Embed Size (px)
DESCRIPTION
grease as a lubricant
Citation preview

Greases
Technical guideCharacteristicsand Tests

1
2
6
9
17
page
INTRODUCTIONGreases, our trade for almost a century
DESCRIPTION OF GREASES
TYPICAL GREASE PROPERTIES SOAP THICKENED GREASES
GREASES IN THE LABORATORY• Grease testing (page 9)
• Consistency (page 9)
• Cone penetration (page 10)
• Drop Point Procedure (page 10)
• Oxidation stability (page 11)
• Roll stability (page 11)
• Oil separation (during storage) (page 11)
• Water washout test (page 12)
• Water spray off test (page 12)
• Behaviour in the presence of water (page 12)
• Grease life in ball bearings at elevated temperaturehigh speed and load: FAG FE 9 (page 13)
• Grease life in ball bearings at elevated temperature (page 13)
• Copper corrosion (page 13)
• Dynamic rust test (EMCOR test) (page 14)
• Extreme Pressure (page 14)
• 4 ball weld test (page 15)
• Wear prevention (page 15)
• Other grease physical and performance tests (page 16)
• Approvals recommandations from OEM's (page 16)
CLASSIFICATION OF LUBRICATING GREASES
CONTENTS

1
GREASES, OUR TRADE FOR ALMOST A CENTURY
At TOTAL more than 2 000 people world-wideare working to develop, manufacture and sellLubricants.In our head office, located in Paris we coordinateall efforts from our sales affiliates around the
world, our Research andDevelopment team, andour grease plants locatedall over the world.
Short communication channels is a key word in ourorganisation. When reacting to customers requirements, our R&Dteam, production team, product managers andsales force literally speak the same language.
Did you know that the vast majority of companiesthat market greases don’t actually manufacturethem themselves?The financial, technological and human investmentrepresented by our plants demonstrates our determination to remain among the market leaders.
After having specialisedfor almost a century ingrease production, ourcurrent plants now rankamongst the top andare considered to be
amongst the most modern.Their sophisticated and flexible productioninstallations allow them to produce almost anytype of grease corresponding to the demands ofthe market.We control the manufacturing process so as tomeet the quality and performance standards thatyou have a right to expect. Our process and production technology improvements have resultedin our ability to produce constant quality, further-more it has enabled us to produce "emission" freeand abandon the use of lead and other heavy metalsin our products.
With such high quality and organisa-tional standards, it is only natural
that our plants already receivedtheir ISO certificates several
years ago.
Modern technologies, environmental legislation, theapplication of advanced materials and systems arecontinuously demanding systematic specialisationand considerable research and development.We have centralised thedevelopment of our greases in our worldwidefully equipped researchand development labora-tory located in France.Our plants R&D facilities act as satellites for ourmain R&D centre.In our centralised R&D centre we benefit fromexpertise and experiences available to us from alldivisions of the TOTAL group, based on these wecan create products for specific requirements, yourrequirements.Our Research and Development team has gainedthe respect from our peers in the grease business.The outstanding quality of our greases have earnedus the “preferred supplier” status from manyclients in numerous countries around the world.
Our expertise is therefore at your service. Thanks toour extensive prior to market launch testing, weare intimately familiar with the strong points of ourgreases, as well as their limits.Furthermore we remain in constant contact withthe constructors of your equipment, and as aresult we are able tocontinuously improveour greases and antici-pate future demands.Our team of specialisedapplication engineers are continuously travellingthe world to aid customers and sales people. This to make sure you have the right product in theright place.This may go without saying, but it still isn’t obviouswhere greases are involved, given their many possible applications, the wrong recommendationcan have major consequences.TOTAL is a specialist in lubricants, our efforts aredirected towards answering to all your lubricationquestions, and to solve any particular lubricationproblem you may have.We at are professionals who know exactly whichgreases meet your needs.To be sure.
We makethe greaseswe sell
We know the greases
we sell
We sellthe greases
you need
We commitourselves

2
Both grease and oil lubrication serve the same purpose,that of minimising friction and wear between movingsurfaces. Because of their essentially solid nature, greases do not perform the cooling and cleaning functions associated with the use of a fluid lubricant.However, greases are able to provide many functionsthat cannot be provided by oils, and under manysituations encountered in service the properties ofgrease can be superior thus making grease the lubricant to choose.
Most grease is used in rolling element bearingswith lesser quantities used in plain bearings,gearboxes and on open gears.
A satisfactory grease for a given application is expected to:
● Provide adequate lubrication to reduce friction and to prevent harmful wear of bearing components.
● Protect against corrosion.
● Act as a seal to prevent entry of dirt and water.
● Resist leakage, dripping or undesirable throw off from the lubricated surfaces.
● Resist objectionable change in structure or consistency with mechanical working (in the bearing) during prolonged service.
● Not stiffen excessively to cause undue resistanceto motion in cold weather.
● Have suitable physical characteristics for the method of application.
● Be compatible with seals and other materials of construction in the lubricated portion of the mechanism.
● Tolerate some degree of contamination, such as moisture, without loss of significant characteristics.
These are all ways in which theproperties of greases can be
said to be superior to thoseof lubricating oils.
Having considered the reasons for using a grease, thetask of actually selecting the correct type of grease fora particular lubrication requirement must now beconsidered.
Unfortunately there is no totally all purpose grease.Whilst a modern premium quality multipurposegrease may be able to meet some 75% of all applications where grease lubrication is required, for the remaining 25% many different and specialgreases are necessary.
Even if a supplier has a very wide range of greases,selection is rarely a straight forward matter ofchoosing a grease with the right physical and chemical properties for the application.
The customer wishes to have optimum (low) pricedproducts (often not cost effective), readily available,and may if having a wide range of machinery seek thesmallest possible range of products.
The machine designer / builder will require suitablelubricants regardless of whether such products arefeasible, costly, widely available or require specialdevelopment and manufacture.
Selecting the right grease for the right application canobviously be a challenge.
DESCRIPTION OF GREASES
Total Greases Applications Required Number of Greases
80% 15 - 20
90% 50 - 100
99% 500
100% 1,000+

3
▲ ▲ ■ ▲ ■
■ ■ ▲ / ■ ■ ■
▲ ▲ ■ ▲ ■
■ ■ ■ ■ ▲
▲ ▲ ▲ ■■
■ ▲
●
●
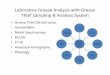
A grease is defined by theASTM (American Society ofTesting Materials) as: a solidto semi-fluid product of a
dispersion of a thickening agent in a liquid lubricant.
A grease typically consists of the following three maincomponents, base oil, thickener and performanceenhancing additivesAvailable greases range from simple metallic soapthickened mineral oils to complex soaps containing twoor more thickeners as well as organic and mineralthickeners in combination with mineral and/orsynthetic base oils.
The liquid lubricant portion of a greaseusually represents about90% of the total weight.
This is commonly a mineral oil, but can be a vegetableoil or one of the very many synthetic lubricating fluidsnow available.In most grease sold today, refined petroleum oils (paraffinic and/or naphthenic) are used. They offer agood combination of performance characteristics andprice.
Synthetic oils are also used. Usually being chosenbecause of the need for some specific property whichthey contribute to the grease, e.g. lower or higheroperating temperature ranges.The chemical nature of the oil is also important as thishas considerable influence on thickening power (soapyield) of the grease thickener.
The physical properties important for base oil selection include:- lubricating properties,- viscosity (strength of the lubricating film),- resistance to oxidation (high temperature and life time),
- pour point (low temperature behaviour),- response to additives,- volatility (resistance to evaporation and higher operating temperature ability).
A grease for a lightly loaded high speed bearingshould typically use an oil with a low base oil viscositybetween 40 - 110 cSt at 40°C. For general ball androller bearing applications, an oil with viscosity rangingfrom 80 - 200 cSt at 40°C is normally required, andfor heavily loaded, slowly rotating bearings, an oilwith viscosity around 150 - 500 cSt and sometimeshigher up to 1,500 cSt at 40°C is required.
What is a grease?
incompatiblecompatible
MineralSynthetic
hydrocarbonPolyglycol Ester Silicon
Mineral
Synthetic hydrocarbon
Polyglycol
Ester
Silicon
Liquid phase/Base oil
Base oilcompatibility

4
Certain properties of the greasecan be improved by adding
additives. Many of the grease additives are oilsoluble and are usually dissolved in the oil phase,but in addition a wide range of solid lubricants suchas graphite, molybdenum disulphide, carbonatesand various other powders are often used inlubricating grease.
The additive concentrations used in greases aregenerally higher than for lubricating oils andadditive choice is subject to in depth studies in viewof their possible de-stabilising effect on thickenerstructures, and rheological properties.
The additives used in greases can be put in fourcategories:● Anti-wear and extreme pressure additives, to
improve resistance to impacts and heavy loads.● Anti-oxidant additives, to improve resistance
to degradation caused by high temperatures and oxygen in the air.
● Anti-corrosion and anti rust additives, to prevent corrosion to both ferrous and non-ferrous metals caused by the effects of humidity and aggressive chemical agents.
● Lubricity and adherence agents, to improve adhesion to lubricated surfaces.
Greases are particularly wellsuited to be combined withsolid lubricants, which haveexcellent friction properties as
well as high resistance to load and seizure. In addition, solid lubricants provide greases with ahigher level of safety due to their insensitivity tochemical agents.
In practice, the most widespread are: graphite andmolybdenum disulfide, which tend to plate out andform a shield on the metal surfaces to reducefriction and prevent surface contact.
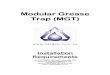
Greases are usually classifiedby the type of thickener
used, as the thickener is considered to have thebiggest influence on grease properties.
Most lubricating greases use a metal soap as thethickener. The thickener forms a structure in whichthe lubricating oil is held in a similar way like waterwhich is held in a sponge. This comparison of comparing a grease to a sponge holding water isnot strictly a valid scientific description but is a useful and reasonable analogy for a basic under-standing of grease composition and structure.Other non-soap thickeners may also be used.
It should always be remembered that a grease is not a thick oil but a thickened oil.
Because the thickener used has such a specific influence on grease properties it is normal to identifygrease types by reference to their specific thickener. Metallic soap thickeners can besub-divided in Conventional Soaps (Lithium, Calcium,Aluminium, mixed soaps), and Complex Soaps (typical Lithium Complex, Aluminium complex andCalcium complex). The most recently developedthickener is the overbased Calcium Sulphonate complex which is a "super" complex soap.
Similarly for non-soap grease thickeners, greasesare identified by the thickener base, Clay, Silica,and Polyurea.
Since about 90% of grease currently marketed is ofthe soap thickened variety we will describe what asoap actually is, its basic chemistry and the influencethe thickener chemistry has on properties of thegrease.
Many thickeners are based on organic soaps ofalkali metals. Most of these are produced by saponifying fats, fatty oils or fatty acids with ametal alkali in a portion of the base oil during themanufacturing cycle.
In simple chemistry terms the formation of a soapis analogue to the basic chemistry reaction:
A C I D + B A S E
S A LT + W AT E R
Additives
Solidlubricants
Thickener

5
▲ ■ ◆
●●
●
▲ ▲ ▲ ▲ ▲ ◆ ■ ■ ■
▲ ▲ ▲ ▲ ▲ ▲ ■ ◆ ■
▲ ▲ ▲ ▲ ▲ ◆ ■ ◆ ■
▲ ▲ ▲ ▲ ▲ ◆ ■ ■ ■
▲ ▲ ▲ ▲ ▲ ◆ ■ ■ ■
◆ ▲ ◆ ◆ ◆ ▲ ■ ◆ ■
■ ■ ■ ■ ■ ■ ▲ ■ ■
■ ◆ ◆ ■ ◆ ◆ ■ ▲ ■
■ ■ ■ ■ ■ ■ ■ ■ ▲
++
+++
+++
++++
++
+
+
+
++
+++
+
++
++++++++
+++
++++++
+
+++ ++
+++
+
Lithium
Lithium complex
Lithium/Calcium
Calcium
Calcium sulphonate complex
Calcium complex
Aluminium complex
Polyurea
Bentonite
Lith
ium
Lith
ium
com
plex
Lith
ium
Cal
cium
Cal
cium
Cal
cium
sulp
hona
teco
mpl
ex
Cal
cium
com
plex
Alu
min
ium
com
plex
Pol
yure
a
Ben
toni
te
Lith
ium
Lith
ium
com
plex
Lith
ium
Cal
cium
Cal
cium
Cal
cium
sulp
hona
teco
mpl
ex
Cal
cium
com
plex
Alu
min
ium
com
plex
Pol
yure
a
Ben
toni
te
Two greases are likely to be compatible, if when mixed together, the consistency and drop point of the mixture after working are within the specification limits.
Most of the soaps producedfor the manufacture of lubricating greases are produced by saponifying
fats, fatty oils, or fatty acids with a metal alkali. TheSaponification Process (soap thickener preparation)is usually carried out in a portion of the lubricatingoil, during the processing cycle. The most commonalkaline materials include hydroxides of lithium,calcium, and aluminium.
The largest source of grease saponifiable materialin use today is 12-Hydroxystearic acid, derived fromCastor oil, available in the form of the methyl ester,acid or tri-glyceride, produced by hydrogenation ofthe oil.
Thickener(continued)
compatible incompatible incompatible in certain proportions
Soap properties
Temperature
Resistance to water
Corrosion
Pumpability
Adhesiveness
Gen. purpose
Speed
Thickenercompatibility

6
In the following, we describe properties oftypical greases which are made from soaps,soap complexes, and nonsoap thickeners. Theobjective here is to describe the thickener-oilsystem without additives (unless the additiveis part of the thickener system). Differentmanufacturers report varying values andproperties for these systems. The valuesreported here are believed to be representa-tive.
Important remark:TOTAL product family names are mentionedjust as an information. TOTAL specificationsare generally more severe.
There are twotypes of calciumgreases, anhydrousand hydrated.These greases are
smooth and buttery. Conventional (hydrated) calciumgreases normally depend on water for structure sta-bilisation, the amount of water being critical and lossof this water is the reason for their limited high tem-perature properties. At high temperature some ofthis water is lost and the grease structure is destroyedresulting in the separation of the oil and the soapthickener. In service, they are thus limited to about60°C, although dropping point is around 100°C.Anhydrous calcium greases are more performant,their dropping point is higher (130-140°C) and theymay be used up to 80-90°C.These greases are easy to pump even at lowtemperatures.Mechanical and shear stability are fair (hydrated) togood (anhydrous). Oxidation stability is poor butcan be improved with inhibitors. Water resistance is very good. Protection againstrust is poor but can be enhanced with additives.Low temperature properties are satisfactory.Shear stability is good.
The majorityof lithiumg r e a s e sp r o d u c e dtoday ared e r i v e d
from 12-Hydroxystearate soap. These products aresmooth textured and stable to heating. Droppingpoints are reported in a range from about 175°C to200°C. For long-term use, the upper temperaturelimit is around 120°C.
At low temperatures, these greases are easilyhandled. Under shear in laboratory equipment,these greases are excellent.
It is again worth noting that shear rates in serviceare many times higher than obtained in laboratorytest equipment. In practice shear stability of thesegreases is average.
Oxidation resistance is acceptable and easily improvedwith anti-oxidants.Water resistance is good, although not as good aswith calcium or aluminium greases.Corrosion resistance is achieved by additives.
Low-temperaturebehaviour of theseproducts is rated asfair to good.
Shear stability isgood to excellent. Like many other greases, ifthickener content is low, stability to working fallsoff significantly. Pumpability is considered as good.
Water spray resistance is excellent. In the presenceof only a little water they form emulsions whichprotect metal surfaces from rusting by drawing thewater away from the metal.Adhesion to metal is excellent.These greases can be used up to 150-160°C.
In high-temperature, high-speed ball bearing lifetests, such as ASTM D 3336, these products giveshorter live time results than most lithium complexor polyurea greases.
TYPICAL GREASE PROPERTIESSOAP THICKENED GREASES
Calcium SoapGreasesTOTAL MERKAN®
Lithium 12-Hydroxystearate Greases TOTAL MARSON®
Aluminiumcomplex GreasesTOTAL COPAL®

7
●
●
1
2
3
4
5
6
7
TOTAL CERAN®
This type ofgrease is foundin many varia-t ions. Sometypes have high
thickener contents. One ingredient of theseproducts is calcium acetate, which provides EPproperties. In high-thickener-content grades:calcium complex greases have high drop points(above 280°C) and good water resistance.
Many calcium complex greases have inherent EP properties which are usually enhanced withadditives.
The greases can be difficult to make and tend to harden on storage or under high pressure inlubricating equipment.
These greases can operate at higher temperaturesthan conventional soap greases, and will lubricatebearings quite satisfactorily up to 150°C.
The proper-ties of basicc a l c i u msulphonateshave been
known for a long time. But until recently it has beendifficult to manufacture satisfactory lubricatinggreases based on this chemistry, due to unaccept-able performance properties, such as poor pumpa-bility and inadequate low temperature behaviour.
Worldwide you will find only a few manufacturersable to produce these high tech state of the art greases(TOTAL is one of the most important of them).
The production is done via a new super complexingprocess, modifying the properties of the calciumsulphonate to eliminate the above mentioneddrawbacks and allow the production of a greasewith exceptional properties such as:
These type of greases are the closest to an“ALL” purpose grease you will find on the
market today, they are less suitable for highvelocity/heavy vibrations.
These type ofgreases combinethe properties ofLithium and Calciumgreases.The manufacturingprocess of these
greases is very specialised and requires high techcomputerised process control equipment.The advantages of these types of greases is thattheir water resistance is excellent as is the rust prevention.
The EP properties are “build in” in the soap skeleton.The results are excellent EP properties, compared tolithium and calcium greases.
These greases can by used at constant operatingtemperatures up to 135°C without loosing theirexcellent properties.
Test in practice have shown that LICAL® tend to beable to absorb water up to 10% without loosing anyof the lubricating properties. Pumpability can beslightly lower than lithium greases.
Outstanding high load-carryingand antiwear properties
Outstanding water resistance(even with 40% of water!!!)
Excellent mechanical stability and high shear resistance
Excellent thermal stability(does not liquify until >300°C)
Low temperature performance is good
Very good oxidation resistance(under pressure and high temperature)
Very good corrosion resistance
Calcium ComplexGreasesTOTAL AXA®
Lithium CalciumGreasesTOTAL MULTIS®
and LICAL®
Calcium SulfonateComplex GreasesTOTAL CERAN®

8
Comparedto lithiumg r e a s e s ,l i t h i u mc o m p l e xg r e a s e s
show several advantages especially when used athigh temperature. Dropping point of the complexgrease is generally more than 50°C higher than thatof the conventional soap grease.These greases can be used up to 160°C.
They handle well at low temperatures. Work stability,and oil separation are good to excellent.Bearing performance at high temperatures is verygood to excellent.Pumpability can be somewhat lower than lithiumgreases.
These smooth productsare used at high tem-peratures and highspeeds. They are com-parable to some of the
complexes in this capability but with enhancedhigh temperature behaviour and long life time.Although used with all kinds of bearings, they havebeen particularly effective in lubricating ballbearings, such as are found in electric motors. Thisis indicated, too, in high temperature bearing tests.Dropping point is generally around 260°C, but theproducts are usable up to 180°C.Their structure and organic composition gives them"low noise" properties demanded for the lubrica-tion of certain bearings.
These greases have outstanding resistance to oxidation. Their thickeners contain no soaps orother metal-containing constituents, which are, tovarying degrees, pro-oxidants. Handling at lowtemperatures is satisfactory.
Water resistance is satisfactory - in some grades,excellent.Rust resistance requires the use of special andeffective rust inhibitors.Polyurea greases have an excellent life timeexpectancy, making them very suitable for filled forlife applications.
These smooth-textured greaseshave outstandingheat resistance,since the thickener
will not melt, at least up to the temperature atwhich its constituent oil evaporates, flashes off, orburns. However, since the baseoil is the limitation,maximum use temperature is usually given ataround 180°C.These are about the same as was reported for theother high-temperature greases of the complexand nonsoap series.
Although these high-temperature greases can beused for occasional use at peak temperatures, theneed for frequent re-lubrication remains.For example, since this thickener has no meltingpoint, bentone-clay greases have been used inapplications in which short-term temperaturescould hit 260°C, re-lubrication is then requiredafter only a few hours of this high-temperature service.Low-temperature properties are satisfactory.However, many bentone-clay greases are formulatedfor high-temperature applications.
Work stability must be rated as fair to good.Oxidation stability and rust resistance are satisfactory when enhanced with additives. Water resistance is good.
Lithium(Lithium/Calcium)complex GreasesTOTAL MULTIPLEX®
Bentone-clayGreasesTOTAL CALORIS®
PolyureaGreasesTOTAL ALTIS®

9
●●
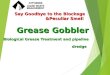
000 445 - 475
00 400 - 430
0 355 - 385
1 310 – 340
2 265 - 295
3 220 - 250
4 175 - 205
5 130 - 160
6 85 - 115
Most of the grease tests that havebeen standardised define or describe properties that are related to the performance type
tests in actual or simulated operating mechanisms.They provide considerable useful informationabout a grease.However, it must be recognised that they are laboratory tests and have their greatest value asscreening tests which give directional indications ofwhat can be expected when a grease is placed inservice in a specific application, and as physicalstandards for manufacturing control. Direct correlation between laboratory tests and field performance is rarely possible since the tests neverexactly duplicate service conditions, and serviceconditions are never identical even in two outwardly similar applications. For these reasons,an understanding of the intent and significance ofthe tests is essential for those involved with the useof lubricating grease.
Over the years, several institutes like: ISO - ASTM -IP - DIN - AFNOR, etc. have standardised tests thatdescribe properties or performance attributes oflubricating greases.The National Lubricating Grease Institute (NLGI)has standardised a numerical system for classifyingthe consistency of greases. From all tests available
TOTAL has chosen a number oftests, which are being per-
formed on their greases atregular intervals.
Consistency is definedas the degree to which amaterial, such as lubri-cating grease, resists
deformation under the application force. It is, therefore a characteristic of plasticity, as viscosity is a characteristic of fluidity. The consistency of a lubricating grease is not constant but varies withtemperature. It may also vary as a result of the han-dling or mechanical working that the grease hasbeen subjected to, before measurement of itsconsistency. Consistency is reported in terms ofASTM cone penetration, NLGI number, or apparentviscosity, each of which is determined at a specifictemperature after described preparation of thesample.
On the basis of ASTM Worked Penetrations, NLGIhas standardised a numerical scale for classifyingthe consistency of greases. In order of increasinghardness, the consistency numbers are:
Greasetesting
Consistency
GREASES IN THE LABORATORY
NLGI Grease ASTM Worked Penetrationat 25°C

10
Method/Standard:ASTM D 217DIN 51804-T1 / ISO 2137NF T 60-132 / IP50
Consistency is commonly measured by the ConePenetration.In this test a normalised cone is allowed to sink for5 sec., under its own weight into a sample ofgrease held at 25°C. The depth that the conepenetrates into the grease is expressed in tenths ofa millimeter and reported as the penetration of thegrease.Since the cone will sink further into soft greases,higher penetrations indicate softer greases.Currently you will find on the market as the softestgrease a 000 grade (all "0" grades are normallyreferred to as central lubrication greases) and asthe stiffest a 3 or 4 grade (grades 5 and 6 are nolonger widely used).Penetrations are reported as follows:Prolonged Worked Penetrating(W ....)
Remark:Special procedures using one-quarter andone-half scale cones, method ASTMD 1403, are used for determining thepenetration of small samples.
Method/Standard:ASTM D 217 / DIN51804-T1 / ISO 2137NF T 60-132 / IP50
Sample is worked for 60 strokes or more in astandard grease worker.Often the grease is worked 100,000 strokes, butalso 5,000 and 10,000 strokes are used. It isaccepted that these W ...... results give a basicimpression on the grease stability.In some cases some water is added to the grease tomeasure the stability when the grease containswater (e.g. TOTAL CERAN®). This is normally donefor grease used in wet environments.
Method/Standard: IP 396 /NF T 60102C
The dropping pointof a grease isthe temper-ature atw h i c ha dropof oil released by thegrease falls from the orifice of a testcup under prescribed test conditions. Materialssuch as conventional soap thickened greases donot have a true melting point but have a meltingrange during which the material becomes progressively softer. In a standard cup containing grease, the grease isheated in a special computer controlled heatingfurnace (usually Mettler), within which the tempe-rature at which a drop of material falls from thecup is detected and reported by electronic means
The dropping point of a grease is commonly,but mistakenly, taken as measure of the service capabilities of a grease at elevatedtemperatures.
The dropping point of a grease is not considered tohave any bearing on service performance otherthan that normally a grease cannot be expected toresist leakage at temperatures above its droppingpoint, it does not establish the maximum usabletemperature for the grease since performance athigh temperatures depends on such other factorsas:
● whether the exposure to high temperature is continuous or intermittent,
● whether cycling from high to low temperatures is involved,
● evaporation resistance of the grease,
● design of the lubricated mechanism,
● frequency of relubrication,
● a rule of thumb is however that dropping point minus 30% is operating temperature.
Conepenetration
Mechanicalstability
Drop PointProcedure

11
Method/Standard:ASTM D 942DIN 51808 / IP 142
The reaction with oxygen may lead to deteriorationof lubricating grease.This test conducted in the Norma-Hoffman oxidationbomb evaluates resistance of lubricating greases in aclosed container to oxidation under specificconditions of static exposure.In this test, each of the five dishes in the bomb isfilled with 4 g of the grease to be tested. The bomb
is then sealed and pressurised to 110 psi (7.7 kg/cm2) with oxygen and placed in a
bath held at 99°C. The pressure in thebomb is recorded at prescribed intervalsthroughout the test. At the end of the
specified test time, usually 100, 250 or500 hr, the pressure drop is calculated and
reported. The drop in pressure is the net changeresulting from absorption of oxygen by the greaseand the release of CO2 from the grease.Frequently, the results of this test are reported asindicative of the oxidation stability of a grease;however, it is a static test. It is not intended for theprediction of the stability of grease under dynamicconditions.
Method/Standard:ASTM D 1831 (modified)
The ability of a grease to resistchanges in consistency during mechanical workingis named its roll stability or shear stability. A varietyof laboratory tests are used to evaluate the roll stability of greases, but the two that have beenstandardised are the change in penetration afterprolonged working in the ASTM D 217 grease worker, and the change in penetration after severerolling in the ASTM D 1831 roll stability worker.
In the Roll Stability Test a small sample (50 g) ofgrease is rolled at 165 rpm for a certain time at acertain temperature. Using a steel cylinder whichcontains a 5 kg heavy round steel block. Workedpenetration at 25°C is determined on the greasebefore and after rolling. Due to the small size of thesample, working and penetrations are performedon ASTM D 1403 one-quarter or one-half scale equipment.
TOTAL uses a temperature of up to 100°C to achievea closer to practice test. Furthermore TOTAL has prolonged the duration of the test from 2 to 4 or even100 hrs to determine the mechanical stability of theirgreases under very severe conditions.In both of these tests, the change in consistency
with mechanical working is reported as either theabsolute change in penetration or the percentchange in penetration. While both tests are usedwidely to indicate mechanical stability requirements,the significance has never been accurately deter-mined. It is believed that the changes in workedpenetration in these testsare an indication ofmechanical stability, and are directionallyindicative of the changesin consistency that a greasecan undergo in service.
Method/Standard:ASTM D 1742ASTM D 6184IP 121 / DIN 51817NF T 60-191
Grease must release oil slowly in service to provideeffective lubrication. Some oil release resulting infree oil on the grease surface is normal in storage.However, excessive separation of oil while thegrease is in storage may result in loss of the user’sconfidence in the product. The tendency of a greaseto separate oil during storage in predicted byASTM D 1742 / IP 121 / DIN 51817 / NF T 60-191and ASTM D 6184.
In ASTM D 1742 a sample of grease supported ona 200 mesh screen is subjected to air pressure andplaced in an oven at 25°C for 24 hrs. Any oil thatseeps from the grease is collected, weighed andreported as the percent by weight of oil separated.
IP 121 / DIN 51017 / NF T 60-191 are more or lessthe same procedure, but grease is subjected tometal weight pressure and placed in an oven at40°C for 42 or 168 hours.
ASTM D 6184 is more or less the same procedure,but grease is subjected to metal weight pressure andplaced in an oven at 100°C for 30 or 50 hours.
These tests are correlated directly with oil separationwhich occurs in grease pails in storage, and aredirectionally indicative of the separation that may beexpected in other sizes of containers. It is not suitable for greases softer than NLGI. n° 1, and is notintended to predict the bleeding tendenciesof grease under dynamic serviceconditions. A maximum of 1 - 5%bleeding is considered tobe normal under storageconditions (also dependingon thickener).
Oxidationstability
Rollstability
Oil separation(during storage)

12
0
1
2
3
●●
Method/Standard:ASTM D 1264 DIN 51807-T2 / IP 125
The environment in which a grease must perform isimportant but is often neglected in grease selection.A wet environment, whether it be just moist airconditions or heavy direct water washing action, canaffect many greases and is an important factor toconsider when selecting grease for any service.
When water intrudes into grease lubricated equipment the grease may become softer (mayeven become semi-fluid) or stiffen, it may emulsifyor reject water, its adhesive properties may change,and metal surface protection may become inade-quate from corrosive water action (rust).
The ability of a grease to resist washout underconditions where water may splash or impingedirectly on a bearing is an important property in themaintenance of a satisfactory lubricating film.Comparative results between different greasesunder the prescribed test conditions can be obtained with this test, but the results may notnecessarily predict field performance.
The test uses a specific ball bearing, equipped withfront and rear shields having a specified clearance.It is packed with 4 g of the test grease and thenrotated at 600 rpm for 1 hr while a jet of water at80°C impinges on the bearing housing. At the endof this time the bearing will be removed, dried, andthe percent weight of the grease lost determined.
The test is generally considered to be an usefulscreening test for greases, that are being usedwhere water washing may occur, such as wheelbearings wet end-bearings on paper machines,and in the steel industry.
Method/Standard:ASTM D 4049
The objective of this test is tomeasure the resistance to
spray off of a grease. A predefined grease film isput on a test plate. The test plate is exposed to awater spray (22 or 40 PSI). The result after a settime is expressed in weight loss of the plate withgrease.This comparison test, can give an indication of theadhesive character of a grease on metal exposed towater sprayed under pressure on the grease.
Method/Standard: DIN 51807-T1
This test is developed to test the behaviour of grease against water under predefined static circumstances.
A grease sample is put on a glass strip with the helpof a template. The sample thickness is about 1 mm.The glass strip is then submerged into distilledwater and put in an oven.The duration of the test is 3 hours at 40°C or 90°C.
TOTAL has modified this test for CERAN® greasesto make it much more severe, the duration is set at 8 hours at a constant temperature of 90°C.
After the test the sample on the glass strip is immediately valued with the naked eye.
Following scale is used for rating:
Water spray offtest
Behaviour in the presence of water
Waterwashout test
Big change, part or complete dilution ofthe grease into the water, building ofmilky white oil in water emulsion.
No change.
Slight change, change of colour, slightwater adhession on the grease.
Medium change, grease starts to dilutevisible through white/yellow slime building on the grease, troubling of the water.

13
●●
●● Method/Standard:
DIN 51821
Purpose: to determinethe life of lubricating greases in rolling-element bearingsunder realistic test-conditions.
The rolling-elementbearing fitted in the apparatus as the test piece isfilled with a specified quantity of the grease underexamination. The test is conducted at a selectedtemperature, rotating speed and axial load. Thelubrication conditions in the bearing change over along period. Bearing failure is regarded as havingoccurred when the motor fails to drive the bearingunder test.
The test method covers the evaluation of theperformance of lubricating greases in ball bearingsoperating under light loads at high speeds and elevated temperatures.The ASTM D 3336 test evaluates the performanceof lubricating grease in a (20 mm) ball bearing operating under light loads at temperatures up to177°C (usual intervals 120, 150, 177°C) and shaftspeeds of 10,000 rpm. Tests are run to failure oruntil the required number of test hours without failure has been completed.
Method/Standard:ASTM D 4048IP 112 / DIN 51811
These methods are used to detect substances inlubricating grease which could corrode copper.Since copper and copper alloys are used in bearingsit is essential that greases not corrode such materials.The tests are similar, (commonly referred to as“Copper Strip Tests”) and involve a cleaned andsmoothly polished copper strip immersed verticallyin the grease sample. In the ASTM method the stripis totally immersed, in the IP method the strip is 2/3immersed. The assembly is placed in an oven for agiven time and temperature, then removed andcooled. The strip is cleaned and observed for stainingor corrosion, and rated either in words and/or by anumerical rating system. With the ASTM/DINmethod a comparison of the copper strip conditionafter test is made against a reproduction ASTMCopper Strip Standard.
The length of test and test temperature is not specific, but should be stated when reporting
results. The test procedure for TOTAL iscommonly carried out at 100°C, butother mutually agreed-upon testtemperatures are permitted. The timemay be specified as 3 hours, 24 hoursor 7 days or may be established bymutual agreement.
Grease life inball bearingsat elevatedtemperaturehigh speedand load:FAG FE 9
Coppercorrosion
Quantity of grease 2 mg
Test temperatureAdjustable up to+250°C
Rotational speed 3,000 or 6,000 rpm
Thrust force 1,500, 3,000 or 4,500 N
Bearing failure withpower consumption ofdriving motor
520 Watt at 6,000 rpm320 Watt at 3,000 rpm
Grease life in ball bearings at elevated temperature
Method/Standard: ASTM D 3336

14
Method/Standard:IP 220 / DIN 51802ISO CD 11007
In this test up to eight30 mm, double row
self-aligning ball bearings are mounted in pillowblocks on a common bed plate and driven at 80 rpm by a common shaft.
At least two bearings are required for a test. Thestandard pillow blocks are plastic.Each bearing is packed with 10 g of the test greasewith no grease in the housings.After assembly, the bearings are run for 30 min todistribute the grease. The housings are then openedand 10 ml of distilled water (or IP135 synthetic seawater) is added to each side of each lower housing.After assembling the bearings are run for two 8 hrsperiods followed by two 16 hrs shutdowns, andone 8 hrs period followed by one 108 hrs shut-down. At the end of this time (164 hrs) the bearingsare disassembled and the outer races examinedfor rust and corrosion. The races are rated on anumerical scale from 0 to 5 with 0 being completelyfree of rust.
While little correlation has everbeen obtained between theresults of laboratory ExtremePressure (EP) and service
performance tests represent the only language thatdescribes these properties at reasonable cost.Here after two methods are described.
Method/Standard:ASTM D 2596
This test derives its name fromthe 12.7 mm (0.5 in) diameter through hardenedchrome alloy steel balls of 64066 Rockwell C hard-ness, that are used as test specimens. It provides amethod for determining the load carrying proper-ties of lubricating grease in terms of the Load-Wearindex and the Weld Point.
The three lower ball are locked firmly in a cup filledwith test grease. The upper ball, which is held in achuck, is in point contact with each of the lowerballs and may be rotated against them under loadat a speed of approximately 1770 rpm.
The grease sample, which is brought to a temperatureof about 27°C, is subjected to a series of 10 sec tests atincreasing loads until welding occurs. After each 10 sectest the scar diameters on the three stationary balls aremeasured and recorded and all four balls discarded.The Load-Wear Index, in kilograms, is calculated fromthe scar diameters corresponding to the various loads.
The weld point is reported in kilograms, definitionof weld load:“weld point under the conditions of this test thelowest applied load in kilograms force (orNewtons) at which the rotating ball seizes and thenwelds to the three stationary balls, indicating theextreme pressure level of the lubricating grease hasbeen exceeded”.
Suggested form for Recording Test Results (Kgf) 80, 100, 126, 160, 200, 250, 315, 400, 500, 620,800.
ASTM states: “This test method, used for specifi-cation purposes, differentiates between lubricatinggreases having low, medium and high levels of Extreme Pressure properties. The results do notnecessarily correlate with results from service”.
Dynamic rust test (EMCOR test)
ExtremePressure
4 ballweld test

15
C
E
D
Method/Standard:DIN 51350-T4
This test uses the same testrig as described under the ASTM D 2596 test.
The grease is tested in a four-ball system consisting of a rotating ball (running ball), sliding with an adjustable test force on threeballs identical to it (standing balls). The test loadis raised in stages until welding of the four ballsystem occures.
The test is run for 60 seconds at 1420 rpm, theload is increased with steps.Between 2000 N and 4000 N with stages of 200 N,with loads above 5000 N each stage increases with500 N.
The results are reported with the Last Non WeldingLoad (LNWL) and weld load (WL) e.g. (320 daN -340 daN).
Two methods, ASTM D 2266and DIN 51350-T5, areavailable for determiningwear preventing qualities of
lubricating greases. These methods, use four testballs in which the test parts are half-inch steel balls,in point contact, and one ball rotates.The two methods are described here after.
Method/Standard:ASTM D 2266 / IP 239
This test is similar in principleto ASTM D 2596, the four ball Extreme Pressuretest, but the machine is much more sensitive andthe applied load is limited to 40 kg (392 N) ratherthan the 800 kg of the Extreme Pressure machine.The same composition and hardness steel balls asASTM D 2596 are used. At the lighter loading,seizure or welding does not occur and thematerial removed from the balls is the result of wear.
The test is run for 60 min at 1,200 rpm with a loadof 40 kg. The grease sample is held at 75°C. At theend of the test sizes of the wear scars on the threestationary balls are measured and reported.
The test is intended to determine the relative wearpreventive characteristics of greases in sliding steel-on-steel applications. It is not intended to predictwear characteristics with other metal combinations,and cannot be used to differentiate betweenExtreme Pressure and non Extreme Pressure greases.
Method/Standard:DIN 51350-T5
This test uses the same testrig as mentioned under test DIN 51350-T4.
The test can be performed according to followingprocedures:
TOTAL has chosen to run only procedure E.
The grease is tested in a four ball system consistingof a rotating ball (running ball) sliding with theappropriate test force (C, D or E) on three ballsidentical to it (standing balls) (tests are done twice).After the test duration the scar diameter of 2 setsof standing balls is measured.This than leads to the reported mm’s wear.Wear
prevention
4 ball weld test
Procedure Load Running time
150 N 60 ± 0,5 minute
300 N 60 ± 0,5 minute
1,000 N 60 ± 0,2 second
4 ball wear test
4 ballwear test

16
Having looked at some of the most widelyquoted grease tests, we will now brieflyconsider some of the other grease testmethods which are used. Most of these testsare used to access a particular performancecharacteristic or grease property and thus it isconvenient to group the various tests underthe following general headings:
Low temperature flow pressure Method/standard: DIN 51805To determine the lowest usable temperature of agrease. A sample of grease at a temperature of, forexample, -35°C is placed in a sample holder. Afterwards the grease is put under pressure. Thepressure is increased by step until the grease isreleased from the sample holder. The pressureneeded to release the grease is expressed in mbar.If a grease is known to be less pumpable the resultscan be expressed in °C at a maximum pressure of1,400 mbar.
Penetration at low temperature method/standard: NF T 60-171 This method is the same as described under conepenetration. The results are given in 1/10 mm at atemperature between 0 to -40°C.
Apparent viscosity (SOD) Method/standard: ASTM D 1092 By carrying out apparent viscosity determinationsat low temperatures (method ASTM D 1092) the pumpability and flow properties of a grease at lowtemperatures can be determined. Greases designedfor extremely low (sub-zero) temperature serviceshould not stiffen and offer excessive resistanceto rotation of bearings after soaking at lowtemperatures.The following methods (IP 186 and ASTM D 1478)measures starting and running torque’s of smalllightly loaded ball bearings at temperatures downto -54°C.
Low temperature Torque Method/standard: ASTM D 1478The test bearing is fully packed with the testgrease, installed on a spindle that can be rotated at 1 rpm, and inserted in a cold box, which can bemaintained at any temperature down to -54°C.The outside of the bearing housing is connectedthrough a string assembly to a scale so that the
retraining force can be measured. After 2 hours,the motor is started, and the initial restraining forcerecorded. As rotation continues, torque drops, therestraining force is again recorded after running for60 minutes. The two values are multiplied by thelength of the lever arm and the products reportedas the starting and running torque’s, in N-m unitsfor the grease.
Low temperature Method/standard: torque IP 186This method of test determines the resistance causedby the grease at sub-zero temperatures down to -73°C in an axially loaded ball-bearing rotating at 1 rpm. Although the apparatus is of a differentdesign the method of test is basically very similar tothat of ASTM D 1478. A test bearing is packed withtest grease, installed on a loaded spindle, that can berotated at 1 rpm, and installed in a sealed unit whichis immersed in a fluid cooling bath. The temperatureof the cooling bath is steadily reduced to the testtemperature, which may be down to -73°C over1-1 1/2 hours. After 2 hours the motor is started andthe initial restraining force recorded, after running fora period of time the restraining force is againmeasured. The starting and running torque’s are thendetermined and reported in mNm units.
Many OEM’s (Original Equipment Manufacturers)give approvals to greases for use in their equipment.
Most OEM’s use (a selection) of the previousdescribed tests, sometimes they modify the tests tomake them more suitable to reflect in practice useof the equipment.
It is very important when recommending a greasethat one observes the requirements of the OEM.In practice it is often the case that a suitablecontra-type of an existing grease is asked for.
OTHER GREASE PHYSICAL AND PERFORMANCE TESTS
APPROVALS RECOMMANDATIONSFROM OEM’s

17
CLASSIFICATION OF LUBRICATING GREASES
For example: MULTIS EP 2: ISO-L- X B C E B 2
Symbol 1 2 3 4
NLGI grade
ISO 6743-9
Anti-rust performance : L: Zero performanceM: Protection with distilled waterH: Protection with salt water
Environment : L: Dry atmosphereM: Humid atmosphereH: Water spray-off
NLGI grade
DIN 51502
For example: MULTIS EP 2: K P 2 K -25
Table 1 2 3 4
Table 3
Table 4
Table 2
Table 1
Kind of grease - Application area Character
Greases for bearings according to DIN 51 825 K
Greases for closed gears according to DIN 51 826 G
Greases for open gears OG
Greases for friction bearings / sealing M
Additional information regarding additives Character
Solid lubricants added (e.g. MoS2, Graphite) F
Ester E
Fluor hydrocarbons FK
Polyglycol PG
Siliconoil SI
EP additive P
Lowest application temperatureDIN 51 805 at 1400 mbar
- 10°C
- 20°C
- 30°C
- 40°C
CharacterDIN 51 502
Highest application
temperature °C
Behavior in presence of water
according to DIN 51 807 Part 1 rating DIN 51 807
CDEFGHKMNPRSTU
+ 60
+ 80
+ 100
+ 120
+ 140+ 160+ 180+ 200+ 220
Above 220
0 - 40 or 1 - 402 - 40 or 3 - 400 - 40 or 1 - 402 - 40 or 3 - 400 - 90 or 1 - 902 - 90 or 3 - 900 - 90 or 1 - 902 - 90 or 3 - 90to be reportedto be reportedto be reportedto be reportedto be reportedto be reported
Table 3
Family
Symbol 1 Mini T°C Symbol 2 Maxi T°C Symbol 3 Anti-rust Environment
EPPerformance
Symbol 4
NLGIgrade
Penetrationafter
60 strokes
X
ABCDE
0-20-30-40
>-40
ABCDEFG
6090120140160180
>180
ABCDEFGHI
LMHLMHLMH
LLLMMMHHH
ANON EPGREASE
BEP
GREASE
000000123456
445 - 475400 - 430355 - 385310 - 340265 - 295220 - 250175 - 205130 - 16085 - 115
Temperature Temperature Behavior in presence of water
L X Symbol 1 Symbol 2 Symbol 3 Symbol 4 NLGI grade
Lubricants class GreasesMinimumoperating
temperature
Maximumoperating
temperature
Behaviorin the
presence of water
Extreme pressure
propertiesConsistency
ISO
ISO

TOTAL LUBRIFIANTS
16, rue de la RépubliqueF 92922 Paris La Défense Cedex
Tel. : 33 1 41 35 40 00www.lubricants.total.com
WD
CO
MM
UN
ICAT
ION
- 0
8/03
- P
hoto
s cr
edit
: TO
TAL
LUB
RIF
IAN
TS -
Prin
ted
in F
ranc
e