-
EFFICIENT LOAD DISTRIBUTION ANALYSIS AND
STRENGTH PREDICTION OF BOLTED COMPOSITE
JOINTS AT VARIOUS LOADING RATES
Philip Anthony Sharos
Thesis submitted in fulfilment of the requirements for the
Degree of Doctor of Philosophy at the Faculty of Science and
Engineering,
University of Limerick
Candidate Supervisor: Dr. Conor T. McCarthy
Submitted to the University of Limerick: May 2016
-
i
ABSTRACT
Mechanical fasteners are used extensively in composite aircraft
structures, offering a
cost-effective, reliable and repeatable joining method while
also facilitating
disassembly for maintenance and repair. However, current design
practices rely
extensively on experimentation and detailed numerical analyses
which are time
consuming and expensive and thus significantly increase
development and production
costs. Although three-dimensional finite element analysis can be
used in-lieu of more
expensive experimental tests, current state-of-the-art computing
technology cannot
facilitate analysis of large-scale sub-structures (e.g. panels,
wing spars, etc.) with
potentially thousands of fasteners. The work conducted herein
addresses this issue
through the development of highly efficient analysis
methodologies for bolted
composite joints loaded at various rates.
Several highly efficient numerical methods are developed that
can account for
laminate-laminate friction, bolt-hole clearance, non-linear
material behaviour, bolt
failure and loading-rate effects. Validated against quasi-static
and high-rate
experimental data, these methods have significantly advanced the
state-of-the-art, due
to their ability to accurately predict the response of
multi-row, multi-column joints in
seconds. Such an increase in efficiency is owed to the
implementation of a series of
parameterised functions which model the local mechanical
behaviour of the fastener
and fastened material. This approach allows the statistical
variations arising from
manufacturing and material processing to be easily accounted
for, a feat that is
impractical using traditional modelling techniques and
near-impossible
experimentally. Furthermore, these methods have been developed
into user-friendly,
stand-alone joint analysis tools and a user-defined finite
element which is
straightforward to implement in commercial finite element
software.
The developed analysis methods were used to investigate the
effects of loading rate
and relative spacing between fasteners in multi-bolt joints.
Although loading rate
effects primarily manifest as changes in joint failure loads and
energy absorption, the
propagation of stress waves also leads to variations in load
distribution of up to 1.7%
in the joints considered. Furthermore, it was found that a
strain shielded region exists
in all multi-fastener arrays and consequently any bolts
positioned within this region
carry a reduced proportion of load. When load is evenly
distributed across the joint,
increased failure initiation loads are to be expected, however,
the most effective
method of augmenting joint strength is through the use of
additional fasteners.
Additionally, the use of a load-path visualisation methodology
gave novel insight into
the role of fibre orientation on load transfer in bolted
multi-directional laminates. It
was found that load is transferred in a trajectory that is
strongly dependent on fibre
orientation, which is important in the distribution of load in
multi-fastener joints.
-
iii
DECLARATION
The substance of this thesis is the original work of the author
and due reference and
acknowledgement has been made, where necessary, to the work of
others. No part of
this thesis has already been submitted and is being concurrently
submitted in
candidature for any other degree.
Candidate Supervisor
Philip A. Sharos Dr. Conor McCarthy
Signature Signature
Date Date
Examination Board
Chairman: Dr. Jeremy Robinson
External Examiner: Prof. Carlos Santiuste
Internal Examiner: Prof. Michael McCarthy
-
v
ACKNOWLEDGEMENTS
First and foremost, I would like to express my utmost gratitude
to my supervisor,
Dr. Conor McCarthy, for his guidance, encouragement and patience
throughout my
studies in UL. His knowledge in finite element modelling and in
the mechanics of
composite bolted joints was invaluable. I am grateful to have
had the opportunity to
work under his supervision.
I would like to gratefully acknowledge the financial support
provided to be by the Irish
Research Council (IRC) and the Donegal County Council.
I would also like to thank Dr. Brian Egan and Dr. Paddy Gray for
making their
experimental data available to me (work that was frequently
referenced throughout
this thesis). Without access to this data, much of my work would
not have been
possible. Also sincere thank you to Dr. Ronan O’Higgins who
kindly answered my
numerous questions.
A special thanks to the friends I have made during my time in UL
and those who have
helped me along the way including (in no particular order!)
Brian, Donal, Rob, Ned,
Brian, Rory, Niall, Jon, John, Kev, James and my good friends in
the Skydive Club.
A quick shout out to Mark, I’m sorry Dan and I undoubtedly
ruined your beloved
Counter-Strike for you! And to Dan, with whom I’ve shared too
many Chinese
takeaways with during all those late nights in the office. Also,
I would be remiss if I
did not mention my good friend Chrispy for keeping me relatively
sane with the
occasional Friday night pint(s).
Finally I would like to thank my family for their unconditional
love and support, not
just during this process but throughout my life.
-
vii
CONTENTS
List of Figures xi
List of Tables xxi
Nomenclature xxiii
Chapter 1: Introduction
1.1 Background and Motivation 2
1.2 Objectives 6
1.3 Thesis Outline 7
Chapter 2: Literature Review
2.1 Introduction 10
2.2 Mechanical Behaviour of Bolted Joints 10
2.2.1 Terminology 10
2.2.2 Failure Modes of Bolted Joints 12
2.2.3 Material and Lay-up 15
2.2.4 Geometry 16
2.2.5 Fastener Type 17
2.2.6 Bolt-hole Clearance 18
2.2.7 Bolt Torque and Lateral Constraint 20
2.2.8 Loading Rate 24
2.2.9 Multiple Fasteners 29
2.3 Detailed Finite Element Modelling of Bolted Joints 33
2.3.1 Simulation of Elastic Joint Behaviour 33
2.3.2 Simulation of Joint Failure 35
2.4 Efficient Analysis Methods 39
2.4.1 Closed-Form Approaches 39
2.4.2 Finite Element Analysis 43
2.5 Discussion of Literature Review 49
-
viii
2.5.1 Mechanical Response of Bolted Joints 49
2.5.2 Detailed Finite Element Analysis 51
2.5.3 Efficient Analysis Techniques 51
Chapter 3: Analytical Model for Strength Prediction of Joints
Under
Quasi-Static and High-Speed Loading
3.1 Introduction 54
3.2 Problem Description 54
3.3 Model Development 55
3.3.1 Undamaged Joint Response 58
3.3.2 Damaged Joint Response and Rate Effects 61
3.4 Model Validation 68
3.4.1 Single Fastener Results 70
3.4.2 Multi-Fastener Results 73
3.5 Conclusions 76
Chapter 4: Development and Validation of Finite Element Code
for
Multi-Fastener Joints
4.1 Introduction 78
4.2 Computational Efficiency of FE Solution Methods 78
4.3 Mesh Generation and Element Stiffness Matrices 82
4.4 Direct Solution Method 84
4.4.1 Fastener Element Behaviour 84
4.4.2 Boundary Conditions and Loading 86
4.5 Virtual Fastener Method 87
4.5.1 Fastener Reaction Forces 88
4.5.2 Displacement Field Approximation 89
4.5.3 Summary of Virtual Fastener Method 93
4.6 Model Validation 94
4.6.1 Statistical Variation of Fastener Properties 94
-
ix
4.6.2 Effect of Missing Fasteners 101
4.6.3 Computational Efficiency 103
4.7 Graphical User Interface 106
4.8 Conclusions 109
Chapter 5: User-Defined Finite Element for Bolted Joints in
Explicit
FE Solvers
5.1 Introduction 112
5.2 Model Development 114
5.2.1 Overview 114
5.2.2 User Element Behaviour 116
5.2.3 Composite Material Modelling 124
5.3 Model Validation 126
5.3.1 Single Bolt Results 126
5.3.2 Multi-fastener Quasi-static Results 129
5.3.3 Dynamic Results 135
5.4 Effect of velocity on load-distribution 137
5.5 Conclusions 143
Chapter 6: Analysis of Load Distribution in Multi-Fastener
Joints
6.1 Introduction 146
6.2 Load Path Study 146
6.2.1 Theoretical Overview 146
6.2.2 Effect of Fibre Orientation 149
6.2.3 Missing Fasteners 156
6.3 Fastener Positioning 161
6.4 Conclusions 167
Chapter 7: Conclusions
7.1 Introduction 170
-
x
7.2 Notes on the Mechanical Response of Bolted Joints 170
7.2.1 Variations in Individual Bolt Response in Multi-Fastener
Joints 170
7.2.2 Effects of High-Rate Loading 171
7.2.3 Effect of Fastener Position 172
7.2.4 Effects of Material and Layup 172
7.2.5 Guidelines for Design 173
7.3 Highly Efficient Numerical Methods 174
7.4 Recommendations for Future Work 177
Bibliography 179
Appendix A: Approximation of Computational Time Required for
Finite Element Solver Methodologies
A.1 Overview A-1
A.2 Approximation for Common Matrix Operations A-1
A.2.1 Matrix Multiplication A-2
A.2.2 Matrix Inversion (Gauss-Jordan Elimination) A-2
A.2.3 Gauss-Elimination with Back Substitution A-4
A.3 Number of Scalar Operations for FE Solution Methods A-5
A.3.1 Direct Solution Method A-5
A.3.2 Virtual Fastener Method (VFM) A-5
A.3.3 Explicit Method A-6
A.4 Notes on the Efficiency of the VUEL Model A-7
Appendix B: Input File Configuration and VUEL Subroutine for
User-
Defined Finite Element
B.1 Introduction A-9
B.2 ABAQUS Input File Configuration A-9
B.3 MATLAB Script to Generate UEL Properties A-11
B.4 VUEL FORTRAN Subroutine A-25
-
xi
LIST OF FIGURES
Chapter 1
Figure 1.1 Boeing 787 showing breakdown of materials used
(redrawn from
Georgiadis et al. 2008)).
2
Figure 1.2 Examples of materials and process development
acceleration
using computational tools under the AIM-C project (a)
traditional testing supported analysis approach (b) analysis
approach supported by experience, testing and demonstration
(redrawn from National Research Council (2004)).
4
Figure 1.3 Certification procedure for composite materials
(redrawn from
MAAXIMUS (2009)).
5
Chapter 2
Figure 2.1 Definition of geometric parameters of bolted joints
(redrawn
from McCarthy (2003)).
11
Figure 2.2 Failure modes of mechanically fastened joints
(redrawn from
Niu (1992)).
13
Figure 2.3 Definition of (a) clearance and (b) contact angle.
19
Figure 2.4 Effect of bolt torque on initial load-displacement
curve of
single-bolt, single-lap joint with clearance (redrawn from
McCarthy et al. (2002)).
21
Figure 2.5 (a) Loads carried by various interactions in
single-lap joint (b)
Bolt and total friction load distribution in multi-bolt joint
with
variable hole clearance, C1=neat-fit, C4=240 µm clearance
(redrawn from McCarthy et al. (2005)).
23
Figure 2.6 (a) Load-displacement behaviour of pinned and
clamped
laminated (redrawn from Kelly & Hallström (2004)); (b)
Effect
of clamping pressure on ultimate bearing strength of bolted
joints (redrawn from Park (2001)).
24
-
xii
Figure 2.7 Quasi-static and high rate stress strain curves for:
(a) Transverse
compression and; (b) shear in unidirectional carbon/epoxy
composites (redrawn from Hsiao & Daniel (1998)).
26
Figure 2.8 Comparison of quasi-static and dynamic bearing
response of
composite joints redrawn from (a) Ger at al. (1996); (b) Pearce
et
al. (2009).
28
Figure 2.9 Bearing-bypass loading within a multi-fastener joint
(redrawn
from Crews & Naik (1987)).
30
Figure 2.10 Determining bypass loads in a multi-bolt joint
(redrawn from
McCarthy et al. (2005)).
31
Figure 2.11 Loading of single lap joint with (a) no deformation;
(b)
deformation with rigid members; (c) deformation with elastic
members (redrawn from Eriksson et al. (1995)).
32
Figure 2.12 Bolt load distribution in 3-bolt double-lap
composite joint with
(a) equal clearance at each hole (neat-fit); (b) 240µm clearance
at
hole 1, neat-fit at holes 2 & 3 (redrawn from McCarthy et
al.
(2005)).
33
Figure 2.13 Flowchart of the progressive damage model (redrawn
from
Tserpes et al. (2001)).
36
Figure 2.14 (a) Meshing strategy and material property
assignments in the
bolt-hole region and (b) cohesive element locations (redrawn
from Egan et al. (2015)).
39
Figure 2.15 Figure 2.15 Spring element model for a three-bolt
joint (redrawn
from McCarthy et al. (2006)).
41
Figure 2.16 Geometry of bolted hybrid joint (redrawn from
Caccese et al.
(2007)).
45
Figure 2.17 Video sequences from bird strike on specimen versus
simulation
results with rivet failure law: (a) t = 4.5ms; (b) t = 10ms
(redrawn from McCarthy et al. (2004b)).
46
-
xiii
Figure 2.18 2.18 PLINK model load-displacement behaviour
(redrawn from
Gunnion et al. (2006)).
47
Chapter 3
Figure 3.1 Typical load-displacement curve for single-bolt,
single-lap joint:
(a) complete load displacement response; (b) enlarged view
of
undamaged loading behaviour.
55
Figure 3.2 Three-bolt, single-lap joint: (a) illustration; (b)
corresponding
spring/mass system (redrawn from McCarthy et al. (2006).
56
Figure 3.3 Contact area for calculating Ks in highly torqued
joint. 58
Figure 3.4 Derivation of spring stiffness term for tapered
laminate section:
(a) Equivalent spring model for single bolt joint; (b)
Enlarged
view of taper section.
60
Figure 3.5 Possible methods of inserting plies to taper up
laminate and
definition of ply drop off ratio in relation to laminate
geometry.
61
Figure 3.6 Experimental results of a single-bolt joint tested
quasi-statically
and at loading rates of 5 m/s and 10 m/s, (Redrawn from Egan
et al. (2013))
62
Figure 3.7 Illustration of critical damage variables used in
analytical model. 63
Figure 3.8 Comparison between conic and cubic damage
approximation
functions for a single bolt joint: (a) Low energy case; (b)
high-
energy case.
64
Figure 3.9 Use of conic curves in the prediction of the joint
non-linear
stress strain behaviour: (a) elliptical curve and (b) enlarged
view
of hyperbolic curve.
67
Figure 3.10 (a) Single-bolt geometry, and (b) multi-bolt
geometry. See Table
3.1 for values of e, w, p, L and g.
68
Figure 3.11 Comparison of experimental and model
load-displacement
curves for single-bolt (SB) joints (experiments redrawn from
Egan et al. (2013) and Gray et al. (2014a), QS = quasi-static,
A, C
71
-
xiv
and E correspond to the layups used in joint, FF=fastener
failure, FP=fastener pull-through).
Figure 3.12 Comparison of experimental and model
load-displacement
curves for single-both E-laminate joints accounting for
residual
fastener strength: (a) 5m/s, and (b) 10m/s.
72
Figure 3.13 (a) Fastener numbering in single-column joint. (b)
& (c) Quasi-
static load displacement curve of C-layup and E-layup joints
with equal fastener properties, respectively. (d) & (e)
Individual
fastener load displacement curves in C-layup and E-layup
joints
with equal fastener properties, respectively. (f) & (g)
Individual
fastener load displacement curves in C-layup and E-layup
joints,
respectively, with different values of energy absorption
assigned
to each fastener (values given in Table 3.5).
74
Figure 3.14 Comparison of experimental and model
load-displacement
curves for multi-bolt joints (experiments redrawn from Egan
et
al. (2013) and Gray et al. (2014b), QS = quasi-static, A, C and
E
correspond to the layups used in joint).
75
Chapter 4
Figure 4.1 Comparison of normalised CPU times and number of
mathematical operations required for basic matrix operations
(GEBS – gauss elimination with back substitution).
80
Figure 4.2 Comparison of theoretical computational times for VFM
and
direct solution method (a) times normalized w.r.t the direct
method; (b) Ratio between direct and VFM CPU times.
81
Figure 4.3 Disadvantages of paving method (a) interference of
opposing
elements (b) element size difference between opposing
fronts:
(redrawn from Lee et al. (2003)).
83
Figure 4.4 Mesh post-processing operation to account for
specific fastener
locations.
84
-
xv
Figure 4.5 (a) Integration of fastener element with composite
laminate
mesh; (b) Deflection of fastener element due to bearing
loads.
85
Figure 4.6 Boundary conditions used and example finite element
mesh for
the direct solution method.
86
Figure 4.7 Loads and boundary conditions used for Virtual
Fastener
Method (VFM). (Note that XJ symbolises the rigid body motion
applied to Laminate 2 and is not used as a boundary
condition
in the solution of Eq. (4.6)).
87
Figure 4.8 Bearing load applied to composite for VFM: (a)
Superimposed
view of virtual fastener element and bolt-hole interaction;
(b)
Components of bearing load applied to model.
88
Figure 4.9 Direction of force exerted on composite material by
fastener
and relative position of virtual fastener nodes: (a) no
displacement applied (virtual fastener represented in black),
(b)
displacement at Node 1 greater than Node 2 (virtual fastener
represented in green) and (c) displacement at Node 2 greater
than Node 1 (virtual fastener represented in red).
89
Figure 4.10 (a) Displacement approximation technique for VFM
applied to a
6 bolt joint; (b) enlarged view illustrating inter-fastener
effects
on convergence.
92
Figure 4.11 Graphical Representation of Forced Convergence
Procedure. 92
Figure 4.12 Flow chart of Virtual Fastener Method. 93
Figure 4.13 (a) Single column geometry (SC); (b) Double column
geometry
(DC) and (c) Triple column geometry (TC). All dimensions are
in mm.
94
Figure 4.14 Student’s t-distribution for sample size of 3 (a)
Probability
density function (PDF) and (b) Cumulative distribution
function
(CDF).
95
Figure 4.15 Comparison of experimental, direct method and VFM
load-
displacement curves for C-layup, single column (SC) joint
configuration (QS=quasi-static, OC=offset correction).
96
-
xvi
Figure 4.16 Comparison of damage response resulting from
randomly
generated fastener properties using the statistical
approach.
97
Figure 4.17 Load-displacement curves for multi-fastener joints:
(a) C-layup
SC; (a) E-layup SC; (c) C-layup DC; (d) E-layup DC; (e)
C-layup
TC. (R) indicates that random fastener properties and (E)
indicates equal properties were used.
99
Figure 4.18 (a) Load-displacement curves for single-bolt C-layup
joint
illustrating effect of failure mode on joint strength; (b)
Failed SC
C-Layup specimen.
100
Figure 4.19 Load-displacement curves for C-Layup joints with
corrected
failure loads; (a) C-Layup SC, (b) C-Layup DC, (c) C-Layup
TC.
Numerical curves appended (R) and (E) denote that randomly
generated and equal fastener damage properties were used,
respectively.
101
Figure 4.20 Load-displacement curves of C-layup TC joint with
missing
fasteners: (a) MF-9 configuration; (b) MF-8 configuration;
(c)
MF-5 configuration; (d) MF-6 configuration. Numerical curves
appended (R) and (E) denote that randomly generated and
equal
fastener damage properties were used, respectively.
102
Figure 4.21 Loads carried by individual fasteners in MF-9 Joint:
(a) Bolt
numbers and positions; (b) Experimental data (redrawn from
Gray et al (2011)); (c) Direct Method with equal fastener
properties; (d) Direct Method with random fastener
properties;
(e) VFM with equal fastener properties.
103
Figure 4.22 CPU Times required for VFM and direct method using
constant
displacement increment (2.5µm).
105
Figure 4.23 Effect of displacement step size on the accuracy of
the VFM
and direct methods.
105
Figure 4.24 Dialogue boxes to define composite and bolt
material
properties.
107
-
xvii
Figure 4.25 Sections of GUI to define geometry and mesh; (a)
laminate
dimensions, seeding and bolt positions, (b) graphic to assist
in
definition of dimensions, (c) bolt geometry.
108
Figure 4.26 Finite element analysis solver configuration panel.
108
Chapter 5
Figure 5.1 Comparison of operational times for Direct, Explicit
and Virtual
Fastener (VFM) methods: (a) normalised with respect to
Direct
method and (b) normalised with respect to Virtual Fastener
method.
113
Figure 5.2 Joint finite element model (a) boundary conditions
and
constraints and (b) contact surfaces and user-element
locations.
114
Figure 5.3 Acceleration and velocity time histories (a) smooth
step; (b)
constant velocity.
115
Figure 5.4 Method for coupling user-element with laminate mesh.
116
Figure 5.5 Simplification of joint region and user-element DOFs.
117
Figure 5.6 a) Bearing load acting on composite material (b)
bending
moment in single-shear joint.
118
Figure 5.7 (a) Variation of centre of contact pressure with
joint load (b)
countersunk (CSK) and non-countersunk (NCSK) contact
surfaces in a single-bolt, single-lap joint.
119
Figure 5.8 Equivalent spring stiffness model for out-of-plane
loading of
joint region.
120
Figure 5.9 Coupling constraint stiffness correction. 121
Figure 5.10 Assumptions regarding recoverable elastic energy and
unloading
of joint element.
123
Figure 5.11 Effect of stable time increment on (a) CPU time and
(b) Load-
displacement response.
124
-
xviii
Figure 5.12 Figure 5.12 Modelling of composite laminate using
layered,
conventional shell elements.
124
Figure 5.13 Effect of mass-proportional damping on: (a)
composite laminate
loaded with a ramp force time-history and (b)
load-displacement
response of a single-bolt joint user-element model.
126
Figure 5.14 User-element, single-bolt (SB) joint results: (a)
deformed finite
element mesh; (b) load-displacement curve for and (c)
out-of-
plane displacement for C-Layup; (d) load-displacement curve
for
and (e) out-of-plane displacement for E-Layup. Data series
appended 35% and 50% refer to eccentricity of loading
assumed
as a percentage of laminate thickness.
128
Figure 5.15 Internal and kinetic energy in single-bolt E-layup
joint. 129
Figure 5.16 User-element results for a single-column (SC) joint:
(a) Bolt
numbering convention and virtual strain gauge positions; (b)
Joint load-displacement curve; (c) Comparison of strains
output
from virtual strain gauges; (d) Joint load-distribution
calculate
from surface strains; (e) Comparison of bolt load
distribution
calculated from surface strains on top (TOP) and bottom
(BTM)
laminates with force applied through VUEL element
(APPLIED).
131
Figure 5.17 Fastener loads in quasi-static SC C-Lam joint: (a)
Load
distribution for joint loaded to ultimate failure load, (b)
Detailed
view of load distribution for elastic loading of the joint.
132
Figure 5.18 User-element results for a triple-column (TC) joint:
(a) Bolt
numbering convention and virtual strain gauge positions; (b)
Joint load-displacement curve; (c) Load distribution from
load
applied through the user-element ; (d) Joint
load-distribution
calculated from surface strains (experimental); (e) Joint
load-
distribution calculate from surface strains (FE-Model).
133
Figure 5.19 Comparison of surface strains resolved at virtual
strain gauge
positions in QS-TC C-Lam joint; (a) between Bolt 1 and 4;
(b)
134
-
xix
between Bolt 2 and 5; (c) between Bolt 3 and 6; (d) between
Bolt 4 and 7; (e) between Bolt 5 and 8; (f) between Bolt 6 and
9.
Figure 5.20 Comparison of raw and filtered SB C-Lam 10m/s
load-
displacement curves (a) from VUEL model; (b) redrawn from
Egan at al. (2015).
136
Figure 5.21 Comparison of raw and filtered load-displacement
curves
obtained from VUEL model and experimentation by Egan et al.
(2013).
136
Figure 5.22 Load distribution in 9-bolt joint: (a) bolt, row and
column
numbering; (b) QS load distribution history; (c) QS load
distribution at 25kN joint load; (d) 5m/s load distribution
history; (e) 5m/s load distribution at 25kN joint load; (f)
10m/s
load distribution history; (g) 10m/s load distribution at
25kN
joint load.
139
Figure 5.23 Propagation of elastic stress wave in C-laminate
material arising
from end-displacement loading of 10m/s.
140
Figure 5.24 Time dependent load distribution due to dynamic
effects in
triple-column, C-Layup joint loaded at 10m/s: (a) Greatest
load
carried by row 1, (b) Load distribution similar to baseline
case,
(c) Greatest load carried by row 3.
141
Chapter 6
Figure 6.1 (a) Force “stream tube” and (b) Construction of
force
components.
148
Figure 6.2 Effect of fibre orientation on the trajectory of
bearing load
paths (a) 0°; (b) 30°; (c) 45°; (d) 60°; (e) 90°.
150
Figure 6.3 Effect of material orientation on load trajectories
in multi-
fastener joints: (a) 0°; (b) 90°; (c) 45°; (d) -45°.
153
Figure 6.4 Effect of fibre-orientation on load distribution in a
multi-pin
joint.
153
-
xx
Figure 6.5 Effect of stiffness and anisotropy on load
distribution (o) –
orthotropic, (i) – isotropic.
155
Figure 6.6 Comparison of load paths from user-element model and
2D
FEA.
156
Figure 6.7 Load-displacement curves and fastener positions in
missing-
fastener cases: (a) MF5, (b) MF6, (c) MF8, (d) MF9.
158
Figure 6.8 Load distribution from VUEL model: (a) MF5; (b) MF6;
(c)
MF8 and (d) MF8, Difference in pin load from 2D FEA.
160
Figure 6.9 Patterns used in fastener position study. 162
Figure 6.10 Load distribution in 9-bolt joint configurations.
163
Figure 6.11 Load distribution in 8-bolt joint configurations.
164
Figure 6.12 Distribution of load in 9-bolt joint with fasteners
in (a) grid
arrangement and (b) circular arrangement. Relative bolt
positions for (c) grid arrangement and (d) circular
arrangement.
166
Chapter 7
Figure 7.1 Application of the developed numerical methods to
the
certification procedure for composite materials.
176
Appendices
Figure A.1 Parallelisation benchmark tests for VUEL model.
A-8
Figure B.1 Parameters defining load displacement behaviour of a
single-
bolt, single-lap joint.
A-10
-
xxi
LIST OF TABLES
Chapter 3
Table 3.1 Joint Geometries (QS=quasi-static, HS=high speed),
All
dimensions are in mm.
69
Table 3.2 Orientations of layups tested. 69
Table 3.3 Averaged key damage variables determined from
experimental
data for C and E laminates loaded quasi-statically and at
velocities of 5 and 10 m/s.
69
Table 3.4 Final (catastrophic) failure mode for single bolt
cases (FF =
fastener failure, FP = fastener pull through).
70
Table 3.5 Energies associated with non-linear damage (E1)
assigned to
each bolt when varying fastener properties were applied to
the
quasi-static model
76
Chapter 4
Table 4.1 Number of operations required and complexity of Direct
and
Virtual Fastener solution methods.
82
Table 4.2 Mean values (µ) and standard deviations (σ) of damage
variables
from single bolt tests (FF=fastener failure, FP=Fastener
Pull
Through).
96
Table 4.3 CPU run-times for Direct Method (DM) and Virtual
Fastener
Method (VFM) using a single core on a quad-core, 32GB RAM
computer.
106
Chapter 5
Table 5.1 Operations required and complexity of Direct, Virtual
Fastener
and Explicit solution methods.
113
Table 5.2 Inertia values for nodes in user-element for composite
layups
considered.
118
-
xxii
Table 5.3 Effect of loading velocity on load distribution in TC
C-laminate
joint.
142
Chapter 6
Table 6.1 Initial and ultimate failure loads of multi-fastener
configurations. 165
-
xxiii
NOMENCLATURE
Upper Case
A Constants for cubic curve fit
Ac Projected area of countersunk fastener head onto the shear
plane
B (Chapter 3) Constants for conic curve fit
B (Chapter 4) Element strain matrix
C Clearance
D Vector of known control variables
Dde Energy dissipated through damage
DOF Degree of Freedom
E Young’s Modulus
Ec Energy dissipated through viscoelasticity and creep
F Force
FBi Load carried by bolt i
G Shear modulus
I Inertia matrix
Id Number of increments required for direct and VFM analyses
IE Internal energy
Ie Number of increments required for explicit analysis
Ixx, Iyy, Ixy Moments of Inertia
K Stiffness matrix
KB, KBi, Kij Spring stiffness of joint member (i.e. bolt and
laminate regions)
Kc Spring stiffness of clamped region in pull-through
Kcpl Equivalent spring stiffness of coupling region
KE Spring stiffness of fastener when loaded via elastic
bolt-hole contact
Ke (Chapter 4) Element stiffness matrix
Ke (Chapter 5) Kinetic Energy
KS Spring stiffness of fastener when loaded is reacted through
friction
KQLS Spring stiffness value during quasi-linear unloading of
joint
L Length of laminate
Mx, My Moment
P Joint Load
PF Ultimate joint load
PFRIC Maximum Joint load reacted through friction
Pi Joint initial failure load
RB Residual force arising from the approximated displacement
field
RC Coupling radius
T Transformation matrix
TDM, TVFM Computational times for direct method and VFM
-
xxiv
TF Force threshold for convergence in VFM
U (Chapter 3) Vector of unknown variables
U (Chapter 4) Displacement field
V, Vx, Vy, Vz Stress pointing vector
Ve Element volume
VFM Virtual Fastener Method
W, Wx, Wy Weight factor for first VFM convergence iteration
XBi Relative displacement of nodes in i-th fastener spring
element
XJ End-displacement of joint
XPF Joint displacement at ultimate failure load
XPi Joint displacement at initial failure load
XP0 Joint displacement at zero load
Zp Z-coordinate of centre of contact pressure
Lower Case
a Constant for conic curve fit
c (Chapter 3) Constant for conic curve fit
c (Chapter 5) Damping matrix
cd Dilatational wave speed
d, dh Hole diameter
dH Fastener head diameter
e Edge distance
e (Chapter 5) Distance from shear plane
fNL Non-linear damage function
k Force-per-hole factor
m Mass
n Number of DOF’s in analysis
o Unit vector defining fibre orientation
p, pr, pc Bolt pitch
t Laminate thickness
u Vector of nodal deflection’s
v Vector of nodal velocities
w Laminate width
x Nodal displacement
xB Displacement of fastener node in X-direction
yB Displacement of fastener node in Y-direction
Greek
α Mass proportional damping
β (Chapter 3) Fraction of bending moment reacted by fastener
head
β (Chapter 5) Stiffness proportional damping
-
xxv
Δt Stable time increment
εb Bearing strain
η Convergence increment scaling factor
θ Angle of tangent to conic curve
λ Lamé parameter
μ Shear modulus
ν Poisson’s ratio
ρ Density
σ Stress tensor
σb Bearing stress
τ Shear stress
φ Deviation between local stress trajectory and fibre
orientation
-
Chapter 1
INTRODUCTION
-
Chapter 1
2
1.1 Background and Motivation
Composites, specifically fibre-reinforced plastics (FRPs), offer
a number advantages over
conventional materials such as steel and aluminium alloys. Such
advantages include
increased strength-to-weight ratio, corrosion resistance and
fatigue life (Niu 1992),
making FRP’s an ideal choice in the manufacture of aerospace and
automotive structures.
Consequently composites have seen increased use in light
aircraft, military fighters and
helicopters. However, in commercial aviation the introduction of
these materials had been
gradual, owing to the high safety standards and the conservative
nature of the industry.
One of the first applications of composites in civil aircraft
primary structures was in the
1980’s on the 737 horizontal stabiliser (Roeseler et al. 2007).
Since then, the use of
composites in aircraft structures have continued to increase
with the latest generation of
commercial aircraft, the Boeing 787 and Airbus A350, consisting
of over 50% composite
materials by weight (Boeing 2006; EADS 2009). The extensive use
of composites in the
Boeing 787 is illustrated in Figure 1.1. Additionally, composite
materials have seen
increased use in the automotive industry. For example, carbon
fibre reinforced plastic
(CFRP) was used extensively in the manufacture of the Lexus LFA
(Toho Tenax 2010),
and in the electric BMW i3 (BMW 2013) and Tesla Roadster (JEC
Composites 2011),
both of which feature a 100% CFRP passenger cell. Furthermore,
the BMW i3 (formerly
known as the MCV) was the first example of a mass produced
carbon fibre based car
(JEC Composites 2011; BMW 2013).
Figure 1.1 Boeing 787 showing breakdown of materials used
(redrawn from Georgiadis et al. (2008)).
In contrast to composite materials, the use of mechanical
fasteners is a mature technology
and is used to great extent in traditional aircraft structures.
This can be seen in the Boeing
747, 767 and 777 which have an estimated 3 million, 1.8 million
and 1 million mechanical
-
Chapter 1
3
fasteners, respectively (Wallace 2008). Although the
manufacturing processes associated
with FRPs facilitate an overall reduction in the number of
fasteners required,
mechanically fastened joints are still prominent in composite
structures. The
predominantly CFRP fuselage of the 787 uses only an estimated
40k-50k fewer fasteners
(Walz 2006) when compared to an aluminium structure of similar
size (e.g. 767). This
continued use of bolted joints arises from a number of
advantages being associated with
the method, namely less sensitivity to environmental conditions
and surface preparation
and the ability to disassemble the joint or detach components
for maintenance, repair or
material recycling (Niu 1992).
Bolted joints represent potential weak points in a structure and
can limit its overall load
carrying capacity. Therefore it is crucial for design engineers
to understand and predict
the behaviour the joint. Joint efficiency is a measure of the
strength of the joint compared
to that of the parent material, and in metals values of 70-80%
are typical. However, the
efficiency of composite joints is much lower (40-50%), and so
optimising the joint design
is essential in order to realise the maximum potential benefits
of composites. Some factors
contributing to the lower efficiency in composite joints are the
brittle nature of the
material leading to less stress relief around load holes and
anisotropy leading to higher
stress concentration factors. In recent years much focus has
been placed on the
development of numerical methods to replace time consuming and
expensive
experimental tests. The EU FP5 project, BOJCAS – Bolted Joints
in Composite Aircraft
Structures was focused on developing advanced numerical methods
for bolted joints
(McCarthy 2001). A key technology which resulted from this
project was the three-
dimensional finite element (3D-FE) modelling of composite bolted
joints. These models
were able to accurately capture the full mechanical behaviour of
the joint including effects
of variables such as bolt torque and clearance. Furthermore,
using the developed methods,
it was possible to predict damage in the joint on the mesoscale
(ply-level). However, a
limitation of this approach was the time required to complete
the analyses making 3D-FE
infeasible for large scale studies.
In a report by the National Research Council (2004) to the US
department of defence, a
number of recommendations were made regarding the
cost-effective, efficient
implementation of new technologies and materials. One such
recommendation was a shift
in design philosophy from an analysis-supported testing-based
approach to a testing-
supported analysis-based approach with emphasis on efficient
modelling and focused
-
Chapter 1
4
testing. The Defence Advanced Research Projects Agency (DARPA)
program on
Accelerated Insertion of Materials - Composites (AIM-C) was used
as an example of the
improvements in efficiency that could be made when this
philosophy was adopted. Figure
1.2 summarises the achievements of the AIM-C project in terms of
successful model
integration as part of the design process. A significant
reduction in the time required to
introduce new technology was noted, owed in part to the
replacement of a 6-month
experimental series with 2- to 3-day modelling-based activities.
Thus, through the use of
robust and high-fidelity numerical models, the time required to
implement a new
technology or design can be significantly reduced. Although the
AIM-C project was
focused on the introduction of new materials in the design
process, the philosophy can be
applied to any new technology including the design of bolted
composite structures.
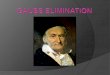
Figure 1.2 Examples of materials and process development
acceleration using computational tools under
the AIM-C project (a) traditional testing supported analysis
approach (b) analysis approach supported by
experience, testing and demonstration (redrawn from National
Research Council (2004)).
The EU FP7 project MAAXIMUS – More Affordable Aircraft through
Extended,
Integrated and Mature Numerical sizing was aimed at the
efficient development and right-
first-time validation of highly optimised composite fuselage
structures (MAAXIMUS
2009). Although one of the aims of the project was the reduction
of the amount of
mechanical fastening required, a significant portion of the
project was focused on bolted
joint design. This is due to the necessity of bolted joints for
inspection and repair purposes
throughout the life-cycle of an aircraft.
-
Chapter 1
5
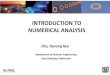
Figure 1.3 Certification procedure for composite materials
(redrawn from MAAXIMUS (2009)).
The typical experiments required in the certification procedure
of composite aircraft
structures are illustrated in Figure 1.3. One of the aims of the
BOJCAS project was to
reduce the quantity of experimental tests required during the
certification phase through
the use of numerical models (McCarthy 2001). However, given the
complexity and
resources required for 3D-FE analyses, this approach was only
feasible for coupons and
small sub-assemblies (Levels 1-2 in Figure 1.3). The numerical
methods developed
through the MAAXIMUS project allow for simulations of larger
structural components
(Levels 3-5) under certain loading conditions. A highly
efficient joint model had been
developed for analysis of large composite structures (Gray and
McCarthy 2011), however
it was subject to a number of limitations, specifically a high
dependence on experimental
data for calibration and an inability to model dynamic problems.
The latter is an important
consideration as some critical load cases in aircraft design are
dynamic, i.e. bird-strike
and tyre-debris impact.
-
Chapter 1
6
1.2 Objectives
The primary objective of this thesis is the development of a
highly efficient numerical
method for modelling composite bolted joints at static and
dynamic loading rates. For
impact and crash analysis the behaviour of the joint beyond
initial failure and up to
complete separation is required (Gunnion et al. 2006), and thus
any method developed
must be able to account for this. Furthermore, to achieve
maximum effectiveness for use
in industry the method developed should also be applicable to
the testing-supported
analysis-based design philosophy. This requires highly accurate
numerical models which
allow the joint design variables (such as clearance, bolt
torque, strength, etc.) to be easily
varied. A certain degree of experimentation will always be
necessary as part of the design
and certification process of aircraft. However, it is envisioned
that results from coupon
testing (Level 1 in Figure 1.3) be used only to calibrate highly
efficient numerical models
which are then used in lieu of experiments in Levels 2-5.
Therefore, regarding the
development of an efficient analysis tool, the primary
objectives are as follows:
1) Investigate and compare numerical solution procedures in
terms of computational
efficiency. The developed model should use the most efficient
solution
methodology available.
2) Develop a representative model for bolted joints capable of
capturing any
dynamic loading effects and modelling the joint to complete
separation.
3) Integrate a representative model for bolted joint in
commercial FE software to
provide a robust, user-friendly tool for industry.
Additionally, there are a number of factors regarding the
behaviour of bolted joints that,
due to limitations of experimental methods and traditional
modelling techniques, have
not been fully investigated. Once a highly efficient and
accurate joint model has been
developed, the following secondary objectives are set:
1) Investigate the effect of statistical variations of fastener
properties in multi-bolt
joints.
2) Investigate factors affecting load distribution in
multi-fastener joints. Parameters
to consider are material properties and layup, loading velocity
and the relative
spacing between fasteners.
3) Based on the findings of numerical studies, propose a series
of guidelines for the
design of multi-fastener composite joints.
-
Chapter 1
7
1.3 Thesis Outline
In Chapter 2 a review of relevant publications was conducted.
Firstly, the literature
pertaining to joint design variables and how these effect the
mechanical response of the
joint was discussed. Such variables include bolt torque,
clearance, composite layup and
loading rate. Secondly literature relating to detailed finite
element modelling of bolted
joints was reviewed. The purpose of this was to determine the
capabilities and limitations
of using traditional modelling techniques. Finally, a review was
conducted on efficient
numerical modelling strategies to determine the current
state-of-the-art. Areas of focus in
this section include purpose finite elements and analytical
models.
Chapter 3 presents a semi-empirical method for approximating the
damaged response of
shear-loaded composite bolted joints. Using a novel application
of a conic function, the
damaged load-displacement behaviour of the joint was
approximated knowing only the
initial and ultimate failure loads and energy absorbed. When
applied in a simple
equivalent spring model accurate load-displacement curves to
failure of single-row,
multi-fastener joint configurations were obtained. This method
was validated against
experimental data and was found to provide accurate results for
both static and dynamic
loading conditions.
In Chapter 4, the analytical model presented in Chapter 3 was
applied to a custom, two-
dimensional finite element code with a novel highly efficient
solver methodology. This
allowed for the highly efficient analysis of two-dimensional
fastener arrays. Using the
parameterised damage approximation function it was possible to
vary the damaged
response at each fastener location. Using this approach, the
statistical variations in energy
absorption and failure loads that were observed experimentally
were applied to the finite
element model to investigate what effect this had in
multi-fastener joints.
Chapter 5 presents the development of a highly efficient
user-defined finite element for
modelling the three-dimensional behaviour of single-shear
joints. The element was easily
implemented in commercial FE software and was validated against
experimental data and
results from detailed three-dimensional FE analyses. The element
is capable of capturing
the full non-linear shear load-displacement behaviour of the
joint, in addition to
accounting for the stiffness of the clamped region when loaded
in the transverse direction.
The element was developed specifically for use in an explicit FE
solver, making it
particularly suited for dynamic problems.
-
Chapter 1
8
In Chapter 6, the effect of fibre orientation and material
anisotropy on load distribution
in multi-fastener joints was investigated. Using a novel
qualitative visualisation method
trajectories of bearing load were illustrated. The user-element
developed in Chapter 5 was
also applied in this chapter to investigate the effects of
missing fasteners and relative bolt
spacing on load distribution in multi-fastener joints.
Finally, in Chapter 7 concluding remarks and recommendations for
future work are
presented. The methods developed in this thesis were discussed
in the context of their
potential applications in relation to the certification of
composite aircraft. The findings
made in Chapters 3, 4, 5 and 6 regarding the mechanical response
of bolted joints are
summarised and a number of design recommendations are presented
for multi-fastener
joints.
-
Chapter 2
LITERATURE REVIEW
-
Chapter 2
10
2.1 Introduction
Bolted joints are an important consideration in the design of
both composite and
metallic structures. Consequently, extensive research has been
carried out on this topic
over the last number of decades. Mechanical behaviour,
development of experimental
techniques and the development of numerical and analytical
design tools are aspects
which have been investigated.
This literature review is divided into three main parts.
Firstly, publications pertaining
to the mechanical response of bolted joints are discussed.
Following an introduction
to the terminology related to bolted joints, a description of
common failure modes is
provided. Publications which discuss the effects of design
variables such as geometry,
composite layup, clearance and loading rate are then reviewed.
The second section
provides a brief discussion on the capabilities of
three-dimensional finite element (3D-
FE) analyses of bolted joints. Specifically, the ability to
capture both the undamaged
response of the joint in addition to the prediction and
simulation of joint failure was
examined. Finally, efficient modelling strategies for bolted
joints are reviewed.
Analytical models in addition to highly simplified global
modelling techniques were
discussed. To supplement this review of literature, the main
points from each section
are summarised at the end of the chapter.
2.2 Mechanical Behaviour of Bolted Joints
Due to the interaction of multiple components and a significant
number of variables
associated with the problem, predicting the behaviour of bolted
joints is a non-trivial
task. A large number of experimental and numerical studies have
been carried out to
investigate the influence of various factors on the response of
composite bolted joints.
This section provides a summary of these studies in addition to
an introduction to the
terminology relevant to bolted joints.
2.2.1 Terminology
In this section, terms pertaining to the geometric
configuration, loading, and failure of
bolted joints are presented. Figure 2.1 illustrates a number of
commonly used
geometric parameters. The length of the laminate, L, consists of
two regions, the
overlap and the non-overlap region. The overlap region is the
section of laminate in
contact with another laminate, and this interface is referred to
as the shear plane. It is
-
Chapter 2
11
possible for the joint to have more than one shear plane, as is
the case for the double-
lap joint in Figure 2.1. However, the single shear bearing
configuration is
representative of most aircraft bolted joint applications
(MIL-HDBK-17 2002). This
is due to the bending and shear loads which are induced on the
fastener, while the
double-lap joint induces mostly shear loads. Hole diameter,
width and edge distance
are defined as d, w, and e respectively while laminate thickness
is denoted by the
variable, t. In multi-fastener joints, two additional parameters
are used to define the
position of the bolts relative to each other. These are the
distances between the hole-
centres along the loading direction, pr (row pitch), and
transverse to the loading
direction, pc (column pitch). For the entirety of this thesis,
“rows” refer to fasteners
groups aligned with the main loading direction while “columns”
are oriented
transverse. To assist in the explanation of failure modes in
bolted joints, failure planes
have been illustrated in Figure 2.1, these include the bearing
plane, net-tension plane
and shear-out plane. Failure modes in bolted joints will be
discussed in detail in
Section 2.2.2.
Figure 2.1 Definition of geometric parameters of bolted joints
(redrawn from McCarthy (2003)).
A number of additional terms are used to describe the strength
and efficiency of joints.
Bolted joints are often analysed in terms of load-displacement
curves or bearing stress-
strain curves. The displacement undergone by the joint is
typically taken as the
crosshead displacement of the test machine, unless extensometers
are fitted to the
specimen. The total load carried by the joint is taken from a
load-cell affixed to one of
the crossheads. There is no standard method to determine the
loads carried by
individual bolts, however some methods include the use of
instrumented fasteners
-
Chapter 2
12
(Lawlor 2004; Ekh and Schön 2006) and from the measurement of
surface strains
(Starikov and Schön 2002; Lawlor et al. 2005). These will be
discussed in more depth
in Section 2.2.9.
To determine bearing strength, bearing stress-strain curves may
be derived. From
MIL-HDBK-17 (MIL-HDBK-17 2002) relating to the characterisation
of polymer-
matrix composites and from ASTM Standard D5961/D5961M-08 (ASTM
2008) on
testing the bearing response of composite materials, in a single
bolt joint, bearing stress
is defined as:
dt
Pb (Eq 2.1)
Where P is the load carried by the joint. Bearing strain is
defined as the ratio of the
deformation of the bearing hole in the direction of the applied
force to the pin diameter
is defined as:
dk
b21
(Eq 2.2)
Where δ1 and δ2 are the displacements measured at extensometers
1 and 2 respectively,
and k is the “force-per-hole factor”, set to either 1.0 for
single-lap or 2.0 for double-
lap joints. A final term used in the discussion of bolted joints
is the joint efficiency
which is defined by Eq. (2.3) (Hart-Smith 2003). This is the
ratio of joint strength to
that of the parent base material.
StrengthLaminate notched-Un
StrengthJoint Efficency Joint (Eq 2.3)
2.2.2 Failure Modes of Bolted Joints
When designing a joint, or any structure, it is important to
consider the modes of
failure which it can undergo. The six main failure modes in
bolted joints, are illustrated
in Figure 2.2. It is important to note that the occurrence these
failure modes are not
random and have been found to depend strongly on geometry and
layup. The
dependence of failure modes on these parameters is the subject
of Sections 2.2.3 to
2.2.7. However, in this section a brief description of each
failure mode is provided in
addition to a short discussion on their desirability and the
micromechanical
mechanisms leading to failure.
-
Chapter 2
13
Bearing failure is a progressive failure mode that occurs in the
material immediately
adjacent to the points of contact between the fastener and the
laminate. It is thought to
occur when the ratio of d/w is low or the ratio of by-pass to
bearing load is small.
Bearing failure was also found to be strongly affected by
clamping pressure (Eriksson
et al. 1995). A characteristic of this failure mode is the
non-linear load displacement
behaviour before final failure which arises from the
accumulation of damage.
Camanho et al. (1998) found bearing failure to initiate with
localised delamination.
As load increases matrix cracking occurs in the 90° and 45°
plies with these cracks
providing preferential starting points for other damage
mechanisms. Fibre micro-
buckling was also observed to occur in 0° plies and appeared to
be related to the
presence of matrix cracks in the 45° plies.
Figure 2.2 Failure modes of mechanically fastened joints
(redrawn from Niu (1992)).
Net-tension failure is a catastrophic failure mode which occurs
without significant
warning. This mode of failure is most likely to occur when the
ratio of d/w is high, or
when the ratio of by-pass to bearing load is high (Eriksson et
al. 1995). Camanho et
al. (1998) found no significant damage in joints designed to
fail by this mode until
-
Chapter 2
14
90% of the ultimate failure load was carried. It was at this
load that delamination in
the 90°/45° interfaces began to occur. Additionally matrix
cracking in the off-axis
plies was present and lead to non-linearity in the
load-displacement curve.
Shear-out failure is another catastrophic mode that provides
little warning before the
complete failure of the joint. Typically characterised by a
linear load-displacement
relationship until final failure (Camanho et al. 1998),
shear-out is prone to occur in
highly orthotropic laminates and those with short end distances
(Eriksson et al. 1995).
Similar to net-tension failure, Camanho et al. (1998) found
damage to occur as late as
90% of the ultimate failure load, when at this stage crushing
and delamination became
noticeable. Cleavage failure is a combination of the net-tension
and shear-out modes
and occurs due to the proximity of the hole to the end of the
specimen (Hart-Smith
2003; MIL-HDBK-17 2002). This type of failure often initiates at
the end of the
specimen rather than adjacent to the fastener (MIL-HDBK-17
2002).
Fastener pull-through is an out-of-plane failure mode which is
characterised by a linear
load-displacement response up to the ultimate load (Waters and
Williams 1985;
Banbury and Kelly 1999; Kelly and Hallström 2005).
Through-thickness failure at the
edge of the fastener head and subsequent in-plane delamination
are the damage
mechanisms characterised by this mode of failure (Banbury and
Kelly 1999). Fastener
pull-through is highly dependent on the fastener, being
frequently associated with
countersunk joints (MIL-HDBK-17 2002). Resistance to
pull-through failure can be
increased by increasing the fastener head diameter (Banbury and
Kelly 1999).
Fastener failure is seen as a premature mode of failure and is
generally considered
undesirable. McCarthy et al. (2002) observed joints which
initially failed in bearing
ultimately failed due to fastener failure. Egan et al. (2013)
also observed bolt failure
in single-lap, countersunk joints which was attributed to a
large bending moment
reacted by the fastener head as a result of the thickness of the
laminate.
Of the failure modes illustrated in Figure 2.2 only bearing and
net-tension are
considered desirable, as all other modes result in premature
failure (Hart-Smith 2003).
It was found by Hart-Smith (2003) that joints designed to fail
via net tension tend to
carry the greatest loads. Despite this, joints are typically
designed to initially fail in
bearing as this is a progressive mode, allowing damage to be
detected before
catastrophic failure of the joint occurs.
-
Chapter 2
15
2.2.3 Material and Lay-up
A well-known characteristic of composite bolted joints is a
lower structural efficiency
when compared to their metallic counterparts. For comparison,
optimal designs of
composite joints rarely exceed a structural efficiency of 40%.
However joints
manufactured from ductile metals such as aluminium can reach in
excess of 60%. The
reduction in efficiency is generally attributed to higher stress
concentrations associated
with orthotropic materials (Collings 1977; Hart-Smith 2003).
When only structural
efficiency is considered, there is a clear advantage to using
conventional materials.
However, Collings (1977) compared the ratios of specific
strengths of CFRP and
metallic joints and it was observed that composites offer a
potential advantage of 32-
52% when compared to aluminium alloys and 79-107% for steel.
Thus when selecting
composites over conventional materials, structural efficiency in
the joint region is
sacrificed for a superior strength-to-weight ratio.
Fibre orientation in multidirectional laminates has been found
to play an important
role in determining the failure mode in bolted joints. Collings
(1977) found that large
numbers of ±45° plies could reduce the stress concentration
around the hole by
imparting a degree of softening in the joint. Arnold et al.
(1990) also emphasised the
importance of 45° plies as a mechanism of diffusing loads around
the bolt hole, while
Eriksson (1990) found laminates that used higher proportions of
±45° plies yielded
higher bearing strength. Experiments from Collings (1977)
suggest that the best tensile
performance is achieved when using 30-50% 45° plies in [0°/
±45°] laminates.
Furthermore, Kelly and Hallström (2004) observed that a high
percentage of ±45°
acted to inhibit pure shear-out failure in the joint sections
tested. From a review by
Hart-Smith (2003), it was noted that shear-out and cleavage
failures can arise, in part,
due to a highly orthotropic laminate pattern or if there is
insufficient dispersion of the
differently oriented plies. It was recommended that fibre
patterns be fully dispersed to
maximise resin interfaces between changes in direction of layers
of fibres.
Orientations in a multidirectional laminate should consist of at
least 12.5% of plies in
each of the four directions: 0°, ±45° and 90° (Arnold et al.
1990; Hart-Smith 2003).
Both Wang et al. (1996) and Park (2001) found joints with 90°
plies on the surface of
the laminate had greater delamination bearing strengths than
those with 0°. This
resulted from the tendency of 0° plies located on the surface to
fail by breaking away
from the laminate due to bearing loads (Wang et al. 1996).
-
Chapter 2
16
A benefit of the use of multidirectional laminates is the
ability to tailor the orthotropic
material properties to suit the loading conditions that the
structure is expected to
experience. This primarily consists of orientating a large
proportion of 0° in the
primary loading direction. Although experiments from Pakdil et
al. (2007) found that
bearing strength was maximum in zero-dominated layups, evidence
from the majority
of sources reviewed suggest that a quasi-isotopic layup is
preferential to optimise the
bearing response of laminates (Collings 1977; Hart-Smith 2003).
Furthermore, Hart-
Smith (2003) noted that joint strength varies less with the
percentage of 0° plies than
does the notched laminate strength.
2.2.4 Geometry
It is apparent that the performance of a joint is strongly
governed by its geometry. This
section reviews a number of published works which discussed the
influence of various
geometric ratios on ultimate bearing strengths and failure modes
of bolted joints. Other
important geometric parameters such as bolt-hole clearance and
multiple fasteners are
discussed in Sections 2.2.6 and 2.2.9 respectively.
The effect of the w/d and e/d ratios was investigated by Cooper
and Turvey (1995),
Collings (1977), Hart-Smith (2003) , Kelly and Hallström (2004)
and Pakdil et al.
(2007). All sources found that increasing the w/d ratio resulted
in a change in failure
mode from net-tension to the more progressive bearing failure.
However, the w/d ratio
at which this transition occurs was observed to vary with layup
and clamping pressure.
Collings (1977) found the transition to bearing failure occurred
at w/d ratios between
3.5-4 in layups consisting of [0°/±45°], [0°/±60°] and [0°/90°]
plies but at 7 for ±45°
laminates. Kelly and Hallström (2004) found the critical w/d
ratio for the transition to
bearing failure was lower in pinned joints (w/d = 2) compared to
clamped joints (w/d
= 3). This was attributed to the lateral support at the edge of
the hole inhibiting through
thickness expansion.
Increasing the e/d ratio was also found to result in a change in
failure mode, where
shear-out failure occurred at lower ratios while larger ratios
promoted bearing failure
(Collings 1977; Cooper and Turvey 1995; Kelly and Hallström
2004). Again, the
critical e/d ratio resulting in this change in failure mode was
found to be dependent on
layup and clamping pressure, with the larger e/d ratios required
in clamped joints
(Kelly and Hallström 2004). The orientations which resulted in
the lowest ratios were
-
Chapter 2
17
[0°/±45°], [0°/±60°] requiring an e/d ratio of 2.5-3 to promote
bearing failure (Collings
1977). For the joints tested by Kelly and Hallström (2004), it
was found that once
sufficiently large e/d and w/d ratios were used so that bearing
failure occurred, further
increase in these ratios resulted in very little change in the
ultimate strength of the
joint. This suggests that the ultimate strength of the joint is
governed by the failure
mode. Similar findings were made by Cooper and Turvey
(1995).
The effect of laminate thickness was also discussed in
literature. Eriksson (1990),
Kelly and Hallström (2004), Collings (1977) and Egan et al.
(2013) found an increase
in ultimate bearing strength with increasing t/d ratio.
Additionally Egan et al. (2013)
noticed a change in failure mode from one of fastener pull
through to fastener fracture
with increasing thickness. This was attributed to a greater
bending moment reacted by
the fastener head in thicker layups. However, the use of too
small a bolt diameter
results in excessive bolt bending and a highly non-uniform
bending stress distribution
which tends to promote pull-through failure (Hart-Smith 2003).
To further the
argument of using larger diameter fasteners, both Eriksson
(1990) and Wang et al.
(1996) found an increase in ultimate bearing stress with
increasing bolt diameter, using
a constant w/d ratio.
2.2.5 Fastener Type
Few authors have directly compared the response of joints
fastened with protruding
head and countersunk bolts. McCarthy et al. (2002) noted a
reduction in stiffness in
countersunk joints when compared to their protruding head
counterparts. Furthermore,
a 25-35% reduction in bearing strength was observed which was
thought to be due to
the presence of high stress concentrations between the bolt
shank and hole. Hart-Smith
(2003) also noticed these trends, citing the reduced effective
bearing area in
countersunk joints as a contributing factor.
The removal of material to accommodate a countersunk head also
has a significant
effect on the failure behaviour of the joint. Gunnion et al.
(2006) found the primary
difference between the responses of the two head types was that
protruding head
fasteners exhibited a sudden transition from the linear elastic
to damage region. In
comparison this transition was much more gradual in countersunk
specimens. Pearce
(2009) observed different failure modes for the two head types.
Countersunk joints
were observed to fail via bolt failure at quasi-static rates but
via bearing failure at
-
Chapter 2
18
higher rates. In comparison, protruding head joints failed via
net-tension and cleavage
when loaded quasi-statically and bearing-cleavage at higher
rates. Of course these
observations are specific to the material and geometry used by
Pearce (2009), but they
highlight the effect of fastener type on the failure response of
the joint. In general,
countersunk joints are more prone to bearing failure and
fastener pull-through (Niu
1992).
2.2.6 Bolt-hole Clearance
In any manufacturing process, there is a trade-off between
maximising quality and
minimising process costs. As a consequence of this, statistical
variations from nominal
hole and bolt diameters are to be expected. The difference
between these values results
in bolt-hole clearance, which can significantly affect the
contact angle (see Figure 2.3).
Clearance can also be expressed as a percentage as shown in
Figure 2.3 (a), and values
of 1.2% are typical of aircraft joints (Crews and Naik 1987).
Numerous experimental
and numerical studies have been carried out to determine the
influence of clearance
on the performance of composite bolted joints.
Naik and Crews (1986) carried out 2D finite element (FE)
analysis to determine the
effect of clearance in pin-loaded composite joints. The FE model
developed was
compared to the continuum analysis of Eshwar (1977), which
allowed the contact
angle to be predicted as a function of pin load, and excellent
agreement was observed
for the case of an infinite isotropic plate. Clearances ranging
from 0-1.6% were
investigated by Naik and Crews (1986). For 1.6% clearance, peak
radial and tangential
stresses were found to increase by 36% and 16% respectively over
the neat-fit case.
The contact angle was found to decrease by 30% and 16% greater
hole elongation was
observed. It was concluded that clearance in mechanically
fastened joints should be
considered in stress and strength analyses but may have little
influence on joint
stiffness.
DiNicola and Fantle (1993) tested double shear pin joints with
clearances ranging from
neat-fit to 279µm in addition to carrying out FE analyses. It
was found that bearing
strength at four percent hole deformation depended strongly on
bolt-hole clearance,
with the 279µm clearance case exhibiting a 30% reduction in
strength. As expected,
the distribution of, and peak contact forces between the pin and
hole was greatly
-
Chapter 2
19
influenced by hole oversize. However, ultimate bearing stress of
the joint was not
found to be dependent on clearance.
Figure 2.3 Definition of (a) clearance and (b) contact
angle.
Lawlor et al. (2002a) carried out experimental studies on
single-shear, single-bolt
graphite/epoxy joints with quasi-isotropic and zero-dominated
layups. Nominal
clearances of 0, 1, 2 and 3% were investigated. It was found
that for finger-tight,
protruding head bolts in quasi-isotropic layups there was a
delay in load take up, which
is slightly larger than the nominal clearance value. Similar
findings were made for
countersunk fasteners, although the repeatability in load take
up for various clearances
were not as good as those observed for protruding head bolts. In
highly torqued joints,
the clearance was found to be taken up after the effects of
static friction had been
overcome. All specimens considered initially failed in bearing,
however greater
ultimate strain was observed with increasing clearance. It was
believed this increase
in ultimate strain occurred as larger clearances resulted in
more concentrated loads on
the laminate, thus resulting in extensive laminate damage. As
the laminate absorbs
more energy, there is this less remaining to be absorbed by
plastic deformation of the
bolt. Kelly and Hallström (2004) also observed extensive bearing
damage in joints
with larger bolt-hole clearance. Similar to DiNicola and Fantle
(1993), Lawlor et al.
(2002a) and McCarthy et al. (2002), Kelly and Hallström (2004)
found the effect of
clearance on the ultimate strength of the joint to be
negligible. In contrast, Pierron et
al. (2000), found ultimate failure loads to decrease by
approximately 30% in pin-
-
Chapter 2
20
loaded, woven glass fibre epoxy joints. However, this reduction
in strength
corresponded to a clearance of 12.5%.
In Lawlor et al. (2002a), a reduction in joint stiffness was
observed when clearance
was increased. Comparing the joint stiffness of the neat-fit and
maximum clearance
cases, a 10% decrease in stiffness was noted. McCarthy et al.
(2002) found that the
reduction in stiffness in 1% clearance joints with protruding
head fasteners was
statistically insignificant, however in countersunk joints a
stiffness reduction of
approximately 5% was noted for the same clearance value. For 2%
clearance, a 7-10%
reduction in stiffness was observed for protruding head
fasteners and 3-4% for
countersunk. A reduction in joint stiffness in single-bolt
clearance fit joints was also
observed by McCarthy and McCarthy (2003) in 3D-FE models and
experimentally by
Kelly and Hallström (2004). In contrast, Naik and Crews (1986)
and Pierron et al.
(2000) concluded that clearance had little effect on joint
stiffness, however this was
not quantified by either author.
Clearance in double-lap, multi-bolt joints was investigated
experimentally by Lawlor
et al. (2005). Using strain gauges positioned on the laminate
surface, the effects of
clearance on bypass loads were measured. It was found that bolts
with larger
clearances do not initially carry any load, resulting in the
remaining fasteners carrying
the majority of the joint load. Once the distance between the
bolt and hole has been
taken up, larger clearance fasteners begin to contribute to the
load carrying capacity
of the joint and the load distribution started to even out.
McCarthy and McCarthy
(2003) found similar results in their numerical models. However,
Lawlor et al. (2005)
found this process was to be interrupted by the onset of
material failures. Clearance
was discovered to have a significant effect on the initial
failure loads in multi-bolt
joints, i.e. the load at which bearing failure occurs in one of
the holes. The initial
failure load in a 3-bolt joint was found to decrease by 25% with
non-uniform
clearances at each hole, when compared to the neat fit case.
However, as in single-bolt
joints, clearance was not found to affect the ultimate load
carried in multi-bolt
configurations.
2.2.7 Bolt Torque and Lateral Constraint
The clamping effect that arises due to bolt torque can have a
significant influence on
the joint response. A number of authors have investigated the
effect of lateral
-
Chapter 2
21
constraint and clamping pressure in bolted joints. In the work
carried out by McCarthy
et al. (2002), the effect of bolt torque was investigated. Two
different torque levels
were considered, 0.5 Nm to represent “finger tight” conditions
and 16 Nm as the
recommended in-service torque. In “finger tight” joints a
distinct “knee” was observed
in the load-deflection curves of quasi-isotropic layups. Based
on the findings of Park
(2001), and Kelly and Hallström (2004), this was most likely due
to the onset of
bearing damage, which explains why this occurrence was most
noticeable in
countersunk joints. In zero-dominated layups and highly torqued
joints this knee was
not evident. In highly torqued joints, a distinct transition
from an initial high slope to
a lower slope was noticed, with the length of the transition
region approximately equal
to the clearance in the joint, as illustrated in Figure 2.4. The
initially high stiffness of
Slope 1 was believed to be dominated by static friction, and the
lower slope during the
transition region from kinetic friction. McCarthy et al. (2002)
noted that the linearity
of this high stiffness region was debatable, however assuming
only static friction to
be dominant McCarthy and Gray (2011) developed an analytical
model for highly
torqued, multi-bolt joints with clearance. Excellent correlation
was observed between
the analytical model, experiments and 3D-FE analyses. In Figure
2.4, Slope 2 was due
to the stiffness of the untorqued joint in addition to kinetic
friction.
Figure 2.4 Effect of bolt torque on initial load-displacement
curve of single-bolt, single-lap joint with
clearance (redrawn from McCarthy et al. (2002)).
Using 3D-FE analyses, McCarthy et al. (2005a) modelled the
behaviour of single-lap,
protruding head, composite bolted joints manufactured from
HTA/6376. Bolt torque
was simulated by applying orthotropic thermal expansion to one
of the washers, and
friction from a stick-slip model. This stick slip friction model
attempted to capture the
-
Chapter 2
22
discontinuity in the idealised Coulomb model through a series of
conditional
statements.
Schön (2004a) carried out a series of experiments on HTA/6376
and found the
coefficient of friction for composite to composite contact
varied between 0.65 and
0.74. The same author (Schön 2004b), also found the coefficient
of friction between
composite and aluminium to have an initial value of 0.23 and
peak value of 0.68 after
wear in. Tsukizoe and Ohmae (1986) found that the coefficient of
friction between
mild steel and unidirectional carbon fibre-reinforced epoxy was
dependent on the fibre
volume fraction and varied between 0.1 and 0.3. Based on these
publications,
McCarthy et al. (2005a), used the following coefficients of
friction: µ=0.7 for laminate
to laminate, µ=0.3, for washer (steel)-to laminate and µ=0.1 for
bolt (titanium) to
laminate contact. Egan et al. (2015) used these same properties
in the modelling of
dynamically loaded countersunk M21E/IMA composite joints. The
stick slip
algorithm used in McCarthy et al. (2005a) required additional
numerical parameters
which were tuned to allow convergence of the finite element
model and to provide
accurate results.
McCarthy et al. (2005a) found that Slope 1 in Figure 2.4 arose
as the load carried by
the joint was almost entirely reacted by friction between the
laminates. During the
transition region, friction between the washer and laminate
which previously had little
effect on the response of the joint now account for
approximately one third of the load
carried. For Slope 2, the load carried by friction between the
laminates drops slightly
with the greatest portion of the load reacted by the normal
contact between the bolt
and hole. Friction between the fastener and hole was found to
have a negligible effect
on the load displacement history. This is best illustrated in
Figure 2.5 (a). It was also
found that after the effects of friction have been overcome and
the majority of the load
was carried by the contact between the bolt and hole, the total
friction load starts to
reduce. The reason given for this is that for single lap joints,
as a consequence of bolt
rotation, the plates start to pull apart resulting in a loss in
normal load and hence
friction force between the plates. This effect was also found to
be dependent on hole
clearance and is illustrated in Figure 2.5 (b).
-
Chapter 2
23
Figure 2.5 (a) Loads carried by various interactions in
single-lap joint (b) Bolt and total friction load
distribution in multi-bolt joint with variable hole clearance,
C1=neat-fit, C4=240 µm clearance
(redrawn from McCarthy et al. (2005a)).
In a study carried out by Park (2001), clamping pressure was
found to supress the
onset of delamination around the hole in bolted joints, and as a
result delamination
failure tended to occur outside the clamped region. As a
consequence of the
suppression of delamination, the bearing failure which was
observed to be a
catastrophic failure mode in pinned joints, was progressive in
bolted joints. It was
noted that the ultimate and delamination strengths of the bolted
joint were nearly
double that of the pinned joints. Similar results were obtained
by Kelly and Hallström
(2004) where a number of pinned and bolted composite joints were
tested
experimentally. It was found that the lateral constraint imposed
on the composite
laminate by the fastener tended to supress a “brooming” type
failure at the edge of the
hole observed in pinned joints. The effect of lateral constraint
on joint strength is
illustrated in Figure 2.6 (a). Eriksson (1990), Cooper and
Turvey (1995), Khashaba et
al. (2006) and Pakdil et al. (2007) also found the bearing
strength of the joint to
increase with bolt torque.
In a study carried out by Park (2001), it was found that above a
nominal clamping
pressure, there was little increase in the ultimate bearing
strength of bolted joints. This
is illustrated in Figure 2.6 (b) for three different composite
layups. Furthermore it was
noted that at a clamping pressure of approximately 0.1% of the
nominal bolt torque,
the ultimate bearing strength was almost double compared to that
for pinned joints.
These results suggest that the increase in strength of bolted
joints over pinned joints
was primarily due to the lateral constraint of the fastener,
rather than the increased
friction between the laminates. This was also observed by Nassar
et al. (2007) in
double-lap, composite-aluminium joints. Further evidence of this
can be seen in Figure
-
Chapter 2
24
2.5 (b) where McCarthy et al. (2005a) showed that the friction
in the joint decreases
as loading progresses. However, Park (2001) also noted that
although increasing
clamping pressure above a nominal value did not significantly
change the ultimate
bearing strength of the joint, the delamination bearing strength
continued to increase
with increasing clamping pressure. In contrast to Park (2001),
McCarthy and Gray
(2011) found that joints with larger values of torque carried
greater ultimate loads.
This was attributed to the onset of critical bearing damage
occurring at higher load
levels due to friction forces at the shear plane.
Figure 2.6 (a) Load-displacement behaviour of pinned and clamped
laminated (redrawn from Kelly
and Hallström (2004)); (b) Effect of clamping pressure on
ultimate bearing strength of bolted joints
(redrawn from Park (2001)).
2.2.8 Loading Rate
A vast number of experimental studies have been carried out to
investigate the strain
rate effects in materials and mechanically fastened structures.
This section provides a
brief summary of the studies of relevance to the subject matter
of this thesis. Firstly a
summary on the findings of rate effects in the parent material,
specifically the
composite is given followed by experimental findings in bolted
joints.
The effect of strain rate on the mechanical behaviour of
composite materials has been
investigated by a number of authors using various experimental
techniques. Using
drop-tower testing and a servohydraulic test machine, Hsiao and
Daniel (1998)
investigated the rate effects on the compressive and shear
behaviour of carbon/epoxy
composites for strain rates up to 300s-1. A significant
enhancement in matrix-
dominated properties was observed for higher loading rates.
Shear modulus and
strength were found to increase by 18% and 80% respectively,
while the transverse
-
Chapter 2
25
modulus and strength increased by 37% and 100%. The ultimate
strain at failure for
both shear and transverse loads appeared to be rate independent.
Figure 2.7 illustrates
the effects on strain rate observed by Hsiao and Daniel (1998)
in matrix-dominated
properties. In a similar study carried out by Hsiao et al.
(1998), the variation of both
strength and modulus with strain rate was investigated further.
Between quasi-static
and rates of 10s-1, a linear dependence on strength/modulus was
observed with the log
of strain rate. However, for strain rates above 10s-1,
strength/modulus appeared to
increase exponentially. When the longitudinal properties were
investigated only a
slight increase in the compressive modulus was reported, however
strength and
ultimate strain values increased by up to 79% and 74%
respectively. For strain rates
up to approximately 100s-1, only a linear variation in strength
with the log of strain
rate was observed.
Using a Split Hopkinson Pressure Bar (SHPB), Koerber et al.
(2010) investigated the
strain rate effects on the transverse compression and in-plane
shear properties of
carbon-epoxy composites for strain rates up to 350s-1. The
trends observed in terms of
modulus and strength were comparable to those observed by Hsiao
and Daniel (1998).
Using SHPB testing Hosur et al. (2001) investigated the high
strain rate compression
response on unidirectional and cross-ply carbon epoxy laminates
up to rates of 817s-1.
For all cases tested, an increase in stiffness was observed when
loading rate was
increased from quasi-static to dynamic. However, in cross-ply
laminates (loaded in
plane and through thickness) and unidirectional laminates loaded
along 0°, a decrease
in stiffness was observed when strain rate was increased from
163s-1 to 817s-1. A
decrease in peak stress was also noted in the case of cross-ply
laminates loaded in-
plane. Additionally, the peak stress in all cross-ply laminates
loaded dynamically
through the thickness was lower than the equivalent quasi-static
case. However, the
behaviour of the 90° plies was similar to that observed in Hsiao
and Daniel (1998) and
Koerber et al. (2010), in that both stiffness and strength were
seen to increase with
strain rate.
-
Chapter 2
26
Figure 2.7 Quasi-static and high rate stress strain curves for:
(a) Transverse compression and; (b)
shear in unidirectional carbon/epoxy composites (redrawn from
Hsiao and Daniel (1998)).
Groves et al. (1992) tested carbon/epoxy composites in tension,
shear and
compression up to rates of 3000s-1. Their findings supported
those of Hsiao et al.
(1998), specifically the exponential-like increase in stiffness
and strength beyond
strain rates of 10s-1. Several theories were postulated to
explain the rate-dependent
behaviour observed in polymer-matrix composites. Hsiao and
Daniel (1998) proposed
that the time-dependent nature of accumulating damage could be
one source of the
strain rate effects observed. At lower rates, damage accumulates
more gradually, such
that a well-defined non-linear region occurs near the end of the
stress