Embed Size (px)
Citation preview

Apr. 16, 2007Undulator Breakout
1 Dean R. Walters
Undulator Vacuum System Vacuum System
Dean R. Walters
Soon-Hong Lee, James Bailey, James Morgan, Dana Capatina, Scott Doran, ANL
Apr. 16, 2007Undulator Breakout
2 Dean R. Walters
Beam Finder Wire
Undulator Vacuum ChamberPrototypes
Production
Vacuum SystemString Test Results
Undulator Vacuum System Vacuum System

Apr. 16, 2007Undulator Breakout
3 Dean R. Walters
BFW Production Plan
Chamber
Weldment Catalog Items
Machined PartsHardware
Fixtures
Assemble, Weldment/Chamber/CardLeak check and bake out
Wire Card
Procured Components
Work performed at ANL
Install Machined Parts/Catalog Items/Hardware on the Assembly
Perform Nominal Alignment Procedureand Operational Tests
Package and ship to SLAC

Apr. 16, 2007Undulator Breakout
4 Dean R. Walters
BFW Status of Production
Weldment, Machined Parts, Chamber, Catalog Items and all Hardware---- Design and Procurement Documents are complete and are in the procurement process
Wire Card is currently under final design.
Fixture designs are 90% complete.
Alignment and Assembly Procedures are 50% complete.

Apr. 16, 2007Undulator Breakout
5 Dean R. Walters
BFW Production ScheduleWhat is the current Schedule
Apr. 16, 2007Undulator Breakout
6 Dean R. Walters
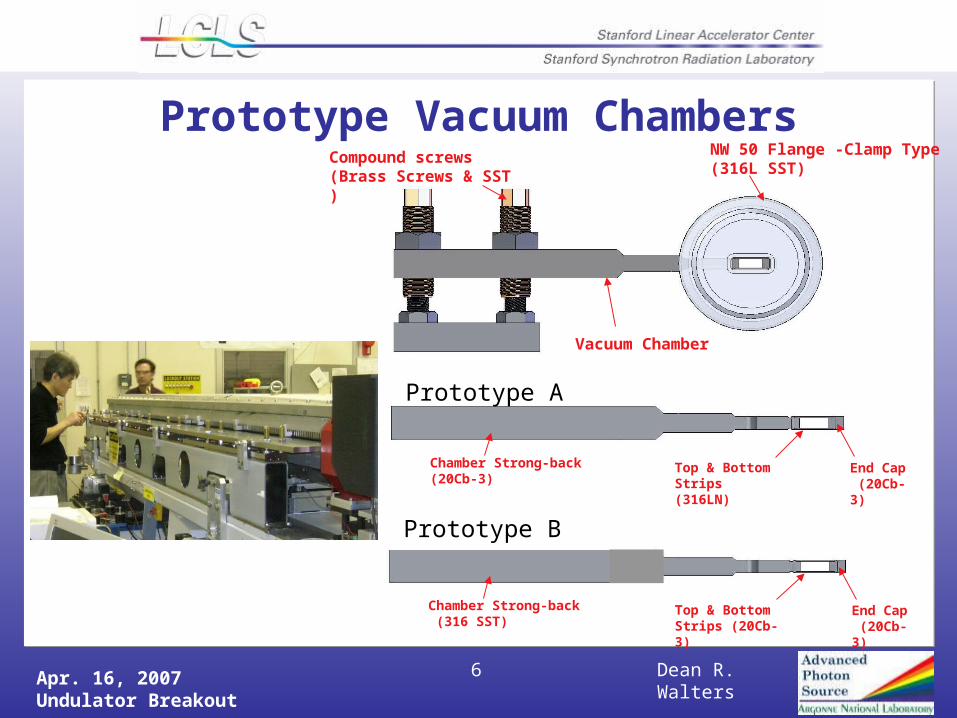
Prototype Vacuum ChambersCompound screws (Brass Screws & SST )
Vacuum Chamber
NW 50 Flange -Clamp Type (316L SST)
Top & Bottom Strips (316LN)
Chamber Strong-back (20Cb-3)
End Cap (20Cb-3)
Prototype A
Top & Bottom Strips (20Cb-3)
Chamber Strong-back (316 SST)
End Cap (20Cb-3)
Prototype B

Apr. 16, 2007Undulator Breakout
7 Dean R. Walters
Status of Prototype Efforts42 inch Prototype
Completed fabricationConstructed Laser Welding tooling for 42” prototype Leaks repaired with Ag brazeFirst coatingChamber cut up for visual examination
Proto B (12 ft proto)Completed all Fabrication’s stepsConstructed Laser Welding tooling for 12 ft prototypesRepaired leaks with Ag brazing and Sn-Ag-Cu solderingCompleted both Bakes & was coatedUnit completed vacuum performance measurementInstalled into SUT for straightness measurementChamber used in String Test
Proto A (12 ft proto)Completed all fabrications steps Repaired leaks by Laser WeldingCompleted both Bakes and was coatedUnit completed vacuum performance measurementChamber used in String TestChamber has been machined into parts for further examination
Coating fixture in place and in use.Pivoting fixture installedAll safety inspections completeEnd stations complete

Apr. 16, 2007Undulator Breakout
8 Dean R. Walters
Production Chamber Permeability (full length Prototype A)
As-received Alloy 20
1.009 ~ 1.010 (0.75” thick)
After fabrication, permeability 1.013
[spec: 1.02]

Apr. 16, 2007Undulator Breakout
9 Dean R. Walters
Laser Seam Welding - 12 Foot Prototype
Fixturing for Strong Back Weld
Transferring Fixturing from Strong Back Weld Configuration to End Cap Weld
Fixturing for End Cap Weld

Apr. 16, 2007Undulator Breakout
10 Dean R. Walters
Prototype A Laser Welding
Drawing shows the location of the leaksThe majority of the leaks occur at the weld overlaps
The chamber was welded in three sectionsThe chamber was sent back to the vendor of weld repair
The chamber was baked after leak repair and none have re-opened
Apr. 16, 2007Undulator Breakout
11 Dean R. Walters
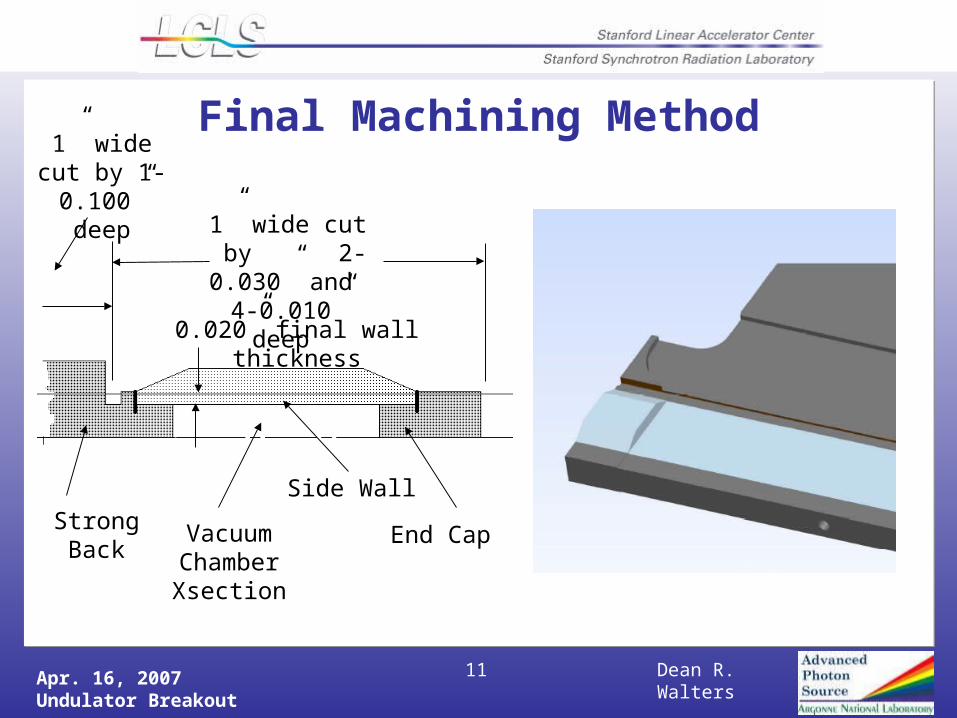
Final Machining Method
End CapStrong Back
Side Wall
Vacuum Chamber Xsection
1” wide cut by 2-0.030” and 4-0.010” deep
0.020” final wall thickness
1” wide cut by 1-0.100”
deep

Apr. 16, 2007Undulator Breakout
13 Dean R. Walters
12 Foot Test – 2/2/2007
Sample
Location Sample
Location

Apr. 16, 2007Undulator Breakout
14 Dean R. Walters
Coating Results
Test were performed by inserting silicon samples into 13 mm ID SST spool. Each test had four samples down the length. In most cases the samples were measured in more than one locationUniformity down the length
In three different tests over the 12 foot lengthTest #1: Average thickness of 98 nm with uniformity of 10%Test #2: Average thickness of 325 nm with uniformity of 4.3%Test #3: Average thickness of 210 nm with uniformity of 12%
Results of surface finishTest #1 surface increased roughness by 1 nmTest #2 surface roughness was unchanged by the coatingTest #3 surface increased roughness by 2 nm
Plans for further measurements

Apr. 16, 2007Undulator Breakout
15 Dean R. Walters
Coating of Proto A Coating of Proto B
Performed on 9 Feb. 2007
Repeated on 13 Feb. 2007
Performed on 16 Feb. 2007
Apr. 16, 2007Undulator Breakout
16 Dean R. Walters
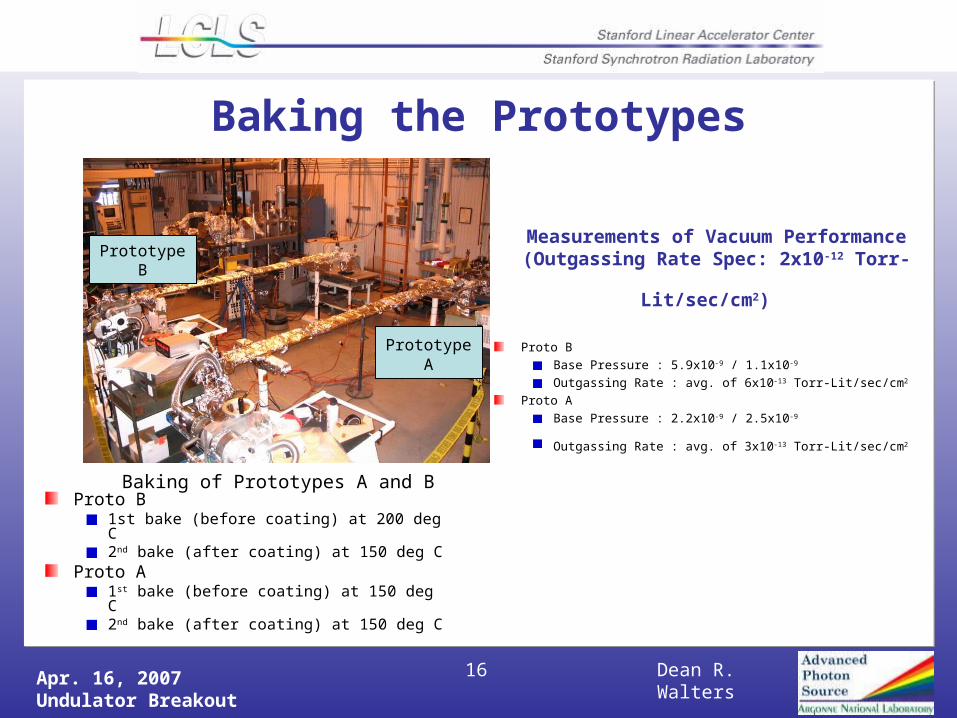
Baking the Prototypes
Baking of Prototypes A and B
Prototype A
Prototype B
Proto B 1st bake (before coating) at 200 deg C2nd bake (after coating) at 150 deg C
Proto A1st bake (before coating) at 150 deg C2nd bake (after coating) at 150 deg C
Proto B
Base Pressure : 5.9x10-9 / 1.1x10-9
Outgassing Rate : avg. of 6x10-13 Torr-Lit/sec/cm2
Proto A
Base Pressure : 2.2x10-9 / 2.5x10-9
Outgassing Rate : avg. of 3x10-13 Torr-Lit/sec/cm2
Measurements of Vacuum Performance
(Outgassing Rate Spec: 2x10-12 Torr-Lit/sec/cm2)

Apr. 16, 2007Undulator Breakout
17 Dean R. Walters
Vertical Adjustment Screws (14)
Chamber Alignment/Survey ResultsSUT Mockup Chamber Prototype B Chamber
Results showed the vertical centerline of vacuum chamber can be within tolerance of ± 200 µm

Apr. 16, 2007Undulator Breakout
18 Dean R. Walters
X-Adjustor
Z-Adjustor Support Assembly
Production Vacuum Chamber Ass’y
Vacuum Chamber Assembly

Apr. 16, 2007Undulator Breakout
20 Dean R. Walters
Preparations for ProductionAdvanced Procurement Plan written and in the process of being signed.Support Assembly
SOW completedPurchase requisition in system
Chamber MaterialAlloy 20 for first 4 units in houseAlloy 20 for next 8 units have a requisiton placed in the ANL purchasingPurchase requisition for next 25 in system
Side Wall Vendor making first articleDraft SOW is complete
StrongbackSOW is complete and being signedRequisition is in the ANL system
End CapSOW is complete and being signedRequisition is in the ANL system
All drawings for the chamber and the support have been completed and released.Minor updates have been incorporated.
(4) Full sheets of polished 316LN have been bought, samples have had the surface finish measured and accepted for use.
Strips have been made from this material and used in Prototype A. The (2) sheets are sufficient for the entire production run.A test run is under way to water jet cut strips and to machine the edges, if this is satisfactory then this vendor will produce the rest of the parts.
Material for the first (4) strongbacks have been bought and are ready to be shipped to machining vendors.Samples of material have already been submitted for permeability measurement and have been accepted.
Material for the first (8) end caps have been bought and are ready to be shipped to machining vendor.Tooling has been made, and used, for: machining the strongback, laser welding, and final machining.

Apr. 16, 2007Undulator Breakout
23 Dean R. Walters
Concerns & Open IssuesHave developed Laser Welding and built tooling with vendor in Iowa.Need qualified strongback machining vendors
Will need 2 for productionNeed to locate qualified Final Machining vendor
All Final Machining of prototypes were performed by ANL Central Shops.Continue coating development now that contact is reestablished with thin film consultant.Cost of Nickel is raising, pricing of Alloy 20 is subject to increase.
Attempt of offset that by placing order now for future deliveryPermeability of Alloy 20 is of concern, since the material used in Proto A is measurably lower in relative permeability than first antisapated further measurements will be performed. Proto A has been cut up and a section will be used for measuring permeability in an ANL undulator.Since performing a vacuum pumpdown string test, Proto A has been cut apart to inspect the internal surfaces.

Apr. 16, 2007Undulator Breakout
24 Dean R. Walters
ConclusionsTwo full sized prototypes have been built.All planned fabrication steps have been performed.Seam Welds were performed by Laser Welding.
Even though leaks were found, they have been repaired.The vendor is organizing further work to address them.
Construction of the 12 foot fixture and initial development of the AC Diode Sputtering process has lead to Aluminum coatings applied to both prototypes.The chambers have been baked and their measured outgassing rate is lower than the specification Many preparations for production are in-process or in place.