Embed Size (px)
Citation preview

Residual Stresses and Dimensional Changes Related to the Lattice ParameterChanges of Heat-Treated JIS SKD 11 Tool Steels
Yang-Yu Su1, Liu-Ho Chiu1,+, Fan-Shiong Chen1, Shou-Chi Lin2 and Yeong-Tsuen Pan2
1Department of Materials Engineering, Tatung University, Taipei 10451, Taiwan2China Steel Corporation, Kaohsiung 81233, Taiwan
The residual stresses and dimensional changes related to the lattice parameter of the JIS SKD11 tool steel have been investigated for bothconventional and cryogenic treatments. As trapped carbon atoms are released from the martensite, the martensite c/a ratios and dimensions ofthe specimens treated conventionally decreased at tempering temperatures above 673K. However, these values increased owing to the increasein the c-axis when tempering was conducted at temperatures higher than 673K. At higher temperatures, the retained austenite is converted intomartensite. The martensite c/a ratios and dimension change ratios in the cryogenically treated specimens decreased significantly with thetempering temperature because the amount of retained austenite is reduced by cryogenic treatment. In the conventionally treated specimens, thecompressive residual stress decreased with quenching after tempering because of the release of trapped carbon atoms. However, the retainedaustenite to martensite transformation and the precipitation of alloy carbides leads to increased martensite lattice parameters and dimensionalresidual stress changes. The residual stress is also changed to generate compressive residual stresses. The dimension change ratio incryogenically treated and tempered specimens decreased as the tempering temperature increased through a reduction in the amount of trappedcarbon. However, the magnitude of the compressive residual stress was reduced to zero. [doi:10.2320/matertrans.M2014031]
(Received January 24, 2014; Accepted February 20, 2014; Published April 25, 2014)
Keywords: residual stress, dimension change, lattice parameter
1. Introduction
Quenched, cold-worked steel JIS SKD 11 can be temperedat low temperatures (<453K) to produce a high hardness(>61 HRC) material. However, this steel may contain asignificant amount of austenite retained in the martensitematrix. There is considerable interest in the relationshipbetween the retained austenite transformation and theassociated dimensional changes for the production ofprecision mechanical parts, such as punch dies and gauges.Many researchers believe that retained austenite negativelyaffects the dimensional stability of tool steel.1,2) Cryogenictreatment and high-temperature tempering can transform theretained austenite into martensite and precipitate fine carbidesinto the martensite matrix.3) The potential for distortion inheat-treated automotive component manufacturing alsodepends on the material properties induced in previousstages of raw steel manufacturing.4)
The increments by heat treatments give rise to dimensionexpansion caused by the austenite transforming into marten-site. This can result in a 4.2% increase in volume and a 1.4%increase length. Thermal stresses and phase transformationstresses are the two main causes of distortion during heatingand cooling. The dimensional variations caused by phasetransformation are affected by metal elements other thancarbon itself. In particular, the transition element atomscontained in the carbides in SKD 11 steel, such as chromium,molybdenum and vanadium, will be dissolved and enrichedin the matrix when the SKD 11 steel is austenitized. Thissubstitutional solid-solution mechanism distorts the austenitelattice. The carbides that precipitate during tempering alsoinfluence the carbon concentration in the martensite lattice.
High-temperature tempering and cryogenic treatmentresearch has recently suggested that a reduction in the amountof retained austenite is beneficial to dimensional stability.
Another factor beneficial for dimensional stability is therelaxation of residual stresses in the processed steel. 823K isthe most widely applied tempering temperature that activatesthe secondary hardening mechanism. It reduces the originalstresses by 7090%, leading to greater dimensional stabil-ity.1,2) Surberg found that the greatest dimensional stabilitywas achieved using a deep cold treatment at cryogenictemperatures, and that the cryogenic temperature treatmentprocess is time dependent.2) Gogte reported that the period forwhich the samples are held at low temperature, known as thesoaking period, is necessary to facilitate the transformation ofthe retained austenite into martensite and allow fine carbidesto precipitate into the crystal lattice to achieve the lowestpossible energy state.5) Pellizzari found that fine cementiteprecipitated from the martensite and retained austenite, andthat this decomposition influences the dimensional changes.6)
Residual compressive stresses produced during the rollingprocess impact the steel in the circumferential and axialdirections with respect to the worked track. The quenchingprocess applied to SAE 52100 steel rods resulted in differentresidual stress and retained austenite distributions at thesurface and in the sub-surface regions.7)
Here, an attempt is made to quantify the effect of the heattreatment parameters on the residual stresses and dimensionalchanges related to the martensite lattice parameters for JISSKD 11 tool steel. Both conventional and cryogenic treat-ments were conducted to evaluate the differences betweenthem.
2. Experimental Procedure
The chemical composition of SKD 11 cold-worked steelis listed in Table 1. The SKD 11 steel specimens withdimensions of º 25mm © t 50mm were machined from º
26mm as-received steel rods. The specimen surfaces werepolished to a surface roughness (Ra) of near-mirror grade,approximately 0.2 Ra.+Corresponding author, E-mail: [email protected]
Materials Transactions, Vol. 55, No. 5 (2014) pp. 831 to 837©2014 The Japan Institute of Metals and Materials EXPRESS REGULAR ARTICLE
A two-chamber vacuum furnace incorporating a heatingchamber was employed in this experiment. The specimenswere preheated at 923 and 1123K for 25min each and thenaustenitized at 1298K for 20min. After that, the specimenswere removed from the heating chamber and quenched ina cooling chamber containing nitrogen gas at 3 bar. Thequenched specimens were double tempered in the range 473to 923K; these specimens are designated “conventional”.Some quenched specimens were cryogenically treated, first ata cooling rate of 1K/min, then held at 113K for one hour,and then tempered; these specimens are designated “cryo-genic”. Tempering must be performed prior to cryogenictreatment to avoid cracking.
The specimens were etched using a 5% Nital reagent formicrostructural analysis. The volume fraction of retainedaustenite was determined by an X-ray diffraction (XRD)analysis conducted with Cu radiation at a 1°/min scanningrate. The retained austenite content in the tool steel wascalculated using the XRD technique to subtract the primarycarbide amount in the tool steel in order to avoid unexpectederrors. The primary carbide content in the tool steel wasdetermined by etching with Beraha’s B0 reagents to clearlyidentify the carbides.8) The martensitic lattice parameterswere obtained by calculating the tetragonal lattice of the(200) and (211) peaks for c/a values.
The bulk hardness values of the samples with different heattreatments were determined using a Rockwell hardness testerafter polishing the specimens. A Mitutoyo micrometer with aresolution of 1 µm was used to measure specimen dimensionsbefore and after each treatment. The residual stress measure-ments were performed using the PULSTEC µ-X360 portableX-ray residual stress analyzer according to the cos ¡ methodand using Cr radiation. Diffraction intensity profiles werecomputed in the radial direction from the measured Debyering image. All residual stress values were measured at thesample surface in both the transverse and longitudinaldirections.
3. Results and Discussion
3.1 MetallographyFigure 1 shows the microstructure of the as-received SKD
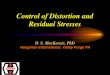
11 tool steel. In Fig. 1(a), the bigger primary eutecticcarbides are rectangular in a longitudinal view, and thecarbide length is two to five times the width. It is apparentthat the carbides are aligned along the rolling direction. Thebigger primary carbides in the transverse direction [Fig. 1(b)]are about 25 to 30 µm and the small carbides are about 1 to10 µm. These micrographs show a non-uniform distributionof the bigger carbides and fairly uniform distribution ofsmaller carbides in the ferrite matrix. The number and size ofthe primary carbides are related to the forging and rollingprocesses.
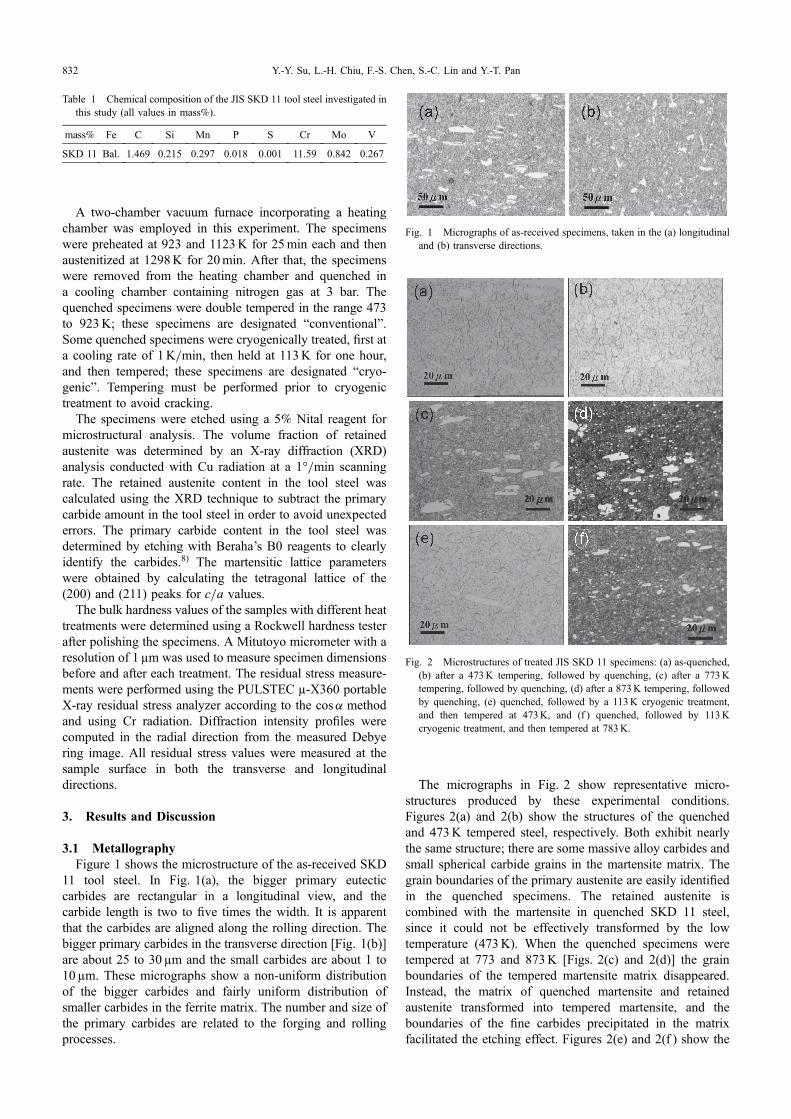
The micrographs in Fig. 2 show representative micro-structures produced by these experimental conditions.Figures 2(a) and 2(b) show the structures of the quenchedand 473K tempered steel, respectively. Both exhibit nearlythe same structure; there are some massive alloy carbides andsmall spherical carbide grains in the martensite matrix. Thegrain boundaries of the primary austenite are easily identifiedin the quenched specimens. The retained austenite iscombined with the martensite in quenched SKD 11 steel,since it could not be effectively transformed by the lowtemperature (473K). When the quenched specimens weretempered at 773 and 873K [Figs. 2(c) and 2(d)] the grainboundaries of the tempered martensite matrix disappeared.Instead, the matrix of quenched martensite and retainedaustenite transformed into tempered martensite, and theboundaries of the fine carbides precipitated in the matrixfacilitated the etching effect. Figures 2(e) and 2(f ) show the
Table 1 Chemical composition of the JIS SKD 11 tool steel investigated inthis study (all values in mass%).
mass% Fe C Si Mn P S Cr Mo V
SKD 11 Bal. 1.469 0.215 0.297 0.018 0.001 11.59 0.842 0.267
Fig. 1 Micrographs of as-received specimens, taken in the (a) longitudinaland (b) transverse directions.
Fig. 2 Microstructures of treated JIS SKD 11 specimens: (a) as-quenched,(b) after a 473K tempering, followed by quenching, (c) after a 773Ktempering, followed by quenching, (d) after a 873K tempering, followedby quenching, (e) quenched, followed by a 113K cryogenic treatment,and then tempered at 473K, and (f ) quenched, followed by 113Kcryogenic treatment, and then tempered at 783K.
Y.-Y. Su, L.-H. Chiu, F.-S. Chen, S.-C. Lin and Y.-T. Pan832
microstructures present in quenched specimens that weretreated cryogenically at 113K and then tempered at 473 and783K, respectively. The microstructures reveal that thecryogenically treated specimens did not exhibit a noticeablydifferent microstructure from those shown in Figs. 2(b) and2(d), respectively. The number and size of the carbides inthe quenched specimens are smaller than those in the as-received steel; this is related to the austenitizing temperature.Comparing the cryogenically processed materials inFigs. 2(c) and 2(f ), the optical micrographs fail to bringout any distinctive differences between the microstructuresof conventional and cryogenic treated specimens. This isbecause of the limited optical microscope magnification.Das also reported the same difficulty in differentiating themicrostructures of subzero-temperaturetreated steel speci-mens using optical microscopy.9)
3.2 XRD analysisThe XRD results from the specimens quenched and
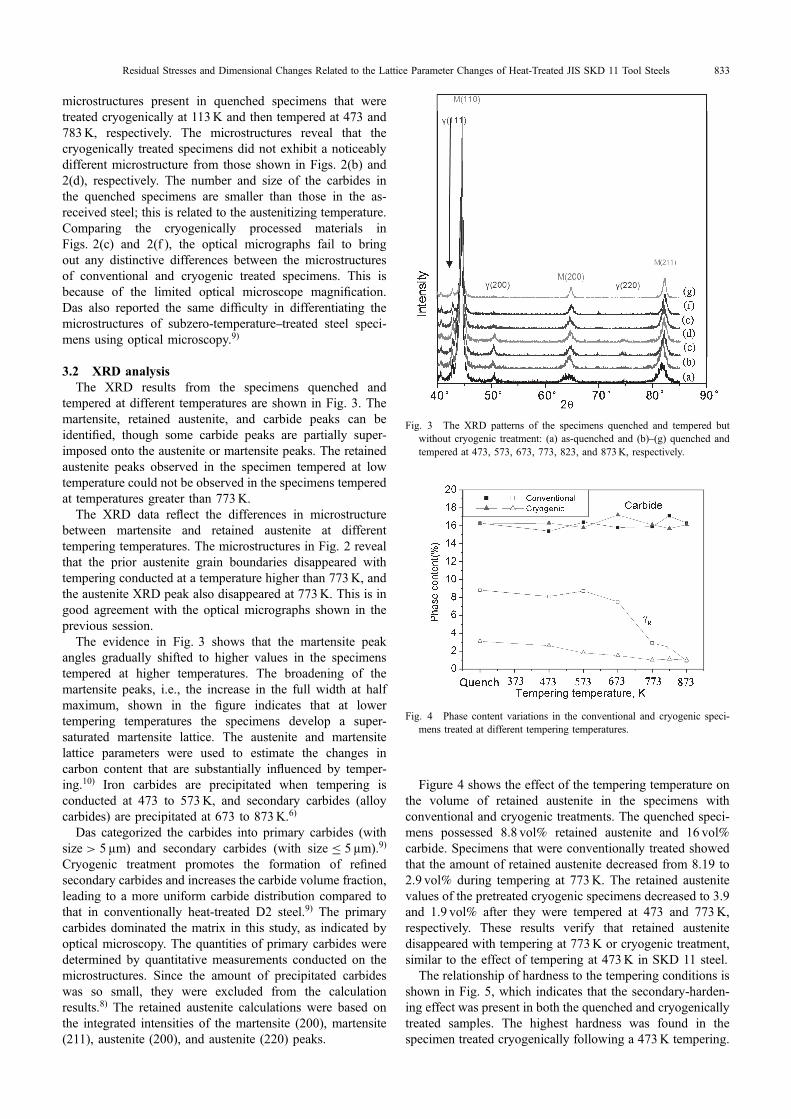
tempered at different temperatures are shown in Fig. 3. Themartensite, retained austenite, and carbide peaks can beidentified, though some carbide peaks are partially super-imposed onto the austenite or martensite peaks. The retainedaustenite peaks observed in the specimen tempered at lowtemperature could not be observed in the specimens temperedat temperatures greater than 773K.
The XRD data reflect the differences in microstructurebetween martensite and retained austenite at differenttempering temperatures. The microstructures in Fig. 2 revealthat the prior austenite grain boundaries disappeared withtempering conducted at a temperature higher than 773K, andthe austenite XRD peak also disappeared at 773K. This is ingood agreement with the optical micrographs shown in theprevious session.
The evidence in Fig. 3 shows that the martensite peakangles gradually shifted to higher values in the specimenstempered at higher temperatures. The broadening of themartensite peaks, i.e., the increase in the full width at halfmaximum, shown in the figure indicates that at lowertempering temperatures the specimens develop a super-saturated martensite lattice. The austenite and martensitelattice parameters were used to estimate the changes incarbon content that are substantially influenced by temper-ing.10) Iron carbides are precipitated when tempering isconducted at 473 to 573K, and secondary carbides (alloycarbides) are precipitated at 673 to 873K.6)
Das categorized the carbides into primary carbides (withsize > 5µm) and secondary carbides (with size ¯ 5µm).9)
Cryogenic treatment promotes the formation of refinedsecondary carbides and increases the carbide volume fraction,leading to a more uniform carbide distribution compared tothat in conventionally heat-treated D2 steel.9) The primarycarbides dominated the matrix in this study, as indicated byoptical microscopy. The quantities of primary carbides weredetermined by quantitative measurements conducted on themicrostructures. Since the amount of precipitated carbideswas so small, they were excluded from the calculationresults.8) The retained austenite calculations were based onthe integrated intensities of the martensite (200), martensite(211), austenite (200), and austenite (220) peaks.
Figure 4 shows the effect of the tempering temperature onthe volume of retained austenite in the specimens withconventional and cryogenic treatments. The quenched speci-mens possessed 8.8 vol% retained austenite and 16 vol%carbide. Specimens that were conventionally treated showedthat the amount of retained austenite decreased from 8.19 to2.9 vol% during tempering at 773K. The retained austenitevalues of the pretreated cryogenic specimens decreased to 3.9and 1.9 vol% after they were tempered at 473 and 773K,respectively. These results verify that retained austenitedisappeared with tempering at 773K or cryogenic treatment,similar to the effect of tempering at 473K in SKD 11 steel.
The relationship of hardness to the tempering conditions isshown in Fig. 5, which indicates that the secondary-harden-ing effect was present in both the quenched and cryogenicallytreated samples. The highest hardness was found in thespecimen treated cryogenically following a 473K tempering.
Fig. 3 The XRD patterns of the specimens quenched and tempered butwithout cryogenic treatment: (a) as-quenched and (b)(g) quenched andtempered at 473, 573, 673, 773, 823, and 873K, respectively.
Fig. 4 Phase content variations in the conventional and cryogenic speci-mens treated at different tempering temperatures.
Residual Stresses and Dimensional Changes Related to the Lattice Parameter Changes of Heat-Treated JIS SKD 11 Tool Steels 833
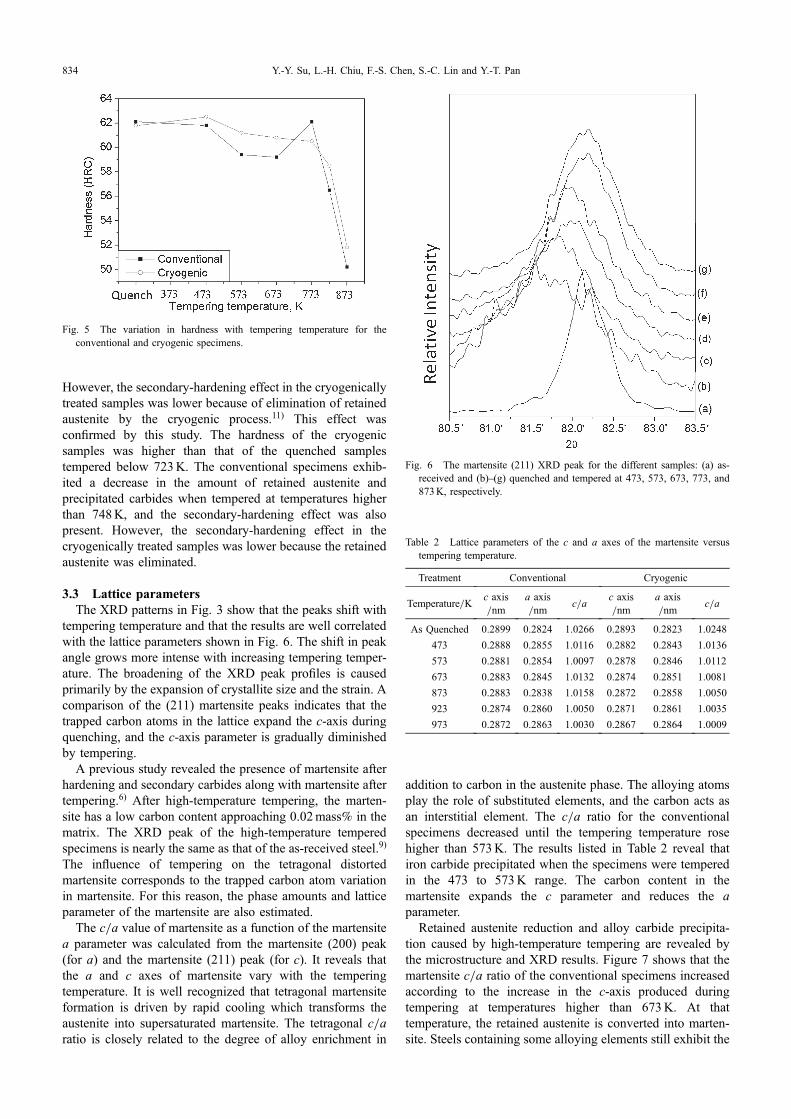
However, the secondary-hardening effect in the cryogenicallytreated samples was lower because of elimination of retainedaustenite by the cryogenic process.11) This effect wasconfirmed by this study. The hardness of the cryogenicsamples was higher than that of the quenched samplestempered below 723K. The conventional specimens exhib-ited a decrease in the amount of retained austenite andprecipitated carbides when tempered at temperatures higherthan 748K, and the secondary-hardening effect was alsopresent. However, the secondary-hardening effect in thecryogenically treated samples was lower because the retainedaustenite was eliminated.
3.3 Lattice parametersThe XRD patterns in Fig. 3 show that the peaks shift with
tempering temperature and that the results are well correlatedwith the lattice parameters shown in Fig. 6. The shift in peakangle grows more intense with increasing tempering temper-ature. The broadening of the XRD peak profiles is causedprimarily by the expansion of crystallite size and the strain. Acomparison of the (211) martensite peaks indicates that thetrapped carbon atoms in the lattice expand the c-axis duringquenching, and the c-axis parameter is gradually diminishedby tempering.
A previous study revealed the presence of martensite afterhardening and secondary carbides along with martensite aftertempering.6) After high-temperature tempering, the marten-site has a low carbon content approaching 0.02mass% in thematrix. The XRD peak of the high-temperature temperedspecimens is nearly the same as that of the as-received steel.9)
The influence of tempering on the tetragonal distortedmartensite corresponds to the trapped carbon atom variationin martensite. For this reason, the phase amounts and latticeparameter of the martensite are also estimated.
The c/a value of martensite as a function of the martensitea parameter was calculated from the martensite (200) peak(for a) and the martensite (211) peak (for c). It reveals thatthe a and c axes of martensite vary with the temperingtemperature. It is well recognized that tetragonal martensiteformation is driven by rapid cooling which transforms theaustenite into supersaturated martensite. The tetragonal c/aratio is closely related to the degree of alloy enrichment in
addition to carbon in the austenite phase. The alloying atomsplay the role of substituted elements, and the carbon acts asan interstitial element. The c/a ratio for the conventionalspecimens decreased until the tempering temperature rosehigher than 573K. The results listed in Table 2 reveal thatiron carbide precipitated when the specimens were temperedin the 473 to 573K range. The carbon content in themartensite expands the c parameter and reduces the aparameter.
Retained austenite reduction and alloy carbide precipita-tion caused by high-temperature tempering are revealed bythe microstructure and XRD results. Figure 7 shows that themartensite c/a ratio of the conventional specimens increasedaccording to the increase in the c-axis produced duringtempering at temperatures higher than 673K. At thattemperature, the retained austenite is converted into marten-site. Steels containing some alloying elements still exhibit the
Fig. 5 The variation in hardness with tempering temperature for theconventional and cryogenic specimens.
Fig. 6 The martensite (211) XRD peak for the different samples: (a) as-received and (b)(g) quenched and tempered at 473, 573, 673, 773, and873K, respectively.
Table 2 Lattice parameters of the c and a axes of the martensite versustempering temperature.
Treatment Conventional Cryogenic
Temperature/Kc axis/nm
a axis/nm
c/ac axis/nm
a axis/nm
c/a
As Quenched 0.2899 0.2824 1.0266 0.2893 0.2823 1.0248
473 0.2888 0.2855 1.0116 0.2882 0.2843 1.0136
573 0.2881 0.2854 1.0097 0.2878 0.2846 1.0112
673 0.2883 0.2845 1.0132 0.2874 0.2851 1.0081
873 0.2883 0.2838 1.0158 0.2872 0.2858 1.0050
923 0.2874 0.2860 1.0050 0.2871 0.2861 1.0035
973 0.2872 0.2863 1.0030 0.2867 0.2864 1.0009
Y.-Y. Su, L.-H. Chiu, F.-S. Chen, S.-C. Lin and Y.-T. Pan834
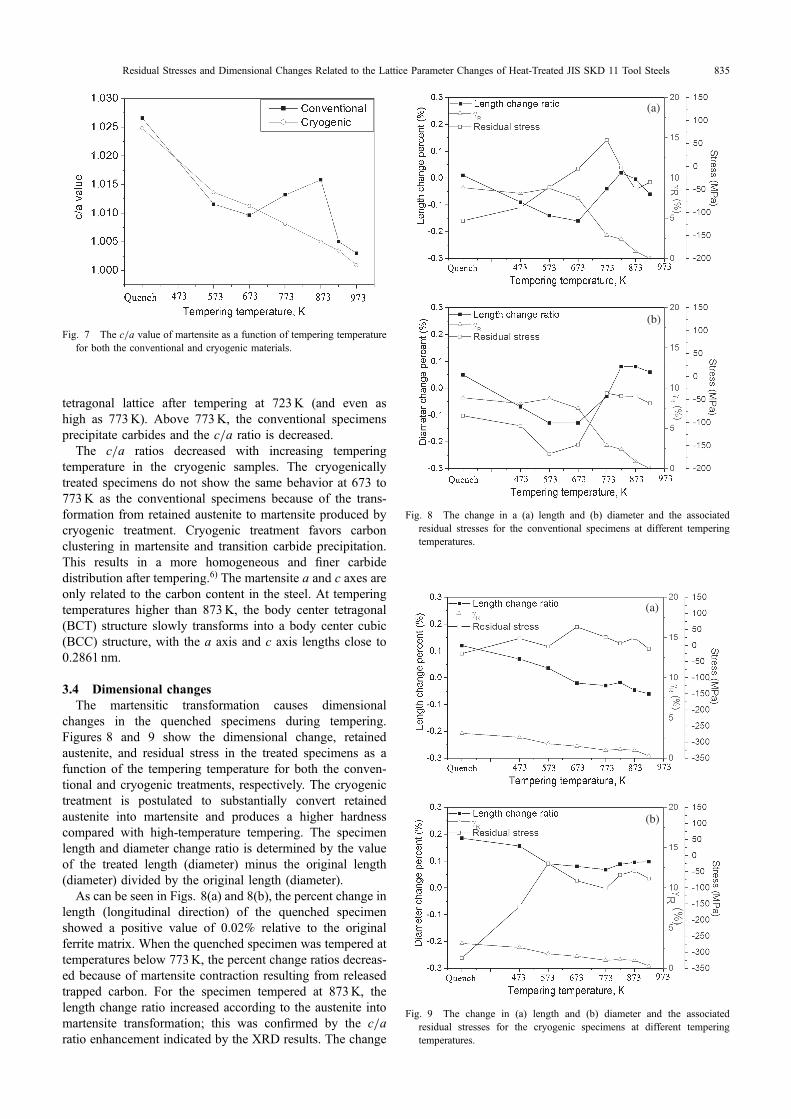
tetragonal lattice after tempering at 723K (and even ashigh as 773K). Above 773K, the conventional specimensprecipitate carbides and the c/a ratio is decreased.
The c/a ratios decreased with increasing temperingtemperature in the cryogenic samples. The cryogenicallytreated specimens do not show the same behavior at 673 to773K as the conventional specimens because of the trans-formation from retained austenite to martensite produced bycryogenic treatment. Cryogenic treatment favors carbonclustering in martensite and transition carbide precipitation.This results in a more homogeneous and finer carbidedistribution after tempering.6) The martensite a and c axes areonly related to the carbon content in the steel. At temperingtemperatures higher than 873K, the body center tetragonal(BCT) structure slowly transforms into a body center cubic(BCC) structure, with the a axis and c axis lengths close to0.2861 nm.
3.4 Dimensional changesThe martensitic transformation causes dimensional
changes in the quenched specimens during tempering.Figures 8 and 9 show the dimensional change, retainedaustenite, and residual stress in the treated specimens as afunction of the tempering temperature for both the conven-tional and cryogenic treatments, respectively. The cryogenictreatment is postulated to substantially convert retainedaustenite into martensite and produces a higher hardnesscompared with high-temperature tempering. The specimenlength and diameter change ratio is determined by the valueof the treated length (diameter) minus the original length(diameter) divided by the original length (diameter).
As can be seen in Figs. 8(a) and 8(b), the percent change inlength (longitudinal direction) of the quenched specimenshowed a positive value of 0.02% relative to the originalferrite matrix. When the quenched specimen was tempered attemperatures below 773K, the percent change ratios decreas-ed because of martensite contraction resulting from releasedtrapped carbon. For the specimen tempered at 873K, thelength change ratio increased according to the austenite intomartensite transformation; this was confirmed by the c/aratio enhancement indicated by the XRD results. The change
Fig. 7 The c/a value of martensite as a function of tempering temperaturefor both the conventional and cryogenic materials.
(a)
(b)
Fig. 8 The change in a (a) length and (b) diameter and the associatedresidual stresses for the conventional specimens at different temperingtemperatures.
(a)
(b)
Fig. 9 The change in (a) length and (b) diameter and the associatedresidual stresses for the cryogenic specimens at different temperingtemperatures.
Residual Stresses and Dimensional Changes Related to the Lattice Parameter Changes of Heat-Treated JIS SKD 11 Tool Steels 835
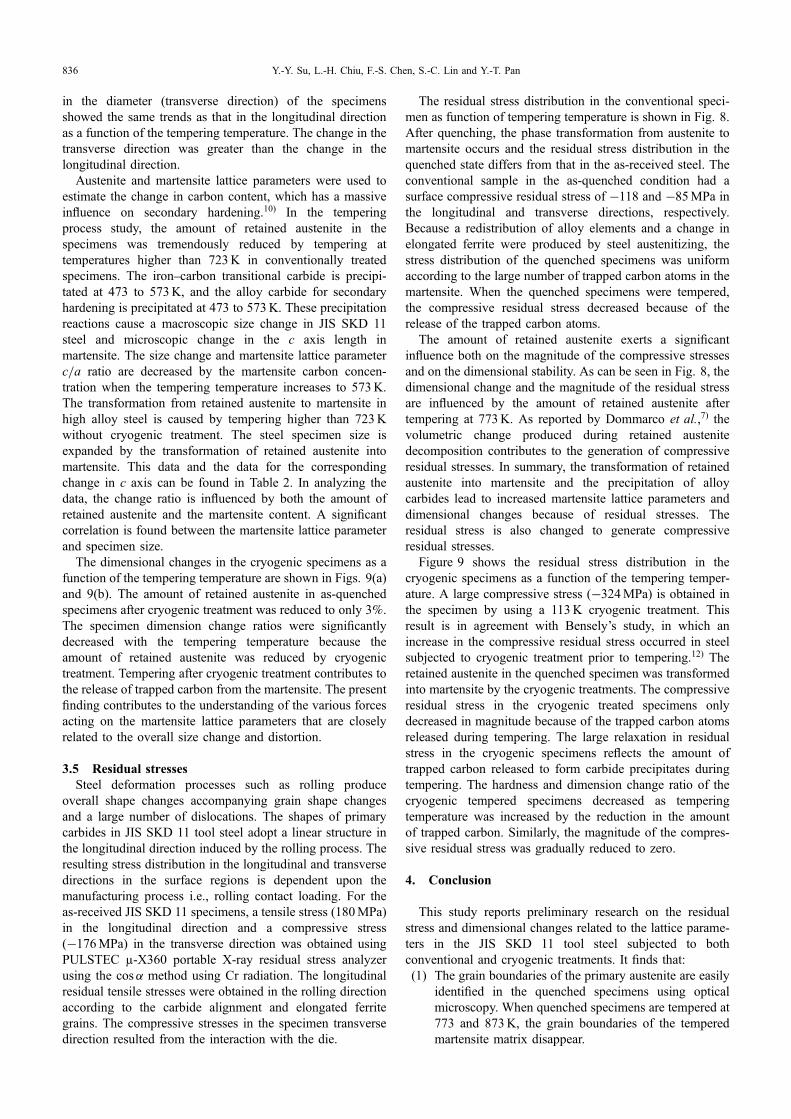
in the diameter (transverse direction) of the specimensshowed the same trends as that in the longitudinal directionas a function of the tempering temperature. The change in thetransverse direction was greater than the change in thelongitudinal direction.
Austenite and martensite lattice parameters were used toestimate the change in carbon content, which has a massiveinfluence on secondary hardening.10) In the temperingprocess study, the amount of retained austenite in thespecimens was tremendously reduced by tempering attemperatures higher than 723K in conventionally treatedspecimens. The ironcarbon transitional carbide is precipi-tated at 473 to 573K, and the alloy carbide for secondaryhardening is precipitated at 473 to 573K. These precipitationreactions cause a macroscopic size change in JIS SKD 11steel and microscopic change in the c axis length inmartensite. The size change and martensite lattice parameterc/a ratio are decreased by the martensite carbon concen-tration when the tempering temperature increases to 573K.The transformation from retained austenite to martensite inhigh alloy steel is caused by tempering higher than 723Kwithout cryogenic treatment. The steel specimen size isexpanded by the transformation of retained austenite intomartensite. This data and the data for the correspondingchange in c axis can be found in Table 2. In analyzing thedata, the change ratio is influenced by both the amount ofretained austenite and the martensite content. A significantcorrelation is found between the martensite lattice parameterand specimen size.
The dimensional changes in the cryogenic specimens as afunction of the tempering temperature are shown in Figs. 9(a)and 9(b). The amount of retained austenite in as-quenchedspecimens after cryogenic treatment was reduced to only 3%.The specimen dimension change ratios were significantlydecreased with the tempering temperature because theamount of retained austenite was reduced by cryogenictreatment. Tempering after cryogenic treatment contributes tothe release of trapped carbon from the martensite. The presentfinding contributes to the understanding of the various forcesacting on the martensite lattice parameters that are closelyrelated to the overall size change and distortion.
3.5 Residual stressesSteel deformation processes such as rolling produce
overall shape changes accompanying grain shape changesand a large number of dislocations. The shapes of primarycarbides in JIS SKD 11 tool steel adopt a linear structure inthe longitudinal direction induced by the rolling process. Theresulting stress distribution in the longitudinal and transversedirections in the surface regions is dependent upon themanufacturing process i.e., rolling contact loading. For theas-received JIS SKD 11 specimens, a tensile stress (180MPa)in the longitudinal direction and a compressive stress(¹176MPa) in the transverse direction was obtained usingPULSTEC µ-X360 portable X-ray residual stress analyzerusing the cos ¡ method using Cr radiation. The longitudinalresidual tensile stresses were obtained in the rolling directionaccording to the carbide alignment and elongated ferritegrains. The compressive stresses in the specimen transversedirection resulted from the interaction with the die.
The residual stress distribution in the conventional speci-men as function of tempering temperature is shown in Fig. 8.After quenching, the phase transformation from austenite tomartensite occurs and the residual stress distribution in thequenched state differs from that in the as-received steel. Theconventional sample in the as-quenched condition had asurface compressive residual stress of ¹118 and ¹85MPa inthe longitudinal and transverse directions, respectively.Because a redistribution of alloy elements and a change inelongated ferrite were produced by steel austenitizing, thestress distribution of the quenched specimens was uniformaccording to the large number of trapped carbon atoms in themartensite. When the quenched specimens were tempered,the compressive residual stress decreased because of therelease of the trapped carbon atoms.
The amount of retained austenite exerts a significantinfluence both on the magnitude of the compressive stressesand on the dimensional stability. As can be seen in Fig. 8, thedimensional change and the magnitude of the residual stressare influenced by the amount of retained austenite aftertempering at 773K. As reported by Dommarco et al.,7) thevolumetric change produced during retained austenitedecomposition contributes to the generation of compressiveresidual stresses. In summary, the transformation of retainedaustenite into martensite and the precipitation of alloycarbides lead to increased martensite lattice parameters anddimensional changes because of residual stresses. Theresidual stress is also changed to generate compressiveresidual stresses.
Figure 9 shows the residual stress distribution in thecryogenic specimens as a function of the tempering temper-ature. A large compressive stress (¹324MPa) is obtained inthe specimen by using a 113K cryogenic treatment. Thisresult is in agreement with Bensely’s study, in which anincrease in the compressive residual stress occurred in steelsubjected to cryogenic treatment prior to tempering.12) Theretained austenite in the quenched specimen was transformedinto martensite by the cryogenic treatments. The compressiveresidual stress in the cryogenic treated specimens onlydecreased in magnitude because of the trapped carbon atomsreleased during tempering. The large relaxation in residualstress in the cryogenic specimens reflects the amount oftrapped carbon released to form carbide precipitates duringtempering. The hardness and dimension change ratio of thecryogenic tempered specimens decreased as temperingtemperature was increased by the reduction in the amountof trapped carbon. Similarly, the magnitude of the compres-sive residual stress was gradually reduced to zero.
4. Conclusion
This study reports preliminary research on the residualstress and dimensional changes related to the lattice parame-ters in the JIS SKD 11 tool steel subjected to bothconventional and cryogenic treatments. It finds that:(1) The grain boundaries of the primary austenite are easily
identified in the quenched specimens using opticalmicroscopy. When quenched specimens are tempered at773 and 873K, the grain boundaries of the temperedmartensite matrix disappear.
Y.-Y. Su, L.-H. Chiu, F.-S. Chen, S.-C. Lin and Y.-T. Pan836

(2) From the XRD results of SKD 11 quenched andsubsequently tempered specimens, retained austenitepeaks were observed at low-temperature tempering(473K), but no evidence of retained austenite peakswas observed at high tempering temperatures. Therewere also no obvious retained austenite peaks observedin the cryogenically treated specimen in the quenchedand tempered states.
(3) Trapped carbon atoms are released from the martensite,and the martensite c/a ratios and the dimensionalchanges in the conventionally treated specimens treateddecrease before tempering at temperatures below 673K.However, these values increase because of the asso-ciated increase in the c-axis when tempering isconducted at temperatures higher than 673K. At thattemperature, the retained austenite is converted intomartensite.
(4) The martensite c/a ratios and dimension changeratios of the cryogenically treated specimens weresignificantly decreased with tempering temperaturebecause the retained austenite is reduced by cryogenictreating.
(5) For the conventionally treated specimens, when thequenched specimens were tempered, the compres-sive residual stress first decreased as a result of therelease of trapped carbon atoms. However, the trans-formation of retained austenite into martensite andthe precipitation of alloy carbides leads to an increasein the martensite lattice parameters, and dimensionalchange leads to residual stress. The residual stressis also changed to generate compressive residualstresses.
(6) The hardness and dimension change ratio of thecryogenic specimen decreased as the tempering temper-
ature was increased by the reduction in the amountof trapped carbon. Similarly, the magnitude of thecompressive residual stress was reduced to zero.
Acknowledgments
Financial support of this research by the National ScienceCouncil, Republic of China under grant NSC100-2221-E-036-011 is gratefully acknowledged, as is the technicalsupport for the PULSTEC µ-X360 provided by the LikuanTechnology Corporation.
REFERENCES
1) A. Bensely, P. Paulin, G. Nagarajan and D. M. Lal: Gear Sol. July(2009).
2) C. H. Surberg, P. Stratton and K. Lingenhöle: Cryogenics 48 (2008)4247.
3) P. Baldissera and C. Delprete: The Open Mech. Eng. J. 2 (2008) 111.4) A. S. Rocha, R. M. Nunes and T. Hirsch: Mater. Res. 15 (2012) 266
276.5) C. L. Gogte, K. M. Iyer, R. K. Paretkar and D. R. Peshwe: Mater.
Manuf. Process. 24 (2009) 718722.6) M. Pellizzari and A. Molinari: Deep cryogenic treatment of cold work
tool steel, Proc. 6th International Tooling Conference, (2002) pp. 657666.
7) R. C. Dommarco, K. J. Kozaczek, P. C. Bastias, G. T. Hahn and C. A.Rubin: Wear 257 (2004) 10811088.
8) Y. Y. Su, L. H. Chiu, T. L. Chuang, C. L. Huang, C. Y. Wu and K. C.Liao: Adv. Mater. Res. 482484 (2012) 11651168.
9) D. Das, A. K. Dutta and K. K. Ray: Mater. Sci. Eng. A 527 (2010)21822193.
10) M. Wießner, S. Kleber and A. Kulmburg: Part. Part. Syst. Charact. 22(2005) 407417.
11) S. Li, N. Min, L. Deng, X. Wu, Y. a. Min and H. Wang: Mater. Sci.Eng. A 528 (2011) 12471250.
12) A. Bensely, S. Venkatesh, D. Mohan Lal, G. Nagarajan, A. Rajaduraiand K. Junik: Mater. Sci. Eng. A 479 (2008) 229235.
Residual Stresses and Dimensional Changes Related to the Lattice Parameter Changes of Heat-Treated JIS SKD 11 Tool Steels 837