Embed Size (px)
Citation preview

Effects of Elevated Temperaturesand Oxidation on ResidualStresses in (Ti,Al)N Coatings
By Ellen Schäffer* and Günter Kleer
Hard coatings deposited in PVD- or CVD-processes are ofwide interest for the improvement of the wear, corrosion, andoxidation behavior of tools used in cutting and drilling pro-cesses, and in the molding of glass and polymer materials. Toachieve good tool performance under the complex loadingconditions in service, which include high temperatures andaggressive environments, the coated tools have to show ahigh resistance to failure, particularly against microcrackingdue to high film stresses. Two different examples of suchdamage occurring by cracking are shown in Figure 1. Fig-ure 1a shows the surface of a TiAlN coating, which was de-posited on silicon and failed directly after deposition due tohigh residual compressive stresses. Damage to a TiAlN coat-ing by tensile stresses leading to cohesive failure is shown inFigure 1b. The damage of the coating in Figure 1b was ob-served after heating the specimen to 600 �C in air. Therefore,both oxidation effects and effects of thermally induced stress-es must have contributed to the observed failures. One direc-tion in the development of coatings is to reduce the contribu-tion to stresses occurring during service by intrinsic stresses,which are dependant on the deposition conditions, particu-larly process gas pressures, substrate temperatures, and thedistance between target and substrate.[1±10] The aim of thepresent investigation was to study the influence of serviceconditions, particularly of high temperatures and aggressiveenvironment, on the residual film stresses.
For the investigation TiN and TiAlN coatings were depos-ited on silica discs (diameter: 22 mm, thickness: 1.2 mm),which were polished to optical quality. Before sputtering, thesubstrates were cleaned in acetone using an ultrasonic bath.The coatings were deposited in different sputtering pro-cesses: DC triode sputtering, RF magnetron sputtering, anddual ion-beam sputtering. The DC triode sputtering processwas performed in a Balzers 510 device. A 60 mm target wassputtered in an argon/nitrogen atmosphere at a total pres-sure of 0.05 Pa. The machine is equipped with a substrateheater, which allows the substrates to be heated additionallyup to 700 �C during the deposition process. The substratetemperature was varied between 500 and 700 �C, the other pa-
rameters were kept constant. The RF magnetron process wasperformed with a Nordiko 2050 machine by sputtering a200 mm diameter target disc in a magnetically enhanced ar-gon/nitrogen discharge driven by a 13.56 MHz RF generator.The total pressure was varied between 0.13 and 1.3 Pa, whilethe other parameters were kept constant. For the depositionof the coatings in the double ion-beam sputtering process aNordiko ion-beam system 3450 was used. A 150 mm targetdisc was sputtered by a high energy argon ion beam. A sec-ond ion beam, the assist-ion beam, consisting of nitrogen ionswas focussed on the substrates while sputtering. The energyof the assist ions UA was varied between UA = 0 and 90 eV. Inthese experiments the ratio of the argon to nitrogen gas flows,the target±substrate distance, and the total pressure of 0.05 Pawere kept constant.
The total effective stress, rtot, in a coating is the sum of ex-ternal stress, rext, due to the external loading, the thermallyinduced stress, rth, due to the difference of the thermal ex-pansion coefficients of substrate and coating materials, andthe intrinsic stress, ri, which depends on the microstructureof the coating and therefore on the deposition conditions.
rtot = rext + rext + ri (1)
The main quantity influencing the microstructure and theintrinsic stress of a coating is the energy of the particles in-volved in the sputtering process. Low energies of these parti-cles result in a porous, open microstructure and intrinsic ten-sile stresses. For higher energies the microstructure ofcoatings becomes more and more dense and the intrinsicstresses may shift from tensile to compressive stresses. Be-sides ionized also neutralized particles, such as neutralizedworking gas ions, can contribute to a densification of the mi-crostructure of the coating and thus to an increase or decreasein the intrinsic stress.[6,11,12]
The thermally induced stress, rth, may be estimated by thefollowing equation.
rth(Tm) = Ec(ac ± as)(Td ± Tm) (2)
where Td is the substrate temperature during the depositionprocess, Tm is the ambient temperature during measurement
CO
MM
UN
ICATIO
NS
ADVANCED ENGINEERING MATERIALS 2000, 2, No. 12 807
±[*] Dr. E. Schäffer, Dr. G. Kleer
Fraunhofer-Institut für WerkstoffmechanikD-79108 Freiburg (Germany)E-mail: [email protected]
1438-1656/00/1212-0807 $ 17.50+.50/0
Fig. 1. Damages in coating surfaces; a) adhesive failure of a coating by excessive com-pressive film stresses; b) cohesive failure of a coating by tensile film stresses.

or in service, Ec is the Young's modulus of the coating, ac andas are the thermal expansion coefficients of the coating andthe substrate material.
In the absence of any external load the sum of rth and ri
can be considered as the temperature-dependent residualfilm stress.
rr(T) = rth(T) + ri (3)
In the present investigation rr was determined by measur-ing the deflection of the plane substrates in an interferometerbefore and after deposition and subsequent evaluation of rr
using Stoney's equation.[13]
(4)
where Es is the Young's modulus of the substrate, ds thethickness of the substrate, ms the Poisson ratio of the substrate,dc the film thickness, and R the radius of the deformed sur-face due to the film stress. For values of Es and ms refer to theliterature.[9]
For coatings deposited in the RF magnetron sputteringprocess at a high total pressure of 1.3 Pa, tensile stresses ofabout 700 MPa were observed whereas at lower total pres-sure (0.13 Pa) compressive stresses of about 600 MPa weredetermined. Also the coatings deposited in the DC sputteringprocess showed a transition from tensile to compressivestresses. For specimens from this process rr at 23 �C is plottedversus the substrate temperatures Td in Figure 2a. For Td =500 �C and 600 �C the coatings showed compressive stresses.At 700 �C, however, tensile stresses were observed. In con-trast to this the stresses of the coatings deposited in the ion-beam deposition process were all compressive. As Figure 2bshows, for the coatings deposited in the single ion-beam pro-cess (UA = 0) compressive stresses of about 5000 MPa weredetermined. By increasing the assist-ion energy up to 60 eV,the compressive residual stress decreases to about 3000 MPa.
A further increase of the assist-ion energy to UA = 75 and90 eV then leads again to an increase in the compressiveresidual stresses.
In the ion-beam assisted deposition process, as well as theRF magnetron sputtering process, the coatings were depos-ited without any additional heating of the substrates. Accord-ing to measurements performed during the coating processthe substrate temperature was lower than 150 �C in these pro-cesses. For TiAlN coatings on silica this corresponds to a ther-mally induced tensile stress, rth, at 23 �C of about 200 MPa.For the films sputtered in the ion-beam process these low val-ues can be neglected compared to the high values of rr, sothat the curve shown in Figure 2b practically represents thedependence of the intrinsic stresses, ri, on the assist-ionenergy.
The observed change from tensile to compressive stressesfor the coatings deposited in the RF magnetron process, canbe related to results known from the literature where influ-ences of the total pressure on the residual stresses of transi-tion-metal coatings[6] and AlN coatings[7] were evaluated. Asthe energy of the particles involved in the process is the mainparameter influencing the microstructure, and therefore theintrinsic stress of a sputtered coating, tensile stresses ob-served at high pressures can be attributed to losses of energythrough collisions with gas particles during the process. As aconsequence, a porous, open microstructure emerges. If thepressure of the process gas atmosphere is lower the particleslose less energy by collision because the mean-free-path islarger. Compared to the RF magnetron process, in the ion-beam assisted sputtering process the total pressure is lowerby one order of magnitude, so that the mean-free-path israised from a few to some 10 cm. Therefore the energy of thehit particles is significantly higher and the observed compres-sive stresses can be directly related to the energies of the as-sist ions. As described elsewhere,[14] also resputtering pro-cesses and processes of recombination through ªthermalspikesº can proceed at sufficiently high energies. Such pro-
cesses seem to be predominant up to assist-ion ener-gies of UA » 60 eV, whereas at further increased en-ergies a densification of the coating materials andan increase of the intrinsic compressive stresses oc-curs.[9]
As the coatings deposited in the DC triode pro-cess were prepared by application of substrate heat-ing, the thermally induced stresses can not be ne-glected. By calculating rth for Td = 500, 600, and700 �C according to Equation 2 and subtractingthese values from rr, ri was calculated for thesespecimens. The values obtained were ±2800, ±2500,and ±1600 MPa for Td = 500, 600, and 700 �C, respec-tively. Thus, the increased temperature leads to de-creased intrinsic stresses. Similar to the results dis-cussed previously[15] for AlN coatings, this decreasein ri could be qualitatively explained by recombina-tion effects induced by the available high thermalenergies.
Schäffer, Kleer/Residual Stresses in (Ti,Al)N Coatings
CO
MM
UN
ICATI
ON
S
808 ADVANCED ENGINEERING MATERIALS 2000, 2, No. 12
Fig. 2. Residual stresses, rr, at 23�C of TiAIN-coatings on silica as a function of a) substrate temper-ature, for coatings deposited in a dc-sputtering process; b) assist ion energy, for coatings deposited ina dual ion beam sputtering process.

For the investigation of the residual stresses as a functionof the ambient temperature, Tm, an interferometer equippedwith a special heater cell was used, which enables in situ ob-servations of the changes in the deflection of the specimensup to 500 �C. To prevent oxidation of the specimens in theheater cell a flow of protective nitrogen gas was maintainedduring the experiments. After heating the specimens werecooled down to room temperature. This heating and coolingcycle was performed several times.
Experimental results for specimens prepared in the RFmagnetron process are shown in Figure 3a, in which rr isplotted versus Tm. As the figure shows, for coatings depos-ited at a total pressure of 1.3 Pa, rr decreases after heating upto 50 �C. A further increase of the temperature causes littlechange in rr. After cooling the initial value of rr was notreached again. This occurred by microcracking of the surface,which is illustrated in the micrograph shown in Figure 3a.The specimens prepared at the lower deposition pressure(0.13 Pa), however, showed a nearly linear increase in the re-sidual compressive stress with increasing the temperature,
and after cooling the initial rr value was reached.Values obtained in further heating and cooling cy-cles did not differ from the first one. In Figure 3b, rr
is plotted as a function of Tm for specimens depos-ited in the ion-beam assisted process at UA = 30 and90 eV. As the figure shows, on first heating the de-pendence of rr on Tm is not linear as implied byEquation 2. After cooling from 400 �C the compres-sive residual stresses decrease to lower values thanbefore heating. In contrast to the first heating cycle,in the second and further heatings a linear rr(Tm)dependence could be observed. rr(Tm) curves of thecoatings sputtered in the DC process at differenttemperatures Td are shown in Figure 3c. For thesespecimens rr(Tm) was linear in the first cycle, and inthe further measurement cycles no deviations fromthe first curve occurred.
As the results demonstrate, the contribution of ri
to the total residual stress, rr, may be very high. Ac-cording to the literature,[6,11,12] ri is related to thebombardment of the growing film by high-energyparticles: metal atoms sputtered out of the target,nitrogen and also working gas (argon), which maybe neutralized and reflected at the target. Accordingto previous work,[16] the energies for the bonding ofargon atoms in a coating are only about 0.03 eV.Therefore, the exposure of a coating to elevatedtemperatures can lead to the desorption of theseweakly bonded argon atoms, which explains the re-duction of the compressive stresses after heating thefilms under inert conditions (Fig. 3b). Stable bondedparticles, however, remain in the structure and areresponsible for permanent intrinsic stresses.
From the explanation above it also becomes evi-dent that if higher substrate temperatures are ap-
plied the process of desorption may exceed the incorporationof argon during the deposition. Consequently, this shouldalso be the physical reason for the stable linear rr(Tm) curvesin the first cycle for the specimens produced in the DC pro-cess at Td above 500 �C (compare Fig. 3c).
In order to determine the influence of oxidation on the re-sidual stresses, coated specimens having permanent intrinsicstresses were exposed to elevated temperatures and oxidativeenvironments by heating them in a furnace up to 800 �C in airfor different exposure times, texp. After cooling the specimensto room temperature rr was determined as described above.
Results of the measurements of rr as a function of texp areplotted for the binary material TiN and for TiAlN in Figure 4and Figure 5, respectively. For TiN specimens having initialrr values of about ±1800 and ±3700 MPa, rr is plotted versusthe square root of texp in Figure 4. It is shown that the com-pressive stress decreases parabolically with increasing texp.Whereas Coating 1 remains in the range of compressivestresses, for Coating 2 tensile stresses are reached after thesame exposure times. As Figure 5 shows, the behavior of
Schäffer, Kleer/Residual Stresses in (Ti,Al)N Coatings
CO
MM
UN
ICATIO
NS
ADVANCED ENGINEERING MATERIALS 2000, 2, No. 12 809
Fig. 3. Residual stresses rr as a function of the ambient temperature, Tm, of TiAIN-coatings depos-ited on silica in different PVD-processes: a) r.f. magnetron sputtering at different total pressures (ptot
= 0.13 Pa and 1.3 Pa); b) double ion beam sputtering process with different assist ion energies (UA =30 eV and 90 eV); c) d.c. sputtering process at different substrate temperatures (Td = 500�C, 600�and 700�C).
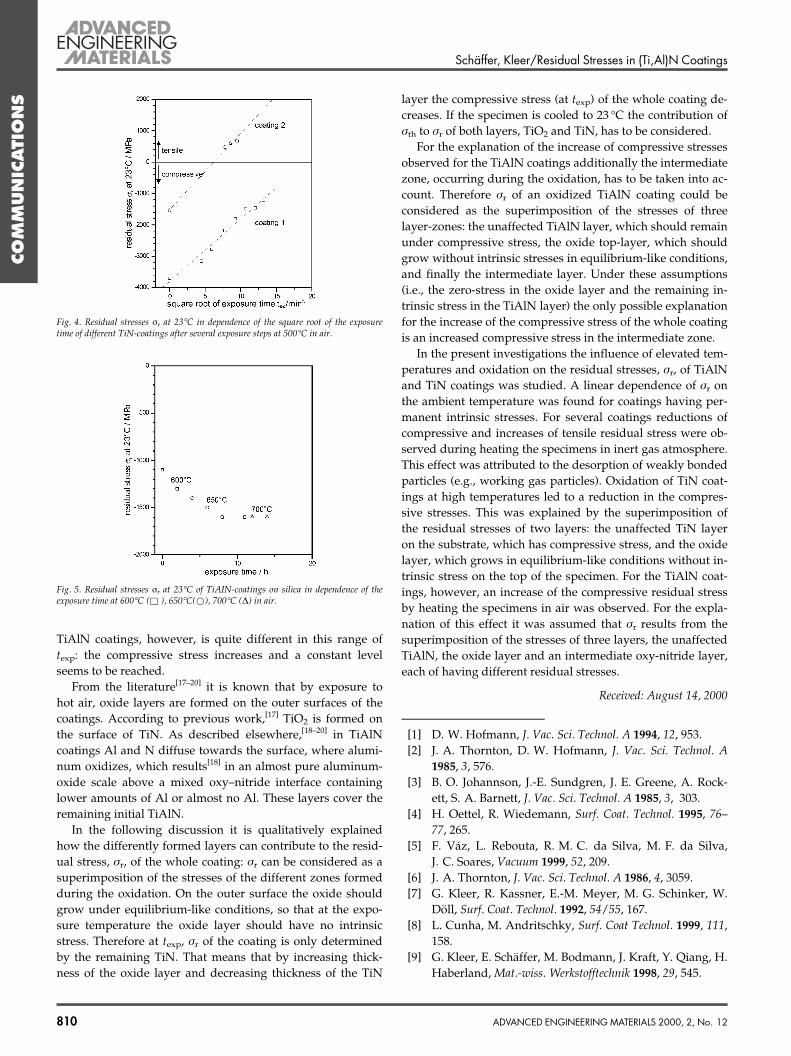
TiAlN coatings, however, is quite different in this range oftexp: the compressive stress increases and a constant levelseems to be reached.
From the literature[17±20] it is known that by exposure tohot air, oxide layers are formed on the outer surfaces of thecoatings. According to previous work,[17] TiO2 is formed onthe surface of TiN. As described elsewhere,[18±20] in TiAlNcoatings Al and N diffuse towards the surface, where alumi-num oxidizes, which results[18] in an almost pure aluminum-oxide scale above a mixed oxy±nitride interface containinglower amounts of Al or almost no Al. These layers cover theremaining initial TiAlN.
In the following discussion it is qualitatively explainedhow the differently formed layers can contribute to the resid-ual stress, rr, of the whole coating: rr can be considered as asuperimposition of the stresses of the different zones formedduring the oxidation. On the outer surface the oxide shouldgrow under equilibrium-like conditions, so that at the expo-sure temperature the oxide layer should have no intrinsicstress. Therefore at texp, rr of the coating is only determinedby the remaining TiN. That means that by increasing thick-ness of the oxide layer and decreasing thickness of the TiN
layer the compressive stress (at texp) of the whole coating de-creases. If the specimen is cooled to 23 �C the contribution ofrth to rr of both layers, TiO2 and TiN, has to be considered.
For the explanation of the increase of compressive stressesobserved for the TiAlN coatings additionally the intermediatezone, occurring during the oxidation, has to be taken into ac-count. Therefore rr of an oxidized TiAlN coating could beconsidered as the superimposition of the stresses of threelayer-zones: the unaffected TiAlN layer, which should remainunder compressive stress, the oxide top-layer, which shouldgrow without intrinsic stresses in equilibrium-like conditions,and finally the intermediate layer. Under these assumptions(i.e., the zero-stress in the oxide layer and the remaining in-trinsic stress in the TiAlN layer) the only possible explanationfor the increase of the compressive stress of the whole coatingis an increased compressive stress in the intermediate zone.
In the present investigations the influence of elevated tem-peratures and oxidation on the residual stresses, rr, of TiAlNand TiN coatings was studied. A linear dependence of rr onthe ambient temperature was found for coatings having per-manent intrinsic stresses. For several coatings reductions ofcompressive and increases of tensile residual stress were ob-served during heating the specimens in inert gas atmosphere.This effect was attributed to the desorption of weakly bondedparticles (e.g., working gas particles). Oxidation of TiN coat-ings at high temperatures led to a reduction in the compres-sive stresses. This was explained by the superimposition ofthe residual stresses of two layers: the unaffected TiN layeron the substrate, which has compressive stress, and the oxidelayer, which grows in equilibrium-like conditions without in-trinsic stress on the top of the specimen. For the TiAlN coat-ings, however, an increase of the compressive residual stressby heating the specimens in air was observed. For the expla-nation of this effect it was assumed that rr results from thesuperimposition of the stresses of three layers, the unaffectedTiAlN, the oxide layer and an intermediate oxy-nitride layer,each of having different residual stresses.
Received: August 14, 2000
±[1] D. W. Hofmann, J. Vac. Sci. Technol. A 1994, 12, 953.[2] J. A. Thornton, D. W. Hofmann, J. Vac. Sci. Technol. A
1985, 3, 576.[3] B. O. Johannson, J.-E. Sundgren, J. E. Greene, A. Rock-
ett, S. A. Barnett, J. Vac. Sci. Technol. A 1985, 3, 303.[4] H. Oettel, R. Wiedemann, Surf. Coat. Technol. 1995, 76±
77, 265.[5] F. Vµz, L. Rebouta, R. M. C. da Silva, M. F. da Silva,
J. C. Soares, Vacuum 1999, 52, 209.[6] J. A. Thornton, J. Vac. Sci. Technol. A 1986, 4, 3059.[7] G. Kleer, R. Kassner, E.-M. Meyer, M. G. Schinker, W.
Döll, Surf. Coat. Technol. 1992, 54/55, 167.[8] L. Cunha, M. Andritschky, Surf. Coat Technol. 1999, 111,
158.[9] G. Kleer, E. Schäffer, M. Bodmann, J. Kraft, Y. Qiang, H.
Haberland, Mat.-wiss. Werkstofftechnik 1998, 29, 545.
Schäffer, Kleer/Residual Stresses in (Ti,Al)N Coatings
CO
MM
UN
ICATI
ON
S
810 ADVANCED ENGINEERING MATERIALS 2000, 2, No. 12
Fig. 4. Residual stresses rr at 23�C in dependence of the square root of the exposuretime of different TiN-coatings after several exposure steps at 500�C in air.
Fig. 5. Residual stresses rr at 23�C of TiAIN-coatings on silica in dependence of theexposure time at 600�C (& ), 650�C(*), 700�C (D) in air.

[10] S. J. Bull, Vacuum 1992, 4, 387.[11] F. M. D'Heurle, J. M. E. Harper, Thin Solid Films 1989,
171, 81.[12] H. Windischmann, J. Vac. Sci. Technol. A 1984, 9, 2431.[13] G. G. Stoney, Proc. Roy. Soc. A 1909, 82, 172.[14] C. A. Davis, Thin Solid Films 1993, 226, 30.[15] G. Kleer, W. Döll, Mat.-wiss. und Werkstofftechnik 1993,
24, 80.[16] G. Franz, Kalte Plasmen, Springer-Verlag, Berlin Heidel-
berg New York, 1990.[17] M. Wittmer, J. Noser, H. Melchior, J. Appl. Phys. 1981,
52, 6659.[18] S. Hofmann, H. A. Jehn, Surf. Interf. Anal. 1988, 12, 329.[19] W.-D. Münz, Werkst. Korros. 1990, 41, 753.[20] D. McIntyre, J. E. Greene, G. Hakansson, J.-E. Sund-
gren, W.-D. Münz, J. Appl. Phys. 1990, 67, 1542.
Ductility of an Aluminide Coatingon a Single-Crystal Nickel-BasedAlloy**
By Ernst Eugen Affeldt*
Aluminide coatings are a typical means of protectionagainst high-temperature oxidation applied to blades andvanes in aeroengine or stationary gas turbines. These coatingsenhance oxidation resistance, but they often drastically re-duce mechanical strength.[1±5] This behavior is caused by thewell-known brittleness of intermetallics at low temperatures,because the main constituent of aluminide coatings is the in-termetallic compound b-NiAl. Turbine blades experiencecomplex loading cycles during engine operation with typicalstrain and temperature histories.[6] If the resultant stress inthe blade at low temperature is high enough to cause fracture,the coating will crack and thus reduce life under cyclic condi-tions. To avoid this or, if impossible, to predict it, the ductilityof the coating at different temperatures and the factors influ-encing it is important information.
Aluminide coatings can be produced by various tech-niques.[7] These techniques are usually characterized as �high'or �low' activity processes. The high-activity process resultsin very high concentrations of aluminum at the coating sur-face and necessitates an additional post-coating heat treat-ment. The resulting aluminum concentration and the coatingthickness after this treatment are influenced by the applied
temperature and duration. It is well known that higher Alcontents result in more brittle coatings, but no quantitative re-sults are reported. The influence of the coating thickness isdeduced from simple fracture mechanics models, showingthat a thick coating stores more elastic energy than a thin one;energy which gets free by a crack through the coating.[8]
The aim of our work was to study the influence of thealuminum concentration on the ductility of a typical high-activity coating (pack cementation). Some specimens with alow-activity (gas phase) coating were produced too, for com-parison. It is difficult to produce coatings with different Alcontent but similar thickness. The remaining difference incoating thickness was therefore taken into account with ref-erence to a fracture mechanics model.[8]
The substrate material was a second-generation single-crystal nickel-based superalloy. The crystallographic orienta-tion of the longitudinal axis of the test specimens was within15� of <001>. Following solution heat treatment of the 25 mmdiameter single crystal blanks, they were machined intobending specimens (rectangular bars, 5 mm ´ 5 mm ´50 mm). The Al concentration of the coating was evaluatedon cross sections by EDX together with the coating thickness.The results are given in Table 1.
Three-point bending tests were performed to evaluate theminimum strain necessary to initiate cracks in the aluminidecoating. The specimens were coated on the side that experi-enced tension under bending loads. Testing was performedisothermally at different temperatures. Usually the specimenswere loaded to a maximum strain that was 10 % higher thanthe strain that corresponds to the yield strength. The strainthat causes cracking of the coating (fracture strain) was evalu-ated during the test by acoustic emission measurements andafter the test by optical inspection, as follows. The bend testsamples were polished after testing on the surface perpendic-ular to the coating and to the loading axis. A small bendingapparatus was used to load the specimen to about half of theyield strength of the substrate to enhance the resolution of thecracks. Those cracks were evaluated that had the largest dis-tance to the middle of the specimen and the correspondingstrain at that location was evaluated.
The results of the minimum strain for cracking of the coat-ing (fracture strain) as a function of temperature are shown inFigure 1. The results show appreciable scatter, but all show aslight increase up to 600 �C and a very steep increase at high-er temperature, indicating a brittle-to-ductile transition. Oftenthe test at that temperature was stopped without cracking of
ADVANCED ENGINEERING MATERIALS 2000, 2, No. 12 811
CO
MM
UN
ICATIO
NS
±[*] Dr. E. E. Affeldt
DaimlerChrysler Aerospace MTU, Dept. TWWSDachauerstraûe 665, D-80995 München (Germany)E-mail: [email protected]
[**] Thanks are given to Joseph Haug, who conducted the experi-ments.
1438-1656/00/1212-0811 $ 17.50+.50/0
Table 1. Aluminum concentration and thickness of the coatings investigated.
Process Al concentration Thickness[wt.-%] [lm]
Pack 24.0 63Pack 24.8 72Pack 29.6 67Pack 31.0 63Gas phase 34.0 60










![Prediction of welding residual stresses using machine ... · characterise the distribution of residual stresses in structural welds [6, 7]. With the development of residual stress](https://img.pdfslide.us/doc/110x75/5fa3f63f3be93a3412525cc3/prediction-of-welding-residual-stresses-using-machine-characterise-the-distribution.jpg)