Embed Size (px)
Citation preview
49
CHAPTER 3
SIMULATION MODELS FOR MULTICOMPONENT DISTILLATION PROCESS AND REACTIVE DISTILLATION
PROCESS
3.1 INTRODUCTION
The distillation process has very large time constant and it is not economically
feasible to implement a new control strategy on an industrial process. It is
often desirable to test the strategy using dynamic computer simulations of the
process. The mathematical models facilitate the evaluation of alternative
process, tuning of controllers, determining the dynamic effects of
disturbances, optimizing plant operation and investigating potential safety
problems without disturbing the actual process [162]. The simulated models
can also be used to rearrange the manipulated and controlled variable pairing
of the process. Dynamic mathematical models are thus essential, efficient and
powerful tools for simulation study of distillation process. In order to represent
realistic operation of the actual continuous distillation process a rigorous non
linear model is required. Such a model is developed using dynamic material
balance, energy balance and enthalpy equations, supported by vapor liquid
equilibrium and physical properties. Luyben [155] used rigorous models for
design and dynamic control of various reactive distillation systems. The
rigorous models are solved with the help of MATLAB programs or ASPEN
technology simulation software. Several other researchers [48][8][28][80] have
also used the mathematical models, developed in ASPEN software, for
design, modeling, simulation and control of distillation processes.
In the present work, semirigorous mathematical models of multicomponent
distillation process and reactive distillation process are considered for the
analysis and control purposes. As semi rigorous model assumes rapid energy
dynamics, the enthalpy balance thus reduces to an algebraic equation. This
50
means thermal equilibrium is achieved much faster than phase equilibrium.
The detailed mathematical models, modeling assumptions and the simulation
algorithms of these processes are discussed below.
3.2 MATHEMATICAL MODELING OF MULTICOMPONENT DISTILLATION
PROCESS
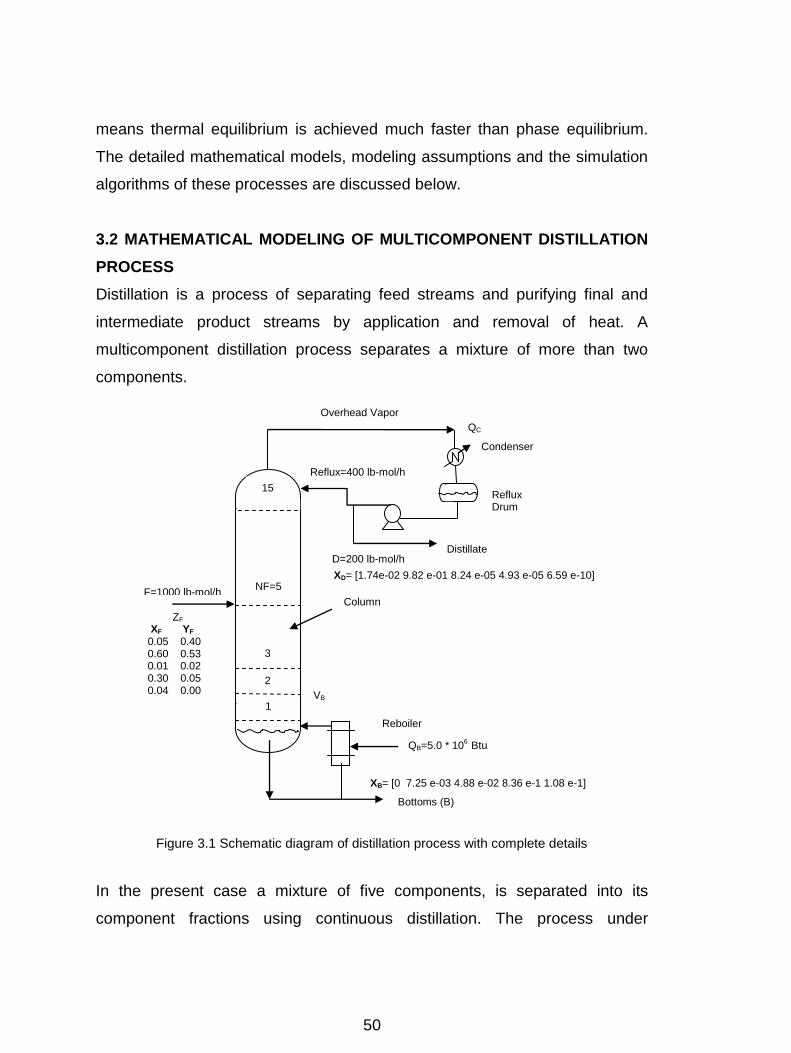
Distillation is a process of separating feed streams and purifying final and
intermediate product streams by application and removal of heat. A
multicomponent distillation process separates a mixture of more than two
components.
Figure 3.1 Schematic diagram of distillation process with complete details
In the present case a mixture of five components, is separated into its
component fractions using continuous distillation. The process under
NI MODULES INTERNET
SWITCH
REBOILER SUPPLY
CONDENSER
PRESSURE
TRANSDUCERS
FEED TRAYS VERTICAL SHELL
CONTROLLER UNIT PANEL
1
2
NF=5
15
Reflux=400 lb-mol/h
QC
D=200 lb-mol/h
Distillate
XB= [0 7.25 e-03 4.88 e-02 8.36 e-1 1.08 e-1]
VB
3
Condenser
Reflux Drum
Overhead Vapor
Reboiler
Bottoms (B)
QB=5.0 * 106
Btu
Column F=1000 lb-mol/h
ZF
XF YF 0.05 0.40 0.60 0.53 0.01 0.02 0.30 0.05 0.04 0.00
XD= [1.74e-02 9.82 e-01 8.24 e-05 4.93 e-05 6.59 e-10]
]
51
consideration (figure 3.1) is a hypothetical model [156] having 15 trays and 5th
tray is used as the feed tray. The reboiler heat input to the process is
5.275*109 Joule (5.0*106 Btu) and reflux flow rate is 181.6 kg-mol/h (400.0 lb-
mol/h). The liquid and vapor feed rate is 363.2 kg-mol/h (800 lb-mol/h) and
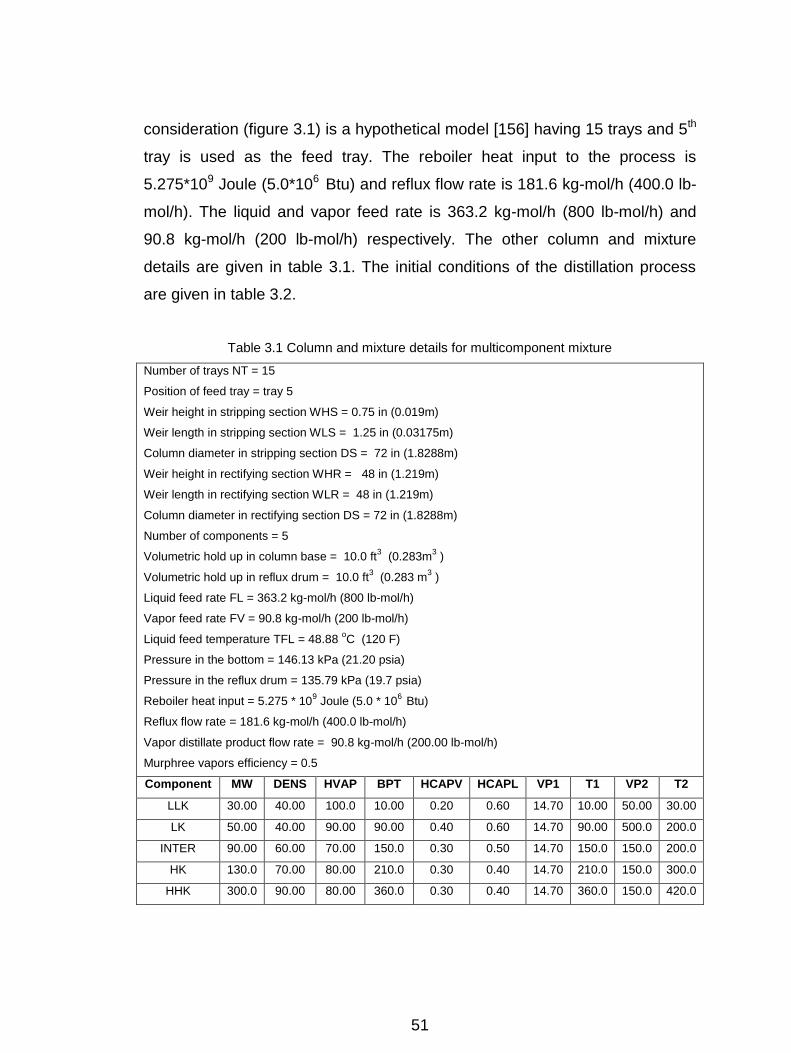
90.8 kg-mol/h (200 lb-mol/h) respectively. The other column and mixture
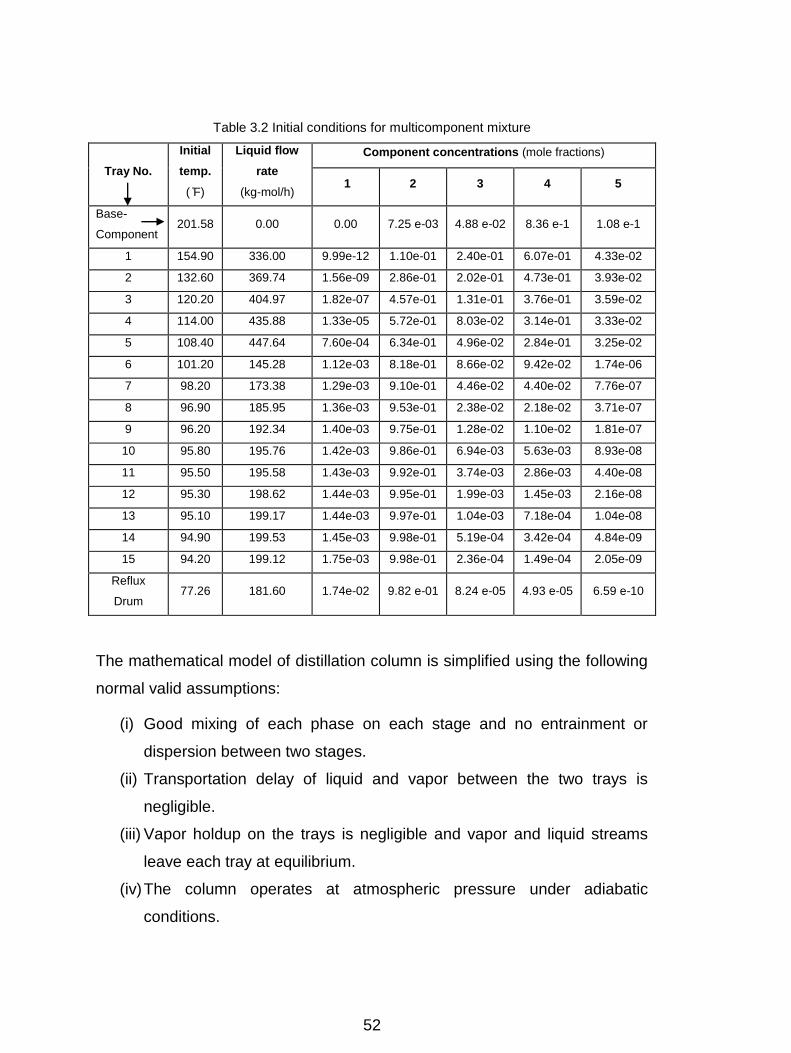
details are given in table 3.1. The initial conditions of the distillation process
are given in table 3.2.
Table 3.1 Column and mixture details for multicomponent mixture
Number of trays NT = 15
Position of feed tray = tray 5
Weir height in stripping section WHS = 0.75 in (0.019m)
Weir length in stripping section WLS = 1.25 in (0.03175m)
Column diameter in stripping section DS = 72 in (1.8288m)
Weir height in rectifying section WHR = 48 in (1.219m)
Weir length in rectifying section WLR = 48 in (1.219m)
Column diameter in rectifying section DS = 72 in (1.8288m)
Number of components = 5
Volumetric hold up in column base = 10.0 ft3 (0.283m
3 )
Volumetric hold up in reflux drum = 10.0 ft3 (0.283 m
3 )
Liquid feed rate FL = 363.2 kg-mol/h (800 lb-mol/h)
Vapor feed rate FV = 90.8 kg-mol/h (200 lb-mol/h)
Liquid feed temperature TFL = 48.88 oC (120 F)
Pressure in the bottom = 146.13 kPa (21.20 psia)
Pressure in the reflux drum = 135.79 kPa (19.7 psia)
Reboiler heat input = 5.275 * 109 Joule (5.0 * 10
6 Btu)
Reflux flow rate = 181.6 kg-mol/h (400.0 lb-mol/h)
Vapor distillate product flow rate = 90.8 kg-mol/h (200.00 lb-mol/h)
Murphree vapors efficiency = 0.5
Component MW DENS HVAP BPT HCAPV HCAPL VP1 T1 VP2 T2
LLK 30.00 40.00 100.0 10.00 0.20 0.60 14.70 10.00 50.00 30.00
LK 50.00 40.00 90.00 90.00 0.40 0.60 14.70 90.00 500.0 200.0
INTER 90.00 60.00 70.00 150.0 0.30 0.50 14.70 150.0 150.0 200.0
HK 130.0 70.00 80.00 210.0 0.30 0.40 14.70 210.0 150.0 300.0
HHK 300.0 90.00 80.00 360.0 0.30 0.40 14.70 360.0 150.0 420.0
52
Table 3.2 Initial conditions for multicomponent mixture
Tray No.
Initial
temp.
( F)
Liquid flow
rate
(kg-mol/h)
Component concentrations (mole fractions)
1 2 3 4 5
Base-
Component 201.58 0.00 0.00 7.25 e-03 4.88 e-02 8.36 e-1 1.08 e-1
1 154.90 336.00 9.99e-12 1.10e-01 2.40e-01 6.07e-01 4.33e-02
2 132.60 369.74 1.56e-09 2.86e-01 2.02e-01 4.73e-01 3.93e-02
3 120.20 404.97 1.82e-07 4.57e-01 1.31e-01 3.76e-01 3.59e-02
4 114.00 435.88 1.33e-05 5.72e-01 8.03e-02 3.14e-01 3.33e-02
5 108.40 447.64 7.60e-04 6.34e-01 4.96e-02 2.84e-01 3.25e-02
6 101.20 145.28 1.12e-03 8.18e-01 8.66e-02 9.42e-02 1.74e-06
7 98.20 173.38 1.29e-03 9.10e-01 4.46e-02 4.40e-02 7.76e-07
8 96.90 185.95 1.36e-03 9.53e-01 2.38e-02 2.18e-02 3.71e-07
9 96.20 192.34 1.40e-03 9.75e-01 1.28e-02 1.10e-02 1.81e-07
10 95.80 195.76 1.42e-03 9.86e-01 6.94e-03 5.63e-03 8.93e-08
11 95.50 195.58 1.43e-03 9.92e-01 3.74e-03 2.86e-03 4.40e-08
12 95.30 198.62 1.44e-03 9.95e-01 1.99e-03 1.45e-03 2.16e-08
13 95.10 199.17 1.44e-03 9.97e-01 1.04e-03 7.18e-04 1.04e-08
14 94.90 199.53 1.45e-03 9.98e-01 5.19e-04 3.42e-04 4.84e-09
15 94.20 199.12 1.75e-03 9.98e-01 2.36e-04 1.49e-04 2.05e-09
Reflux
Drum 77.26 181.60 1.74e-02 9.82 e-01 8.24 e-05 4.93 e-05 6.59 e-10
The mathematical model of distillation column is simplified using the following
normal valid assumptions:
(i) Good mixing of each phase on each stage and no entrainment or
dispersion between two stages.
(ii) Transportation delay of liquid and vapor between the two trays is
negligible.
(iii) Vapor holdup on the trays is negligible and vapor and liquid streams
leave each tray at equilibrium.
(iv) The column operates at atmospheric pressure under adiabatic
conditions.
53
(v) Murphree stage efficiency based on vapor phase is valid.
(vi) A total condenser and a partial reboiler are assumed to be used. The
reflux drum and reboiler holdups are considered to be well-mixed
pools.
(vii) Metal walls and trays have negligible heat capacity i.e. enthalpy of
metal is considered to be negligible.
(viii) There is a definite relationship between the concentration of a
component in the vapor and liquid leaving each tray and is given by
bubble point calculation.
The mass and energy balance equations are derived by applying
conservation laws to each tray, reboiler and condenser.
3.2.1 Component Material Balance Equations
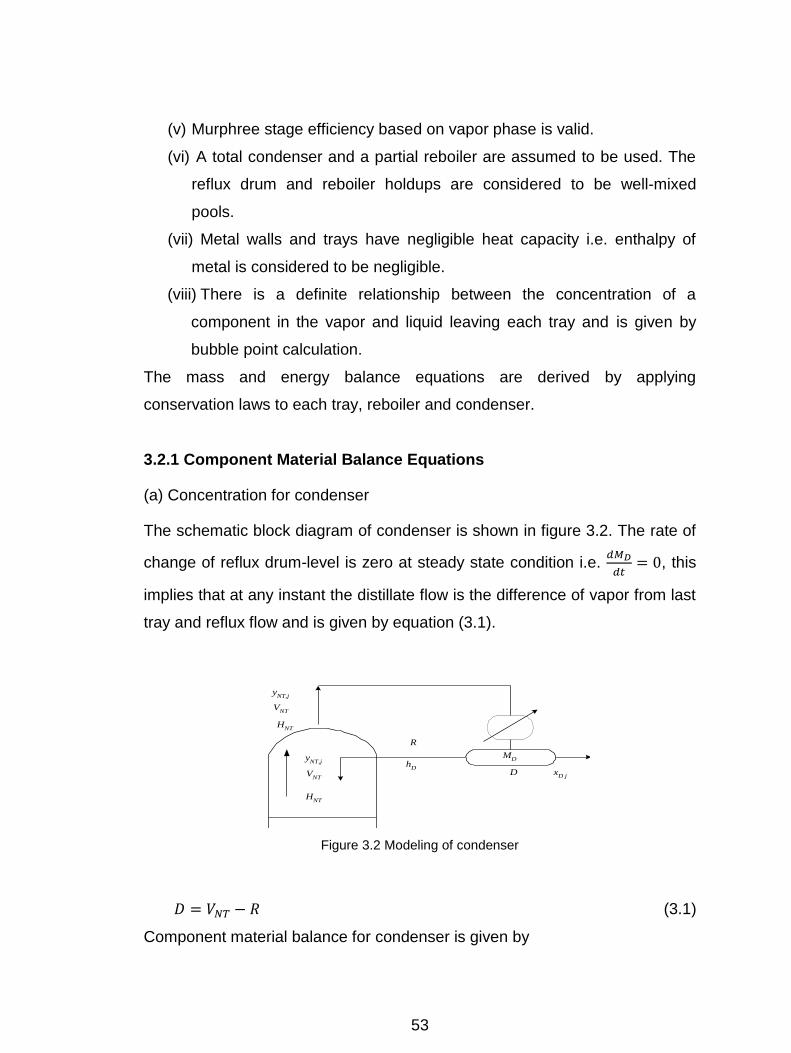
(a) Concentration for condenser
The schematic block diagram of condenser is shown in figure 3.2. The rate of
change of reflux drum-level is zero at steady state condition i.e.
, this
implies that at any instant the distillate flow is the difference of vapor from last
tray and reflux flow and is given by equation (3.1).
D
yNT,j
VNT
HNT
R
hD
xD j
MDy
NT,j
HNT
VNT
Figure 3.2 Modeling of condenser
(3.1)
Component material balance for condenser is given by
54
for (3.2)
where
= No. of trays
= No. of components
= Liquid molar holdup in the reflux drum, lb-mol
= Distillate flow rate, lb-mol/h
= Liquid fraction of component in reflux drum, %mole fraction
= Vapor fraction of component leaving tray , %mole fraction
= Total liquid flow rate entering the tray from reflux drum, lb-mol/h
= Total vapor flow rate leaving the tray , lb-mol/h
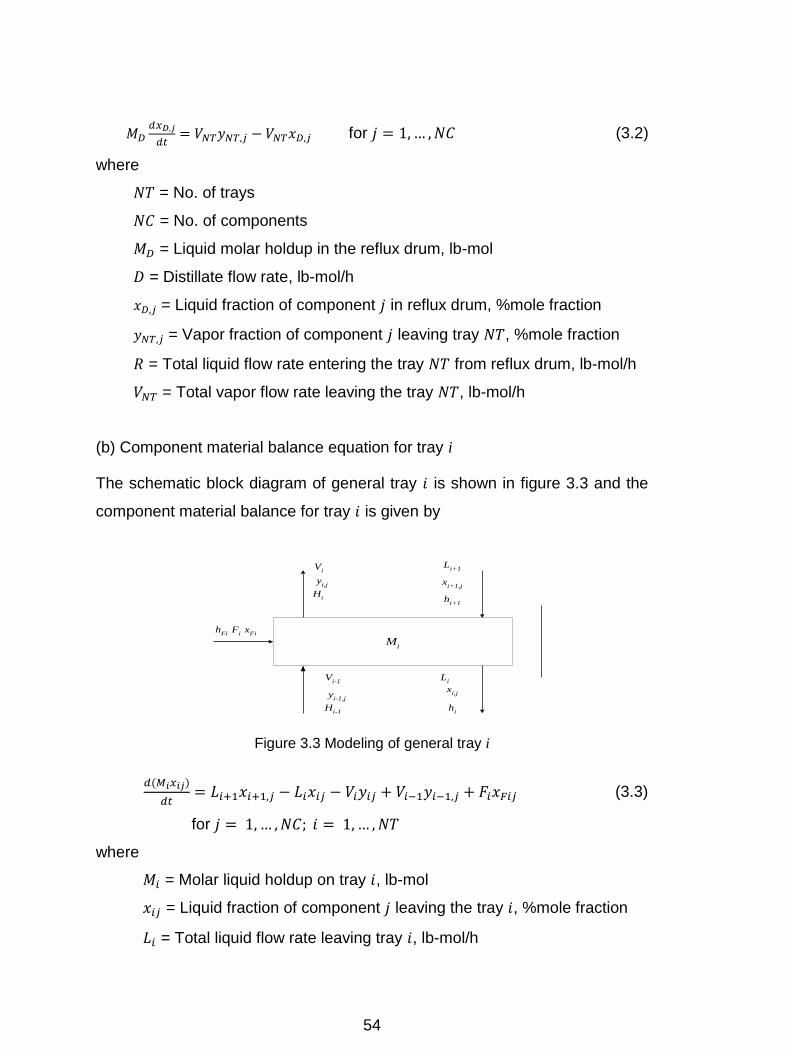
(b) Component material balance equation for tray i
The schematic block diagram of general tray is shown in figure 3.3 and the
component material balance for tray is given by
Mi
Vi
yi,j
Hi
Li+1
xi+1,j
hi+1
hFi
Fi
xFi
Vi-1
Hi-1
yi-1,j
Li
xi,j
hi
Figure 3.3 Modeling of general tray i
(3.3)
for
where
= Molar liquid holdup on tray , lb-mol
= Liquid fraction of component leaving the tray , %mole fraction
= Total liquid flow rate leaving tray , lb-mol/h
55
= Total vapor flow rate leaving tray , lb-mol/h
= Total feed flow rate injected to tray , lb-mol/h
= Liquid fraction of component in feed on tray , %mole fraction
The vapor composition of component on tray is obtained as
(3.4)
where
Murphree stage efficiency based on vapor phase of component
on tray
Equilibrium vapor fraction of component on tray
is liquid flow rate on tray is related to molar holdup through the
relationship given below.
(3.5)
where
= Length of the weir, ft
= Net area of the tray, ft2
= Height of the weir, ft
= Average molar density of liquid on tray , lb-mol/ft3
= Liquid flow rate from tray , lb-mol/h
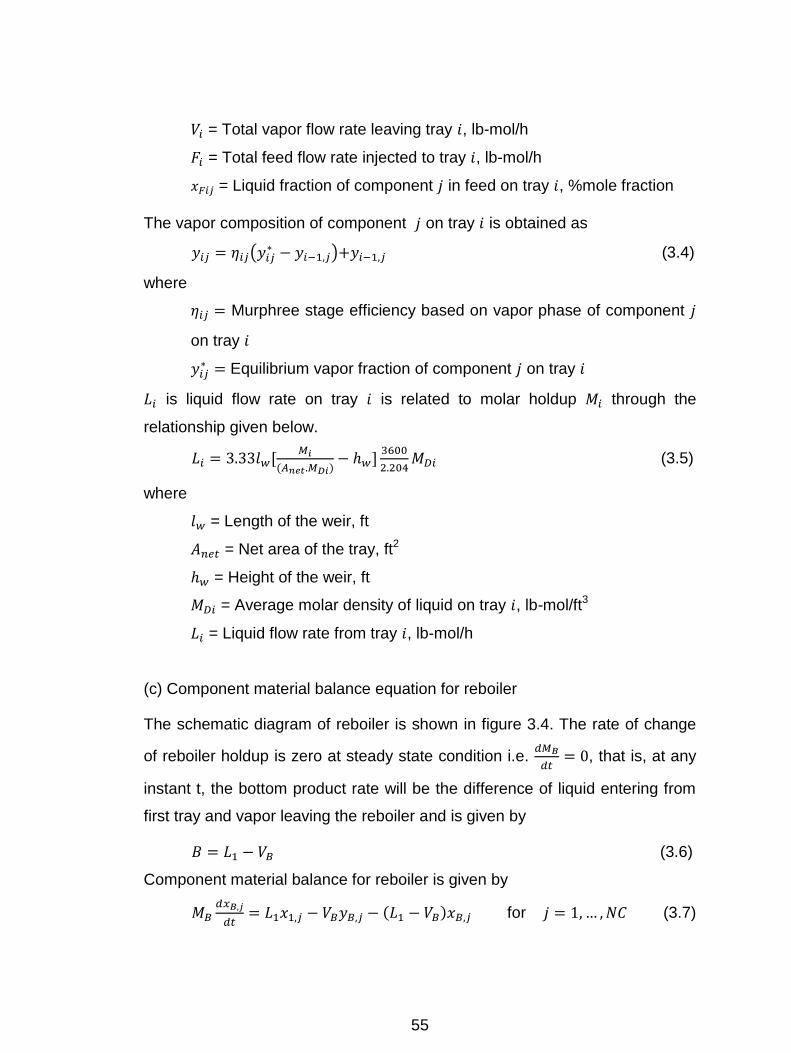
(c) Component material balance equation for reboiler
The schematic diagram of reboiler is shown in figure 3.4. The rate of change
of reboiler holdup is zero at steady state condition i.e.
, that is, at any
instant t, the bottom product rate will be the difference of liquid entering from
first tray and vapor leaving the reboiler and is given by
(3.6)
Component material balance for reboiler is given by
for (3.7)
56
where
= Liquid molar holdup in reboiler, lb-mol
= Total liquid flow rate from tray 1 entering to reboiler, lb-mol/h
= Liquid fraction of component in bottom product, %mole fraction
= Total vapor flow rate leaving reboiler, lb-mol/h
= Vapor fraction of component leaving reboiler, %mole fraction
= Total bottom product rate, lb-mol/h
Tray-1
L1 , x
1,j
Reboiler
VB, y
B,j
MB
h1
QB
B , hB, x
B,j
HB
Figure 3.4 Modeling of reboiler
The vapor fraction of component from reboiler is given by
(3.8)
where
Vaporization efficiency of component in reboiler
Equilibrium constant of component in reboiler
3.2.2 Total Material Balance Equations
The total material balance for general tray i is calculated as
for (3.9)
where
= Total molar holdup on tray , lb-mol
= Total liquid flow rate leaving tray , lb-mol/h
= Total liquid flow rate entering tray , lb-mol/h
57
= Total vapor flow rate leaving tray , lb-mol/h
= Total vapor flow rate entering tray , lb-mol/h
= Total feed flow injected on tray , lb-mol/h
3.2.3 Total Enthalpy Balance Equations
(a) Enthalpy balance for condenser
The enthalpy is defined as the total internal energy and is given by the
product of pressure and volume. The energy dynamics is assumed to be so
rapid that the enthalpy balance reduces to an algebraic equation. This means
that thermal equilibrium is attained much faster than phase equilibrium. Using
the definition, the enthalpy balance for condenser is given by
(3.10)
where
= Total molar enthalpy of vapor leaving the last tray, kJ/lb-mol
= Total molar enthalpy of liquid leaving the reflux drum, kJ/lb-mol
= Condenser duty, kW
(b) Enthalpy balance for general tray i
The enthalpy balance for general tray i is given by the following equation.
(3.11)
for
where
Total molar enthalpy of liquid leaving tray , kJ/lb-mol
Total molar enthalpy of vapor leaving tray , kJ/lb-mol
(c) Enthalpy balance for reboiler
The enthalpy balance for reboiler is given by the equation given below.
(3.12)
where
58
Reboiler duty, Btu/h
Total molar enthalpy of liquid leaving reboiler, kJ/lb-mol
Total molar enthalpy of vapor leaving reboiler, kJ/lb-mol
Enthalpies of liquid and vapor on tray are calculated by mixing rule and are
given by
(3.13)
(3.14)
where and represent pure component enthalpies of component on
tray in liquid and vapor phase respectively.
A tray is said to be in equilibrium, when the tray temperature satisfy bubble
point relation, and calculated using equations (3.15a), (3.15b) and (3.15c) as
follows. Using Raoult’s law the component vapor pressure is given by
(3.15a)
where
= Vapor pressure of component on tray , kPa
= Constants for component on tray
Tray temperature of be calculated, F
The vapor fraction is related to liquid fraction using component vapor pressure
and total pressure by following equation.
(3.15b)
where
= Total vapor pressure on tray , kPa
= Liquid fraction of component on tray , %mole fraction
(3.15c)
where
= Vapor fraction of component on tray , %mole fraction
The bubble point relationship is satisfied by an iterative procedure.
59
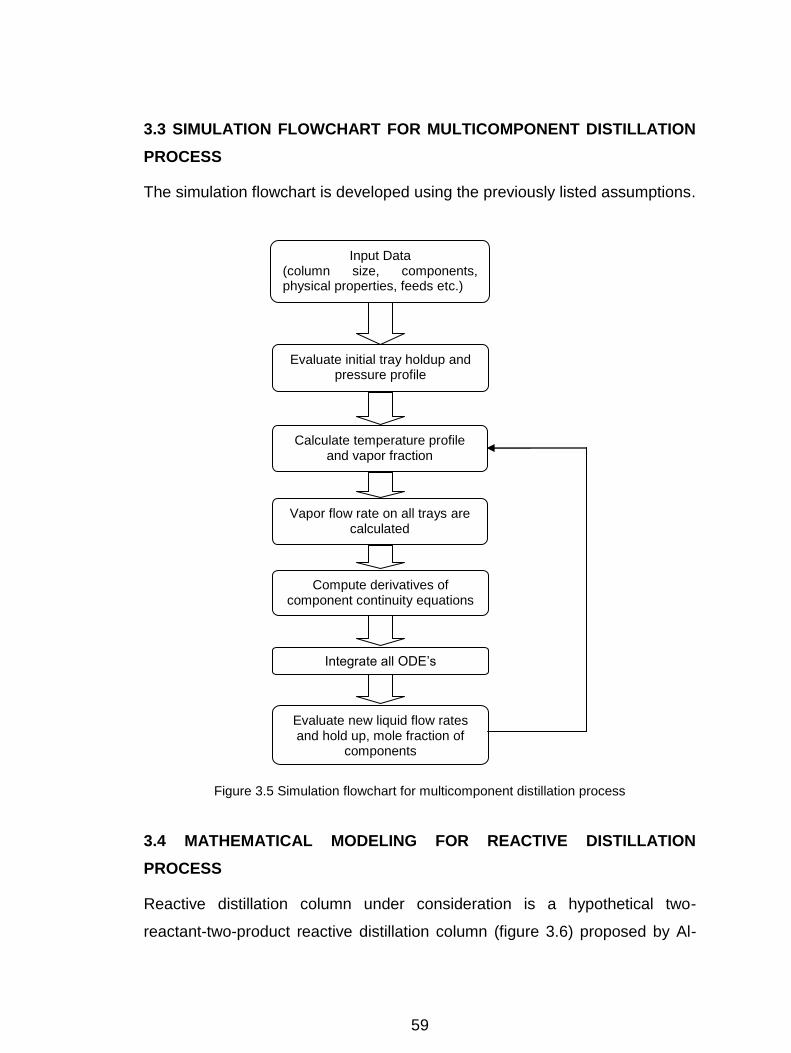
3.3 SIMULATION FLOWCHART FOR MULTICOMPONENT DISTILLATION
PROCESS
The simulation flowchart is developed using the previously listed assumptions.
Figure 3.5 Simulation flowchart for multicomponent distillation process
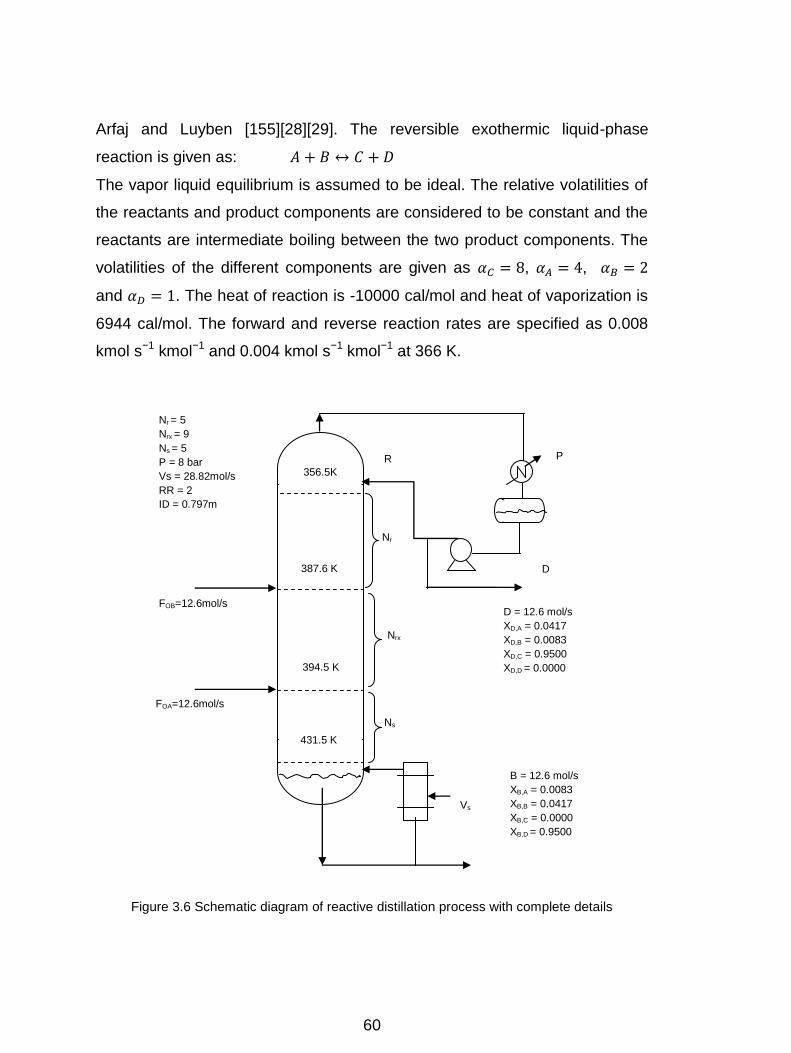
3.4 MATHEMATICAL MODELING FOR REACTIVE DISTILLATION
PROCESS
Reactive distillation column under consideration is a hypothetical two-
reactant-two-product reactive distillation column (figure 3.6) proposed by Al-
NI MODULES INTERNET
SWITCH
REBOILER SUPPLY
CONDENSER
PRESSURE
TRANSDUCERS
FEED TRAYS VERTICAL SHELL
CONTROLLER UNIT PANEL
Input Data (column size, components, physical properties, feeds etc.)
Evaluate initial tray holdup and pressure profile
Calculate temperature profile and vapor fraction
Vapor flow rate on all trays are calculated
Compute derivatives of component continuity equations
Integrate all ODE’s
Evaluate new liquid flow rates and hold up, mole fraction of
components
60
Arfaj and Luyben [155][28][29]. The reversible exothermic liquid-phase
reaction is given as:
The vapor liquid equilibrium is assumed to be ideal. The relative volatilities of
the reactants and product components are considered to be constant and the
reactants are intermediate boiling between the two product components. The
volatilities of the different components are given as , ,
and . The heat of reaction is -10000 cal/mol and heat of vaporization is
6944 cal/mol. The forward and reverse reaction rates are specified as 0.008
kmol s−1 kmol−1 and 0.004 kmol s−1 kmol−1 at 366 K.
Figure 3.6 Schematic diagram of reactive distillation process with complete details
431.5 K
394.5 K
387.6 K
356.5K
Ns
Nrx
Nr
R P
D
FOB=12.6mol/s
FOA=12.6mol/s
Vs
Nr = 5
Nrx = 9
Ns = 5
P = 8 bar
Vs = 28.82mol/s
RR = 2
ID = 0.797m
D = 12.6 mol/s
XD,A = 0.0417
XD,B = 0.0083
XD,C = 0.9500
XD,D = 0.0000
B = 12.6 mol/s
XB,A = 0.0083
XB,B = 0.0417
XB,C = 0.0000
XB,D = 0.9500
61
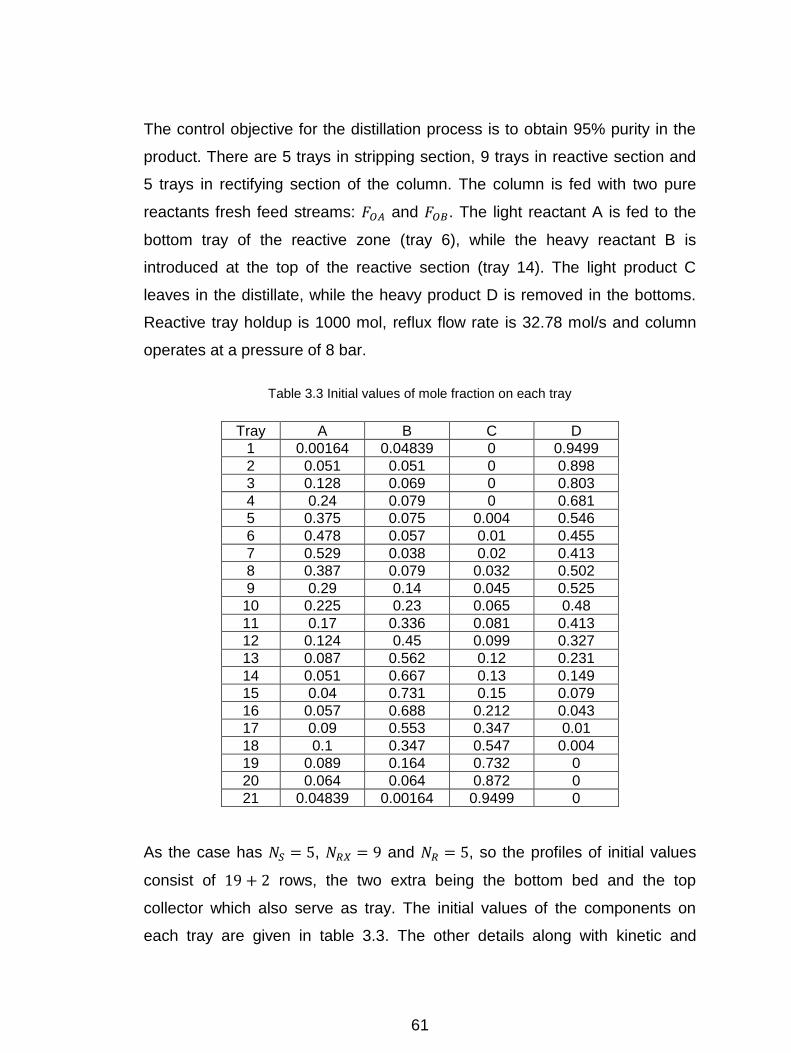
The control objective for the distillation process is to obtain 95% purity in the
product. There are 5 trays in stripping section, 9 trays in reactive section and
5 trays in rectifying section of the column. The column is fed with two pure
reactants fresh feed streams: and . The light reactant A is fed to the
bottom tray of the reactive zone (tray 6), while the heavy reactant B is
introduced at the top of the reactive section (tray 14). The light product C
leaves in the distillate, while the heavy product D is removed in the bottoms.
Reactive tray holdup is 1000 mol, reflux flow rate is 32.78 mol/s and column
operates at a pressure of 8 bar.
Table 3.3 Initial values of mole fraction on each tray
Tray A B C D
1 0.00164 0.04839 0 0.9499
2 0.051 0.051 0 0.898
3 0.128 0.069 0 0.803
4 0.24 0.079 0 0.681
5 0.375 0.075 0.004 0.546
6 0.478 0.057 0.01 0.455
7 0.529 0.038 0.02 0.413
8 0.387 0.079 0.032 0.502
9 0.29 0.14 0.045 0.525
10 0.225 0.23 0.065 0.48
11 0.17 0.336 0.081 0.413
12 0.124 0.45 0.099 0.327
13 0.087 0.562 0.12 0.231
14 0.051 0.667 0.13 0.149
15 0.04 0.731 0.15 0.079
16 0.057 0.688 0.212 0.043
17 0.09 0.553 0.347 0.01
18 0.1 0.347 0.547 0.004
19 0.089 0.164 0.732 0
20 0.064 0.064 0.872 0
21 0.04839 0.00164 0.9499 0
As the case has , and , so the profiles of initial values
consist of rows, the two extra being the bottom bed and the top
collector which also serve as tray. The initial values of the components on
each tray are given in table 3.3. The other details along with kinetic and
62
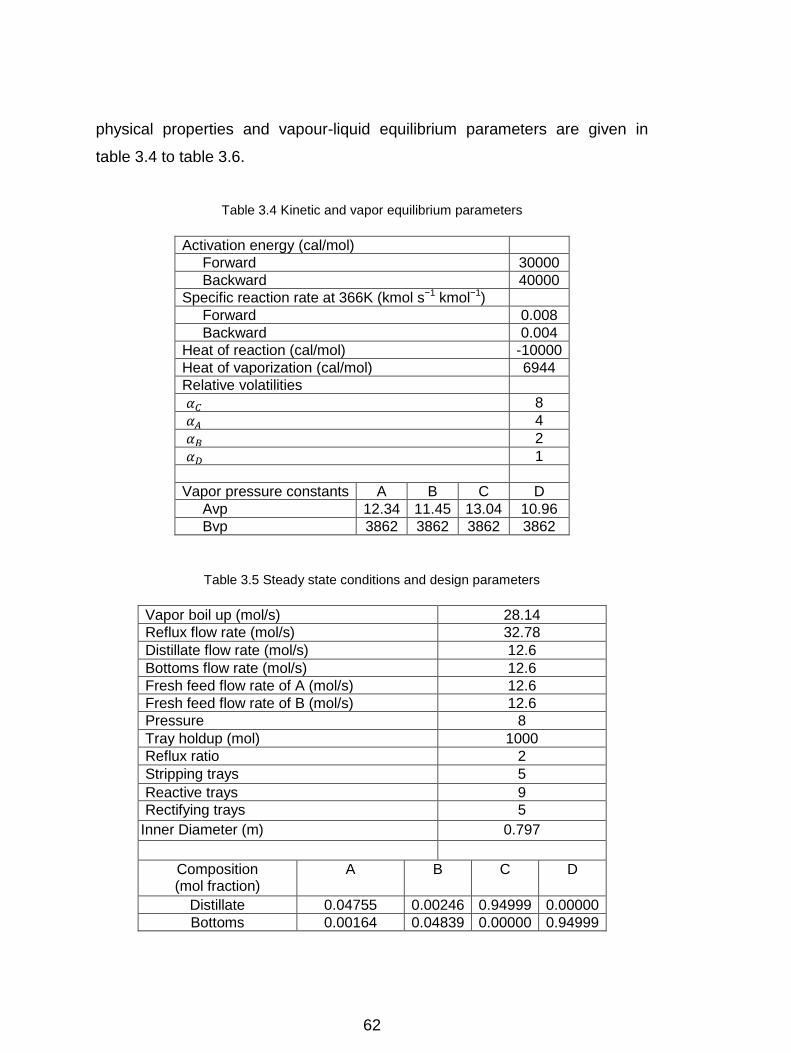
physical properties and vapour-liquid equilibrium parameters are given in
table 3.4 to table 3.6.
Table 3.4 Kinetic and vapor equilibrium parameters
Activation energy (cal/mol)
Forward 30000
Backward 40000
Specific reaction rate at 366K (kmol s−1 kmol−1)
Forward 0.008
Backward 0.004
Heat of reaction (cal/mol) -10000
Heat of vaporization (cal/mol) 6944
Relative volatilities
8
4
2
1
Vapor pressure constants A B C D
Avp 12.34 11.45 13.04 10.96
Bvp 3862 3862 3862 3862
Table 3.5 Steady state conditions and design parameters
Vapor boil up (mol/s) 28.14 Reflux flow rate (mol/s) 32.78 Distillate flow rate (mol/s) 12.6 Bottoms flow rate (mol/s) 12.6 Fresh feed flow rate of A (mol/s) 12.6 Fresh feed flow rate of B (mol/s) 12.6 Pressure 8 Tray holdup (mol) 1000 Reflux ratio 2 Stripping trays 5 Reactive trays 9 Rectifying trays 5
Inner Diameter (m) 0.797
Composition (mol fraction)
A
B
C D
Distillate 0.04755 0.00246 0.94999 0.00000 Bottoms 0.00164 0.04839 0.00000 0.94999
63
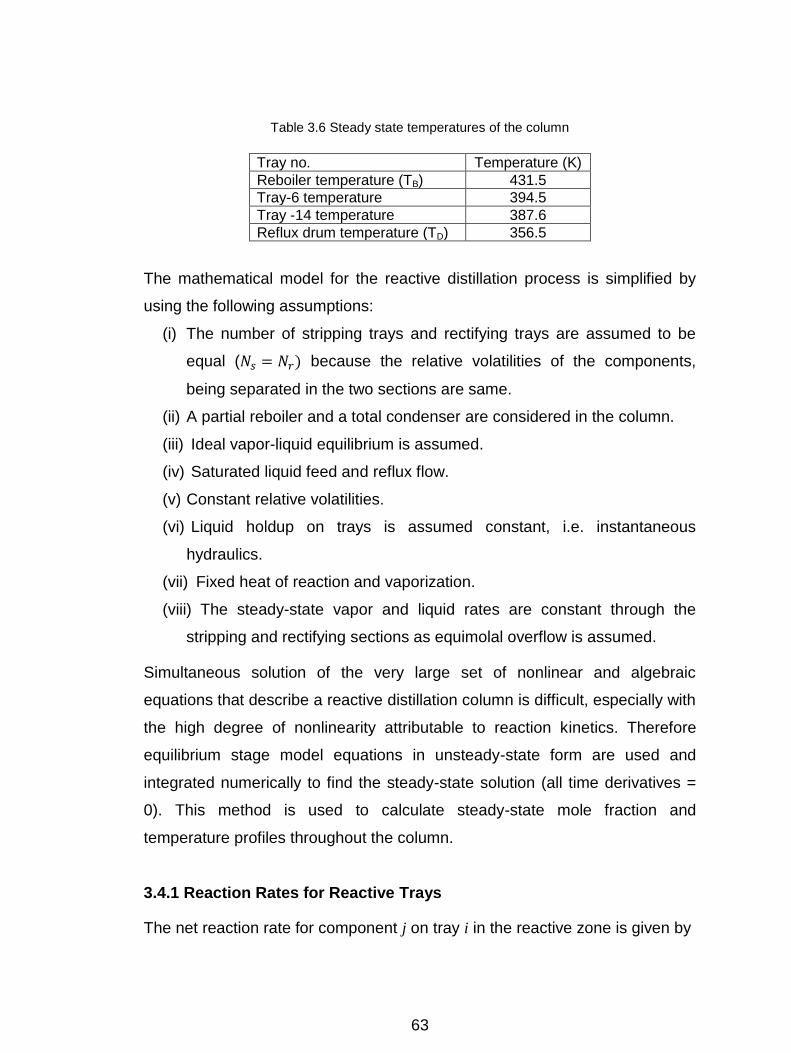
Table 3.6 Steady state temperatures of the column
Tray no. Temperature (K)
Reboiler temperature (TB) 431.5
Tray-6 temperature 394.5
Tray -14 temperature 387.6
Reflux drum temperature (TD) 356.5
The mathematical model for the reactive distillation process is simplified by
using the following assumptions:
(i) The number of stripping trays and rectifying trays are assumed to be
equal ( because the relative volatilities of the components,
being separated in the two sections are same.
(ii) A partial reboiler and a total condenser are considered in the column.
(iii) Ideal vapor-liquid equilibrium is assumed.
(iv) Saturated liquid feed and reflux flow.
(v) Constant relative volatilities.
(vi) Liquid holdup on trays is assumed constant, i.e. instantaneous
hydraulics.
(vii) Fixed heat of reaction and vaporization.
(viii) The steady-state vapor and liquid rates are constant through the
stripping and rectifying sections as equimolal overflow is assumed.
Simultaneous solution of the very large set of nonlinear and algebraic
equations that describe a reactive distillation column is difficult, especially with
the high degree of nonlinearity attributable to reaction kinetics. Therefore
equilibrium stage model equations in unsteady-state form are used and
integrated numerically to find the steady-state solution (all time derivatives =
0). This method is used to calculate steady-state mole fraction and
temperature profiles throughout the column.
3.4.1 Reaction Rates for Reactive Trays
The net reaction rate for component j on tray i in the reactive zone is given by
64
(3.16)
for
where
= No. of trays
= No. of components
= Rate of reaction on the tray for component , mol/s
= Stoichiometric coefficient of component
= Molar holdup on tray , mol
= Forward specific reaction rate on tray , kmol s-1 kmol-1
= Backward specific reaction rate on tray , kmol s-1 kmol-1
= Mole fraction of component A on tray
= Mole fraction of component B on tray
= Mole fraction of component C on tray
= Mole fraction of component D on tray
The forward and backward specific reaction rates on tray are as follows:
(3.17)
(3.18)
where
= Activation energy for forward reaction, cal/mol
= Activation energy for backward reaction, cal/mol
= Temperature on tray i, K
= Universal gas constant, cal/(mol K)
= Rate constant for forward reaction
= Rate constant for backward reaction
3.4.2 Vapor and Liquid Flow Rates on Reactive Trays
As the reaction is exothermic, reaction rates change through the reactive
zone. The heat of reaction vaporizes some liquid on each tray in that section;

65
therefore, the vapor rate increases up through the reactive trays and the liquid
rate decreases down through the reactive trays.
for (3.19)
for (3.20)
where
= Vapor flow rate at tray , mol/s
= Liquid flow rate at tray , mol/s
= Heat of vaporization, cal/mol
= Heat of reaction, cal/mol
3.4.3 Component Material Balance Equations
(a) Component balance for reflux drum
for (3.21)
where
= Liquid fraction of component in reflux drum, %mole fraction
= Liquid molar holdup in the reflux drum, mol
= Vapor flow rate at tray , mol/s
= Vapor fraction of component j leaving tray , %mole fraction
= Distillate flowrate, mol/s
= Reflux ratio
(b) Component balance for rectifying and stripping trays
(3.22)
for
where
= Liquid fraction of component leaving tray , %mole fraction
= Liquid molar holdup on tray mol

66
= Liquid flow rate leaving tray , mol/s
= Vapor flow rate leaving tray , mol/s
Vapor fraction of component leaving tray , %mole fraction
(c) Component balance for reactive trays
(3.23)
(d) Component balance for feed trays
(3.24)
where
= Input feed flow rate on feed tray , mol/s
= Liquid fraction of component in feed on tray , % mole fraction
(e) Component balance for column base
(3.25)
where
= Liquid molar holdup in reboiler, mol
= Total liquid flow rate from tray 1 entering to reboiler, mol/s
= Liquid fraction of component in bottom product, %mole fraction
= Total vapor flow rate leaving reboiler, mol/s
= Vapor fraction of component leaving reboiler, %mole fraction
= Bottom flow rate, mol/s
3.4.4 Temperature on Tray :
(3.26)
where
= Antione constant for component
67
= Antione constant for component
= Pressure in the column, bar
= Relative volatility for component
With the equimolal overflow mentioned above, the vapor flow rates in the
stripping section are equal to and liquid rates equal to . Analogously,
and are the vapor flow rates and liquid flow rates respectively in rectifying
section. With pressure and tray liquid composition known at each point
in time on each tray, the temperature and the vapor composition can be
calculated. This bubble point calculation can be solved by a Newton-Raphson
iterative convergence method.
(3.27)
(3.28)
where
= Pure vapor pressure of component
Liquid fraction of component leaving tray , %mole fraction
Vapor fraction of component leaving tray , %mole fraction
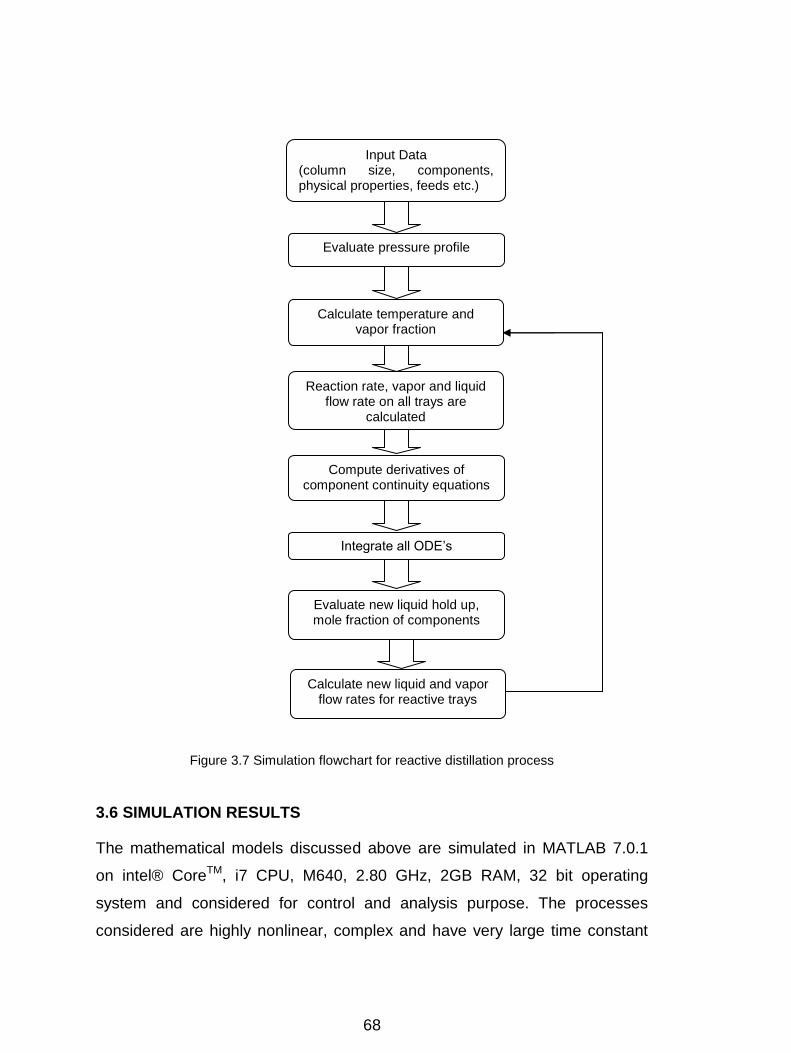
3.5 SIMULATION FLOWCHART FOR REACTIVE DISTILLATION
PROCESS
The simulation flowchart for reactive distillation process is given below.
68
Figure 3.7 Simulation flowchart for reactive distillation process
3.6 SIMULATION RESULTS
The mathematical models discussed above are simulated in MATLAB 7.0.1
on intel® CoreTM, i7 CPU, M640, 2.80 GHz, 2GB RAM, 32 bit operating
system and considered for control and analysis purpose. The processes
considered are highly nonlinear, complex and have very large time constant
NI MODULES INTERNET
SWITCH
REBOILER SUPPLY
CONDENSER
PRESSURE
TRANSDUCERS
FEED TRAYS VERTICAL SHELL
CONTROLLER UNIT PANEL
Input Data (column size, components, physical properties, feeds etc.)
Evaluate pressure profile
Calculate temperature and vapor fraction
Reaction rate, vapor and liquid flow rate on all trays are
calculated
Compute derivatives of component continuity equations
Integrate all ODE’s
Evaluate new liquid hold up, mole fraction of components
Calculate new liquid and vapor flow rates for reactive trays
69
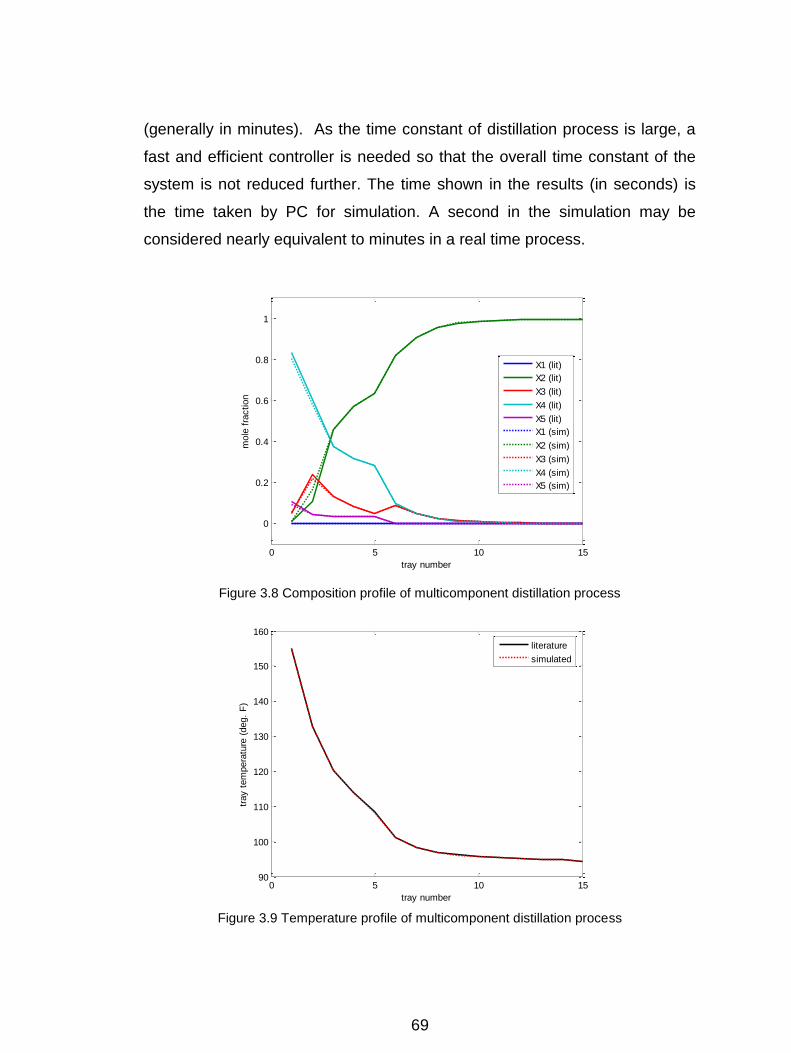
(generally in minutes). As the time constant of distillation process is large, a
fast and efficient controller is needed so that the overall time constant of the
system is not reduced further. The time shown in the results (in seconds) is
the time taken by PC for simulation. A second in the simulation may be
considered nearly equivalent to minutes in a real time process.
Figure 3.8 Composition profile of multicomponent distillation process
Figure 3.9 Temperature profile of multicomponent distillation process
0 5 10 15
0
0.2
0.4
0.6
0.8
1
tray number
mole
fra
ction
X1 (lit)
X2 (lit)
X3 (lit)
X4 (lit)
X5 (lit)
X1 (sim)
X2 (sim)
X3 (sim)
X4 (sim)
X5 (sim)
0 5 10 1590
100
110
120
130
140
150
160
tray number
tray t
em
pera
ture
(deg.
F)
literature
simulated
70
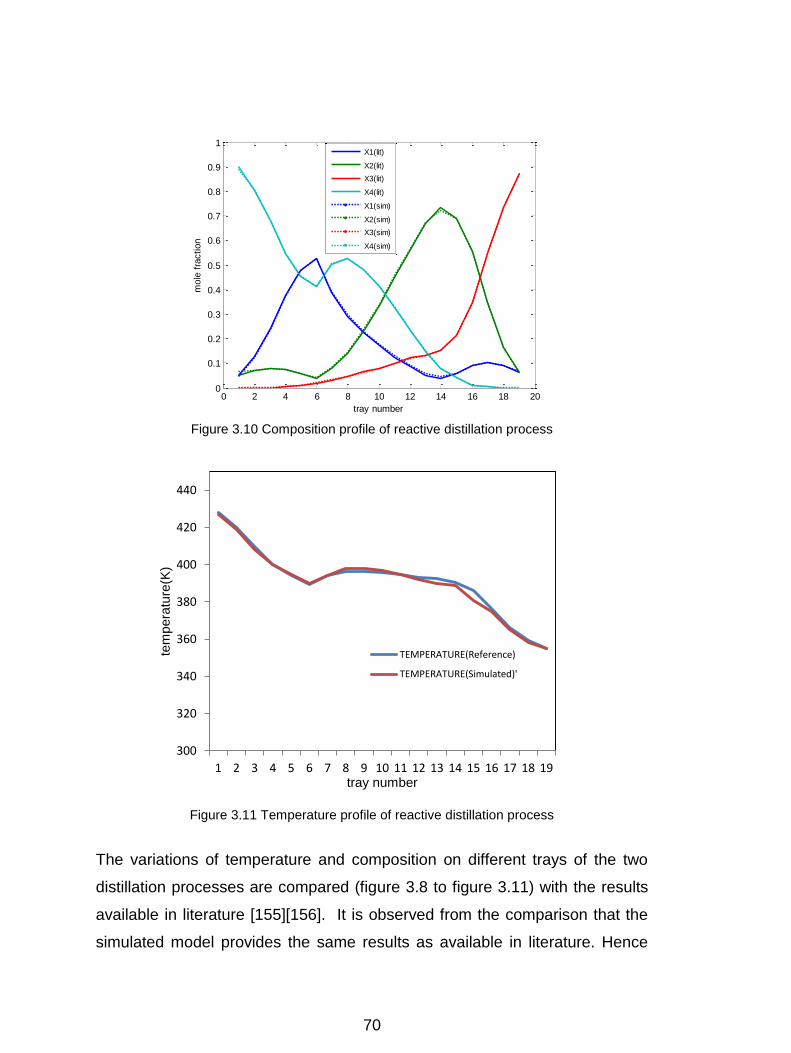
Figure 3.10 Composition profile of reactive distillation process
Figure 3.11 Temperature profile of reactive distillation process
The variations of temperature and composition on different trays of the two
distillation processes are compared (figure 3.8 to figure 3.11) with the results
available in literature [155][156]. It is observed from the comparison that the
simulated model provides the same results as available in literature. Hence
0 2 4 6 8 10 12 14 16 18 200
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
tray number
mole
fra
ction
X1(lit)
X2(lit)
X3(lit)
X4(lit)
X1(sim)
X2(sim)
X3(sim)
X4(sim)
300
320
340
360
380
400
420
440
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19
tem
pera
ture
(K)
tray number
TEMPERATURE(Reference)
TEMPERATURE(Simulated)'
71
the process models are validated. The results also show that component X2 is
obtained in distillate and X4 is obtained in bottom in case of multi component
distillation process. In the reactive distillation process X3 (component C) is
obtained in distillate and X4 (component D) is obtained in bottom. The
simulation data thus obtained is used by soft sensors to model the input-
output behavior of the system. It is also found that the composition and
temperature profiles of the two processes are highly nonlinear. Hence there is
a need of highly robust and efficient controllers to achieve the desired control
objective.
3.7 CONCLUSION
The present work uses the semirigorous models of the distillation processes.
The mathematical models of the processes are simulated in MATLAB and the
dynamic issue of the distillation process is also discussed. The developed
models are validated against the results available in literature. The artificial
intelligent techniques are used in the composition measurements as well as
control of distillation processes, the results obtained are discussed in the next
chapter.
NI MODULES INTERNET
SWITCH
REBOILER SUPPLY
CONDENSER
PRESSURE
TRANSDUCERS
FEED TRAYS VERTICAL SHELL
CONTROLLER UNIT PANEL

72





























