Embed Size (px)
Citation preview

7/28/2019 Burner Low Nox
http://slidepdf.com/reader/full/burner-low-nox 1/11
FOSTER WHEELER ENERGY INTERNATIONAL
Services Division
TECHNICAL PAPER
WALL FIRED LOW NOx BURNER EVOLUTION FOR
GLOBAL NOx COMPLIANCE
FW AUTHORS:
Tom Steitz
Manager, Firing Systems
John Grusha
Director, Firing Systems andProduct Development
Ross Cole
Combustion Engineer
The 23rd International Technical Conference on
Coal Utilization & Fuel Systems
March 9-13, 1998
Clearwater, Florida USA

7/28/2019 Burner Low Nox
http://slidepdf.com/reader/full/burner-low-nox 2/11
ABSTRACTLow NOx Burners for wall-fired boilers have substantially evolved
since their inception in the early 1970's. Foster Wheeler (FW) has
been a leader in the development and advancement of this technology
over these years. The intent of this paper is to present the
development and commercialization path of a new Foster Wheeler
Low NOx Burner (LNB) designed specifically for a deregulated
Utility Market and Industrial applications. In this market, Utilitiesand Industrial users demand high value solutions and equipment to
generate clean, environmentally friendly electricity. This Vortex
Series/Split Flame (VS/SF) LNB satisfies these demands by providing
a less complex, rugged and reliable solution to achieve low NOx
levels at optimum unit efficiency.
This technology is applicable for the EPA’s Title IV, Phase II Acid
Rain retrofits in addition to imminent Title I Ozone retrofit
regulations. It is also ideally suited for new/retrofit industrial and
utility plants worldwide. Significant capital and maintenance cost
advantages are available with superior performance.
COAL BURNER DESIGN EVOLUTION
A. Foster Wheeler Turbulent Burners (pre 1971) - IV Burner
Prior to the advent of low NOx requirements, conventional wall fired
coal burner designs consisted of a highly turbulent mixing burner,
designed to mix the fuel and air as rapidly as possible to maximize
combustion efficiency. FW’s turbulent Intervane (IV) burner was one
of the most efficient burners available in the power industry. The IV
burner is depicted in Figure 1. The burner was installed in two
separate modules, consisting of:
1. Secondary air register, including;
a) Single Air Zone
b) Multiple Radial Blade register vanes, linked
together
c) Large overall diameter
d) High swirl efficiency
e) Low Secondary Air pressure differentials 2. Fuel Injector
a) A tangential scroll inlet for optimum coal
distribution and swirl
b) An open ended nozzle for optimum mixing with
the secondary air
c) An inner barrel to house ignitor/main fuel
THROAT
WINDBOX AREA
INJECTOR
REGISTER
Intervane Burner
B. Foster Wheeler First Generation LNB (1976) - CF Burner
FW’s 1st generation low NOx Burner, the Controlled Flow (CF) LNB
depicted in Figure 2, was developed in the early 1970's and first
installed in 1976. The low NOx concept was to divide the secondary
air flow stream into two distinct paths to produce air separation from
the coal, or air staging, within the near burner throat area. This air
staging controls fuel bound nitrogen from mixing early with secondary
air, thus inhibiting fuel Nitrogen conversion to NOx. In addition, thiscontrolled mixing reduces peak flame temperatures, limiting the
formation of “thermal NOx” within the flame.
A sleeve damper shroud and was placed over the entire air register
assembly in order to balance and modulate air flow on a per burner
basis. This is a necessity when striving for optimum mixing for low
NOx in an open windbox arrangement. When burners are placed in
and out of service, this sleeve damper automatically adjusts for the
proper air flow per burner.
Primary Air/Coal Jet Control was an addition to the Controlled Flow
burner as well. This is a unique feature found only on Foster
Wheeler’s low NOx burners. It allows for the ability to control the exi
characteristics of the primary air and coal jet without changing primary air flow. This manual adjustment gives the boiler operations
personnel the on line flexibility to stabilize and optimize firing for a
wide range of coals with a single burner design.
Many of the proven mechanical features and sizing criteria from the
turbulent IV burner were carried through into the CF LNB. A
comparison of these two burners, in addition to later generations of
FW LNB’s is depicted in Table 1.
Figure 1
Figure 2

7/28/2019 Burner Low Nox
http://slidepdf.com/reader/full/burner-low-nox 3/11
TABLE 1 Foster Wheeler Burner Designs
A B C D E F
Burner Type IV CF CF/SF IFS PF/SF VS/SF
Year <1971 1976 1979 1991 1994 1997
Number of Modules 2 2 2 2 1 or 2 1 or 2
Register
# Air Zones 1 2 2 2 2 2
Blade type Radial Radial Radial Radial Radial Axial
Flow Path Series Series Series Series Parallel Parallel
Relative Register Diameter 100% 120% 85% or 120% 85% or 120% 75% 65%
Swirl Efficiciency high high high high high high
dP low low low low low low
Fuel Injector
Inlet scroll scroll scroll scroll scroll or elbow scroll or elbow
Exit tip open open split split split split
Relative IB Diameter 100% 65% 65% 65% 35% 20%
Ignitor/Main Fuel IB IB IB IB or Ann IB or Ann IB or Ann
NOx
Reduction Potential Uncontrolled up to 30% 50-65% 50-65% 50-65% 50-65%
IB - Inner Barrel Ann -Secondary Air Annulus A - Axial Blades
C. FOSTER WHEELER SECOND GENERATION LNB (1979) - CF/SF
In 1979, FW introduced its 2nd Generation of Low NOx Burners, the
Controlled Flow/Split Flame (CF/SF) Burner. This burner is depicted
in Figure 3. The Split Flame fuel injector was a major advancement
in controlling NOx from the burner alone, more than doubling the NOx reduction potential of the CF burner. In essence, a multi-port
Split Flame nozzle (Figure 4) was added to the end of the fuel injector
of the CF burner. The burner air flow paths for this design are
depicted in Figure 5.
The Split Flame nozzle accomplishes additional NOx reduction by
internally fuel staging the coal. It is the key component of Foster
Wheeler’s low NOx burner technology. It is installed on over 100
units worldwide firing all types of fuels. The patented design
segregates the coal into multiple concentrated streams producing a
fuel staging effect which inhibits NOx formation. The coal separation
forces fuel devolatilization in very low O2 concentrations, promoting
the reaction of fuel bound nitrogen to form harmless gaseous N2. The
material utilized for the split flame tip is a high nickel chromium alloycasting to protect it from the high radiant heat fluxes in the burner
zone.
As retrofit opportunities increased in the late 1980’s, it became a
challenge to fit the full size Controlled Flow register into some older
boilers where the burners were more closely spaced. Spreading out
the burner pattern to accommodate the register, either horizontally or
vertically, became a costly undertaking and not always possible within
the given constraints of retrofit applications. Thus, FW began down-Figure 3

7/28/2019 Burner Low Nox
http://slidepdf.com/reader/full/burner-low-nox 4/11
sizing the register assembly to fit into existing burner spacing. When
downsizing, the widths of the inner and outer register blades were
elongated to maintain a similar free area and pressure drop compared
to the full size registers. See Figure 6. The register diameter itself
was reduced by 30% with this design (Refer to Table 1).
Coal Nozzle Comparison
Split Flame (SF) Internal Fuel Staged
Nozzle (IFS)
Figure 4
Figure 5

7/28/2019 Burner Low Nox
http://slidepdf.com/reader/full/burner-low-nox 5/11
Figure 6

7/28/2019 Burner Low Nox
http://slidepdf.com/reader/full/burner-low-nox 6/11
TABLE 2 - Full Size vs. Down Sized Performance Comparison
For Identical Heat Liberation Burners
Unit Size
Boiler
OEM
Heat Lib,
MMBtu/hr Dt, in
Register
Diam, in
NOx
lb/MMBtu UBC, % # of LNB’s
180 FW 150 42 93 0.43 12 12
120 RS 150 41 64 0.44 12 8
Dozens of units have been retrofit with down-sized Controlled Flow
registers with equal or better performance. Refer to Table 2 for a
summary of two near duplicate FW LNB applications, the only
difference is that the first unit was designed for full-size registers and
the second for down-sized registers.
D. FOSTER WHEELER THIRD GENERATION LNB
(1991-1995) - IFS BURNER
In 1991, FW introduced the Internal Fuel Staged (IFS) Low NOx
Burner. This burner utilized the proven CF register in combination
with a revised fuel injector. The configuration of the split flame tip
was adjusted to increase the number of coal ports from four to six and
to add an internal swirl zone. These differences are depicted in
Figure 4.
The IFS burner was installed in 40 Utility units during Phase I of the
Clean Air Act for Acid Rain. Both full size and down-sized CF
registers were used with the IFS burner, depending on space
requirements. Ignitors could be located down the center inner barrel
or could be sighted through the secondary air annulus to save space in
the burner.
E. FOSTER WHEELER FOURTH GENERATION LNB
(1994-CURRENT) - PF/SF
As competition increased at the end of Phase I of the Clean Air Act,
customers continued to demand high value NOx Reduction Systems.
FW was prepared for this market with the introduction of the less
complex and simpler to operate Parallel Flow/Split Flame (PF/SF)
LNB (Figure 7). The inner air flow path is adjusted from a series to a
parallel flow path. The inner register assembly is moved away from
the fuel injector allowing even smaller diameter registers without a
sacrifice in performance. Based on laboratory and field results, the
swirl is removed from the inner air zone, replaced with a simple
conical air flow damper. For certain fuels, fixed swirlers can be addedto the inner zone as needed. Figure 6 depicts a comparison of the
Controlled Flow (Series Path) and Parallel Flow Registers.
Parallel Flow Split Flame (PF/SF) Low NOx Burner
The fuel injector for the PF/SF burner is also reduced in size by
limiting the size of the inner and outer barrel diameters. The scroll
inlet was maintained for early versions of this burner. However, the
scroll-less inlet, developed in 1996-1997 for the FW’s next generation
of LNB’s, has been adapted to subsequent PF/SF and other contracts(Table 3):
Figure 7

7/28/2019 Burner Low Nox
http://slidepdf.com/reader/full/burner-low-nox 7/11
TABLE 3 - Scroll-less Burner Applications
Unit Size OEM
Current
Burner FW Burner # of LNB’s
1300 B&W Cell PF/SF 88
120 FW New Blr VS/SF 8
120 FW New Blr VS/SF 8175 RS KVB CF/SF 18
175 RS KVB CF/SF 18
To reduce installation costs and down-time, the PF/SF burner
possesses the attractive option of being fabricated and installed as a
single piece module. The reduced diameter and weight of the register
and fuel injector allows for easy rigging of a single piece module - this
allows for true “plug-in” retrofits from the burner front. This single
piece module is illustrated in the PF/SF burner of Figure 6 and is
depicted in the photograph of Figure 8.
F. FOSTER WHEELER FIFTH GENERATION LNB
(1997-CURRENT) - VS/SF
As deregulation rapidly descended on the Utility Market in the USA,
the demand continued for high value, cost effective NOx solutions.
By 1996, it was apparent that a new LNB design was required to meet
this market demand. FW responded by developing the New Vortex
Series/Split Flame (VS/SF) burner.
The performance of the previous generations of FW LNB’s had been
at or above industry levels. It was desired to maintain equal or
improved performance of these burners compared to previous LNB
designs. This includes the same throat aerodynamics, velocities, and
mixing patterns as the previous LNB design(s), but delivering the air
and fuel in a more simple, reliable manner. Thus, the “business end”
of the burner, where the actual fuel/air mixing and combustion is
initiated, remains the same as the established previous designs. Only
the air/fuel delivery system has been optimized.
Figure 6 illustrates the evolution of FW LNB technology over the past
22 years. The more compact and simple current designs offer many
fabrication, installation and maintenance advantages over it’s
predecessors with reliable and competitive emissions and combustion
performance.
VORTEX SERIES/SPLIT FLAME LOW NOx BURNER This Vortex Series/Split Flame (VS/SF) Low NOx burner is depicted
in Figure 9. The “Vortex” implies the type of air flow pattern the
register produces. The register is mated to the established FW Split
Flame Coal Nozzle which is adaptable to most OEM axial or
tangential coal nozzle inlets.
The configuration is even smaller and less complex than previous
designs. It is designed to reduce manufacturing costs and simplify
installation. It can be installed as a one-piece module saving
installation costs, and is more operational and maintenance friendly.
It was developed and designed employing the latest Computer Aided
Design (CAD) and Computational Fluid Dynamics (CFD) software.
Most importantly, it’s design continues to provide users with the
rugged and reliable features known of Foster Wheeler Low NOx
Burners.
Figure 8

7/28/2019 Burner Low Nox
http://slidepdf.com/reader/full/burner-low-nox 8/11
DEVELOPMENT OF VORTEX SERIES LNBThe most noticeable difference between the Vortex Series and the
previous FW Low NOx burners is the method used to induce swirl to
the outer zone air flow. The split stream coal nozzle remains as an
integral component of the Vortex Series Burner. While the FW CF
(Series flow) and Parallel style register burners have numerous
adjustable vanes radially positioned to produce the swirl, the Vortex
Series design uses an adjustable “one piece” axial swirler to induce
swirl and provide flame shape control (See Figure 10). This less
complex arrangement reduces the number of “moving” components
from approximately twenty to only one.
As in all FW LNB designs, only one automatic adjustment is
necessary “on line”. It is the burner sleeve damper for individual
burner air flow control. The outer air register, inner air register, and
inner sliding tip are one-time adjustments during commissioningwhich operate as fixed dampers over the life of the boiler, unless a
major fuel or operational change warrants re-adjustment. The VS/SF
has four linear adjustments - the automatic sleeve damper, the sliding
outer air swirler, the sliding inner air cone, and the sliding fuel
injector tip. No complex links, turnbuckles, or control rings,
commonly used on other burner designs, exist with this burner.
Figure 9
Figure 10

7/28/2019 Burner Low Nox
http://slidepdf.com/reader/full/burner-low-nox 9/11
RADIAL BLADES VERSUS AXIAL BLADESBased on an industry experience with low NOx burners, both radial
and axial swirl registers can produce the air flow patterns necessary
for achieving stable flame combustion, turndown, and emissions.
NOx emission reductions greater than 50% have been demonstrated
worldwide on both types firing a wide range of coals.
A key requirement of any low NOx burner register is to produce astrong swirling air flow pattern exiting the burner throats, coupled
with a well defined internal recirculation zone. The recirculation
pattern within this swirling vortex reduces the velocity and
penetration of the coal jet. This aids in establishing a flame front near
the coal nozzle tip. The coal, which ignites and devolatizes under fuel
rich conditions in this inert recirculation zone, prevents the complete
conversion of fuel bound nitrogen to NOx. The surrounding swirling
air shears the coal jet around its circumference, while radially
stratifying the flow with its angular momentum. Later, in the
combustion process, the swirl allows a gradual entrainment of fuel and
air to complete carbon burnout. The capability to adjust air flow
provides flame shaping as well as fuel and air mixing control,
reducing emissions and maximizing combustion efficiency.
COMPUTER FLUID AND COMBUSTION DYNAMICS
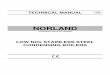
MODELINGAs part of the Vortex Series development program, CFD modeling of
the axial swirl register was conducted. Based on these results the
axial swirl design was shown to have significant swirl control.
Computational combustion dynamics modeling showed that an axial
swirler can provide significant flame shape control. The flame shape
of Run 1 of Figure 11 depicts the predicted temperature profile with
the swirlers fully inserted. The expanding temperature profile predicts a “flared out” flame pattern. This type of profile results with
high swirl. Run 2 depicts a flame profile for a retracted swirler and
less swirl. The results of the CFD modeling phase showed good flow
pattern correlation to other successful low NOx registers. This
supported proceeding to single phase flow modeling.
SINGLE PHASE FLOW MODELINGTo quantify the capability of the axial swirler register, a plastic burner
was constructed and extensively modeled in single phase air flow at
FW’s research labs in Livingston, NJ. The plastic model was a full
size replica of the burners used at FW’s Combustion and
Environmental Test Facility (CETF) in Dansville, NY. This testing
entailed comparing aerodynamics of a radial vane parallel register and
a radial vane register modified with an axial swirler. Several differentechniques were applied to quantify the swirl patterns, swirl numbers,
recirculation patterns and velocities. The single phase flow pattern
results validated the computer generated results.
Inserted - Full Swirl
Retracted - Moderate Swirl
Figure 11

7/28/2019 Burner Low Nox
http://slidepdf.com/reader/full/burner-low-nox 10/11
PROOF OF CONCEPTAs the next step in the validation process, axial swirlers were
installed in the outer zone of two FWEC, radial vane parallel register
low NOx burners at FW’s CETF. The result was improved flame
stability throughout the load range with no degradation in NOx or
combustion efficiency.
Next, the concept was applied to an actual field installation on a 25MWg unit as a possible solution to flame instability when firing a
high moisture lignitic type coal. Previously, the unit could only be
operated with all ignitors in service. Installing fixed axial swirlers
allowed operation at MCR, without ignitors in service. Again
validation that an axial swirler produced positive performance.
FULL SCALE COMBUSTION TESTING AT CETFAs a final step in the development process, full scale testing of two 35
MMBtu Vortex Series/Split Flame Low NOx Burners was conducted
at Foster Wheeler’s CETF. To provide a direct performance
comparison, this program followed an extensive test program on the
Parallel register. Over 60 parametric test conditions were run
evaluating numerous performance aspects on several fuels rangingfrom low volatile to medium and high sulfur eastern bituminous.
Operational facets such as ignitor performance, turndown, gas co-
firing and effects of overfire air were tested and found to be adequate.
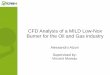
Results showed that the less complex Vortex Series/Split Flame Low
NOx Burner design produces slightly better emissions performance to
the previous LNB designs. Figure 12 depicts the comparative NOx
and UBC trend for two burners, validating results from previous
studies of the Vortex Series burner.
CONCLUSIONSIn summary, Foster Wheeler’s high performance Low NOx Burner
designs have evolved since NOx limits have been enacted world-wide
to control Acid Rain and Ozone formation. Market forces have
demanded that FW’s first generations of LNB designs be re-
engineered to be less complex, yet reliable and rugged while and
achieving superior NOx and unburned carbon performance. FW has
responded and systematically developed it’s current ParallelFlow/Split Flame (PF/SF) and Vortex Series/Split Flame (VS/SF)
burners. NOx reductions of 50-65% can be achieved with burners
only, with minimal impact on UBC and unit operation
Foster Wheeler low NOx burners are readily adaptable to any OEM
boiler. They possess simple adjustment devices. They can be
installed one-piece modules to save valuable outage time and costs.
They can mate to almost any coal conduit arrangement and burner
inlet, and are designed with the latest 3D CAD/CAM modeling
techniques. Seven boilers totaling 2200 MW and over 160 burners
have been, or are undergoing retrofit, with the PF/SF burners. The
VS/SF burner is in fabrication for two Utility contracts.
To meet the changing low NOx burner market requirements, Foster
Wheeler has continued to make a commitment to be a leader in this
technology. Foster Wheeler is already looking ahead to the next
generation of Low NOx burners. These burner will provide even
greater performance advantages through improved fuel/air mixing and
balances as well as swirl control.
Figure 12

7/28/2019 Burner Low Nox
http://slidepdf.com/reader/full/burner-low-nox 11/11