘.‘.:.: . . . . . . ..,.,. .((.,.,.Sintering machine, electric smelting SO, 2-hour period
. . . . . . . .A.. .A...,..:1:~:::::::::t::::::::i:~~:~.~~:~.~~:~:~:~:~:~:~,:~:iiiria:gX~niii~~~~:~~~~~~~~~~~~~,~~~~:~furnace, and converter
,.... . . ..i . . . . . .‘,.,.,.,..‘,‘.‘,.,~‘, ):,:: ,:::::::!I:~,liiS~s:ri:n:is::~:~: :,:. ~ :.:.:.A.. . . . .A...... . .\.. i.....
Opacity!: - 10121/74 Ferroalloy Product Facilities, sub-: . ..> .A. ‘.:.-:.:i :.‘.: : :.: :.:.’ . . . . . ..‘i...... . . ..: : ,.I 1.: ,i’:‘,i,:,i,i,i,~:~~::::::.:. i: . . . . :..: ((,,,.,,,, ,:,:, ,. .,..
“. .:.:...:.::.::.:.:...:.: :,:.....i... :.;:,,::: :,:,:,:.:.:,::,:,: :,:,.,. . . . . :.: ..:.:.:: :,. :.::,:.; . . 6 minutes
merged electric arc furnaces:.. . . ..L. . . .,.,.,...,. .:.::-:::,:.::::::.:.i:.::::::::::.:. . . . . . . . ...“...‘;;:::.:-:. .. . x.:.::::::.‘.:: . . i........ . . . . ) .,,. .,.> .,. .,...,., ,.,.,.,.
. . . . . . . . . . i... ..i. :. : :,::. ::y:::‘::,: :,I:‘:;c~:::::::::-.’ ” ” ““-P. . . . . . . . . . . . . . . . . . . . ,.... .:, . . . . . . . . . . .._..4A - 10/21/74 Steel Plants-Electric Arc Furnaces Opacity ::.g:; j$ ~:~i;~~~~~~,~~: 6 minutes
and Argon Decarburization Vessels/. . . . . ..I i . . . . . .. . .
:o 8/l 7183.,., : .(... I:i:::1:~:I:l:1:~i:i::::’ x.:x.- :.::~:;:‘:;.~:.;:~.‘::,::‘::>~:‘.~ .::$~ :,:::: ::::::isI.‘: .: ..:. .‘.) .: :...:.:: :. : :.:.. . . . . . ,...,.. . . . . . . . . . .,.,. ,. . . . . . .
(exceptions for certain controls) ., >,.. :,:. (, :.::.:::.;:;:: i:.:.:; i:::~:‘:‘E’:i:‘:j:,:::.::,~::~~:,: ::’::y>: >: .::.y,: .::.::.:.:::. I. :+..::.: . . ..i ..:.:.:,:.:.;.:.:...:.~.: .A.,. ., ,.,.,. : ,.4aa - 8/I 7183 Steel Plants - Electric Arc Furnaces Opacity
,,__ ,, ,,,,,,,, .:.. :,.. .> . . .:.:.:. . . . . . . . . . . . . . . . . . .: ::.. :: . . . . . .:::+:;: :::::.; ::,- :.:,::.,::‘:.;.i:.:~;~: :i;:x: .. . 2.. . .: .: .,..: .,.,., ‘: .,.. :.. .,....... ,......... 6 m 1 n utes
and Argon Decarburization vessels:.::.j ,:, j::y . . ,‘:... .:.:. . . . . . :.:.: ..yjj,:. j::: :. :‘::::.:$ :.:,:.,: .\. ::..y: .,.,..,., .,.,.,. . . . . . . . .:.:..:.: ,,-.::.,.,. :.:. ., ,.,. ., ,. . . ,,,. :.:.: 2.. ::..A.: ::.:: ::.:.:x~::::
(exceptions for certain controls):.:,: :.:.,:. :..,:.:.: :: :: .,.,.: :.:;.‘:‘.>:.::: . . . . . ::.:.::::j:::.j :.,,:.:...: :.: . :.: ._........““::):.:.: . . . . . . . . . . . . . . . . . . . . . .. ..L/...,::.!ij:!ij.!:i:i:::i’:‘::i:i: :; .~.:~:>‘.‘.:,:,:. ,: $.:::jjj:: :.:::j
BB - 9124/76 Kraft Pulp MillsRecovery Furnaces
CC - 6/l 5l79 Glass Manufacturing PlantsHH - 5i3i77 Lime Manufacturing Plants, rotary Opacity
.: : ,: : .:y : : .:.::.::‘::.>:.;:,:;.;.~.;.; .:; :: :.j,., ,::, ::.j.:;.:. : . . i:: ‘. .,.:::. ,: ,.: ..: ,.,..,,:,: :::..::::::‘:.:::::::...:..,:., : : ., ,. .,.,. .,. .,., .j,.,.,.,.,.i, ( ., 6 minutes..:,.j j:.:::: :.; .,:,:.,. ~.’ .Y. ..:.. .: : >;:,:::, ::::;::j:,:,:; ,:.:.:.:.:.:.. :...:.:.:.:.lime kilns
.:.:. .:.: . . . . ..>y....,.\. :,:,,.:.y.~::..;>:.:. :,::x,.:., ,.:: j.,:::.:.: .,.,:, :: .,.,.........,:...>>.::::‘::,: .;, :.:j.:::.: . .
NN - 9l21i79 Phosphate Rock Plants, dryers, Cal- Opacity:::.::.:;,;,:: . . . . . .. .. . :,.....: ,... ‘,:::::,::‘.“~::::‘:,.~. i ..::::: : :::, :::y: :’ :.:..t .A,.. :: ..:.: :.,.:....:.:.: 6 minutes. . . . . . ., . . ,.. ., . . . . . . . . . . . . . . . . .., ,., . . . .,... . . .
ciners, and grinders+:s ::-> :; ;::+:::.:’ :;;,: .,. . . ::::::.::. i:::.::‘.:i:::.:$;ii::;.+l,:,:F;, :::y::j i.::::::i,‘i.ic:i:,:‘::::,:~~~:~:~:~~:~.~~:
LLL - It20184 Onshore Natural Gas Processing, velocity lalso so, .:‘::i:i:i:\,~i’:“~~%‘~~:~~:~:~~,~:~~ 24 hours. . . . .::...:: ,.,. :...: . . . . . i. . . .. . . . . . . . . . . . . ,... . . . . . : ..>:. ,...,
sweetening units if oxidation controli..:.:.-. ) .::.::..:.:.)‘.:.~:.: .,.,..... :.:.:,:.::.‘...:.:.~.: /... :.y.:. . . ,... :...‘(.(‘( i : . . . . ..:.:.:.:.:.:...::...:.:.:.:.. :,:.::.:.:.:.i:.:.: .,:.,. :...:.:...:.:.:.:: . . ...) .:.:...:.‘,....:,:.:.~~. ii. . . . . . . . .., . . . . . . . . . . . . . . . . . . . . . . . . . . . . .,.,., .:.:. .:.::. ,..:: :.:::::::::>:
system or reduc-‘. (,, .,.,.: ..:,..:.:.: ):.‘.:.) .:...:... .: .,.,.,.,.,.,.,. .,:,: ,:.,,:,:,,. ::: ,:::: ::::::.:: i.i::~i:::i::::p:::,:: j::: ::::.::‘.::::,x:.:.:...:.:.:.: :.:.,.,. . . . . . . . :. .: ,. ..:...:.,.;::.:,:j
tion control system li~~~~~~c,~~~~~~~~.,.,.,...,. .,.,. ., ,. .,. .,. .: ..)I . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
followed by inciner- :iii~:i~:~~~~~ii’f:.i;.liiiii:iiii;i
ator is used).‘...... . . . . . . . . . . . . . ..i_L... . . .-,.,.:,../ ,/ ,,.~,.:(.:...:.:...:.::. i. . . . . . ..i.... . . . . . . i./. .A::: : _....:,:,: :,:,-.:. :: :::: :::::,:.::, :‘:.::~~x..:‘:~ :..::*:::j. j:: .:...:...:.:.:.:...:.:.:.: . . . . ..( ~.(.
IjLjii T&23786- - _-- - --- - - --:--- -
CalcineZZrand D~eZnMi;ieral In--.-~ .
Opacrtydustries (with dry control devices)
l LTD = Long Tons per Day
9

Table 2-2. NSPS Non-criteria Pollutant Monitoring Requirements
Subpart -EffectiveDate Source Category and Type
Pollutant andDiluent Monitors
ExcessEmissionsReporting
.rod
J Petroleum RefineriesJ - 6/l l/73 Fuel Gas Combustion Devices H2S in fuel gas (as alternative 3-hour roll-
to SO2 with O2 in emissions) ing averageJ - 10/4/76 Claus Sulfur recovery Plant > 20 LTD with TRS with 0, as diluent or dilu- 12 hours
reduction control system tion sampling system with oxi-dation and SO, with 0, asdiluent
BB - Kraft Pulp Mills - Emissions from recov- TRS with O2 as diluent 12 hours9124176 ery boilers, lime kilns, digester system,
brown stock washer system, evapora-tor, and condensate stripper systems
DDD -9/30/87
Carbon absorbers v o c 3 hoursCondensers Temperature or VOC 3 hours
FFF - Flexible Vinyl and Urethane Coating v o c 3 hours1 / 18183 and Printing - Rotogravure printing lines
with recovery unitsIII - Synthetic Organic Chemical Manufac- Specified parameters or 3 hours1 O/21 /83 turing Industry - Units with air oxida- VOC CEMS
tion reactorsLLL - Onshore Natural Gas Processing, velocity, (TRS and/or SO, as 24 hoursl/20/84 sweetening units alternative for certain
sources)000 - Petroleum Refinery Waste Water Sys- v o c 3 hours5/4/87 tern - Units with carbon absorberssss - Magnetic Tape Coating Facilities - Units VOC inlet and outlet streams 3 hoursl/22/86 with carbon absorbers for certain sourcesv v v - Polymeric Coating of Supporting Sub- VOC inlet and outlet streams 3 hours4/30/87 strates - Units with carbon absorbers for certain sources
levels are reported as “excess emissions.” The mon-itoring results from these applications are not usedto determine compliance with emission standards.Other designated pollutants such as HCI are regu-lated in Part 60 because of potential welfare impactsresulting from emissions. During the development ofthe Subpart Ea for municipal waste combustors, theEPA considered including an HCI continuous emis-sion monitoring requirement. However, the final rulerelies on annual HCI emissions tests in conjunctionwith the continuous demonstration of SO, removalefficiency to control HCI emissions. In this case, thecontinuous monitoring of SO, emission levels up-stream and downstream of the acid gas control de-
vice serves as a surrogate for the direct monitoringof HCI emissions.
2.1.1.4 NSPS Parameter MonitoringRequirements
Many parameter monitoring requirements are in-cluded in NSPS regulations with measurement fre-quencies ranging from monthly to continuous. Se-lected NSPS parameter monitoring requirements arepresented in Table 2-3. Similar requirements arecontained in the applicable regulations for manyother source categories. These and other NSPSparameter monitoring requirements are necessary fora variety of purposes.
1010

Table 2-3. Example NSPS Parameter Monitoring Requirements
MeasurementSubpart Source Category and Type Parameter Frequency Accuracy
0 Sewage Treatment Plants feed rate continuously *5%fuel flow rate to continuously *5%incinerator
E,F,GS Incinerators, Portland Cement feed rate or pro- daily &2%Plants, Nitric Acid Plants, Primary duction rateAluminum Reduction Plants
GG Stationary Gas Turbines natural gas flow continuously *5%ratewater to fuel ratio continuously *5%
DDD,III,NNN VOC Emissions from; Polymer Man- absorber scrubber continuously *I% orufacturing Industry, SOCMI Air Oxi- liquid temperature *0.5”C anddation Unit Processes, and SOCMI and specific gravity *0.02 s.gDistillation Operations
boiler or process continuously or *I% orheater combustion every 15 minutes &0.5”Ctemperatureflare (on/off) continuouslyincinerator com- continuously *I % orbustion tempera- *0.5”cture
N,O,Y,HH, LL Secondary Emissions from Basic wet scrubber pres- continuously *I inch H,Oand many oth- Oxygen Steelmaking Facilities, Sew- sure dropers age Treatment Plants, Coal Prepara-
tion Plants, Lime ManufacturingPlants, Metallic Mineral ProcessingPlants
Parameter monitoring may be required where pollut-ant monitoring is impractical or infeasible. For ex-ample, NSPS regulations provide an exemption fromcontinuous opacity monitoring requirements if con-densed water (droplets) exist at the monitoring loca-tion and interfere with the measurement. Monitor-ing certain parameters is required for determiningprocess or production rates in conjunction with pol-lutant monitoring data to determine emissions inunits of the standard. For example, sulfuric andnitric acid plants monitor certain process parame-ters-to calculate the mass of SO1 or NO x emitted perton of acid produced. Steam generators that com-bust varying fuel mixtures must monitor the heatinput rate (fuel usage) for each fuel to select appro-priate F-factors and properly calculate emissions inunits of mass of pollutant per unit of heat input.Other sources are required to monitor productionrate or operating hours to demonstrate that they areexempt from a particular monitoring requirement.
A number of “demonstrated compliance parameterlevel” approaches occur within NSPS regulations. Inthese applications, a specific parameter level is pre-scribed within the regulation or determined by empir-ical tests that will ensure compliance with the emis-
sion limitation. Thus, the parameter value becomesa surrogate for the emission limit. For example, theoutlet temperature for catalytic VOC incineratorsmust be monitored and maintained above a minimumto ensure that VOCs are combusted properly. Asanother example, the water injection rates neces-sary to achieve compliance with NO, emission limitsfor an NSPS Subpart GG gas turbine are demon-strated at each of four operating loads during theinitial compliance test. Subsequently, the operatingload and water injection rate are monitored continu-ously to ensure compliance with NO, e-mission limita-tions.
Other NSPS parameter monitoring requirements arequite diverse. They include monitoring of sulfurcontent of coal to calculate SOz emissions for cer-tain sources where SO, monitoring is not requiredand for other sources where fuel sulfur pretreatmentcredits are applied towards SO, removal require-ments. Certain source categories involved in coatingoperations must monitor the VOC content of coat-ings to demonstrate compliance with applicablelimits. Other sources must monitor compliance withvarious “work practice standards” ranging from sim-ply covering solvent containers or closing ventilation
1111

hood inspection doors, to wetting of unpaved roadsto reduce fugitive particulate emissions at stone andmineral processing facilities. These types of require-ments are specific to particular source categories.They are established during the rule making processin consideration of many factors including technol-ogy limitations and cost.
2.1.1.5 NSPS Monitoring Regulations andPerformance Specifications
Important aspects of NSPS CEM programs are pre-scribed in several sections of 40 CFR 60. Require-ments applicable to all sources are found in “SubpartA. General Provisions.” Of these, “S60.13 Monitor-ing Requirements” includes requirements for sourceoperators to conduct daily zero and upscale calibra-tion checks, to perform an initial test of each CEMsystem in accordance with applicable Appendix BPerformance Specifications, and other essentialelements of a monitoring program. Other require-ments applicable to continuous monitoring programsare found in 560.7 Notification and Recordkeeping,and S60.11 Compliance with Standards and Mainte-nance Requirements.
Generally, each source category subpart with a con-tinuous monitoring requirement includes (or refer-ences) additional specific monitoring requirementsand inform&ion. This typically includes require-ments for the selection of the monitor span value,identification of Appendix A test methods that maybe used to conduct relative accuracy tests, methodsfor converting emissions to units of the standard,and other technical requirements. For proper O&Mmonitoring applications, reporting requirements andspecifications used to identify periods of excessemissions are included. For compliance monitoringapplications, emissions averaging periods and de-tailed compliance reporting requirements are includ-ed.
Appendix B of Part 60 includes CEM performancespecifications for a number of different compoundsand applications. These are listed in Table 2-4.These specifications and procedures are used todetermine whether a particular CEM system is ac-ceptable at the time of, or soon after, installation ata particular source. The performance specificationsare the minimum procedures that are required todetermine if a CEM system is capable of providingreliable measurements. They are not sufficient toassure the quality of the data obtained on an ongo-ing basis. The first three specifications were origi-nally promulgated in October 1975 and have beenrevised substantially several times.
Performance Specification 1 (PS 1) applies to opac-ity monitors and includes a detailed list of desiangoecifications to prescribe how the optical transmis-sion measurement is to be made. In addition, mformance soecifications are included in PS 1 to de-termine 1) the stability of the monitor responserelative to its simulated zero and upscale calibra-tion checks, 2) the monitor’s calibration error rela-tive to a set of external optical density filters, and 3)the instrument’s capability to operate for a period oftwo weeks without unscheduled maintenance orrepairs. PS 1 does not include a relative accuracyspecification because no independent method isavailable to measure the in-stack opacity. (Substan-tial technical and administrative revisions to PS 1were proposed on November 25, 1994 (59 FR605851. EPA’s and industry’s consideration of theserevisions is ongoing at the time of this writing.)
All other performance specifications reflect a differ-ent approach than PS 1. No substantial design re-quirements are included. In essence, any samplingsystem configuration and/or any analytical approachmay be used provided that the measurement systemcan be shown to meet two basic performance speci-fications. First, a drift test is conducted over a one-week period to evaluate the stability of the monitorresponse relative to the calibration materials and theprocedure used for the daily zero and upscale cali-bration checks. Second, a relative accuracy test isperformed that involves the comparison of the CEMsystem measurement results with concurrent inde-pendent pollutant measurements obtained throughthe use of specified test methods found in AppendixA of Part 60. The relative accuracy test includes aminimum of nine runs although twelve are morecommon since the tester is free to reject up to threeruns on an arbitrary basis. The computation of therelative accuracy test result includes both meandifference and confidence coefficient terms basedon the paired CEM system and reference test re-sults. Thus, both the accuracy and precision of thepaired measurements are evaluated. Failure of arelative accuracy test may be due to problems withthe CEM system, problems with the reference testmethods, problems with the representativeness ofthe sampling location, or other factors. A failed testrequires careful investigation to determine the causeand then it must be repeated. A successful relativeaccuracy test is considered to be an adequate dem-onstration of the monitor’s caoabilitv to providereliable data.
1212

Table 2-4. NSPS Appendix B Performance Specifications
Performance Specifications 2 (SOP and NO,) and 3(0, and CO,) were promulgated originally in Octoberof 1975 and included relative accuracy, calibrationerror, response time, 2- and 24-hour zero and cali-bration drift specifications, and continuous opera-tional requirements for two separate one-week peri-ods. Numerous corrections and more detailed tech-nical test procedures were proposed as revisions toPS 2 and 3 during 1983 in response to severe indus-try criticism of the existing performance specifica-tions. (This criticism arose as a result of the pro-posal, and subsequent promulgation, of Subpart Dawhich included the first use of a CEM system forcompliance monitoring.) The 1983 proposed revi-sions to PS 2 were met with more objections fromthe utility industry. The EPA subsequently repro-posed and then promulgated revisions to PS 2 whicheliminated all of the performance specifications ex-cept for relative accuracy and the seven-week drifttest. In addition, specific CEM measurement loca-tion requirements were reduced with general guid-ance. These changes reduced the prescriptivenessof the regulations and placed the responsibility onindustry for determining the acceptability of monitor-ing systems. This philosophy has been maintainedin revisions to PS 2 and 3 and has been used todevelop PS 4 through PS 8. A different approachhas been used for PS 9 which eliminates the relativeaccuracy test and relies solely on the use of a multi-ple calibration gases to assess the accuracy of themonitoring data.
Appendix F, Procedure I of Part 60 prescribes qual-ity assurance requirements for CEM systems that areused to demonstrate compliance with emission limi-tations or percent removal requirements. They in-clude: 1) requirements to develop quality controlprocedures for five specific activities, 2) “out-of-control” limits on daily zero and calibration driftcheck results for determining when data can not beused to satisfy minimum data requirements, and 31quarterly accuracy assessment procedures and “out-of-control” criteria for such audits. Procedure 1requires that a relative accuracy audit be performedeach year as one of the quarterly accuracy audits.Three-run relative accuracy audits or cylinder gasaudits may be performed for the other three quar-ters.
2.7.2 Acid Rain ProgramEPA has developed the Acid Rain Program in re-sponse to the 1990 Clean Air Act Amendments.The program seeks to reduce SO2 emissions fromthe electric utility industry by 10 million tons peryear (relative to 1985 emissions) by the year 2010utilizing a market-based trading approach. Underthis program, each electric utility generating unitreceived the right to emit a certain quantity of SO,each year. This right is expressed as a number of“allowances” to emit one ton of SOZ. An allowancetrading program has been established to provide forthe sale or exchange of SO2 allowances betweenelectric utility units, companies, or other parties.Market forces within the utility industry are expec-ted to determine the most effective means Of
1313

achieving the overall SO, emission reduction. Addi-tional regulations are being developed to limit emis-sions of NO, from the utility industry as part of theAcid Rain Program.
Extensive continuous emission monitoring programsserve as the basis for the allowance trading pro-gram. These monitoring regulations are contained in40 CFR 75 and require continuous monitoring of SOPand stack gas flow rate to determine the massemission rate of SO, (i.e., lb. SO, per hour, tons SO,per year). Monitoring of NO, and diluent (0, or CO,)concentrations also is required to determine emis-sions in units of lb. NO, per million Btu of heat input.(These sources must also report mass emissions ofCOJ The allowance trading program is based onthe premise that all emissions must be accountedfor. Thus, great emphasis has been placed on theaccuracy of the monitoring data at all operatingconditions (rather than only at the emission standardlevel) in the adoption of Part 75 performance specifi-cations and quality assurance procedures. In addi-tion, special procedures have been developed toaccount for missing data. Within the data substitu-tion procedures required for missing data, incentivesare provided for affected sources to achieve highlevels of CEM availability. Other key aspects of theAcid Rain Program are the development of electronicreporting n&hanisms and comprehensive efforts toimplement the program on a consistent basis in allstates and jurisdictions.
Essentially, the largest 263 SO, emission sourceswere identified within the 1990 CAAA as Phase 1sources. All other affected utility sources (approxi-mately 2,000 units) are designated as Phase 2 units.Phase 1 units were required to have a CEM systeminstalled and certified before November 1994. AllPhase 2 units were required to have a CEM systeminstalled and certified by Dec. 31, 1995 with theexception of certain gas-fired units and peakingunits. The vast majority of all of the affected unitswere able to install and certify the required CEMsystem by the applicable deadlines (EPA, 1995a).
2.1.2.1 Flow Rate MonitoringBefore the development of the Acid Rain program,there was little experience with stack gas flow ratemonitors installed as part of emission monitoringsystems. The performance and reliability of thesedevices was a very controversial subject during thedevelopment of the Part 75 regulations. However,experience has shown that flow rate monitors arecapable of meeting the applicable performance spec-ifications in Appendix A of Part 75 including therelative accuracy tests conducted at three different
operating loads (Bensink, 1995). Stack gas flowrate monitors are considered reliable monitoringdevices even though differences between the stackgas volumetric flow rate determined by heat ratecalculations and by flow rate monitors continue tobe the subject of investigation by both the EPA andthe utility industry.
2.1.2.2 Part 75 Performance Specifications andQA Requirements
These requirements are similar, though somewhatmore restrictive, than the Part 60 requirements. ThePart 75 performance specifications require use ofcalibration gases to check the performance of all gasmonitoring systems. The specifications includeresponse time tests and a three-point calibrationerror test. A bias test is also included that is basedon comparison of the mean difference and confi-dence coefficient terms determined during the rela-tive accuracy test. The regulations require applica-tion of a bias adjustment factor to emission valuesif the CEM data are biased low by an amount greaterthan the confidence coefficient relative to the refer-ence method data.
Part 75 Appendix B quality assurance requirementsare also similar to Part 60 requirements. Accuracyaudits are required twice each year except for thoseunits which achieve an “incentive” specification inthe relative accuracy test. Units that achieve arelative accuracy of less than 7.5% are allowed toperform a single accuracy audit each year.
2.7.3 NESHAP and Title iii- MACT Standards2.1.3.1 Part 61 Existing NESHAPNational emission standards for hazardous air pollut-ants (NESHAP) are contained in 40 CFR 61. Prior to1992, EPA promulgated NESHAP for 22 sourcecategories. These regulations limit emissions ofarsenic, asbestos, benzene, beryllium, mercury, vinylchloride, radon, radionuclides, and HAP fugitiveemissions from equipment leaks.
Several of the NESHAP regulations. include CEMrequirements. Subpart A General Provisions, 561.14includes general monitoring requirements for sourcesrequired to monitor continuously. Opacity monitorsare required for sources affected by Subparts N, 0,and P regulating inorganic arsenic emissions fromglass manufacturing plants, copper smelters, andfrom arsenic trioxide and metal arsenic productionplants, respectively. These regulations refer to Per-formance Specification 1 in Part 60 for evaluationsof opacity CEM systems. In addition, parametermonitoring requirements similar to those containedin Part 60 are included for certain sources. Subpart
1414

F requires installation of vinyl chloride CEM systemsat certain emission points in ethylene dichloride,vinyl chloride, and polyvinyl chloride plants. Sub-part F, 961 .68 includes specific technical require-ments for monitoring systems that use gas chroma-tography and flame ionization detectors for analysisof sequential samples. Daily span checks with a 10ppm calibration gas are required. Procedures con-tained in Appendix B, Method 106 are referenced forcertification of vinyl chloride cylinder standards andfor the preparation of calibration curves. A sum-mary of NESHAP monitoring requirements is in-cluded in the “Enhanced Monitoring ReferenceDocument” (EPA, 1993).
2.1.3.2 MACT StandardsTitle III, Section 112 of the 1990 CAAA identified alist of 189 hazardous air pollutants (HAPS) and re-quires EPA to establish new NESHAPs for all majorsources of HAPS (Appendix A) in accordance with aprescribed regulatory schedule. Major sources aredefined as those that emit more than 10 tons peryear of one HAP or more than 25 tons per year of acombination of HAPS. The schedule for promulga-tion of these new standards for affected sourcecategories was originally published in the July 16,1992 Federal Register (57 FR 31576). The scheduleorganized sources into “bins.” The two-year binincluded 40 source categories for which standardswere to be promulgated by November 1992. Thefour-year bin included 25 percent of the listedsource categories and the seven-year bin included50 percent of the listed source categories. All listedcategories are to have standards set no later thanNovember 2000.
These regulations are being developed for inclusionin 40 CFR 63 and specify the maximum achievablecontrol technology (MACT) for each source cate-gory. The CAAA require sources to obtain case-by-case MACT determinations if EPA has not promul-gated a standard within 18 months of the scheduleddate.
The MACT standards will include monitoring pro-visions that will satisfy the requirements of the Actto ensure that source owners are able to certify asto the compliance status of affected emission units.These monitoring requirements will be at least asrigorous (i.e., direct emissions measurement andmonitoring of enforceable operational limits) as re-quirements outlined under Part 64 or Part 70 peri-odic monitoring requirements. EPA has developedgeneral provisions that are applicable to all MACTstandards. The Part 63 General Provisions werepromulgated March 16, 1994 and include perfor-
mance testing, monitoring, and recordkeeping andreporting procedures for sources subject to MACTstandards. A current listing of the MACT standardsstatus is published periodically in the Federal Regis-ter by the EPA in accordance with the requirementsof the CAA. (See April 17, 1996 notice on the EPATechnology Transfer Network (TTN) bulletin board,telephone no. 919-541-5742). Many of the MACTstandards require inspection or monitoring of pro-cess or control device parameters on a quarterly,monthly, weekly, or daily basis. These requirementsare not addressed in this handbook because of thefrequency of the measurements. Few of the MACTstandards include continuous monitoring require-ments.
2.1.3.2.7 HON Rule - Example MACT Standard. Asan example, the Hazardous Organic NESHAP (knownas the “HON rule”) covers manufacturing processesin the synthetic organic chemical manufacturingindustry (SOCMI) and regulates emissions fromabout 370 facilities including approximately 111 ofthe 189 HAPS (EPA, 1994a). Subpart G of the HONrule contains regulations for emission points atSOCMI sources. Continuous monitoring require-ments are summarized in Table 2-5.
2.1.3.2.2 Magnetic Tape - Example MACT Stan-dard. Subpart EE of Part 63 applies to the produc-tion of magnetic tapes. Monitoring requirementssimilar to the HON rule apply for sources using com-bustion devices for control of volatile emissions.Those source using carbon adsorbers are required toinstall a CEM system for volatile organic hazardousemissions. Depending on the type of facility, eithera total hydrocarbon monitor or a gas chromatographwith an appropriate detector can be used. Perfor-mance Specifications 8 and 9 in Appendix A of Part60 are used to evaluate the performance of thesetypes of CEM systems, respectively. Very similarrequirements are found in NSPS Subpart SSS exceptthat the requirements are intended for the control ofvocs.
2.1.3.2.3 Secondary Lead Smelters - ExampleMACT Standard. A final NESHAP (Part 63, SubpartX) for new and existing secondary lead smelters waspublished on June 23, 1995 (60 FR 32587). Thesefacilities recover lead metal from scrap lead, primar-ily from used lead-acid automotive batteries andhave been identified as significant emitters of leadand arsenic compounds, and 1,3-butadiene.
1515

Table 2-5. HON Rule Example Continuous Monitoring Requirements
Emission Source
Process Vents
Storage Vessels
Control System
thermal incineratorcatalytic incineratorboiler or process heaterflarescrubberbypass lines
firebox temp.inlet and outlet temp.
~firebox temp.1 presence of flame
pH of effluent streamsvent stream flow
fixed roof visual inspectionexternal floating roof visual inspectionclosed vent and control presence of flame or flare
The MACT standard regulates emissions of leadcompounds as surrogates for all metal HAPS andtotal hydrocarbons (THC) as surrogates for all or-ganic HAPS, respectively. Continuous monitoringrequirements are included for baghouse operationand THC emissions.
The proposed regulation would have required theinstallation of a continuous opacity monitor and thedevelopment of a site-specific opacity standard toensure adequate collection of metal HAPS. How-ever, in view of the many comments opposed to thisapproach for technical and administrative reasons,the EPA modified this regulation. The final rules in463.548, require a “standard operating procedure”(SOP) for baghouse inspection and maintenance, anda bag leak detection system with an alarm, and acorrective action procedure for responding to alarms.The bag leak detection system: 1) must be capableof detecting particulate matter concentrations at 1 .Omg/m3, 2) must provide an output of relative or ab-solute particulate emissions, 3) must include analarm system that activates upon detection of anincrease in particulate emissions, 4) must be in-stalled downstream of any wet acid gas scrubber oron each compartment of a positive pressure bag-house, and 5) must be installed and operated in amanner consistent with anv available guidance fromthe EPA.
The secondary lead THC monitoring requirementsapply to emissions from process sources (i.e., blastand reverberatory furnaces). The THC monitor isused to continuously monitor compliance (3-houraverage) with the applicable emission limit rangingfrom 20 to 360 ppm (as propane) depending on thetype of furnace used. The THC monitor must com-ply with the all of the CEM requirements in the Sub-part A, General Provisions.
Monitoring I FrequencyI
continuouscontinuouscontinuouscontinuouscontinuouscontinuous
annualwhen filledcontinuous
2.1.4 Regulations for Sources Burning HazardousWaste
2.1 .e. 1 Existing Regulations for Sources BurningHazardous Waste
2.1.4.1.7 Hazardous Waste Incinerators. Thetreatment of hazardous waste is regulated under theResource Conservation and Recovery Act (RCRA).Hazardous waste is defined in Part 264. Air pollu-tion emissions from hazardous waste incinerators areregulated in Part 265. Facilities subject to theseregulations must demonstrate compliance with pre-scribed destruction and removal efficiencies (DREs)for metals and organic emissions. The DREs aredetermined during the Part B permit trial burn bycomparing the quantity of materials fed into theincinerator with measured emission rates. Trialburns are extensive testing programs typically in-volving the measurement of emissions of speciateddioxin/furans, volatile organic compounds, non-di-oxin/furan semi-volatile organic compounds, particu-late, metals, HCI/C& and other components. Be-cause of the extreme public concern regarding thesefacilities, source-specific trial burn plans are devel-oped and negotiated with federal, state, and localagency representatives. Trial burn test results aresubject to control agency and public review and arethe basis for many of the requirements included inthe incinerator operating permit. CEM requirementsfor CO and THC as well as incinerator and controldevice operation also are included in hazardouswaste incinerator operating permits.
2.1.4.1.2 b/F Regulations. On February 21, 1991(56 FR 7134), the EPA published a final rule control-ling hazardous waste burning by boilers and indus-trial furnaces (known as the BIF Rule). Currently,the BIF Rule regulates emissions of HCVCI,, CO,particulate matter, metals and organics in essentiallythe same manner as RCRA hazardous waste inciner-ators. BIF sources also are regulated under RCRAStandards for treatment, storage, and disposal of
1616

hazardous waste. The BIF Rule organizes sourcesusing a three-tiered approach for each target pollut-ant. Current provisions under the BIF Rule mandatecontinuous emission monitoring for CO, 0,, andhydrocarbons based on this approach (EPA, 1992).
Tier I of the BIF Rule limits CO emissions to 100ppmv (dry) based on an hourly rolling average cor-rected to 7% 0,. Monitoring hydrocarbon emissionsis not required if the source can meet this criteria.If the source cannot meet this 100 ppmv Tier I COlimit, then hydrocarbon monitoring is required inaddition to CO and O2 monitoring. The source isalso regulated under Tier II controls. Under Tier II,hydrocarbon emissions are limited to 20 ppmv (dry,corrected to 7% 02) and CO emissions are limitedbased upon levels demonstrated during the compli-ance test. Concentrations of CO and hydrocarbonsmust be continuously monitored and corrected to7% O2 on a dry basis. CEM systems for CO andhydrocarbons must complete a minimum of onecycle of sampling and analysis every 15 seconds,and must record one data point each successiveminute. The 60 most recent l-minute averagesmust be used to calculate the hourly rolling average.
The current performance specifications for CEMsystems at BIF sources are included in 40 CFR, Part266, Appendix IX, Section 2. Section 2.1 outlinesthe performance specifications for CO and 0, ana-lyzers. Included are procedures for conducting cali-bration drift, relative accuracy, calibration error, andresponse time tests to assess the conformance ofthe CEM system with the specifications. The refer-ence methods used for the relative accuracy deter-minations are Methods 3 or 3A (for O,), and Meth-ods 10, lOA, or 1OB (for CO) in 40 CFR 60, Appen-dix A. Performance specifications for hydrocarbonanalyzers are found in Section 2.2 of the BIF Rule.They specify the use of a heated flame ionizationanalyzer and sampling system maintained between150-l 75”C, and include procedures for conductingcaiibration error;-calibration drift, -and response- timetests. (Provisions are included also for the interimuse of sample conditioning systems that cool anddry the stack gas sample prior to the analyzer.)Relative accuracy test requirements are not includedin Section 2.2. Instead, procedures to challenge theanalyzer and system with calibration gases are usedto determine the conformance of the CEM systemwith the specifications.
2.1.4.2 Revised Standards For Hazardous WasteCombustors
Proposed revisions were published in the FederalRegister on April 19, 1996 to 40 CFR Parts 60, 63,
1717
260, 261, 263, 266, 270, and 271 with respect tothe regulations for sources burning hazardous waste(61 FR 17358). The rule was proposed under thejoint authority of the CAA and RCRA. The proposedrulemaking action was taken for two main reasons;1) to meet scheduled MACT standards requirements,and 2) because of settlement requirements of alawsuit between the agency and several other par-ties. The proposed rule revises standards for hazard-ous waste combustors, boilers and industrial fur-naces, and lightweight aggregate kilns burning haz-ardous waste as supplemental fuels. MACT stan-dards are proposed for dioxin/furans, mercury, semi-volatile metals (Cd, Pb), low volatile metals (Sb, As,Be, CrI, particulate matter, HCI, Cl,, hydrocarbons,and CO.
The proposed rules reflect a multifaceted approachthat establishes emission limits for dioxin/furans ona “toxic equivalent basis”, uses hydrocarbons andCO as surrogates for volatile organic HAPS, and usesparticulate matter as a surrogate for 1) non-dioxin/furin semi-volatile organics and 2) both low andsemi-volatile metals. No surrogates are proposed formercury and HCVCI,. The proposed rule containsmonitoring requirements for CO and 0, (all datamust be corrected to 7% 02), hydrocarbons, particu-late matter, and mercury. Continuous monitoring ofHCVCI, and other metals is optional.
New performance specifications to be included inPart 60 have been proposed as follows:
PS 4B for CO and 0, for incinerators, boilers,and industrial furnaces burning hazardouswaste (previously published in 56 FR 32688July 17, 1991, with BIF regulations, but notpreviously designated as PS 4B.)
PS 8A for hydrocarbons THC for incinerators,boilers, and industrial furnaces burning hazard-ous waste (previously published in 56 FR
-- -- -.- -32688.July 17; -1991; with- BIF regulations, but .-not previously designated as PS 8A.l
PS 10A mercury, semivolatile metals, and lowvolatile metals for incinerators, boilers, andindustrial furnaces burning hazardous waste(new).
PS 1 1A continuous monitoring of particulatematter for incinerators, boilers, and industrialfurnaces burning hazardous waste (new butsimilar to IS0 10155).

PS 12A mercury emissions for incinerators, boilers,and industrial furnaces burning hazardous waste(new).
PS 13A HCI emissions for incinerators, boilers,and industrial furnaces burning hazardous waste(new).
PS 14A Cl, emissions for incinerators, boilers,and industrial furnaces burning hazardous waste(new).
Extensive discussions of EPA’s determinations re-garding the feasibility, availability, and performanceof continuous monitors for organic compounds,metals, and particulate matter are included in theTechnical Support Document 4A accompanying theproposed regulations. Many references to the expe-rience with monitoring particulate and other compo-nents in Germany and Europe are included in thetechnical support documents and the preamble ofthe proposed regulations. EPA is conducting addi-tional field evaluations for particulate and Hg moni-tors as the rulemaking proceeds.
2.7.5 Pert 509 Sewage Sludge lncineretorsEPA promulgated CEM requirements for sewagesludge incinprators on February 19, 1993 in 40 CFR503 under authority of the Clean Water Act. Sub-part E of that regulation, 5503.45, requires the in-stallation of a total hydrocarbon (THC) monitor andan oxygen monitor on each incinerator. The THCmonitor must use a sampling system maintained ata temperature above 150°C and a flame ionizationdetector. Monitoring results are corrected to 7% 0,,dry basis, and affected sources are required to com-ply with an emission limit of 100 ppm. Detailedguidance with respect to these regulations is foundin “THC Continuous Emission Monitoring Guidancefor Part 503 Sewage Sludge Incinerators” (EPA,1994b). Performance specifications and qualityassurance procedures are modified from those inPart 60. No relative accuracy test involving inde-pendent THC measurements is required. Instead,these regulations rely on the use of calibration gasesto assess the performance of the measurement sys-tem.
In response to certain petitioners, EPA published amodification to the sewage sludge incinerator moni-toring requirements on February 25, 1994 (FR9097). In this action, EPA agreed that a 100 ppmCO standard imposed by the state of New Jerseywas more restrictive than the 100 ppm THC stan-dard, EPA’s amendment removed the THC require-ment for those sources that install a CO monitor and
can demonstrate continuous compliance with a 100ppm CO standard (monthly average).
2.2 State and Local Agency ProgramsMost state and local air pollution control agencieshave broad authority to specify emission monitoringand test methods. Monitoring requirements may beadopted through applicable rulemaking proceduresfor certain source categories or they may be in-cluded in operating permits for individual sources ona case-by-case basis. Source-specific monitoringrequirements are included in compliance orders orconsent decrees as a result of enforcement activi-ties.
On October 6, 1975 (FR 40 46247), EPA estab-lished requirements for states to adopt and imple-ment continuous emission monitoring programs instate implementation plans designed to achieveconformance with ambient air quality standards.These requirements are contained in Appendix P toPart 51 - “Minimum Emission Monitoring Require-ments.” These minimum requirements identify af-fected source categories; prescribe monitoring, re-cording and reporting procedures for those sources;and detail performance specifications and proce-dures for converting monitoring data to units of thestate emission standard. Appendix P states,
“Such data must be reported to theState as an indication of whether pro-per maintenance and operating proce-dures are being utilized by source op-erators to maintain emission levels ator below emission standards. Suchdata may be used directly or indirectlyfor compliance determination or anyother purpose deemed appropriate bythe State. U
Appendix P addresses: opacity, SO, and NO X moni-tors (and diluent oxygen or carbon dioxide monitors)for certain fossil fuel-fired steam generators, opacityCEM systems for fluid bed catalytic cracking unitregenerators, SO, monitors for sulfuric acid plants,and NO, monitors for nitric acid plants.
The minimum requirements included in Appendix Papply to opacity and criteria pollutant monitors atfossil fuel-fired steam generators, sulfuric acidplants, and nitric acid plants. Some states and localagencies have required CEM systems for additionalsources and additional pollutants. In many cases,these regulations are similar to the requirementsoutlined in Appendix P.
18

2.2.7 State and Regional lnitia tivesState and local air pollution control agencies haveincluded continuous emission monitoring require-ments in regulations and in permits for specific facili-ties. With respect to non-criteria pollutant monitors,many of these requirements are on a case-by-casebasis. The following are some examples. New Jer-sey, Virginia, and Rhode Island have required instal-lation of ammonia monitors at certain cogenerationor combined cycle turbine installations where NO,control is required. A municipal waste combustorfacility in Connecticut is conducting an evaluation ofan installed HCI monitor to demonstrate that SO,removal efficiency across a spray dryer is an ade-quate surrogate for HCI emissions; the state agencyis determining the viability of HCI monitors based onthe same study (Anderson, 1996). Another HCICEM system is installed at a resource recovery facil-ity in New Jersey in response to a permit require-ment (Ballay, 1996). FTIR monitoring systems areinstalled and reporting data at a hazardous wasteincinerator in New Jersey. Additionally, a prototypegas chromatograph continuous monitoring systemmeasuring multiple organic compounds is installed ata printing facility in North Carolina (Davis, 1996).Some of these installations, and,many others, areinstalled on a trial basis; future requirements maydepend on the experience that is gained in theseefforts.
Three example state/regional initiatives are describedbelow which represent a range of CEM applicationsand programs. These examples differ from the pre-viously described federal regulatory programs andillustrate alternative approaches, performance speci-fications, problems, and solutions that may be usefulin other applications.
2.2.1 .l Pennsylvania Non-Criteria PollutantMonitoring
The Commonwealth of Pennsylvania has taken asomewhat unique approach to the development andimplementation -of-CEM requirements. - Pennsylva-nia’s requirements reflect differences in the technicalspecifications, performance test procedures, andreference test methods for criteria and non-criteriapollutant monitoring. The requirements are con-tained in, “Continuous Source Monitoring Manual”Revision No. 6 (Commonwealth of Pennsylvania,1996).
The Continuous Source Monitoring Manual containsCEM requirements for 1) submittal and approval, 2)recordkeeping and reporting, and 3) quality assur-ance. The submittal and approval process includesPhase I - Initial application, Phase II - Performance
testing, and Phase III - Final approval. Detailed re-quirements for submission of the initial applicationare provided; the initial application must be approvedprior to initial startup of new source and within sixmonths of promulgation of monitoring requirementsfor existing sources. Performance Specifications foropacity, SO,, NO,, 0,, and CO,, CO, TRS and H,S,and HCI monitors are provided. In addition, perfor-mance specifications are provided for coal sampling,stack gas flow monitors, temperature rate monitors,“pollutants not listed elsewhere” and “parametersnot listed elsewhere.” For gas pollutant and diluentmonitors, performance specifications are includedfor 11 relative accuracy, 2) calibration error (threepoints), 31 24-hour zero and calibration drift, 4) 2-hour zero and calibration drift, 5) response time, 6)operational test period, and 7) data system accu-racy. These are more comprehensive specificationsthan are included in EPA performance specifications.Unique to Pennsylvania is a requirement to verify theperformance of opacity monitoring systems by com-parison to visual opacity readings. Also unique toPennsylvania is the requirement to evaluate datasystem accuracy by comparing “manual calcula-tions” based on monitoring values with data acquisi-tion system output. Installation specifications estab-lishing span value, range, data recorder resolution(% of span and time), measurement cycle time,frequency of zero and calibration checks, and otherrequirements are also included. Pennsylvania re-quirements for HCI monitors and “parameters notlisted elsewhere” are reproduced herein as Tables 2-6 and 2-7, respectively.
As with performance specifications, CEM qualityassurance requirements in Pennsylvania are some-what more extensive than federal requirements. Forexample, three-point calibration error tests are re-quired to be performed each calendar quarter. De-tailed procedures are included for establishing thevalues of the calibration standards used for dailychecks and for periodic audits. An annual relative-accuracy -test-is required.- Also; annual review of thequality assurance plan and quality assurance resultsby the source operator is required for every facility.Pennsylvania requirements detail criteria to deter-mine when monitoring data are invalid and addi-tional criteria to identify valid periods of data.
Non-criteria pollutant monitoring required in Pennsyl-vania includes HCI monitors on municipal wastecombustors, TRS monitors at pulp and paper facili-ties, H,S monitoring in petroleum refinery fuel gas,and various parameter monitoring applications. Aswith criteria pollutant monitoring, the data are usedto assess monetary penalties for excess emissions
1919

Table 2-6. Pennsylvania Specifications for Hydrogen Chloride Continuous Emission Monitoring Systems
Specification
2.0 times lowest std oras specified in federalregulations
TypeType
Install
Parameter
Span Value (nearest ppm equivalent)
0 to > = max. expectedand (> = 1.25 x highest std.)
Range (ppn-d
I Data recorder resolution (% of lowest std.) 1 .O maximum l *
5 maximum **Data recorder resolution (minutes)
Number of cycles per hour (meas. and record) 12 minimum * *
daily minimumSchedule for zero and calibration checks
Procedures for zero and calibration checks all system components checked
close to sample pointCalibration gas ports
Perform Relative accuracy in terms of standard
20 maximum +I either (% of reference method)
I or (% of standard) 10 maximum *
I or (abs ppm for ppm stds) 5 maximum
2.0 maximumor (abs % for % reduction stds)
I Calibration error (% of actual concentration) 5 maximum *
I or labs ppm) 1 maximum
4 maximum *Zero drift - 2 hour 1% of span)
I Zero drift - 24 hour (% of span) 5 maximum *
4 maximum +I Calibration drift - 2 hour (% of span)
5 maximum *Calibration drift - 24 hour (% of span)
I Response time (minutes to 95% response) 5 maximum
168 minimumOperational test period (hours without correctivemaintenance)
1 maximum l +*Data acquisition system accuracy, 1 -hour avgs(%of lowest std)
* Expressed as the sum of the absolute value of the mean and the absolute value of the 95% confidencecoefficient.l * Must meet most stringent requirements of other analyzers in CEM system (except temperature).** * If data recording is digital, expressed as the absolute value of the mean. If data recording is analog,expressed as the absolute value of the mean and the absolute value of the 95% confidence coefficient.
2020

Table 2-7. Pennsylvania General Parameter Source Monitoring Specifications
TvDe Parameter
Install Span Value (terms of measurement)
SDecification
2.0 times lowest std or as speci-fied in federal regulations
Range (terms of measurement) 0 to > =max expected &(> = 1.25 x highest std)
Schedule for zero and calibration checks
Procedures for zero and calibration checks
daily minimum *
measurement simulation if possi-ble, otherwise signal simulation *
Calibration point
Data recorder resolution (% of lowest std)
Data recorder resolution (minutes)
Number of cycles per hour (meas. andrecord)
close to measurement point *
1 .O maximum * *
1 maximum **
60 minimum l *
Perform Calibration error (% of actual measurementor simulated signal)
5 maximum ***
Zero drift - 24 hour (% of span) 2.5 maximum ***
Calibration drift - 24 hour (% of span) 2.5 maximum * * +
I-~Response time (minutes to 95% response) I equal to recorder resolution
Operational test period (hours without cor- 168 minimumrective maintenance)
Data acquisition system accuracy, 1 -houravgs (% of lowest std)
1 maximum l ***
Specifications for parameters not listed elsewhere, based on basic measurements of length, mass, time,temperature, current, luminous intensity or events, or derived from such basic measurements (for instance,volume rate, mass rate, velocity, force, pressure, torque, rpm, voltage, resistance, spark rate, etc.). For use onlywhen specified or allowed by an applicable monitoring requirement, or when necessary to convert data to termsof the applicable standard or operational criterion.
* Tk~equ.iremen~ma-~~~r-ter-ly--Fesal~b~o~~he~a~~ent-devicekeadottt-d~~viee- -combination is conducted by National Institute of Standards and Technology (NIST) or by a lab using NISTprocedures each calendar quarter.+* Must meet most stringent requirements of other analyzers in CEM systems (except temperature)+** Expressed as the sum of the absolute value of the mean and absolute value of the 95% confidencecoefficient.* * * * If data recording is digital, expressed as the absolute value of the mean. If data recording is analog,expressed as the absolute value of the mean and the absolute value of the 95% confidence coefficient.
21

and for poor CEM performance (i.e., monitor down-time). Penalties for excess emissions depend onboth the magnitude and duration of periods whenthe applicable emission standard is exceeded. Quar-terly monitoring reports must be certified by thesource operator. Electronic data reporting formatsand telemetry protocols are specified also.
2.2.1.2 NESCAUM CEM Guidelines for MunicipalWaste Combustors
The Northeast States for Coordinated Air Use Man-agement, (NESCAUM) is an organization supportedby a group of eight states: ‘Maine, New Hampshire,Connecticut, Massachusetts, Rhode Island, Ver-mont, New York, and New Jersey. NESCAUMfacilitates projects where the participating statespool expertise and resources to address specific airpollution problems. NESCAUM formed a Workgroupto develop CEM guidelines for municipal waste com-bustors because of the number and impact ofthese facilities being constructed in the northeast-ern United States prior to the EPA’s promulgation ofPart 60 Subpart Ea regulations for these sources. In1990, NESCAUM published “CEM System Perfor-mance Specifications and Quality Assurance Re-quirements for Municipal Waste Combustors”(Peeler, 1990). This guideline document is signifi-cant because:, 1) more extensive procedural andtechnical reqdirements are recommended than areincluded in the federal regulations for SO*, NO,, CO,and opacity CEM systems, and 2) specific perfor-mance specifications and quality assurance require-ments are recommended for HCI CEM systems.
NESCAUM CEM recommendations were specificallydeveloped to address technical monitoring problemsthat are encountered at municipal waste combustorsand the needs of the participating states. Technicalmonitoring problems include low emission levels atthe control device outlet and widely fluctuatingemission levels (intermittent spikes) in CO and SO2concentrations at some sources. Major differencesin the NESCAUM performance specifications relativeto the existing Part 60 regulations were: 1) require-ments that gas CEM systems use calibration gasesfor drift checks and daily checks, 2) requirementsfor quantitative determination of the calibration gasvalues, 3) four-point linearity tests for all gas moni-tors, 4) an additional minimum absolute accuracyspecification was included to reflect limitations ofthe monitoring equipment, reference methods, andrelative accuracy test in certain cases, and 5) cycletime/ response time specifications were added forall monitors. The absolute accuracy specificationis a mean difference of 5 ppm (10 ppm for CO mon-
itors) during the relative accuracy test and reflectsthe collective limitations of monitoring equipmentand reference methods. The limitations of the rela-tive accuracy test at low pollutant concentrationsalso are contained in this specification. This specifi-cation is included in addition to the PS 2 relativeaccuracy specifications of ~20 percent of the refer-ence value or <lo percent of the emission standardfor SO, and NO, monitors, and similar limits for COmonitors. EPA subsequently included a 10 ppmmean difference accuracy specification in PS 4A forCO monitors at municipal waste combustors. How-ever, similar revisions to PS 2 or PS 3 were notmade.
Along with additional and modified specifications,the NESCAUM CEM guidelines include substantiveprocedural changes to the performance specificationtest procedures that address specific problemswhich have occurred during field performance tests.For example, controversy had arisen regarding thevalidity of performance test results in cases wheremonitor vendors performed numerous adjustmentsduring the test period and where “normal operatingprocedures” had not been established for newlyinstalled CEM systems. The NESCAUM guidelinedocument includes recommendations to resolvethese issues by requiring source operators to estab-lish prior to the test; 1) criteria for adjusting monitorcalibration, 2) criteria and schedules for routinemaintenance, and 3) the frequency and criteria foradditional checks of monitoring equipment.
Major differences in the NESCAUM QA require-ments relative to the Part 60 regulations are: 1)source operators must develop and submit a prelimi-nary monitoring plan, 2) DA plans are required for allsources and detailed guidance on DA plan contentis provided, 3) an annual review of DA plans by thesource operator is required, 4) a four-point linearitytest is required to be performed each calendar quar-ter, 5) a relative accuracy test is required once peryear and must be performed immediately before orafter the quarterly linearity test, and 6) minimumdata availability specification (90 percent of sourceoperating time) is included.
2.2.1.3 SCAQMD RECLAIM ProgramSince the passage of the 1990 Clean Air ActAmendments, the South Coast Air Quality Manage-ment District has been involved in the developmentof Regional Clean Air Incentives Market, or “RE-CLAIM” program. This innovative market-basedprogram was developed as an alternative to thetraditional “command and control” approach in an
22

effort to achieve air pollution emissions reductionsin a more cost effective and efficient manner. Theevolution of RECLAIM and its objectives are dis-cussed by Lents (Lents, 1996). RECLAIM is anexample of what has become known as a “cap andtrade” program.
A number of fundamental issues addressed in RE-CLAIM are applicable to other cap and trade pro-grams. These include: 1) determining the exactpopulation of sources included in the program (pol-lutants, source categories, size thresholds, exemp-tions, etc.), 2) determining the “cap” or total emis-sions allowed for pollutants and determining howthe cap is to decrease over time to achieve neces-sary emission reductions, 3) determining how per-mitted emissions are to be allocated amongst thepopulation of sources initially, and over time, andestablishing baselines for historic emissions, 4) de-termining how emissions are to be measured by theaffected sources and monitored by the agency toprovide an accurate, reliable, and systematic basisfor trades, 5) developing trading mechanisms thatwould encourage rather than inhibit the process, 6)reconciling the trading program with other applicableregulations for the populations of sources, and 7)changing the procedures used to issue permits andenforce regulations and permit conditions.
RECLAIM originally was intended to apply to emis-sions of NO,., S02, and VOCs. During the develop-ment of the program, SCAQMD decided to postponethe VOC program because: 1) technical difficultiesare encountered in attempting to quantify theseemissions (few historical quantitative measurements,many small sources and many fugitive emissionpoints), 2) some of the VOC compounds also areclassified as hazardous pollutants and thus, differentregulatory considerations apply, 3) different VOCsparticipate to different extents in reactions to formozone, and 4) the workload associated with theprogram was too great, even after eliminating con-
----sideratiorro+theKH%--S~emp~ing to implement RECLAIM for NO, emissions from370 facilities and SO* emissions from 40 facilities.All of these facilities are required to install CEMsystems to quantify their SO2 and NQ emissions.Measurement data are averaged and 15-minute val-ues are calculated by remote terminal units at eachfacility. Data are transmitted electronically to acentral AQMD computer. The computer is pro-grammed to deploy an inspector when a problem isindicated at a particular facility.
RECLAIM represents a comprehensive program thatdeals with many complex issues even for monitoringof criteria pollutants. Even greater technical chal-lenges must be overcome to apply such an approachto non-criteria pollutants.
2.2.2 Compliance Assurance Monitoring(CAM) Program
Before the 1990 Clean Air Act Amendments, EPAand some state and local agencies had concerns thatsome air pollution sources were not in compliancewith applicable regulations resulting in adverse airquality impacts. The 1990 CAAA requires EPA todevelop regulations for permitted sources to en-hance air pollution monitoring and certify compliancewith air pollution regulations. Permit regulations inPart 70 require certain sources to perform periodicmonitoring and to submit annual certifications ofcompliance. In October of 1993, the EPA proposedthe Enhanced Monitoring Program (58 FR 54648-54699). This proposed program was to require allmajor sources subject to federally enforceable re-quirements to develop procedures and methods thatcontinuously demonstrate compliance with emissionstandards. Data from enhanced monitoring were tobe viewed as “presumptively credible evidence” foruse in the enforcement of regulations. Thus, variousperformance specifications and quality assurancerequirements were also proposed. The proposedenhanced monitoring program fundamentallychanged the compliance methods for many sourcesand was expected to impose great financial burdenon both regulated sources and air pollution controlagencies.
The enhanced monitoring rule was withdrawn inApril of 1995 and the EPA subsequently drafted thecompliance assurance monitoring program (CAM).The draft CAM rule was released in September of1995 and a second draft was released on August 2,1996. (See the EPA TTN BBS, phone 919-541-5742.) According to the accompanying announce-menr,rne~program-attemptsai~n-~existing regulatory monitoring approaches byfocusing on “providing a reasonable assurance ofcompliance with emission limits by monitoring thatensures control measures are operated andmaintained in a manner consistent with good airpollution practices.” The CAM rule is intended tosatisfy the periodic monitoring requirements in Part70 and the enhanced monitoring requirements in the1990 CAAA. According to EPA, the proposed CAMrule will cover about 60 percent of the emissionunits with control equipment and 20 percent of allother emission units.
23

Where continuous compliance monitoring is re-quired, the draft CAM rule exempts the source fromadditional monitoring. For affected units with con-trol equipment, the source must develop and complywith a CAM plan. The CAM plan is to include oper-ating indicator ranges for control equipment thatrepresent good air pollution control practices thatminimize emissions. Excursions beyond these indi-cator ranges trigger prompt corrective action. Anexcessive duration of excursions requires more in-tensive evaluation, corrective action, and requiresnotification to the permitting authorities of potentialcompliance problems.
The CAM rule does not require sources to installCEM systems, so few sources are expected to do soas a result of this rule. Depending upon the specificrequirements included in the final rule, and the out-come of other rule making efforts (such as the“credible evidence” rule), some sources may findopacity or other pollutant monitors advantageous.EPA has indicated that explicit requirements to sat-isfy enhanced and periodic monitoring of hazardousair pollutants will be included in future Part 63NESHAP standards.
2.2.3 Open Market TradingThe 1990 CAAA encourages the use of market-based approaches, including emission trading toassist in achieving ambient air quality standards.Market-based trading programs are intended to pro-vide incentives for sources to reduce emissions be-yond applicable requirements and encourage earlyemission reductions and technological innovations toreduce and measure emissions.
Emissions trading systems may be categorized asbeing either “open” or “closed.” Examples of “clos-ed market” programs are the EPA Acid Rain Allow-ance Trading Program and the SCAQMD RECLAIMprogram. In closed markets, emission trading isrestricted to a defined population of sources, totalemissions are limited, or “capped” (which may de-crease with time to achieve overall reductions), andportions of the total allowed emissions are allocatedamong the affected sources.
In contrast, open market trading programs involvevoluntary participation, may include diverse types ofsources, and are designed to be compatible withexisting regulations. These trading programs typic-ally involve the exchange of discreet, quantifiableemission reduction credits between sources withsome portion of the reduction “retired” to providefor improved air quality. Open market trading pro-
grams also may involve banking of emission reduc-tions for use at a future date. The fact that openmarket trading allows for the exchange of emissionsboth over time and between sources distinguishesthis approach from emissions averaging betweensources. Open market trading programs may bevery flexible and avoid many of the problems associ-ated with establishing baseline emissions and allo-cating emission allowances among a specific popula-tion of sources.
On July 26, 1995, the EPA administration signed“Open Market Trading Rule for Ozone Smog Precur-sors: Proposed Policy Statement and Model Rule(USEPA, 1995b3.” The preamble discusses manyaspects of open market trading approaches as theyapply to NO, and VOC monitoring. An importantaspect of these programs are the measurement pro-tocols used to quantify the discreet emission reduc-tions (DER) that are bought and sold. The DER mustbe “real, surplus, and verifiably quantified” accordingto the preamble of the model rule. Measurementprotocols may include a wide range of inputs includ-ing emission factors, engineering calculations, peri-odic source testing, predictive emissions models,and CEM systems. The model rule allows for statesto adopt these programs and facilitates their rapidapproval by EPA.
Michigan, Texas, New Jersey, New York, and Vir-ginia have developed, or are developing, open mar-ket trading programs. NESCAUM/MARAMA, North-east States for Coordinated Air Use Management/Mid-Atlantic Regional Air Management Association)have undertaken a project to encourage interstateopen-market trading of NO, and VOC emissions.NESCAUM/MARAMA have developed a series ofmeasurement protocols that involve determiningbaselines, applying emission factors, and using CEMsystems.
The Michigan Department of Environmental Quality(DEQ) has specified some characteristic elements ofDERs (called Emission Reduction Credits (ERCs) inMichigan). “ERCs must be:
1) surplus, in that reductions are not requiredby any applicable requirement;2) real, in that all emission reductions haveactually occurred;3) quantifiable, in that all reductions can bemeasured and are replicable;4) enforceable, in that they can be enforcedby both DEO and EPA; and
2 4

5) permanent, in that the reductions werecontinuous during the time the ERCs weregenerated.”
The viability of open market trading programs forVOCs that rely on continuous monitoring of emis-sions present several challenges. Where a monitor-ing system providing a “total response” (as opposedto speciating particular organic compounds) is used,assumptions regarding the composition of the VOCemissions may be necessary to account for varyinginstrument response factors of the instrument fordifferent compounds. In addition, assumptions arealso necessary to estimate the molecular weightused in calculating emissions on a mass basis. Addi-tional considerations apply because many VOCs arealso hazardous air pollutants and because emissionreduction credits for hazardous compounds can notbe applied to achieve compliance with NESHAP(MACT standards). Finally, an equitable basis forthe exchange of VOC emission reductions may needto consider that different compounds participate todifferent extents in reactions leading to the forma-tion of ozone. The decision-maker considering par-ticipation in an emission trading program for VOCsor other non-criteria pollutant must seek resolutionof these issues with the applicable control agency.
References
Anderson, S. 1996. Connecticut Department ofEnvironmental Protection personal communication.
Ballay, F. 1996. New Jersey Department of En-vironmental Protection & Energy personal communi-cation.
Bensink, J., Beachler, D., Joseph, J. 1995. “Certifi-cation of Flow Monitors for Utility Boilers, Acid Rainand Electric Utilities: Permits, Allowances, Monitor-ing, and Meteorology,” Proceedings International
--Speeiaf~-~enfefene~ir~~aste-M~ent--Association, Tempe, AZ.
Commonwealth of Pennsylvania. January 1996.“Continuous Source Monitoring Manual,” RevisionNo. 6, published by the Department of Environmen-tal Protection, Bureau of Air Quality, Division ofSource Testing and Monitoring, Continuous EmissionMonitoring Section, P.O. Box 8468, Harrisburg, PA17105-8468. The document can be obtained elec-tronically over the Internet at:
http://www.dep.state.pa.us/dep/deputate/airwaste/aq/cemspage/cemshome.htm
Davis, K. 1996. North Carolina Dept. of Environ-ment, Health, and Natural Resources personal com-munication.
Lents, J.M., Leyden, P. 1996. “RECLAIM: LosAngeles’ New Market-Based Smog Cleanup Pro-gram,” Journal of the Air & Waste ManagementAssociation, vol. 46, No. 3, March 1996, pp 195-206.
Michigan Dept. Of Environmental Quality. 1996.“Michigan Air Quality Emission Trading Fact Sheet.”The document can be obtained electronically overthe Internet at:
http://www.deq.state.mi.us/aqdAir Quality Division, P.O. Box 30260, Lansing, Ml48909-7760.
Peeler, J. W. September 1990. “CEM System Perfor-mance Specifications and Quality Assurance Re-quirements for Municipal Waste Combustors,”NESCAUM Guideline, available on EMTIC BBS.
U.S. Environmental Protection Agency. 1992. Tech-nical implementation Document for EPA% Boiler andindustrial Furnace Regulations, Office of SolidWaste, 401 M Street, S.W. Washington, D.C.
U.S. Environmental Protection Agency. 1993. En-hanced Monitoring Reference Document, Office ofAir Quality and Standards, Emission MeasurementBranch.
U.S. Environmental Protection Agency. July 1994a.Final HON Rule, Reference Volume APTI Course #l-050-95 APTB 050-95-B.
U.S. Environmental Protection Agency. 1994b. TheContinuous Emission Monitoring Guidance for Part503 Sewage Sludge Incinerators, Office of Water,EPA 833-B-94-003.
-US;fnvironmentaH+otection-Agency-+995a;-AcidRain Program Emission Scorecard 1994, EPA 430/R-95-012.
U.S. Environmental Protection Agency. 1995b.Open Market Trading Rule for Ozone and Smog Pre-cursors: Proposed Policy and Model Rule, 60 FR39668-39694, corrected 60 FR 44290-44296.
25

Chapter 3Monitoring Technology - Instrumentation
Continuous monitoring of non-criteria gases may requirespecialized sampling and analysis procedures since themeasurement of reactive and condensable gases can beparticularly difficult. An understanding of the composi-tion of the stack gas stream, the behavior of the com-ponents of interest, and the potential physical andchemical reactions that may occur in the stack or withinthe sampling system is necessary to understand andgauge the sampling problems that may be encountered.
Sampling approaches used in the measurement of crite-ria pollutants can be applied to the measurement ofhazardous air pollutants if sufficient care is taken. Oncea representative sample can be delivered to an analyzer,a number of options are available for measuring theconcentrations of drganic compounds, particulate mat-ter, and metals. Approaches to both sampling andanalysis are qiscussed in this chapter.
3.1 Monitoring Systems for Non-criteria GasesSolutions to sampling problems for non-criteria gasesare offered to varying degrees by different systemconfigurations including hot/wet extractive systems,dilution systems, close-coupled systems and in-situmonitoring systems. Each configuration has itsstrengths and weaknesses. The sampling system cho-sen must be compatible with the analytical instrumenta-tion used to measure the gas concentrations. Selectionof both the sampling and analytical systems will dependgreatly on the chemical characteristics of the pollutant.
3.1. I SampKng Problems For Reactive andCondensable Gases
Reactive and condensable gases such as HCI, NH3, andformaldehyde present great measurement challenges.Such gases may react with other components withinthe stack gas stream; they may condense or be ab-sorbed by liquid condensate within an extractive sam-pling system, they may adsorb onto surfaces, or theymay polymerize before reaching the analyzer. Wherethese and other related phenomena occur, measurementresults will be affected. The extent of these effectsrange from introducing bias into the data to completelyinvalidating all measurements. Continuous monitoringof reactive and condensable gases is much more diffi-cult than monitoring of criteria pollutants. Depending
26
upon the components making up the flue gas stream,special sampling equipment may be needed and spe-cial operation and maintenance procedures may berequired to achieve reliable results.
3.1.1.1 Surface AdsorptionDifferent compounds may adsorb onto the surface ofvarious materials within the sampling system compo-nents and therefore be removed from the samplestream before reaching the analyzer. The extent ofthe adsorption depends on many factors, including:the physical properties of the compound of interest,the gas concentration of the analytes and interfer-ences, the type of material comprising the adsorptionsurface, the amount of exposed surface area, thesurface condition, the gas and surface temperatures,and the time needed for the adsorption process toreach equilibrium. The effects of many of these fac-tors are interdependent and vary with age and previ-ous use (or abuse) of the sampling system.
The selection of appropriate sampling system materi-als is important in minimizing the adsorption of manycompounds. In general, selection of inert materialsminimizes adsorption but several other factors mustbe considered. For example, measurement of ppmlevels of criteria pollutants such as SO2 and NO x usu-ally can be accomplished with sampling system com-ponents fabricated of high quality stainless steel,Teflon, or glass. In many applications, Teflon is view-ed as a completely inert material. However, less ad-sorptive materials, such as poly ether ether ketone(PEEK) may be required for tubing used in measure-ment applications of ppb level of organic compounds.Similarly, the use of Teflon is not recommended formeasurement of “organofluoro” compounds becausethey are chemically similar to the Teflon polymer andmay result in a positive measurement bias. Also,studies have been performed that demonstrate thatcertain materials can permeate Teflon (Dunder, 1995).
In general, increasing the surface temperature of asolid will reduce gas adsorption on the solid. Heattransferred from the surface increases the internalenergy of the adsorbed molecule helping it to over-come the weak molecular attraction and escape from

the surface. For highly adsorptive gases, sample linesmay be operated near the physical temperature limits.However, for some compounds such as CO, permeationthrough the walls of Teflon tubing occurs to a greaterextent at higher temperatures.
The presence of “active sites”, e.g., irregularities in amaterial surface at the molecular level, provides loca-tions for chemisorption or the formation of weak chemi-cal bonds with gas molecules that significantly affectthe adsorption of gases. In the measurement of lowconcentrations of organics, highly polished stainlesssteel vessels with thermally deposited nickel are used tominimize the effects of adsorption. The virgin surfaceis virtually free of active sites and good sample recoveryefficiencies have been obtained for many compounds.When small amounts of moisture are present in thesamples less adsorption will occur. Speculation is thatthe water molecules preferentially occupy the reactivesites and thus minimize adsorption of other analytes.Similarly, improved recovery efficiencies have been ob-served in the presence of 2 percent moisture by volume(Peeler, 1996).
Surface corrosion, due to the deposition of acids orother factors, creates many active sites in metal sur-faces and greatly changes the adsorptive effects of thesurface for many compounds. The potential for degra-dation of a sampling system over time is great becausestack gases often contain significant concentrations ofsulfuric, nitric, hydrochloric, or other acids. A samplingsystem that initially performs very well may be renderedcompletely incapable of transporting HCI to the analyzerdue to corrosion caused by the accumulation of conden-sate within the system. In addition, deposits of particu-late matter on filters or other surfaces within the sam-pling system may increase adsorption greatly. For thesereasons, the age and history of use of a sampling sys-tem affects its performance. Therefore, periodic checksof the sampling system are required.
Variations in the gas concentration, or changes in otherparameters, affect the adsorption equilibrium resultingin subsequent increased adsorption or desorption of thecompound of interest. Adsorption affects the responsetime of an extractive sampling system; the greater theadsorption, the longer the time required for a measure-ment system to display a stable and fully equilibratedresponse to a step change in gas concentration. Theeffects of adsorption may sometimes be determinedthrough response time tests using dry calibration gases.However, as discussed above, the adsorption also maybe affected by the presence of moisture or other com-ponents in the stack gas samples. Small unswept vol-umes within the sampling system (e.g., calibration injec-tion lines) can mimic the effects of adsorption by allow-
ing analytes to diffuse during sampling, thus con-founding attempts to quantify adsorption. Becausesampling systems often are fabricated of many com-ponents and different materials, isolating adsorptionproblems can be quite difficult.
3.1.1.2 Solubility and CondensationThe stack gas streams at stationary sources containcompounds that will condense if the sample tempera-ture is reduced. Depending on the type of samplingsystem that is used, water vapor may condense asthe sample temperature is lowered. Other com-pounds, such as sulfuric acid, may condense alongwith water vapor to form acid condensate, or sulfuricacid may condense even when the sample tempera-ture is maintained above the moisture dew point.Condensate formed by cooling stack gas samples canbe a complex mixture of substances. This condensatemay be detrimental to the sampling system materialsand cause corrosion or other problems.
Some compounds, such as HCI and NH,, are highlysoluble in water. The presence of condensate withinthe sampling system will scrub water soluble com-pounds such as HCI. Obviously, if HCI is the com-pound of interest, the presence of condensed mois-ture in the sampling system will invalidate measure-ments. In other cases, where measurements of insol-uble compounds are made in a sample stream thatcontains HCI, the presence of condensed moisture inthe sampling system may protect the analyzer fromdamage. Thus, a decision to use a condenser systemto remove moisture depends on the solubility of thecompound of interest and other materials present inthe stack gas matrix.
Industrial process emission streams will reflect a widerange of moisture contents, depending on the natureof the process and the type of control equipment thatis installed. The moisture content that will be encoun-tered in a particular application must be known; 1) tosize condensers or dryers used for moisture removal,2) to select an appropriate dilution factor to maintainthe sample above its dew point, or 31 simply to gaugethe significance of the problem. The moisture contentof combustion source exhaust streams typicallyranges from 8 to 20 percent by volume depending onthe fuel combusted. Hazardous waste incineratorswith quench towers and spray dryers may have emis-sion streams containing as much as 50 percent water.Portland cement kiln exhaust streams are likely tocontain moisture ranging from 10 to 35 percent byvolume depending on the type of process (i.e., dryprocess, precalciner or wet process kiln). On theother end of the spectrum, sulfuric acid plants willhave no moisture at all in the stack gas. The moisture
27

content may be estimated based on knowledge of theprocess or it may be measured directly over the rangeof process/control equipment operating conditions.
The absorption of a somewhat water soluble componentwill reach an equilibrium between the liquid and gasphases given sufficient time and a constant concen-tration of the component in the gas phase. (This is notthe case where chemical reactions with other compo-nents occur in solution.) However, most sampling sys-tems form new condensate continuously, and theconcentration in the gas sample may also change withtime. Therefore, the application of equilibrium solubilityconstants may be inappropriate, or at best, an indica-tion of a one-sided limit for estimating the extent of thisphenomena. The design of condensers in extractivesystems should minimize contact of the condensate andthe sample stream to minimize the absorption of slightlywater soluble compounds. That the condensate not beallowed to accumulate is also important; it should becontinuously removed to minimize absorption of solublecompounds and opportunities for reactions with otherstack gas constituents.
Solubility losses of many pollutants are understoodpoorly. VOC or organic hazardous air pollutant monitor-ing applications may contain mixtures of soluble,slightly soluble, and insoluble components. Little quan-titative information is available in the literature. A fewstudies at hazardous waste incinerators and sewagesludge incinerators have indicated that heated samplingsystems with total hydrocarbon (THC) analyzers mea-sure higher concentrations of volatile organics thansystems that include refrigerant moisture removal sys-tems (Cone, 1989). Thus, some regulatory applicationsspecify the use of a heated system even though opera-tional problems are reduced extensively with a “cold”system. Unfortunately, the identity of the specificcompounds that are removed in a water condenser andthe degree to which they are removed are largely un-known because THC systems provide no informationabout the individual organic species that are present.
A few studies have been performed using condenserswith either FTIR or GCMS analyzers where a variety oforganic compounds were dynamically spiked into sam-ple streams (EPA, 1993; Peeler, 1996). The investiga-tors of these studies have demonstrated acceptablesample recovery efficiencies for certain water solublecompounds in the presence of 8 to 35 percent watervapor. (See Chapter 7 discussions regarding dynamicspiking procedures.)
3.1 .1.3 Chemical ReactionsChemical reactions can occur between various stackgas components resulting in the formation of new
28
chemical species. Because of the complex nature ofsome stationary source emissions, it is difficult todetermine the extent of these chemical reactions,Polymerization, neutralization, and sublimation/con-densation reactions are suggested frequently by scien-tists, engineers and technicians as causing samplingand analytical problems. Many undocumented mythsexist about the various chemical reactions both withinthe stack and within the sampling system. Determin-ing whether chemical reactions occur in the stack orin the sampling system when performing extractivetesting is very difficult, because the analyzer onlydetects what the sampling system can deliver. Detec-tion of chemical reactions that occur within thesource virtually are impossible to determine becausesome species are short lived, while others reach astate where the products of the chemical reaction arein equilibrium with the reactants.
Polymerization Reactions. Polymerization reactionsare those that occur when a compound reacts withitself (or a similar compound) to form a large mole-cule. An example of this phenomena is the reactionof formaldehyde with itself to form paraformaldehyde.Paraformaldehyde is a solid that may be formed insampling systems where cold spots exist. Individualformaldehyde molecules react with each other at thesurface of these cold spots to form a polymer layer.This deposition results in a negative measurement biasfor formaldehyde. The results of polymerization reac-tions manifest themselves in a manner similar to sur-face adsorption.
Neutralization Reactions. Neutralization reactions arethose reactions that have a net effect in reducing anacidic or basic component in the stack gas. In thepure sense, neutralization reactions usually occur insolution where hydrogen ions (H+) and hydroxide ions(OH-) react to form water. In the gas phase, neutral-ization may occur by solubilization first and neutraliza-tion second, or by direct adsorption of componentsonto particulate matter. The apparent removal of HCIby CaO (lime) in baghouses following spray dryers onthe particulate filter cake of a sampling system areexamples of this type of reaction. Reaction of HFwith silica in glass surfaces to form SiF, is anotherneutralization reaction.
Salt-forming Reactions. Salts can form when two ormore gaseous compounds react. An important exam-ple is the equilibrium reaction between gaseous hydro-chloric acid (HCI) and ammonia (NH,) to form solidammonium chloride (NH,CI). Both HCL and NH 3 arevolatile, non-condensable gases while ammoniumchloride is a water soluble solid compound having anexceptionally low vapor pressure. This reaction is

known to occur under atmospheric conditions (Seinfeld,19861, and may cause either positive or negative mea-surement biases that are dependent upon the stack gasand sample delivery temperatures.
Another example of a salt-forming reaction is the combi-nation of SO,, NH,, and water to form ammonium bisul-fate. This reaction can occur in the atmosphere down-stream of a source, producing a detached plume and insome cases particulate fall-out. This reaction can alsooccur within the condenser of a CEM system creatinglow biases for either SOZ or NH 3 measurements.
3.1.2 Solutions to Sampling ProblemsExtractive sampling systems must be designed andoperated in a manner that provide consistently represen-tative samples to the analyzer. The design of the sam-pling system must eliminate, or at least minimize, anyreactions or loss of the analytes of interest before theyreach the analyzer. The operation of the sample acqui-sition and sample handling components must ensurethat the necessary conditions are maintained over thecomplete range of source operating conditions to affordrepresentative measurements of reactive and conden-sable gases.
3.1.2.1 HothA Systems“Hot/wet systems” are extractive CEM systems thatmaintainfihe sample temperature above its dew pointthroughout the sampling system and within the ana-lyzer. These systems may be used for the measurementof water soluble compounds and commonly are used formonitoring non-criteria pollutants such as HCI, NH,, andVOCs. Other compounds can also be measured pro-vided that a suitable heated analyzer is available. .Hot/wet systems have been used for many years to monitorcriteria pollutant emissions such as SO,, NO X, and CO.Important aspects of hot/wet sampling systems forreactive and condensable gases are illustrated in Figure3- l .
Hot/wet sampling systems must not only maintain thesample temperature above the dew point to avoid con-densation, they must also minimize adsorption andavoid the potential for chemical reactions to occur.Consider for example, monitoring of HCI which is I)very water soluble, 2) adsorbs onto common samplingsystem materials, and 3) participates in chemical reac-tions with other stack gas constituents at certainsources. Extractive HCI sampling systems have beenused that minimize adsorption effects by operatingTeflon sampling lines at temperatures between 350°Fand 375°F (the maximum operating temperature forTeflon). High sampling flow rates are maintained (20liters per minute) and short sampling lines are used in
these systems to minimize the residence time and tominimize the surface area for adsorption, Heatedhead pumps fabricated of 316 stainless steel or otherspecial alloys and with Teflon diaphragms are used toavoid condensation or adsorption. All cold spotswithin the sampling system such as connections be-tween heated line segments or connections to pumpsor manifolds must be eliminated. Nothing less thanmeticulous attention to ensuring that the entire sam-ple path is heated will prove adequate. The perfor-mance of “system calibrations” where calibrationgases are introduced at the outlet of the samplingprobe are very important for these types of systemsto identify and/or account for the effects of adsorp-tion (see Figure 7-5). System calibrations are some-times avoided in practice because of the high con-sumption rate of calibration gases (and correspondingcost) due to the high sampling rates and the longertime required to achieve an equilibrated instrumentresponse.
HCI also serves as an example of a chemically reac-tive component. HCI may participate in chemicalreactions with lime or similar materials collected with-in the sampling system. Special provisions are re-quired to, minimize the collection of the particulatematter where a stack gas stream contains solids orliquids that are chemically reactive with the compo-nent of interest. Since the reaction of HCI with par-ticulate material is most likely to occur on filters, theequipment must be designed to accommodate systemcalibrations where calibration gases are introducedupstream of the filters. This may help to detectwhether reactions with the particulate matter areoccurring. (Procedures described in Chapter 7, Dy-namic Analyte Spiking, provide a method to detectsuch chemical reactions.)
As previously described, HCI may participate in reac-tions with ammonia to form ammonium chloride salts.As discussed before, this reaction is sensitive to thesample temperature. Where the sample temperaturewithin the analyzer is substantially be.low the stackgas temperature, the reaction may consume HCI andthus introduce a negative (low) bias in the HCI mea-surement results. Conversely, where the measure-ment system is maintained at a higher temperaturethan the stack temperature, particulate ammoniumchloride may volatilize to form HCI and NH, therebycreating a positive bias in HCI monitoring results. Thepotential for such biases to occur at particularsources, and the effects of temperature changes be-tween the stack and the analyzer, must be examinedfor hot/wet measurement systems.

350” Fheatedsampleline
injectedbefore
\All tubing connectionsand components inheated compartments
Flowmeter / Secpndary
High volumeheated-head
PaT;$te
pump
Figure 3-1. Hot/wet sampling systems.
3.1.2.2 Dilution SystemsDilution systems quantitatively dilute stack gas sam-ples with clean dry air to reduce the relative moisturecontent so that the sample is maintained above thedew point *with little or no heating. ,Because moisturecondensation is eliminated as a potential problem,heated sample lines and manifolds can be replacedwith simpler, less expensive components. Samplegas condensbrs or permeation dryers are eliminatedalso. Usually an aspirator or eductor is used to moveboth sample and dilution gas thus, eliminating theneed for a sample pump. On the other hand, clean-up systems to remove moisture, CO,, oil, hydrocar-bons, or other components from the dilution gas maybe necessary.
In-stack dilution probes use critical orifices to controlsample flow rate and aspirators to both draw stackgas through the critical orifice and supply dilution air(Figure 3-2).
The critical orifice in the dilution probe ensures thatthe sample extraction rate is independent of the aspi-rator vacuum thus providing a constant sample flowrate and consistent dilution of the sample gas. Cali-bration gases are introduced upstream of the criticalorifice and are diluted in exactly the same manner asstack gas samples. In-stack dilution probes are avail-able from many manufacturers.and have been usedwidely in monitoring criteria pollutants, particularly inthe acid rain program. Dilution ratios ranging from
Dilutedsample gas
Venturi-throat
Figure 3-2. In-stack dilution probe.
3 0

20/l to 1,000/l are used in practice. Analyzers thatwere developed originally to monitor SO1 and NO xconcentrations in ambient air are used for emissionmonitoring in the acid rain program.
Variations in the sample dilution ratio, and resultingbiases in monitoring results, may occur where in-stack dilution probes are subject to varying stacktemperature, pressure, or molecular weight. Theseeffects have been characterized by Jahnke (Jahnke,1994a). Newer designs of dilution systems havelocated the critical orifice and aspirator outside of thestack in a temperature controlled region to minimizethe effects of stack gas temperature variations on thedilution ratio (Figure 3-3).
Figure 3-3. Out-of-stack dilution system.
A dilution sampling system is not appropriate wherean analyzer with the requisite sensitivity is not avail-able to reliably measure the diluted samples. Usually,the minimum dilution ratio is determined based on themaximum expected moisture content of the stack gasand the minimum temperature in the sampling systemor analyzer. Applying this dilution factor to the ex-pected stack gas concentration provides an estimateof the required measurement range. An analyzer withsufficient sensitivity, resolution, and signal-to-noisecapability must be available for this operating range.The analyzer must be designed for the specificmeasurement range; incorporating measurement cellswith sufficient optical path length and appropriatefilters, detectors, and other devices necessary for themeasurement level. Simply increasing the electronicgain of an analyzer does not always change the mea-surement range.
Problems with adsorption may be encountered withdilution systems even though condensation of mois-ture is avoided. EPA studies to evaluate HCL dilutionsystem performance at municipal waste combustorsand at hazardous waste incinerators demonstratedvery slow response times that were attributed to
adsorption of the HCL on Teflon sample lines(Shanklin, 19891. The use of heated sample lines canimprove the system response times and can provideadditional protection against condensation in applica-tions where extremely cold ambient temperatures areencountered. However, one of the major advantagesof using a dilution system is lost if heated samplelines are required.
The accumulation of organic material within the aspir-ator of an in-stack dilution probe has been observedduring monitor evaluation tests at a power plant inVirginia. This was attributed to localized condensa-tion occurring because of cooling by the dilution air.Pre-heating of the dilution air eliminated this problem.In addition, condensation of acids may occur in dilu-tion sampling systems even though condensation ofmoisture is avoided. Accumulation of sulfuric acidhas been observed in unheated dilution sampling linesat coal-fired electric utility boilers.
One of the major advantages of dilution samplingsystems is that they minimize the volume of samplegas extracted from the stack and thereby minimizethe contamination of the system by particulate mat-ter. The frequency of replacing filters and othermaintenance activities is reduced for dilution systemsbecause less particulate matter is introduced to thesystem. Nevertheless, the relative amounts ofparticulate matter and gases extracted is the samefor dilution and conventional extractive systems.Therefore, the potential for chemical reactions oradsorption between gases of interest and theparticulate matter is not reduced.
3.1.2.3 Close-Coupled SystemsClose-coupled systems minimize extractive samplingcomponents by effectively placing the measurementsensor in close proximity to the sampling point.Many of the problems observed in other extractivesampling systems are eliminated. Close-coupledsystems have been developed for the measurementof criteria pollutants (Mandel, 1995). Close-coupledsystems also have applications in monitoring non-criteria air pollutants particularly reactive andcondensable gases. Several fundamentally differentconfigurations have been developed.
Close-coupled systems have been developed that useFID detectors in “total hydrocarbon” monitoringsystems as shown in Figure 3-4. In this example, theheated FID is located in a thermally controlledenclosure just outside the stack wall. The sample isconveyed only a very short distance, thus the surfacearea for adsorption/desorption reactions and the timeallowed for reactions to occur before the sample

reaches the detector are greatly minimized. Thisdesign allows for rapid responses of the measurementsystem and minimizes sampling system maintenance.
Figure 34. Close coupled system.
Close-coupled systems have been developed that use“reactive gas analyzers” for the measurement of NHB,SOB, and H,SO,. These measurement systems incor-porate a means of contacting the sample gas streamwith an absorbing solution at the outlet of the sam-pling probe. The absorbing solution may simply ab-sorb the compound of interest or it may facilitatechemical reagtions which convert this oomponent toa more stable form. The chemical solution is con-tinuously renewed and after exposure to the gassample it is conveyed some distance to an analyzerwhich provides for the determination of concentra-tion. This approach provides for the immediate reac-tion of the component of interest, and possibly theselective chemical removal of interfering species, tomake the measurement. Many of the precautionsevident in other systems that are necessary to avoidcondensation, minimize adsorption; or avoid chemicalreactions are not needed in this approach.
Another close-coupled system configuration has beenintroduced which uses a solid state tunable diodelaser analytical method (Frish, 1996). This techniqueis capable of measuring many components in theinfrared spectrum and can be used for monitoringNHB, HF, H,S and other toxic gases. In these sys-tems, the laser source and photodetectors necessaryfor the measurement are contained in a control mod-ule at a remote convenient location as are analyzersin extractive monitoring systems.. A fiber optic cableis used to connect the control module to a sampleprobe. The probe provides for the continuous flow ofstack gas through an optical cell mounted in a ther-mally controlled chamber immediately outside thestack as shown in Figure 3-5.
Because this measurement system can employ fiberoptic cables as long as 1 km, the advantages of aclose-couple optical measurement cell and the conve-nience of a remote analyzer are provided. In addition,a number of sample probes can be connected to thesame control module thereby offering additional costsavings for applications where measurements arerequired at several locations.
3.1.2.4 In-Situ Measurement SystemsIn-situ systems for the measurement of gases sensethe concentration of the gas of interest within thestack by either placing a detector within the stack orby projecting a light beam through a portion of thestack gas stream and analyzing various spectral phe-nomena. Point in-situ systems measure the concen-tration at a specific point or over a relatively shortpath length through the stack gas. Cross-stack sys-tems project a light beam across the stack. Thesesystems may be either single pass or double-passsystems depending on whether the light source anddetector are on the same or opposite ends of the lightpath. A double pass system is illustrated in Figure 3-6.
In-situ systems for measurement of criteria pollutantsare described by Jahnke (Jahnke, 1993). Regardlessof the configuration, all in-situ systems must be de-signed to determine the concentration at stack condi-tions, which typically involves varying temperature;pressure, and moisture content. Other factors, suchas particulate loading or the concentration of interfer-ing gases, also vary and may affect the measurementprocess or accuracy of results.
An advantage of in-situ systems is that many of thesampling problems associated with extractive sys-tems are eliminated. Assuming that the stack gastemperature is above the dew point, condensation isnot an issue. Adsorption of gases is irrelevant. Re-actions between gases and particulate matter can beignored for all in-situ systems except for those thatuse a thimble or filter to protect an in-stack detector.In-situ analyzers are particularly appropriate, and insome cases, the only option for the measurement ofreactive and condensable gases because the influ-ences of the extractive sampling system are elimi-nated.
On the other hand, in-situ analyzers may need tocompensate for variations in gas density due to tem-perature or pressure variations, variations in spectralabsorption due to temperature shifts, as well as varia-tions in particulate matter loading and the presenceof other interfering species. The method used to

Remote Microprocessor andLaser Emitter Subsystem
Figure 3-5. Close-coupled laser monitoring system.
--. - .””
4-Calibration Retro- s ” ’
-- r
Half-silvered filter mirror
1 Retroreflector
LampI
DetectorBlower
1 ‘Window
Figure 3-6. Double-pass transmissometer.
compensate for these types of factors is inherent tothe analytical technique. Consider for example, anoptical infrared dispersive device. Variations in theeffluent temperature change the gas density and thusthe number of molecules present in the adsorptionpath at a particular concentration. Sensing of theeffluent temperature is necessary to distinguishbetween changes in infrared adsorption due toconcentration variations or due to temperaturevariations. Also, the actual spectral adsorption ofinfrared radiation varies as a function of temperature
for different compounds. Thus, effluent spectra andreference spectra obtained at the same temperaturemust be “matched” in order to analyze the dataaccurately.
Temperature compensation for spectral adsorptioncan be performed by obtaining a series of spectrallibraries at different temperatures on a controlledcalibration facility. This approach has been used forinfrared gas filter correlation devices and UV differen-tial adsorption instruments. A different approach has
33

been developed for dispersive infrared measurementsthat relies on HITRAN reference spectra and mathe-matical transformations to adjust the referencespectra to correspond to the effluent temperature(Lang, 1991).
A major challenge for in-situ analyzers is the ability toverify proper calibration while the instrument isinstalled. Because the effluent is present, determin-ing if the zero concentration value is correct isdifficult. Various schemes have been used to at-tempt to overcome this problem. Calibration atsaturation (very high concentration) rather than atzero, incremental calibrations superimposing gasfilters and the effluent gas, and using concentricslotted pipes or other mechanical means to tempo-rarily provide a zero calibration have all been usedwith varying degrees of success. An in-situ monitorwith a slotted probe for effluent measurements andgas audit cell to facilitate quality assurance checksusing external calibration gases has been developed.The probe design ensures that calibration gases areat the same temperature as the effluent gases forreasons previously discussed. Another single-passcross-stack in situ, analyzer uses a zero pipe toprovide a reference optical path, free of adsorption,and a flow-through gas cell to facilitate the introduc-tion of calib@tion gases. This instrument is anultraviolet differential absorption instrument that canmeasure many gases including SO,, NO,, H,O, NH,volatile organic compounds, and Hg (vapor).
In-situ devices typically isolate optical componentsfrom the effluent stream by using optical windowsand an air-purge system that provides a flow offiltered ambient air across the optical surfaces andthen into the stack. The analytical technique must beinsensitive to any dust accumulation on the opticalsurfaces; otherwise, the decrease in light transmit-tance might be interpreted as an increase in pollutantconcentration. The sample interface system must beadequate to ensure that dust accumulation is held toacceptable levels between maintenance intervals.Otherwise, the intensity of the optical beam may bediminished to the point where deterioration in signalto noise levels reduces the accuracy of the measure-ment results. Optical windows must be fabricated ofmaterials that transmit the measurement wavelengthsand are resistant to chemical reactions and mechani-cal deterioration.
3.1.3 Analytical TechniquesThe analysis of hazardous air pollutants (HAPS) is notas straightforward as the measurement of the inor-ganic, criteria pollutants such as SO2 and NO,.Because of the wide variation of properties associ-
ated with the different classes of HAPS (organiccompounds, metals, particulate matter), numerousmethods are used to analyze the flue gases after theyare sampled by the extractive or in-situ systems.These include gas chromatographic methods used foranalyzing organic and inorganic compounds, lightabsorption and scattering methods used for particu-late monitoring, and atomic emission spectroscopicmethods used for the analysis of metals.
Due to the difficulties of analyzing multiple hazardousair toxic materials in a flue gas matrix, chromato-graphic separation techniques often are employed toseparate compounds in a gas mixture. Compoundscan then be measured individually by some type ofdetector, such as a flame ionization detector (FID),thermal conductivity detector (TCD), photoionizationdetector (PIDI, or electron capture detector (ECD).Other techniques where separation of the gaseouscompounds is not performed, such as Fourier trans-form infrared (FTIR) spectroscopy, ideally identifyand quantify all of the compounds in the sample atthe same time. A combination of separation andanalytical methods such as gas chromatography andmass spectrometry (GCMS) can also provide for aversatile analytical system. This section contains areview of hazardous air pollutant monitoring methodsthat are commercially available, describing principlesof measurement.
3.1.3.1 Gas ChromatographyGas chromatography typically is used to isolate theindividual components of a mixture of organic andinorganic compounds from each other for subsequentidentification and quantitative analysis. Chromato-graphic separation principles are used in EPA refer-ence methods (EPA, 1996bI. For example, a detailedgas chromatographic procedure is specified in EPAMethod 106 for vinyl chloride, EPA Method 16provides for the chromatographic separation of fourtotal reduced sulfur (TRS) compounds, and Method18 gives general sampling and analytical criteria forgas chromatographic testing. The use of gas chro-matography for CEM regulatory applications has beenlimited; however, many installations are found in theprocess industries where the equipment is used tomonitor production operations (Villalobos, 1975;Coleman, 1996). Particularly in the refining andchemical industries, resources necessary to providefor continuous, accurate data are made availablebecause of the importance of that data for determin-ing process efficiencies.
3.1.3.1.1 Basic Principles of Gas Chromatograptiy.Gas chromatography is based on the selective distri-bution of compounds between a stationary phase and

a mobile phase (carrier gas). In this process, themoving gas phase passes over a stationary materialthat is chosen to either absorb or adsorb the organicmolecules contained in the gas. In gas chromatogra-phy, the stationary material or phase can be either aliquid or a solid and is contained in a long, thin tubereferred to as a “column.” Columns are made offused silica, glass, or stainless steel and vary indiameter depending upon the type of column packing(the stationary phase) used.
In an ideal column operated under ideal conditions,each molecular species will exit the column at adifferent time. The equilibration between the individ-ual compounds and the column stationary phase is afunction of 1) the compound’s affinity for the station-ary phase relative to the mobile phase, 2) the temper-ature of the column, and 3) the flow rate of themobile phase carrier gas. Individual molecules areseparated in the column by undergoing a series ofequilibrations between the stationary and mobilephases (Giddings, 1965). Selecting the appropriatecolumn and optimizing the column temperature andcarrier gas flow rate should enable separation of thegas samp!e into its individual components.
3.1.3.1.2 Gas Chromatograph Components. Asimple chromatographic system is composed of adevice !or injecting the sample into the column, acarrier gas to sweep the sample gas through the
100100
7575
ssEE0.0. 505088ozoz
2525
00
column, a column oven, and a detector. The carriergas, such as helium or nitrogen, sweeps the samplefrom the injection area into the heart of the system,the column. The detector at the end of the columnultimately produces an electrical signal that is propor-tional to the quantity of molecules present (Figure 3-7).
Separated peaks are identified and quantified bycomparison of their peak areas to a calibration withknown gas standards. However, for an unknownsample mixture, one will not know what standards toinclude in the calibration unless some prior knowledgeof the flue gas composition is available. In that case,one must use techniques such as infrared, ultraviolet,or mass spectrometry to first identify the compoundsand then select the column and appropriate stan-dards.
3.1.3.1.3 Detectors. The separation performed in achromatographic column is sensed by a detector andrecorded. Any detector designed for use in a gaschromatograph system must have a high sensitivityfor low concentrations of organic molecules, and arapid response time. Many detectors are availablethat meet these requirements; the most common insource monitoring applications are the flame ioniza-tion detector (FID) and the photoionization detector(PIDI. In more sophisticated applications, opticalspectroscopic or mass spectroscopic techniques areemployed.
. . . . ..____.___-__.-.-.-.---
L400400 500500 600600 700700 800800 900900 10001000
Time (set)
Figure Figure 3-7. Gas chromatogram.
35

. .Flame lonr7atlon Detectors. The flame ionizationdetector is capable of sensing most organic com-pounds and, because of its relatively high sensitivity,has become widely used in environmental applica-tions. In an FID assembly, the column effluent entersthe base of the burner, is mixed with hydrogen, andthe mixture burned in a jet with oxygen at a tempera-ture of about 2,lOO”C. Ions and free electrons areproduced by the flame, which increases the currentsensed by an electrometer. The current is approxi-mately proportional to the number of carbon atomsentering the flame. However, the response of thedetector is slightly different for different types oforganic compounds. As a result, the detector mustbe calibrated for the compounds being studied toachieve the best accuracy (Figure 3-8).
Exhaust \
ample and hydrogen
.ing
Figure 3-8. Flame ionization detector.
The FID is convenient to use in source samplingsituations since it does not respond appreciably togases such as 0,, N 2, H 20, CO, SO,, and NO.However, organic compounds that contain nitrogen,oxygen, or halogen atoms may give a responsereduced from that seen from hydrocarbons. In aphotoionization detector, organic molecules areionized by ultraviolet light:
R + hv- R+ +.e-
where R+ is the ionized organic compound and hvrepresents the energy of the light having frequency v(h = Planck’s constant).
Photoionization Detectors. A typical PID incorporatesa UV lamp suitable for ionizing the analytes of inter-est and a pair of electrodes to measure a currentproportional to the concentration. Again, the majorcomponents of the flue gas such as 0,, CO, N 2, CO2and H,O are not ionized.
PlDs are used in conjunction with gas chromato-graphs or alone as portable analyzers used in EPAReference Method 21 for detecting leaks in petroleumrefineries (Hellwig, 1986). They offer advantagesover FID detectors in that hydrogen is not requiredand methane (a gas that is not required to be moni-tored) is not ionized and therefore not detected by aPID (Hewitt, 1981). Depending upon the instrument,compounds detected by PlDs include: aliphatic andaromatic hydrocarbons, halogenated organics, alco-hols, ketones, aldehydes, ethylene oxide, vinylchloride, and inorganic compounds such as arsine,phosphine, and hydrogen sulfide. In general, com-pounds that have ionizable electrons can be detected.
Electron Capture Detectors. The electron capturedetector (ECD) is selective for certain groups oforganic compounds such as those containing halogenatoms or nitro groups. The electron capture detectorworks by using a radioisotope treated electrode thatemits high energy electrons as it decays Cj3 emission).The /3 electrons react with the carrier gas to producesecondary, free electrons which move to a positivelycharged anode to generate a current through thesystem. When the nitrogen carrier gas containselectron-absorbing molecules such as the halocar-bons, the electric current will be reduced because theflow of free electrons will be reduced by the absorp-tion.
The ECD is more sensitive for specific groups ofcompounds than is the FID, but the response canagain vary from compound to compound. Issuesassociated with the transport, storage, and disposal -of the radioactive material have also been of someconcern.
Dther Detectors.O t h e r t y p e s o f d e t e c t o r s a r e u s e din chromatographic systems applied to environmentalmonitoring. Many of these are species specific likethe ECD. Among these are the Hall electrolyticconductivity detector (HECD), used for halogen,sulfur, or nitrogen compounds; the flame photometricdetector (FPD) used for sulfur or phosphorus com-pounds; and the alkali flame detector (AFD), used fornitrogen and phosphorous compounds.
Mass Soectrometers used as Detectors. Increasingdemands for the analysis of trace levels of toxic
36

materials require new approaches to increase theresolving power and sensitivity of chromatographicsystems. Multiple detector combinations have beenused, but combining the gas chromatograph with amass spectrometer used as a detector offers one ofthe most powerful combinations for both identifica-tion and quantification. This GCMS combination hasbeen the basis for most low concentration testing formany years in air poflution monitoring and is seeingincreasing application (Peeler, 1996).
In the technique of mass spectrometry, molecules areionized by high energy electrons, or by other means(such as chemical or photoionization process), andthe resultant molecular ions and ion fragments areseparated according to their mass to charge ratio(m/e). This separation produces a “mass spectrum”of the different ions generated from the fragmen-tation caused by the high energy electron-moleculecollisions (Figure 3-9). The mass spectrum is uniqueto the original molecule, as is an infrared or UVspectrum.
IsPd c!k0
Mass spectrometers are distinguished by the type ofmass separator used. Magnetic deflectors, time offlight separators, quadrupole mass analyzers, andion-traps have all been used. For environmentalapplications, the quadrupole mass analyzer is usedmost commonly. In this technique, an oscillating fieldof electromagnetic energy filters ions having a spe-cific mass to charge ratio (Figure 3-10).
The linear quadrupole mass analyzer operates byoscillating the ions in a radio-frequency field super-imposed on the charged cylindrical rods. Most of theions will oscillate with increasing amplitude and strikethe rods, but one set of rod voltage and radio-fre-quencies will exist where the ions of a specific m/eratio will be able to pass through to the detector.The radio-frequency or rod voltage is thereforescanned to obtain the mass spectrum.
5 17 7
2 7 7 8
5 2 10.350 d55 3
1214, . .I?. 6 26 2 .3 35 4’456
4.54 54% , $6 ‘??5 40 8 4 s78p, 9sI I I I I 1 I ( I
1 2 0 3 0 4 0 5 0 6 0 7 0 8 0 90 1 0 0
6
Mass Units
Figure 3-9. Mass spectrum of meta-xylene.
37

Ionsource
Figure 3-10. Linear quadrupole mass analyzer.
The mass analyzers used in mass spectrometersystems are operated under high vacuum (I xl O5 or1x10” mm Hg) to minimize scattering by collisionwith other ions and gas molecules. This requiressome type of vacuum pump and a system design thatcan maintain a proper vacuum. The cleanliness ofthe system is important also, and adsorbed materialson the walls of the analyzer can lead to the introduc-tion of interfering ions. These requirements can leadto problems in source monitoring applications andmust be overcome to achieve consistent results.
The GCMS combination provides both qualitative andquantitative information since it looks at each differ-ent type of molecule separately as it comes off of thecolumn (Fig&e 3-l I). The GCMS output gives athree-dimensional plot over time, giving informationboth on the type of compounds in the sample and theamount present.
n time
Figure 3-11. Total ion current chromatogram.
Mass spectrometers and GC mass spectrometershave been applied to monitor criteria pollutants on acontinuous basis (Bartman, 1990; Harlow, 1990) andare being used increasingly in the process industriesto monitor a wide range of HAPS. Their use inenvironmental monitoring has focused primarily onthe ambient monitoring of hazardous waste sites orleak monitoring in the chemical and petroleum indus-tries. However, GCMS systems are being usedincreasingly in short term source tests to determine
baseline HAP emissions (Campbell, 1991; Peeler,1996). These tests often point out areas wherechanges in process operational efficiencies can leadto emissions reductions. The design of continuoussampling and operating strategies has been a chal-lenge in many GCMS applications, but these chal-lenges are being met (Kinner, 1993; Haile, 1995).
3.1.3.2 Total Hydrocarbon AnalyzersDepending upon the process and the mixture ofcompounds present, a preliminary characterization ofthe emissions frequently is necessary to optimizechromatographic and other instrumentation. Thespeciation and quantification of volatile organiccompounds can be very expensive. Although suchknowledge may be useful for process control andoptimization, such information is not needed for somefacilities, such as incineration sources. In these orother cases, a total hydrocarbon analyzer may besufficient for monitoring the sum of individual VOCemissions.
Total hydrocarbon analyzers direct the sample to thedetector without column separation. The samplingsystem may be either cold or hot as discussedpreviously. The hot FID systems provide a moreaccurate measure of the THC content; however, theyare more difficult to operate continuously (see Cone,1990 for a discussion of this issue). Early hot FIDsystems frequently incorporated design flaws whereorganic compounds and water could condense at coldspots in the analyzer plumbing and obstruct the flowof gas or interfere with the control of the samplepressure (Cone, 1990). Such problems are avoidedin newer systems.
The FID is the industry standard for total hydrocarbon(THC) analyzers, and is in fact specified as therequired detector for use in THC monitoring systemsinstalled in boilers and industrial furnaces that burnhazardous waste and for those installed in sewagesludge incinerators (40 CFR 266). Certificationcriteria for approving some THC analyzer installationshave been simplified by eliminating relative accuracytest criteria and using audit gases to check thesystem performance (40 CFR 266 Appendix IX and40CFR 503:Subpart E). These certification criteriaare discussed in Chapter 7 of this Handbook.
3.1.3.3 Light Absorption TechniquesLight absorption techniques have been used tradition-ally to monitor criteria pollutants such as CO, NO,SOZ. The techniques can also be used for the envi-ronmental analysis of organic compounds and havebeen applied extensively both in research laboratoriesand in process industries. The light absorption
38

methods are based upon the phenomenon that mole-cules will absorb light energy to rotate, vibrate, orchange their electronic patterns in characteristic ways.This absorption occurs only for wavelengths of lightthat are in tune with the properties of the molecule (seefor example, Willard, 19871.
Light absorption techniques are categorized as beingdispersive or nondispersive. In the dispersive methods,the spectral absorption of a molecule is measured overa limited region of the electromagnetic spectrum. Aspectral absorption pattern, or spectrum, characteristicof the molecule is obtained that can be used to bothidentify the molecule and determine the concentrationof the molecule in the sample. Scanning spectrometersand Fourier transform infrared (FTIR) spectrometersgenerate such spectra.
In the nondispersive methods, the so-called nondis-persive infrared (NDIR) and nondispersive ultraviolet(NDUV) techniques, the spectrum is not scanned. Here,a wavelength where light energy is absorbed is used asthe basis for the instrument design. Such instrumentsare constructed quite simply.
Differential Absorotion Spectroscopv. A typical non-dispersive method measures light absorption at twowaveleng:hs, one where the molecule absorbs energyand one bhere it does not (Figure 3-l 21.
This particular technique has been called differentialabsorption spectroscopy or differential optical absorp-tion spectroscopy (DOAS). The ratio of the intensi-ties, l/l,, at the two wavelengths is known as the trans-mittance and is related exponentially to the concentra-tion of the gas that absorbs light energy at the wave-length, A.
In the nondispersive, differential absorption technique,I, is obtained from the detector when it responds atthe wavelength A,. In many criteria pollutantmonitors, the value of I, is obtained instead by usinga reference gas or reference gas cell that does notabsorb light energy at the measurement wavelength,i.e., c = 0, which gives I = I, when the light passesthrough the reference cell.
The differential absorption spectroscopic techniquehas been used for many years. Early instrumentsused filters to select the light wavelengths. Currentmethods applied to discriminate between wavelengthsinclude:
1. Optical filters2. Diffraction gratings and photo-diode arrays3. Diffraction grating and moving slits4. Diode lasers
These different techniques are illustrated in Figure 3-13.
Numerous optical filtering instruments operating in theinfrared region of the spectrum have been developedfor the measurement of gases such as CO, CO*, andthe criteria pollutants, using “Luft” type or “micro-flow” detectors. These detectors monitor pressurechanges due to differential absorption of light by mol-ecules contained in the detector cell (Jahnke, 1993).
An optical filtering instrument using a photoacousticdetector, developed for ambient and industrial appli-cations, has been used in conjunction with dilutionsystems to monitor organic compounds (Sollid, 1996).This detector monitors acoustic waves resulting fromabsorption of light by molecules directly in the samplecell.
100100
~~~~-"r-~~~~-"r-
ss IIbilolecula absorbs lightenergy at wavelength J-1
I
1
0I I
ho h Wavelength
Figure 3-12. Transmission spectrum - example illustrating the differential absorption technique.
39

zi$f&\Gas Cell
FiltersOptical Filters
Lamp5
La-
Z-2 ion
I Diode Array Detector
Lamp5
P
L5
@ Detector
Moving Slit 1
Figure 3-13. Differential optical absorption techniques.
A recently commercialized technique applied in theUV region of the spectrum employs a diode arraydetector to discriminate between the different wave-lengths (Biermann, 1990). A diffraction. grating isused to disperse the different wavelengths of thelight source, and signals received from differentsegments of the detector are used to determine thetransmittan&. Moving slits, or slits on a rotating disccan be used to scan the spectrum of light dispersedby a diffraction grating. The moving slit selectivelyallows light of different wavelengths to reach thedetector to determine the transmittance. The methodhas been applied to measure criteria pollutants, am-monia, mercury vapor, and some organic compounds.The newest commercialized application of the differ-ential absorption technique employs diode lasers tomeasure HF and ammonia. By changing the tempera-ture of a diode laser, it can be made to emit light atdifferent wavelengths. Typically, the diode is at-tached to a Peltier cooler, and by changing the tem-perature by a few millidegrees, one can shift thewavelength from A to A 0. The transmittance canthen be determined from the detector intensities asthe laser light alternates between absorbing and non-absorbing wavelengths. The close-coupled samplingsystem used in conjunction with this analyzer isshown in Figure 3-5.
Differential absorption techniques applied in the UV-visible region of the spectrum can be used to mea-sure halogens such as Cl2 and F, ; aromatic com-pounds such as benzene, xylene, and toluene; car-bony1 compounds such as acetaldehyde; and in-
lie$zqDiodeLaser
Detector
Diode Laser
organic compound such as ammonia, chlorine diox-ide, hydrogen sulfide, and nitric acid, and carbonylchloride (phosgene). Although all of these gases canbe analyzed by the differential absorption technique,only a few, such as ammonia, HF, and hydrogen sul-fide, have had commercial instruments developed fortheir measurement.
A commercial instrument must be optimized for thecompound being measured. The proper wavelengthsmust be selected to minimize the effects of interfer-ences; calibration methods must be developed; appro-priate filters, lasers, or detectors must be selected ordeveloped, and the appropriate sampling interfacemust be selected to avoid loss of sample and providefor the proper instrument sensitivity. This processrequires a program of research and development onthe part of the instrument manufacturer that mayrequire considerable capital investment. However,the market for non-criteria pollutant monitors is smalland, in general, does not justify costs for optimizinga single-species monitor. The technology is availablefor developing needed instrumentation, but the incen-tive is often not sufficient to warrant investment inthe development.
FTIR Soectroscopy. The FTIR spectroscopic methodis a dispersive technique where an absorption spec-trum over a limited spectral range is obtained for allinfrared light absorbing compounds contained in thesample. Most commercially available FTIR analyzersoperate in the mid-IR region (400 cm-’ - 4000 cm -‘I.The technique allows for the measurement of more
4 0

than one gas species at the same time and is suffi-ciently general that it can be used at a wide varietyof sources. For these reasons, the technique hasgenerated interest for a number of non-criteria pollut-ant monitoring applications.
With the advent of compact and powerful micropro-cessors, the computation demands of such methodsas mass spectrometry and Fourier transform infraredspectroscopy can be handled easily in lower-cost fieldinstrumentation. Significant advances have beenmade in such instrumentation since the early 1990’sto the point where the continuous measurement ofhazardous air pollutants has become practical.
In the method, infrared radiation typically is directedthrough a sample cell as in the simplest of non-dispersive infrared spectrometers. In contrast to us-ing an optical filter or a laser to transmit light at aspecific wavelength through the cell, the FTIR sourcetransmits light over a broad range of wavelengths.The IR radiation is modulated with an interferometerbefore the light enters the sample, that is, the lightenergy at each wavelength is varied from zero tosome maximum value by using a mirror that movesover a small distance, x (in FTIR systems, a laser isused to monitor the mirror position). This all resultsin generating an “interferogram” (an interferencespectra%) that shows the net intensity of the ab-sorbed radiation at the detector, versus the mirrorposition, x. The interferogram contains much infor-mation, but not in a particularly usable form. Thesystem microprocessor applies a mathematical tech-nique called the “Fourier transform” to recalculate thedetector intensity as a function of wavelength insteadof as a function of the mirror position x. This is whatis desired, a complete absorption spectrum over thewavelength region of the spectrometer.
Once the dispersed absorption spectrum informationis obtained, the analyzer microprocessor must thenextract both the qualitative and quantitative informa-tion desired. To do this, “library spectra” of the com-pounds being measured must be stored in the com-puter and referenced against the test data. Thelibrary spectra are obtained by analyzing samples ofthe compounds at known concentrations with theFTIR spectrometer. Various mathematical techniquesare used in this process to obtain concentrations inparts per million.
The FTIR technique involves the application of numer-ous technical and mathematical tricks, however, itsoperation can be summarized simply as follows:
IR light is emitted over a broad spectral range
1Mirror moving over distance x, modulates light
1Modulated IR light is absorbed by moleculesin the sample cell to create “interferogram”
1lnterferogram converted by Fouriertransform to absorption spectrum
3Library spectrum matched to test data to
give concentration in ppm foreach compound being measured.
The method can be relatively straightforward if thecompounds in the sample do not absorb light in thesame wavelength regions, i.e., if their spectral “fin-gerprints” are not similar. If these fingerprints aresimilar, or overlap, the method becomes more diffi-cult to apply. This is the case when the sample con-tains hydrocarbons or other organic compounds ofsimilar structure. Also, because water and/or carbondioxide are often present in the sample at percentlevels, discriminating between the spectral absorp-tion of organic compounds at ppm levels within thebroad spectral absorption regions of these two gasesbecomes more difficult.
The attraction of the FTIR technique is that it is amulti-component technique and reference spectra canbe used for calibration. This does not mean that theFTIR technique does not have to be optimized for agiven application. Each new use of the instrumentrequires the incorporation of library spectra of thecompounds of interest over the range of concentra-tions expected at the source. Suitable reference spec-tra may have been generated by the analyzer manu-facturer for similar applications, or they may be ob-tained from the EPA Emission Measurement Center(EMC) library or commercial FTIR libraries. If appro-priate reference spectra have not been generated,individual spectra of the target gases at known con-centrations and specific temperatures and pressuresmust be obtained.
The major differences between FTIR systems mar-keted for environmental applications are in the designof the optical bench used to create the interferogram.A major design goal for the moving mirror is to makeit vibration insensitive for field use, and such designsas sliding wedges or flexing parallelogram arrange-
41

ments have been developed to meet this objective.A competing design goal relates to the distance thatthe mirror moves. The greater the distance, thegreater the special resolution of the instrument.Other differences between instrumentation rest in themathematical techniques used to extract the concen-tration data from the interferogram Fourier transformgenerated spectrum.
One of the more important decision-making factorsassociated with the FTIR technique is whether it hasbeen applied successfully at a similar source for.mea-suring similar compounds. With its increasing popu-larity, increasing numbers of reports are being pub-lished of successful applications. Examples havebeen given for monitoring criteria pollutants at coal-fired electric utilities (Dunder, 19941, solvent emis-sions at industrial coating facilities (Ayer, 1996,Bartak, 1996, Stock, 1996), for monitoring formalde-hyde, methanol, phenol, and carbonyl sulfide (Kinner,1995, Geyer, 19961, cydlohexane, ammonia, formal-dehyde, methanol, carbon monoxide, methane at ahigh temperature, high moisture source (Reagen,19961, hyd.rochloric, hydrobromic, and hydrofluoricacids at municipal waste incinerators and HCI at in-dustrial process plants (Vidrine, 19931. Numerousother examples are given in the literature.
ti’
3.1.3.4 Ion-mobility SpectrometryIon-mobility spectrometry is a technique similar to thetime-of-flight technique used in mass spectroscopy,except that the analyzer operates at ambient pressureand the ions drift to the detector in an electric field.Commercial ion-mobility instruments are single com-ponent instruments and have been optimized for themeasurement of HF, HCI, NH,, hydrogen peroxide(H,O,I, hydrocyanic acid (HCN), Cl,, and chlorinedioxide (CIO,). A wide range of other gases, such asaldehydes, ketones, amines, polyaromatics, etc., aresaid to be measurable by this technique (Bacon,1993). However, specific instruments for these gaseshave not been advertised commercially for sourcemonitoring applications.
In this method, a radioactive source ionizes themolecules, which then drift through an electric fieldto an electrometer (Figure 3-14). The mobility (driftvelocity/electric field strength) of the ions throughthe field is dependent upon the charge, mass, andshape of the molecule. An electronic shutter grid isused as a “gate” to periodically allow ions to enterthe drift space. Smaller ions have a greater driftveloci ty than the larger ions and reach theelectrometer earlier. The resultant instrument signal,showing the different ion signals as a function oftime, appears much like a chromatogram and couldbe ca l l ed an “ionogram.” Concent ra t ions a redetermined from the peak heights.
50 40 30 20 . . ia allma -m&memnds
Figure 3-14. Ion-mobility spectrometer.
4 2

The ion mobility spectrometer does have some prob-lems in discriminating between different compounds.These interference problems are resolved by severalstratagems: 1) introducing chemicals (“dopants”)into the gas stream to inhibit the ionization of in-terfering compounds, 2) using a permeation mem-brane to exclude or retard interfering compounds, 3)changing the electric field polarity to select positiveor negative ions at the detector, or 4) scrubbing outinterfering compounds before they enter the spec-trometer. The research necessary to optimize thetechnique for specific compounds has limited theapplication of the method.
A related method to ion-mobility spectrometry is field-ion spectrometry. In this method, molecules are ion-ized by a radioactive source or are photoionized usinga UV lamp. The method uses an oscillating electricfield to neutralize interfering ions and allow ions ofinterest to pass through the drift tube to the elec-trometer. Field-ion spectrometry is said to be able tomeasure a wide range of organic compounds at partper billion levels; however, the method has been in-troduced only recently and is just becoming commer-cialized (MSA, 1996).
3.2 Monitoring Systems for Particulate,Matter
3.27 Sampling Problems for Particulate MatterContinuous monitoring of particulate matter emis-sions presents special sampling problems that are notencountered in the measurement of gaseous pollut-ants. These include resolving problems associatedwith 1) particulate stratification, 2) wet gas streams,and 3) particle deposition in extractive sampling sys-tems.
3.2.1 .l Particulate StratificationParticulate matter stratification across a stack or ductcross-section, including both variation in mass con-centration and variation in particle size distribution,occurs in many instances and must be considered inthe development of a particulate monitoring program.The extent of these effects are dependent upon thesource application and the type of monitoring equip-ment that is used to sense the particulate concentra-tion. In addition, effluent flow rate stratification isalso likely to occur at most sampling locations andthis may complicate the measurement of particulatematter mass emission rates’.
Particulate matter stratification is due to the influenceof inertial and viscous forces acting on the particlesas they move with the gases through the effluentpathway. The significance of these forces is depend-
ent on the flow stream characteristics and the spe-cific bends, turns, flow obstructions, and length ofthe effluent ducts between flow obstructions. In thesimplest terms, the particles within the effluentstream have much greater mass than the gasmolecules and are thus subject to much larger inertialforces where changes in direction of the flow streamoccur. Obviously, the extent of these forces dependon the size and density of the particles.
Where inertial forces cause particles to move in adirection different than the gas velocity, viscousforces are also exerted on the particles. These forcesare dependent on the relative velocity between theparticle and the gas stream and the aerodynamic sizeand mass of the particles. As a rough rule of thumbfor industrial emission air flows, particles having adiameter smaller than 1 pm can be assumed tobehave much like a gas and particles having adiameter IO pm or larger are expected to exhibitsubstantial inertial behavior. Stratification across theflow stream is expected for 1 to 10 pm particles.The particle size distribution depends on the type ofindustrial process and the type and efficiency ofcontrol equipment that is installed.
Taken together, the above factors create particulatematter stratification at the majority of monitoring lo-cations. To estimate or forecast the specific impactof these factors is infeasible based on theoreticalmodels. To characterize the stratification profilewould require obtaining particulate concentration dataat many points in the duct. This would be very diffi-cult and cost prohibitive. Furthermore, stratificationprofiles are likely to change 1) with varying flow ratescorresponding to process rate changes, and 2) overtime as a result of variations in control equipmentperformance, process operation, and fuel or rawmaterials. Decisions regarding monitor location cannot be based on exact knowledge of the particulatematter stratification profile but instead must be basedon an understanding of basic principles and the useof limited measurement data to make an informedchoice. Ultimately, the acceptability of a particulatematter monitoring location is determined when themonitoring measurements are correlated with theresults of manual gravimetric measurements. A non-representative monitoring location will not correlatewell with manual test results that are obtained bytraversing the entire duct cross section (see Chapter7).
The effects of particulate matter stratification on ductconcentration measurements cannot be completelyeliminated. However, the effects can be minimizedby selection of an appropriate measurement tech-
4 3

nique and selection of a measurement location andmeasurement point or path that will maximize theopportunity to acquire representative samples.
For sampling locations downstream of high efficiencycontrol devices, very low particulate concentrationsare expected except during malfunctions or certainperiods of start-up or shut down when the controldevice must be bypassed. In most cases where highefficiency control devices are used, or where a strin-gent particulate matter standard must be met, controlof large particles is reasonably assured and the re-maining particle size distribution contains mostlysmall particles. In such cases, the effects of stratifi-cation are minimized since the small particles behavemuch like gas molecules and a representative samplecan be obtained following simple principles describedbelow.
Where higher particulate matter concentrations andlarger particles are encountered, greater attention toselecting the measurement location and measurementpoints is warranted. Selection of a measurement lo-cation in a long straight run of duct or as far fromflow disturbances as possible is a good first step.Pitot tube traversesshould be conducted to constructvelocity profiles at various operating loads or processrates. If no basis for estimating the particle size dis-tribution exists, measurements should be made atseveral points across the duct cross-section usingcascade impactors or other in-situ particle sizing de-vices. The resulting particle size information may beuseful both in selecting 1) the type of monitoringequipment and 2) the measurement point or path forthe monitoring device.
Another approach to selecting a particulate samplinglocation relies on the use of the monitoring device.“Portable” transmissometers with slotted probeshave been manufactured and can be used (within thephysical limits of the probe length, duct wall thick-ness, and duct dimensions) to perform measurementat a number of locations across the duct. Some in-situ light scattering devices can vary the area orvolume in which particulate matter is sensed bychanging the angle between the iight source and thedetector. For single point extractive systems or pointmonitors, varying the insertion depth of the probe ormaking measurements in several sampling ports maybe possible. When attempting to use any monitoringdevice to detect stratification, the effects of temporalvariations that occur during the experiment must beminimized. Ideally, two instruments should be used,one remaining at a fixed reference point and the othermoving to various traverse points. Where the use oftwo instruments is impractical, care must be taken to
maintain steady source operating conditions andsampling must be performed for a sufficient period ateach point to characterize the normal fluctuations inemissions over time at each process rate of interest.
Good practice in all cases would generally requirethat point monitoring systems be located within thecentral portion of the flow stream (i.e., away fromduct walls to avoid boundary layer effects), and at apoint of average velocity in the flow stream with theflow direction parallel to the duct or stack walls.Cross-stack optical path measurement devices shouldbe oriented so that the beam passes through thestratification gradient rather than parallel to the gradi-ent. Such an orientation is much less susceptible tonon-representative sampling due to the influence ofstratification. Orienting the monitor path so that thelight beam is in the plane defined by an upstreambend is an example of this approach. Also, locatinga cross-stack monitor so that the light beam passesthrough the central area of the stack or duct mini-mizes the effects of boundary layers and eddy flowsnear the walls. Requirements for locating opacitymonitors and exampies for commonly encounteredduct configurations are found in Part 60, Appendix B,Performance Specification 1 (PSI) (USEPA, 1996)which represent a consistent approach based on “en-gineering judgment.” These principles and therequirements of PSI generally should be followed forpath sampling devices in the absence of other appli-cable criteria (or information) for a particular applica-tion. However, the PSl location criteria should beconsidered as only a guide. Actual measurementdata or other specific information should be givengreater credence.
3.2.1.2 Particulate Monitoring In Wet StacksParticulate monitoring downstream of wet scrubbersor process streams where water droplets are presentat the monitoring location limits the selection of mon-itoring equipment and may require that additionalsteps be taken. Some particulate monitoring devicescan not be used where liquid water droplets are pres-ent. For example, charge-contact (triboflow) devicescannot be used. Transmissometers or other opticaldevices can not distinguish between water dropletsand other particles and therefore can not be usedwithout additional modifications to the source or ef-fluent pathway. In the United States, new sourceperformance standards (40 CFR 60.13(l)(l) (USEPA,1996b) and state regulations provide for opacitymonitoring exemptions where liquid water are presentdownstream of control devices because of this inter-ference. However, in Germany, France and otherEuropean countries, particulate monitoring in wetstacks is required (Peeler, 1996).
4 4

Several options are available for particulate monitor-ing in wet stacks. Single point extractive systemswith heated probes are available from several manu-facturers. An extractive light scattering device hasbeen developed with sufficient heating capability tovaporize liquid droplets before they reach the heatedmeasurement cell. This device has been evaluatedand tested in Germany (VDI, 1989). Extractive betagauge systems that also vaporize liquid droplets havebeen used widely in France for wet gas monitoring.
Alternative approaches that convey a slipstream ofthe effluent through a heated device to vaporize liq-uid and which then employ either transmissometersor light scattering analyzers have also been used inGermany and other countries. A heated bypass sys-tem has been used with transmissometers for particu-late monitoring on refuse incinerators and powerplants in Germany. These systems have beenevaluated and approved by TUV Rheinland (TUVRheinland, 1985).
A similar approach has been developed for use withlight scattering instruments normally used as in-situdevices. In this case, the slipstream is extractedfrom the staek, heated to vaporize droplets in anelectrically heated cyclone, and then passed througha small beated duct with an installed light scatteringanalyze! to facilitate the measurement. This systemhas been used in Germany for several years and hasbeen shown to perform successfully in the UnitedStates at a hazardous waste incinerator having a sat-urated exhaust stream and low particulate matterconcentrations (Joklik, 19951.
The above solutions to monitoring particulate matterin wet stacks still require that comparisons to manualgravimetric tests be performed to correlate the outputof the instrument to mass concentration units. Spe-cial care is required in performing the manual testmethods because most in-stack particulate filtrationmethods (e.g., Part 60, Method 17) (USEPA, 1996b)can not be used in the presence of water dropletswithout special precautions and heating to ensurethat the filters are not exposed to droplets. Whenout-of stack filtration methods are used (e.g., Part60, Method 5) the temperature of the filter should bemaintained only slightly above the sample streamdew point.
3.2.1.3 Probe/Sample Line Deposition ProblemsDeposition of particulate matter in the sample probeand sample lines is a concern for extractive particu-late monitoring devices because particulate matterthat is deposited in the probe or sample lines repre-sents a low bias in the measurement results. As with
stratification, large particles are the most likely to beaffected by probe deposition.
The primary method used to minimize probe and sam-ple line deposition is to maintain high transportvelocities through the tubing. Because isokineticsampling must be performed at the point of sampleextraction, the transport velocities are somewhatlimited. The internal tubing diameters may beminimized to increase the transport velocity providedthat the vacuum is not too high to be overcome bythe pump or aspirator and thus create non-isokineticsampling conditions. Another method of minimizingdeposition is to keep the probe and sample lines asshort as possible by using a close-coupled system.
A supplier of beta gauge devices has included a probeclosure valve at the sample nozzle to protect themeasurement system by excluding effluent gases andparticulate matter when the monitor is not in thesampling mode and to minimize the effects ofparticulate deposition in the sample probe. Themeasurement system is operated for a discreet periodto obtain a suitable amount of material on the papertape. At the end of each of these batch samplingperiods, the probe closure valve is shut briefly,creating a vacuum in the sample probe. Then it isopened quickly resulting in a pressure pulse of gastraveling through the probe to re-entrain particles thatmay have been deposited in the probe and transportlines.
The extent of particulate deposition problems for aspecific system can be determined by periodicallycleaning the probe and sample lines upstream of theanalyzer. If a significant amount of material is found,then the maintenance interval should be shortenedand greater cause for concern is warranted.
3.2.2 Continuous Particulate Monitoring3.2.2.1 Perspectives for Continuous Particulate
Mass MonitoringNo U.S. Federal requirements exist for the continuousmeasurement of particulate mass, although one isbeing proposed for sources that incinerate hazardouswastes (EPA, 1996). A few states have requiredcontinuous mass measurement systems throughoperating permits or through negotiated agreements;however, these applications have not been extensive.Continuous mass measurement requirements arecommon in Europe, particularly in the FederalRepublic of Germany where both the regulatory andtechnical sophistication of continuous massmeasurement has become quite advanced (Peeler,1996).
45

missometer measures the ability of a flue gas totransmit light. A light scattering instrument measuresthe light intensity scattered by the flue gas particles. Abeta gauge measures the transmission of electronsthrough a spot of collected particulate matter. All ofthese commercially available continuous massmonitoring instruments produce an instrument outputthat is something other than “grams per cubic meter”(or Ibs/f?). This output, however, can be correlated tothe particulate concentration. To continuously measureparticulate mass, one first chooses an instrument thatmeasures some property of the particles in the flue gas.The instrument readings are correlated with manualparticulate source test method data from a manualreference method. Source and control equipmentoperating conditions are varied to obtain a range ofparticulate concentrations. A g r a p h , o r o t h e rcorrelation, is then made between the instrumentresponse and the manually determined particulateconcentrations.
new correlation should be developed in such situa-tions.
Standards for continuous mass monitoring systemsare used today in the Federal Republic of Germany(VDI, 1980 and FRG, 1992). A more general set ofstandards has also been prepared by the InternationalStandards Organization (ISO) (ISO, 1995). A variationof the IS0 10155 method has been proposed asPerformance Specification 11 A for continuous particu-late monitoring in the proposed hazardous wastecombustor rule (USEPA, 1996). These methods arediscussed further in Chapter 7 of this manual.
3.2.2.2 Measurement TechniquesMeasurement techniques used in continuous par-ticulate monitor systems are given in Table 3-l.
This correlation results in an “analytic function” thatrelates the two techniques. The method defines how astatistical correlation is to be made and defines theacceptance criteria for the correlation. The principalconcern in obtaining a valid instrument-manual methodcorrelation is to make sure that the procedures areconducted ir) a reoresentative manner.
Of these methods, the light attenuation techniqueusing transmissometers has been the most extensivelystudied. Extinction-mass correlation methods areused routinely in Germany and occasionally in theU.S. The light scattering and beta gauge techniquesare being applied increasingly due to the good correla-tions that can be obtained.
4 6
1. Comparative measurements should be made atseveral source operating conditions to obtain adata spread suitable for establishing thecorrelation.
3.2.2.2.1 Optical - Light Attenuation (Transmissome-ters). In a transmissometer, the light attenuation ortransmittance through the flue gas is determined bypassing a light beam across the stack interior. Theintensity of the light returning, I, is compared with apreviously determined reference signal, I,, to give thetransmittance, T = l/l,.
2. The automated system should measure a samplethat is representative of emissions to theatmosphere.
3. The manual sampling method should extract asample representative of that measured by theinstrument system.
4. Measurements should be representative in time.Instrumental and manual measurements shouldbe concurrent. Source operating conditionsshould remain stable during these measurementperiods.
A transmissometer may be constructed in two ways,using either a single pass system or a double pass ’system. In a single-pass system, the light crosses thestack directly to a detector. In a double-pass system(Figure 3-61, the light crosses the stack twice. Thetransceiver assembly on the left houses both the lightsource and light detector. By reflecting the projectedlight from a mirror located outside of the transceiverwindow, systems can be designed easily to check allof the electronic circuitry, including the lamp andphotodetector, as part of the operating procedure.Most transmissometer systems include some type ofair purging system or blower to keep the opticalwindows clean.
The correlation technique is valid only so long as theconditions under which a correlation was developed arerepresentative of the source operation. Changes inoperation that lead to significant changes in particlecharacteristics or the particle size distribution mayaffect the slope of the correlation line greatly. Changesin fuel, changes in control equipment, or changes inprocess operation may contribute to this problem. A
The way in which a transmissometer is used canaffect its design. If the transmissometer data are tobe correlated with particulate mass, red or infraredlight may be more appropriate than using visible lightas in opacity monitors. The smaller particles (<5 ,umin diameter) contribute greatly to the opacity but not

Table 3-1. Automated Measurement Methods for Particulate Matter
Physical Basis TechniqueII
Optical Light Attentuation (Transmissiometers)Light Scattering
Nuclear
Electrical
Electromechanical (Loaded Oscillator)
Beta Ray Attenuation
Contact Charge Transfer
PiezoelectricityCantilevered Beam
to the particulate mass loading of the flue gas. Redlight is not as sensitive to the small particles as it isto the larger particles, and thus gives a better correla-tion to particulate mass (Uthe, 1980). As discussedabove, this correlation is done with respect to manualmethods such as EPA Method 5 or 17 test data.Since the light transmittance, T, is reduced exponen-tially by an increase in mass concentration, a semilogplot of light transmittance versus concentrationshould yield a straight line, or linear correlation.Another method of developing the correlation is tofirst convert the transmittance data to optical den-sity, where optical density, D, is defined as:
t’D = log(l/T) Equation 3-l
Another expression that is used frequently for suchcorrelations is “extinction,” a parameter that normal-izes the path length:
b = 2.303D/l Equation 3-2
where b = extinctionD = optical densityI = light path length
A graphical plot of either optical density or extinctionagainst the manually determined particulate concen-tration should give a straight line correlation. Themeasurement sensitivity of this technique is approxi-mately 10 mg/m3 for a one meter optical path.
Extinction-mass correlations have been developedsuccessfully for many types of emission sources.However, as implied above., correlations may besensitive to changes in the particle-size distribution inthe flue gas. In a practical sense, transmissometersused to provide mass measurements in Germanywith retesting every 3 to 5 years have been found tomaintain the original correlation (Peeler, 1996).
3.2.2.2.2 Optical - fight Scattering. When light isdirected toward a particle, the particle may bothabsorb and scatter the light. If the wavelength of thelight is large with respect to the size of the particle,a type of scattering called “Rayleigh” scatteringoccurs. If the wavelength of the light is approxi-mately the same as the radius of the particle, a typeof scattering called “Mie” scattering will occur(originally described by Gustav Mie in 1908). Thisform of scattering is shown in Figure 3-l 5.
r/l
Figure 3-15. Angular dependence of the intensity oflight scattered by a spherical particle with index ofrefraction 1.20. The intensity is arbitrarily normal-ized in each case. (Source: Ashley, L.E., 1958)
Note from the figure that for values of r/A less than0.5 (where r is the particle radius and A the wave-length of the light), the particle will scatter the lightin many directions - forward, backwards, up, down,etc. For values of r/A > 1 .O, the scattering will occurprincipally in the forward direction.
Baghouses and electrostatic precipitators used tocontrol the emission of particulate matter will collectparticles that are greater than 1 pm (1000 nm) indiameter effectively. However, collecting particlesin the submicron range (< 1 pm) is more difficult.These are the particles that will have a higher proba-bility of escaping into the atmosphere. Visible light
47

(range 400 nm to 700 nm) scattering from theseparticles is, therefore, within the region of applicabil-ity of Mie theory for visible and infrared light.
Analyzers have been developed to take advantage ofscattering effects. They can be designed to measureeither back-scattered light, forward scattered light, orlight scattered toward the side, at a specified angle.A side-scattering instrument is illustrated in Figure 3-16.
Figure 3-16. A Side-scqttering continuous massemission monitor.
In this side-scattering device, infrared light is focusedon a sample volume. Instead of measuring the back-scattered radiation, the device locates a sensor abovethe lamp such that side-scattered light is detected.A reference measurement is made by monitoring thelamp intensity through a tube passing from the lampto the detector.
3.2.2.2.3 Nuclear - Beta Ray Attenuation. Whenbeta rays pass through a material, they can beabsorbed or reflected by that material. The transmis-sion of the beta rays is therefore attenuated and thereduction in beam intensity can be correlated to theamount of material present. By using a radioisotopefor the beta source (e.g. Kra5, C14), “beta gauges”have been developed that can monitor particulatemass continuously (Figure 3-17) (Nader, 1975). Inthis device, the flue gas is drawn isokineticallythrough a probe. The sample may then be diluted to
reduce the dew point to levels where condensation offlue gas moisture will not occur in the instrument.The gas is filtered through a glass fiber filter toproduce a spot of collected particulate matter, whichis moved between the beta source and detector fora determination of the beta ray attenuation. Inpractice, a moving filter tape allows the intermittentcollection and measurement of one data point toproduce a semi-continuous measurement.
Figure 3-17. Typical beta gauge paper tape monitor.
The reduction of the beta ray beam intensity throughthe spot depends upon the electron density of thecollected material and the amount of material pres-ent. To produce consistent measurements, a con-stant relationship must exist between the number ofelectrons per molecule and the molecular weight.This ratio is essentially the same for most particulatematter found in coal and oil combustion sources. Inthis method, the sample gas volume is controlled toprovide a value for the particulate matter concentra-tion. The range of the instrument is typically from 2to 4,000 mg/m3.
The method does require that the sample be collectedisokinetically. Problems may occur with particulatedeposition in the sample probe and sampling lines.As discussed earlier, strategies have been devised tominimize such deposition. Spot collection efficiency,particle composition, and gas volumes and dilutionratios are all factors that may produce error.
These problems may be minimized in some applica-tions by first diluting the sample, using high transportvelocities, or pulsating flow (Farthing, 1996).

3.2.2.2.4 Electrical - Contact Charge Transfer. Whentwo dissimilar materials make contact, a net transfer ofelectrons from one material to the other can occur.This is not an effect based on the accumulation ortransfer of static charges, but an effect based upon theintrinsic electronic properties of the materials them-selves. The amount of charge transferred depends onthe particle’s work function, resistivity, dielectricconstant, and the physical conditions of contact (parti-cle deformation, duration of contact, area of contact,etc.) (Wang, 1988). The operating mechanism hasbeen advertised as the “tribo-electric effect,” a termwhich is not commonly found in the scientific literature.This has tended to confuse the evaluation of thetechnique.
The instrument is simple, consisting of a metal surfaceprobe inserted into the stack. It has been qualitativelysuccessful as a bag-house particulate alarm monitor.The instrument, however, lacks a method of probecalibration and has shown problems for monitoring afterelectrostatic precipitators because of static electricalcharges on the particles. Also, small particles mayfollow the gas streamlines around the probe and nevermake contact for the measurement.
3.2.2.2.5 Electromechanical - Piezoelectricity, LoadedBeam. Electromechanical devices have been developedon the principle that the frequency of a vibratingoscillator will change if the mass of the vibratingelement changes. A piezoelectric crystal, a cantileveredbeam, or oscillating metal band may be used to providethe mechanical vibration. When particulate mattercomes into contact with the vibrating element, itadheres to it and changes its total mass, and conse-quently, its vibration frequency. This mass-dependentvibration frequency is then measured as the correlationparameter.
When applied to flue gas measurements, the samplemust be withdrawn isokinetically from the flue and itmust be diluted to avoid condensation of the flue gasmoisture. When the particles don’t adhere to thevibrating element, the data are not representative.When the particles do adhere, the vibrating elementeventually will become overloaded and it must becleaned and recalibrated. Although some interest in thismethod has been shown, it has not become commer-cially available technology.
3.2.2-2.6 Other Methods. Several newer methods forcontinuous particulate monitor/ng have appeared on thecommercial market. In what is termed an “acousticenergy” technique, particles impacting on .a probeproduce acoustic waves in the probe transducer. Theoscillations produced are used to count the impact of
4 9
single particles on the probe and thus provide a relation-ship to the flue gas particulate matter concentration.
In another technique, variation on transmissometryutilizes fluctuations in the light transmission due tothe flue gas particles passing through the light beam.This generates an instrument response that is directlyproportional to the particulate concentration.
3.2.2.3 Choosing a Continuous ParticulateMonitoring System
Numerous technical issues are involved in choosing acontinuous particulate monitoring system. First, theflue gas stream must be well characterized to deter-mine the presence or absence of water droplets,particulate concentration levels, and the degree ofparticulate stratification. A selection process thatconsiders these issues is illustrated in Figure 3-18.
3.3 Monitoring for Metals3.3.7 Sampling Problems for MetalsEither extractive or in-situ sampling methods can beused for monitoring metals. However, measurementproblems develop when a metal is present in the fluegas in both the vapor and solid phases. Mercury is atypical example, where most of the total mercury ispresent as a vapor, although some may be bound inthe form of mercuric chloride or other compounds inthe particulate matter. Simple optical instrumentationcan detect the mercury vapor, but not the othermercury compounds. To obtain a value for totalmercury, either an extractive technique must be em-ployed to reduce these compounds for subsequentmeasurement, or the particles and vapor alike can beheated to extremely high temperatures (as in anelectric arc, a plasma torch, or a focused high energylaser beam) to emit characteristic spectra.
In extractive metals monitoring systems, metal amal-gamation and deposition in the probe and samplinglines present a significant problem. Here, close-coupled systems or very short sampling lines may benecessary to obtain reproducible results.
3.3.2 Mercury Monitoring MethodsCommercial systems are available for monitoringmercury on a continuous basis. Municipal incineratorregulatory requirements in Germany and other Euro-pean countries have’ promoted the development ofcontinuous monitoring methods. In the United States,mercury monitoring requirements and mercury CEMperformance specifications have been proposed forfacilities that incinerate hazardous waste (61 FR17358) (USEPA, 1996).

-1Transmrssometer wrth skp stream
tLimit choices to:
Extractive light scattering, orBeta guage
if dust loading Is below 30mglm’
5
moisture presentat monitoringvlocation?
I NO
YES YES
vEvaluate commercial
factors and otherSelect appropriate instrumentation selection criteria
’based upon dust loading, particlesize distribution, and competitive
commercial factors.
Extractive ScatteringSelect
/
In-situ Scattering.005 - 20 mglm’
.05 - 10 pm
Figure 3-18. Selection process for particulate monitors.
In most mercury monitoring methods, mercury vaporis analyzed by light in the ultraviolet region of thespectrum. The simplest methqd is to merely projecta UV light into the stack as in an in-situ instrumentand monitor the absorption of light by the elementalmercury vapor. However, if mercury is present inother molecular forms, such as mercuric chloride(HgCiJ, total mercury will not be measured. Al-though in many incineration facilities elemental
mercury comprises greater than 90% of the total
Select Contactr-lCharge Transferr5 mg/m3
>2 pm
rI
Ict Transmissometer>30 mglma for1 meter path.5-25pm
mercury emitted, interest remains to measure totalmercury. As a result, various stratagems have beendevised to reduce the mercury compounds to elemen-tal mercury, vaporize the elemental mercury, andmeasure the vapor through UV light absorptiontechniques.
In one method, an isokinetically extracted continuoussample is heated in an infrared oven to volatilizeparticulate bound mercury and a sodium hydroboron
5 0
-__----.---

solution is used to reduce all mercury compounds toelemental mercury. Elemental mercury then ismeasured using a UV photometer. In another method,mercury compounds are reduced chemically usingstannous chloride and the elemental mercury isamalgamated with gold, which then is heated torelease the mercury as vapor to be measured using aUV photometer.
In a new microsensor technology, mercury vaporadsorbs on the surface of a thin noble-metal film.The electrical properties of the film change quantita-tively to give a measurement of the amount ofmercury present (Glaunsinger, 1995).
Although mercury monitoring methods are commer-cially available, to measure total mercury adsorbed orbound on particulate matter, a continuous isokineticsample must be obtained and the sample reduced toelemental mercury. However, chemical systems andovens used in the various system designs requirefrequent periodic maintenance. These maintenancedemands are typically greater than for traditionalcriteria pollutant monitoring systems.
3.3.3 Multi-Metal MethodsTitle Ill of 1990 Clean Air Act Amendments has listedten other metals, in addition to mercury, that are tobe regulared as hazardous air pollutants (air toxics).These Aetals are: antimony (Sb), arsenic (As),beryllium (Be), cadmium (Cd), chromium (Cr), cobalt(Co), lead (Pb), manganese (Mn), nickel (Nil, andselenium (Se). Whether these metals will be requiredto be monitored individually and continuously isunclear. Nevertheless, considerable interest exists inthe development of instrumental methods for metals.(See, for example, Durham, 1995). As in the initialdevelopment of gas monitors, multi-metal methodsare essentially laboratory techniques adapted for fielduse. The techniques of x-ray fluorescence spectros-copy and atomic emission spectroscopy have seenthe most application. The atomic emission spectro-scopic techniques differ by the manner in which themetal atoms are excited - either through the use of alaser, a radio-frequency plasma, or a microwavegenerated plasma.
3.3.3.1 X-Ray Fluorescence SpectroscopyX-ray fluorescence spectrometry is being applied in amannet similar to that of the beta gauge used tocontinuously monitor particulate matter. To analyzefor metals, particulate bound and gaseous metals arecollected on an activated carbon impregnated filter.The collected material is then exposed to x-rays,which excite the atoms to higher electronic levels.As the excited atoms de-excite, they fluoresce,emitting light at wavelengths specific for each metal.
The amount of emitted light is measured and the fluegas metal concentration calculated.
X-ray fluoresdence spectroscopy is a well-establishedtechnology; however, the commercial continuousmonitoring systems applying the technique have notbeen developed fully. Current systems involvecollecting and analyzing the filter samples in a batchmode, not a continuous mode.
3.3.3.2 Atomic Emission Spectroscopic SystemsAtoms can be excited in many ways and whenexcited sufficiently, will emit light energy. Twoexcitation methods under development are that ofinductively couple plasma and laser spark spectrome-try.
3.3.3.2. I tnduc t&@/y Coupled Plasma Spectrome try.In this te’chnique, a radio frequency generated plasmais used to heat the flue gas sample to temperaturesgreater than 10,OOO”C (Figure 3 -19).
The light emitted by the metal atoms excited at thisextreme temperature is measured using a diffractiongrating and photodetectors as shown in the figure.A system is under’development (Seltzer, 1994) thatextracts a sample continuously end isokinetically fromthe stack, which is then subjected to the heat of aplasma torch.
Photomultiplier
DiffractionGrating
Figure 3-19. Inductively coupled plasma technique.
3.3.3.2.2 Laser Spark Spectrometry. In laser sparkspectrometry, a high energy laser is used to exc/temetal atoms in the stack (Figure 3-20). Here, thelaser provides energy to excite the metal atoms, bothin the gaseous phase and those adhering to thesurface of the particulate matter. The light emittedby the excited metal atoms is again collected andanalyzed.
Validating multi-metal monitoring methods has provendifficult, Uncertainties associated with the manual
51

wet chemical test methods (e.g., Method 29) have come. In addition to these sampling issues, conve-also led to uncertainties in assessing the performance nient calibration methods and traceable standardsof the instrument methods. As discussed above, the have not been developed. At present, data qualitypartition of metals between gaseous and solid phases can be estimated only through extraordinary researchintroduces additional difficulties since problems of efforts. These challenges are formidable and willboth gaseous and particulate stratification and both take several years of research and development togas and particle sampling losses need to be over- overcome.
t’
Figure 3-20. Laser spark spectrometry.
References
SPECTROMETER
Bacon, T. and Webber. 1996. “Acid and HalogenGas Monitoring Utilizing In Mobility Spectroscopy(IMSI.” Paper presented at the Air & Waste Manage-ment Association Meeting. Nashville, TN. Paper No.96-TA30.02
Ashley, L.E. and Cobb, C.M. 1958. Single ParticleScattering Functions for Latex Spheres in Water. J.Optical Sot. of America. 48:261-268.
Ayer, J. and Williams, G.M. 1996. “FTIR Monitoringfor Real Time Organic Emissions Measurement andProcess Control at Military or Industrial coatingFacilities and Other Solvent Operations.” Paperpresented at the Air & Waste Management Associa-tion Meeting. Nashville, TN. Paper No. 96-WA65.01.
Bacon, T. 1993. Ion Mobility Spectrometry TacklesContinuous Emission Monitoring Problems. PollutionEquipment News. Vol. 26. No. 7. pp 4-5.
Bacon, A.T. and Reategui, J. 1993. Ion MobilitySpectroscopy Applications for Continuous EmissionMonitoring, in Continuous Emission Monitoring - ATechnology for the 90s. Air & Waste ManagementAssociation. Pittsburgh, PA. pp 288-300.
Bartak, D.E., Wiley, R.M., Crome, C, and Rover, M.1996. “Analysis of Volatile Organic Compounds(VOCs) by Extractive FTIR Spectroscopy.” Paperpresented at the Air & Waste Management Associa-tion Meeting. Nashville, TN. Paper 96-RP65.06.
Bartman, C.D., Renfroe, J., Robards, H., and Con-nolly, E. 1990. “A Mass Spectrometer-Based ’Continuous Emissions Monitoring System for Hazard-ous Material Stack Gas Measurements.” Paperpresented at the International Joint Power GenerationConference, 1990.
Biermann, H.S., and Winer, A.M. 1990. Recentimprovements in the design and operation of adifferential optical absorption spectrometer for in-situ
52

measurement of gaseous air pollutants. Paperpresented at the Air Pollution Control AssociationMeeting, Pittsburgh, PA. Paper No. 90-87.2.
Campbell, K. R., Hallett, D.J., and Resch, R.J. 1991.Assessment of an on-Line Cl-Mass Spectrometer asa Continuous Emission Monitor for Sewage SludgeIncinerators, in Municipal Waste Combustion. Air &Waste Management Association. Pittsburgh, PA. pp880-884.
Coleman, W.M., Dominguez, L. M., Gordon, R.J.1996. A Gas Chromatographic Continuous EmissionsMonitoring System for the Determination of VOCsand HAPS. J. of the Air & Waste ManagementAssociation. Vol 46, No.1, pp 30-34.
Cone, L., Logan, T., and Rollins, R. 1990. “CarbonMonoxide and Total Hydrocarbon Continuous Moni-toring at Hazardous Waste Incineration Facilities” inContinuous Emission Monitoring: Present and FutureApplications. Air & Waste Management Association.p p . 3 3 8 - 3 4 9 .
Dominguez, L.M., Gordon, B.M., and Coleman, W.M.1995. “A Commercial Gas-Chromatographic Continu-ous Emissions Monitoring System for The Determina-tion of VOCs and HAPS.” Paper presented at the Air& Waste, Management Association Meeting, SanAntonio,tTX. Paper 95-TA16B.06.
Dunder, T.A. 1994. “Evaluation of Fourier TransformInfrared (FTIR) Technology for Continuous EmissionsMonitoring.” Paper presented at the Air & WasteManagement Association Meeting. Cincinnati, OH.Paper No. 94-TP29B.02.
Dunder, T.A., Stone, C.D. 1995. “Permeation andAdsorption of Carbon Monoxide in Polymeric TubingUsed for Extractive Emissions Monitoring Applica-tions.” Paper Presented at the Air & Waste Manage-ment Association Meeting, San Antonio, TX. PaperNo. 95-TA-168.02.
Durham, M.D. and French, N.B. 1995. Status ofEmerging Technologies for the Continuous Monitoringof Metal Emissions from Waste Combustion, in SolidWaste Management: Thermal Treatment & Waste-to-Energy Technologies. Air & Waste ManagementAssociation, Pittsburgh, PA.
Eldridge, J.S., Stock, J.W., Reagen, W.K., andOsborne, J.M. 1995. “Extractive FTIR: Manufactur-ing Process Optimization Study.” Paper presented atthe Air & Waste Management Association Meeting,San Antonio, TX. Paper No. 95-TA32.01.
Farthing, W.E. and Williamson;, A.D. 1996. Charac-terizations of Continuous Particulate MonitoringApproaches for Stationary Sources. ContinuousCompliance Monitoring Under the Clean Air ActAmendments. Air & Waste Management Association.Pittsburgh, PA. pp 194-207.
Federal Republic of Germany (FRG), Federal Ministryfor the Environment, Natural Conservation, andNuclear Safety. 1992. Air Pollution Control Manualof Continuous Emission Monitoring, Regulations andProcedures for Emission Measurements, 2nd RevisedEdition.
Frish, M.B. 1996. “The SpectraScan@ Family ofTruce Gas Monitors Based on Tunable Diode LaserSpectroscopy,” Paper presented at the Air & WasteManagement Association Meeting, Nashville, TN.Paper 96-TP26B.05.
Geyer, T. 1996. “Performance Specification andEvaluation of Fourier Transform Infrared (FTIR)Continuous Emission Monitors for Measuring Hazard-ous Air Pollutants.” Paper presented at the Air &Waste Management Association Meeting. Nashville,TN. Paper 96-WA65.02.
Giddings, J.D. 1965. Dynamics of Chromatography.Marcel Dekker. New York, NY.
Giel, T.V. and Douglas, J.R. 1995. “Measurement ofParticle Volume Concentrations with a New CEM forParticulate Emissions.” Paper presented at the Air &Waste Management Association Meeting. SanAntonio, TX. Paper No. 95-MP17.03.
Glaunsinger, W. 1995. “New Chemical Micro-sensors and Implications for Continuous MercuryMonitoring.” Paper presented at the Air & WasteManagement Association Meeting, San Antonio, TX.Paper 95-MP-21.05.
Gnyp, A.W., Price, S.J.W., St. Pierre, C.C., Smith,D.S. 1979. Long Term Field Evaluation of Continu-sous Particulate Monitors, in Proceedings: Advances inParticle Sampling and Measurement (Asheville, NC,May 1978). EPA-600/79-065. pp 122-l 68.
Haile, D.M., Dorris, E.H., and Finney, G.L. 1995.“Field Analysis of Hazardous Air Pollutants with anIon Trap Mass Spectrometer.” Paper presented atthe Air & Waste Management Association Meeting,San Antonio, TX. Paper No. 95-TA32.05
Harlow, G., Bartman, C.D., and Renfroe, J.R. 1990.“Design of a Continuous Emissions Monitoring Sys-tem at a Manufacturing Facility Recycling Hazardous
53
-

Waste.” Paper presented at the Great Lakes 90Hazardous Materials Control Research Institute.
Hellwig, G.V., Dunbar, D., and Richards, J. 1986.Portable Instruments User’s Manual for MonitoringVOC Sources. EPA-34011 -86-015.
Hewitt, G.F. and Driscoll, J.N. 1981. A New Conceptin Environmental Chromatography. Analytical Instru-mentation. Vol. 19. pp 5-6.
International Standards Organization (ISO). 1995.Automated Monitoring of Mass Concentration ofParticles in Stationary Source Emissions: Perfor-mance Characteristics, Test Procedures and Specifi-cations. IS0 10155.
Jahnke, J.A. 1984. Transmissometer Systems --Operation and Maintenance, An Advanced Course.APTI Course 476A. EPA-450-84-004.
Jahnke, J.A. 1993. Continuous Emission Monitoring.Van Nostrand Reinhoid. NY, NY.
Jahnke, J;A., Maybach, G.B., and Marshall, R.P.1994a. “Pressure and Temperature Effects in DilutionExtractive Continudus Emission Monitoring Systems,”Electric Power Research Institute, Palo Alto, CA.
Jahnke J.A. ‘;994b. An Operators Guide to Efiminat-ing Bias in CEM Systems, EPA/400/R-941016, Wash-ington, D.C., U.S. Environmental Protection Agency.
Joklik, R.G. 1995. “Technology-Based Approach toEstablishing Maximum Achievable Control Technologyfor Hazardous Waste Combustion Devices, DraftReport on Trip to Visit TUV Rheinland,” EPA Con-tract 68-D2-0164, February 1995.
Kinner, L.L., Geyer, T. J. and Lay, L.T. 1995. “FieldValidation Testing of Fourier Transform Infrared(FTIR) Spectrometry Method for Measurement ofFormaldehyde, Phenol, and Methanol from StationarySources.” Paper presented at the Air & Waste Man-agement Association Meeting. San Antonio, TXPaper No. 95-TA32.01.
Kinner, L.L. and Plummer, G.M. 1993. An Investiga-tion of Process Mass Spectroscopy as a ContinuousEmission Analyzer for Stationary Sources, in Mea-surement of Toxic and Related Air Pollutants. Air &Waste Management Association. Pittsburgh, PA. pp414-422.
Lang, F.D., Shliftshteyn, A. 1991. “Emission SpectralRadiometer/Fuel Flow Instrument for Determination ofInstantaneous Heat Rate.” Proceedings of Heat Rate
Improvement Conference, Scottsdale, AZ., May 7-9,1991.
Mandel, S.B. and Gottlieb, MS. 1995. Developmentof a Close-coupled Multigas Analyzer for ContinuousEmissions Monitoring. Paper presented at the Air &Waste Management Association Meeting, San Anto-nio, TX. Paper 95-TA16B.04.
McDonald, W.C., Erickson, M.D., Abraham, B.M.,and Robbat, A. 1994. Developments and Applica-tions of Field Mass Spectrometers. Environ. Sci.Technol. Vol. 28 No.77 pp 336A-343A.
Mine Safety Appliances (MSA). 1996. Commercialliterature. Pittsburgh, PA.
Nader, J.S. 1975. Current Technology for ContinuousMonitoring of Particulate Emissions. J. Air Poll.Control Assoc. Vol 25, No. 8 pp 814-821.
Pedersen, S.V. 1989. Measurement of ProcessEmissions with a New Multigas Monitor.
Peeler, J.W., Jahnke, J.A., and Wisker, S.M. 1996.Continuous Particulate Monitoring in Germany andEurope Using Optical Techniques. Continuous Compli-ance Monitoring Under the Clean Air Act Amend-ments. Air & Waste Management Association.Pittsburgh, PA. pp 208-220.
Peeler, J.W., Kinner, L.L., and DeLuca, S. 1996.General Field Test Method Approval Process andSpecific Application for a Direct Interface GCMSSource Test Method. Paper presented at the Air &Waste Management Association Meeting. Nashville,TN. Paper 96-WA132.01.
Podlenski, J. Peduto, Mclnnes, R. Abell, F., andGronberg, S. 1984. Feasibility Study for AdaptingPresent Combustion Source Continuous MonitoringSystems to Hazardous Waste Incinerators: 1. Adapt-ability Study and Guidelines Document. EPA 600/8-84-01 1 a.
Reagen, W.K. and Wright, B.D. 1996. “ProductionFacility Emissions Assessment Using Heated Extrac-tive FTIR Spectroscopy and EPA Method 25A.” Paperpresented at the Air & Waste Management Associa-tion Meeting. Nashville, TN. Paper 96-WA65.05.
Seinfeld, J.H. 1986. Atmospheric Chemistry andPhysics of Air Pollution, Wiley Interscience Publica-tions, New York, NY. pp 374-375.
Seltzer, M.D. and Green, R.B. 1994. Instrumentationfor Continuous Emissions Monitoring of Airborne
5 4

Metals. Process Control and Quality. No. 6 (1994)pp 37-46.
Shanklin, S.A., Logan T.J. 1989. “An Evaluation ofCurrent instrumentation for Continuous Monitoring ofHydrogen Chloride Emissions from Waste Incinera-tors,” Proceedings Air & Waste Management Associa-tion Specialty Conference on Continuous EmissionMonitoring, Pittsburgh, PA.
Sollid, J.E., Truj i l lo, V.L. , L imback, S.P., andWoloshun, K.A. 1996. “Comparison of Photo-acoustic Radiometry to Gas Chromatography/MassSpectrometry Methods for Monitoring ChlorinatedHydrocarbons.” Paper presented at the Air & WasteManagement Association Meeting, Nashville, TN.Paper No. 96-WA65.08.
Stock, J.W. and Eldridge, J.S. 1996. “Process andEmission Evaluation Using Extractive FTIR.” Paperpresented at the Air & Waste ManagementAssociation Meeting. Nashville, TN. Paper 96-WA65.04.
TUV Rheinland. 1985. Inst i tute for EnergyTechnology and Protection of the Environment,Report no.: 936/806001 /GM2 1.
Thijssen, J.H.J. 1995. “Measurement of OrganicHAP Emissions with Laser Induced Fluorescence.”Paper presented at the Air & Waste ManagementAssociation Meeting, San Antonio, TX. Paper 95-TA32.03.
US. Environmental Protection Agency. 1993. “FieldValidation Testing at a Coal Fired Boiler,” UnitedStates Environmental Protection Agency Report, EPAContract No. 68D20163, WA No. 2. U.S. Environ-mental Protection Agency. 1996. Revised Standardsfor Hazardous Waste Combustors. 61 FR 17358.
U.S. Environmental Protection Agency, 1996b.Standards of Performance for New StationarySources - 40 CFR 60. Code of Federal Regulations,Washington, D.C.
Uthe, E.E. 1980. Evaluation of an Infrared Trans-missometer for Monitor ing Particulate MassConcentrations of Emissions from Stationary Sources.J. Air Poll. Control Assoc. 30:382-386.
Uthe, E.E. 1982. Particle Size Evaluations UsingMultiwavelength Extinction Measurements. AppliedOptics. 21:454-459.
Verein Deutscher lngenieure (VDI). 1980 Staub-messung in Stromenden Gasen Bestimmung derStaubbeladung durch Kontinuierliches Messen derOptischen Transmission. VDI 2066. VDl-HandbookReinhaltung der Luft, Band 4. Dusseldorf.
Verein Deutscher lngenieure (VDI). 1989.Measurement of Particulate Matter in Flowing Gases;Determination of Dust Load by ContinuousMeasurement of Scattered Light with the PhotometerKTN, VDI 2066 Band 6, Dusseldorf.
Vidrine, D.W. and McIntosh, B. 1993. HydrogenChloride Monitoring Using an FTIR Based CEMSystem, in Continuous Emission Monitoring - ATechnology for the 90s. Air & Waste ManagementAssociation. Pittsburgh, PA. pp 280-287.
Villalobos, R. 1975. Process Gas Chromatography.Analytical Chemistry. Vol 47. pp 983A-992A.
Wang, H. and John, W. 1988. Dynamic ContactCharge Transfer Considering Plastic Deformation. J.Aerosol Sci. Vol. 19 No.4, pp 399-41 I.
Willeke, K. and Baron, P.A. 1993. AerosolMeasurement - Principles, Techniques and Applica-tions. Van Nostrand, Reinhold, NY.
55

Chapter 4Alternatives to Monitoring Instrumentation
Alternatives to the installation of traditional CEMsystems have been, and can be, used to monitoremissions. These alternatives are often applicable tosources where independent monitoring instrumenta-tion may not be required to meet the goals of aregulatory program. To monitor process and controlequipment performance, certain NSPS sources employ“parameters,” such as pressure drop, temperature, orwater injection rates (see Chapter 2, NSPS ParameterMonitoring Requirements and Table 2-3), instead ofinstalling CEM systems. Similar provisions are in-cluded in other federal and state monitoring require-ments. Sources regulated under the air toxics or the“enhanced monitoring” provisions of the 1990 CleanAir Act Amendm&nts are likely to have the flexibilityto consider such options.
I
Alternativi monitoring options include: 1) usingparameters as indicators of proper operation andmaintenance practices, 2) using parameter valuesdirectly as surrogates for emissions determinations, 3)using parameters in models that calculate emissions,4) performing mass balance calculations, or 5) em-ploying a CEM system to monitor a more easilyanalyzed gas as a surrogate for one that is moredifficult to analyze. Deciding whether .to use an
alternative method depends upon the application andhow the data will be used. To assist in such deci-sions, the basic principles of these techniques as wellas their advantages and limitations will be discussedin this chapter.
4.1 Parameter MonitoringParameter monitoring has been used in a variety ofways in regulatory programs. These are summarizedin Figure 4-l.
Beginning with the original application of the monitor-ing process and control equipment performance,parameter monitoring has extended to providing abasis for the calculation of source emissions. Emis-sion calculations have been performed since theoriginal development of air pollution control equipmentin the form of engineering design calculations (forexample, see Mycock, 1995). Design engineerstypically will attempt to determine equipment perfor-mance from operational parameters. In terms of airpollution control equipment, the question facing theengineer is, if I vary this parameter, or if I vary thatparameter, will the pollutant emissions increase ordecrease?
Figure 4-l. Uses of parameter monitoring in regulatory programs.
56

This question also has drawn the attention ofregulatory agencies, and due to relationships be-tween parameter values and emissions, has led tothe reporting of parameter data to both federal andstate agencies. The original regulatory use ofparameter data and CEM data was to indicatewhether process and control equipment were beingoperated properly. A continued record of unsatisfac-tory parameter data could result in a notice andfinding of violation of operation and maintenancerequirements. A subsequent requirement to performa source test for determining compliance with anemission standard might also result.
A more direct application of parameter data is to useit as a surrogate for emissions. Rather than requir-ing the determination of emissions by CEM systemsor a manual method, a surrogate parameter level isestablished which is correlated to the emissionsstandard. An exceedance of this parameter levelcould then be used for enforcement and a sourcetest may not be necessary (depending upon theapplicable regulation or permit requirements).
An extension of the use of parameter data is to“predict” the berformance of the process or controlequipment from the parameter data. If the processis well pnderstood, first principle (i.e, theoretical orphenomenological) calculations may be performed.Another technique is to “correlate” parameter datato emissions data. An initial study is performed byvarying and monitoring process and control equip-ment parameters while monitoring emissions usingreference methods or CEM systems. One can thencorrelate the data to develop a statistical model thatcan “predict” emissions.
Both theoretical and statistical emission modelsbased on process and control parameter inputs areused today to meet emission monitoring require-ments. A number of states have accepted their use,and the federal proposals addressing the 1990 CleanAir Act enhanced monitoring requirements havebeen receptive to their application (USEPA, 1993,Bivins, 1996).
The different uses of parameters, illustrated in Figure4-1, provide a means for agencies to track controlequipment performance and emissions without theapplication of CEM systems or performing sourcetests. Although in some cases the data may not beas accurate as that obtained from independent testmethods, such levels of accuracy may not benecessary. For stable, nonfluctuating sourceshaving low emissions relative to the compliancelimit, data that can assure compliance with the
standard may have a higher inaccuracy than thatgenerally acceptable (e.g., >20% of the referencemethod or > 10% of the standard), but may still bedefensible. For example, if a stable source has aVOC emission limit of 50 ppm, but normally emits 5ppm, even with 100% uncertainty (&5 ppm), onecould still assume that the source is in compliance.However, the acceptability of such uncertaintydepends on the use of the data. Moreover, thisscenario may not be acceptable if the emission limitis 10 ppm or the data were to be used in a markettrading program.
4.2 Parameters and SensorsA parameter is a property whose value can charac-terize or determine the performance of process orcontrol equipment. Such properties may be temper-ature, pressure drop, liquid to gas ratios, percentoxygen, or even the position of a damper.
The values of parameters are determined by “sen-sors.” In the broadest sense, a sensor is “a devicethat receives and responds to a signal or stimulus(Fraden, 1993).” A thermocouple or resistancetemperature device (RTD) may be used to measuretemperature, a pressure transducer to measurepressure drop, flow monitors to measure liquid togas ratio, an oxygen monitor sensor to measurepercent oxygen, and a simple on-off switch tomonitor the damper position. Sensors normally areassumed to be some mechanical, electrical, orchemical device that generates an electrical re-sponse, but human perception also can serve todetermine parameter values. For example, thevisible emissions observer performing EPA Method 9is determining a value for the parameter, opacity,which may characterize the performance of a baghouse or an electrostatic precipitator. Or, in an ironand steel plant (NSPS subpart AA), each shiftoperator may note the furnace static pressure, againa parameter.
In process and control equipment, sensors tend tobe simple devices that generate an electrical re-sponse. They do not, in general, incorporate sophis-ticated linearization and calibration features such asthose used in CEM systems. They are basically thestripped down version, the sensing elements incor-porated in CEM systems. For example, the zirco-nium oxide electrocatalytic cells used in many CEMoxygen analyzers are the same type of cells used as“sensors” in automobiles for engine and emissionscontrol.

4.3 Parameter Monitoring Used as anIndicator of Equipment Operationand Maintenance
As discussed in Chapter 2, plant operational para-meters or control equipment parameters have beenspecified in the New Source Performance Standardsfor certain source categories. In these applications,the parameter data are intended to determine whe-ther the process or control equipment is operatingproperly. Proper operation, in turn, means that theplant equipment is operating in a manner such thatthe emissions limits (standards) are most likely beingmet. In NSPS applications, parameter data mayindicate possible problems in plant performance, butcompliance with emission standards traditionallyhas been determined by source testing (or in somecases, CEM systems) under specified operatingconditions.
The use of the parameter values varies dependingupon the regulation. In the simplest case, a regula-tion merely may require that the parameter values bedetermined, such as in the NSPS requirements formonitoring the pressure drop across wet scrubbersused to control particulate emissions in the phos-phate fertilizer industry, coal preparation plants,ammonium sulfate manufacture, etc. (CFR SubpartsT, U, V, W; Y, and PP, respectively). No recordingor reporting requirements are given for these exam-ples, but the required permanent record can be usedby the regulatory agency to assess plant operationsand target problem facilities for follow-up actions.
State programs also have used parameter monitoringfor determining the adequacy of plant operation andmaintenance practices. Many programs includegeneral provisions in state implementation plans re-quiring good engineering practice in the operationand maintenance of control equipment.
4.4 Parameter Monitoring Used as aSurrogate for Emissions
An extension to requirements for monitoring andrecording operational parameters is to establishsome trigger value for the parameter. Here, aparameter baseline or trigger value is establishedduring a source test, where the source test isconducted to determine compliance with the emis-sions standard (Ibs/hr, ppm, etc.). This trigger valuethen can be used in one of two ways: 1) it cantrigger a reporting requirement, analogous to report-ing excess emissions by sources with CEM systems,or 2) it can be used directly as a surrogate for anemission compliance limit.
4.4.1 Parameter Monitoring as a Surrogate forReporting Excess Emissions
Parameter values can be used as surrogates foremission values to report problems in the operationand maintenance of emission control equipment. Atypical regulatory statement for parameter monitor-ing for particulate control equipment is:
. ..report to the Administrator, on a semian-nual basis, all measurements (pressure lossand water supply pressure) over any 3-hourperiod that average more than 10% below theaverage levels maintained during the mostrecent performance test in which the affectedfacility demonstrated compliance with themass standards...” (40 CFR 60.143 SubpartN).
Here, one assumes that the facility is operating at orbelow its compliance value and that the parametervalues reflect the operating conditions of the controldevice (usually a wet scrubber) at that level. Ifparameter levels fall within a range of acceptablevalues established during the compliance test, oneassumes that the scrubber is continuing to operatein a manner where the facility is in compliance withthe underlying emission limit. In this sense, theparameter value stands in as a surrogate for theemission compliance value.
Note, however, in the example given, that thetrigger level is not at the parameter level determinedduring the compliance test, but at a level 10%lower. In a typical venturi scrubber, an increase inpressure drop increases the particulate removalefficiency of the scrubber. A decrease in the pres-sure drop means that less particulate matter will beremoved. Since the sensor measurement ‘accuracymay be *5% and since some inaccuracies mayhave occurred in the source testing, the pressuredrop is allowed to decrease by 10% from the base-line level before it is required to be reported. Foreven greater flexibility, some regulations allow areduction of 30% before reporting is required (seefor example, 40 CFR 60, Subpart HH, lime manufac-turing plants).
Many other examples could be given of this use ofparameters as surrogates for emissions. In SubpartGG, gas turbines using water injection to controlNO, emissions must report any one hour periodwhere the water-to-fuel ratio falls below the valuedetermined to demonstrate compliance. Incineratortemperatures in Subpart MM, RR, and other coatingsoperations are to be reported when they changefrom some specified compliance level.
58

If parameter values fall below such trigger levels, theagency may require the source to improve its opera-tion and maintenance practices, or may require acompliance test be performed to determine if thesource is meeting its emissions standards. Also, ifsensors installed to monitor equipment performanceare not operating properly, parameter data will nolonger be useful and a compliance test again may ’become necessary.
4.4.2 Parameter Monitoring for DirectCompfiance
A new approach appeared in a 1993 proposal forenhanced monitoring (EPA, 1993) where parametermonitoring was proposed as a method for determin-ing directly the compliance of a source with emis-sions standards. In this approach, the source owneror operator would be required to “justify that aknown and consistent relationship exists betweenthe emissions subject to an applicable limitation orstandard and the parameters being monitored.” Thisis not much different from using parameters as asurrogate limit in excess emissions monitoring, asprescribed in certain NSPS requirements. Thedifferences are that:
Pl The parameter level is used as a surrogate
,for the emissions standard.i
. The source owner would be required toestablish the parameter value or values thatwould assure.that the source is in compli-ance with the emissions standard.
That established parameter value has been called the“demonstrated compliance parameter limit,“, orDCPL. Although the proposed enhanced monitoringrule was withdrawn in April 1995, the concept ofthe DCPL, the stand-in or surrogate emissionsstandard, still remains.
The question as to how parameter limits actuallyrelate quantitatively to emission values depends onthe underlying relationship, the accuracy and preci-sion of the emission measurement method, averag-ing periods, and other factors. To answer this inpractice, one must obtain further information bytesting at different operational levels. One cancorrelate the parameter values with emissions overa narrow range of operating conditions to establishthe DCPL. A typical performance curve for a venturiscrubber is given in Figure 4-2. Here, as the pres-sure drop across the venturi throat increases, theefficiency in removing particulate matter increases.
At some point on the curve, a pressure drop willcorrespond to the compliance value, the emissionsstandard for the facility. Some variability will existin the testing procedures used to establish thecorrelation and in the accuracy of the sensor used todetermine AP. This range of variability is shown bythe confidence intervals in the figure. The agencymay therefore not accept a 1: 1 correlation betweenthe emissions standard and the correlation, butestablish the surrogate standard, Pstd, at a highervalue to account for the variability. If the pressuredrop is maintained at the DCPL value or higher,
c DCPL AP
Figure 4-2. Operational parameters correlated to emissions. Establishing the demonstrated complianceparameter limit (DCPL).
59

some assurance exists that the emissions standardis being met, within the uncertainty of the correla-tion.
Many examples of using parametric monitoring todemonstrate compliance with emissions regulationshave been published, Bills (Bills, 1995) describesapplications in the pharmaceutical industry forthermal oxidation systems, condensers, and adsorp-tion systems used to control VOC emissions. Inthese applications, direct measurements of multiplegaseous components in the process gas streamsbecame overly complicated and resource intensive.Instead of using sophisticated monitoring instrumen-tation, simpler parameter monitoring approacheswere adopted in exchange for accepting morestringent “worst case” DCPLs.
This use of parameter surrogates in place of usingCEM systems to monitor emissions may appearstraightforward. However, as in all emission moni-toring techniques, the method is application depend-ent. In determining the appropriateness of themethod, one should consider the following factors:
The relationship between the parameter orparameters should be straightforward.
The /elationship should hold for all operatingconditions.
The correlation between emissions and theparameter should have a high degree ofconfidence with narrow confidence andtolerance intervals.
Parameter surrogates are most appropriate when therelationship is a simple one, such as in using inciner-ator temperature for VOC control, or water-to-fuelratio for gas turbine NO, control. For the method tobe practical, no other operating variables shouldaffect the correlation significantly. If they do, theyshould be included in the correlation, which will thenmake the correlation more complicated and moreuncertain. These issues are discussed in detailby Evans (Evans, 1994).
The DCPL approach is similar to a predictive methodsince the DCPL value is established on past data orperformance data to predict present compliance withemissions standards. It differs from the statisticalpredictive emission monitoring (PEM) models in thatit is less refined (see Evans, 1994) and is establishedover a narrow range of operating conditions. In aDCPL approach, parameter values such as pressuredrop, temperature, or supply pressure are reported
to the agency. In a predictive method, emissionsvalues calculated by the model from parametervalues are reported to the agency.
4.5 Emission Modeling - PredictiveEmissions Monitoring Systems
Many applications occur where parameter relation-ships to emissions are more complicated thanestablishing a simple DCPL and sensor determinedparameters might be better incorporated into apredictive emission monitoring (PEM) model, orsystem. In the PEM model approach, emissionvalues are calculated by the model from the inputparameter values.
When developing a predictive model, parameter andemissions data are accumulated under variousoperating conditions. Then the data are used todevelop the model. Two approaches are possible:
1) If the source or control equipment operation iswell understood, first principles calculations canbe made to determine the emissions. Basedupon the physical and chemical effects of oper-ating parameters on emissions, the actual emis-sions may be determined. This approach is oftencalled the “first principles” or “phenomenologi-cal” approach.
2) If the effects of operating parameters on emis-sions are not well understood, or if theoreticalcalculations become too complicated, statisticalmethods may be applied. Linear and nonlinearregression techniques have been used success-fully in many situations. Neural net methodsalso have become popular in these applications.
No one modeling approach can be said to be the“best.” As with CEM systems, one must considertradeoffs in each application. Both first principle andstatistical models have passed relative accuracytests in specific applications (Hung, 1994, Clap-saddle, 1995, Clapsaddle, 19961.
Predictive systems are basically empirical models.Even the first principle approaches use past data forevaluation purposes. The theory establishes theform and mathematical functions of the model, andtest data commonly are used to introduce empiricalconstants to fine-tune the model. In building thesemodels a test program must be developed that canprovide representative emissions and parameter dataover the probable, expected range of operatingconditions of the emission source.
6 0

4.5.1 First Principle ModelsModels can be developed from the fundamentaltheory associated with the operation of a process ora pollution control device. Depending on the pro-cess, principles of thermodynamics, chemical kinet-ics, fluid flow, and so on, may be applied. Firstprinciple models have been applied to calculatenitrogen oxide emissions for can-type gas turbines(Hung, 1993, 1994, 1995). Also, theoretical designequations have been developed for most types of airpollution control equipment: particulate scrubbers,gas absorbers, condensers, electrostatic precipita-tors, etc.
First principle models provide for an understandingof a process and the relative importance of the inputparameters to its performance. A pure first princi-ples model does not depend upon historical data andcan be used over the full range of process operation.
4.5.1 .I Semi-empirical ModelsTheoretical design equations can give good qualita-tive information, but quantitative information havingthe accuracy necessary to be legally enforceableusually is not obtainable without empirical correla-tion. Not all oPthe effects of process variables maybe known and the values of the necessary inputparameters may not be of sufficient accuracy to givecorrect Iesults. The problem here is that mostdevices are too complex. Calculating emissionsfrom first principles often requires too much informa-tion to be practical. For example, in the “infinitethroat model” for Venturi particulate scrubbers aknowledge of the particle size and droplet size isnecessary (Yung, 1977). In practice, one wouldhave to integrate over the particle size distribution toobtain a realistic number. Unfortunately, the distri-bution of particle sizes in a flue gas is both difficultand expensive to determine accurately. The modelmay be good for design applications, but because ofthe requirement for accurate input data, is limited inpractical applications for emissions calculations.
A compromise to this problem is to develop a semi-empirical model. In a Venturi scrubber example, the“contact power” theory (Calvert, 1972), the effi-ciency of the scrubber in removing particulate matteris related to the power required to move the processgas and liquid through the system. The exponentialrelation developed depends upon empirical constantsdetermined by experiment. The net result is a modelthat incorporates some physical understanding ofthe process, but which is fine-tuned with experimen-tal data --- the semi-empirical model.
Hung (Hung, 1993) has developed a semi-empiricalmodel for annular (can) type gas turbines to calcu-late NO, emissions. Based on operating conditions,ambient conditions, combustor geometry, and thetype of fuel used, the model has been used togenerate data comparable to that obtained fromCEM systems. The strength of the model doesdepend upon the quality and amount of test dataused in the semi-empirical correlation (Hung, 1994).
4.5.1.2 Mass Balance CalculationsA much simpler version of the theoretical approachis to calculate mass balances in the process. Theo-retically, for an uncontrolled emissions source,“what goes in should go out.” For fossil-fuel-firedboilers, sampling and analysis for sulfur in fuel hasbeen allowed as an option to CEM systems forcertain Part 60 and Part 75 sources regulated byEPA. Fuel analysis is particularly convenient for oiland gas fired boilers, where fuel flow rates are easilydetermined and the sulfur content is homogeneous.For coatings operations the emission of volatileorganic compounds (VOCs) can be calculated fromthe VOC content of the coating (paint) and solventsand the amount of paint and solvent used. Masstransfer calculations have been used for estimatingemissions in very small emission sources such asthose found in electroplating operations and de-greasers (Siebert, 1995).
Comparisons between mass balance calculations andCEM systems do not always come out as expected.When the plant operating engineer’s mass balancecalculations and the environmental engineer’s CEMresults do not agree, winning the argument may beless important than who is right, especially whereemissions up the stack correspond to loss of prod-uct. In the case of heat rate calculations vs CEMsystems, Cashin (Cashin, 1996) has addressed themany issues involved in such debates.
4.5.2 Empirical ModelingWhen developing a model from physical, chemical,or engineering principles is not possible, a statisticalapproach may be applicable. Beginning with theeffect of only one parameter on equipment perfor-mance, we could first assume a linear relationshipbetween the parameter and emissions. That is, if achange occurs in the parameter x, the emissions ywill change by a constant factor, b, according to:
y = a + bx
where a and b are the intercept and the slope,respectively, of the regression equation.
61

In practice, one desires a model that will be validunder a range of values of x. Thus, a number oftests would be conducted to obtain data that mightappear as that shown in Figure 4-3.
I
.
. ...
.l
. .
* l
.
. �
. .
. . .
Parameter Value x
Figure 4-3. Test data. Emlssions as a function ofthe parameter values, x.
Obviously scatter occurs in the emissions data. Thescatter in y is due to-uncertainties and variability inthe emissions measurements because of problems inmeasurement, difficulties in keeping process vari-ables (paramdter$ other than x constant during thetesting, and to unknown variables that may beaffecting t
Pe process.
In the statistical methods, the goal is to find anequation that best summarizes the test data andpredicts emissions to within an acceptable level ofconfidence. Based upon the quality of the inputdata and the choice of parameter or parameters or,based on past data, how confident are we in ourequation predicting future values?
Statistics can answer these questions for us andmany statistical methods have been developed to fitcurves to data and qualify the results. The leastsquares linear regression and multiple linear regres-sion techniques are very useful in this regard. Theextended statistical method of neural nets has alsobeen useful in providing greater flexibility for nonlin-ear expressions.
4.5.2.1 Least Squares Linear RegressionT e c h n i q u e s
The feast squares technique is one of the simplestmethods used to fit a line to emissions/parameterdata. In the example above, if y is a linear functionof the parameter x, the line y = a + bx is such thatif one takes the deviation from each point to the lineand squares the deviations, the constants a and b inthe equation will be such that the sum of thesquares is the smallest possible value (Figure 4-41.
. .y=a+h .
/
..
. .
Deviation (yl - (a + bxl))
Parameter Value X
Figure 4-4. Linear regression of test data.
In mathematical terms a and b are calculated to besuch that
ICY, - (a + bx,)12 = a minimum value
One can show that the values for a and b whichdefine the line of minimum deviation (the regressionline), can be calculated from n data sets (x,, y,) asfollows:
a =:
nzx? - (CxJ2
nCx,y, - CX,CY,b =
nCx2 - (CxJ2
The calculations are tedious if performed manually,however. Computer programs are available to dosuch routine calculations easily and rapidly.
The determination of a and b is not a matter ofguess or iteration. In this statistical method, anunderlying assumption is that the value of x hasnegligible error or is free from error. It assumes thatthe deviation lies principally in the measurement ofy, in this case, the emissions.
Other assumptions in the method exist, but the mainpoint here is that the values of a and b are mathe-matically determined and depend only on the originaltest data.. If the dependence of y on x shouldchange because of a change in operations, systemdegeneration, or faulty determination of x, the bestline will no longer be valid.
62

4.5.2.2 Multiple Linear RegressionMore than one parameter may influence the value ofy (the emissions). The equation for y may thenappear as:
y = b0 + b,x, + b,x, + b,x, -t . . . . + b,x,
for k parameters. This is the more likely case inemissions applications and techniques of multiplelinear regression can be used. The approach issimilar to that given for simple linear regression, buta set of k simultaneous linear equations are solvedto determine the values of b, to b,. In multipleregression, the effect of one parameter on theemissions can be determined while the other param-eters are kept constant.
Linear regression statistical techniques have beenused widely to develop PEM system models. Pub-lished examples most often address monitoring NO,emissions from industrial boilers. Evans (1995) hasdeveloped a PEM NO, model for a gas-fired boilerusing two parameters, % excess 0, and flue gastemperature. Macak (Macak, 19881, using multiplelinear regression techniques, developed a model fora natural gas’-fired boiler using three equations, eachused over different load ranges, and each using twoto thrr+e different parameters.
4.5.2.3 Higher Order Multiple Linear RegressionHigher order linear models may be used to providecurve fits to data (Draper, 1981). In the case ofmore than one parameter, the regression expressionmay include higher orders of the input variables andincorporate expressions such as:
y = a + bx + cx’
For multiple input parameters both polynomials andpolynomial cross-products may be included:
y = b,+b,x,+b,x,2+b3x,x2+b4x,x22 + ,..,.
These expressions are termed linear regression equa-tions since they are linear in terms of the regressioncoefficients. The first expression is a second orderlinear equation. The second expression is a thirdorder linear equation.
4.5.2.4 Nonlinear Least squares RegressionNonlinear models express the model output (emis-sions) as a nonlinear function of the regression coef-ficients (a, b,...). The nonlinear function may be apower function, or a logarithmic or exponential func-tion of the regression coefficients. Examples of non-linear models include:
Y =a+xb
y = a + log(bx)
The constants for nonlinear models are determinedby iteration techniques similar to those in linear re-gression. Some non-linear forms present significantmathematical complexity and require numericalmethods rather than analytic solutions.
Many more mathematical options are available in thenonlinear and multiple order curve-fitting techniques.One may be able to represent the initial input datawell with such models, but a danger exists in “over-fitting” the data. One can “correlate” or fit a curvebetween any two sets of numbers, but if no actualrelationship exists between them, future predictionswill not necessarily be valid.
Clapsaddle (Clapsaddle, 1995, 1996) has used poly-nomial expressions to represent emissions in gas andoil-fired boilers. Four to six parameters such as fueloil flow rate, air flow rate, excess 0,, fuel gas flowrate, air damper position, air heater outlet tempera-ture, fuel bound nitrogen, were used in the variousmodels. Snyder, et. al. (Snyder 1996) used up tofive parameters in nonlinear models for predictingNO, and CO emissions from stationary gas turbines.
4.5.2.5 Neural Network ModelsNeural network models have been applied recentlyto model source emissions. Although the neural net-work methods are inherently mathematical, analo-gies can be made to biological learning processes.The regression methods discussed so far provide amodel that is calculated by using a set of equations.In the neural net method, the model constants arenot calculated, but are determined by iteration. Theconstants in the model are varied incrementally untila set of constants is obtained that will reproduce theactual emissions of the input data set. Leastsquares regression methods are still used in neuralnet models to minimize the residual differencesbetween the test emission data and the model pre-dicted emissions.
In developing neural network models, extra sets ofconstants are introduced into what are called“hidden layers (or nodes).” These constants, inconjunction with nonlinear functions, can weight theimportance or unimportance of different inputparameters in contributing to a given result. This“weighting” also is done by an iterative process.
63

This weighting process is similar to what neurons doin the brain, hence the word “neural.”
Neural network procedures are somewhat of a“brute force” approach in stat ist ical modeldevelopment. The procedures use the iterativecapabilities of the computer to choose optimumconstants that best represent how a processoperates. The method is powerful since mostprocess operations are complicated and theinterrelation between input parameters is not alwayswell understood. The approach is similar to using acomputer to numerically integrate an integral that istoo complex to solve analytically.
Neural network models do offer some greaterflexibility in optimizing system operations. Since thecontribution of the various parameters to theoperations is better understood, this information canbe fed back to improve system performance. Neuralnetwork process optimization models have been saidto have been developed for the chemical, petro-chemical, semiconductor, and mining industries(Keeler, 1993).
In one study, 21’input parameters, selected from120, were used to develop an NO, prediction modelfor a gas firpd boiler (Collins, 1994). Clements, et.al. (Clements, 1996) applied both multiple linearregression methods and neural network techniquesto develop PEM models to predict NO,, CO, 0 2, ands tack gas f low ra tes fo r gas tu rb ines andreciprocating’gas engines. In this study comparingthe two types of models, regression coefficient (R’)values were found to be better for the neuralnetwork analysis than for linear regression analysis.Note: R2 values give a measure of the “fit” of themodel to the data, but are not necessarily anindicator of which model will provide the bestprediction from new data (Evans, 1995).
4.5.3 Model DevelopmentA typical approach to model development is to firstreview all potential operational parameters thataffect emissions, determine the full operating rangefor each parameter, examine potential cross para-meter interaction, and then develop a test matrix toevaluate the effect of parameter changes on theemissions (Clapsaddle, 1996). The emissions arethen characterized according to‘the test plan and aregression model developed from the test data.Evans (Evans, 1994) proposes a similar approachthat emphasizes care in the selection of modelparameters. The test must concentrate onparameters that have an effect on emissions.Inclusion of parameters that have negligible effects
will complicate the test without commensurateimprovements in the model. The main problem indeveloping models is in not recognizing parametersthat can affect emissions. This “lurking parameter”,being as simple as an open or closed damper, caneasily invalidate any model (Evans, 1994).
A model should be developed over a sufficientperiod of time where a full range of operatingconditions can be correlated to the emissions.During this time both accurate emissions data andsensor data are required. If either inaccurate sensoror emissions data are used to build the model, themodel itself will be inaccurate.
Usually more than one model is examined whendeveloping a PEM system. Different combinationsof parameters and both linear and nonlinearregression equations may be used to examine thosehaving the best fit with the data. An examination ofresiduals, confidence intervals, and regressioncoefficients typically are examined in the evaluationprocess (Evans, 1995).
A relative accuracy test audit (RATA) used to certifyCEM systems is not necessarily sufficient to validatea PEM model (Eghneim, 1996). The RATA normallyis conducted at only one operating condition of thesource. For a PEM system, if that operating con-dition were to be one under which the correlationwere developed, the system should obviously pass.A truer evaluation would be to conduct a RATA, orRATAs, at operating conditions different from thoseused to develop the correlation. To be “predictive,”the model must provide true emissions values fromparameter data not previously provided to themodel.
4.5.4 Model Quality AssuranceIn NSPS requirements for operations monitoring,sensor calibrations are required to be checkedannually. The manufacturer of a sensor is expectedto deliver a product to specified levels of precisionand accuracy. These levels are chosen to be withinan acceptable range for the intended application,usually &5% of reading. However, users oftenassumed incorrectly that the performance of asensor will remain constant with time. Thecalibration may drift over time, the sensor maybecome fouled, or it might not work at all. Plantmaintenance routines provide for inspection of thesedevices, but the sensors most critical to plantoperation usually receive the most attention.
If a parameter monitoring program is to be initiated,the sensors used to provide parameter values for a
6 4

model or correlated relation must provide values atconsistent levels of precision and accuracy. To dootherwise leads to faulty data, just as would apoorly calibrated or malfunctioning analyzer of aCEM system. A quality assurance program institu-ted to assure that the sensor data continues to bevalid is as essential in PEM systems as a preventivemaintenance program is in a CEM system (Macak,1996, DeFriez, 1996). The “once yearly” check fora sensor may no longer be sufficient and quarterlyor monthly preventive maintenance procedures maybe necessary to ensure the continued validity of themodel.
PEM systems do, however, have the capability ofperforming self-diagnostics and making adjustmentsfor poor sensor data. If redundant sensors areinstalled in a system, the PEM system might switchto another operat ing sensor af ter one fai ls.Algorithms can be instituted to perform cross-checks, or reality checks for sensors. Historical datamight even be substituted for missing data until afaulty sensor is replaced or the PEM system maymodel the sensor data itself from other inputvariables. However,, the regulatory acceptability ofthese subst i tut ion procedures has not beenaddressed in most state or federal monitoringprograms, except for a few instances (for example,see 40’ CFR 75 Appendix C).
EPA historically has required daily calibration checksfor monitoring instrumentation so as to provide forlegally defensible data for each operating day. Thenecessity of providing a means for assuring dataquality on a routine basis is as important in PEMsystems as it is in CEM systems (Eghneim, 1996).
4.5.5 Model LimitationsThe availability of least squares regression andneural net software enables one to correlate any twodata sets by a variety of methods. However, theease of doing this can create problems if basicassumptions of the method are ignored. Usingextensive sets of past performance data may not bevalid if the data were obtained under different or un-known operating conditions. If site conditionschange (such as a change in emission controls or achange in fuel type) new test data must be ob-tained.
Including or excluding parameters without exam-ination or justification can result in complicatedmodels that are not robust - they may be valid foronly one set of conditions, give the same emissionsresults for different sets of parameters, or givenonsensical results outside and within the expected
range of applicability. The key for a good PEMmodel is to design a thorough experimental testprogram that examines the effect of selectedparameters on emissions and to understand thestatistical correlation methods and assumptions usedto mathematically develop the model (see Evans,1994, 1995).
4.6 Issues in Parameter MonitoringThe use of parameter monitoring techniques todetermine source emissions offers an alternative tothe installation of CEM systems. Parameter-basedmodels can be relatively inexpensive to develop andthey can provide process information and feedbackthat can be used to increase plant efficiency andreduce emissions.
Decisions regarding the use of parameter methods,particularly the PEM systems, often reduce to theissue of PEM system versus CEM systems. Pre-dictive methods have been promoted actively bycommercial f irms that market the technique.Introducing an innovative technique is difficult, andmarketing programs in this area have exhibitedbiases with respect to both technical and commer-cial issues in order to gain industry and agencyacceptance (e.g., Samdani, 1994, Steven, 1994).One particular marketing point that is emphasizedfrequently is the relative cost of CEM systemsversus PEM systems, with the implication that PEMsystems constitute a lower cost option. As we shallsee in Chapter 6, technical applicability is the mostimportant criteria for selecting a monitoring systemand initial capital cost should not be the solecriterion.
Parameter models do offer some significant advan-tages as a monitoring technique, but one mustremember that a model is still a model. It can givepresent information based upon past data or it canpredict future information based upon hypotheticaldata. But a model is always tied to the pastoperation of the process and the present sensordata. This is in contrast to manual reference testmethods o r C E M s y s t e m s , w h i c h p r o v i d emeasurements that are relatively independent of theprocess and its past history.
As we have seen above, predictive systems aredeveloped by correlating parameter data with emis-sions data over a range of conditions. Thecorrelation will continue to be valid if those condi-tions are maintained and the sensors provide inputdata at the same level of quality as provided duringthe correlation testing. However, of interest to bothplant operators and regulatory agencies is what

happens under upset conditions, what are theemissions when the process is not operatingproperly (see for example, Macak, 1996). Sincemost correlations are not developed under suchconditions, the model predictions will either beincorrect during the period of malfunction or themodel may flag the data as “missing.” In the firstcase, the data will be misleading (Figure 4-5b); inthe second case, no data will exist (Figure 4-5~).
The scenarios of Figures 4-5a and 4-5b may beconvenient for the source required to report periodsof excess emissions, but not desirable for theregulatory agency. A more complete model wouldbe able to determine that the upset occurredthrough appropriate sensing devices, and would thenswitch to an alternate model or algorithm to accountfor the upset. The problem here is multifold. First,one would have to be aware of all possible upsetconditions. One would then have to either initiateor simulate the possible upset conditions and obtainreference emission data to develop the alternatemodels. This could be prohibitively expensive, orimpossible if one could not or did not wish toproduce the upset cond i t ions dur ing thedevelopment effor@. Another approach might be toestablish “control limits,” or limiting conditions forthe model. ,When the process operates outsidethese limits,‘the model will be out-of-control anddata cannot be used. Such limits would be anal-ogous to the 40 CFR 60 Appendix F out-of-controllimits for a CEM system.
For example, in gas turbine models, NO, emissionpredictions are based upon the inherent assumptionthat the turbine is maintained and operated underthe cond i t ions under wh ich the mode l wasdeveloped. Should water injection nozzles becomeplugged, or water distribution in the turbine becomeuneven, the model becomes invalid. The wear andtear on a system, the normal degeneration of systemcomponents due to continual operation will removethe system from the baseline conditions from whichthe model was developed. These issues are similarto those associated with CEM systems, since a CEMsystem must be maintained properly to operateunder the conditions at which it was certified. Aswith CEM systems, a program of quality control, ofchecking model performance and sensor perfor-mance, must be instituted to ensure that the modelcontinues to represent current conditions.
PEM model maintenance issues are therefore veryimportant. Just as with CEM systems, when acomponent is modified or replaced, the question ofrecertification arises when the model is modified.
Agency guidance in this area is still developing, butquestions posed by Clappsaddle are pertinent (Clap-saddle, 1995): “Can periodic adjustments be madeto the PEM model equation (without recertification)?If a RATA on the PEM shows inaccuracies, can thePEM model be adjusted and then accepted until thenext required quality assurance (QA) audit? Howmany times can a PEM fail a QA audit before aregulatory agency requires that the PEM bereplaced?” Other questions arise with regard totechniques used in “sensor validation.” If a sensoris replaced, is the model still valid? Is recertificationrequired? If a sensor fails and sensor data arereconstructed to substitute and maintain dataavailability, should the model be certified underthose conditions and other possible sensor datasubstitution scenarios? (See DeFriez, 1996 for adiscussion of sensor issues.) If a model containsdifferent algor i thms for d i f ferent operat ingconditions, should the model be certified at eachoperating condition?
The cost issue has become distorted considerably inPEM system vs CEM system arguments. PEMsystem costs are often compared inappropriately tothe costs associated with CEM systems installed tomeet the requirements of the Part 75 acid rain pro-gram. In Part 75, the hardware precision andaccuracy requirements and detailed data acquisitionand handling systems (DAHSI specif icat ionsnecessary to legitimize data for allowance tradingjustified higher costs. Systems installed to meet theNO, or VOC monitoring requirements of a state TitleV permit program are not required to meet suchstringent specifications, and their costs are con-sequently much less.
Many CEM system suppliers now offer CEM systemsat prices comparable to commercial PEM systems.When one considers the correlation testing neces-sary to develop a PEM system model and thecertification testing necessary to validate the model,initial capital costs are often comparable. Also, ifthe original correlation becomes invalid due toprocess changes or system degeneration, thecorrelation testing would have to be redone. Theongoing quality assurance costs can be comparablebetween the two methods. These cost issues arefurther discussed in Chapter 6 of this manual.
Those required to monitor non-criteria pollutantsmay have the flexibility to choose between a CEMand PEM system to meet the requirements of futurerulemaking. Depending on the application, the twotechniques can be competitive both in terms of costand accuracy. However, one of the most powerful
6 6

a. Actual Emissions
b. PEM system not accounting for upset conditions
/missing data
c. PEM system detecting upset having no inputdata to correlate to upset conditions
d. PEM system detecting upset and switching to alternatemodel to account for upset conditions
Figure 4-5. Emissions calculations (PEM system predictions) based upon upset conditions notaccounted for by the model.
67

options is the combinat ion of two methods(DeFriez, 1996, Macak, 1996). With a combinedCEM/PEM system, the PEM system can serve as abackup to the CEM system, as in the prescribedtechniques can be competitive both in terms of costand accuracy. However, one of the most powerfuloptions is the combination of the two methods C-EM/PEM system, the PEM system can serve as abackup to the CEM system, as in the prescribedmethods of the acid rain CEM program (40 CFR 75).Or, a CEM system can serve as a backup to a PEMsystem. When a sensor validation program causesthe PEM system to invalidate data and report miss-ing data due to failed sensors or an unrecognizedoperating condition, the CEM system can fill in themissing data gap. The CEM system can provide thedata where it may be most needed, the period ofplant upset conditions not accounted for by the PEMmodel.
The final decision in choosing a monitoring method,whether a CEM or a PEM system, depends uponhow the data will be used and the constraints of theapplication. Questions need to be asked aboutwhether a DCPL or predictive model will meet mon-itoring requirements, will the method be sufficientfor demonstrating compliance, or will the data beaccurate enough for a t rading program? Aconsideration of these questions should involve anevaluation of cost, regulatory, and technical issues;none should be considered solely.
References
Bi l ls, R.T. and Rae. J.T. 1995. “Parametr icMonitoring of Pollution Control Equipment for Non-Continuous, Flexible Manufacturing.” Paperpresented at the Air & Waste ManagementAssociation Meeting, San Antonio, TX. Paper 95-FA160.01.
Bivins, D. and Marinshaw, R. 1996. Update onCompliance Assurance Program: Revising theEnhanced Monitoring Rule. in ContinuousCompliance Monitoring Under the Clean Air ActAmendments. Air & Waste ManagementAssociation. Pittsburgh, PA. pp 243-259.
Caivert, S. Goidshmid, J., Leith, D., and Mehta, D.1972. Wet Scrubber System Study, Volume I:Scrubber Handbook. EPA-R2-72-118a. U.S.Environmental Protection Agency. Research TrianglePark, NC.
Cashin, M.G., Love, J.E., and Muller, J.D. 1996.“Resolving the Difference -- Mass Balance vs. CEM
Air Emissions Estimates. Paper” presented at theElectric Power Research Institute CEM Users GroupMeeting, Kansas City, MO.
Clapsaddle, C.A., 1995. “Comparison of NO,Emission Rates Estimated by 40 CFR Part 75Appendix E Procedures and Parametric EmissionModels with Reference Method CEM Measure-ments.” Paper presented at the Air & WasteManagement Association Meeting, San Antonio, TX.Paper 95-MP16A.05.
Clapsaddle, C.A., and Cunningham. 1996.Performance Evaluation of Parametric EmissionMonitoring Systems for Boilers. ContinuousCompliance Monitoring Under the Ciean Air ActAmendments. Air & Waste Management Associa-tion. Pittsburgh, PA. pp 162-176.
Clements, B., Hayden, A.C.S., Zheng, L., and Dock-rili, P. 1996. “Comparisons of Neural andStatistical Methods for the Parametric Prediction ofNO, from Natural Gas-Fired Engines.” Paper pre-sented at the Air & Waste Management AssociationMeeting, Nashville, TN. Paper 96-RA109.01.
Collins, N. and Terhune, K. 1994. A Model Solutionfor Tracking Pollution. Chemical Engineering -Environmental Engineering Supplement.
DeFriez, H., Seraji, H., and Schillinger, S. 1996.“Neural Logic Solutions for Emission Monitoring.”Paper presented at the Air & Waste ManagementAssociation Meeting, Nashville, TN. Paper 96-W-P92.05.
Denmark, K., Farren, M., and Hammack, B. 1993.Turning Production Data into SPC Gold. /ntech.Vol. 40. No. 12. pp 18-20.
Draper and Smith. 1981. Applied RegressionAnalysis. Wiley interscience. New York, NY.
Eghneim, G. 1996 . “Thoughts on PredictiveEmissions Monitoring from a RegulatoryPerspective,” Journal of the Air & WasteManagement Association, Volume 46, pp 1086-1092.
Evans, S. 1994. “Predictive Monitoring: The WayThings Ought to Be.” Paper presented at the Air &Waste Management Association Meeting, Cincinnati,OH. Paper 94-WA73.06.
68

Evans, S. 1995. “Developing Predictive Models forEnhanced Monitoring.” Paper presented at the Air& Waste Management Association Meeting, SanAntonio, TX. Paper 95-TP64.01
Hung, W.S.Y., 1993. Predictive Emission MonitoringS y s t e m (PEMS): A n A l t e r n a t i v e t o i n - S t a c kContinuous NO, Monitoring. Continuous EmissionMonitoring -- A Technology for the 90s. PublicationSP-85. Air & Waste Management Association.Pittsburgh, PA. pp 314-323.
Hung, W.S.Y., 1994. “Predictive EmissionMonitoring System (PEMS): A Proven Alternative toin-Stack Continuous NO, Monitoring.” Paperpresented at the Air ,& Waste ManagementAssociation Meeting, Cincinnati, OH. Paper 94-TA29A.03.
Hung, W.S.Y. 1995. “Predictive Emission MonitoringSystem (PEMS): The Established NO, MonitoringSystem for industrial Gas Turbines.” Paper pre-sented at the Air & Waste Management AssociationMeeting, San Antonio, TX. Paper 95-MP16A.01.
Keeier, J., Havener, J., Hartman, E., and Magnuson,T. 1993. Achieving Compliance and Profits with aPrediFtive Emissions Monitoring System: Pavilion’s“ S o f t w a r e CEMtm”.
Macak, J.J. 1988. Development of an OperationsMonitoring Plan for a Subpart Db industrial Boiler.Paper presented at the Air & Waste ManagementAssociation Meeting, Dallas, TX. Paper 88-l 37.4.
Macak J.J., 1996. The Pros and Cons of Predictive,Parametric, and Alternative Emissions MonitoringSystems for Regulatory Compliance. Paper pre-sented at the Air & Waste Management AssociationMeeting, Nashville, TN. Paper 96-WP92.02.
Mycock, J.C., McKenna, JD., and Theodore, L.1995. Handbook of Air Pollution ControlEngineering and Technology. CRC Press. BocaRaton, FL.
Samdani, G.S. 1994. Software Takes on AirMonitoring. Chemical Engineering. pp 30-33.
Siebert, P.C., Aydil, M.L., and Jackson, R.W. 1995.“Emission Estimating Procedures for Non-Traditionaland Small Emission Sources at DOD Facilities.”Paper presented at the Air & Waste ManagementAssociation Meeting, San Antonio, TX. Paper 95-WA85.05.
Snyder, R.B., Levine, P., and Bautista. 1996.Continuous Parameter Monitoring SystemDevelopment for a Stat ionary Gas Turbine.Continuous Compliance Monitoring Under the CleanAir Act Amendments. Air & Waste ManagementAssociation. Pittsburgh, PA. pp 73-84.
Steven, T. 1994. Software Cuts Clean Air Costs.Industry Week. January 17, 1994. pp 45-48.
U.S. Environmental Protection Agency: 1993.Enhanced Monitoring Program: Proposed Rule.Federal Register, Vol. 58, No. 203, October 22,1993. p 54648.
Yung, S., Caivert, S., and Barbarika, H.F. 1977.Venturi Scrubber Performance Model. EPA 600/2-77-172. U.S. EPA. Cincinnati, OH.
6 9

Chapter 5System Control and Data Recording - Data
Acquisition and Handling Systems
A data acquisition and handling system (DAHSI is acombination of hardware and software that is used torecord data and generate reports for submission to theregulatory agency. A properly designed DAHS alsocan provide warnings of CEM system fault conditionsand excess emissions so that adjustments and repairscan be made in a timely manner. The DAHS is con-sidered an integral part of the CEM system and mustbe included as part of the CEM certification and auditprocedures. Because CEM data are a key enforce-ment tool used by EPA and local agencies, emissionsreports must be prepared in a manner that accuratelyreflects the quality of the data and any anomalies thatoccurred during the reporting period (McCoy, 1986).
Although not generally considered part of the DAHS,control of Cp system functions such as calibration,probe blowback, and probe switching (for timesharing systems) is often performed by the samehardware and software that performs some dataacquisition functions. For example, the same pro-grammable logic controller (PLC) may be used tocalculate emission rates and to control calibrationcycles. Decisions about the CEM control hardwareand software must be made with a consideration ofhow it will affect the ability of the user to changeDAHS vendors in the future (see Commercial PLCssection). This chapter contains discussions of CEMsystem control and data acquisition functions.
The complexity of the DAHS required for a givenapplication depends on the number of emissionparameters being monitored and the applicable report-ing requirements. Three basic options for handlingemissions data are described in this chapter: asimple data recording device (stripchart or data-logger), a plant mainframe computer (often used toimplement a distributed control system (DC%), and acommercially available DAHS. The design elements ofcommercial DAHSs are described in detail.
5.1 Option 1: Simple Data RecordingDevice
in the case of very limited data reporting require-ments, a simple stripchart recorder or data logger maybe adequate. Digital stripchart systems will averagedata, calculate emission rates, and display the dataeither graphically or in tabular form (Figure 5-l).Often they have some data storage capability so thatdata can be downloaded periodically to a personalcomputer. The simple recording device may be thepreferred option if the facility is required to monitorand certify compliance, but is not required to submitsummaries of emission data or CEM system qualityassurance data to the regulatory agency. A PLC orother device may be necessary to control calibrationsand sampling, but in some cases these functions canbe controiled.by the gas analyzer itself.
Figure 5-l. Odessa paperless stripchart.
To quantify negative zero drift during calibrations, therecorder scale must be capable of providing concen-tration results well below zero. For example, 40 CFR,Part 60, Appendix F CEM quality assurance proce-dures require that a CEM system be declared “out ofcontrol” if the calibration drift exceeds four times thedrift limit in the applicable performance specification.
7 0

For example, if a CEM system with a range of O-1000ppm was subject to a drift limit of 2.5% of spanduring the Performance Specification Test, the DAHSwould have to be capable of displaying a reading atleast as low as -100 ppm (-0.025 x 4 x 1000 =-100).
Some regulatory agencies no longer accept stripchartdata for reporting purposes (even as a backup system)or they place restrictions on the resolution of therecorder. Therefore, consultation with the regulatoryagency must occur before deciding to use this option.
Choosing a simple data recorder will reduce the initialcapital investment in the CEM system, but it may bemore costly in the long run. If the CEM system doesnot have a method of recording fault conditions orprocess operating status, interpreting the emissionsdata retroactively for CEM system or process upsetconditions may be difficult and time-consuming.Thus, the validity of the data for extended periods oftime could be questionable. Without a DAHS, theuser will be required to keep up with the calibrationand other quality assurance data manually, makingimplementation of a CEM system quality assuranceplan more difficult. Also, a backup recorder should beused to prevent failures in the data recording devicefrom causing violations of CEM system downtime pro-visions!
5.2 Option 2: Plant Mainframe ComputerSystem
A limited number of facilities have opted to developtheir own DAHS using the plant mainframe computersystem. Plant process control systems typically areequipped with excess data recording and storagecapability. The plant internal programming option isattractive because the CEM data can be integratedeasily with the other plant data display and backupsystems. The programming also can be tailored tomeet the specific needs of the plant operators. Thedownside to this approach is that the extra program-ming required to keep up with CEM emission ratecalculations, alarm conditions, calibration data,emission data validation, and report generation can beunderestimated. An internally programmed systemmay not be as flexible as a commercial product andmay need periodic reprogramming to keep up withchanging regulations or operator needs. Whenchoosing between internal ‘programming and a com-mercial DAHS, the user should examine carefully all ofthe functions offered by commercial systems andmake an honest appraisal of the cost and deliveryschedule issues associated with developing theprogramming in-house. Commercial DAHS provided
either by the CEM vendor or by an independent DAHSprovider have been found to be more cost effective bymost CEM system users.
5.3 Option 3: Commercial DAHSA DAHS is a stand-alone system that is used todisplay data in units of the emission standard, providealarms, and prepare reports for submission to regula-tory agencies. It can be used by the operator toproduce edited emission summaries, excess emissionreports, alarm reports, and CEM system downtimeand corrective action reports. A typical system(Figure 5-21 consists of a personal computer, a datainterface (typically a PLC or datalogger), a backupdata storage device, and a printer. The DAHS com-puter may be connected to a local area network (LAN)and/or it may be equipped with a modem for remoteaccess.
Since the implementation of the new source perfor-mance standards (40 CFR, Part 601 and the Acid RainProgram (40 CFR, Part 751, CEM system and DAHSvendors have made great strides in the reliability,flexibility, and utility of personal computer-basedDAHSs. Recent additions to DAHS software pack-ages include reporting requirements for 56 CFR 7134(BIF Rule), 40 CFR 63 (MACT standards), 40 CFR 503(sewage sludge incinerators), and the revised stan-dards for hazardous waste incinerators. Early DAHSsoftware was written specifically for each installation,but most vendors now have standard softwareproducts that can be configured by the user for eachregulatory application.
If the user has special data reporting requirementsfrom an unusual permit condition or a state rule, thesoftware provider may need to perform customprogramming. Such custom programming can becostly for the user and can lead to so f tware“bugs.” If possible, the user may propose a morestandardized reporting format to the regulatoryagency to avoid custom programming.
DAHS functions and some typical hardware com-ponents are described in the following sections.
5.3. I Emission Data RecordingSome gas analyzers and sensors send digital signalsdirectly to the DAHS and others send analog signals(usually 4-20 mA1 that must be converted to a digitalvalue and scaled to the appropriate units (concentra-tion, flow rate, temperature, etc.). Concentrationand flow rate data are used to calculate emissionrates in units of the emission standard. The units ofthe emission standard vary according to the type offacility, the applicable regulation, or the permit
71

GasAnalyzers
CEM FaultSensors
DAHS COMPUTER DATA STORAGE
Figure 5-2. Typical DAHS system.
conditions. Some common units for emissionstandards are:
l ppm, of pollutantl ppm, of pollutant corrected to a standard 0,
dilution basis (e.g., ppm, at 7% 0,)l ppn(, of pollutant corrected to a standard
CO2 dilution basis (e.g., ppm, at 12% COJl lb of pollutant/MMBtu of fuel cornbustedl lb of pollutant/hourl lb of pollutant/lb of product
A more comprehensive discussion of the units of thestandard are found in Appendix E.
Because analyzer measurement ranges and theparameters used to calculate emission rates canchange over time, most DAHSs include a menusystem to allow the user to scale the analyzerchannels and edit the emission rate calculations.Emission rate calculation errors are not uncommon,therefore the emission rates should be verified withhand calculations when the DAHS is first installedand after each change of the calculation parameters.
The applicable monitoring regulation or permitconditions should state the minimum frequency ofdata collection and recording for each parameter; ifnot, it should be discussed with the regulatoryagency before the DAHS is chosen. Minimum datacollection frequencies can be from once per 10seconds to once per 15 minutes, depending on thevariability of the emission parameter and the re-sponse time of the CEM system. If the sampling
7 2
frequency is high, use of a PLC or data logger maybe necessary to preserve processor time on theDAHS PC. The minimum frequency of data collec-tion may be different from the minimum frequencyof data recording. For example, BIF regulations formonitoring of total hydrocarbons require that databe collect& at least once each 15 seconds, butaverage data values need to be recorded as one-minute averages. For sources subject to 40 CFR,Part 60 monitoring requirements, the minimum datacollection frequencies can be found in section60.13.
The averaging periods should be flexible to alloweasy data collection during quality assurance testing.Having the ability to print real-time one-minuteaverages simplifies conducting and documentationof cylinder gas audits and relative accuracy tests.
5.3.2 Emission Data Displa yThe main viewing screen of the DAHS should havea real-time data display that is easy for operators toread. The screen should show emissions data, CEMsystem status (on-line, off-line, calibrating, etc.1 andthe status of alarms. If the DAHS computer is notlocated near the CEM system hardware, a seconddisplay terminal should be located near the gasanalyzers for quality assurance checks and trouble-shooting. Often the reading on the front panel of ananalyzer does not match the reading on the DAHSscreen due to small signal conversion errors orautomated calibration corrections. Therefore, theanalyzers should be tuned to provide accurateresults using results from the DAHS. A PLC or data

logger located near the analyzers often can be usedas a display device for troubleshooting.
Most DAHS vendors include software that allowsthe user to look at historical trends in the data(Figure 5-3) for user-selectable intervals and aver-aging periods. Trending of different combinations ofemission and operating parameters can be used todetermine whether changes in emissions data arelinked to plant operation or to CEM system opera-tion. Key plant operating parameters such asproduction rate, temperatures, or control deviceparameters can be trended with emissions data fortroubleshooting. The trending software also may behelpful in determining the nature of emission exceed-antes when preparing emission reports for theregulatory agency. If the plant computer controlsystem has ample capacity, some users may preferto send CEM system data from the DAHS to theplant computer so that plant operators can usedisplay and trending software that is familiar to themand already available at their workstations.
Figure 5-3. Example historical trend screen.
5.3.3 Sampling System ControlThe DAHS software and/or computer may be usedto control routine sampling system control functionsor it may simply monitor control functions that areconducted by a PLC. If the CEM system uses anextractive sampling system, periodic purging of thesample probe with compressed air to remove partic-ulate matter from the probe tip filter may be neces-sary. The duration and frequency of air purgesdepend on the particular type of emission sourceand on the source operation. After the CEM systeminstallation, it may require several months of opera-tion to determine the optimum purge duration andfrequency settings. These settings should beconfigurable by the user on the DAHS computer,PLC, or datalogger. Likewise, CEM systems thatperform time-sharing of sample probes (i.e., using
the same analyzers for more than one emissionpoint) should include a method for adjusting thefrequency of probe switching. For both time-sharingand air purges, the emissions data will be invalidatedfor short periods. Some DAHS systems use “sampleand hold” circuits to keep the analyzer responseconstant during purges, while other DAHSs label thedata as “invalid” and do not include it in averages.Also, the time required for the sampling system tobe completely purged can change over time due tofilter plugging or changing sample pump perfor-mance. The CEM system user periodically shouldverify that the purge times used by the DAHS areadequate to ensure that only representative sampledata are being recorded.
5.3.4 Caiibra tion Control and RecordingAutomatic daily zero and span calibrations of theCEM system may be controlled by the DAHS or theDAHS may monitor the activity of a PLC. Forcalibration using cylinder gases, the DAHS shouldhave a feature that easily allows the user to edit theinitiation time, concentration values, and the dura-tion of each calibration gas injection. For eachcalibration standard, the following informationshould be recorded:
73
. time and date
. value of the calibration standard
. instrument response to the calibrationstandard
. amount of calibration error (as a percent ofinstrument span)
An example calibration cycle configuration screen isshown in Figure 5-4.
The DAHS also should allow the user to initiate anautomatic calibration cycle at any time. This featureis especially useful when CEM system data are indoubt or after any recalibration or repair.
Rather than adjusting the zero and span of ananalyzer at the instrument itself, some users preferto make zero and span adjustments by automaticallyapplying correction factors using the DAHS aftereach calibration check. When such adjustments aremade, the calibration report must include the valuesused for the calibration adjustment. Automaticcalibration adjustments apply only to data collectede a given calibration and before the next calibra-tion adjustment. Retroactive calibration adjustmentsgenerally are not allowed. The accumulated amountof calibration adjustment made by the softwareshould be limited so that degradation in CEM systemperformance can be detected. An excessive soft-

ware correction is a sign that the CEM systemhardware should be inspected. Typically, a DAHSwill generate an alarm when the zero or span soft-ware correction exceeds 5 or 10 percent of span.
Figure 54. Example calibration cycle configurationscreen. I
5.3.5 AlarmsAll commerc& DAHSs can be configured to providealarms for excess emissions and CEM system faultconditions. Depending on the design of the DAHS,the alarms may be triggered at the DAHS computer,PLC, datalogger, or at the analyzer itself. The DAHSis equipped with alarm acknowledgments that allowthe user to enter the reasons and corrective actionsfor alarm conditions. The alarms, reasons, andcorrective actions can be reviewed periodically toidentify recurring problems with the process or CEMsystem operation. Triggers for excess emissionalarms can be set at lower setpoints or at shorteraveraging periods than the emission standard so thatcorrective action can be taken before an actualemission exceedance occurs. Some excess emissionindications during conditions such as unit startup/shutdown or equipment malfunctions may be ex-empted by the applicable regulations. CEM systemoperators have found that when data are examinedonly during the preparation of quarterly emissionreports, incomplete records often lead to the inabilityto determine the reason and corrective action foreach exceedance. For this reason, commercialDAHSs contain lists of numbered reason codes thatare entered by the operator as part of the alarmacknowledgment procedure. The operator also mayopt to enter a reason code for “unknown” or manu-ally enter a reason that is not on the list. The list of
reason codes for a given facility should be reviewedperiodically to make sure that the list is completeand that the reasons are adequately descriptive.Some regulatory agencies can offer guidance onwhich reasons constitute “excused” exceedances.Some example excess emission reasons are pro-vided below:
. bag leak
. baghouse blowback
. air damper malfunctionl plugged spray nozzles. start-up. shut down
The use of CEM system fault alarms can reduce thetime required for diagnosis and repair as well asreducing the CEM system downtime. Fault alarmsalso can be used to invalidate questionable emis-sions data automatically, simplifying report produc-tion. Some common CEM system fault conditionsare listed below:
0 analyzer flame-out0 sample flow low. sample vacuum higha calibration gas pressure low. sample line temperature low. condenser temperature high. water in sample line - pump shut offl dilution air pressure low
5.3.6 Plant Computer InterfaceAs discussed in Option 2: Plant Mainframe ComputerSystem, the plant computer control system can beused to display CEM data in a manner that is usefulto the process operators. Likewise, plant opera-tional data should become part of the DAHS. Themost useful application of plant data is for determin-ing when the process is on-line, off-line, or in astartup or shutdown condition. Threshold levels forsuch parameters as steam flow, fan speed, or stacktemperature can be used by the DAHS to automati-cally mark the data as valid or invalid for emissionreporting purposes. In addition, EPA guidelines foropen market trading programs require correlation ofemissions data with the activity level (percentcapacity) of the emission source. Having productionunit and control device operational data in the data-base while preparing periodic emission reports alsocan be useful in explaining anomalies in the emis-sions data or “unknown” reason codes for excessemissions.
7 4

5.3.7 Report GenerationCommercial DAHSs are designed primarily forsources subject to monitoring provisions of 40 CFRParts 60 and 75. These monitoring requirementsinclude detailed reporting requirements for emissionssummaries, excess emissions, CEM system down-time, and CEM system data quality assurance testdata. Even if the applicable reporting requirementsdo not specify detailed reporting, the reportingsoftware that already has been developed for otherapplications can be very useful for internal qualityassurance programs. DAHS systems include editingfunctions that allow the user to review questionabledata and mark it as “valid” or “invalid” based onwhat was known about the CEM system and plantoperation at the time the data were collected. In allcases, the raw unedited data files are retainedseparately for later reference.
5.3.7.1 Data FlagsDuring data collection, the DAHS labels each dis-crete emission data average according to the qualityof the data or the status of the CEM system at thetime that the data were collected. When emissionreports are prepared, the flags allow the editor tosort data by’ its designation. DAHS vendors usedifferent systems for labeling, but a typical list ofdata flw designations might be:
.
.
.
valid datainvalid data due to an alarm conditionquestionable data due to alarm conditionprocess unit off-lineprocess unit in startup or shutdown condi-tioncalibration in progressanalyzer logged off-line for maintenance orother QA activitysubstituted backup reference method dataduring extended CEM system downtime
The data flags allow the DAHS software to calculatepercent data availability, process unit on-line hours,and emission averages. The data can be sorted tocompile summaries of excess emissions, CEMsystem downtime, and process status summaries.
5.3.7.2 Emission Summary ReportsTo prepare a summary of emissions data the usermust first review all of the data for the reportingperiod and resolve all issues of questionable dataquality. Preparation of this summary may involvereviewing the plant or CEM system operation andmaintenance logs. When all data have been sortedcorrectly, the DAHS automatically recalculatesaverages and produces data summaries based on the
data that have been through the review process.The editing function is particularly useful whencalculating long-term or rolling averages such as 24-hour block averages or 30-day rolling averages fromone-hour average values.
5.3.7.3 Excess Emission ReportsMost monitoring regulations require the CEM systemoperator to report the time, date, magnitude, reason,and corrective action for each exceedance of theemission standard. A common feature of almost allDAHSs is the ability to produce automatically reportssummarizing excess emissions for a given reportingperiod. The reason and corrective action codesentered by the operator are provided for eachexceedance. During the review process, the usercan edit the reasons and corrective actions based onnew information. EPA has produced a guidancedocument which describes how enforcement agen-cies use excess emission reports (Paley, 1984).
5.3.7.4 CEM System and Unit DowntimeReports
For each reporting period, the CEM system operatorgenerally is required to report the total hours of unitoperation and the percent availability of CEM systemdata. By monitoring process parameters, the DAHScan easily keep track of when the source is on-lineor off-line and in most cases can be used to producea summary report showing the time, date, andduration of each outage. Using CEM system alarms,analyzer on-line/off-line indicators, and informationentered during the emission summary editing pro-cess, the DAHS can calculate the percent dataavailability for each emission parameter and also canproduce a report indicating the time, date, duration,reason, and corrective action for each CEM systemdowntime incident.
5.3.7.5 Alarm ReportsThe DAHS can be used to produce a list of all alarmsthat occurred during a given period, including CEMsystem faults and excess emissions. This summarylist can be used during the emission data reviewprocess to .ensure that all periods of questionabledata are resolved. It also can be used to identify themost common CEM system fault conditions thatmay require an equipment or procedure modification.
5.3.7.6 Calibration Drift ReportsThe DAHS can be used to generate a summary of allzero and span calibration data for the reportingperiod. This report documents the time of eachdaily calibration and whether the results are withinthe applicable performance specifications. Even ifthe drift results are within specifications, the sum-
75

mary may indicate a long-term degradation in instru- system (DC3 or providing more fault alarms for thement performance. CEM system is helpful in the data review process.
5.3.7.7 Data Assessment ReportsFor those sources which are subject to the ongoingCEM quality assurance procedures in 40 CFR, Part60, Appendix F, a requirement exists to prepare adata assessment report (DAR) for each calendarquarter. The DAR contains a summary of all qualityassurance activities, including daily calibrations,cylinder gas audits, and relative accuracy tests. TheDAR may be reviewed by the enforcement agencyto evaluate the status of a CEM system (VanLehmden, 1989).
5.3.10 Hardware5.3.10.1 DAHS Computer
5.3.8 MultitaskingThe DAHS often is required to perform severalfunctions simultaneously. Some of the competingdemands placed on the software are illustrated inFigure 5-5. The DAHS must have a resilient multi-tasking capability to resolve the competing demandswithout generating errors or “locking up” (Baranow-ski, 1995). A procedure called “kernelling” is usedby the operating system to prioritize tasks andprevent conflicts. In recent years, many DAHSvendors have moved their software to operatingsystems such as UNIX or OS/2 which are designedspecifically for multitasking and multi-user applica-tions. Other systems that use MS DOS or Windowsoperating systems rely on PLCs or dataloggers tohandle most of the routine tasks such as calibra-tions, data averaging, and emission rate calculations.Multitasking conflicts often are inconsistent anddifficult to trace. Only by interviewing other DAHSsoftware users or by conducting extensive accep-tance testing can the purchaser be assured that avendor’s software is free from such conflicts.
Most DAHS vendors use a stand-alone IBM-com-patible personal computer for data storage, display,and the generation of reports. However, vendorswho .use the UNIX operating system occasionallywill install the DAHS software on the plant main-frame computer system. Most DAHS vendors willprovide the computer with the DAHS but may allowthe user to select or purchase their own computer ifthe company has a preferred manufacturer. TheDAHS computer most often is located in the plantcontrol room so that plant operators can have easyaccess to the data. This also provides a cleanenvironment, a well-regulated power source, andbackup for emergency power.
DAHS COMPUTER
Figure 5-5. Competing demands for processor time.
5.3.10.2 Signal l/O Boards
5.3.9 ExpansionEarly providers programmed DAHSs specifically foreach application and any changes in the number ofinputs being monitored often required an expensivesoftware modification. Most DAHS vendors nowprovide software that will allow the user to add gasanalyzers, emission rate calculations, alarms, andeven additional production units using a series ofmenus within the software. Each vendor offers adifferent level of flexibility. Before purchasing aDAHS the user must determine the degree to whichthe system can be expanded without reprogrammingby the vendor. Purchasing extra hardware capacityto accommodate additional analog and digital signalsis prudent. After operating the CEM system throughthe break-in period, many users find adding moreinput signals from the plant distributed control
The least expensive hardware option for processingsignals from analyzers and alarms is to use multi-function boards that fit directly into the expansionslots of the DAHS PC or into a chassis that isattached to the PC. Multifunction boards acceptmultiple analog input signals (from analyzers or othersensors) as well as digital input and output signals(e.g., alarms). Processing the signals places a heavyburden on the PC processor to perform such real-time functions as analog-to-digital conversion, signalscaling, emission rate calculations, and averaging.In addition, the PC may be required to control suchfunctions as calibration and blowback. With theincreased burden on the processor, multitaskingbecomes more difficult. Vendors using multifunctionboards may require the user to conduct data reviewand report generation on a separate computer.Another drawback to this system is that if the PCstops running for any reason, emission data are notcollected or stored.
7 6

5.3.10.3 Commercial PLCsMany DAHS vendors use standard PLCs to gatheranalyzer and alarm signals, calculate data averagesand emission rates, and control calibrations andblowback. CEM data are downloaded periodically tothe DAHS computer where the data are displayedand stored for report generation. In some cases thePLCs are equipped with memory modules so thatdata can be stored for days at a time in case of afailure in the DAHS computer. When the computeris restored, the stored data are down-loaded andno data loss occurs. Often plant instrument techni-cians are already familiar with programming PLCsand may even have backup hardware available incase of a failure. The DAHS vendor should befamiliar with the PLC that is chosen for a givenapplication. Often DAHS vendors offer a choice ofPLCs, based on the preference of the plant opera-tors. Some common PLC manufacturers that aresupported are:
0 General Electric. Allen Bradley. Siemens. Modicon. cbntrollers using the Modbus commu-
nications protocolt
Since( PLCs use different communication protocols,the DAHS vendor should be asked if they haveinstalled other systems using the PLC that is chosen.
A significant advantage to using a commercial PLCis that it may be compatible with DAHS computersfrom several different vendors. This flexibility makesa change of software vendors possible withoutpurchasing additional hardware. Previous experienceby DAHS users in the acid rain program has shownthat keeping all options open can be valuable in casethe chosen software does not perform adequately(Huberland, 19951.
5.3.10.4 Custom CEM System DataloggersInstead of PLCs, some DAHS vendors provide theirown custom data loggers that are designed specifi-cally for DAHS systems (Figure 5-6). Some of thesesystems were developed originally for use at ambi-ent air monitoring stations. The dataloggers performall of the same functions of a PLC, but often haveadded features such as real-time data display,enhanced data storage, and battery backup. In theevent of a DAHS PC failure, the datalogger willcontinue to collect data until the PC comes back on-line. The datalogger can be programmed from thefront panel or from the DAHS PC using menu-drivensoftware. Because of the added functionality,
DAHS vendors can operate several dataloggers (andCEM systems) using one DAHS computer.
Figure 5-6. Custom CEM system datalogger.
5.3.10.5 Backup Data StorageThe DAHS computer should be equipped with abackup data storage device to prevent data loss inthe event of a hard disk failure. Many hardwareoptions are available including magnetic tape,removable hard disks, and optical disks. The backuproutine should be automatic and should include aprocedure for verifying the integrity of the backupCOPY *
5.3.10.6 Component Failure AnalysisDAHS failure is among the most common causes ofCEM system downtime. Often when a componentfails, excessive time is spent finding a replacementand then making the software function properlyagain. As part of the development of the CEMsystem quality assurance program, a set of proce-dures should be established in the event of a DAHScomponent failure. Determine how long obtainingreplacement hardware (l/O card, PLC, datalogger, orcomputer) takes. If the lead time necessary forshipping could lead to a violation of CEM systemdowntime limits spare components should be kepton-hand, If a failure of a programmable component(e.g., the PLC, datalogger, or computer) occurs, thesoftware and programming instructions should bekept up-to-date and in a secure location. Theoperators should practice reprogramming the compo-nents to make sure that the procedure is adequate.
5.3.10.7 Remote Access Within the Plant orCompany
Many DAHSs now are integrated into the plant localarea network (LAN) or company’s wide area network
77

(WAN). For example, the plant environmentalcoordinator may find monitoring the CEM systemand preparing emission reports easier from his or heroffice. Networking of the DAHS should be dis-cussed with the DAHS vendor at the time of pur-chase so that communication issues can be re-solved. Some functions, such as initiating calibra-tions, editing data summaries, and entering reasoncodes, should be restricted with password protec-tion. Often the DAHS provider will install a modemso that diagnostics and software upgrades can beaccomplished remotely.
A company may find integration of CEM data fromall remote locations into a central location for reviewand planning purposes advantageous. To integrateresults from several locations, the emissions datamust be stored in a format that can be convertedeasily or directly downloaded into a central database(Long, 1995).
5.3.10.8 Remote Access by the Regulatory AgencyIncreasingly, state and local agencies are requiringthe installation of remote terminal units (RTUs) thatallow the agency to monitor CEM system status,source status, and’emission data remotely on a real-time basis or to download emissions data via modemperiodically CFriedlander, 1992). Remote accessusually is accomplished using a separate dataloggerthat receives concentration and emission rate datafrom the CEM system. Remote reporting allows theagency to have access to raw data for auditing andmonitoring, but the source still is required to submitemissions data according to the regular reportingrequirements. Remote terminal units are being usedon a limited number of sources by regulatory agen-cies in Pennsylvania and New Jersey as well asseveral local districts in California.
5.4 SummaryThe ideal DAHS for a given application depends onthe complexity of the applicable reporting require-ments. A simple stripchart recorder or dataloggermay be sufficient for cases where the source is notrequired to submit detailed emission monitoringreports to regulatory agencies and the monitoringrequirements are simple and straightforward. Acomputer-based DAHS can be an indispensable toolwhen emission reporting requirements includecalculations of CEM data availability, complex dataaveraging, and generation of reports for CEM down-time and excess emission reasons/corrective actions.A computer-based DAHS can be programmed usingthe plant mainframe computer or it can be pur-chased from the CEM vendor or a DAHS vendor.
78
The best DAHS is one that allows the user to besure of the status of the emission source, controlequipment, and CEM system for the entire reportingperiod. The first part of preparing emission reportsis to answer basic questions such as:
l During what periods was the emissionsource operating or in a startup/shutdowncondition?
l During what periods was the CEM systemoff-line due to equipment failure or qualityassurance and maintenance activities?
. Do any of the reported emission averagesneed to be recalculated based on newCEM or plant operational data?
l What was the reason and corrective actionfor each period of CEM downtime or ex-cess emissions?
If the DAHS incorporates sufficient plant operationaldata and CEM status indicators, these questions canbe answered more easily and many labor hours canbe saved. Also, the DAHS should include an editorthat allows the user to input new information andrecalculate emission averages while maintaining theoriginal unedited data in a separate location.
The selection of a particular DAHS can affect theflexibility that the user will have in the future. Somesoftware changes may require reprogramming by thevendor, but many vendors provide software thatallows the user to add analyzers, averaging periods,alarms, and even additional emission sources with-out reprogramming by the vendor. The user alsoshould be cautious about integrating CEM controlfunctions (calibration valve switching, probe blow-back, etc.1 with the software on the DAHS com-puter. Combining the control and data acquisitionfunctions in the same software may make the abilityto switch DAHS vendors at a later time more diffi-cult and costly. Often CEM system control func-tions can be performed by a PLC or by the analyzersthemselves while the DAHS computer monitors thestatus of the sampling system and records data.
Finally, determining whether a given DAHS softwarepackage will work properly can often be difficult atthe time of purchase. Many DAHS users have beenforced to switch DAHS vendors shortly after pur-chase due to poor software performance. Thepurchaser should interview previous users of thecandidate software packages to evaluate the long-term reliability and utility of the software.

References
Baranowski, ST., Culp, L.R., Jonas, T.S., Williams,J.L., and Menge, J.F. 1995. The Design, Develop-ment, and Implementation of a Data Acquisition andHandling System at Basin Electric Cooperative, “AcidRain & Electric Utilities: Permits, Allowances,Monitoring & Meteorology,” Air & Waste Manage-ment Association Specialty Conference, Tempe, AZ,pp. 741-747.
Friedlander, D., Sikorsky, D. 1992. The SantaBarbara County APCD Data Acquisition System,“Continuous Emission Monitoring: A Technology forthe 9Os,” Air & Waste Management Association,Pittsburgh, PA, pp. 186-l 94.
Haberland, J.E. 1995. CEM Data Acquisition andHandling Systems: Updated Experience of theUtility Industry, “Acid Rain & Electric Utilities:Permits, Allowances, Monitoring & Meteorology,”Air & Waste Management Association SpecialtyConference, Tempe, AZ, pp. 751-758.
Long, A., Patel, D. 1995. Opening CEM VendorData-bases, “Acid Rain & Electric Utilities: Permits,Allowances, Monitoring & Meteorology,” Air &Waste Management Association Specialty Confer-ence, Tempe, AZ, pp. 748-750.
McCoy, P.G., Schulz, D.A. 1986. “The Use ofCEM Data in Subpart D Enforcement,” ContinuousEmissions Monitoring - Advances and Issues, Air &Waste Management Association Specialty Confer-ence, Pittsburgh, PA, pp. 159-174.
Paley, L.R. 1984. Technical Guidance on theReview and Use of Excess Emission Reports, EPA34011-84-015.
von Lehmden, D.J., Walsh, G.W. 1989. AppendixF DARs for CEMS at Subpart D Facilities, “Continu-ous Emission Monitoring: Present end FutureApplications,” Air & Waste Management AssociationSpecialty Conference, Chicago, IL, pp. 103-l 19.
79

Chapter 6CEM System Procurement, Installation, and Start-up
1)
2)
3)
4)
Purchasing a CEM system should be a step-wise,methodical process. As we have discussed in thishandbook, many ,options must be considered andmany decisions must be made before a systemactually comes on-line. The manager of the CEMpro jec t mus t ass im i la te and unders tand theinformation available on these options, review thatinformation objectively, and choose the options thatbest meet the project objectives. Many pitfalls exist:one can rely too heavily on the experience of others,become deluded by aggressive advertising, be ledastray by low cost factors, or enter the process withdecisions already made. As stated earlier, the goal isto choose the bes t sys tem fo r the in tendedapplication. Achieving this goal reflects on both thetechnical and the management skills of the projectmanager. .*
Several ce?tral factors should be considered in theprogram developed to accomplish this goal (White,1995a). They are:
The design should meet regulatory requirementsand be consistent with plant operatingrequirements.
The materials, components, and techniquesshould be both reliable and durable under theconstraints of ambient and ef f luent gasconditions, and operating conditions.
The system should be easy to use, serviceable,and cost-effective in its long term operation.
The risks associated with existing and newtechnologies applied to monitoring non-criteriapollutions should be minimized.
These factors apply equally to extractive, in-situ, orparametric systems. They apply to systems that areeither commercially available or; to research systemsunder development. Cost is always a constraint, butin the field of continuous emission monitoring, cost isno t necessar i l y re la ted to sys tem qua l i t y o rperformance. Evaluations should first be made on atechnical basis to determine whether the proposedsystems can meet both the regulatory and technical
criteria. Costs should then be normalized betweenthose acceptable options so that cost comparisons aremade between equivalently performing systems(Brown, 19921. Nevertheless, some risk will beassociated with applying existing or innovativetechniques to monitoring non-criteria pollutants. Ifthe technique is inappropriate to the application, costsassociated with the initial resource investment andnoncompliance with monitoring requirements must beconsidered. These issues will be discussed in moredetail later in the chapter.
The selection of a monitoring system should beconducted in a systematic m a n n e r (Kopecky,19791, following established project managementprocedures in place at the company. Although theseprocedures may differ from company to company,typical CEM evaluation programs follow approximatelyten basic steps. These steps are:
1) Defining the project scope2) Rev iewing the regu la t ions and process
requirements31 Assessing the site4) Reviewing monitoring options5) Evaluating vendor options6) Preparing and transmit t ing a .request for
proposal7) Reviewing bids and awarding contracts81 Installing the system9) Approving (certifying) the systemIO) Implementing a QA/QC program and operating
the system
An example flow diagram that incorporates thesesteps is given in Figure 6-l.
This process can be lengthy. One author estimatedthat a typical CEM project will take approximately 40weeks from inception to certification (Passmore,1991). Each of these steps will be discussed in detailin the following sections.
6.1 Defining the Project ScopeA CEM project most commonly begins with theassignment of a project manager, usually a projectengineer, to develop a technical specification for the
80

II
32
l Goalsl Budget limitationsl Procurement criterial Establish schedule
I . Personnel capabilities
Review optionsConduct supplier survey I
l Evaluate system/analyzerperformance parameters
l Contact users for opinlonslexperiencel Conduct preliminary field test
(if possible)
1
Figure 6-1. Example flow diagram for CEM system selection and implementation.
81

1 Make tentative choice on 1
q6+
Write technicalspecification l
1
Packaged (turn-key) systems
Multiple sub&tern specs.
Send out request forproposal to pre-selected vendors
l In-house reviewl External consultant
r
q8r
cl9
1 Award contract(s) 1
Conduct ,~!f!&, tests 1
l CEM hardware
Approve system
+
cl10
+Develop QAIQC plan
+Provide operator training
+1 Implement QAfQC plan
+1 OPERATE 1
Figure 6-1. Continued
82

proposed system. Today, most project managers willassemble a team to assist in reviewing regulationsand technology, preparing the technical specification,and evaluating the bids received. Instrumentationand control supervisors, technicians, and other plantpersonnel can be invaluable contributors to thisprocess. The team should also include purchasingpersonnel, environmental personnel, and, wherenecessary, legal counsel.
The project scope should .be defined at an initialmeeting. In this meeting, a decision should be madewhether the CEM system will be used solely to meetagency requirements or if it also will be used as inputfor plant operations control. The implementing rules,the required pollutant measurements, and the dataacquisition and reporting requirements should bediscussed so that the project team will have anunderstanding of the purposes of the project. Theproject manager should have gained enough initialunderstanding of source monitoring options so thatthe advantages and disadvantages of extractive, in-situ, or parameter monitoring can be discussed. Theestimated budget and procurement criteria as well asthe project schedule also should be discussed at thistime. t
6.2 veviewing the Regulations and theProcess
After the planning stage, the monitoring regulationsshould be reviewed in detail. This is important toestablish the system design criteria for the technicalspecification. Particular points to focus on are:
Monitors required, based on how the dataare to be reported (see Appendix E of thismanual).
Are parameter surrogate or predictive sys-tems allowed?
Are time-shared systems allowed?
Daily calibration techniques allowed (e.g.,are Protocol 1 cylinder gases required or arereference spectra or gas cells allowed?).
Instrument span (range) requirements.
Sampling, analyzing, and recording frequen-cies.
Drift, relative accuracy, and availabilityrequirements.
l Recording and reporting requirements
The requirement for a CEM system may have comethrough a permit, a state rule, or a federal rule. Insome cases more than one rule may require a CEMsystem. Conflicts between specifications may arisefrom multiple monitoring requirements. Such con-flicts should be resolved with the regulating agencybefore preparing the request for proposal. Also,many states have developed CEM guideline docu-ments (Nazzaro, 1986, Seidman, 1990). Theseincorporate essentially de-facto requirements that areoften referenced to in the permit. The state shouldbe contacted early in the project to determine if suchguidelines have been published and if they must bemet by the installed system.
The applicability of a.CEM system to both monitorprocess operations and to provide data for operationscontrol should also be investigated at this time. Forexample, many companies are now using NO, moni-toring data to allow operators to adjust load inaccordance with the plant NO, control program. VOCmonitors may be used to track the efficiency of acatalytic convertor or to monitor loss of product inprocess operations. Predictive emission monitoringsystems have proven extremely useful to monitor;and control many chemical process operations oftenthe regulatory emissions data are merely an extrabenefit from the model. However, one must becareful in designing a system for both regulatory andprocess application. The process monitoring require-ments may be either more or less stringent than theregulatory requirements and finding a system tosatisfy both at reasonable cost may be difficult.
6.3 Assessing the SiteThe plant site and flue gas characteristics should bereviewed next. A suitable location for the CEMsystem already may have been identified; however,its advantages and disadvantages should be exam-ined carefully. The EPA has established siting criteriafor monitoring systems that are very flexible (USEPA,1996). The intended location(s) should be evaluatedfor the following:
l Can a representative sample or measure-ment of the actual flue gas emissions beobtained at the location?
l Is the site accessible?
l Are ambient and physical conditions at thesite suitable for monitoring instrumentation?
83

Sample representativeness is often the biggest issuein monitor siting (EPRI, 1993, Jahnke, 1994). Oneproblem is that flue gas can be stratified, having highand low pollutant concentrations over different areasof the measurement cross-section. Another problemis the presence of non-parallel or swirling (cyclonic)flow, which affects the measurement of flue gasvelocity, These problems can be identified by con-ducting a stratification study, measuring gas con-centrations and flow angles over the cross-section atthe tentative monitoring location. If the gas is foundto be stratified and the location is still viewed as thebest available, sampling options will be affected. In-situ path monitors or multiple point sampling systemsmay be necessary to obtain averaged measurementsover the cross-section (Jahnke, 1994).
Flue gas characteristics should be either measured orestimated. This information may be obtained fromprior stack test reports and/or from process data.Particularly important for the instrument vendor andthe system design are:
l Flue gas temperature and static pressure
l Pollutant gas concentrations (average andrange during upset, or other conditions)
l Moisture percentage/presence of waterdroplets
l Particulate loading and particulate or precipi-tate carry-over at upset conditions
l Flue gas velocity
Hot metal stacks or flues, excessive vibration, weep-ing brick stacks after wet scrubbers, should also benoted.
Ambient conditions at the candidate locations shouldbe evaluated. The effects of cold or hot weather,pressure variation at high elevations, sunlight, light-ning, entrained dust, or duct gas leaks or stackdown-wash on exposed instrumentation and probesshould be examined. These issues are critical in thecontinuing performance of in-situ systems, but can beless of a problem for extractive system instrumenta-tion housed in environmentally controlled shelters.
Another factor that should be considered in thechoice of systems is the manpower capability at thefacility. Personnel will be required to perform preven-tive and corrective maintenance on the system afterit is certified. Manpower at appropriate skill levels
must be available to meet these maintenance de-mands if high system availability is to be achieved.
6.4 Reviewing Monitoring OptionsSufficient information should be available by this partof the process to begin an evaluation of the variousmonitoring options. One of the first decision pointswill be whether to focus on extractive, in-situ, orparameter monitoring systems. Each has its ownadvantages and disadvantages - again, one mustremember that the evaluation should concentrate ondetermining the m system for the wplication. Thischapter contains guidance for that evaluation, provid-ing flow charts and comments on the applicationspecific features of various systems designs. How-ever, many exceptions also exist. Due to the practi-cally infinite permutations between process units,control devices, flue gas characteristics, and person-nel resources, no fool-proof scheme can be developedfor monitor selection. In the end, the merits of eachoption must be considered in terms of the application.
In general, extractive systems provide the mostoptions and are the most flexible in meeting samplingchallenges, particularly for HAPS monitoring. In-situsystems can provide low maintenance options whenonly a few target compounds are required to bemonitored. Parameter monitoring systems can offerboth monitoring and process control capabilities. Forthese or other reasons, decision makers may have aninitial interest in, one type of system over another.Upon further examination, a first preference may notlead to a system suitable in meeting the projectgoals. The following sections contain flow diagramsthat can aid in determining the suitability of variousoptions.
6.4.1 Extractive SystemsExtractive monitoring is the most developed of thethree monitoring techniques. It can be a “brute-force” approach to monitoring in the sense thatextractive system components can be modified orreplaced until some combination of hardware andoperating conditions is found that can deliver a viablesample to an analyzer. This is where most HAPSmonitoring development programs start. As moreexperience is gained in extracting and measuringspecific compounds, the systems may be simplified.
Figure 6-2 is an example flow diagram for selectingbetween the various extractive system options.
6.4.1 .l Basic IssuesIn the first gate for entry into extractive systems, oneshould consider three basic issues. If an interestexists in time-sharing one set of analyzers among
8 4

‘1 Consider 1
C... .c- Ir.,P.l /comwund soTuable?\ I I
* IAAre
Cool - DryT
Gases FTIRGC-MSGFC
clAnalyzers
I
Cool - Dry 1
* No optionsremaining
Single compoundanalyzers
Gases I Ru vIon MobilityFID (THC)Solid State
Particles P-Gauge
Figure 6-2. Selection considerations for extractive systems.
85

several units, extractive systems, not in-situ, areappropriate. If the user requires or desires to monitorseveral gas species, more multi-gas analyzers areavailable commercially for extractive systems than forin-situ systems. Lastly, extractive systems requiremore maintenance than either in-situ or parametricsystems. These basic issues should be consideredwhen choosing the system. A summary of othertechnical issues discussed in more detail in Chapter3 f o l l o w s .
6.4.1.2 Reactive Gases/Condensable GasesThe tendency of target gases to react or decomposebefore analysis is a primary consideration whenselecting a monitoring approach. Two gases maycoexist in the flue gas, but when extracted andcooled they may react. The resultant compoundsmay not be representative of the target pollutantsand, in some cases, may form a precipitate that plugs
the system. An organic compound may react withthe oxygen in the dilution air of a dilution system, ora compound may catalytically decompose on theprobe, tubing, or pump surfaces. Other compoundsmay be unstable and decompose merely on standing.Where the sampling system perturbs the gases orparticles being measured, a representative samplemay not be obtained and other monitoring techniquesmay need to,be considered.
The next consideration should be whether the gasesbeing measured are condensable or soluble. Gaseslike hydrochloric acid, ammonia, formaldehyde, andmethanol will drop out along with water in any chillerof a dry-extractive system. Other gases with varyingwater solubilities may be partially lost to the conden-sate. If the gases are not condensable, a dry-extrac-tive system would offer a greater range of options inselecting analytical techniques. Of course, dilutionsystems can be used for non-condensable gases, butthe choice of analyzers may be limited to those thatare sensitive enough to measure at the lower, dilutedconcentrations. If the gases are condensable, hot-wet source level systems, permeation dryers, or dilu-tion systems can be used. Dilution systems arepreferable here if analytical techniques are availableat low ranges. Hot-wet systems require greatermaintenance, since parts and materials degrade fasterat elevated temperatures. Nafion permeation drierswill lose some polar compounds such as ammonia,alcohols, and organic acids, but are acceptable forothers, such as the halogenic acids, inorganic acids,and aldehydes (1995, Permapure).
8 6
6.4.1.3 Multi-gas vs Dedicated Analyzers andAnalytical Methods
The next decision addresses the type of analyticalsystem to be used. If a number of gas species are tobe analyzed, multi-component analyzers such as gas-chromatographs, gas chromatography coupled withmass spectrometry (GCMS), or FTlRs may be consid-ered. However, one should evaluate the sensitivity ofthe analyzer to each of the species analyzed, Theanalyzer may be able to measure one gas to a 1 ppmlevel, but other gases only to a 10 ppm level. Aseparate analyzer may be required to measure thediluent gases (0, or CO 2) since the percent levelconcentrations of these gases may not be consistentwith the lower ranges necessary for the pollutantgases.
Caution is warranted when selecting multi-componentanalyzers. The analyzer previously may not havebeen applied to a similar process or to a flue gas withsimilar characteristics. In such cases, the CEM projectmay not be straightforward and may require someinitial research and development work.
Multi-component analyzers utilize techniques such asFourier transform infrared spectroscopy, GCMS,differential optical absorption spectroscopy, and gasfilter correlation (for a limited range of pollutants) formonitoring organic compounds. For metals monitor-ing, inductively coupled plasma, x-ray fluorescence,and laser spark spectroscopic techniques are underdevelopment.
Single component analyzers employ electro-optical,electro-chemical, and other techniques. Differentialoptical absorption, ion-mobility spectroscopy, fluo-rescence spectroscopy, and electrochemical methodstypically are used. Flame ionization detectors monitortotal hydrocarbons, beta gauges can measure the fluegas particulate loading.
If multi-component analyzers are not available, or ifsingle component monitors with better applicationsexperience are found on the commercial market, acollection of single component analyzers may bemore appropriate. Single component analyzers are,in general, optimized for that component and mayoffer greater sensitivity and interference rejectionthan can multicomponent systems. Unfortunately,very ‘few single-component analyzers have beendeveloped for monitoring air toxics or HAPS. Not thatthey could not be developed, but the commercialmarket is small and instrument manufacturers usuallydo not make analyzers that have no market.

The analytical techniques have been discussed ingreater detail in Chapter 3 of this handbook. At thispoint, an extension of the flow chart is difficult sincemany factors are involved in choosing the analyticalmethod. One must evaluate the instrument responsetime, drift, and precision specifications, interferencerejection capability, stage of development, rugged-ness, cost, and so on. Some familiarity must begained with the technologies used to monitor toxicgases and Chapter 3 should be reviewed.
6.4.2 In-situ SystemsIn-situ systems were developed as an alternative toextractive systems where maintenance levels becameunacceptable. Plugging, leaks, and corrosion eventu-ally will occur in even the best designed extractivesystem, but often these problems can be avoided ifthe gas is measured without extracting it in the firstplace. In-situ instruments that require only 50 to 60hrs of preventive maintenance a year are availablecommercially (Karpinsky, 1995). Unfortunately, atthis point, these instruments have been developedprimarily for the monitoring of criteria pollutants.Therefore, the first question that must be asked iswhether an analyzer has been developed that canmeasure the pollutants of interest. Figure 6-3 is anexample flow diagram that illustrates points to beconside;ed for decision-making for in-situ systems.
6.4.2.1 Siting ConsiderationsIf a pollutant can be monitored by the in-situ tech-nique, some site specific questions need to be ad-dressed before proceeding. The first and mostobvious question is whether an interest exists intimesharing the system between multiple ducts orstacks. If so, go back to extractive systems. Time-sharing a spectrometer might be feasible in pathsystems using fiber-optic cables, but no knownapplications of this technique exist. Other barriers tothe use of in-situ systems pertain to the capability ofthe monitor to operate at the chosen duct or stacklocation.
Siting for in-situ systems is important since limits toenvironmental conditions are encountered that eventhe best of systems cannot withstand. Exposure totemperature extremes may limit an instrument’sapplication. Although the instrument may have aninternal heater to maintain temperature if it gets toocold, the instrument may not have an internal coolerto reduce the temperature if it gets too hot. Light-ning can be a problem. An exposed in-situ monitormid-way up a stack makes an excellent lightning rod.Excessive vibration also may be a problem. Thisfactor often is pointed out as a disadvantage in in-situ systems, however, techniques have been devel-
87
oped to minimize both the effects of vibration andlightning on in-situ instrument systems.
Flue gas characteristics certainly limit the applicationof in-situ systems. High gas temperatures (> 500 OF)affect molecular infrared light absorption characteris-tics. Hot-metal stacks will emit infrared radiation andreduce the sensitivity of in-situ infrared analyzers. Inaddition, cycling stack temperatures can distortuntempered probes, or cause misalignments in poorlydesigned path systems. Electra-optical in-situ analyz-ers require a certain amount of light to reach thedetector after it traverses its optical path in thestack. If particulate levels are high, or if high levels ofwater droplets or other aerosols are present, theintensity of the light may be too weak to afford goodsignal to noise levels. Opacity levels common tomost flue gas exhausts (<20% opacity) do notpresent a problem for most in-situ monitoring applica-tions.
The monitoring location for the in-situ system mustbe accessible. Duct or stack locations accessible bycatwalks or stairs are ideal. Systems located in theannulus between chimney and flue and accessible byman-lift have traditionally been preferred but maynow require confined space entrance permits due toOSHA regulations. Sites accessible only by ladder,requiring a safety harness, are not ideal. The rule-of-thumb is: if no one is willing to go up and service thesystem in the middle of winter, find another locationor purchase some other system.
6.4.2.2 Flue Gas Stratification IssuesFlue gas stratification can be a major problem inobtaining representative flue gas measurements.Stratification is the uneven distribution of pollutant,diluent, or particulate concentrations over the area ofthe sampling cross-section. Air in-leakage, combiningductwork, mixing or combining effluent streams, ductgeometry, and flue gas physical properties can causepollutants in the gas to stratify. The flue gas velocitycan also vary over this cross-section; in the case ofnon-parallel cyclonic (swirling flow), its direction canvary also. Cyclonic flow presents one of the mostchallenging sampling problems. Selecting an alternatesampling site is usually more prudent than attemptingto measure flow under cyclonic conditions.
Three approaches can be taken to minimize stratifi-cation effects. One is to install a path in-situ system,where a measurement is made on a line across thestack. The measurement represents a line average,not an area average, but the average measurement

IVES
t’
Electrocatalytic
Figure 6-3. Selection considerations for in-situ systems.
88

can be more representative than a single pointmeasurement under varying stratification conditions.
Another approach is to use multiple probes or moni-tors to sample at several points on the cross-section.This technique has been used in monitoring stratifiedflow in ductwork by placing a grid of thermal sensorsat measurement points defined by EPA Method 2.Sometimes, increasing the number of sampling pointsfrom one to just two or three can greatly improve therepresentativeness of the measurement.
In situations where the stratification pattern is stableover varying process load or operating conditions, asingle point in-situ monitor or extractive system probemay be suitable if a point representing the averagecross-sectional concentration or velocity can befound. Detailed solutions to these problems aretreated elsewhere (Jahnke, 1994 Chapter 2 andreferences therein).
6.4.2.3 Path In-situ Monitor ConsiderationsIf the decision-making process has led this far to pathin-situ monitors, two other factors must be consid-ered. First, for small diameter ducts or stacks, thesensitivity of the instrument may be limited. At lowconcentrations and short pathlengths, too fewpollutanf~molecules will be present to absorb muchlight energy. The instrument detector may not besensitive enough to see very small changes in thereturning light energy and the sensitivity of theinstrument will suffer. Longer path-length optionsmight be considered, such as measuring across thestack at an angle (Reuter-Stokes, 19951, measuringlengthwise down the duct or stack, or even pullingthe flue gas into a longer by-pass tube to make ahybrid in-situ/extractive system.
The second important issue regarding path in-situsystems is a regulatory one. In the United States,many CEM regulations require the use of calibrationgases for daily calibration (see for example, 40 CFR75 Appendix B). This has been addressed in path in-situ systems by using a flow-through gas cell (Car-man, 19931. Problems do arise when certifiedstandards are not available or are not available atappropriate concentrations. Other means for perform-ing calibration checks have been developed that usereference spectra or sealed gas cells containingpollutant gases of known concentration. Thesetechniques are used commonly in European instru-mentation and are accepted by the European Commu-nity. The use of reference spectra is convenient,especially for monitoring air toxic compounds wherereliable cylinder gas standards are not available. If
one desires to use these alternate calibration tech-niques, the agency should be consulted first.
6.4.2.4 Analytical MethodsThe analytical techniques utilized in point and path in-situ systems are similar to those used in extractivesystems, although the number of applicable tech-niques is limited due to in-situ system design con-straints. Chapter 3 contains detailed discussions ofthe various techniques.
For in-situ gas monitoring systems, the differentialoptical absorption spectroscopy offers the greatestflexibility for monitoring air toxic organic compounds.Spectrometer systems, tuned lasers, or variousfiltering methods that distinguish between differentlight wavelengths in the IR or UV range have all beenemployed in path monitoring systems. Spectrometersystems offer the advantage of monitoring a numberof compounds simultaneously. Tuned lasers, opticalfilters, and gas filter correlation techniques aresomewhat limited, but still may monitor from 1 to 8compounds at a time. On the other hand, trans-missometry is the only path in-situ monitoring tech-nique available for particulate matter.
More analytical options are available for point in-situsystems. In addition to the electro-optical methodstypically used for monitoring gases, electro-analyticalmethods can be employed as well. Electra-chemicalor electrocatalytic sensors can be supported at the tipof a probe for direct, in-situ measurements. Particu-late matter may be monitored by the techniques oflight scattering and contact charge transfer, whereasmetals can be measured in-situ by laser spark spec-troscopy. Flow can be monitored by a variety ofdifferential absorption and thermal techniques.
6.4.3 Parameter Monitoring SystemsParameter monitoring stands as a distinct alternativeto the use of sampling and analytical hardware oftraditional CEM systems. Parametric techniques offersome distinct advantages, but also suffer somedisadvantages that are not overcome easily. Theseissues are discussed in more detail in Chapter 4 ofthis manual. Figure 6-4 contains a process for choos-ing parametric systems when they are required or arebeing considered as a monitoring option.
The first major decision point associated with para-metric systems is whether the permit or regulationallows its application for meeting the monitoringrequirement. Parameter surrogate monitoring isspecified in a number of the NSPS and may bespecified in Title V operating permits. Parameter
89

,
t’
toobtablocPL
I
Dewkp n?dalcorwJlale aolma
chwkforMhg veflabba
I!3Apply madoand verify
Figure 6-4. Considerations for parameter monitoring systems.
9 0

monitoring is also acceptable in the proposed CAMprogram.
The simplest approach to using operational parame-ters in emission monitoring is as a surrogate for theactual emissions. If a clear relationship can beestablished between emissions and one or twoparameters such as pressure drop, temperature, etc.,a parameter value (the DCPL - direct compliance para-meter limit) may be acceptable as a de facto emis-sions standard. If this is not acceptable in meetingagency requirements, then a predictive model maybe developed.
As discussed in Chapter 4, two types of predictivemodels are used: the first principles or phenomeno-logical models and statistical models. Both modelsmay provide additional insights into process opera-tions. Models should be tested and verified. If theyfail verification, one may always return to CEManalytical hardware.
Simple statistical models can be developed in-plant,by consultants, or companies that specialize in theirdevelopment. If the model is to be used for compli-ance with shdrt term emission exceedances, exces-sive correlation testing may be required to model allthe conditions under which an exceedance mightoccur. ?h’IS testing may be very difficult to performor prohibitively expensive. If, however, longer termaverages are to be reported or the data will be usedto report adherence to emission limitations, the modelmay not have to be as robust.
The statistical model should be developed undervarying operating conditions and also evaluated forthe effects of parameters or conditions not includedin the model. The final model should be robust,having an accurate solution for each set of operatingconditions. Models can cross-check themselves, butall models should be re-verified periodically.
6.4.4 New Market Products and Systemsunder Research and Development
Figures 6-2 and 6-3 are flow diagrams for evaluatingmonitoring approaches that are, in general, commer-cially available, or where some previous similarexperience exists in their application. In evaluatingnew market products or newly developed techniques,following such a diagram m’ay be difficult if little isknown about the system limitations. For such newsystems, an alternative flow diagram is suggested,Figure 6-5.
In this approach, the pollutant properties are consid-ered first, the analyzer capabilities are evaluated, and
then the sampling system options are reviewed. Thisevaluation approach proceeds from the analyzer tosystem selection rather than the approach given inFigures 6-2 and 6-3, from the system type to theavailable analyzers.
6.5 Evaluating Potential BiddersAfter the site characteristics and monitoring optionshave been evaluated, information should be obtainedon potential suppliers and bidders for the project.Potential bidders may include CEM system integra-tors, instrument manufacturers, data acquisitionsystem (DAS) vendors, computer software firms, andenvironmental consulting/contracting companies.Many of these companies will exhibit at trade showsand advertise in trade journals. Lists of instrumenta-tion companies and CEM system integrators are givenin trade journal “Buyer’s Guides,” but these listsgenerally are not very discriminating.
Once contacted, vendors will send literature, call,visit, and market. Although marketing calls mayseem onerous, they can provide a means for assess-ing both the applicability of the vendor’s approachand the capabilities of the vendor. On the otherhand, the vendor who understands the requirementsand limitations early in the proposal process, candeliver a better product in the end.
At this point in the monitoring system selectionprocess, the project manager and team shouldconcentrate on screening the assembled list ofpotent ia l vendors to those that meet projectselection criteria (Brown, 1992). These initial criteriashould include an evaluation of:
l System capability in meeting regulatoryrequirements
l System capab i l i t y in meet ing p lan tprocess/control needs
l Suitability of the system for operation atthe plant, at the intended location, andunder plant operating conditions.
Contractual requirements such as bid bonds, warran-ties, guarantees, and other commercial aspectsshould be discussed before a formal bid solicitation.Preliminary cost estimates, maintenance costs, andvendor service capabilities also may be importantscreening issues.
To help in this part of the process, the team shouldcontact other users of monitoring systems, preferablyusers in the same or similar industries. Here, the
91

Determine gaseous compoundsrequired to be monitoredby regulation, permit, etc.
Identify potential proven analytic techniquesfor each compound
Compound1.
Z:
TechniqueNDIR, UV, FTIRGFCIR, FTIR, GCMSIMS, UV, UVDOAS I Identify research level
analvtic techniques
If appropriate, consider analytic techniqueswith multi-component analysis capabilities
+ +List commercially available sampling systems: List research sampling systems:
Extractiie In situ Extractive In situ I
3 It
.t’ Choose other
technique/system
Select sampling system compatible with analytictechnique and effluent matrix conditions:
b- Hot-wet extractive- Cold extractiie- Dilution extractiie- In situ - point or path
NO NO4 I
Choose othertechnique/system
NO NO4 I
tNO. may necessitate an in situ analyzer)
-Are calibration gases required?
NOI
Figure 6-5. Alternative approach to monitoring system decision-making.
92

industry network becomes useful. The opinions andexperience of others can be extremely helpful inmaintaining objectivity when evaluating the claims ofthe various suppliers. However, as a cautionary note,be aware that the experience of others is based onspecific applications and may not be appropriate to thecurrent project. Industry networks can fool themselvesby reaching an overall consensus - everyone agreeingthat only one specific approach is the correct ap-proach. A project manager conducting a more objec-tive evaluation may end up in the position of deviatingfrom the “conventional wisdom,” and find difficulty injustifying a different, but more appropriate technologyto management.
When a corporate office is planning to purchase anumber of monitoring systems for company facilities,management often desires to standardize, having onevendor supply identical systems to all of the plants.However, prudence should be shown by first purchas-ing one system, evaluating the system technically, andevaluating the performance of the vendor in terms ofresponse and service before committing to a corporate-wide purchase. Another approach is to invite vendorsto demonstrap equipment during a short-term fieldtrial. A field trial will be particularly appropriate if thesource conditions at the trial are similar to those of theintended’application. Vendors are becoming hesitantin participating in such programs since they are costly,do not necessarily reflect actual equipment perfor-mance, and may offer no return if the system is notselected. However, if an instrument manufacturer hasdeveloped a new analytical method or monitoringtechnique, it must be field demonstrated before it canhope to have any market acceptance. The manufac-turer will be eager to obtain the cooperation of a plantto help in proving the system. Many good systemapplications have resulted from such developmentalwork.
The screening process should identify at least three,but preferably more, potential bidders. If companypolicy is to accept the lowest bidder, then only ven-dors that can provide a product that the plant can livewith should be put on the bidder’s list. If the companyrequires that all requesting or potential bidders beincluded on the list and that no prior discrimination isallowed (as is the case in some municipal facilities),then this entire exercise is useless.
6.6 Writing the Bid SpecificationsThe purpose of performing an initial vendor screeningis to simplify the writing of the technical specification.As a result of the evaluations conducted on theavailable technologies (Step 4 of this strategy) theproject manager may have decided initially to focus on
extractive or in-situ systems. However, a vendor mayhave later pointed out the merits of predictive monitor-ing systems. Options still can be kept open in thetechnical specification by incorporating a set of uni-form criteria that either technique can satisfy.
After a consensus has been reached by the CEMproject team, a detailed technical specification can beprepared. In most cases, the team will not have tostart from ground zero and develop an original docu-ment since model and example specifications are oftenavailable. The Electric Power Research Institute hasdeveloped a model Request for Proposal package forCEM systems required under 40 CFR 75, the acid rainprogram (EPRI, 19931. The package includes anexample transmittal letter, suggested terms andconditions, and a guideline technical specification. Thepackage can be modified easily for other monitoringprograms and serves as a good starting point. Techni-cal specifications also tend to circulate within thenetworks of a given industry and technical specifica-tion packages frequently can be “borrowed” fromsomeone else. Vendors also offer bid packages to“assist” potential clients in their monitoring programs.However, these packages are usually self-serving,being written in a manner to exclude competingtechnology or competitors. The company itself mayhave standard specification requirements and themonitqring specification may have to be tailored tomeet the criteria of the contracts department. Which-ever route is chosen, the specification should providea basis for the purchaser to obtain the system desiredand a basis for legal action if it is not satisfactory afterinstallation.
A typical CEM system specification incorporates thefollowing (from Jahnke, 1993):
1) Purpose. A brief statement of where the CEMsystem will be installed, the number of units thatwill be monitored, and statement of the regulatoryrequirements applicable to the installation.
2) Scope of Work, An outline of hardware, soft-ware, and services to be provided by the vendor.This section may include a basic system configu-ration, list of the number of analyzers required,data acquisition/control requirements, and mayspecify brand-names of analyzers or componentsif desired. Vendor furnished services may includecomplete system engineering, installation, andstart-up, if desired.
3) Eauioment and Services Provided bv Others.. Alisting of equipment and services that the vendoris not expected to supply. This may include

41
5)
61
7)
8)
equipment or supplies such as elevators, ports,catwalks, platforms, electrical supplies, founda-tions, or calibration gases. Services supplied byplant personnel or others may include systeminstallation, wiring, or certification.
. .Descnotron 0f Ooerat
. .ina Condmons, A descrip-
tion of environmental and stack gas conditions atthe sampling locations. Diagrams of samplingports and access conditions should be providedhere or referred from here to the appendix of thespecification. Flue gas characteristics such asmoisture content, velocity, and temperature, andthe expected composition and concentrations ofpollutants in the flue gas should be supplied.This information is critical to the vendor for thedesign of the system.
Desian Criteria and Construction, A detaileddescription of the system on which the bid is tobe prepared. The intent is not to provide alldesign data, but to provide the vendor with anunderstanding of the system requirements fromboth regulatory and operational aspects. Designrequirements include adherence to standards,codes, and ’ regulations. They also includespecifications for instrument range, drift, andrespor)se time. They may include specificationsfor sample conditioning, interfacing with otherplant systems, and data acquisition requirementsand reporting formats.
This section will constitute the bulk of the speci-fication. However, care must be taken not to“over-specify” the system. The vendor must beallowed leeway in the design to use his ownexperience in CEM systems for the job. If therequirements are too stringent, either no one willbid on the system or they will be ignored in thesystems offered.
Vendor Furnished Services, A listing and descrip-tion of services desired from the vendor. Thesemay include, total project management, installa-tion, training, performance testing, or on-goingmaintenance services.
ctron and Testinq, A listing of certificationguarantees and warranties expected from vendor.These may include factory checkout and certifica-tion provisions, performance specification testguarantees, and system availability requirements.
Epuioment Deliverv Reauirements. A statementof progress report requirements, delivery dates,and shipping requirements.
9) Fnqineerina Data and Documentation, A listingof required system documentation. This shouldinclude accurate system schematics and wiringdiagrams, operating manuals, maintenance in-structions, and DAS operating instructions anddocumentation.
Separate technical specifications may be written forvarious subsystems. Frequently, a separate specifica-tion is written for the data acquisition and handlingsystem. Special precautions are necessary to ensurethat the two systems are fully compatible (see Chapter5).
Services such as training, maintenance, and perfor-mance testing should be requested to be bid separatelyas options. Costs for these services should also be bidseparately since they tend to be quite variable betweenbidders. Separating services from the system technicalspecifications will assist in the evaluation process andwill offer more flexibility in subsequent negotiations.
A set of technical specifications normally will beaccompanied by a set of “Standard Terms and Condi-tions” prepared by the company contracts department.This document will include legal requirements forinsurance, limits of liability, remedies, disputes, etc.
After a draft bid package has been prepared, it shouldbe circulated to other departments within the companybefore it is released (Brown, 1992). Legal depart-ments, computer systems, purchasing, and variousengineering departments may wish to provide input orcomment on areas of their particular concern. Thepackage should then be revised appropriately, finalizedand issued. If not already having done so, biddersshould be allowed the opportunity to visit the site andobserve plant conditions and operations to betterdesign a proposed system. Approximately four weeksshould be allowed for bidders to respond to the Re-quest for Proposal.
6.7 Reviewing the Proposals and Makinga Decision
Reviewing proposals objectively is difficult since, bythe time proposals are received, members of the CEMteam will have some preconceived idea about what willbe the “best” system or who will be the “best” vendor.However, the decision should be based on a system:atic evaluation of the proposal following objectivecriteria established before the RFP, keeping in mindthat the quality of the proposal will often be indicativeof the quality of the work.
94

6.7. 7 Areas for ReviewThree principle areas need to be reviewed on a prelimi-nary basis after receipt of the proposals (Figure 6-6).
These areas include a technical review, an evaluationof risk (especially for new systems for new applica-tions), and cost. This review is preliminary because,despite all good intentions in drafting clear, concise,and explicit technical specifications, one vendor willoffer oranges and another will offer apples. Oneusually must obtain further information, clarify excep-tions, and normalize equipment costs and services tomake valid comparisons.
6.7.1.1 Technical EvaluationIn the technical review, a determination should bemade whether the system will meet all regulatoryspecifications and any additional specifications givenfor the plant application. Most proposals will statethat all specifications are met; however, corroboratinginformation should be provided so that the review teammay verify such statements.
t’
Technical Review
Ac!herence to Technical Specs.
System/Component Quality
Proposal Quality
Risk Evaluation
Past Performance
Potential Performance
Strength of Guarantees
costs
Capital
Maintenance
Intangibles
Figure 6-6. Areas for proposal review.
The system and component quality should be evalu-ated. A proper evaluation here may require priorknowledge on the part of the team members, or areliance on the experience of others who have pur-chased similar systems or instrumentation. Systemquality may be difficult to evaluate for newly devel-oped analyzers. The frequent lack of experience of
entrepreneurial instrumentation companies in stackmonitoring applications is a factor that must be consid-ered in the review.
The best proposals are those that are written specifi-cally for the plant application. The worst consist of aprice quote and a collection of vendor trade literature.Most proposals will fall somewhere in between theseextremes, generally towards the lower end of quality.Not that better proposals can’t be written, but when avendor sales or project manager has to respond tonumerous proposals, few receive the attention that isdesired. However, if a vendor really wants the job,enough care and time will be put into the proposal toshow that a good system can be provided for theapplication. Ultimately, well-prepared proposals havegreater success in being awarded.
6.7.1.2 Risk EvaluationThe evaluation of risk in a CEM program is not simple.Frequently, the results of important decisions are notknown until much later in the implementation of amonitoring program. An untested assumption or afaulty decision early in the development of a monitor-ing program may affect many subsequent steps. Theproject manager must recognize the risk associatedwith critical decisions and understand the impact ofunfavorable outcomes on both the immediate task andsubsequent activities.
The primary risk associated with selection of a moni-toring approach or specific equipment is that theselected system will not perform acceptably. When ageneral failure occurs, the investment of resources(time for internal personnel, subcontracted services,and capital expenses) produces neither benefit norcompliance with applicable monitoring requirements.An entire system may need to be replaced or newregulatory requirements may need to be negotiated.
The project manager must focus on the specific issuesof the particular monitoring application. Past perfor-mance of similar systems may provide a limited basisfor evaluation of risk. Contractual conditions, warran-tees, and performance guarantees can draw attentionto specific issues and may also provide some recoursefor the purchaser if performance proves to be unac-ceptable. However, to minimize risk of unacceptableperformance is always better than to rely on the threatof litigation.
Because of the importance of CEM data to sourcecompliance programs, the CEM project manager mustconsider how inaccurate, imprecise, or non-representa-tive monitoring data affects source operation andcontrol equipment costs. The risks and costs associ-
95

ated with inaccurate data must be weighed against thecost for more reliable monitoring results. Achievingthe appropriate balance between these risks and costsbecomes more crucial as emission levels approach theapplicable limit. One may expect that a source operat-ing well within the applicable limits will be willing toaccept a greater level of uncertainty in the monitoringdata. In this case, the source operator may be able tochoose more economical alternatives over moreaccurate data. On the other hand, a source with aminimal compliance margin will place greater value onaccurate monitoring data and may be able to justify thegreater expense associated with achieving higher levelsof performance. Costs associated with modification ofprocess or control equipment and operational costs dueto changes in source operation and maintenancepractices necessary to meet emission limitations areconsidered “compliance costs” for the applicablestandard. Such costs should not be attributed to themonitoring program. Similarly, the risks associatedwith non-compliance with emission standards alsomust be considered separately even though suchproblems might be detected only by means of themonitoring program.
The proper balance’between risk and cost will dependon the monitoring approach and many source-specificfactors. This’balance must be determined on a case-by-case basis. Two examples of risk evaluation areprovided below:
6.7.1.2.1 Example 1 - PEM System Risk Assessment.Consider the selection of a PEM system relative to aconventional CEM system for the measurement ofgaseous pollutants. In this approach, hardware ex-penses are mostly eliminated and the initial capitaloutlay for the PEM system may approximate the costof the CEM system DAHS. As compared to the CEMsystem approach, additional comparative emissionstesting is required to develop either the “first principals- phenomenological” PEM system or the “statistical -inferential” PEM system. Thus, an investment occursin direct costs (i.e., planning and engineering time forcompany personnel or similar subcontract services byconsultants or vendors). PEM system performancetests involving comparisons with independent emis-sions measurements may be required soon after themodel is established. A similar test may have to berepeated on a periodic basis as a,QA procedure.
To assess the risk associated with a PEM systemapproach, estimates must be made of the initial modeldevelopment cost, initial confirmation performance testcost, and subsequent periodic CA test cost. These arethe expected costs that will be incurred in all PEMsystem applications. In addition, the potential costs
associated with unfavorable outcomes must be consid-ered. The likelihood that the PEM system will faileither the initial or subsequent tests and the potentialcosts of retesting must be assessed. Also, the likeli-hood that the initial model development effort will needto be repeated either because of repeated failures ofperformance tests or because of fundamental changesin the fuel, raw materials, process, or control devicefunction must be considered.
The ultimate cost of the PEM system will be verysensitive to the risks discussed in the previous para-graph. The relationship as shown in Figure 6-7 issuggested as a method of estimating the cost of thePEM system.
The consistent application of arbitrary estimates orranges of the likelihood of various outcomes in theabove relationship will assist the decision maker inassessing the overall cost for the PEM system. Anexample of such an analysis is shown in Figure 6-8.Prudence dictates assigning higher risk factors toindustries or applications where little previous experi-ence has accumulated. Higher risk factors should beassigned to applications within agency jurisdictionswhere strict monitoring regulations or DA requirementsmay be adopted.
6.7.1.2.2 Eiample 2 - CEM System Risk Assessment.The likelihood that a CEM system will perform accept-ably will depend to a great extent on the pollutants orcompounds to be measured. Opacity, SO,, and NO,CEM systems are now considered to be very reliablefor many applications. However, the developmentstatus of CEMS for non-criteria pollutants spans a verywide range. For example, “total hydrocarbon moni-tors” employing FlDs have been installed at certainsources in the United States for a number of years.CEM systems for Hg are available from several manu-facturers, but issues related to calibration standardsand reference test method procedures are beingresolved. Monitors for other metals (e.g., “multi-metals CEM systems”) are beginning to becomeavailable commercially. The project manager mustrecognize that the likelihood of a general failure of themonitoring system to perform acceptably is verysignificant until commercially available systems areinstalled and experience is gained at a substantialnumber of facilities.
For commercially available CEM systems, risks can beminimized by careful consideration of each step in theCEM program implementation. The selection of a CEMmeasurement location is a key aspect in the develop-ment of a monitoring program and is an example of a
96

$LC(N) = [SIM + (1 + P,)ST,Itl t P3 + P41 + N[M(l + P2)SToA + SO&MI
Where: SLCXN)SIM
ST,$To,$0&M
NM
PIP2P3
P4
Equation 6-l
Lifetime cost for N yearsInitial model development cost (including software, hardware,installation, and development test costs)Performance test costPeriodic quality assurance test costAnnual PEM system operation and maintenance costs (exclusiveof periodic quality assurance tests)Years of expected operationNumber of periodic QA tests required per yearLikelihood of performance test failure (range of 0 to IILikelihood of periodic QA test failure (range of 0 to IILikelihood model must be redeveloped because of modelfailure during expected useful life of PEM system (range of 0to 1)Likelihood that a new model must be developed because offuel, process, or control equipment changes during expecteduseful life of PEM system (range of 0 to 1)
Figure 6-7. Cost estimation method for PEM system.
PEM System Lifetime Cost
$900,000
$800,000
$700,000
$800,000
$500,000
$LC(N) IS LIFETIME COST FOR N YEARSP3 IS LIKELIHOOD MODEL MUST BE REDEVELOPED BECAUSE OF MODEL FAILUREP4 Is LIKELIHOOD NEW MODEL IS REQUIRED BECAUSE OF FUEL, PROCESS, OR
CONROL EQUIPMENT CHANGE
$50,000 $50,000 $IM is Initial Model Development Cost$30,000 $10,000 $Tp is Performance Test Cost$10,000 $10,000 $Tqa is Periodic Quality Assurance Test Cost$25,000 $25,000 $Q&M is Annual Operating & Maintenance Cost
10 N is Number of Years4 M is Number of Periodic QA Tests per Year
$00 .0.2 0.4 0.8 0.8 1 1.2 1.4 1.8 1.8 2
P3 + P4 Likelihood
Figure 6-8. Analysis of PEM system lifetime cost for two example cases.
97

decision that affects many subsequent steps.Selecting a tentative monitoring location early in theplanning phase of a monitoring program to specifyemission and environmental conditions is veryimportant for potential vendors. Furthermore, thecosts for access to the monitoring location (ladders,elevators, platforms, sample ports, etc.) and provid-ing support utilities may be greater than the capitalcost for the monitoring equipment. Flue gas (orflow) stratification at a measurement location canaffect the representativeness of monitoring datasubstantially. In evaluating a tentative monitoringlocation, the following must be considered: 1) theavailability of alternate monitoring locations, 2) thecost to relocate a monitor if the tentative location islater found to be unacceptable, 3) the likelihood ofpollutant, diluent, or flow stratification at the loca-tion and the reliability of indications that it mayexist, 4) the, likelihood that a failed relative accuracytest would have to be repeated and the costs forretesting, 5) the cost associated with potentialdelays in the approval process of the CEM system,and 6) the practicality and cost associated withperforming a stratification test before finalizing thelocation selection or prior to performing the relativeaccuracy test. The risks and costs associated withall of these factors must be balanced during theplanning effort.
1’
Assessment of risk for the initial acceptance testand subsequent CA checks and audits is also impor-tant. The cost of the initial acceptance test isusually substantial. A well planned and executedtest can be a thorough evaluation of CEM systemperformance and the adequacy of the calibrationprocedure. A poorly performed test may result infailure to meet specifications, even for the bestdesigned and implemented monitoring program,resulting in a costly retest and substantial delays. Apoorly performed test also can allow a flawed CEMsystem design or improperly applied CEM system tobe accepted when it should not. This outcomeavoids immediate retesting but leaves the facilitywith an unreliable monitor. Unfortunately, thissituation may continue for many months until theunderlying problems are identified by subsequent QAaudits or other activities.
In planning the initial and subsequent tests, thefollowing must be balanced: 1) the level of prepara-tion and oversight for the test and the associatedcosts, 2) the qualifications and capabilities of thetest team, 3) the likelihood that the CEM system willfail a test and the cost for retesting, 4) the likelihoodthat the test will not detect an important perfor-mance problem affecting either regulatory require-
ments or contractual guarantees, and 5) the costassociated with potential delays in the approvalprocess resulting from a failed test.
Other QA risk criteria to consider are: 1) the likeli-hood or expected frequency of daily drift checkfailures, 2) likelihood of periodic QA test failures andthe need for retests, 3) expected and/or guaranteedCEM availability, 4) availability of replacement partsand service from the vendor, and 5) the supplier’sresponse time to provide service or replacementparts/monitors. These factors will affect the on-going operating cost for the monitoring program andthey will affect the risk associated with satisfyingminimum data availability requirements of the regula-tory agency.
Evaluating the risks associated with a CEM systemor PEM system monitoring program requires thelikelihood and impact of unfavorable outcomes ofvarious decisions and events. Considering thedownside risks can help to focus attention on themost critical issues and may be helpful in preventingnegative possibilities from turning into actualexperiences.
6.7.1.3 Cost EvaluationIn addition to the initial capital expense for thepurchase of a monitoring system, other start-upcosts are associated with engineering, selection,purchase, installation, and performance testing ofthe monitoring system. Recurring or ongoing costsfor the operation, maintenance, quality assurance,recordkeeping and reporting associated with themonitoring program also must be considered. Thecosts that will be incurred at a particular facility willdepend on many factors and will differ greatlybetween facilities. The pollutants to be monitored,the type of monitoring approach selected, themonitor installation location and conditions, andmany other source-specific factors will affect thecost of the monitoring program.
All of the costs that may be expected should betaken into account in the cost evaluation of competi-tive monitoring proposals. In most cases, themajority of costs that will be encountered over thelife of the monitoring equipment will not be repre-sented in a monitor equipment vendor’s proposal.Many other external and source-specific factors overwhich the vendor or equipment supplier has littlecontrol need to be considered. Nevertheless, all ofthe expected costs should be projected and consid-ered in conjunction with each vendor’s cost proposaland technical approach. This is necessary both 1) toevaluate different proposals on a consistent basis,
98

and 2) to determine the total cost of the monitoringprogram for the affected facility. Much experiencehas shown that the proposal offering the lowestinitial purchase price is not necessarily the least costapproach over the CEM program lifetime.
Costs must be evaluated over the useful life of theequipment or on another basis that accounts forboth initial and ongoing costs. The average life of aCEM system is likely to vary between five and tenyears depending on the type of equipment used andthe monitoring application. The distribution of thesecosts between capital outlays for initial equipmentpurchases, facility modification costs, software pur-chases, subcontracted support services, and internalcosts for engineering/planning, purchase, operationand maintenance, reporting, recordkeeping, andadministrative support will vary for each particularmonitoring application. A checklist is provided inAppendix F which may be helpful in evaluating someof these costs. The checklist is offered as a guideto encourage thinking about CEM program costs ina comprehensive manner.
6.7.2 A Matrix Evaluation TechniqueA common technique used in evaluating proposals isto prepare a matrix of various evaluation factors andto assign a maximum possible score to each factor.
i’
BID 1
For example, each listed item in Figure 6-6 could beused as an evaluation criteria and assigned a maxi-mum score of IO. The matrix would then be com-posed of 9 criteria evaluated for each proposalreceived (Figure 6-9).
Each returned proposal is scored and the totalscores for each category (technical, risk, cost) areobtained. Each member of the evaluation teamshould complete the matrices for each vendorindependently. Then, they should meet as a com-mittee and reach a scoring consensus on eachevaluation criteria. Each member should justify hisor her score until agreement is reached. The use ofan outside consultant or CEM expert from anothercompany to provide an independent, objectivereview of the proposals also may be helpful.
6.7.3 Normalizing the issuesThe proposal review may identify the best systemfor the application, but frequently many questionsand issues are raised that require clarification. Onevendor may have drawn exception to numerousspecifications, whereas another may have agreed toall of the specifications. Another may have pro-posed an inferior conditioning system, but a superioranalyzer. A service contract of one may haveproposed 12 trips in a year including expenses,
BID 2 I BID 3 I BID 4 I
*Adherence toTechnical Specs.
0 System/ComponentQuality
. Proposal Quality
RISK EVALUATION
l Past Performance
l PotentialPerformance
l Strength ofGuarantees
COSTS
l Capital
l Maintenance
l Intangibles
Figure 6-9. Simplified example matrix evaluation.
99

whereas another offered 8 trips plus expenses.Another may have a superior system but misunder-stood the data acquisition system criteria. Often,another round of evaluation will be necessary tobring the proposals to a stage where they can becompared on a uniform basis. This can be achievedby listing all exceptions and questions and requiringa response from the vendor suitable for reviewwithin one to two weeks. For large projects, bring-ing the vendors to the plant to review their propos-als and clarify outstanding issues may be necessary.
All costs should be normalized so that equivalentlyperforming systems would be purchased for thestated quotations. Some costs may have to beadjusted up or down if equivalent services are notoffered by the vendors. Intangible issues also needto be considered and factored into the risk rankings.These intangibles include an assessment of thestability of the company (its ability to provide partsand service five years or ten years from the equip-ment purchase), its ability to honor guarantees, thelikelihood of the company being sold, the probabilityof the only person who knows anything leaving, etc.
By this time, the project team should have deter-mined which proposals are technically acceptableand have ranked the proposal costs. Dependingupon comp6ny policy or pre-established guidelines,a contract may be awarded to the lowest bidder ofthose technically acceptable, or technical/costconsiderations may be weighted. For example, theproject team may agree initially that technicalfactors will contribute 80% in the final evaluationand costs 20%, or vice versa. On the other hand,after all this analysis has been done, it may bethrown out and the award decision based on subjec-tive opinions that a favored vendor is the onlyvendor that can develop a successful operatingsystem for the application. If the latter approach istaken, company resources have been wasted.
An evaluation can be objective and systematic, orsubjective. An ostensibly systematic evaluation canalso be distorted and biased to achieve a desiredend. However the decision is made, the companymust understand that plant managers, plant engi-neers, and technicians will have to work with thesystem for many years into the future. The choiceof systems will be considered a,good choice for allconcerned if it meets the three criteria discussed inthe introduction to this chapter:
1) The design meets regulatory requirements andis consistent with plant operating requirements.
2) The materials, components, and techniques arereliable and durable under the constraints ofambient and flue gas conditions, and operatingconditions.
3) The system is easy to use, serviceable, andcost-effective in its long term operation.
6.8 Installing the SystemAfter the contract is awarded, construction willbegin on the system. This will take several months,depending upon parts availability and the vendor’sbacklog. Few vendors have systems that can beprovided “off-the-shelf,” since most begin construc-tion after receipt of an order. A typical time tofabricate and deliver the CEM system can take fromtwo to four months (Passmore, 1991, Ferguson,1991, Retis, 1992). Installation and constructionwill take four to six weeks, as will start-up andcertification. Thus, at least 8 months lead timeshould be planned.
Depending upon the size of the project and theproject budget, conducting a factory acceptancetest (FAT) before the system is shipped may bedesirable. This requires some member of the projectteam to visit the vendor and evaluate the perfor-mance of the system on the shop floor. An excel-lent checklist has been developed by EPRI (EPRI,1993) for conducting such an evaluation.
One of the most common problems noted duringfactory acceptance tests is that the data acquisitionsystem software is not completed (Porter, 1990).Although the system hardware may be fully func-tional, an essential subsystem basically will be non-operable. Caught between contract requirementsand regulatory deadlines, this scheduling failure isoften overlooked, with the expectation that the DASwill be ready sometime during the on-site installa-tion. Approving the FAT without the data acquisi-tion system will be the beginning of trouble in theCEM program. Nonadherence to contractual condi-tions at this point can lead to further exceptions anddelays during installation.
Installing the system will require the cooperation ofplant personnel, the vendor, and either plant orsubcontracted construction engineers. Platformsmay have to be constructed, ports installed, andelectrical cables run to the sampling site. Theseactivities may be handled by the plant or the vendor,although vendors often prefer not to be responsiblefor these construction activities. Major problemscan develop at this stage if the construction engi-neers are not fully informed about the purposes of
100

the CEM system and the vendor’s installation re-quirements. A port installed at a 45’ angle may notalign with one on the other side, the analyzer cabi-net door may bump into the scaffolding hand railwhen opened, or no support is provided for thesampling line or electrical cables. Adequate commu-nication will prevent such problems from developing.
The installation of the system will be relativelystraightforward. Debugging the system will not bestraightforward, particularly for newer systemsdeveloped for the measurement of HAPS. Unantici-pated interferences, electrical stability, and calibra-tion drift problems are common in the initial stagesof operation. Since the daily calibration checkroutines for HAPS monitors may differ from thetraditional usage of calibration gases, the routinesthemselves may have to be fine-tuned. A dailycalibration instability of greater than 2.5% of spanmay be indicative of a site-specific installationproblem. The problem must be investigated andresolved. Calibration stability should be achievedbefore proceeding with system certification or otherapproval procedures.
6.9 Approving/Certifying the SystemCertification and approval methods for non-criteriapollutant monitoring systems are discussed in detailin ChaGter 7 of this manual. The traditional “perfor-mance specification test” certification proceduresincorporate the “relative accuracy test,” whichcompares the continuous monitoring measurementsto those obtained using an EPA reference method.Performance specification test procedures haveproven to be an excellent means for certifyingmonitoring systems for criteria pollutants. However,validated methods exist for only about 40 of the189 air toxics materials listed under Title III of theClean Air Act and these for only a very limited rangeof sources. This lack of appropriate test methodslimits the application of similar testing proceduresfor these monitoring systems.
Other approval mechanisms can be considered bythe environmental control agency. The Method 301validation criteria (see Chapter 7) are applicable forshort-term test methods, but involve an extensivevalidation program on a site-specific basis only.Alternative methods have been proposed thatincorporate laboratory evaluations with field testsconducted at representative “challenging” applica-tions (Peeler, 1996). Proposed laboratory testsinclude checks for calibration stability, responsetime, interference rejection, and linearity. Field testsinclude techniques such as analyte spiking, directcalibration checks, and sampling system bias tests.
101
Similar methods have been used by Kinner (Kinner,1996) for FTIR applications in cement kilns.
In other cases, such as for metals (as vapor or asparticulate matter combined or uncombined), refer-ence methods may not produce data sufficientlyprecise to compare to monitoring system data.Calibration standards may not be available or mayhave to be specially generated. Special spikingprocedures may also have to be developed. Thelimited experience in these techniques with certainmaterials can transform an intended validationprogram into a research study. Attention then mustbe paid to all facets of the validation program. Theexperimental research design must determine therepresentativeness of the sample measured as wellas the precision and accuracy to which it is mea-sured.
Approval methods also are necessary for parametricmonitoring systems (parameter surrogate or predic-tive). Where validated reference methods are notavailable alternatives must be considered.
6.10 Implementing the QA/QC Planand Operating the System
Certification or approval of a monitoring systemprovides no guarantees that the system will continuegenerating accurate and precise emissions data. Animplemented quality assurance (QAl/quality control(QC) program is necessary if data quality is to bemaintained (Jahnke, 1993: EPRI, 1993; Scott,1995; Carlyle, 1995). A quality assurance planshould be prepared prior to certification and imple-mented immediately thereafter. Effective programsinclude standard operating procedures for dailycalibration, preventive maintenance, training, andperiodic audits. When the quality control functionsare being performed routinely, the monitoring sys-tem then can be viewed as being operational.
REFERENCES
Aldina, G.J. 1993. “Continuous Emissions Monitor-ing, WTE Style,” Solid Waste & Power, pp 32-38.
Brown, V.V. 1992. “Selecting New ContinuousEmission Monitors PG&E’s Experience.” Paperpresented at the Air & Waste Management Associa-tion Meeting, Kansas City, MO. Paper 92-120.04.
Carlyle, T.E. 1995. Quality Assurance Plans forContinuous Emission Monitoring systems: Com-pliance with 40 CFR Part 75. Acid Rain & Electric

Utilities - Permits, Alto wances, Monitoring & Meteo-rology. Air & Waste Management Association.Pittsburgh, PA. pp. 589-593.
Carman, T.A., Anadi, R.S. 1993. A Multi-compo-nent, Across-Stack, NDIR Analyzer Meets On-LineCylinder Gas Audit Requirements of a CEMS.Continuous Emission Monitoring - A Technology forthe 90’s. Air & Waste Management Association,Pittsburgh, PA. pp 373-382.
DeWees, W.G., Steinsberger, and Buynitzky, W.D.1994. “EPA Method 301 Validation of a SourceMeasurement Method for Title Ill Polar VolatileOrganic Compounds (PVOCs).” Paper presented atthe Air & Waste Management Association Meeting,Cincinnati, OH. Paper 94-TA27.04.
Electric Power Research Institute. 1983. Con-tinuous Emission Monitoring Guidelines. Report No.EPRI CS-3723. Palo Alto, CA.
Electric Power Research Institute. 1988. ContinuousEmission Monitoring Guidelines - Update. Report No.EPRI CS-5998. Palo Alto, CA.
Electric Power Resiarch Institute. 1993. ContinuousEmission Monitoring Guidelines - 1993 Update,Volume 2. Report No. EPRI TY-102386-V2. PaloAlto, CA.
Ferguson , A .W. and Cochran , J .R . 1991.Continuous Emission Monitoring -- “Getting Your ActToge ther to Ensure 1990 Clean Air ActCompliance. II Paper presented at the Power-Gen‘97 Conference, Tampa, FL.
J a h n k e , J . A . 1 9 9 3 . Continuous EmissionMonitoring. Van Nostrand Reinhold. New York, NY.
Jahnke, J.A. 1994. An Operator’s Guide toEliminating Bias in CEM Systems. EPA 430-94-016.
Kinner, L.L. and Peeler, J.W. 1996. Development ofFourier Transform Infrared (FTIR) Spectrometry andGas Filter Correlation Infrared (GFC-IR) InstrumentalTest Method Protocols for the Portland CementIndustry.
Kopecky, M.J. and Rodger, B. 1979. QualityAssurance for Procurement of Air Analyzers. ASQCTechnical Conference Transactions - 7979. Houston,TX: pp 35-40.
Krooswyk, E.D. and Saliga, J.J. 1994. RecentCEMS installations Provide Valuable Insights. PowerEngineering. pp 35-38.
Marlatt, R.D. and Teacher, G.F. 1995. DesignCriteria Manual Guides CEM Project. ProjectEngineering. August 1995. pp 59-61.
Nazzaro, J.C. 1986. Continuous Emission MonitoringSystem Approval, Auditing, and Data Processing inthe Commonwealth of Pennsylvania. ContinuousEmission Monitoring - Advances and issues. Air &Waste Management Association. Pittsburgh, PA. pp175-l 86.
Parrish, C. 1993. A Comparison of CEM Method25A and Method 18 Test Results for DeterminingVOC and Air Toxic Emission Rates. ContinuousEmission Monitoring - A Technology for the 90 ‘s.Air & Waste Management Association, Pittsburgh,PA. pp 165-173.
Passmore, J.G. and Brodmerkle, S.L. 1991. “ASystematic Approach to the Select ion andInstallation of Continuous Emissions MonitoringSystems.” Paper presented at the Power-Gen ‘97Conference, Tampa, FL.
Peeler, J.W., Kinner, L.L., and DeLuca, S. 1996.“General Field Test Method Approval Process andSpecific Application for a Direct Interface GCMSSource Test Method.” Paper presented at the Air &Waste Management Association Meeting, Nashville,TN. Paper 96-RPI 32.01.
Permapure, Inc. 1995. Nafion Gas Sample Dryers.Trade Literature. Permapure, Inc. Toms River, NJ.
Porter, T. 1990. Experience in Design, Installation,Certification and Operation of Continuous EmissionM o n i t o r s a t Resource Recovery Facilities.Continuous Emission Monitoring: Present and FutureApplications. Air & Waste Management Association.Pittsburgh, PA. pp 148-l 61.
Retis, C.E. and Henry, R.E. 1992. Meeting CAAdemands on CEM Systems. Power Engineering. pp46-49.
Reuter-Stokes. 1995. Gas Analyzer Mixes in SomeSolid Savings. World Cement.
102

Scott, N. 1995. The Care and Feeding of YourCEMS. Acid Rain & Electric Utilities - Permits,Alto wances, Monitoring & Meteorology. A i r &Waste Management Association. pp 589-593.
Saidman, N.L., Peeler, J.W., and Quarles, P. 1990.Developing State Guidelines for Continuous EmissionMonitors. Continuous Emission Monitoring - Presentand Future Applications.- Air & Waste ManagementAssociation. Pittsburgh, PA. pp 174-l 80.
Tatera, J.F. 1993. A Review and Discussion ofSeveral Design Requirements that will Impact CEsystems Used in Hazardous Process Plant Environ-ments. Continuous Emission Monitoring - A Technol-ogy for the 90’s. Air & Waste Management Associ-ation, Pittsburgh, PA. pp 99-107.
U.S. Environmental Protection Agency. 1995. EPAMethod 307 - Field Validation of Pollutant Measure-ment Methods from Various Waste Media. U.S.Code of Federal Regulations, 40 CFR 63, AppendixA.
U.S. Environmental Protection Agency. 1996. Codeof Federal Regulations Standards of Performance forNew Stationary Sources - Appendix B - PerformanceSpecifications,.40 CFR 60, Appendix B. Washing-ton, D.C.
Wagner, G.H. 1993. “Meeting Your MonitoringRequirements.” Paper presented at the Air & WasteManagement Association Meeting, Denver, CO,Paper 93-FA-164.01.
White, J.R. 1995a. Survey Your Options: Continu-ous Emissions Monitoring. Environmental Engineer-ing World. July-August 1995. pp 6-l 0.
White, J.R. 1995b. Technologies for EnhancedMonitoring. Pollution Engineering. June 1995. pp47-50.
Weldon, J. 1990. Emission Monitoring SystemDesign and Cost Considerations for Resource Recov-ery Facilities. Continuous Emission Monitoring:Present and Future Applications. Air & WasteManagement Association. pp 162-l 73.
103

Chapter 7Certification and Approval Mechanisms forNon-criteria Pollutant Monitoring Systems;
Calibration and Demonstration of Performance
7.1 IntroductionThe purpose of this chapter is to aid in understandinghow CEM systems are evaluated and approved for usein regulatory applications. Quality ,assurance proce-dures that are used on an on-going basis to maintainCEM data quality within acceptable limits are dis-cussed. Understanding these issues is importantbecause, 1) specific technical requirements in thisarea may constrain the selection of CEM equipment,2) the complexity of a monitoring program at aparticular facility may be significantly affected, and 3)the specification or choice of initial approval proce-dures and quality qssurance activities may affect thecost and risk associated with a monitoring program.
Many non-criteria pollutant monitoring applicationspresent special and difficult challenges in this area.The lack of appropriate calibration materials or proce-dures, inadequate performance specifications andquality assurance requirements, and the absence ofreference test procedures all constrain the availabilityof non-criteria pollutant monitoring systems. Some ofthese issues are being addressed by instrumentdevelopers and control agencies and progress is beingmade in resolving problems. Many approaches thathave been successful in the field of criteria pollutantmonitoring cannot be transferred to monitoring ofnon-criteria pollutants. An overview of certificationand approval mechanisms is presented in Figure 7-1.As indicated on the chart, initial monitor set-upactivities are very important considerations for non-criteria pollutant monitors. For such monitors, thetype of procedures and approaches used by the equip-ment supplier or facility personnel to establish propercalibration and operation of a measurement systemare quite diverse and are highly dependent on thespecific sampling and analysis system under consider-ation. For some systems, these initial set-up andcalibration procedures necessitate understanding theintricacies of the analytical technique, the limitationsof calibration check procedures, and the constraintsof available calibration standards. The “black box”empirical approach traditionally used for criteria
pollutant CEM systems is not applicable to many non-criteria pollutants. For many of these monitors theconstraints which affect the initial set-up of themonitor also limit the methods which may be used todemonstrate the performance of the CEM system.Many of the issues associated with the initial set-upand calibration of non-criteria pollutant CEM systemsare discussed in Section 7.2.
Methods and procedures used to demonstrate theperformance of non-criteria pollutant CEM systemsboth initially and on an ongoing basis are shown inFigure 7-l. Monitoring system certification is basedon determining whether the analyzer is properlycalibrated, and if the sampling system can deliver thegaseous compounds to be measured to the analyzerwithin a prescribed tolerance. A number of ways toassess analyzer calibration and sampling system biasexist. Specifications for non-criteria pollutant moni-toring systems generally require a performancespecification test that includes calibration drift andaccuracy tests. These tests are performed soon afterinstallation of the monitor. Daily calibration checksare performed for virtually all CEM systems to assessdata accuracy on a day-to-day basis. For someapplications, development of a quality assurance (CIA)plan and performing periodic accuracy checks may berequired. Existing and proposed regulatory mecha-nisms for performing the initial certification test,conducting subsequent evaluations of monitor perfor-mance, and alternate techniques to assess a CEMsystem’s effectiveness are discussed in Sections7.3.4, 7.3.5, and 7.4.
Because the existing regulatory mechanisms do notaddress all of the potential issues and applications fornon-criteria pollutant monitors, alternate instrumentalprotocols and acceptance criteria may be necessaryfor non-criteria pollutant CEM systems data validation.In some cases, approval mechanisms for instrumentaltest methods may be modified for this application.Techniques such as dynamic analyte spiking may benecessary to properly evaluate CEM system perfor-
104

I CERTIFICATION and APPROVAL MECHANISMS I
1. Determine Instrument Function,Measurement Level, DetectionLimit
2. Obtain Calibration Materials
3. Perform Direct and SystemCalibrations
INITIALA. Performance Specification
1. Drift Tests2. Relative Accuracy3. Calibration Error4. Response Time5. Other
Testing
1ON-GOING
A. Daily Calibration Checks
8. Performance Audits1. Relative Accuracy Test Audits2. Calibration Gas Audits3. Other
Figure 7-1. Certification and approval mechanisms.
mance necessary to properly evaluate CEM systemperformance, especially for reactive or condensablecompounds, or compounds that have many interfer-ences in the analytical procedures used for quantifi-cation. Alternative approaches such as those usedin Germany, or those included in standards devel-oped by the Jnternational Standards Organizationmay also be applicable to non-criteria pollutantmonitors. These alternative approaches are dis-cussed Ii, Section 7.4.
7.2 Instrument CalibrationThe term “calibration” is used to represent manyconcepts in the CEM field. These concepts includesimple daily QA checks, routine adjustments tocompensate for analyzer drift, benchtop adjustmentsmade by the manufacturer, comparisons withmanual test methods, and fundamental adjustmentsof various system components. Here, “calibration”is defined as the set of necessary activities thatestablish the relationship between the analyzeroutput (instrument response) and a series of stan-dard materials that span the anticipated operatingrange. In the traditional and most straightforwardcase, a system measuring gaseous pollutants iscalibrated by introducing a series of calibration gasesat known concentrations to assess performance.Appropriate adjustments are then made so that theinstrument provides a proper response over themeasurement range. In other cases, where appropri-ate calibration materials, performance specificationsor quality assurance procedures have not been fullydeveloped, the project manager must evaluate thespecific instrument response, the effective measure-ment range, and the procedures used to establishand verify proper calibration.
105
In this chapter, the term “analyte” Will refer togaseous compounds that are to be measured. Usingthis term, calibration can be said to establish theproper measurement system operation for the targetanalytes.
7.2.1 Instrument Function“Instrument function” is ‘a term that refers to theinstrument’s response versus concentration for eachanalyte. A graphical representation of responseversus concentration defines the “shape” of theinstrument function. For example, some instrumentsgenerate a linear response (i.e., flame ionizationdetectors, FIDs) through a given calibration range,while other instruments deviate from linearity at lowor high concentration ranges (infrared). Someinstruments have complex instrument functions suchas a logarithmic or quadratic response with respectto concentration.
The instrumental function must be known for eachanalyte to select the appropriate calibration pointsover the anticipated operating range. For lineardevices such as FIDs, zero and upscale calibrationpoints may be sufficient. However, for non-linearinstrument functions, additional calibration pointsthat encompass each analyte concentration arenecessary to ensure proper quantification. Figure 7-2 is a simplified representation of two instrumentfunctions.
Multi-component analyzers frequently have differentinstrumental responses (response factors) for eachgas (analyte) that is being measured. In all cases,the instrument function depends upon the analytes’physical properties and interferences from other fluegas components. For example, an FTIR analyzer

may exhibit a linear response for most compoundsover a certain measurement range but will exhibit anon-linear response for compounds such as carbonmonoxide.
Flame Ionization xDetectors\ /
I Confidence 0
itPd
Infrared’Eased.- _I__ --__E
H”al~i3X.S
E2fG
Concentration
Figure 7-2. instrument Function of Two Analyzers.
Inherent to the instrument function is the detectionlevel achievable for each analyte. The “detectionlevel,” or detection limit, is defined as the lowestconcentration level for each analyte that the instru-ment is able to measure. The detection limit oftenis determined by the instrument’s “signal to noise(S/N) ratio.” This is the ratio of the instrumentresponse to the lowest level calibration standard,divided by the instrument response when no analy-tes’are present (noise) which gives a good approxi-mation of the S/N ratio, and thus the instrument’sdetection limit. An instrument S/N ratio of 10should be adequate to detect most analytes; how-ever, this should be verified by direct observation.
Another important characteristic of the instrumentfunction is the range of uncertainty associated withthe response. Many optical instruments are veryrepeatable. On the other hand, mass spectrometersexhibit greater imprecision in their quantitativeoutput. Imprecision should not be mistaken for bias.The level of repeatability or precision associatedwith a specific instrument function must be consid-ered in determining the appropriate number of cali-bration check repetitions to perform and in establish-ing control limits for initiating corrective action.
7.2.2 Calibration MaterialsCalibration standards may be comprised of certifiedgaseous standards in gas cylinders, permeation ordiffusion devices that generate known concentra-tions of gas, optical filters, gas filled cells, chemicalsolutions, or reference spectra. The target analytes,sampling system, and analytical techniques deter-mine which type of calibration standard should be
used. Regulatory requirements, the instrumentfunction, CEM system design and the expectedtarget analyte concentration range must be consid-ered when selecting calibration standards. In gen-eral, a CEM system calibration technique shouldprovide for checks at a zero, a mid-point, and ahigh-range concentration for each target analyte.
When certifying and calibrating multi-componentanalyzers, all, or as many of the analytes as possi-ble, should be in the same gas cylinder or set ofpermeation/diffusion vials. This will enable simul-taneous calibration and calibration checks to beconducted providing for both cost and time savings,The calibration standard manufacturer should becontacted to ensure that calibration standards areavailable as stable blends at the required concentra-tions.
7.2.2.1 Gaseous StandardsVirtually all extractive systems can analyze calibra-tion gas directly. Many point in-situ analyzers cananalyze calibration gases also. Use of standardreference materials (SRMsI for routine calibrations iscost prohibitive. However, secondary calibration gasstandards, called Protocol 1 gases, are referenced tothe SRM, and are lower in cost. For some gases,SRMs are available from the National Institute ofStandards and Technology. Protocol 1 (USEPA,1996a) gases are certified by the gas manufacturerunder a protocol accepted by EPA. Analyzers thataccept calibration gases directly can use Protocol 1gases ( f l-2%), certified reference standards,(usually &2 to 5% accuracy), or permeation anddiffusion devices that generate a known concentra-tion of ‘gas. Also, Part 5 1, Method 205 provides forthe dilution of calibration gases for multi-pointcalibrations to reduce the number of cylinders andamount of gas that is required.
Protocol 1 gases have a period for which they arecertified, whereas merely certified reference materi-als usually do not. Calibration standards for non-criteria pollutants usually are not available as Proto-col 1 gases, and therefore, the best available stan-dards are those that have reference values certifiedby the manufacturer. All calibration standardsshould be checked periodically to ensure that thecompounds have not degraded from their certifiedvalues. Suspect calibration gases should be reana-lyzed and recertified. Compounds that are particu-larly problematic in compressed gas form are thosethat are reactive or have the tendency to polymerize.Examples of these gases are halogenated acids (i.e.,HCI and HF) and formaldehyde, respectively.
106

Some compounds are not available in gaseous formbecause their vapor pressures are too low, or theyare not stable at elevated pressure. Gas standardsfor these compounds can be generated from theliquid or solid material using either permeation tubes(for liquids) or diffusion vials (for solids). Permeationtubes are sealed devices that contain the analyteand usually are constructed from semipermeableTeflon” tubing. Diffusion vials are constructed fromglass or quartz and have a small orifice throughwhich they are filled with the solid material. Gasgenerators and permeation/diffusion apparatus areavailable with emission rates certified within i2 to5 percent.
The generation of gaseous standards from liquids orsolids is fairly simple. A sample of the liquid or solidcontained in the vial is placed in a temperaturecontrolled oven through which a carrier gas isswept. The concentration of the generated gas isdirectly proportional to the permeation/diffusion rateof the tube or vial. Permeation and diffusion ratesare based upon the vapor pressure of the compound,the temperature and pressure of the oven, and theflow rate of the carrier gas. Figure 7-3 is a genera-lized schematic of a permeation/diffusion basedgaseous standards generator.
Figure 7-3. Generalized schematic of a permeation/diffusion-based calibration gas generator.
Another means of generating gaseous standards istermed the “hanging drop” approach. In this proce-dure, a drop of the standard solution is introducedinto a gas stream via a syringe. The syringe assem-bly is placed into a heated compartment so that thedrop is continuously volatilized by carrier gas. Useof the hanging drop technique involves many param-eters that introduce errors that could invalidate testresults. Factors such as preparing the standardsolution and determining the exact volatilization rateaffect the resultant concentration of analyte in thecalibration gas, and thus the accuracy of the calibra-tion. This procedure should be used only whencertified gaseous standards and permeation/diffusionstandards are not available commercially.
7.2.2.2 Reference SpectraSome analyzers employ reference spectra standardsfor calibration purposes. Reference spectra may beused repeatedly without having to recalibrate theanalyzer, and thus provide savings in cost and time.Fourier transform infrared (FTIRI and tunable diodelaser analyzers are examples where reference spec-tra standards are used to quantify data. A referencespectrum is composed of digitally stored dataobtained from an instrument’s spectral response toa known gas standard, acquired at a known con-centration, temperature, pressure, and measurementpathlength. These spectra represent graphically theinstrument’s response (relative absorbance of elec-tromagnetic radiation) with respect to wavelength.To employ reference spectra acquired at one pointin time to quantify data acquired at a later date, theinstrument response obtained during referencespectral acquisition is compared with the instrumentresponse obtained during the time of data collection.A comparison of the instrument response at differ-ent points in time is performed by analyzing acalibration transfer standard (CTS). Similarly,reference spectra acquired on one instrument maybe used to quantify data collected on anotherinstrument provided that the two instrument re-sponses are related through the CTS.
The CTS gas is used as the link between the instru-ment response at the time of calibration and theinstrument response at the time of actual sampleacquisition. A CTS spectrum generated duringinstrument calibration is compared to a CTS spec-trum acquired during sampling. A mathematicaltransformation (correction factor] is then applied tomatch the reference spectrum CTS to that acquiredduring sampling. The exact same process is used toadjust the reference spectra so that they representthe instrumental response at the time of sampling,and therefore may be used to quantify data.
Figure 7-4 is a simplified diagram of the use ofcalibration transfer standards. In this figure, theCTS gas collected during field sampling is 0.85times the response of the CTS collected with thereference spectra. Therefore, to employ the refer-ence spectra, a mathematical transformation mustbe applied to the CTS reference spectrum to matchthe CTS collected with the sample spectrum, andthus adjust for the difference in instrument re-sponse. This same transformation is then applied tothe analyte reference spectrum to quantify theanalyte in the sample spectrum.
107

AnalyteReference Spectrum
Wavenumber
~ 1C T S Referenc~~~ec<m
Wavenumber
Figure 7-4. Use of calibration transfer standards (CTSI.
The concept of calibration transfer is simple intheory; however, in practice it may be quite com-plex. In theory, any set of reference spectra may beused provided that the calibration transfer is valid.In practice, reference spectra are most often gener-ated on the act,ual field instrument to minimize errorsassociated with the necessary CTS mathematicaltransformations and added noise. Detailed proce-dures for acquisition of FTIR reference spectrastandards and their transference are beyond thescope of this text. These may be found in an EPAFTIR Protocol (USEPA, 1996b3.
7.2.2.3 Other Calibration TechniquesSome analyzers are not capable of directly acceptingcalibration gases. Many cross-stack in-situ analyzersare not designed to accept calibration gases whilethe design of others allows the use of a flow-through gas cell. The approach used to check thecal ibrat ion for these monitors also may beconstrained because the flue gas cannot be removedfrom the measurement path and thus the zeroconcentration is difficult to verify. Some in-situmonitors have been designed or modified to allowthe introduction of calibration gases (Jahnke, 1993,1994). For many of these instruments, thecalibration gas cell must be maintained at the sametemperature as the flue gas sample to obtain validcalibration measurements.
For in-situ gas analyzers that cannot analyze calibra-tion gases, a zero reflector or other device may beused to simulate the zero concentration condition.Calibration standards may be comprised of a gas-
GasSample Spectrum
1 CTS Spectrum during sampling
Wavenumber
filled cell or an optical filter that is inserted into themeasurement path to generate an upscale instru-mental response. Where gas cells are mountedwithin a temperature controlled region of ananalyzer, temperature compensation features thatare used in the sampling mode may need to bedisabled to adjust for optical absorption and/or gasdensity variations in the flue gas. In this situation,calibration checks with gas cells may not representfully the performance of the entire measurementsystem. Problems in the temperature compensationfeature cannot be detected if it is disabled duringthe calibration checks. When a signi f icantcomponent of the monitoring equipment is excludedfrom the routine calibration check procedure, aseparate means of verifying the performance of theexcluded component must be used.
The primary calibration for most in-situ analyzersthat cannot accept calibration gases is establishedtypically during laboratory bench tests at themanufacturing facility. Based on the design of theinstrument, various internal functions are monitoredto maintain performance within acceptable limits orto provide an indication to the operator that theinitial calibration is no longer valid. The parametersand functions that are monitored depend on theanalytical principal and the design of the instrument.Understanding the relationship among theseparameters and the acceptable tolerances is usuallymore complex than simply evaluating a monitorresponse to an external calibration standard.
108

Some analyzers employ a correlation factor derivedfrom comparing the instrumental response toanother sampling method. The initial instrumentfunction is determined, and the initial calibration isconducted by setting and monitoring internalinstrumental parameters. Then the instrumentresponse is correlated to concentrat ion bycomparison with reference test methods.Polynuclear aromatic hydrocarbon (PAH) analyzersare an example of such instruments. -Calibration isfactory set, and correlation to concentration is per-formed by comparing the instrument response withEPA Of f i ce o f So l id Waste Method SW846-0010/8270 (SW846 Manual, Nov-ember 1986).This instrumental correlation to reference methoddetermined concentration must be performed on asource-by-source basis.
Continuous particulate monitors are another exampleof analyzers calibrated by correlation to manualsampling methods. This can be accomplished inaccordance with the provisions of the InternationalStandards Organization 10155 (ISO, 1995, see also7.3.4 CEM System Approval Mechanisms inGermany, or the proposed Part 60, PerformanceSpecification p 1 1 A). This standard establishesperformance specifications and procedures forperformivg the calibration of continuous particulatematter ineasurement techniques relative to theresults of a series of
manual tests. Recalibration is required whenconditions change at the facility that may affect thecalibration.
For particulate monitors, the specific parametersthat are monitored on a day-to-day basis (or in somecases on a continuous basis) depend on the mea-surement technique. For example, transmissometersused as particulate monitors incorporate a simulatedzero mechanism (often a reflector to simulate zeroopacity) and an internal optical filter (as an upscalecheck) to verify proper performance. Similarly, in-situ light scattering devices used as particulatemonitors include a two point calibration check bytemporarily not illuminating the effluent and by usingthe light source and a filter to check the response ofthe detector. These and other internal checks aresufficient to determine that the instrument operateswithin the limits established by the manufacturer.
7.2.3 Direct and System Calibration ProceduresOnce the instrument function and necessarycalibration materials are determined, the monitormay be calibrated. There are two conventionalcalibration methods for CEM systems that acceptcalibration gases. These methods are referred to as“direct” and “system” calibrations, respectively.Figure 7-5 is a generalized schematic of direct andsystem calibrations.
Introduction Assembly Direct Calibration
SystemCalibrationQz>QT
Direct CalibrationQz=QT
Figure 7-5. Direct and system calibrations.
109

A direct calibration consists of injecting the stan-dards directly at the analyzer and recording theresponse. Direct calibration checks assess thestability of the analyzer and the extent to which theinstrument has drifted from its zero and span calibra-tion points. Direct instrument calibrations test the)nstrument function &.
A svstem calibration injects the calibration stan-dards at a poirrt in the sample delivery system asclose to the probe tip as possible. Calibrationstandards must be introduced at a point upstream ofthe primary particulate matter filter to account forany filter/particulate cake reactions with the anal-ytes. System calibrations provide an indication ofthe sample handling system’s effectiveness todeliver the analytes to the analyzer, as well astesting the instrument function.
Optimally, direct and system calibrations shouldagree. Large differences between these two calibra-tion techniques for the same analytes could indicatethat a leak is present or that losses due to chemicalor physical reactivity are occurring. Losses due toadsorption and condensation are the most typical fornon-criteria pollutants. System calibrations are alsonecessary to determine if compounds may haveadsorbed on the filter. Adsorbed or condensedcompounds that volatilize later can cause a positivemeasurement bias.
For those analyzers that measure multiple compo-nents, daily calibrations of the instrument may notbe economically feasible for all compounds that aremeasurable. In this instance, surrogate compoundsmust be chosen for calibration checks. Surrogatesare target analytes that can also represent a rangeof other target analytes through similar instrumentalresponse, sampling system bias response, and otherimportant characteristics. Selection of surrogatesdepends on their ability to represent more than oneof the target analytes, based on similar physicalproperties. An example of surrogate selection is theuse of one water soluble compound to representmany. If a CEM system is designed to measure HCI,formaldehyde, acetaldehyde, ammonia, methanol,and benzene, toluene and xylenes (BTX), the use ofHCI and benzene may be possible as surrogates forthe entire population of compounds. HCI will repre-sent the water soluble and reactive compounds,while the benzene can represent the aromaticcompounds. Protocols using surrogate recoverycheck compounds have been prepared by thePortland Cement Association based upon usingsurrogate compounds (Kinner, 1995). In theseprotocols, three recovery check compounds were
110
used to represent fourteen volatile organic com-pounds to reduce the cost and complexity of thetesting program.
Optical analyzers that employ a reference spectrallibrary for quantification also need to perform cali-bration status checks on a periodic basis. Thisensures that a valid calibration transfer exists be-tween the time of reference spectra acquisition(reference library) and the time of sample collectionand analysis. A gaseous calibration transfer stan-dard (CTS) should be analyzed and the responsecompared to the response at the time the referencespectra were obtained. Direct and system calibra-tions using the CTS should be performed so that theeffect of sampling system bias on instrumentalresponse may be measured. Ethylene and carbonmonoxide have been successfully used as calibrationtransfer standards for extractive FTIR measurementsystems (USEPA, 1993; Kinner, 1994).
Software audits also can be used as a tool to evalu-ate optical CEM system quantitative algorithms andtheir ability to accurately quantify data. Softwareaudits may consist of synthetic spectra (a number ofreference spectra superimposed upon one another),or actual measurement data that challenges theability of the analysis technique to distinguishbetween the target analytes and their interferences.Such audits can be useful where a computer is usedto analyze broad-band spectral measurements suchas those employed by an FTIR. In such cases, theselection of particular spectral regions over which toperform an analysis, or the particular procedure usedto remove the affects of water or other interfer-ences, may significantly affect the results.
An audit using artificially generated spectra, orspectral data files from prior measurements obtainedat another source, can be employed to gauge theeffectiveness of the analytical procedure. However,audits are likely to generate one-sided conclusions.For example, an analysis routine that cannot prop-erly identify target analytes in an audit spectrummost likely will fail to identify these analytes inactual samples. The converse is not necessarilytrue. Obviously, a software audit cannot evaluatethe physical performance of a sampling system orthe performance of an analyzer.
7.3 Demonstration of Performance;Certification and Quality Assurance
CEM systems installed to comply with regulatoryrequirements must demonstrate acceptable perfor-mance both initially and on a continuing basis. The

specific requirements vary for different regulatoryapplications (see Chapter 2) or according to specificconditions or requirements included in the facility’spermit. Nevertheless, most CEM systems aresubject to a performance specification test, or“certification test,” soon after installation. Sourceoperators are required to perform daily checks ofCEM systems calibration status to ensure the validityof data on a day-to-day basis. Some sources arerequired to develop quality assurance plans andconduct periodic audits of CEM systems perfor-mance. In other cases, the regulatory agency relieson a general requirement for the proper operationand maintenance of the CEM system and can requireperformance specification tests to be conducted asnecessary.
7.3.1 EPA Performance Specifications forNon-criteria Pollutant Monitoring
Performance specifications are a set of proceduresand criteria that are used to evaluate the acceptabil-ity of the CEM system at the time of installation andwhenever specified in the applicable regulations.Existing EPA performance specifications (PS) fornon-criteria pollutant analyzers address monitoring ofVOCs and TRS Lanly. Performance specifications forH,S in refinery fuel gas also have been developed toprovide qn alternative to measurement of SO*emission& at many emission points. Existing EPAperformance specifications for non-criteria pollutantsare summarized in Table 7-l (requirements from PS2 are shown for comparison).
Performance specifications for VOC CEM systemsare included in PS 8 and PS 9 of Part 60 for sourcessubject to New Source Performance Standards. PS8 is applicable to analyzers that provide a totalhydrocarbon response and PS 9 applies to analyzersthat speciate hydrocarbons using a gas chromato-graph. Neither of these performance specificationsrequire the use of a specific type of detector.
Performance specifications for hydrocarbon monitorsalso are included in 40 CFR, Part 266, Appendix IXfor sources regulated by the boilers and industrialfurnaces (BIF) rule, and in 40 CFR, Part 503 (subpartE) for sewage sludge incinerators. These specifica-tions reauire a heated sampling system and heatedflame ionization detector (FID) analyzer.
Performance specifications 8A for hydrocarbons,10A for multi-metals, 11A for particulate matter(PM), 12A for mercury (Hg), 13A for hydrochloricacid (HCI), and 14A for chlorine (Cl,) monitors areproposed in the hazardous waste combustor rule.(FR 4/19/96) This proposed rule covers both haz-
ardous waste incinerators and BIF sources. Theseperformance specifications will be included in Part60 if this proposed rule is adopted. All of theperformance-based specifications listed above arederived from PS 2, IS0 10155 (for particulatemonitoring), and various instrumental test methods.
7.3.2 Performance Specification TestingA performance specification test (PST) is performedsoon after installation of the CEM system and peri-odically as specified in the applicable regulations.The test is performed in accordance with proceduresdetailed in the applicable performance specificationspreviously described. In some regulatory applica-tions (and in common usage), this initial test isreferred to as a “certification test.” The PST usuallyincludes a calibration drift test and an accuracy test.(For Part 75 applications, the term “calibration errortest” is used to describe the drift test and daily zeroand upscale calibration checks. This terminology isavoided here to minimize confusion.) The accuracytest is often a “relative accuracy test” involvingcomparison with results of an independent referencetest method (RM). For some monitors, the accuracytest requires analysis of several calibration standardsto determine calibration error only. Depending onthe specific regulatory requirements, the PST alsomay include response time or cycle time tests, short-term drift tests, and demonstrations that the mea-surement system can operate continuously forprescribed periods without unscheduled maintenanceor repairs. (Part 75 performance specifications aredescribed in Chapter 2, Acid Rain Program.)
7.3.2.1 Calibration Drift TestA typical PST includes a calibration drift test per-formed over 7 consecutive days. The calibrationdrift test evaluates the stability of the monitorresponse to the procedure used for daily checks ofthe monitoring system (see also Daily CalibrationChecks). The calibration drift test is conducted byintroducing the zero and span gases, gas cells,optical filters, or electric signals to the system andrecording the instrument response. The deviation ofthe instrument response at the zero and upscalecalibration point must meet the applicable criteria.For example, the allowable calibration drift in PS 8Ais 2.5% of the span. Therefore, a hazardous wasteincinerator required to monitor hydrocarbons subjectto PS 8A has an allowable analyzer span value of100 ppm, and may have a maximum of +2.5 ppmdrift at the zero and span level for each 24-hourperiod over the seven consecutive days during theperformance specification test. The tester is al-lowed to adjust the calibration accordingly aftereach daily check during the drift test.

Table 7-1. Existing Performance Specifications for Selected Pollutant Monitors
PS # 40 CFR
PERFORMANCE SPECIFICATION TEST
Calibration Calibration RelativeDrift Error Accuracy
ResponseTime
DAILYCALIBRATION
REQUIREMENTS
2 ’ Part 60 7 day test N/A *20% of Refer- N/A zero and span driftAppendix A 2.5% of span ence Method or within 2X’s PST
so* 10% of stan- before required
NO, dard adjustment
5 Part 60 7 day test N/A Same as PS2 N/A Same as PS2Appendix A 5% of span
TRS (6/7 days)
7 Part 60 7 day test N/A Same as PS2 N/A Same as PS2Appendix A 5% of span
H,S in (6/7 days)fuel gas
8 Part 60 Same as PS2 N/A Same as PS2 N/A Same as PS2Appendix A
Totalvocs
9 Part 60 N/A 7 day test Performance <5 min- Triplicate mid-levelAppendix,A 3 injections Audit during CE utes or as calibration checks
GC at three testing specified must be withinCEMS levels 10% of certified
it f 10% criteria value or repeat ini-vocs Precision tial 3-point calibra-
and Linear- tionityr2 = 0.995
CE ~10%for all levels
BIF’
THC
SS”
THC
Part 266Appendix IX
Part 503Subpart E
7 day test 5% of span N/A 120 sec- zero and span drift3% of span for all cali- onds for <3 wm
bration 95% stepAnnual PST points change
7 day test zero and zero within N/A 200 sec- Same as PS2span within 6% 5 wm onds for
90% stepmid- and changespan within
10 mm
* Included for comparison purposesl * Sewage Sludge Incinerators1 No number assigned
112

7.3.2.2 Relative Accuracy TestRelative accuracy (RA) tests are required for almostall criteria pollutant CEM systems except for opacitymonitors. A relative accuracy test is also requiredfor certain non-criteria CEM systems. The RA maybe conducted concurrently with the 7 day calibrationdrift test. The relative accuracy test involvescomparing the average CEM system response withthe integrated average pollutant concentration oremission rate for each corresponding referencemethod test run. A minimum of nine RA compara-tive test runs are required; however, EPA specifica-tions allow the rejection of up to three test runs.Therefore, 12 runs usually are performed in practicewith the best nine results used in the RA calcula-tions. The RA specification for a CEM systemsubject to PS 8 is ~20% of the average referencemethod (RM) result or ~10% of the applicableemission standard, whichever is greater.
Relative accuracy calculations are based upon theresults of at least nine comparative runs. Thedifference between the run averaged CEM systemresults and the reference method is calculated andaveraged. The absolute value of the summeddifferences for each run plus a confidence coeffi-cient (CC) is divided by the average of the referencemethod values (RM,,,):
RA = [IdI + CCVRM ovB “100 Equation 7-l
The confidence coefficient is expressed in terms ofa statistical t-value according to the followingequation for a t-value at a = 0.025 for n-l degreesof freedom:
c c = t 0.s75(Sd/n1’2) Equation 7-2
Wheret 0.975 =
s, =
Corresponds to the probability that ameasured value will be biased 2.5% atthe 95% confidence level.The standard deviation of the differ-ences of the 9 data pairs.
n = Number of test runs.
As shown above, the relative accuracy result in-cludes both mean difference and confidence coeffi-cient terms based on the paired CEM system andreference test results. Both the accuracy andprecision of the paired measurements are evaluated.A user must recognize that the relative accuracy isaffected by the accuracy and precision of both themonitoring system and the reference test method.Failure of a relative accuracy test may be due to
problems with the CEM system, problems with thereference test methods, problems with the represen-tativeness of the sampling location, or other factors.A failed test requires careful investigation to deter-mine the cause, after which the test must be re-peated.
Relative accuracy is based on comparing concurrentmonitoring data and reference method test results.Therefore, the response time of the CEM systemmust be taken into account to directly compare themonitoring with the reference method results.Where instrumental reference test methods areused, the response time and sampling frequency ofthe reference method must be considered also. Forrelative accuracy tests with these systems, samplingruns must be of sufficient duration to allow compari-sons of valid averages obtained from both the CEMsystem and the reference system,
Where CEM systems are compared to referencemethods that provide integrated results (e.g.,impinger trains and most other manual methods), theexact start time and stop time for manual samplingruns (and time associated with interruptions for portchanges or other problems) must be included. Whensubstantial changes in emission concentrations oremission rates occur over the course of the run, orwhen short duration spikes occur during runs,comparisons between integrated reference methodsand CEM systems are often invalid.
The relative accuracy comparison of a CEM systemto a reference method assumes that the RM gener-ates accurate and precise data, and that the sourcetesters have adequate experience in correctlyexecuting the reference method. Interferencesaffecting the test method results can be mistakenfor bias in the CEM system measurements. Use ofan imprecise test method increases the magnitude ofthe confidence coefficient in the relative accuracycalculation. Similarly, the imprecision due to sloppyor inexperienced testers can affect the resultsdramatically. These issues were initially of greatconcern in criteria pollutant monitoring applicationsbut eventually were minimized through experienceand development of more precise instrumental testmethods for use in place of wet-chemistry methodsfor most applications. For non-criteria pollutantmonitoring applications, these factors are still ofgreat concern because: 1) interferences affect somereference methods when extended to new applica-tions, 2) sample recovery documentation and otherQA criteria are not included in all methods, 31 lowerand potentially variable emission concentrations areencountered, 4) the precision of some methods is
113

poor and for some other methods is unknown, 5)some methods are not demonstrated fully wherethey applied before promulgation of standards at thespecific source category, and 6) source testers havemuch less experience in using these methods forperforming relative accuracy tests. In summary, animprecise, inaccurate, or improperly conductedreference method test will increase the probabilitythat the CEM system will fail the PST even if it isfunctioning and calibrated properly.
Further disagreements may result in relative accu-racy testing due to actual technical limitations. Forexample, PS 8 includes a relative accuracy specifi-cation, however, the only reference method thatgenerates a total hydrocarbon response is EPAMethod 25A (Part 60, Appendix A), which specifiesthe use of a flame ionization detector (FID). Method25A is the only reference method directly compara-ble to a CEM system installed to satisfy PS 8.However, PS 8 does not specify the use of a partic-ular detector; it simply specifies instrumentation thatgenerates a total hydrocarbon response.
Presuming that the CEM system uses an FID, thenthe relative accuracy test would involve comparingtwo FID measurement systems. Because the twosystems use the same analytical technique, interfer-ences within the effluent stream could go unde-tected. Additionally, differences in the compound-specific response factors between two FlDs couldaffect the outcome of the relative accuracy testeven though both systems are properly calibratedusing the same standard (Cone, 1989).
Also, consider the example where a photoionizationdetector (PID) is chosen for the CEM system in-stalled to comply with PS 8. A relative accuracycomparison with a Method 25A FID may not be
appropriate because PID and FID responses differsubstantially for different classes and functionalgroups of hydrocarbons. Because neither the CEMsystem nor the reference method provides anyinformation regarding the speciation of individualcompounds within the flue gas, one is unable todecide whether apparent agreement or disagreementbetween the CEM system and the reference methodwas due to differences in response factors or othercalibration/accuracy issues. In this case, the out-come of the relative accuracy test is likely to beindeterminate and may generate more controversythan answers.
The BIF and sewage sludge incinerator performancespecifications for hydrocarbon monitors, and theproposed PS 8A, specify using a heated FID and
114
heated sampling system. PS 8A requires a three-point calibration error test rather than a relativeaccuracy test comparison using Method 25A. Thisapproach avoids the relative accuracy test issuesdescribed above for PS 8. However, the three-pointcalibration error test, using calibration gases, pro-vides only a limited evaluation of the monitoringsystem. (See also Section 7.3.2.3.)
Proposed performance specifications 1 OA (multi-metals CEM systems) and 12A (mercury CEMsystems) include relative accuracy specifications(USEPA, 1996c). Although multi-metals CEMsystems are not commercially available at this time,prototypes have been developed using a variety ofapproaches. Limited field tests have been con-ducted. Calibration standards and techniques,measurement sensitivity, and accuracy are criticaltechnical issues for these developing measurementsystems. The accuracy and precision of proposedMethod 29 has not been demonstrated to allow forrelative accuracy testing of multi-metals CEMsystems over the expected range of pollutantconcentrations (Brown 1996, Laudal 1996). Modifi-cations to proposed Method 29 are being developed.
Mercury may exist as elemental mercury (Hg“) andas other oxidized Hg (Hg+, Hg+‘) species in effluentstreams. Mercury CEM systems generally senseelemental mercury and employ sample conditioningelements that convert all mercury in the samplestream to this form (Richards, 1996, Roberson,1996). (See also Chapter 3.) Proposed EPA Method29 attempts to speciate the different oxidationstates of mercury. Studies have been conducted oncoal-fired facilities to evaluate the performance ofMethod 29 by spiking elemental mercury and HgCI,(Laudal, 1996). These investigators have shownthat the presence of significant quantities of SO*( > 1,500 ppm) and the presence of 10 ppm chlorine(Cl,) affects substantially the collection of elementalmercury and the determination of mercury speciespresent. Other mercury test methods have beenshown to be affected significantly by the presenceof NO, in the sample stream. Until the performanceof the manual test methods are understood and theeffluent conditions that affect the results are wellknown, an appropriate and reliable relative accuracytest procedure cannot be devised for mercury CEMsystems.
Proposed PS 13A and PS 14A for HCI and Clz.specify calibration gas audits instead of comparisonto reference methods. The reference method forHCI and Cl, is EPA Method 26A, which collects thegaseous components in an impinger train and

measures the dissociated chloride ions by ionchromatography. Proposed PS 13A and 14A specifythat HCI and Cl, must be measured in the gas phaseas opposed to the measurement of the dissociatedchloride ion in solution. A cylinder gas audit only isrequired in these performance specifications, not arelative accuracy test employing Reference Method26. HCI continuous emission monitoring require-ments in Pennsylvania; however, require a relativeaccuracy test using Method 26. Pennsylvaniarequirements do not mandate that HCI and Cl, bemeasured in the gas phase.
Even where reference methods have been developedfor the pollutants of interest, the comparison of CEMsystem and RM data may not assess the ability ofthe CEM systems to measure the compounds ofinterest accurately. Consider for example measure-ment of formaldehyde which is a very water soluble,reactive compound and which may polymerize insample delivery systems. Several reference methodsexist for the collection and measurement of formal-dehyde. These methods rely on sample collection inhigh purity water, the Parosanaline Method (EPATTN EMTIC BBS, 919-541-5742); in dinitro-phenylhydrazine (DNPH) impregnated silica gel tubes,NIOSH Method 3500, (NIOSH 1994); or in samplingtrains containing DNPH (SW846-0011). The resultsprovided by all three of these methods are biased bythe presence of other aldehydes and ketones (Serne,1993). In addition, the reaction of formaldehydewith DNPH is very pH specific. The two DNPHmethods are sensitive to the presence of acid gases(e.g., HCI, SO,, H,SO,, etc.) and base gases (NH,).Thus, the use of these methods at any sourcehaving significant concentrations of these com-pounds in the flue gas would affect adverselyrelative accuracy test results for a formaldehydeCEM system.
In summary, relative accuracy specifications andtest procedures have long served as the primaryevaluation standard for the acceptability of criteriapollutant CEM systems. For some non-criteriapollutants and monitoring applications, the relativeaccuracy test continues to play an important role indemonstrating performance and certifying CEMsystems. However, for other applications relativeaccuracy tests are inappropriate or must awaitfuture development of appropriate reference testprocedures.
7.3.2.3 Calibration Error TestsAs used here, a “calibration error test” consists ofmulti-point comparison of monitor response to aseries of calibration materials. (The usage of
“calibration error test” varies. In the Part 75 AcidRain Program, this term is used to refer to calibrationdrift tests and daily checks. In Part 75, the term“linearity test” is used to refer to multi-point accu-racy tests relative to calibration materials.) Incertain applications, as indicated below, the calibra-tion error test is required in place of the relativeaccuracy test. However, in other regulatory applica-tions, both a calibration error test and a relativeaccuracy test are included in performance specifica-tion tests.
As previously mentioned, BIF and sewage sludgeincinerator performance specifications for totalhydrocarbon monitors, and proposed PS 8A, do notinclude a relative accuracy test but instead requirea calibration error test to determine the accuracy ofthe monitoring system. The test involves analysis ofa zero gas and two upscale calibration gases. Thecalibration gases used for these tests are propane ina balance gas of nitrogen. The instrument responseof these measurement systems to different com-pounds (i.e., “response factors”) is known to vary asa function of: I) the number of the carbon atoms,2) the degree of carbon bond saturation (carbondouble and triple bonds) within the molecule, 3) thepresence of chlorine, and 4) other instrument-specific factors. However, the determination ofthese response factors is not included in the calibra-tion error test. Furthermore, the effect of othereffluent stream constituents (e.g., moisture, COP,CO, 0,, NO,, etc.) on the accuracy of the monitoringdata can not be determined by the calibration errortest. The calibration error test in this case maytherefore not adequately validate the monitoringsystem for actual flue gas hydrocarbon measure-ments.
PS 9 applies to CEM systems that employ a GC toseparate organic compounds. As with PS 8, it alsodoes not specify a particular type of detector.Multiple target analytes are speciated by aninstrument-specific calibration curve generated fromcertified calibration standards. A preliminary calibra-tion error test of the analyzer is accomplished byanalyzing low-level (40-60%), mid-level (90-l IO%),and high-level (140-I 60%) calibration standards thatrepresent the percent of the measured concentrationlevels for all analytes. A screening test using theappropriate instrumental test method may be re-quired to identify the effluent analytes and deter-mine their relative concentrations.
The PST required by PS 9 includes a performanceaudit test and a seven-day calibration error (CE) testperiod during which the initial instrument perfor-
115

mance is evaluated. The CE is performed daily byanalyzing calibration standards at each level intriplicate (3 analyses X 3 levels = 9 analyses/day).The calibration error for each analyte is determinedby comparing the average instrument response foreach level of triplicate analyses to the certifiedreference value of the calibration standards. Thecalibration error may not exceed + 10% for eachanalyte.
The performance audit test required by PS 9 con-sists of analyzing an EPA audit gas during the seven-day CE test. This test is intended to provide asomewhat independent check because the audit gasmust be obtained from a different supplier than thegases used for the CE test. The concentration ofthe analytes in the audit gas generally are notknown to the user.
7.3.2.4 Response Time Tests and Cycle TimeThe measurement system response time is importantfor monitoring applications with short averaging orreporting periods or where spikes in the effluentconcentration occur. The sampling system responsetime is determined, by monitoring the instrumentalresponse to a calibration standard while performinga system calibration. Upscale and downscaleresponse tim&s are determined by introducing high-range and zero calibration gases respectively.System response time is defined as the time it takesthe analyzer to reach 95% of the step-change inconcentration.
Determination of the measurement system responsetime can be important even when it is not specifiedin the applicable regulations. The system responsetime must be considered when conducting therelative accuracy test. For measurement systemsthat accept calibration gases, the system responsetime must be known so that calibration gases areintroduced for a sufficient period to provide a stablemeasurement response.
Some regulations specify the frequency for obtainingmeasurements. 40 CFR 60.13 specifies that allmeasurement systems must complete a cycle ofsampling, analysis, and data recording at least onceduring each 15 minute period. In contrast, BIFregulations specify that a sample must be acquiredand analyzed every 15 seconds. The averageemission rate is computed and recorded at leastevery 60 seconds, with an hourly rolling averagecalculated each minute. Usually, the cycle time isimmediately apparent from the design of the CEMsystem and programming of the data acquisition andhandling equipment. In some cases, time-shared
extractive systems are used to allow a single set ofanalyzers to monitor emissions from several loca-tions. Other functions such as particulate filter orsampling line blow-back or purges may also beincluded for certain CEM systems. These functionsmust be considered when determining the cycle timefor some systems.
7.3.2.5 Other Performance Test CriteriaSome regulations include additional performancespecifications and test procedures. For example,transmissometers may be used as particulate massconcentration monitors and as opacity monitors.These instruments, if subject to the proposedrevisions to Performance Specification 1, would besubject to a short-term drift test to detect diurnalvariations in monitor performance. This drift testincludes zero and upscale calibration drift checks atone-hour intervals over a period of 24 hours. Similarshort-term drift tests were included in Part 60performance specifications prior to 1983 and areincluded in some state monitoring requirements(e.g., Pennsylvania).
Many performance specification test requirementsinclude an “operational test period” during whichthe CEM system must operate continuously withoutunscheduled maintenance or repairs. This is typi-cally a one week (168-hour) test. Such a test periodmay seem insignificant for a measurement systemthat is intended for continuous monitoring over aperiod of many years. However, early experiencewith criteria pollutant monitoring systems revealedthat this was a difficult specification for many CEMsystems to meet. Although much progress has beenmade in improving the ruggedness and reliability ofconventional systems, the application of newtechnologies or new measurement systems attempt-ing to utilize laboratory instruments may require thatmore attention be devoted to achieving reliableoperation.
7.3.3 Ongoing Performance Checks andQuality Assurance
Additional performance checks and quality assur-ance activities are required to be performed afterinitial installation, calibration, and performancetesting (certification) of a CEM system. In generalthese include whatever is necessary to properlyoperate and maintain the monitoring system, dailycalibration checks to determine the ongoing validityof the data and, in some cases, periodic qualityassurance audits.
116

7.3.3.1 Daily Calibration ChecksDaily calibration checks are the primary basis forevaluating the validity of data on a day-to-day basis.This is of fundamental importance for many sourcesbecause 1) reporting of emissions data is based ondaily averages, 2) monitor availability may be ex-pressed as a percentage of valid source operatingdays, and 3) monitor control limits and the corre-sponding requirement to initiate corrective action arebased on the daily calibration check responses.Also, enforcement of regulations under the Clean AirAct is based on the specific days during which asource is considered to be in violation of applicableregulations. Thus, the daily calibration checks forCEM systems provide the critical determination ofvalidity for each day that data are recorded.
As discussed in Chapter 2, the General Provisions ofthe Part 60 new source performance standardsinclude requirements to conduct daily zero andcalibration drift checks for all CEM systems. Specifi-cally, 60.13 states,
“(d) (1) Owners and operators ofall continuous emission monitoringsystems installed in accordancewith the provisions of this partshall check the zero (or low-levelvalue between 0 and 20 percentof span value) and span (50 to100 percent of span value) calibra-tion drifts at least once daily inaccordance with a written proce-dure. The zero and span shall beadjusted whenever the 24-hourzero drift or 24-hour span driftexceeds two times the limits ofthe applicable performance specifi-cations in Appendix B. The sys-tem must allow the amount ofexcess zero and span drift mea-sured at 24-hour interval checksto be recorded and quantified,whenever specified. . . .”
Similar requirements are found in the general provi-sions for Part 61 and Part 63 NESHAP requirements.Most state regulations also contain similar provi-sions.
For monitors that accept calibration gases, the dailycalibration checks usually are performed by conduct-ing system calibrations using zero and mid- or high-range calibration gases. Using an upscale calibrationvalue that approximates either the pollutant con-centrations or the level corresponding to the emis-
sion standard is preferred. Most, but not all, regula-tions require that the calibration gases for extractivesystems are introduced at or “as near as practical”to the probe outlet so that as much as possible ofthe sampling system is checked. Some regulationsspecify that only gases meeting EPA Protocol 1(USEPA, 1996a) be used for daily calibrations.Other regulations do not specify a traceabilityprotocol or other standard for calibration gases,Such approaches emphasize the use of the dailychecks as a stability test and rely on initial andperiodic accuracy tests to ensure that monitoringdata are accurate.
For in-situ analyzers, daily calibration checks typi-cally include zero checks and upscale checks usingthe appropriate signals, filters, cells, or other calibra-tion jig assemblies. The approaches that are usedare quite diverse depending on the type of instru-ment to be calibrated. The approaches used forconducting daily calibration checks may rest on anumber of important assumptions or conditionswhich may not be known or well understood by theuser. In practice, these assumptions may becomeinvalid because conditions change that result in dailycalibration procedures that do not provide resultswhich are representative of monitor performance.Therefore, a thorough understanding of the dailycalibration check procedure and its limitations isimportant to interpret results correctly.
Additionally, many of the approaches that have beenused in the past for daily checks of in-situ analyzersdo not evaluate important functional parts of themonitoring instrumentation. As previously de-scribed, temperature compensation circuitry is oftendisabled when checking in-situ monitors using cali-bration gas cells within the analyzer. In this case,errors arising within the temperature compensationcircuitry (which can significantly bias the CEMsystem measurement results) are likely to go unde-tected. A thorough understanding of the daily cali-bration check procedure is needed to interpretresults correctly.
An important aspect of the Ii60.13 (d)(l) regulationis that it requires a written procedure to be devel-oped and followed for performing the daily calibra-tion checks. (For certain sources, this procedure isincluded in the quality assurance plan.) This writtenprocedure should take into account the importantdetails regarding the calibration of the specificmonitor. For extractive systems, it should indicatewhere the gases are introduced, how the values ofcheck gases are established, provisions to ensurethat the gases are injected at the proper flow rate
117

and pressure, etc. For in-situ monitors, the proce-dure should specify exactly what is done and itshould contain the important assumptions or otherconditions that must be maintained for operation ofthe instrument. Alternatively, the procedure shouldprescribe the appropriate actions to take whenunacceptable performance is observed.
Most importantly, the written procedure provides astandard operating practice to be followed duringthe initial performance test and each day thatemissions data are recorded. In this way, initial andperiodic accuracy tests serve to verify the adequacyof the calibration procedure. Implementing the dailycalibration procedure verifies the data each day untilthe next accuracy test is performed. The dailycalibration check procedure must conform withapplicable regulatory requirements and must alsoaccommodate the technical and practical constraintsof the sampling and analysis system as describedpreviously in Section 7.2.
For both extractive and in-situ CEM systems, dailycalibration checks are performed and adjustments tothe CEM system are required if the indicated driftexceeds specified control limits. When such adjust-ments are made, or when other corrective action isundertaken, a daily calibration check must beperformed after’these activities are completed todemonstrate that the monitor has been returned toservice properly. Records of adjustments, correctiveactions, and the results of daily drift tests arerequired by virtually all regulatory monitoring require-ments.
7.3.3.2 Quality Assurance/Quality Control40 CFR 60, Appendix F, Procedure 1 contains QAprocedures for CEM systems used to demonstratecompliance with emission standards. Although non-criteria pollutant monitoring is not specified as thecompliance demonstration method in Part 60 regula-tions, many permits and state regulations applicableto such monitors adopt Appendix F, Procedure 1 orvery similar provisions. The quality assuranceprocedures for CEM systems in the acid rain pro-gram are contained in Part 75, Appendix B and aresimilar in principal to the Part 60 requirements. Part75 requirements require that all monitors be able toanalyze calibration gases.
Appendix F, Procedure 1 requires that sourcesdevelop and implement a QC program with writtenprocedures that describe in detail the complete,step-by-step procedures for calibration of CEMsystems, calibration drift determination and adjust-ment procedures, preventative maintenance, data
recording calculations and reporting, accuracy auditprocedures, and corrective action procedures formalfunctioning CEM systems. The results of thedaily drift determinations are used within Procedure1 to determine if the CEM system is in control.Procedure 1 specifies that a monitor system is out-of-control if the zero or high-level response exceedseither 1) twice the Appendix 6 calibration driftperformance specification limit for five consecutivedays, or 2) four times the Appendix B calibrationdrift performance specification limit on any one day.
Appendix F, Procedure 1 requires that sourcesconduct accuracy audits once each calendar quarter.For systems that can use calibration gases, theaccuracy audits may include cylinder gas auditsconducted during three of four calendar quarters anda relative accuracy test conducted during the otherquarter. Alternatively, relative accuracy audits maybe performed instead of cylinder gas audits for threequarters. A relative accuracy audit is simply a three-run relative accuracy test evaluating only the meandifference between the CEM system and the RM.The relative accuracy test required by Appendix F,Procedure 1 is identical to the test required duringthe initial performance specification (i.e., “certifica-tion test”).
One can see from the above, which is confirmed byexperience, that the selection of a CEM system isconstrained by the applicable QA requirements. Thecost and inconvenience of conducting three cylindergas audits per year is much less than the cost andinconvenience of conducting three relative accuracyaudits per year. The majority of criteria pollutantCEM systems incapable of analyzing calibrationgases were excluded from compliance monitoringapplications based on this requirement.
7.3.4 CEM System Approval Mechanismsin Germany
Other approval mechanisms have been used interna-tionally that may serve as models or may containelements that are useful for certification of non-criteria CEM systems. For example, Germany hasimplemented a rigorous and comprehensive approvalprocess for many years for CEM systems installedfor regulatory purposes. Frequently when monitor-ing equipment used in Europe is first offered for salein the United States, potential suppliers will claimthat the measurement system is “TUV certified.”Various control agencies have indicated interest inthese certification procedures and they may beuseful in the evaluation of non-criteria pollutantmonitors in the absence of EPA approval procedures.The German approach to monitor approval and TUV
118

certification often are misunderstood and sometimesmisrepresented in the United States. For thesereasons, information regarding CEM system QArequirements in Germany are described below.
Monitoring equipment must first successfully com-plete certification testing by the TUV before it canbe sold for use in regulatory programs. This is arigorous technical evaluation of each eouiomentmodel to ensure that it is suitable for particularapplications. In addition, testing and evaluation isperformed for each monitor at the time that it isinstalled and this testing is repeated every three tofive years depending on the type and size of thefacility. This initial calibration program for monitorsin Germany is similar to performance specificationtests for monitors in the United States. Additionaltests are performed by an independent authority onan annual basis to verify performance of the moni-toring equipment. Finally, maintenance proceduresare performed by the facility’s personnel on anongoing basis in accordance with the manufacturer’sinstructions and results from the suitability test.
7.3.4.1 Initial TOV Certification (Suitability) TestsEach instrumer(t model must first pass a TechnischerUberwachungs-Verein (TOW certification before itmay be ,offered for sale in regulatory monitoringapplications. The TUV certification is a rigorousevaluation requiring at least three to six months tocomplete and i,ncludes both laboratory evaluationsand field suitability testing. The fee for a TUVcertification test is substantial (typically $50,000 to$100,000) and is paid for by the monitor manu-facturer. Repeating portions or all of the certifica-tion test increases the cost to the manufacturer.Basic TOV monitor performance specifications arelisted in the Table 7-2. The reproducibility specifica-
tion demands that two randomly selected instru-ments provide readings with a mean difference ofless than 3.3% over a three-month period. Thereproducibility specification also ensures that instru-ments of the same model number are interchange-able. Zero and calibration drift are limited to f2%over the maintenance interval. The instrument mustprovide an alarm indicating the need for immediatemaintenance when zero or calibration drift limits arereached. The time needed to reach these limitsdefines the maintenance interval. The maintenanceinterval is recommended by the manufacturer but isdetermined by the TUV as part of the suitabilitytests. The maintenance interval should be at leastone week; however, four weeks is preferable.Determination of the maintenance interval based onsuitability tests and drift limits (relative to themaintenance interval) provides incentives for manu-facturers to build stable instruments.
Tests to determine the effects of line voltage varia-tions, ambient temperature variations, and otherfactors that may influence monitor performance arealso performed as part of the TUV certification.The TUV may investigate other areas or issuesthat are considered to be relevant to the perfor-mance of a particular measurement system. Fieldsuitability tests are performed for each type ofapplication (e.g., gas-, oil-, coal-, refuse-fired boilers)but in some cases, success at more difficult monitor-ing applications is taken as a sufficient demonstra-tion for less demanding applications.
7.3.4.2 Initial and Periodic Monitor CalibrationTests
These tests are in many ways similar to CEM systemperformance specification tests performed in the
Table 7-2. Principal Performance Specifications for TUV Suitability Tests of Emission MonitoringInstruments
System Parameter Criteria
Analytical Function (ma vs. concentration) By Reference Method (regression analysis)
Detection Limit 2% of most sensitive range
Reproducibility R = measurement range 2 30 mean difference
Zero and Calibration Drift f 2Y0 in maintenance interval
Availability 90% in three months minimum; 95% is the goal
Interference from other species f 4% of full scale
Maintenance interval Determined by test program (limited to three monthsmaximum)
119

United States. However, a number of importantdifferences exist in both the philosophy, nomen-clature, and procedures used for these tests. Theterm “calibration” as used in VDI 3950, Part 1,“Calibration of Automatic Emission Measuring Instru-ments” refers to the entire process of establishing andverifying the correct performance of a monitoringsystem (VDI 3950). This includes: 1) procedures forthe selection and preparation of measurement sites,2) procedures to check for proper installation ofequipment, 3) leak checks of extractive monitoringsystems, 4) a five-point verification of the instrumentcharacteristic (similar to calibration error in the UnitedStates using zero and upscale calibration gases), 5)monitor-specific procedures for evaluating measure-ment interferences, 6) zero and reference (upscalecalibration) drift stability tests, 7) response time tests,8) procedures for measuring and processing data, 9)procedures for checking the representativeness ofsampling points, 10) procedures for determining theanalytical function for the complete measuring systemrelative to independent flue gas measurements(reference methods), and 11) procedures for analysisand reporting of the calibration results.
In the United Staies, many of the calibration issuesthat are specifically addressed by VDI 3950, Part 1are either lumped together and evaluated as a groupduring the relative accuracy test or are simply ignored.For example, the German procedures evaluate sepa-rately: 1) the representativeness of the samplingpoints, 2) the influence of interferences, and 3) thesystem performance relative to independent emissionmeasurements through a series of tests. In the UnitedStates, we rely on a single relative accuracy test todetermine the acceptability of all of these factorstaken together. The German “calibration” procedurealso relates test procedures and results back to theinitial TUV certification test. For example, the calibra-tion interference test procedures specifically addressthe measurement interferences identified during theinitial certification because this is obviously dependenton the specific monitor design and analytical principal.Also, the zero and reference point drift determinationsare determined relative to the maintenance intervalestablished during the initial certification test ratherthan an arbitrary time interval.
The German comparison with independent referencemethods relies on a minimum of fifteen paired mea-surements (CEM and reference method) conducted atdifferent emission levels to facilitate a regressionanalysis that is used to determine subsequent emis-sion levels. Linear or quadratic regression analysismay be used and calculations of the confidencecoefficient and tolerance intervals are included.
These statistical quantities also are employed in theinterpretation of the monitoring data.
The field calibration test is performed by an independ-ent expert agency (the TUV) authorized by theGerman government to perform these evaluations.However, the TUV office that performs the calibrationtest at a particular industrial facility is not necessarilythe TUV office that performed the initial certification.Again, the field calibration procedure is performedinitially and then is repeated every three to five yearsdepending on the type and size of the facility.
7.3.4.3 Annual Calibration Tests and MaintenanceSection 8, “Periodical Functional Test” of VDI 3950,Part 1 describes the annual evaluation requirements.These include: 1) checks of the operational status(leak checks, optical contamination, etc.), 2) recordsreview of zero and reference point checks, 3) zeroand reference drift tests, 4) checks for interferences,5) multi-point verification of the instrument character-istic (calibration error test) using zero and upscalecalibration gases or other calibration materials, 6)certain monitor functional tests, 7) a minimum 4-runcomparison with independent reference methods, and8) inspection of the data transmission to the chartrecorder, integration device, or data logging system.These are more extensive evaluation procedures thanare required for monitors subject to EPA regulations.These procedures also are performed by an independ-ent licensed agency (TUV) rather than by sourcepersonnel. Maintenance is performed by the industrialfacility’s trained personnel. Minimum procedures arespecified for in-situ devices and for extractive sys-tems.
7.3.5 lnterna tional Standards Organ&a tionInternational Standards Organization (ISO) has devel-oped standards for certain monitoring applications.IS0 Standard 7935 is for SO2 CEM systems and thestandard for NO, CEM systems is currently in draftform (ISO, 1991). A discussion of these standardsfor criteria pollutant monitoring and a comparison withUnited States regulations is presented by Jahnke(Jahnke, 1993). Other IS0 standards for emissionstest methods are under development.
The IS0 committee TC146/SCl/WGl has preparedIS0 standard 10155 “Stationary Source Emissions,Automated Monitoring of Mass Concentration ofParticles - Performance Characteristics, Test Proce-dures, and Specification”. The standard, preparedover the last 10 years, was published in its final formon April 1, 1995 (ISO, 1995). It does not prescribea particular method or analytical technique but insteadreflects a general approach and provides performance
120

specifications to evaluate any specific method that isoffered. Fundamental to the IS0 standard is therequirement to perform a site-specific calibration orcorrelation to IS0 manual method 9096 (which issimilar to EPA isokinetic particulate sampling methods)(ISO, 1991). As should be expected, IS0 10155specifies that the calibration procedure must berepeated when changes in emission controls, fueltype, or other factors occur that may be expected toinfluence the calibration. Although this is a generalrequirement, it reflects the fact that the need forrecalibration is best based on practical judgment.
IS0 10155 prescribes several performance speci-fications including the following:
l Response time of less than l/10 of the manualsampling time
l Zero and span drift less than *2% of workingrange per month
l Accumulated automatic zero and span adjust-ments less than 6% of working range
l Calibration (correlation) line specification1. Correlation coefficient 20.952. 95% confidence interval shall be ~10% of
emission standard3. Tolerance interval; 95% confidence that
all possible values are within *25% ofemission standard
The IS0 10155 standard requires that sample runs beperformed at three different emission levels to estab-lish the calibration. A minimum of 9 sampling runsmust be performed but 12 or more runs typically areexpected. The IS0 standard prescribes that the
. .process ooerating condmons should be varied ifpossible to create the different emission levels.Where this is not possible, variation of the controlequipment operating parameters to create a range ofemission levels is accepted.
The Central European Normalization Committee (CENcommittee TC264/WG5) is developing requirementsapplicable to continuous particulate monitoring(Peeler, 1996, b). Unlike ISO, which is a voluntaryorganization of participating countries, CEN mandatesrequirements for the 14 countries comprising theEuropean Community. The CEN committee willestablish: 1) emission standards and limits, 2) manualtest methods, and 3) automated monitoring methods.Each participating country must adhere to the CENrequirements or adopt more restrictive/more rigorous
. requirements. CEN typically adopts IS0 standards/
121
methods where available. The CEN committee hasadopted the IS0 10155 continuous particulate moni-toring standard and applied it as a requirement forhazardous waste incinerators.
The calibration line specifications are illustrated inFigure 7-6.
ao-I
6 0 -
2g%40-
2
2 0 -
95% Confidence Interval(<IO% of Emission Std.)
Regression Line (r 10.95)
Tolerence Interval(95% confidence all valueswithin t 25% of Std.)
01.02 .04
Extinction
Figure 7-6. Continuous particulate monitoring calibra-tion line specifications.
7.4 Suggested Approval Mechanisms andApproaches for Non-criteria Pollutantand Application Testing
The requirements and procedures discussed in Sec-tions 7.3.1-7.3.3 for conducting initial performancespecification tests and audits are consistent withexisting regulatory programs and can be used formany non-criteria pollutant monitoring applications.However, some of these procedures do not addressproblems fully that may be encountered in evaluatingnon-criteria CEM systems. New evaluation proce-dures likely will be needed as technology continues toevolve and as monitoring applications for additionalspecific non-criteria pollutants expand through regula-tions, permit requirements, or market based tradingprograms. Several alternative approval mechanismsthat may be applicable in these situations are de-scribed in this section.
7.4.1 EPA Method 301Method 301 of Part 63 (USEPA, 1996aI is an ap-proval process designed for industrial sources to usein the development of alternate test methods in theabsence of other validated methods, or in caseswhere an alternate method is desirable. Method 301

initially was developed to allow a specific source todemonstrate the validity of a hazardous air pollutanttest method for that source to qualify for an “earlyreduction” option. Method 301 was intended toencourage development of methods where methodsdid not already exist. The practical application ofMethod 301 has been expanded greatly beyond itsoriginal purpose; it now serves as a model for evaluat-ing many measurement methods for both criteria andnon-criteria air pollutants.
Method 301 incorporates procedures to determine ifthe precision and bias of a candidate method areacceptable based on comparisons with a validatedmethod, use of isotopic spiking, or analyte spiking.Method 301 is directed primarily at traditional sourcetesting approaches that include discrete sampling andanalysis phases. The implementation of the procedurerequires the use of quad-trains or paired samplingtrains to evaluate precision and bias. Alternativeprocedures have been developed and accepted by theEPA to allow the application of Method 301 to directinterface methods (methods where the effluent isdirectly injected into the analyzer) such as instrumen-tal methods using FTIR and GCMS analytical tech-niques (USEPA, 1994). These alternative Method 301procedures include collecting a series of spiked andunspiked effluent data for calculation of the precisionand bias of a method. These analyte spiking proce-dures have been used to demonstrate the acceptabil-ity of various test methods used by industry in MACTstandard development programs (Kinner, 1996,LaCoss, 1995).
Note: Method 301 is only a source specific testmethod determination. Method 301, Section 12includes a general discussion regarding “conditionalapproval” of a method which might allow the transferof results to additional sources. Conditional approvalwaiver requirements include: method documentation,ruggedness tests, sample stability, and practical limitsof quantification. EPA has granted test methodapproval to groups of sources in several circum-stances. A voluntary administrative proceduredocumenting the applicant’s and EPA responsibilitiesfor instrumental field test methods has been proposedby an instrument vendor, and is being evaluated for adirect interface gas chromatograph mass spectrometermethod (Peeler, 19961.
As noted above, Method 301 can be adapted toevaluate direct interface or other instrumental testmethods. Such methods are similar to CEM systemsin that successive samples are acquired and analyzed.However, instrumental test methods generally involvea much more detailed protocol and many more
.
specific procedures than are associated with a CEMsystem. Also, an instrumental test method usuallyrequires the full time attendance of an operator ascompared to a CEM system, which is designed tofunction automatically with very little human interven-tion. Because of these differences, many modifica-tions to Method 301 are necessary to apply it to theevaluation of CEM systems.
7.4.2 Dynamic Analyte SpikingDynamic analyte spiking involves the quantitativeintroduction of a calibration gas of known concentra-tion containing one or more analytes, to an effluentsample stream. The spike gas represents only a smallfraction of the combined stream. Therefore, thespiked sample stream contains essentially the sameconstituents at the same concentrations as theunspiked samples. A comparison of spiked andunspiked samples provides an evaluation of both theeffectiveness of the sampling system and the perfor-mance of an analytical system.
Because of the similarity of the spiked and unspikedsamples, “matrix effects” (interference effects due tothe presence of other sample constituents such asmoisture, oxygen, carbon dioxide, etc.) can beassessed by this procedure. The analyte spikingapproach is particularly useful in the evaluation ofnon-criteria pollutants that are reactive, condensable,water soluble, or that have the tendency to polymer-ize in the sampling system. These types of com-pounds represent the most difficult measurementchallenges and can invalidate traditional approachesfor assessing monitor performance.
Selection of the spike analytes depends upon twoitems: the number of target analytes, and the abilityto obtain these compounds in gaseous form. Formulti-component CEM systems, analyte spiking withall of the target analytes may not be economicallyfeasible. In this case, some surrogates that representthe analytes must be chosen. Selection of surrogatesdepends on their ability to represent more than one ofthe target analytes based on similar physical proper-ties.
Dynamic analyte spiking is a more rigorous evaluationprocedure than the traditional system calibration.Simply introducing dry calibration standards in asystem calibration is useful to check for leaks, adsorp-tion/desorption in the sampling system and to checkthe analyzer calibration. However, even the straight-forward absorption of analytes by condensate formedfrom sample moisture cannot be detected in thesystem calibration because dry calibration gases areused. Similarly, the system calibration cannot detect
122

analytical interferences due to analyte interaction withother components present in the effluent samplesbecause the calibration gas does not usually containthese components.
By performing dynamic analyte spiking, the effective-ness of the sample delivery system and the analyticalcomponents are assessed more thoroughly for thecompounds of interest in the presence of actualsource matrix interferences and moisture. Thisprocedure should be performed in conjunction withboth direct and system calibrations. Together theseprocedures provide a check of the CEM system bothon a dry .basis and under actual sampling conditions.
7.4.2.1 Analyte Spike ProcedureAny CEM system that has the capability to acceptcalibration gases at a point upstream of the particu-late filter is a candidate for analyte spiking. The spikegas is delivered into the sampling system, typically ina ratio of 1 part spike to 9 parts sample gas, resultingin a ten-fold dilution of the spike gas. The spikeshould not exceed this 1 :lO ratio to avoid excessivedilution of the analytes of interest or substantiallychanging the sample matrix. Figure 7-7 is a general-ized schematic”of the analyte spiking technique.
The spike gas should be preheated to prevent local-ized condensation at the point of injection. The spikemust be delivered to the sampling system at a pointupstream of the particulate matter filter to detectpossible gas reactions with the accumulated particu-late material on the filter.
Calibrated mass flow meters or controllers are neces-sary to deliver the spike at a precise, measured flowrate. A calibrated rotometer for measurement of totalflow is also necessary. The rotometer should beinstalled in the sample delivery system at a point thatprovides an accurate measurement of total sampleflow. Experimental errors associated with calculatingthe dilution factor of the analyte spike arise from theinaccuracy of the spike and total sample flow mea-surement devices (see Appendix G, Equation G-21. Inaddition, calibration of the total flow measurementdevice with wet stack gas can be difficult or impracti-cal. In addition, the effects of errors associated withthe analyte spike calibration standard values are alsomagnified.
As an alternative to the above, the measurement ofthe spike dilution factor may be determined directlythrough measurements of a tracer compound con-tained in the analyte spike gas. A tracer must bechemically inert and not present in the source efflu-ent. Sulfur hexafluoride (SF,) has been used success-fully as a tracer in extractive FTIR test methods, andis included in draft Methods 318 and 320. (Method318 may be proposed as an FTIR test method forinclusion in 40 CFR Part 63.1 The amount of spikegas introduced during a spiking experiment can bedetermined from the concentrations of the analyteand tracer components of the calibration standard.(See Appendix,G). Errors associated with use of thetracer technique are associated with the analyzer’sability to measure the tracer gas concentrationaccurately and errors associated with the analyte andtracer concentrations in the spike gas standard.
FromProbe
Total System F3ow-- - -QT=Ql +Q2
Flue Gas Flow=Qi-Particulate
Calibration Gas
Calibration gas flow = Q2
ANALYTE SPIKE
Flue Gas Flow QI = 0.9 QTSpike Flow Qz = 0.1 QT
Calibration Gases
Figure 7-7. Analyte spiking.
123

Acceptable measurement system performanceshould be based upon the intended use of the data.However, analyte spike recovery values of + 30% ofthe expected value are typical. These limits areconsistent with the Method 301 bias limits and havebeen applied in determining the acceptability ofdirect interface instrumental test methods (Powell,1996). Analyte spike recoveries and their calcula-tions are discussed in further detail in Appendix G.
REFERENCES
Brown, Thomas D. 1996. “ND Energy and Environ-mental Research Center for Air Toxic Metals,”Newsletter, Volume 2, Issue 2.
Cone, L.A. 1989. “Carbon Monoxide and TotalHydrocarbon Continuous Monitoring at HazardousWaste Incineration Facilities,” Proceedings Air &Waste Management Association CEM SpecialtyConference, Chicago, IL, pp. 338-349.
International Standards Organization. 1991. Sta-tionary Source Emissions Determination of MassConcentration of Sulfur Oxides - Performance Char-ac teristics of Automa ted Measurement Systems.IS0 7935., (Available from American NationalStandards Institute, New York, NY.)
International Standards Organization. 1995. Auto-mated Monitoring of Mass Concentration of Particlesin Stationary Source Emissions: PerformanceCharacteristics, Test Procedures and Specifications.IS0 10155. (Available from American NationalStandards Institute, New York, NY.)
Jahnke J.A. 1994. An Operators Guide to Eliminat-ing Bias in CEM Systems, EPA/400/R94/016,Washington, D.C., U.S. Environmental ProtectionAgency.
Jahnke J.A. 1993. “In-situ Monitoring Systems forthe Measurement of Gas Concentrations and FlueGas Velocities,” in Continuous Emission Monitoring,Van Nostrand Reinhold, NY, pp 156-l 99.
Kinner, L.L., Peeler, J.W. 1996. “Development ofFourier Transform Infrared Spectrometry and GasFilter Correlation Infrared Spectrometry Test MethodProtocols for the Portland Cement Industry,” Pro-ceedings Air & Waste Management Association,Nashville, TN, 96-TA37.03.
Kinner, L.L., Peeler, J.W. 1995. “Protocols forMeasurement of Gaseous Volatile Organics and HCI
from Cement Kilns by FTIR and GFCIR,” Availablefrom the Portland Cement Association, Skokie, IL.
Kinner, L.L., Geyer, T.J., Plummer, G.M., Dunder,T.A. 1994. “Application of FTIR as a ContinuousEmission Monitoring System,” Proceedings Air &Waste Management Association Specialty Confer-ence on International Incineration, Houston, TX, pp.178-196.
LaCoss, J., McCarthy, J. 1995. “Measurement ofAir Toxics Using Extractive FTIR Spectroscopy,”Proceedings Emerging Technologies for HazardousWaste Management, Special Symposium of lndus-trial and Engineering Chemistry, Division of Ameri-can Chemical Society, Atlanta, GA, paper no.194.3.
Laudal e t . a l . 1996. “Mercury Spec ia t ion : AComparison between EPA Method 29 and OtherSampling Methods,” Proceedings Air & WasteManagement Association, Nashville, TN, paper no.96-WA64A.04.
NIOSH. 1994. NIOSH Manual of Analytical Meth-ods, 4th Edition. U.S. Department of Health andHuman Services, Public Health Service, Centers forDisease Control and Prevention, National Institutefor Occupational Safety and Health, Division ofPhysical Sciences and Engineering, Cincinnati, Ohio,August, 1994.
Peeler, J.W., Kinner, L.L., DeLuca, S. 1996. “Gen-eral Field Test Method Approval Process and Spe-cific Application for a Direct Interface GCMS SourceTest Method,” Proceedings Air & Waste Manage-ment Association, Nashville, TN, paper no. 96-RP132.01.
Peeler, J.W., Jahnke, J?A., and Wisker, S.M. 1996.Continuous Particulate Monitoring in Germany andEurope Using Optical Techniques. ContinuousCompliance Monitoring Under the Clean Air ActAmendments. Air & Waste Management Associa-tion. Pittsburgh, PA, pp. 208-220.
Powell, J.H., Dithrich, E.C. 1996. “Hot-WetInstrumental Hydrogen Chloride Emissions Quan-tification Using GFCIR Method Validation andComparison,” Proceedings Air & Waste ManagementAssociation Specialty Conference on Boilers andIndustrial Furnaces, Kansas City, MO.
Richards, Marta K., et. al. 1996. “PerformanceTests of Mercury Continuous Emissions Monitors atthe U.S. EPA Incineration Research Facility,”
124

Proceedings Air & Waste Management Association,Nashville, TN, paper no. 96-WA64A.02.
Roberson, R. 1996. “Status of CEM Systems forHAP Emissions,” Proceedings Electric PO wer Re-search institute CEM Users Group, Kansas City, MO.
Serne, J.C., White, M.O., Burdette, J.W. 1993.“Recent Experience Measuring Emissions of Alde-hydes and Ketones Using EPA Method 001,” Pro-ceedings Air & Waste Management AssociationWaste Combustion in Boilers and industrial FurnacesSpecialty Conference, Clearwater, FL.
U.S. Environmental Protection Agency. 1977.Traceability Protocol for Establishing True Concen-trations of Gases Used for Calibration and Audits ofContinuous Source Emissions Monitors (ProtocolNumber I), June 1978. Section 3.0.4 of theQuality Assurance Handbook for Air PollutionMeasurement Systems. Volume III. StationarySource Specific Methods. EPA 600/4-77-027b.U.S. EPA, Office of Research and DevelopmentPublications, 26 M.L. King Dr., Cincinnati, OH45268.
U.S. Environmental Protection Agency. 1981. AProcedure for Establishing Traceability of GasMixtures to Certain National Bureau of StandardsReference Materials. Joint publication NBS/EPA-600/7/81-010. Available from U.S. EPA, QualityAssurance Division (MD-771, Research Triangle Park,NC.
U.S. Environmental Protection Agency. 1986. TestMethods for Evaluating Solid Waste, Ph ysical/Chemi-cal Methods, SW-846 Manual, 3rd, ed. Documentno. 955-001-0000001. Available from Superinten-dent of Documents, U.S. Government PrintingOffice, Washington, D.C.
U.S. Environmental Protection Agency. 1993. FieldValidation Testing at a Coal Fired Boiler, U.S. EPAReport, EPA Contract No. 68D20163, WA No. 2.,Research Triangle Park, NC.
U.S. Environmental Protection Agency. 1994. FieldValidation Test Using FTIR Spectrometry to MeasureFormaldehyde, Phenol, and Methanol at a WoolFiberglass Production Facility, United States Environ-mental Protection Agency Report, EPA Contract No.68D20163, WA No. 32.
U.S. Environmental Protection Agency. 1995.Protocol for the Use of Extractive Fourier TransformInfrared iFTlR1 Spectrometry in Analysis of GaseousEmissions from Stationary Industrial Sources, UnitedStates Environmental Protection Agency, ResearchTriangle Park, NC.
U.S. Environmental Protection Agency. 1996a.Code of Federal Regulations. Continuous EmissionMonitoring, Appendix H to Part 75 - Revised Trace-ability Protocol No. 1. 40 CFR 75 Appendix H.Washington, D.C.
U.S. Environmental Protection Agency. 1996b.Code of Federal Regulations. Method 318, Extrac-tive FTIR Method for the Measurement of Emissionsfrom the Mineral Wool and Wool Fiberglass lndus-tries, 40 CFR 63 Appendix A., Washington, D.C.
U.S. Environmental Protection Agency. 1996c.Revised Standards for Hazardous Waste Combus-tors, Proposed Rule, 61 Federal Register 17358.
U.S. Environmental Protection Agency. 1996d.Code of Federal Regulations. Method 301, FieldValidation of Pollutant Measurement Methods fromVarious Waste Media, 40 CFR, Part 63 Appendix A.,Washington, D.C.
VDI Guideline 3950. 1994. “Calibration of Auto-matic Emission Measuring Instruments,” Part I.Available from Beuth Verlag Gmbh, 10772, Berlin.
125

Appendices
Appendix AAcronyms
A&WMABACTBBSBIFBTUBTXCAACAAACAMc cCEMCFRCTSDAHSDARDCPLDCSDEQDERDNPHDOASDOSDREECDEMCEMTICEPAEPRIERCFIDFRFTIRGCGCMSHAPHONI/OIRIS0LAN
Air & Waste Management AssociationBest Available Control TechnologyBulletin Board SystemBoiler and Industrial FurnaceBritish Thermal UnitBenzene, Toluene, XylenesClean Air ActClean Air Act AmendmentsCompliance Assurance MonitoringConfidence CoefficientContinuous Emission MonitoringCode of Federal RegulationsCalibration Transfer StandardData Acquisition and Handling SystemData Assessment ReportDemonstrated Compliance Parameter LimitDistributive Control SystemDepartment of Environmental QualityDiscrete Emission ReductionsDinitro phenol hydrazineDifferential Optical Absorption SpectroscopyDisk Operating SystemDestruction and Removal EfficienciesElectron Capture DetectorEmission Measurement CenterEmission Measured Technology Information CenterEnvironmental Protection AgencyElectric Power Research InstituteEmission Reduction CreditFlame Ionization DetectorFederal RegisterFourier Transform Infrared SpectroscopyGas ChromatographyGas Chromatography Mass SpectrometryHazardous Air PollutantHazardous Organic NESHAPInput/OutputInfraredInternational Standards OrganizationLocal Area Network
126

LTDMACTMARAMANDlRNDUVNESCAUMNESHAPNIOSHNISTNSPSOAQPSO&MOMTOMTGOMTRPEEKPEMPIDPLCPSPSTQAQCRARATAR&D ’RCRARVLAIMRTDRTUSCAQMDS/NTCTCDTHCTUVTRSTTNUSEPAu vVDIv o cWANWGWTE
Long Tons Per DayMaximum Achievable Control TechnologyMid-Atlantic Regional Air Management AssociationNondispersive infraredNondispersive ultravioletNorth East States Consortium for Air Use ManagementNational Emission Standards for Hazardous Air PollutantsNational Institute of Occupational Safety and HealthNational Institute of Standards and TechnologyNew Source Performance StandardsOffice of Air Quality Planning and StandardsOperation and MaintenanceOpen Market TradingOpen Market Trading GuidanceOpen Market Trading RulePolyether ether ketonePredictive Emission MonitoringPhotoionization DetectorProgrammable Logic ControllerPerformance SpecificationPerformance Specification TestQuality AssuranceQuality ControlRelative AccuracyRelative Accuracy Test AuditResearch and DevelopmentResource Conservation and Recovery ActRegional Clean Air Incentives MarketResistance Temperature DeviceRemote Terminal UnitSouth Coast Air Quality Management DistrictSignal to NoiseTechnical CommitteeThermal Conductivity DetectorTotal HydrocarbonTechnische Uberwachung VereinTotal Reduced SulfurTechnology Transfer NetworkUnited States Environmental Protection AgencyUltra-violetVerein Deutscher lngenieurVolatile Organic CompoundWide Area NetworkWorking GroupWaste To Energy
127

Appendix BGlossary
Accuracy - The closeness of the measurement made by a continuous emission monitoring system, apollutant concentration monitor or a flow monitor, to the true value of the emissions or volumetric flow. Itis expressed as the difference between the measurement and a reference method value, which is assumedto be equivalent to the true value. Variation among these differences represents the variation in accuracythat could be caused by random and/or systematic error.
Analyte - A compound or set of compounds that are to be measured by an analytical method.
Analyze - To conduct a measurement and arrive at a specific result or set of results.
Analyzer - An instrument that is capable of performing the measurement of the compounds of interest andgenerating en output proportioned to the concentration of the analyte.
Acid Gas - A gas comprised of compounds such as SO,, HCI, or H,SO, that is corrosive in nature and thatcan be difficult to sample.
Bias - Systematic error. The result of bias is that measurements will be either consistently low or high,relative tdthe true value.
Blowback - A procedure conducted periodically by some extractive sampling systems during whichcompressed air is blown out of the sample probe to remove accumulated particulate matter from the probetip.
Calibration - The procedure for adjusting the output of a device to bring it to a desired value (within aspecified tolerance) for a particular value of input (typically the value of the reference standard).
Calibration check - The procedure of testing a device against a known reference standard.
Calibration Drift - The difference between 1) the response of a gaseous monitor to a calibration gas orstandard and the known concentration of the gas or standard, or 2) the response of a flow monitor to areference signal and the expected value of the reference signal, or 3) the response of a continuous opacitymonitoring system to an attenuation filter and the previously determined value of the filter after a statedperiod of operation during which no unscheduled maintenance, repair, or adjustment took place.
Calibration Gas - A gas of known concentration that is traceable to either a standard reference material gasor a National Institute of Standards and Technology or whose concentration is established by an analyticalmethod, on a manufacturer’s certification.
Calibration Gas Cell or a Filter - a device that, when inserted between the transmitter and detector of theanalyzer, produces a desired output level on the data recorder.
Chemiluminescence - Loss of energy by a chemically excited molecule that results in emission of electro-magnetic radiation at a particular wavelength. The energy of the radiation is indicative of the amount andtype of species that luminesce.
128

Chillers - See condenser systems.
Close-coupled - An extractive CEM system that is installed at the sampling location.
Condensate - The resultant water and water soluble compounds that are removed from a flue gas sample bycondenser systems.
Condenser Systems - A system designed to physically remove the moisture from the flue gas sample streamby cooling before introduction into an analyzer.
Condensible Gas - A gas that has chemical and physical properties that allow it to change from a gas to aliquid in sampling systems before analysis.
Continuous Emission Monitoring System - The equipment used to analyze, measure, and provide, on acontinuous basis, a record of flue gas emissions.
Corrective Action Codes - Entered by the data acquisitions system operator to describe actions taken tocorrect CEM fault conditions or emission exceedances.
Data Acquisition and Handling System (DAHS) - A system of hardware and software that is used to collectand store emissions data from gas analzyers and to produce summary reports. For regulatory purposes, theDAHS is considered to be an integral part of the CEM system.
Data Acquisition System - One or more devices used to receive, compute, store, and report CEM systemmeasurement data from single or multiple measurement devices.
Data Assessment Report (DAR) - For a CEM system subject to 40 CFR 60, Appendix F, quality assurancerequirements, the DAR is a quarterly report which includes all accuracy audit results, reasons for downtime,and corrective actions.
Data Availability - A statistic used to indicate the percentage of plant operating time for which valid CEMsystem data are available. Some monitoring regulations or permit conditions have minimum data availabilityrequirements for each quarter of the year.
Data Flags - A code that the data acquisition system associates with each data point to identify whether thedata point is valid, invalid, or questionable. Data flags are used to determine which data points are includedin emission averages.
Data Logger - A simple digital data recorder that can be used to convert gas analyzer output signals toconcentrations and emission rates and to calculate averages. Emission results may be printed real-time orstored in memory for later retrieval by computer.
Data Recorder - A device capable of providing a permanent record of data.
Desulfurization - Removal of sulfurous compounds in stack emissions. Often accomplished at utility boilersby use of lime/limestone scrubbers.
DeNox - Removal of oxides of nitrogen from flue gas using selective catalytic reduction (SCR) or non-selection catalytic reduction (non-SCR).
Detector - The device used to sense an analyte in a monitoring system.
Detection Limit - The lower level of quantification achievable by a particular measurement.
129

Diffusion - The transport of a liquid or gaseous substance through a solid material.
Diluent Gas - A major gaseous constituent in a gaseous pollutant mixture. For combustion sources, carbondioxide, nitrogen, and oxygen are the major diluent gases.
Direct Calibration - Introduction of the calibration gas directly to an analyzer without passing it through thesampling system.
Distributed Control System (DCS) - A type of computer system used in plant environments for processcontrol. It relies on a system of independent processors that are linked to a central computer.
Drift - Change in analyzer output, over a period of time, that is unrelated to input or equipment adjustments.
Dual Range System - A pollutant concentration monitor that has two distinct ranges of values over whichmeasurements are made.
Emission Standard - The maximum emission level, in specified units, and averaging period allowed by anenvironmental regulation.
Extractive System - A monitoring system that withdraws a gas sample from the stack and transports thesample to the analyzer.
Flow Monitor - A stand alone monitor, or a component of the continuous emission monitoring system thatgenerates an output proportional to the volumetric flow of exhaust gas.
Hazardous Air Pollutants (HAPS) - Specific pollutants and groups of pollutants listed in Title III of the 1990Clean Air Act Amendments. (See Appendix D of this handbook.)
Hydrocarbons - Compounds composed of carbon and hydrogen.
In-situ Monitor - A monitor that senses the gas concentration, particulate concentration, opacity, orvelocity in the flue gas and does not extract a sample for analysis.
Interference Rejection - The ability of a CEM system to measure a gaseous species, within specified limits,without responding to other gases or substances present in the flue gas.
Invalid Data - Data that were generated while the measurement device(s) was out-of-control.
Linearity - The degree to which a CEM system exhibits a straight line (first order) response to changes inconcentration (or other monitored value), over the range of the system.
Lower Detection Limit - The minimum value that a device can measure.
Mass Flow Meter/Controller - A device that is used to measure precisely known volumes for flow rates ofgas.
Measurement Cell - The chamber where a gas sample is subject to analysis.
Opacity - The degree to which a flue gas stream reduces the transmission of visible light or obscures thevisibility of an object in the background.
Path Continuous Emission Monitoring System - A continuous emission monitoring system that measures thepollutant concentration along a path greater than 10% of the equivalent diameter of the stack or duct cross
. section.
130

Point Continuous Emission Monitoring System - A continuous emission monitoring system that measures thepollutant concentration either at a single point or along a path equal to or less than 10% of the equivalentdiameter of the stack or duct cross section.
Parts Per Million (ppm) - One part in one million total parts (1x10-‘).
Parts Per Billion (ppb) - One part in one billion total parts (1x10”).
Path Length - The distance a light beam travels through the a sample gas before reaching the detector.
PEEK” - A tubing (poly ether ether ketone) substance manufactured to be inert relative to chemicaladsorption.
Permeation - Diffusion of a gaseous substance through a solid material.
Precision - The closeness of a measurement to the actual measured value expressed as the uncertaintyassociated with repeated measurements of the same sample or of different samples from the same process(e.g., the random error associated with simultaneous measurements of a process made by more than oneinstrument). A measurement technique is determined to have increasing precision as the variation among
. the repeated measurements decreases.
Programmable Logic Controller (PLCI - An electronic device that can be used to automatically controlsampling and calibration cycles and alarm condition responses in a CEM system.
Reason Codes - Entered by the data acquisition system operator at the time of a CEM malfunction orprocess upset, they are used to describe the reasons for invalid data or emission limit exceedances.
Refe(;ence Spectra - Spectra that have been acquired under specific conditions and stored for later use.
Reference value - The known concentration of a verification standard or calibration gas or the known valueof a reference thermometer or output value of a temperature, pressure, current or voltage calibrator.
Relative Accuracy - The absolute mean difference between the gas concentration or emission ratedetermined by a CEM system and the value determined by an appropriate reference method plus the 2.5percent error confidence coefficient of a series of tests, divided by the mean of the reference method tests.The relative accuracy provides a measure of the systematic and random errors associated with data from acontinuous emission monitoring systems.
Remote Terminal Unit (RTU) - An electronic device that is used to periodically report emissions data to thecontrol agency by telephone modem.
Response Time - The amount of time required for the continuous emission monitoring system to display onthe data recorder, 95% of a step change in pollutant concentration. This period includes the time fromwhen the sample is first extracted from the stack (if any extractive system is used) to when the concentra-tion is recorded.
Span Gas - A high range calibration gas.
Span - The algebraic difference between the upper and lower range values of the monitoring system oranalyzer.
Standard Reference Material - A reference material distributed and certified by the National Institute ofStandards and Technology (NIST).
131

System Calibration - A calibration procedure that directs gas through the entire sampling system.
Stripchart Recorder - A device for recording data in graphical form on a continuous chart.
Test Method - Any method of sampling and analyzing for a substance or determining the flow rate asspecified in the applicable regulations.
VEO (Visible Emission Observation) - A measurement of the opacity of a plume by a trained human observerin accordance with EPA Method 9.
Volatility - The degree to which any compound is a gas at specific temperature and pressure conditions.
,
132

Appendix CBibliography and Additional Reading
BIBLIOGRAPHY
The following publications provide background documentation on CEM regulation, CEM monitoringtechniques, and air toxics.
Air Pollution Control Association. 1987. Continuous Emission Monitoring: Advances and issues.Pittsburgh, PA.
Air & Waste Management Association. 1990. Continuous Emission Monitoring: Present and FutureApplications. Pittsburgh, PA.
Air & Waste Management Association. 1993. Continuous Emission Monitoring - A Technology forthe 90’s. Pittsburgh, PA.
Air & Waste Management Association. 1996. Acid Rain & Electric Utilities - Permits, Allowances,Monitoring & Meteorology. Pittsburgh, PA.
Air & Waste Management Association. 1996. Continuous Compliance Monitoring Under the CleanAir Act Amendments, Pittsburgh, PA.
Bundesministerium fur Umvelt. 1988. Air Pollution Control Manual of Continuous EmissionMonitoring, Regulations and Procedures for Emissions Measurements, 2nd Edition. Bundes-ministerium fijr Umvelt, Naturschutz und Reactorsicherheit. PO Box 120692, D 5300, Bonn 1,Federal Republic of Germany.
CRC Press. 1996. Handbook of Chemistry and Physics. CRC Press, Boca Raton, FL.
Electric Power Research Institute. 1993. Continuous Emission Monitoring Guidelines - 1993 Update,Volumes 1 & 2. Report No. EPRI TY-102386-Vl & V2. Palo Alto, CA.
Jahnke, J.A. 1993. Continuous Emission Monitoring. Van Nostrand Reinhold. New York, NY.
Jahnke, J.A. 1994. An Operator’s Guide to Eliminating Bias in CEM Systems. EPA 430-94-016.
Jahnke, J.A. 1984. Transmissometer Systems -- Operation and Maintenance, An AdvancedCourse. APTI Course 476A. EPA-450-84-004.
Keith, L.H. and Walker, M.M. Handbook of Air Toxics: Sampling, Analysis, and Properties. CRCPress. Boca Raton, FL.
Manahan, S.E. Environmental Chemistry. Fifth Ed. Lewis Publishers. Boca Raton, FL.
Patrick, D.R. 1994. Toxic Air Pollution Handbook. Van Nostrand Reinhold. New York, NY.
Peeler, J.W. 1990. Guidelines for CEMS Performance Specifications and Quality AssuranceRequirements for Municipal Waste Combustion Facilities. Northeast States for Coordinated Air UseManagement.
133133

Podlenski, J. Peduto, Mclnnes, R. Abell, F., and Gronberg, S. 1984. Feasibility Study for AdaptingPresent Combustion Source Continuous Monitoring Systems to Hazardous Waste Incinerators:1. Adaptability Study and Guidelines Document. EPA 600/8-84-011 a.
Seinfeld, J.H. 1986. Atmospheric Chemistry and Physics of Air Pollution. John Wiley and Sons.New York, NY.
U. S. Environmental Protection Agency. 1996. Code of Federal Regulations: Acid Rain Program -Continuous Emissions Monitoring. 40 CFR 75. Washington, D.C.
U. S. Environmental Protection Agency. 1996. Code of Federal Regulations: Standards ofPerformance for New Stationary Sources - Appendix A - Test Methods, 40 CFR 60. Washington,D.C.
U. S. Environmental Protection Agency. 1996. Code of Federal Regulations: Standards ofPerformance for New Stationary Sources - Appendix B - Performance Specifications. Washington,D.C.
U. S. Environmental Protection Agency. 1996. Code of Federal Regulations: Standards ofPerformance for New Stationary Sources - Appendix F - Quality Assurance Procedures. 40 CFR 60.Washington, D.C.
U.S. Environmental Protection Agency. 1966. Code of Federal Regulations: Standards for theManagement of Specific Hazardous Wastes and Specific Types of Hazardous Waste ManagementFacilities - Appendix IX - Methods Manual for Compliance with BIF Regulations. 40 CFR 266.Washington, D.C.
ADDITIONAL READING FOR CHAPTER 5
Jahnke, J.A. 1993. Continuous Emission Monitoring, Van Nostrand Reinhold, New York, NY, pp.188-203.
ADDITIONAL READING FOR CHAPTER 6
Acklin, M.W., McCullough, M., and Tolk, J.D. 1995. Utility Engineering’s Experience in the Design,Equipment Selection, and Operation of CEMS for Utilities. Acid Rain & Electric Utilities - Permits,Allowances, Monitoring & Meteorology. Air & Waste Management Association. Pittsburgh, PA. pp.190-l 98.
Bolstad, J. 1990. Design of Two Systems for VOC Emission Monitoring from Solvent Recovery/VOCControl Devices. Continuous Emission Monitoring: Present and Future Applications. Air & WasteManagement Association. Pittsburgh, PA. pp 314-326.
Farber, P.S. 1992. Advanced CEMs Test Air Emissions. Environmental Protection. pp 12-l 9.
Gaffron, G., McCall, E., Myers, R.L., Fletcher, and Miller, M. 1995. Experiences in the Installation,Certification, and Maintenance of Transit-Time Ultrasonic Flow-Monitors on Utility Stacks with HighTemperature and Velocity. Acid Rain & Electric Utilities - Permits, Allowances, Monitoring &Meteorology. Air & Waste Management Association. Pittsburgh, PA. pp. 171-l 81.
Grace, P.J. 1995. Thermal Flow Monitor Design and Performance in Acid Rain Stacks - 1991-I 994.Acid Rain & Electric Utilities - Permits, Allowances, Monitoring & Meteorology. Air & WasteManagement Association. Pittsburgh, PA. pp. 199-209.
Johnson, D. 1991. Continuous Emissions Monitoring Devices. Plant Engineering. pp 76-80.
134134

Johnson, L.D. 1995. “Research and Evaluation of Organic Hazardous Air Pollutant Source EmissionTest Methods.” Paper presented at the Air Air & Waste Management Association Meeting. San Antonio,TX. Paper 95-TP62.02.
Klompstra, T.A. 1990. A Comparison of Extractive and In Situ Technology. Continuous EmissionMonitoring: Present and Future Applications. Air & Waste Management Association. Pittsburgh, PA.pp 84-92.
Knoll, J.E. 1991. “Protocol for the Field Validation of Stationary Source Emission Measurements.”Paper presented at the Air & Waste Management Association Meeting. Vancouver. Paper 91-58.5.
Patton, D.M. 1990. Techniques for Optimizing Continuous Gas Emission Monitors. ContinuousEmission Monitoring: Present and Future Applications. Air & Waste Management Association.Pittsburgh, PA. pp 360-369.
Radigan, M.J. 1994. How to Select a Continuous Emission Monitoring System. HydrocarbonProcessing. pp 73-75.
Rihs, P.W. 1990. CEM Ultrasonic Flow Monitoring Design Installation and Certification Results at theSalt River Project. Acid Rain & Electric Utilities - Permits, Allowances, Monitoring & Meteorology,Pittsburgh, PA. Air & Waste Management Association. pp. 182-189.
Wagner, G.H. 1994. Air Compliance Falls Short Without CEMs. Environmental Protection. pp 37-40.
ADDITIONAL READING FOR CHAPTER 7
Bundesministerium fiir Umvelt. 1988. “Air Pollution Control Manual of Continuous EmissionMopitoring,” Regulations and Procedures for Emissions Measurements, 2nd ed. Naturschutz undReactorsicherheit, PO Box 120692, D 5300 Bonn 1, Federal Republic of Germany.
Allendorf, SW., Ottensen, D.K. 1994. “Tunable Diode Lasers as Continuous Emission Monitors forThermal Waste Treatment Processes,” Proceedings International Incineration Conference, Houston, TX.
Bacon, T., Webber, K. 1996. “Acid and Halogen Gas Monitoring Using IMS,” Proceedings Air & WasteManagement Association, Nashville, TN, paper no. 96-TA30.01.
Coleman, W:M., Dominguez, L.M. 1996. “A Gas Chromatographic Continuous Emission MonitoringSystem for VOCs and HAPS,” Journal of Air & Waste Management Association, Volume 46.
Carroll, G.J., Thurnau, R.C. 1996. “Mercury Emissions from a Hazardous Waste Incinerator Equippedwith a State-of-the-Art Wet Scrubber,“Journal of Air & Waste Management Association, Volume 45.
Eldridge, J.S., Stock, J.W. 1995. “Extractive FTIR: Manufacturing Process Optimization Study,”Proceedings Air & Waste Management Association, San Antonio, TX.
Flower, W.L., Peng, .L.W. 1994. “A Laser-Based Technique for Continuously Monitoring MetalEmissions from a Thermal Waste Treatment Units,” Proceedings International Incineration Conference,Houston, TX.
Haile, D.M., Dorris, E.H.. 1995. “Field Analysis of Hazardous Air Pollutants with an Ion Trap MassSpectrometer,” Proceedings Air & Waste Management Association, San Antonio, TX.
Kagaan, R.H., Garbis, S.D. 1996. “Generating Reference Spectra for Calibrating Open-Path FTIRMeasurements,” Proceedings Air & Waste Management Association Specialty Conference Measurementof Toxic and Related Air Pollutants, Research Triangle Park, NC.
135135

Jockel, W . 1 9 9 6 . “Present Situation of Mercury CEMS in Germany,” Proceedings Air & WasteManagement Association, Nashville, TN.
Kleindienst, T.E., Blanchard, F.T. 1996. “Measurement of Cl-C4 Carbonyls on DNPH-Coated SilicaGel and Cl 8 Cartridges in the Presence of Ozone,” Proceedings Air & Waste Management AssociationSpecialty Conference Measurement of Toxic and Related Air Pollutants, Research Triangle Park, NC.
Lemieux, P.M., Ryan, J.V. 1996. “Emissions of Trace Products of Incomplete Combustion from aPilot-Scale Incinerator Secondary Combustion Chamber,” Journal of Air 81 Waste ManagementAssociation, Volume 46.
Ogle, L.D., LaCoss, J.P. 1996. “Validation of Extractive FTIR Method for the Analysis of Aldehydesin Natural Gas Fired Stationary Engine Exhaust,” Proceedings Air & Waste Management AssociationSpecialty Conference Measurement of Toxic and Related Air Pollutants, Research Triangle Park, NC,
Parmar, S.S., Ugarova, L. 1996. “A Study of Ozone Interferences in Carbonyl Monitoring Using DNPH-Coated Cl 8 and Silica Cartridges,” Proceedings Air & Waste Management Association SpecialtyConference Measurement of Toxic and Related Air Pollutants, Research Triangle Park, NC.
Reagen, W.K., DePuydt, M.M. 1995. “Comprehensive VOC Source Emissions Assessment, ACombined Approach of EPA Method TO1 4, EPA Method TO-l 1, and Extractive FTIR,” Proceedings Air& Waste Management Association, San Antonio, TX.
Russwurm, G.M., Childers, J.W. 1996. “Compendium Method TO-16 Long path, Open path FTIRMethod for Monitoring Ambient Air,” Proceedings Air & Waste Management Association, Nashville, TN.
Schlager, R.‘J., Durham, M.D. 1996. “Continuously Monitoring Mercury from Thermal TreatmentProcesses,” Proceedings International Incineration Conference, Houston, TX.
Yang, P., Chikhiliwahla, E.D. 1993. “Real-Time Polycyclic Aromatic Hydrocarbon Monitor - A criticalEvaluation,” Proceedings Air & Waste Management Association Specialty Conference Measurementof Toxic and Related Air Pollutants, Durham, NC.
136

Appendix DHazardous Air Pollutants 1990 CAAA Title Ill Listing
I CAS NUMBER I CHEMICAL NAME III I II/ 75070 1 Acetaldehyde II
160355 I Acetamide II
1 Acetonitrile
1 Acetophenone
1 2-Acetylaminofluorene
107028 I Acrolein
7 9 0 6 1 I Acrylamide
7 9 1 0 7 I Acrylic Acid II
107131 Acrylonitrile
107051 Alyl Chloride
92671 4-Aminobiphenyl
62533 Aniline
90040 o-Anisidine
1332214 Asbestos
71432 I Benzene (including benzene from gasoline) II
I Benzidine
98077 Benzotrichloride
100447 Benzyl chloride
92524 Biphenyl
117817 Bis(2-ethylhexyl)phthalate(DEHPI
54288 1 Bis(chloromethyl)ether
75252 Bromoform
1 0 6 9 9 0 I 1,3-Butadiene II
I Calcium cyanamide
105602 Caprolactam

CAS NUMBER CHEMICAL NAME
63252 Carbaryl
75150 Carbon disulfide
56235 Carbon tetrachloride
463581 Carbonyl sulfide
120809 Catechol
133904 Chloramben
57749 Chlordane
7782505 Chlorine
79118 Chloroacetic acid
532274 2-Chloroacetophenone
108907 Chlorobenzene
510156 Chlorobenzilate
67663 Chloroform
107302 Chloromethyl methyl ether
126998 Chloroprene
1319773 CresolsKresylic acid (isomers and mixture)
95487 o-Cresol
108394 m-Cresol
106445 p-Cresol
98828 Cumene
94757 2,4-D, salts and esters
3547044 DDE
334883 Diazomethane
132649 Dibenzofurans
96128 1,2-Dibromo-3-chloropropane
84742 Dibutylphthalate
106467 1,4-Dichlorobenzene(p)
91941 3,3-Dichlorobenzidene
111444 Dichloroethyl ether (Bis(2-chloroethyllether
542756 1,3-Dichloropropene
138138

62737
CAS NUMBER
Dichlorvos
CHEMICAL NAME
11111422 ~~ I Diethanolamine II
121697 N,N-Diethyl aniline (N,N-Dimethylaniline)
64675 Diethyl sulfate
119904 3,3-Dimethoxybenzidine
60117 Dimethyl aminoazobenzene
119937 3,3’-Dimethoxybenzidine
79447 Dimethyl carbamoyl chloride
68122 Dimethyl formamide
57147 1 ,l -Dimethyl hydrazine
131113 Dimethyl phthalate
77781 Dimethyl sulfate
534521, 4,6-Dinitro-o-cresol, and salts
51285 2,4-Dinitrophenol
151142 2,4-Dinitrotoluene
123911 1,4-Dioxane (1,4-Diethyleneoxidel
122667 1,2-Diphenylhydrazine
106898 Epichlorohydrin (1 Chloro-2,3-epoxypropane)
106887 1,2-Epoxybutane
140885 Ethyl acrylate
100414 Ethyl benzene
51796 Ethyl carbamate (Urethane)
75003 Ethyl chloride (Chloroethane)
106934 Ethylene dibromide (Dibromoethane)
107062 Ethylene dichloride (1,2-Dichloroethane)
107211 Ethylene glycol
151564 Ethylene imine (Aziridine)
75218 Ethylene oxide
96457 Ethylene thiourea
75343 Ethylidene dichloride (1,l -Dichloroethane)
139139

CAS NUMBER CHEMICAL NAME
50000 Formaldehyde
76448 Heptachlor
118741 Hexachlorobenzene
87683 Hexachlorobutadiene
77474 Hexachlorocyclopentadiene
67721 Hexachloroethane
822060 Hexamethylene-1,6-diisocyanate
680319 Hexamethylphosphoramide
110543 Hexane
302012 Hydrazine
76470 10 ‘Hydrochloric acid
7664393 Hydrogen fluoride (Hydrofluoric acid)
123319 , Hydroquinone
78591 lsophorone
58899+’ Lindane (all iosmers)
108316 Maleic anhydride
67561 Methanol
72435 Methoxychlor
74839 Methyl bromide (Bromomethane)
74873 Methyl chloride (Chloromethane)
71556 Methyl chloroform (1 ,l ,I-Trichloroethane)
78933 Methyl ethyl ketone (2-Butanone)
60344 Methyl hydrazine
74884 Methyl iodide (lodomethane)
108101 Methyl isobutyl ketone (Hexone)
624839 Methyl isocyanate
80626 Methyl methacrylate
1634044 Methyl tert butyl ether
101144 4,CMethylene bis (2-chloroanilinel
75092 Methylene chloride (Dichloromethanel
140

CAS NUMBER CHEMICAL NAME
101688 Methylene diphenyl diisocyanate (MDI)
101779 4,4-Methylenedianiline
91203 Naphthalene
98953 Nitrobenzene
92933 4-Nitrobiphenyl
100027 4-Nitrophenol
79469 2-Nitropropane
684935 N-Nitroso-N-methylurea
62759 N-Nitrosodimethylamine
59892 N-Nitrosomorphloline
56382 Parathion
82688 Pentachloronitrobenzene (Quintobenzene)
87865 Pentachlorophenol
108952 Phenol
106503 p-Phenylenediamine
75445 Phosgene
7803512 Phosphine
7723 140 Phosphorus
85449 Phthalic anhydride
1336363 Polychlorinated biphenyls (Aroclors)
1120714 1,3-Propane sultone
57578 beta-Propiolactone
123386 Propionaldehyde
114261 Propoxur (Baygon)
78875 Propylene dichloride (1,2-Dichloropropane)
75569 Propylene oxide
75558 1,2-Propylenimine (a-Methyl aziridine)
91225 Cluinoline
106514 Quinone
100425 Styrene
141

96093
CAS NUMBER
Styrene oxide
CHEMICAL NAME
1746016 2,3,7,8-Tetrachlorodibenzo-p-dioxin
79345 1 ,1,2,2-Tetrachloroethane
127184 Tetrachloroethylene (Perchloroethylene)
7550450 Titanium tetrachloride
108883 Toluene
95807 2,4-Toluene diamine
584849 1 2,4-Toluene diisocyanate
95534 I o-Toluidine
8001352 I Toxaphene (chlorinated camphene)
I 1,2,4-Trichlorobenzene
I 1 ,I ,2-Trichloroethane
79016 Trichloroethylene
95954 2,4,5-Trichlorophenol
88062 2,4,6-Trichlorophenol
121448 I Triethylamine
1582098 I Trifluralin
I 2,2,4-Trimethylpentane
108054 Vinyl acetate
593602 Vinyl bromide
75014 Vinyl chloride
75354 Vinylidene chloride (I ,I -Dichloroethylene)
1330207 1 Xylenes (isomers and mixture)
95476 o-Xylenes
108383 m-Xylenes
106423 p-Xylenes
0 I Antimony Compounds
0 I Arsenic Compounds (inorganic including arsine)
0 Beryllium Compounds
0 Cadmium Compounds
142

0
0
CAS NUMBER CHEMICAL NAME
Chromium Compounds
Cobalt Compounds
II 0 1 Coke 0ven Emissions IIIICyanide Compounds’
III Glvcol ethers’
II 0 Lead CompoundsI
I 0 Manganese Compounds
II 0 Mercury CompoundsI III Fine mineral fibers3
0 Nickel Compounds
0 Polycylic Organic Matter4
II0 I Radionuclides (including radonI IIlo Selenium Compounds
NOTE: For all listings above which contain the word “compounds” and for glycol ethers, the following applies:Unless otherwise specified, these listings are defined as including any unique chemical substance that containsthe named chemical (i.e., antimony, arsenic, etc.1 as part of that chemical’s infrastructure.
’ X’CN where X = H’ or any other group where a formal disocciation may occur. Forexample KCN or CA(CN),
’ includes mono- and di-ethers of ethylene glycol, diethylene glycol, and triethylene glycolR-(OCH,CH,),-OR. Polymers are excluded from the glycol category.
3 includes mineral fiber emissions from facilities manufacturing or processing glass, rock, orslag fibers (or other mineral derived fibers) of average diameter 1 micrometer or less.
4 includes organic compounds with more than one benzene ring, and which have a boilingpoint greater than or equal to IOO’C.
’ a type of atom which spontaneously undergoes radioactive decay.
143

Appendix EUnits of the Standard
Regulations can impose design constraints on a CEM system through the form in which an emissionsstandard is expressed. Different types of standards have been used by environmental control agenciesfor a variety of purposes. In these regulations, emissions have been required to be expressed in thefollowing forms:
A. Concentration when expressed in mg/m3, corrected to standard conditions (2O”C, 101.325kpa)
6. Wet-basis concentration (ppm, mg/m3) corrected to dry conditions
C. Concentration (ppm, mg/m3) corrected to 12% (or other percentage) CO2
D. Concentration (ppm, mg/m3) corrected to 6% (or other percentage) O2
E. Mass emission rate (kg/hr, tons/yr)
F. Mass emission rate (thermal) (ng/Joule)
G. Process weight rate (kg/ton of product produced)
H. Control device efficiency (%)
Calculating emissions in any of these forms implies that specific types of instruments or parameters areto be monitored. A control device efficiency requirement implies that measurements must be made bothupstream and downstream from the control device. The basic calculations and their implications follow:
A. Concentration when expressed in mg/m3 corrected to standard conditions (2O”C, 101.325 kpa)
cc p*tdTsp*tdTsscorrscorr == c,-c,-
psTstdpsTstd
This calculation is necessary when reporting particulate, metal, or other concentrations in units of mg/m3corrected to standard conditions. It implies that both temperature and pressure measurements be made.Note that by applying this correction only, emissions will be expressed on a wet basis. A wet basiscalculation can be used to calculate a pollutant mass rate.
144

B. Concentration (ppm, mg/m3) corrected to dry conditions
When a concentration standard is to be used alone, without subsequently calculating a pollutant massrate, results typically are required to be expressed on a dry basis. In this case, the flue gas temperature,pressure, and moisture content must be known. For wet-basis monitoring systems such as in-situsystems, in-stack dilution systems, out-of-stack/non-dry dilution systems, and hot-wet source levelextractive systems, the moisture content then must be measured, or in the case of stable processes,often is assumed to have a constant value, based on stack test data. For dry-basis source levelextractive systems, pollutant gases are measured on a dry basis and a moisture determination is notnecessary.
C. Concentration (ppm, mg/m3) corrected to 6% (or other percentage) 0,
; =is (20.9 (20.9 - 6.0)6.0)
%K02 20.9 20.9 - %O,
The expressfons given in A and B do not correct for the effects of dilution air. Dilution air corrections arealmost always required so that emission’s requirements can be normalized between sources. Sincedilutiop air is usually ambient air, the percent oxygen concentration or percent CO, concentration ismeasured to perform the correction.
D. Concentration (ppm, mg/m3) corrected to 12% (or other percentage) CO,
c1212
612= Es -
%CO,
This expression gives the dilution air correction in terms of percent CO2 and requires the use of a CO,monitor.
E. Mass emission rate (kglhr, tons/yr)
pmrpmr == cswQswcswQsw
Mass emission rate standards in units of kg/hr or tons/yr are useful because they give directly thepollutant burden to the atmosphere. Calculating a mass emission rate requires either that a flow monitorbe installed or that the volumetric flow rate be calculated in some manner from operational parameters.Since flow is always monitored on a wet basis, concentration also must be be determined on a wetbasis. Therefore, in-situ dilution or hot-wet source level extractive systems are appropriate for this typeof standard. A cool-dry system can be used if moisture is monitored to correct the data back to wetconditions.
145145

F. Mass emission rate (thermal) Ing/Joule)
E = &Fd 20.920.920.9 20.9 - %O,
E = :,F, loo% c 0 2
E = c,,F, 20.920.9
20.9(120.9(1 - B,,) - %02w
E = c,,Fd 20.920.9
20.9(120.9(1 - B,,) - %O,,
Electric utilities and industrial boilers cornbusting carbonaceous fuels usually are required to expressemissions in terms of mass per unit heat input. These calculations are performed by using the proce-dures of EPA Method 19, the F-factor methods, which require the measurement of either oxygen or CO2to correct for dilution. A number of monitoring options are available using the F factors. If the F, factoris used, either a,wet or dry system can be used provided that both the pollutant and CO2 are measuredon the same basis. If the Fd factor is used, the pollutant and oxygen concentration measurements mustbe made on a dry basis. If the pollutant and oxygen are measured on a wet basis, the “wet” F factorcan be us&f if the control system does not employ a wet scrubber.. After wet scrubbers, the moisturecontent must be measured.
G. Process weight rate (kg/ton of product produced)
Process weight rate standards are based upon the amount of product produced from the processindustries. The first of these types of standards were established in the NSPS nitric acid and sulfuricacid plant and petroleum refinery requirements. The method requires accounting for the mass of thepollutant emitted and accounting for the amount of product produced that is associated with theemissions. This, in general, requires the measurement of the mass emission rate as in E, above, and adetermination of the production rate, p. For some industries, such as certain types of sulfuric acidplants, alternative calculation methods based on process parameter measurements have been developed.
H. Control device efficiency (%)
146

Removal efficiency is required to be reported in some standards. This requires the use of two CEMsystems or one time-shared system measuring or extracting sample gas both upstream and downstreamfrom the control device. If a time-shared system is used, with one bank of analyzers, multi-ranginganalyzers may be required because of the difference in concentration between the uncontrolled andcontrolled flue gas stream. Concentration measurements are corrected for variations in diluent gasconcentrations (or expressed as thermal mass emission rates) prior to calculating the control deviceefficiency.
The monitoring requirements of A-H above are summarized in Table E-l.
TABLE E-l. Monitoring Requirements Based upon Conditions of the Units of the Emissions Standard
I Parameters
I Eq- Gases Monitored Monitored II
A Pollutant
B Pollutant H,O or none
C Pollutant 02
D Pollutant co2
II E. I Pollutant I None or HZ0 I Flow II
F I Pollutant I 0, c
147

CscorrCSPstd
Tstd
TS
PS
Csd
CS W
BWS
cs6%02
20.920.9
Cs12
pmrQF,IwFcF WB ’P;R
(’ P
cs(in)corr
cs(out)corfE
average stack concentration in mg/m3 corrected to standard conditionsuncorrected concentrationstandard pressure (101.325 kpa)standard temperature (20°C 493°K)stack temperature (“K, “R)stack pressure (kpa)
average, dry concentration
average, wet concentrationmoisture fraction
average stack concentration corrected to 6% 0,percentage of O2 in ambient air
average stack concentration corrected to 12% CO2pollutant mass ratewet, flue gas volumetric flow ratedry F factorF factor for CO,wet F factormoisture fraction in ambient airprocess weight rate (Kg, Ibsltonne, ton product produced, for example)production rate (units/ton, tonneslhr, for example)
average concentration, corrected for dilution, in gas enteringcontrol device
average concentration, corrected for dilution, in gas leaving’control devicethermal mass emission rate (ng/J, Ibs/MMBtu)
148

APPENDIX F Guide for Evaluating CEM System Costs
Table F-l. CEM System Cost Elements Checklist1. Design/planning of the CEM system program - This element includes the identification of all applicable regulations (e.g., standards, monitoringrequirements, location requirements, testing and QA requirements, reporting and recordkeeping requirements) and source-specific constraints (i.e.,tentative sampling locations, physical installation constraints, effluent conditions, environmental conditions, personnel constraints, etc.). It mayalso include some amount of training, formal or otherwise, for the person(s) responsible for the design of the system.
4CTIVITY
4. Familiarization with regulations (read,.esearch...)
LABOR HOURS OTHER(PM, TECH. LABOR SUB- DIRECT TOTALMGT, ADM) COST CONTRACTS COSTS COSTS
3. Resolution of regulatory questions (calls, letters,neetings, etc.1
Z. Source-specific constraints
1. Review drawings/plans
2. Inspect source (inspect similar facility if sourcenot yet built)
3. Identify physical installation constraints,evaluate existing utilities (electricity, air 1
4. Estimate effluent conditions and parameters(based on stack test report reviews, measure-ments, and/or engineering judgment, etc.)
5. Estimate environmental conditions
6. Evaluate personnel constraints (interviewprocess operators, instrument tech., supervisorypersonnel, and corporate representatives todetermine availability, expertise, previousexperience, and opinions/bias)
7. Summarize results of l.-6. in written form
D. Training for person(s) responsible fordesiqn/olanninq of the CEM svstem

Table F-l. Continued
2. Selection of CEM system equipment - This element includes deciding between component purchases versus system purchases and decidingabout support alternatives (i.e., vendor maintenance agreements, emergency repair services, need for instrument training, availability of spareparts, etc.) It also includes the effort and cost associated with a) investigating monitoring technologies and available equipment options,b) developing equipment specifications, c) identifying and selecting potential vendors, d) developing an RFP and performance guarantees,e) evaluating proposals, and f) negotiating and executing a contract with the successful bidder(s).
LABOR HOURS OTHER(PM, TECH. LABOR SUB- DIRECT TOTAL
ACTIVITY MGT, ADM) COST CONTRACTS COSTS COSTS
A. Decide on basic approach (general approach,type of monitoring system, components vs. systempurchase, level of vendor support, etc.)
B. Develop written equipment specifications
C. Identify potential bidders (call other sources, goto trade shows, read journal articles and trademagazines, call consultants, rely on previousexperience)
D. Develop RFP and performance guarantees(Define the monitoring program in terms of theapplicable regulations, source specific constraints,as well as the performance specifications andguarantees that are needed. This must be done inaccordance with the purchasing practices of thebuyer and may also include legal, insurance,performance bonds, and other terms andconditions)
E. Compile and send out RFP
F. Conduct bidders meeting and response toquestions raised by the bidders
G. Bidder presentations (some companies allow orrequire that all or selected bidders make an on-sitepresentation of their proposal)

Table F-l. Continued
ACTIVITY
LABOR HOURS(PM, TECH.MGT, ADMI
LABORCOST
H. Evaluate proposals and select a winner
I. Negotiate details of the contract, draft andexecute the agreement
J. Administrative costs associated withimplementinn the contract
OTHERSUB- DIRECT TOTAL
CONTRACTS COSTS COSTS
3. Purchase of Capital Equipment - This element should reflect the actual cost associated with the CEM system and would include all components,calibration materials, and support utilities. Technical and administrative time associated with the purchase activity should also be included.
ACTIVITY
4. Pollutant and diluent analyzers
LABOR HOURS OTHER(PM, TECH. LABOR SUB- DIRECT TOTALMGT, ADM) COST CONTRACTS COSTS COSTS
B. Monitor remote control units and junction boxes
C. Sample acquisition, sample conditioning, andsample transport equipment for extractive CEMsystems
D. Sample interface equipment (i.e., air purgeblowers, filters, etc.) for in situ CEM systems
E. Signal cables, communications, alarms, etc.
F. DAHS computers, software, chart recorders,remote readouts, etc.
G. Support utilities, electrical power conditioners,isolation transformers, lightening protection,compressed air supply, instrument air, air clean-upsystems, etc.
H. Evaluate proposals and select a winner

Table F-l. Continued
ACTIVITY
I. Negotiate details of the contract, draft andexecute the agreement
J. Administrative costs associated withimplementino the contract
LABOR HOURS OTHER(PM, TECH. -+a L A B O R SUB- DIRECT TOTALMGT, ADMI COST CONTRACTS COSTS COSTS
4. CEM System Installation - This element should include costs for a) stratification tests, if necessary (see text), b) agency approval of themonitoring location, if required, cl installation of sample acquisition/conditioning equipment, sample transport lines, analyzers, monitor controlunits, calibration gases and related equipment, and data handling/recording equipment, d) installation of sampling ports and utilities as well asladders, platforms and other access to both the monitoring location and the manual testing location, and e) construction of protective sheltersand safety equipment.
ACTIVITY
A. Submit proposed monitor locations to thecontrol agency
8. Discuss agency response
C. Conduct stratification test if necessary
1. Assemble equipment or hire testing firm
2. Travel to source and return
LABOR HOURS(PM, TECH.MGT, ADM)
OTHERLABOR SUB- DIRECT TOTALCOST CONTRACTS COSTS COSTS
3. Perform test and reduce data
4. Write report and letter to the agency
5. Determine agency’s response
D. Determine alternate monitoring hatiOn, ifnecessary
E. Install monitor and manual testing ports

Table F-l. Continued
EE 5. Start-up and Performance Testing - This element should include the costs for start-up and debugging of the system, on-site training, preliminarytesting, arrangements for the performance specification test (PST) (e.g., selecting a contractor, pretest meeting, development and submission ofa protocol to the agency, safety requirements, etc.) and the actual PST cost including preparation of a test report.
ACTIVITY
F. Install necessary support utilities (electricity,compressed air, communications, etc.)
LABOR HOURS(PM, TECH.MGT, ADM)
OTHERLABOR SUB- DIRECT TOTALCOST CONTRACTS COSTS COSTS
G. Design and erect protective shelters for monitorcomponents and/or manual sampling
H. Design and install necessary scaffolding andaccess (i.e., ladders, elevators etc.) for bothmonitor and manual sampling locations
I . Receive and check out monitoring equipmentfrom vendor(s)
J. Supervise and inspect vendor, or install sampleprobes, sample acquisition equipment, samplelines, analyzers, monitor control units, calibrationgases/manifolds, and DAHS
ACTIVITY
A. Observe start-upI I
B. On-site training
C. Debugging and problem resolution during firstfew weeks
D. Select contractor for RA test or entireperformance specification test
LABOR HOURS(PM, TECH.MGT. ADM)
LABORCOST
OTHERSUB- DIRECT TOTAL
CONTRACTS COSTS COSTS

Table F-l. Continued
ACTIVITY
E. Travel and attend pretest meeting with testingcontractor and agency, if necessary
LABOR HOURS OTHER(PM, TECH. LABOR SUB- DIRECT TOTALMGT, ADM) COST CONTRACTS COSTS COSTS
F. Develop and submit test protocol to agency, ifnecessary
G. Notify agency of test dates
H. Travel and contractor travel for PST
I. Preliminary testing as necessary
J. Conduct RA test (source and contractorexpenses)
K. Source personnel conduct drift test and forwarddata to contractor (assumption)
L. Contractor prepares report, source reviewsreport, and submits to agency (assumption)
M. Allowance to represent likelihood of testpostponement
N. Allowance to represent likelihood of PST failureand subseouent repeat tests I
6. Operation and Maintenance - At a minimum, this element should include the costs associated with performing the manufacturer’s recommendedmaintenance activities. It should also include the costs associated with expected use of spare parts, maintenance of a parts inventory, emergencyrepair service, etc. Furthermore, this element would include the cost of performing daily zero and upscale calibration checks of the CEM system(including the costs of calibration gases or materials).

Table F-l. Continued
LABOR HOURS-- OTHER(PM, TECH. LABOR SUB- DIRECT TOTAL
ACTIVITY MGT, ADM) COST CONTRACTS COSTS COSTS
A. Spare parts inventory (capital cost plus interest)
B. Administrative effort to maintain parts andsupply inventory
C. Effort to perform manufacturer’s recommendedmaintenance activities
D. Daily calibration checks (time to reviewcalibration data and adjust the CEM system ifnecessary; calibration gas costs)
E. Corrective action and emergency repair service,
s7. Quality Assurance - The costs for this element depend on the applicable requirements. For this example, we assume that requirements similar
ol to 40 CFR 60, Appendix F, Procedure 1 would apply. To estimate these costs accurately, some frequency of failure to meet QA criteria must beassumed. It may be appropriate to estimate costs for participation in, or observation of, agency inspections or audits of the monitoring program.
LABOR HOURS(PM, TECH. LABOR
ACTIVITY MGT, ADM) COST
A. Development of QA/QC Plan I I
B. Annual and/or quarterly accuracy audits
C. Daily precision checks
D. Corrective action for malfunctioning monitors
E. Aqencv lnsoections or Audits I I
OTHERSUB- DIRECT TOTAL
CONTRACTS COSTS COSTS

Table F-l. Continued
8. Recordkeeping and Reporting Costs - This element should include the costs associated with the preparation of the required periodic reportsdescribing both emissions problems and monitoring problems/events and data quality reports. It should also include the costs associated withmaintenance of the records necessary to generate these reports and otcYzr records which are required to be maintained on-site for agencyinspection. Most companies will have to maintain additional records in accordance with their own internal procedures to substantiate laborand capital expenditures as well as contracts with other involved parties. *
ACTIVITY
A. Compilation of CEM system QA Data - (dailyand periodic checks, work requests, correctiveaction records, preventive maintenance records,monitor logs, audit/test reports, etc.)
B. Back-up procedure for computer files andmagnetic media
LABOR HOURS OTHER(PM, TECH. LABOR SUB- DIRECT TOTALMGT, ADMI COST CONTRACTS COSTS COSTS
C. Implementation of emissions and monitor recordkeeping and retrieval system
1. Confirm unit and CEM system on-line/off-lineperiods
2. Review DAHS alarms for effect on data quality
3. Confirm or resolve issues or reason/correctiveaction codes
4. Review emissions data for consistency withknown performance
5. Prepared edited emission summaries
6. Prepared Data Assessment Report I
E. Internal review of draft report
F. Revision and submission of renort to aoencv I

Table F-l. Continued
9. Response Plan and Other Action - Sources will need to develop a plan for responding to emissions problems and CEM malfunctions. The costsfor developing such a plan and responding to problems obviously will depend on the specific requirements and how the regulations are written andenforced. Costs may also be incurred in responding to agency questions or other follow-up actions. Guidance for estimating these costs is notprovided here.
Table F-2. Summary of CEM System Cost Elements
ACTIVITY
1. Design/planning of the CEM System Program
2. Selection of CEM System Equipment
ESTIMATED COST
3. Purchase of Capital Equipment
4. CEM System Installation
II 5. Start-up and Performance Testing I II
Subtotal Initial Costs
6. Operation and Maintenance
7. Qualitv Assurance
8. Recordkeeping and Reporting Costs
9. Resoonse Plan and Other Action
Subtotal Recurring Costs I II
TOTAL Lifetime Costs

Appendix GEffects of Sample Matrix on Analyte Spike
Spiking the target analytes/surrogates into a flue gas matrix and calculating the recoveries can be challenging andcan be influenced by experimental noise. To calculate the recovery of the analyte spikes, one must know theconcentration of the target or surrogate compounds in the flue gas and whether these concentrations fluctuatewith time. Calculating the recovery of the spiked analytes requires accurate knowledge of: 1) the flow rate ofthe spike gas, 2) the total sample flow rate (spike plus flue gas sample), 3) the concentration of the tar-get/surrogate in the flue gas, and 4) the extent to which the concentrations vary with time. When flue gasconcentrations vary significantly with time, an accurate calculation of the spike recovery may not be possible. Agraphical representation of the effects of concentration variations on an analyte spiking experiment is given inFigure G-l.
Spiked Flue Gas Sample
Unspiked Flus Gas
Spiked Flue, Gas Sample
TraMion.
c 1
Transition. c
Unspiked Flue Gas
Time e Time e
Figure G-l. Effects of concentration variations on analyte spiking experiments.
An ideal analyte spike concentration is one that approximates twice the flue gas concentration so that the spikemost closely approximates the flue gas concentration. This may be difficult to accomplish without prior knowledgeof the actual flue gas analyte concentrations. In practice, the spike concentration is constrained both by the avail-able range of calibration standards and by the desire to limit the spike flow rate to less than 10 percent of the totalsample flow rate so that sample matrix effects are not obscured by excessive dilution of the sample gas. In somecases, high level calibration standards may be diluted quantitatively with nitrogen to obtain spike gases thatapproximate the ideal analyte spike concentration.
Analyte Spike Calculations
The percent recovery (%R) of the spiked analytes are calculated as:
%R = (S,/C,) x 100 Equation G-l
Where:s, =CB =
Mean concentration of the analyte spiked flue gas samples (observed)Expected concentration of thespiked samples (theoretical)
158

The expected concentration (C,) of the spiked samples are calculated as:
, C, = D,C, + S,U -0‘) Equation G-2
Where:D‘ = Dilution Factor (Spike flow/Total flow)
total flow = spike flow plus flue gas sample flow
CS = Cylinder concentration of spike gas
S” = Native concentration of analytes in unspiked samples
The spike dilution factor may be confirmed by measuring the total flow and the spike flow directly. Alternately,the spike dilution can be verified by comparing the concentration of the tracer compound in the spiked samples(diluted) to the tracer concentration in the direct (undiluted) measurement of the spike gas. If SF, is the tracergas, then:
Equation G-3
Where:Wslsp~ke[SFJdirect
= The diluted SF 6 concentration measured in a spiked sample= The SF, concentration measured directly
The bias is determined by calculating the difference between the observed spike value and the expected response(i.e., the equivalent concentration of the spiked material plus the analyte concentration adjusted for spike dilution).Bias is defined by EPA Method 301 (Section 6.3.1) as:
B = s, - c, Equation G-4
Where:B = Bias at spike levels, = Mean concentration of the analyte spiked samples
C, = Expected concentration of the analyte in spiked samples
The bias (accuracy) is defined in terms of concentration where the recovery is expressed as a percentage of theexpected concentration. For example, if a measurement technique gives a 2 ppm positive bias when attemptingto measure. 10 ppm, then the percent recovery would correspond to 120%.
‘U.S. Government Printing 0th: 1997 - 544001/60149 159159

United StatesEnvironmental Protection Agency
Please make all necessary changes on ihe below label,detach or copy, and return to the address in the upperleft-hand comer.
Center for Environmental Research InformationCincinnati, OH 45268 If you do not wish to receive these reports CHECK HERE 0;
detach, or copy this cover, and return to the address in theupper left-hand corner.
Official BusinessPenalty for Private Use$300
BULK RATEPOSTAGE & FEES PAID
EPAPERMIT No. G-35
EPA/625/R-971001
,