Upload
pedro-mercedes
View
215
Download
0
Embed Size (px)
Citation preview
8/20/2019 Application Guideline Compendium Draft No2
1/62
published by
NATIONAL FLUID POWER ASSOCIATION, INC.
3333 N. Mayfair Road / Milwaukee, WI 53222-3219 USA
PHONE: +1 414 778 3344 / FAX: +1 414 778 3361 / E-mail: [email protected]
1 July 2010
Application guidelines forselected fluid power components –
AccumulatorsCylinders
Hydraulic valves
Pneumatic filters, regulators and lubricators
Selection of position transducers
8/20/2019 Application Guideline Compendium Draft No2
2/62
Copyright 2010 by the NATIONAL FLUID POWER ASSOCIATION
Printed in the USA
All standards, recommended practices, information reports, and bibliographies (collectively, “NFPADocuments”) are advisory only. Use thereof by anyone for any purpose is entirely voluntary and in anyevent without risk of any nature to the National Fluid Power Association (NFPA), its officers, directorsor authors of such work. There is no agreement by or between anyone to adhere to any NFPADocument. In formulating and approving NFPA Documents, NFPA and/or its councils and committeeswill not investigate or consider citations, references or patents which may or may not apply to suchsubject matter since prospective users of such NFPA Documents alone are responsible for establishingnecessary safeguards in connection with utilization of such matters, including technical data,proprietary rights or patentable materials.
The information and data contained in NFPA Documents has been obtained from sources believed tobe reliable. However, it should not be assumed that all acceptable or applicable sources ofinformation, procedures, methods or techniques are contained in NFPA Documents, or that additionalmeasures may not be required under certain circumstances or conditions.
NFPA Documents and/or policies and procedures are subject to periodic review and may be changedwithout notice. NFPA Documents are only current as of their publication date. NFPA Documents, afterpublication, may be revised or withdrawn at any time and current information on all NFPA Documentsmay be received by calling or writing NFPA. Additionally, the various codes and regulations referencedin NFPA Documents may be amended from time to time and it should not be assumed that theversions referenced therein are the most current versions of such codes and regulations. Pleaseconsult the appropriate regulatory authorities for the most up-to-date versions.
NFPA Documents imply a consensus of those substantially concerned with their scope and provisionsand are intended as a guide to aid the manufacturer, the consumer and the general public. Thepublication of NFPA Documents does not in any respect preclude anyone, whether they haveparticipated in the development of or approved such NFPA Documents or not, from manufacturing,marketing, purchasing, or using of products, processes or procedures not conforming to the NFPADocuments. NFPA Documents do not constitute or indicate a warranty of any sort, express or implied,
including but not limited to a warranty or representation as to quality, merchantability or fitness for aparticular use or purpose.
Participation by federal agency representative(s) or person(s) affiliated with the industry is not to beinterpreted as government or industry endorsement of an NFPA Document(s).
NOTICE
NFPA Documents do not express or imply any judgment, certification or endorsement of or with respectto, the safety, design or performance of any product, component, or its use.
NFPA does not examine, investigate, test, recommend, or certify the design, use or safety of anyproduct or component, even those which may incorporate one or more NFPA Documents. NFPA
Documents therefore have no application to and do not express or imply any recommendation,representation or warranty, with respect to the safety, design, use, performance, or functionalinterchangeability of components or products which incorporate NFPA Documents.
This publication may not, in whole or in part, be reproduced, copied or disseminated, entered into orstored in a computer database or retrieval system, or otherwise utilized without the prior writtenpermission of NFPA.
8/20/2019 Application Guideline Compendium Draft No2
3/62
8/20/2019 Application Guideline Compendium Draft No2
4/62
Application guidelines – Table of contents
Application guidelines for selected fluid powercomponents
Table of contents
Accumulators ..……………………………………………….…………………… page 1
Cylinders ……………………………………………………………………………. page 9
Hydraulic valves …………………………………………………………………… page 21
Pneumatic filters, regulators, lubricators ………………………………………. page 31
Selection of position transducers ………………………………………..... page 39
8/20/2019 Application Guideline Compendium Draft No2
5/62
Application guidelines - Accumulators
1
Application guidelines – Accumulators
Introduction
In fluid power systems, power is transmitted and controlled through a fluid (liquid or gas) under pressure within anenclosed circuit.
An accumulator is defined as a device for storing hydrostatic energy and subsequently releasing it to do useful work.
The energy can be stored in the form of a compressed spring, lifted weight or compressed gas. By far the compressedgas (which must be an inert gas such as nitrogen) is the most common and is the type discussed in this document. Thistype is called a hydropneumatic accumulator. This is defined as an accumulator in which compressed gas applies forceto the stored liquid.
1 Scope
This recommended practice applies to bladder, diaphragm, and piston types of accumulators for their use in fluid powersystems for industrial, marine, and mobile applications.
2 Normative references
The following normative documents contain provisions which, through reference in this text, constitute provisions of the Application guidelines – Accumulators section (pages 1-7) of this NFPA document. For dated references, subsequentamendments to, or revisions of, any of these publications do not apply. However, parties to agreements based on thisNFPA document are encouraged to investigate the possibility of applying the most recent editions of the normativedocuments indicated below. For undated references, the latest edition of the normative document referenced applies.NFPA maintains registers of currently valid NFPA Standards. Standards development organization contact informationand links can be found on the NFPA website (www.nfpa.com).
EN 982 (latest edition), Safety of machinery – Safety requirements for fluid power systems and their components –Hydraulics.
ISO 4413 (latest edition), Hydraulic fluid power – General rules relating to systems.
ISO 5598 (latest edition), Fluid power systems and components – Vocabulary .
3 Definitions
For the purposes of this recommended practice, the terms and definitions given in ISO 5598 apply.
8/20/2019 Application Guideline Compendium Draft No2
6/62
Application guidelines - Accumulators
2
4 Accumulator types
The following is a description of commonly used hydropneumatic accumulators. For their official definitions seeISO 5598.
a) A bladder accumulator is an accumulator in which the liquid and gas are separated by an elastic bag or bladder.
b) A diaphragm accumulator is an accumulator in which the liquid and gas are separated by a flexible diaphragm.
c) A piston accumulator is an accumulator in which the liquid and gas are separated by a floating piston.
d) A nonseparator accumulator is an accumulator in which the compressed gas operates directly on liquid within thepressure chamber. This type of an accumulator is not normally recommended because of safety reasons.Standards such as ISO 4413 state that circuits incorporating accumulators shall vent the accumulator liquidpressure or shall positively isolate the accumulator when the equipment is shut off.
5 General
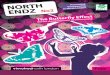
5.1 A hydropneumatic accumulator works by storing energy in the form of a compressed gas. Normally this is an inertgas such as nitrogen. The accumulator is initially charged with some amount of gas pressure (the actual value of thispressure depends on the application); see Figure 1. At some point in the machine cycle, a pump will typically pushhydraulic fluid into the hydraulic fluid side of the accumulator. At this point, the separator (a bladder, diaphragm orpiston) will compress the gas to the same pressure as the hydraulic fluid; see Figure 2.
Figure 1 – Accumulator empty of hydraulic fluid and containing some amount of gas precharge
Figure 2 – Accumulator charged with hydraulic fluid at maximum system pressure
5.2 When hydraulic fluid flow from the accumulator is required, a valve in the hydraulic system will direct the fluid tothe component or components while the expanding gas pushes on the separator, expelling the hydraulic fluidfrom the accumulator. The pressure of the hydraulic fluid coming from the accumulator will follow thethermodynamic laws as applied to the expanding gas on the other side of the separator. Since the gas volume isnot infinite, the hydraulic pressure will drop as an accumulator is discharged; see Figure 3.
As charged
Separator
Gas precharge
Gas
pressure
Maximum operating pressure
Se aratorHydraulicfluid
8/20/2019 Application Guideline Compendium Draft No2
7/62
Application guidelines - Accumulators
3
NOTE All of the hydraulic fluid has not been expelled. It is considered a good practice to maintain some fluid in the accumulatoat the end of the discharge cycle for longer accumulator life.
Figure 3 – Accumulator, after it has been discharged and system is at minimum required system pressure
5.3 The general gas law for expansion or compression of a gas is described by the following equation:
P1 V1n
P2 V2n
=
where
P1 is the initial pressure;
V1
is the initial volume;
P2 is the final pressure;
V2
is the final volume;
n is the polytropic exponent.
5.4 If an accumulator is discharged very slowly (this is seldom the case), the polytropic exponent is the isothermaexponent and is equal to 1.0. However, if the discharge is rapid, this value will be closer to the adiabatic exponent andis greater than 1.0. For nitrogen this factor will vary depending on several operating conditions. Consult youraccumulator supplier for specific applications. The gas pressure may also vary when an accumulator is charged basedon the rate at which it is charged. Again, consult your accumulator supplier for specific applications.
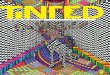
5.5 On occasions, especially when the operation requires the maximum and minimum operating pressures to beclose to each other a large amount of gas volume may be required. An auxiliary gas bottle may be used as shown inFigure 4.
Separator Hydraulicfluid
Minimum required system pressure
Gas pressure
8/20/2019 Application Guideline Compendium Draft No2
8/62
Application guidelines - Accumulators
4
Figure 4 – Illustration of an auxiliary gas bottle used with a hydropneumatic accumulator.
5.6 Hydropneumatic accumulators are considered pressure vessels and, as a result, they may be subject to certainlaws. Each state in the U.S. as well as each province in Canada has laws concerning pressure vessels. Foreigncountries also have laws concerning pressure vessels.
5.7 Several national and international standards cover the application of an accumulator such as ISO 4413 andEN 982. Other industries may have their own standards.
6 Applications
6.1 General
Accumulators are used to store or absorb energy. Typical applications are:
a) energy storage;
b) pulsation dampening;
c) compensation for thermal expansion;
d) hydraulic shock suppression.
6.2 Energy storage
6.2.1 Supplementing pump flow
6.2.1.1 In cases where relatively high actuator velocities are required with dwell time between cycles, it is possibleto use an accumulator in conjunction with a pump to make a more efficient system. During the dwell time in the cycle,the pump charges the accumulator. Then when the actuator is activated, both the accumulator and the pump supplyfluid under pressure to the actuator.
6.2.1.2 Minimum information required for this application:
a) maximum hydraulic fluid pressure required at actuator;
b) minimum hydraulic fluid pressure required at the actuator;
Auxiliary gas bottle
Gas pressure
Gas pressure
Separator
Hydraulic fluid
8/20/2019 Application Guideline Compendium Draft No2
9/62
Application guidelines - Accumulators
5
c) hydraulic fluid flow rate and volume required by actuator or actuators;
d) pump displacement (volumetric);
e) dwell time.
6.2.2 Leakage compensation
6.2.2.1 Hydraulic valves and cylinder pistons may have some internal leakage. In some applications, it may bedesirable to make up this leakage by using an accumulator. This is possible as long as there is some dwell time in themachine cycle so that the pump can recharge the accumulator.
6.2.2.2 Minimum information required for this application:
a) maximum hydraulic fluid pressure required at actuator;
b) minimum hydraulic fluid pressure required at the actuator;
c) expected leakage volume;
d) pump displacement (volumetric);
e) dwell time.
6.2.3 Emergency (auxiliary) power source
6.2.3.1 Certain equipment may require some sort of stored energy to be used in an emergency. In such cases, anaccumulator is charged with hydraulic fluid that can be relieved manually or electrically in an emergency.
6.2.3.2 Minimum information required for this application:
a) maximum hydraulic fluid pressure required;
b) minimum hydraulic fluid pressure required at the actuator;
c) hydraulic fluid flow rate and volume required by actuator or actuators.
6.3 Pulsation dampening
6.3.1 Positive displacement pumps, especially piston type, generate hydraulic flow that may exhibit pressure ripplewhich is not always desirable. The exact amount of ripple depends on pump displacement, pressure and number ofpumping chambers. Accumulators can be used to smooth out these pressure ripples.
6.3.2 Minimum information required for this application:
a) pump displacement (volumetric);
b) number of pumping chambers in pump;
c) rotational speed of pump;
d) system pressure.
8/20/2019 Application Guideline Compendium Draft No2
10/62
Application guidelines - Accumulators
6
6.4 Compensation for thermal expansion
6.4.1 Thermal expansion, if not compensated for in a closed loop hydraulic system, can increase pressure beyondacceptable limits. Accumulators absorb the volume increase and return fluid to the line when the temperature falls.
6.4.2 Minimum information required for this application:
a) type of hydraulic fluid;
b) fluid conductor material;
c) volume of contained fluid;
d) normal operating temperature;
e) maximum operating temperature;
f) normal operating pressure;
g) maximum operating pressure.
6.5 Hydraulic shock suppression
6.5.1 When valves open and close quickly, they can generate shock waves in a hydraulic system. Both shock andvibration can generate noise and also lead to premature wear and tear on machine components. Accumulators haverelatively good damping characteristics over a wide frequency range that effectively reduces shock and vibration.
6.5.2 Minimum information required for this application:
a) flow rate in hydraulic lines;
b) specific gravity of hydraulic fluid;
c) length and size of hydraulic lines;
d) valve closing time;
e) operating pressure;
f) maximum operating pressure.
7 Ports
It is suggested that the port at the hydraulic end of the accumulator be of a type that is sealed by an elastomer ratherthan an interference fit, such as a pipe thread port. It is also suggested that the port size be sufficiently large for therequired fluid flow rate out of the accumulator.
8 Environment
Accumulators contain static seals as well as dynamic seals in the separator. These seals, which are available in severalcompounds, are exposed to the operating condition of the accumulator as well as the hydraulic fluid. Seal selection
8/20/2019 Application Guideline Compendium Draft No2
11/62
Application guidelines - Accumulators
7
should be done together with the accumulator manufacturer, taking into account the maximum and minimum operatingtemperature and hydraulic fluid used.
9 Corrosion
Accumulators are considered pressure vessels. As a result, corrosion, both internal and external, should be taken intoaccount. Internal corrosion that can be caused by the hydraulic fluid will both weaken the pressure vessel and damagethe separator. External corrosion will weaken the pressure vessel. Therefore, the environment to which the accumulatoris exposed must be considered. Some codes also require that a corrosion allowance be addressed in the stresscalculations related to the pressure vessels.
10 Mountings
An accumulator should be securely mounted to a machine frame. The hydraulic plumbing should not be the solemethod by which the accumulator is secured to a machine frame. Care should be taken not to squeeze the body ofpiston accumulators by overtightening U-bolt type brackets. Your accumulator supplier should be consulted for the
proper method of securing the accumulator to the machine frame, as well as its orientation.
11 Precharge pressure
11.1 Each specific application shall be accomplished most effectively with a specific value of precharge pressure. Thespecific value shall be determined by the system operating conditions. Variation from this pressure will cause thesystem to degrade in performance. Since the precharge pressure is gas pressure in a contained vessel, it will vary as afunction of temperature, i.e., if the gas temperature increases, the pressure will increase, and if the gas temperaturedecreases, the pressure will decrease.
11.2 In a typical hydraulic system, the operating temperature of the accumulator is usually higher than the temperatureof the surrounding environment. When checking the precharge pressure, it is important to determine the temperature ofthe gas. It is easiest to check the pressure when the equipment has been shut down for some time and the gastemperature has stabilized to the temperature of the surrounding environment. Also, shutting down the equipment mayremove all hydraulic fluid from the accumulator, which will affect the gas precharge pressure value. Therefore, it isimportant to know how the precharge pressure in this condition will translate to a gas pressure at operating conditions.The accumulator supplier can help to determine these two values.
12 Maintenance
12.1 An accumulator should be charged only with an inert gas, such as nitrogen.
12.2 Charging of an accumulator or the periodic checking of proper precharge pressure should be done only in
accordance with the accumulator manufacturer’s instructions and using only components specified by the accumulatormanufacturer.
12.3 Any repair to an accumulator shall be done after it has been relieved of liquid and gas precharge pressure andremoved from the hydraulic system. The discharging, removal and repair shall be done by a properly trained personfollowing procedures specified by the accumulator manufacturer.
8/20/2019 Application Guideline Compendium Draft No2
12/62
8/20/2019 Application Guideline Compendium Draft No2
13/62
Application guidelines Cylinders
9
Application guidelines – Cylinders
Introduction
In fluid power systems, power is transmitted and controlled though a fluid under pressure within an enclosed circuit. Theapplication of hydraulic and pneumatic cylinders requires precise communication between manufacturer and user. It isthe intent of this recommended practice to provide basic guidance in cylinder applications and to promotecommunication. Users of this recommended practice are cautioned, however, to review each clause for applicabilityand to utilize sound engineering judgement
1
Scope
This recommended practice will apply to hydraulic and pneumatic fluid power cylinders for their use in hydraulic andpneumatic systems for industrial, marine, and mobile applications.
2
Normative references
The following standards contain provisions which, through reference in this text, constitute provisions of the Applicationguidelines – Cylinders section (pages 9-20) of this NFPA document. At the time of publication, the editions indicatedwere valid. All documents are subject to revision, and parties to agreements based on this NFPA document areencouraged to investigate the possibility of applying the most recent editions of the documents indicated below. NFPAmaintains registers of currently valid NFPA standards.
NFPA/T3.6.7 R1-1996, Fluid power systems and products — Square head industrial cylinders — Mounting dimensions.
ISO 5598:1985, Fluid power systems and components — Vocabulary .
3
Definitions
A description of different types of cylinders is given in this document several times. For their official definition as well asdefinition of other terms see ISO 5598.
4
Operation and cylinder concepts
Cylinders are used when linear force and motion are required. Cylinders are broken down into two main categories:pneumatic and hydraulic. Pneumatic cylinders can be operated by several types of gases, however, compressed air isby far the most common. Hydraulic cylinders can be operated with a very large range of fluids. By far the most commonis petroleum based hydraulic fluid. Fire-resistant fluids are also common, they may be synthetic or water based.
8/20/2019 Application Guideline Compendium Draft No2
14/62
guidelines Cylinders
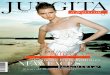
Cylinders can be broken down into two main components. The pressure containing envelope and the piston and rodassembly. Typically the pressure containing envelope is fixed on the machine and the piston and rod assembly isattached to the machine member on which motion and force need to be applied. In rare occasions the opposite is done.See figure 1.
Figure 1 — Typical cylinder
Force.
The amount of force applied to the machine member is the product of the fluid pressure multiplied by the effective areaof the piston. Most cylinders contain a single piston rod. Assuming a constant value for the applied pressure, a cylinderwould normally exert more force in the push stroke than it will in the retract stroke. The amount by which the retractorce is less than the extend force depends on the cross-sectional area taken up by the piston rod. See figure 2.
For example, a 100 mm bore (10 cm) cylinder housing a 45 mm (4.5 cm) diameter piston rod operating at 1,000kilopascals (1,000 kPa) will deliver 7,854 neutons (N) of force in the push direction and 6,264 N in the pull direction.Example: one neuton (N) of force = one pascal (Pa) applied to an area one meter square (M
2). N=Pa M
2
Calculation for push stroke surface area = Π4 D2 bore
Calculation for pull stroke surface area = Π4 (D2 bore - D
2 rod)
An area of 78.54 cm2 = 0.007854 M
2
n push direction force (N) = 1,000 kPa x 0.007854 M2=7,854 neutons
n pull direction force (N) = 1,000 kPa x 0.006264 M2=6,264 neutons
F pull F push
Piston and Rodassembly
Pressurecontainingenvelope
Motion
8/20/2019 Application Guideline Compendium Draft No2
15/62
Application guidelines Cylinders
11
Figure 2 — Effective areas
4.2 Velocity
The velocity at which the piston and rod assembly moves is dependent on the rate at which the fluid is introduced intothe cylinder. Normally a cylinder is connected to a directional valve and sometimes flow control valves. In a pneumaticsystem the maximum speed of the piston and rod assembly is dependent on the rate at which the air can flow throughthe valving. For a hydraulic cylinder, the maximum piston rod velocity depends on the ability of the hydraulic system toprovide the hydraulic fluid to the cylinder. In most applications piston rod velocity is held in the .3 to .9 m/s. However,velocities up to 3 m/s have been achieved. See figure 3.
10 cm Dia piston
4.5 cm Dia. Piston rod Area = 78.54 cm
Area = 62.64 cm
8/20/2019 Application Guideline Compendium Draft No2
16/62
guidelines Cylinders
Figure 3 — Hydraulic and pneumatic circuits
Basic construction
The following three types of construction are the more commonly used types of cylinders.
Square head tie rod
This is a very common type of cylinder used in industrial applications. Head and cap enclosures are secured by tie rodshat run the length of the cylinder. See figure 4.
Hydraulic circuit
Pneumatic circuit
8/20/2019 Application Guideline Compendium Draft No2
17/62
Application guidelines Cylinders
13
Figure 4 — Square head t ie rod cylinder
5.2 Bolted end
These cylinders have flanges that are attached to the barrel. The end caps are attached to these flanges with bolts. Seefigure 5.
Figure 5 — Bolted end
5.3 Nonbolted end
This type of cylinder has end caps that are usually retained by welding or with a locking ring. In many cases these areused for mobile applications. Some pneumatic cylinders crimp the tube onto the end caps. See figure 6.
Figure 6 — Nonbolted end
6
Types of cylinders
Double acting, single piston rod cylinders are by far the most common types of hydraulic and pneumatic cylinders usedin industry. However, there are other configurations which are used in special situations.
6.1 Double acting
By far, most cylinders are considered double acting. That is, when the cylinder is required to extend, pressure is appliedto the cap end of the cylinder while pressure is exhausted from the rod end. When the cylinder is required to retract,pressure is applied to the rod end and the cap end is exhausted. See figure 7.
8/20/2019 Application Guideline Compendium Draft No2
18/62
guidelines Cylinders
Figure 7 — Double acting
Single acting
n these types of cylinders pressure is applied only to one side of the piston, and some other force is used to move thepiston and rod assembly in the opposite direction. In some cases it may be gravity; however, in most cases this is
accomplished by a spring. Springs can be mounted on either side of the piston. However, most commonly a spring ismounted on the rod end of the piston and is used to retract the cylinder. Springs can be mounted in either hydraulic orpneumatic cylinders. Normally the mechanical force provided by a spring is rather small in comparison to the potentialorce which a hydraulic cylinder can apply. Therefore, most single acting cylinders tend to be pneumatic. See figure 8.
Figure 8 — Single acting
Double rod
Double rod cylinders can be used so that the applied load to the machine member is the same in both directions.Sometimes a smaller rod is used on one end to trip limit switches. See figure 9.
Figure 9 — Double rod end
Ram cylinders
The rod and piston are the same diameter. This type of cylinder is usually single acting, with an external force used toretact the cylinder. A typical application is a lift in a service station. See figure 10.
Fluid flow
Spring
Fluid flow
Fluid flow
Fluid flow
Thrust Thrust
Fluid flow
8/20/2019 Application Guideline Compendium Draft No2
19/62
Application guidelines Cylinders
15
Figure 10 — Ram
6.5 Telescopic cylinders
Telescopic cylinders utilize multiple sections to achieve long strokes when short collapsed lengths are required. Thistype of configuration is sometimes used in cylinders for dump trucks or lift trucks. These are usually single acting. Thenet force is a function of the smallest section. See figure 11.
Figure 11 — Telescopic
6.6 Tandem cylinders
Tandem cylinders consist of two pistons attached to a common piston rod. These cylinders are used in situations wherespace requirements are very tight and the combined areas of two pistons can be applied to one piston rod. These areused to increase force. In some cases such as a press, a tandem cylinder is constructed of a large press cylinder with asmall cylinder attached to the back. This configuration is used where the smaller bore cylinder is pressurized to rapidlyadvance the larger cylinder. See figure 12.
Figure 12 — Tandem
6.7 Duplex cylinders
Duplex cylinders consist of multiple piston and rod assemblies which are not connected to each other. Thisconfiguration is often used where more than two distinct stopping points are required. See figure 13.
Figure 13 — Duplex
6.8 Rodless cylinders
These cylinders are typically used when limited space prohibits the use of a cylinder with a piston rod.
or
8/20/2019 Application Guideline Compendium Draft No2
20/62
guidelines Cylinders
Direct coupled
The carriage and piston are directly connected. See figure 14 .
Figure 14 — Direct coupled
Magnetically coupled
The carriage is and piston are magnetically coupled. See figure 15.
Figure 15 — Magnetically coupled
Cable connected
The carriage is connected to the piston by a cable or flexible band. See figure 16.
Figure 16 — Cable connected
Carriage
Piston
Carriage
Piston
Carriage
Piston
Motion
Fluidflow
Fluidflow
Cable/band
8/20/2019 Application Guideline Compendium Draft No2
21/62
Application guidelines Cylinders
17
7
Mounting
7.1 Fixed and pivot
The pressure containing envelope is normally mounted to the machine. This is normally done with one of two types ofmounting configurations. A fixed type mounting or a pivot type mounting. If the machine member moves in a straight
line type motion, a fixed mount can be used. If the machine member is required to move in an arc a pivot mountingmust be used. See figure 17.
Figure 17 — Fixed and pivot mounts
7.2 Types
Fixed mounts are available in many configurations. Typical mountings may be front or rear flange mountings, tie rodextended mounts, or foot mounts. Pivot mounts can be head, cap or center trunnions, or a rear cap pivot mount. For a
more complete list of the mounts, consult the manufacturer or NFPA/T3.6.7. See figure 18 for some examples.
Figure 18 — Typical mounts
Fixed mount
Pivot mount
8/20/2019 Application Guideline Compendium Draft No2
22/62
guidelines Cylinders
Mounting enhancements
Selection of any mounting style depends primarily upon the operating specifications of the application. Cylindermounting directly affects the maximum operating pressure at which the cylinder may be used. Whether the cylinder isused in thrust (push) or tension (pull), its stroke length, piston rod diameter and method of connection to the load mustbe considered when selecting a mounting style.
Fixed mountings that absorb the force on the centerline of the cylinder are considered the best for straight line forceransfer. The symmetrical mountings allow the thrust or tension forces to be distributed uniformly within the mountingramework. Flange mounts are considered the best mounting styles within this category. Front flange mounts are ideally
suited when the piston rod is in tension (pull), while cap flanges are recommended for thrust (push) applications.
Fixed noncenterline mountings do not absorb forces on their centerline. The offset thrust introduces bending stressesand additional loads on the mounting bolts. This is especially true in short stroke applications. This type should be verywell aligned for maximum service life. Use of shear pins or keys should be considered when these cylinders aresubjected to high pressures or shock loads. These mountings are among the easiest to use for mounting andreplacement ease.
f the path of the load is curved or misalignment is a problem, a pivoted centerline mounting should be used. Thesemounts offer compensation for non-linear travel in only one plane. Pivot mounts require a pivot type rod attachment.
Threaded rod end attachments should be torqued tightly against a threaded shoulder to minimize bending and reduceatigue stresses.
Design considerations
Column strength
Piston rod column failure (buckling) can occur if the rod diameter is not sized to match the stroke and load. Themanufacturer should be consulted for application assistance. Reference figure 19 for an example of piston rod columnailure.
Figure 19 — Piston rod column failu re
Bearing load
Cylinders are normally intended to push and pull without excessive side load. If a side load exists, the manufacturershould be consulted. Usually bearing load can be reduced with the addition of a stop tube. The use of a stop tubencreases the distance between the piston bearing and piston rod bearing. See figure 20.
Figure 20 — Stop tube
Piston bearing Stop tube
Piston rodbearing
8/20/2019 Application Guideline Compendium Draft No2
23/62
Application guidelines Cylinders
19
8.3 Cushions
The purpose of a cushion is to decelerate the piston and rod assembly as it nears the end of stroke, preventingexcessive mechanical stresses. Cushions may be of either a fixed or adjustable design. Both designs function byproviding a bypass passage to remove the pressurized fluid trapped between the piston and the cylinder head when thecushion sleeve has entered the cushion bore. Varying the orifice opening with an adjustable cushion screw allows theuser to select the best cushion rate for the system. A check valve in the cushion assembly allows for the free flow offluid back to the piston face for quick acceleration when the rod is withdrawn. Heavy loads may also require an externadevice to stop the motion. Cushions are available on either or both ends of the cylinder. Consult manufacturer for theconditions under which cushions should be used. See figure 21.
Figure 21 — Cushions
8.4 Eccentric Loads
A very important general consideration is to keep the cylinder thrust as close as possible to the centerline of the pistonrod and free from misalignment or side thrust. Off-center thrust or side loads can substantially reduce the service lifeexpected from the rod bearing and seals. Off-center thrust and side loading can be caused by cylinder deflection undeload, machine frame deflection, rod bending or sagging, as well as by poor design of the machine. See figure 22.
Figure 22 — Eccentric Loads
9
Compatibility
The temperature and fluid type must be considered in any application to ensure proper seal effectiveness and life. Themanufacturer should be consulted for assistance.
10
Corrosion
Surfaces of either hydraulic or pneumatic cylinders can be corroded by water or other substances. Although paint maybe suitable protection against corrosion for most indoor industrial uses, the cylinder specifier should be aware ofcorrosion potential in the operating environment. The material content and surface preparation of the piston rod musbe considered in any application where a corrosive environment exists. Consult the cylinder manufacturer for corrosionprotection recommendations.
Piston rod motion
Piston rod centerline
Applied load
Fluidflow
8/20/2019 Application Guideline Compendium Draft No2
24/62
guidelines Cylinders
Maintenance
Cylinder maintenance primarily involves replacing seals and/or bearings. Consult the manufacturer for maintenanceguidelines.
Visual inspection
Degradation of cylinder thrust or erratic motion can indicate seal leakage. Prior to disassembly, visual inspection can beperformed on the rod seal and tube end seals. This is accomplished by inspecting these locations for either oil orescaping air depending on whether the cylinder is hydraulic or pneumatic. Inspection of the piston seals and bearingrequire disassembly.
Disassembly
Prior to performing any maintenance that requires the disassembly of the cylinder, the pressure within the cylinder mustbe zero. The machine manufacturer should be consulted for any lock-out requirements.
Follow the cylinder manufacture’s recommended disassembly and reassembly procedures, paying particular attentiono prescribed fastener torque values and internal springs. While the cylinder is disassembled, inspect all componentsor evidence of unusual wear. Signs of internal corrosion may indicate the presence of water or lack of lubrication. Signs
of contamination may indicate improper filtration. Proper preventative maintenance will extend seal and bearing life.Wear can be caused by misalignment of the cylinder and load, or other problems that should be remedied before thecylinder is returned to service.
Preventative maintenance.
Preventative maintenance such as hydraulic oil filtration and compressed air filtration/drying will extend cylinder servicentervals.
8/20/2019 Application Guideline Compendium Draft No2
25/62
Application guidelines - Hydraulic valves
21
Application guidelines — Hydraulic valves
Introduction
In hydraulic fluid power systems, power is transmitted and controlled through a liquid under pressure within an enclosedcircuit. The application of hydraulic valves requires precise communication between manufacturer and user. It is theintent of this recommended practice to provide basic guidance in valve application and to promote communication.Users of this recommended practice are cautioned, however, to review each section for applicability and to utilize soundengineering judgment.
1
Scope
1.1 This recommended practice is applicable to hydraulic valves used in industrial, marine and mobile equipment.
1.2 This recommended practice provides basic guidance for the selection, installation, operation, and maintenance ofhydraulic valves.
2
Normative references
The following normative documents contain provisions which, through reference in this text, constitute provisions of the Application guidelines -- Hydraulic valves section (pages 21-29) of this document. For dated references, subsequenamendments to, or revisions of, any of these publications do not apply. However, parties to agreements based on thisNFPA document are encouraged to investigate the possibility of applying the most recent editions of the normative
documents indicated below. For undated references, the latest edition of the normative document referenced appliesNFPA maintains registers of currently valid NFPA Standards. Standards development organization contact informationand links can be found on the NFPA website www.nfpa.com).
NFPA/T2.6.1 R2-2001 (R2005), Fluid power components – Method for verifying the fatigue and establishing the burst pressure ratings of the pressure containing envelope of a metal fluid power component
NFPA/T2.24.2 (latest edition), Hydraulic fluid power systems — Methods for preventing external leakage .
NFPA/T3.5.1 (latest edition), Hydraulic fluid power — Valves – Mounting surfaces.
NFPA/T3.5.14 (latest edition), Hydraulic fluid power — Directional control valves — Method for determining themetering characteristics.
NFPA/T3.5.15 (latest edition), Hydraulic fluid power — Valves — Method for determining the internal leakagecharacteristics .
NFPA/T3.5.16 (latest edition), Hydraulic fluid power — Flow control valves — Method for measuring and reportingregulating characteristics.
NFPA/T3.5.26 R2-2000 (R2005), Hydraulic valve – Pressure rating supplement to NFPA/T2.6.1 R2-2000 – Method forverifying the fatigue and burst pressure ratings of the pressure containing envelope of a metal fluid power hydraulicvalve
8/20/2019 Application Guideline Compendium Draft No2
26/62
Application guidelines - Hydraulic valves
22
IEEE/ASTM SI 10 (latest edition), Standard for Use of the International System of Units (SI): The Modern MetricSystem .
ISO 1000 (latest edition), SI units and recommendations for the use of their multiples and of certain other units .
ISO 1219-1 (latest edition), Fluid power systems and components – Graphic symbols and circuit diagrams – Part 1:Graphic symbols for conventional use and data processing applications (second edition)
ISO 1219-2 (latest edition), Fluid power systems and components – Graphic symbols and circuit diagrams – Part 2:Circuit diagrams
ISO 4401 (latest edition), Hydraulic fluid power — Four-port directional control valves – Mounting surfaces.
ISO 4406 (latest edition), Hydraulic fluid power — Fluids — Method for coding level of contamination by solid particles .
ISO 5598 (latest edition), Fluid power systems and components — Vocabulary .
ISO 6149-1 (latest edition), Connections for hydraulic fluid power and general use – Ports and stud ends with ISO 261metric threads and O-ring sealing – Part 1: Port with truncated housing for O-ring seal (second edition)
ISO 6149-2 (latest edition), Connections for hydraulic fluid power and general use – Ports and stud ends with ISO 261
threads and O-ring sealing – Part 2: Dimensions, design, test methods and requirements for heavy-duty (S series) studends (second edition)
ISO 6149-3 (latest edition), Connections for hydraluic fluid power and general use – Ports and stud ends with ISO 261threads and O-ring sealing – Part 3: Dimensions, design, test methods and requirements for light-duty (L series) studends (second edition)
ISO 6162-1 (latest edition), Hydraulic fluid power – Flange connectors with split or one-piece flange clamps and metricor inch screws – Part 1: Flange connectors for use at pressures of 3,5 MPa (35 bar) to 35 MPa (350 bar), DN 13 to DN127
ISO 6162-2 (latest edition), Hydraulic fluid power – Flange connectors with split or one-piece flange clamps and metricor inch screws – Part 2: Flange connectors for use at pressures of 35 MPa (350 bar) to 40 MPa (400 bar), DN 13 to DN51
ISO 7368 (latest edition), Hydraulic fluid power — Two-port slip-in cartridge valves – Cavities.
ISO 10770-1 (latest edition), Hydraulic fluid power — Electrically modulated hydraulic control valves — Part 1: Testmethods for four-way directional flow control valves .
ISO 11926-1 (latest edition), Connections for general use and fluid power – Ports and stud ends with ISO 725 threadsand O-ring sealing – Part 1: Ports with O-ring seal in truncated housing
ISO 11926-2 (latest edition), Connections for general use and fluid power – Ports and stud ends with ISO 725 threadsand O-ring sealing – Part 2: Heavy-duty (S series) stud ends
ISO 11926-3 (latest edition), Connections for general use and fluid power – Ports and stud ends with ISO 725 threads
and O-ring sealing – Part 3: Light-duty (L series) stud ends
SAE J518 (latest edition), Hydraulic flanged tube, pipe, and hose connections, 4 bolt split flange type.
SAE J1783 (latest edition), Selection of hydraulic directional control valves for marine vehicle applications .
8/20/2019 Application Guideline Compendium Draft No2
27/62
Application guidelines - Hydraulic valves
23
3
Terms and definitions
For the purposes of this NFPA document, the terms and definitions given in ISO 5598 apply.
4
General
4.1
Valve classifications
Hydraulic valves can be classified into four general categories based on their function. These categories are describedin 4.1.1 through 4.1.4.
Valve assemblies or subassemblies comprise components from more than one valve category, such as a directionalvalve incorporating an internal pressure control valve. See ISO 1219-1 and ISO 1219-2 for hydraulic valve graphicsymbols and their use in circuit diagrams.
4.1.1 Directional control valves
Directional control valves connect or isolate one or more flow paths. They are commonly used to control speed anddirection of a hydraulic actuator. They may range from a simple two-port check valve to a multiple-port directional valve
Application guidelines for these valves are contained in clause 5.
4.1.2 Pressure control valves
Pressure control valves are commonly used to limit or control pressure excursions of the pump or of portions of thehydraulic circuit. They may range from direct-acting relief valves to pilot-operated counterbalance valves. Applicationguidelines for these valves are contained in clause 6.
4.1.3 Flow control valves
Flow control valves are used to limit or control flow with the circuit or portions of the circuit. They may range from asimple fixed orifice to a pressure- and temperature-compensated flow control valve. Application guidelines for thesevalves are contained in clause 7.
4.1.4
Load holding valves
Load holding valves are used to prevent drift of a loaded actuator and to prevent uncontrolled movement of an actuatordue to overrunning loads. Application guidelines for these devices are contained in clause 8.
4.2 Fluids
Hydraulic fluids may range from petroleum oils to synthetics, fire resistant fluids and biodegradable fluids. Select a fluidthat is appropriate for the system and machine type and environment.
Fluid types and equipment manufacturer’s recommendations may vary widely among mobile, industrial, and marinesystems. Ensure that valves, including seals and electrical wiring, are compatible with the system fluid.
4.3 Fluid conditioning
Fluid filtration requirements depend upon several factors, including the type of system and components, the severity ofthe application, the operating environment, and the level and frequency of maintenance. Filtration should be providedto maintain the system fluid within the cleanliness level recommended by the valve manufacturer and system designer.
The system design and installation should minimize entrained air and other contaminants, such as water. The fluidtemperature and water content should be maintained at levels consistent with the fluid and component manufacturer’srecommendations. Acceptable fluid temperature ranges will differ among mobile, industrial, and marine systems.
8/20/2019 Application Guideline Compendium Draft No2
28/62
Application guidelines - Hydraulic valves
24
4.4 Ports
Valve ports should be of the O-ring sealed straight thread type conforming to ISO 6149-1 or ISO 11926-1, or of theflange type conforming to ISO 6162-1, ISO 6162-2 or SAE J518. Ports with pipe threads should not be used becauseof the potential for external leakage. See also NFPA/T2.24.2 for additional information on port types and theircharacteristics.
4.5 Mounting
Valves are available in many different construction and mounting configurations, including:
a) independently mounted, of monoblock, sectional, or combination block construction
b) subplate or manifold mounted, in accordance with ISO 4401, NFPA/T3.5.1, or custom interface design
c) cartridge design and installation, of the screw-in type in accordance with ISO 7789 or NFPA/T3.5.50, or of othercustom design.
d) cartridge design and installation, of the slip-in type in accordance with ISO 7368, or of other custom design
e) actuator installed or direct mounted
The function or at rest mode of some valves may be influenced by the mounting direction. Consult the manufacturer forrecommendations regarding preferred mounting.
4.6 Location
In most cases, valves should be mounted as close to the actuators as practical. Valves should also be installed so thatthey are accessible for maintenance and removal. In the case of manual valves, ease of actuation shall be taken intoaccount.
4.7 Pressure rating and reliabili ty
Valve selection should take into account the maximum pressure excursions in the system, the operating duty cycle, and
the expected service life. The potential for overloads, external mechanical loads, and other abnormal conditions shouldbe considered. Fatigue rating of the pressure containing envelope(s) of valves should be in accordance withNFPA/T2.6.1 and NFPA/T3.5.26.
4.8 Repair and maintenance
Specific instructions for maintenance and repair should be contained in the equipment manual(s) and/or on equipmentdecals. If a repair involves disassembly of a valve or its hydraulic connections, care shall be taken to ensure that thecleanliness levels recommended in 4.3 are maintained before the valve is returned to service. Replacement fluid shallbe of the proper type and shall meet the cleanliness requirements of 4.3.
4.9 Other application considerations
Other system and application characteristics that may affect the performance or reliability of valves include:
a) excessive vibration or shock, particularly if valves are cantilever mounted or if the system could be unstable undercertain conditions;
b) intermittent temperature extremes, such as cold startup conditions or temporary overheating;
c) exposure to unusual or extreme environments, such as water spray or immersion, corrosive chemicals, fine dust,abrasive materials, etc. See SAE J1783 for marine application guidance;
d) hazardous locations that may require explosion-proof or intrinsically safe devices.
8/20/2019 Application Guideline Compendium Draft No2
29/62
Application guidelines - Hydraulic valves
25
5
Directional control valve application guidelines
5.1 Check non-return) valves
Unpiloted two-port check (non-return) valves are one of the simplest forms of directional control valves, blocking flow inone direction and allowing essentially free flow or flow at a prescribed pressure in the opposite direction. The checkvalve shall be sized to provide an acceptable pressure drop at maximum flow and shall be designed to provide
acceptable internal leakage control in the blocking condition. Check valves normally are spring-biased to assist in rapidclosing, stability, and leakage control. The spring bias adds to the pressure drop in the open condition.
Three-port check valves, also known as shuttle valves, are utilized to connect the higher or lower pressure of two linesto a third connection. Pilot-to-open and pilot-to-close check valves are also available for situations in which the checkvalve must respond to an external pilot pressure. See clause 8 for a more detailed discussion of load holding valves.
5.2 Directional control valves
Directional control valves may be actuated mechanically, hydraulically, pneumatically or electrically. Electrical actuationcan be on/off or proportional. In the case of hydraulically, pneumatically or electrically piloted valves, the pilot systemshall be designed to provide satisfactory response and acceptable characteristics in the event of failure. Directionalcontrol valves are normally spring-centered but may also contain mechanical detents, electromagnetic detents or otherdevices. Valves shall be sized to provide acceptable pressure drops at maximum flow rates, recognizing that individual
ports may have different flow rates. If the internal leakage characteristics of the directional control valve are such thatactuator creep is a concern, the use of pilot-operated check valves or other blocking valves should be considered.
5.2.1 Two-port valves
Two-port spool, poppet, gate, or other mechanical valves are used to connect or disconnect two-ports. They differ fromcheck valves in that they are typically bidirectional when open. Internal leakage characteristics may differ from checkvalves, depending upon the design.
5.2.2 Three-port valves
Three-way valves provide a means to connect and disconnect three ports. A typical application of a two-position, three-port valve is to bypass pump flow to tank in one position and to connect pump flow to an actuator in the other.
5.2.3 Four-port valves
Four-port valves provide a means to connect and disconnect four ports. A two-position, four-port valve can be used tocontrol an actuator in forward and reverse directions by connecting opposite actuator ports to pump flow or to tankIntermediate or transition characteristics of the valve may have a significant impact on pump and actuator pressuresand metering, and should be selected based on the requirements of the application.
Four-port valves are often applied in a three-position configuration, with the third (center) position providing a neutralcondition for the pump and a holding or freewheeling condition for the actuator. A holding or blocked actuator port,center position is normally used with cylinders in order to maintain a load in position. The valve shall have internaleakage characteristics that result in acceptable drift rates for the loaded cylinder. A freewheeling, or vented-to-reservoiractuator port, center position is normally used with motors in order to allow the motor to coast to a stop after pump inletflow is disconnected, avoiding large pressure spikes. With regard to the pump, the three-position valve can be open
center, in which the pump flow is bypassed to the reservoir, or closed center, in which the pump flow path is blocked. An open center valve is normally used with a fixed displacement pump, and a closed center valve is typically selectedfor use with a variable displacement pump or a fixed displacement pump with an integral unloading device. Closedcenter valves may also be load sensing, controlling a pressure and flow compensated pump’s displacement by meansof a sensing line downstream of the valve’s metering element.
Special four-position options are also available with four-port valves. A relatively common fourth position option withcylinders is float, in which both sides of the cylinder are connected to the reservoir (unlike the center, or holding,position in which both ports are blocked). Regeneration, in which the supply side of the cylinder is connected to both thepump and the return (rod) side of the cylinder, is another option. This provides faster cylinder speed, but at the expenseof available force, since the pressure is effectively only acting on the rod area of the cylinder.
8/20/2019 Application Guideline Compendium Draft No2
30/62
Application guidelines - Hydraulic valves
26
5.2.4 Circuit types
Multi-function directional valve circuits may be of the parallel, series parallel, or series type. In a parallel circuit, theindividual control spools are connected to the valve inlet by a common passage, so that any one of the spools canreceive flow from the pump, or all spools can receive flow simultaneously. However, unless the valve is closed centerand has some means of pressure compensation, the function with the lowest load pressure will receive the flow. Seriesparallel (sometimes called conventional) circuits are similar to parallel circuits except that the first spool receives all ofthe flow if it is fully stroked. These circuits are utilized when it is desired to give one function priority over all of the
others. Series circuits connect the work port return flow from an upstream function to the inlet of the adjacentdownstream function, thereby ensuring simultaneous operation capability of two or more functions. However, the loadpressures of individual functions are additive in series circuits. The actuators shall be sized appropriately to move thedesired loads at less-than-full pump pressure.
Open center directional valves may also incorporate a feature known as power beyond (sometimes called high pressurecarryover), which directs pump flow to a port that can be used to supply another downstream valve. Flow is available atthe power beyond port if all of the valve spools are in their neutral positions, but if any one of the valve spools is fullystroked, flow to the power beyond port is cut off.
5.2.5 Proportional valves and servovalves
Electrohydraulic proportional valves and servovalves offer more sophisticated directional control options, but may
require more care in their proper selection and application. Servovalves are normally higher cost, but may bedistinguished from proportional valves by their improved performance in terms of dynamic response, hysteresis,repeatability, and threshold. Improvements in proportional valve frequency response have reduced the distinctionbetween proportional and servovalves based on this parameter. Manufacturer’s literature should be consulted forspecific data.
Probably the most common physical differentiator between proportional valves and servovalves is their spool center orlap conditions. Servovalves are critically lapped by carefully matching the width and position of the spool lands to theappropriate metering lands within the body. Proportional valve spools and bodies typically lack this matching, resultingin a center overlap, and a corresponding flow deadband of up to 3% of the valving element stroke.
Proportional valves may be direct-operated or pilot-operated, and they may or may not have an internal feedback loop.Servovalves are two-stage devices, with the first stage most commonly of the flapper nozzle, jet pipe, or jet diverterdesign. Due to the relatively small orifices or clearances in these designs, servovalves normally require that they be
used in a system with finer filtration than do proportional valves.
6
Pressure control valve application guidelines
6.1 Direct-acting relief valves
Direct-acting relief valves are normally closed devices biased to the closed position by a spring. They are rapid openingdevices that can be produced in low internal leakage designs, making them suitable for shock limiting and structureprotecting applications. Back pressure in the outlet line is additive to the spring setting. Direct-acting relief valves mayexhibit considerable rise in pressure from initial opening to full opening. They will act as a fixed orifice when fully open,so care shall be taken to avoid exceeding their rated flow. Poppet or differential area type direct-acting relief valves aregenerally more tolerant of contamination.
6.2 Pilot-operated relief valves
Pilot-operated relief valves are normally closed devices biased to the closed position by a spring and by pilot pressure.They typically do not open as quickly as direct-acting relief valves, but their flow capacity is much greater in the samepackage size. Back pressure in the outlet line is additive to the spring setting. Pilot-operated relief valves also normallyhave lower pressure increase from initial opening to the full open position but have greater internal leakage. They aresuited to system relief applications for pump and circuit pressure protection.
8/20/2019 Application Guideline Compendium Draft No2
31/62
Application guidelines - Hydraulic valves
27
6.3 Sequence valves
Sequence valves are normally closed devices that differ from standard relief valves in that the outlet flow is directed toanother pressurized function rather than to the reservoir when the valve opens. Since outlet flow is pressurized, theyrequire an externally drained spring or pilot cavity. Sequence valves are utilized to ensure that one operation occursbefore a second begins.
6.4 Unloading valves
Unloading valves are normally closed devices that are controlled by a sensing line from the main circuit. They are oftenused to bypass the flow from a fixed displacement pump to the reservoir at low pressure when no functions areoperating and to bypass excess flow to the reservoir at a small margin above load pressure when one or more functionsare operating at flows less than full pump capacity. The unloading valve is spring biased to produce a preset marginpressure above sensing line pressure. Unloading valves are also often used in circuits with accumulators to reducepump pressure when the accumulator is adequately charged.
6.5 Pressure-reducing valves
Generally, pressure-reducing valves are normally open devices that close to restrict or block flow from the main circuitto a secondary circuit, thereby maintaining a relatively constant reduced pressure in the secondary circuit. They areoften used to provide a source of pilot pressure, or to supply a secondary circuit that requires lower pressure.
6.6 Pressure-reducing/relieving valves
Reducing/relieving valves add the function of a full-flow relief valve from the reduced pressure port to the reservoir.Thus, they will maintain a constant reduced pressure under backflow conditions.
6.7 Electrically-operated relief valves
Relief valves may incorporate integral solenoids to connect or vent the pilot stage. This allows the relief valve to beenabled or disabled electrically.
Electrohydraulic proportional relief valves are also available. These incorporate an electrohydraulic device incombination with a spring to provide a relief setting proportional to input electrical current.
6.8 Other pressure controlled devices
See clause 8 for discussion of counterbalance valves and other pressure controlled devices specifically designed forload holding.
7
Flow contro l valve application guidelines
7.1
Noncompensated flow control valves
Flow control valves can be fixed, mechanically adjusted, hydraulically piloted, pneumatically piloted, or electricallymodulated.
7.1.1 Orifices and needle valves
Simple fixed orifices, needle valves, gate valves, or globe valves are the least expensive flow control devices. They arenormally used only in noncritical applications because their flow rate at a given orifice opening or setting varies with thepressure drop and fluid density. Fixed orifices are often used in combination with a check valve to provide free flow inone direction and controlled flow in the opposite direction.
8/20/2019 Application Guideline Compendium Draft No2
32/62
Application guidelines - Hydraulic valves
28
7.1.2 Velocity fuses
Velocity fuses are designed to close and remain closed upon sensing an abnormally high flow velocity. They are used inhoist circuits to prevent load drop in the event of a line break.
7.1.3 Pressure-compensated flow control valves
Pressure-compensated flow controls improve the accuracy of flow regulation by incorporating a spring that maintains a
constant pressure drop across the metering orifice independent of variations in supply or load pressure. Furtheraccuracy gains can be achieved with temperature compensation, to offset variations due to fluid viscosity and density.
7.1.4 Flow limiters
Flow limiters or bypass flow regulators are two-port devices that limit flow by means of an internal orifice with a presetpressure differential determined by a bias spring. They are typically used to prevent actuator overspeed.
7.1.5 Proportional flow dividers
Proportional flow dividers are three-port devices that split inlet flow into two outlet flows that are normally each a fixedproportion of inlet flow. If flow proportioning in both the forward and reverse flow direction is required, special flowdivider/combiner valves shall be used. Spool type flow dividers are not subject to the pressure intensification effects
common to gear type flow dividers.
7.1.6 Flow dividers and priority flow control valves
Three-port flow divider valves may be of the bypass flow regulator type, restrictive flow regulator type, fixed flow prioritytype, adjustable flow priority type, or load sensing priority type.
7.2 Electrohydraulic flow control valves
The simplest type of electrohydraulic flow control valve produces a metering orifice opening proportional to inputcurrent. There are noncompensated devices, as discussed in 7.1 and 7.1.1, and are sometimes thought of as anelectrically variable needle valve.
More sophisticated electrohydraulic flow controls include compensation, and are available for use in the various circuit
types listed in 7.2.3. Application criteria for these devices include response time, linearity, repeatability, and hysteresis.
Pulse width modulation or dither techniques are often used in the electronic controller to minimize hysteresis.
8
Load control valve application guidelines
8.1 Pilot-operated check valves
When a pilot-operated check valve is used in combination with a multiple-position directional control valve, thedirectional control valve should be of the type that relaxes pressure on the pilot connection when the valving element isin the neutral or centered position. If a proportional or closed center directional control valve is used, an externallydrained pilot operated check valve should be used to ensure that the effective pilot ratio is maintained.
Pilot-to-open check valves are nonmodulating, on/off devices that allow essentially free flow in one direction and blockreverse flow until a pilot pressure is supplied to a pilot piston to unseat the check poppet. They have extremely lowinternal leakage when closed, and thus are used in applications requiring very little drift of a loaded cylinder. They arenot suited for use with hydraulic motors that leak internally. The pilot pressure required to unseat the check is directlyproportional to the load pressure (typically expressed as the “pilot ratio”). A thermal relief valve should be considered ifthe possibility of damaging overpressure exits due to large temperature increases and the resulting thermal expansionof the trapped fluid between the check valve and the cylinder.
Pilot-to-close check valves are also available. These block flow when the product of the pilot pressure and the area ratiois greater than the load pressure, and open when the pilot pressure is vented.
8/20/2019 Application Guideline Compendium Draft No2
33/62
Application guidelines - Hydraulic valves
29
8.2 Counterbalance valves
Counterbalance valves are modulating devices that allow essentially free flow in one direction and block reverse flowuntil a combination of load pressure and pilot assist pressure overcome the major spring bias. They improve motioncontrol in overrunning load situations by ensuring that the unloaded side of the actuator has positive pressure beforeexhausting fluid from the load holding side of the actuator. In general, lower pilot ratios provide better motion controland stability, especially in “spongy” systems and systems with inertial loads.
8.3
Motor control valves
Counterbalance valves may be utilized to provide cushioning and modulation in motor circuits with overrunning loads,such as swing and winch drives. High pilot ratios are often acceptable in motor circuits. The use of separateanticavitation check valves is recommended. Due to motor internal leakage, brakes are required to lock static loads.
Crossover relief valves with anticavitation check valves may also provide acceptable acceleration and decelerationcontrol in motor circuits.
–––––––––––––––––––
8/20/2019 Application Guideline Compendium Draft No2
34/62
8/20/2019 Application Guideline Compendium Draft No2
35/62
Application guidel ines - Pneumat ic fi lters, regulators and lubricators
31
Application guidelines – Pneumatic filters, regulators and lubricators
Introduction
In fluid power systems, power is transmitted and controlled through a fluid (liquid or gas) under pressure within anenclosed circuit.
Pneumatic fluid power begins at the compressor. The purpose of the compressor is to draw atmospheric air from theenvironment, increase its pressure and deliver it in sufficient volume to the air pneumatic system. A compressor doesthis by forcing atmospheric air into a confined chamber and reducing the volume, which increases the pressure.
Raw air from the compressor should not be used until it is conditioned. As air is compressed it becomes very hot and,along with oil from the compressor, dirt particles and condensed moisture, can produce unwanted chemicals in the air.These chemicals reduce the life expectancy of air tools, valves, cylinders and other pneumatic equipment. Theconditioning is initially done by primary air processing which includes after-coolers, filters, dryers and other devicesSecondary air processing is done closer to the operating equipment by filters, regulators and lubricators (FRLs).
CAUTION: Compressors can generate high pressure. It is good practice to check the maximum rating on allcomponents to make sure the equipment is properly rated to handle the pressure generated by the compressor. Often,the maximum pressure ratings of pneumatic components are below what the compressor can generate and, therefore,regulators are used to reduce the presure to an acceptable level for components used in the system.
Through misuse, age or malfunction, components used in a fluid power system can fail in various modes. The systemdesigner should consider the failure modes of all components used in the fluid power systems and consideration shouldbe given to provide adequate safeguards to prevent injury or damage to equipment in the event of such a failure mode.System designers should also provide for all OSHA requirements including Title 29 CFR 1910.147, Lockout/Tagout.
1 Scope
This recommended practice applies to filters, regulators and lubricators for their application in a pneumatic fluid powersystem. The purpose of the recommended practice is also to provide guidelines for the selection, sizing, installation,operation and other good practices for filters, regulators and lubricators.
2 Normative references
The following normative documents contain provisions which, through reference in this text, constitute provisions of the
Application guidelines – Pneumatic filters, regulators and lubricators section (pages 31-38) of this NFPA document. Fordated references, subsequent amendments to or revisions of, any of these publications do not apply. However, partiesto agreements based on this NFPA document are encouraged to investigate the possibility of applying the most recenteditions of the normative documents indicated below. For undated references, the latest edition of the normativedocument referenced applies. NFPA maintains registers of currently valid NFPA Standards. Standards developmentorganization contact information and links can be found on the NFPA website (www.nfpa.com).
ISO 1000 (latest edition), SI units and recommendations for the use of their multiples and of certain other units.
ISO 1219-1 (latest edition), Fluid power systems and components – Graphic symbols and circuit diagrams – Part 1:Graphic symbols.
8/20/2019 Application Guideline Compendium Draft No2
36/62
Applicat ion guidelines - Pneumatic f il ters, regulators and lubricators
32
ISO 5598 (latest edition), Fluid power systems and components – Vocabulary.
ISO 8778 (latest edition), Pneumatic fluid power – Standard reference atmosphere.
3 Definitions
For the purposes of this standard, the terms and definitions given in ISO 5598 apply.
4 Primary air processing
4.1 Filters
A large filter is usually placed on the inlet of the compressor to prevent particles from being drawn in. A second filter isusually placed on the outlet side of the compressor to protect downstream components. This filter removes smaller dirtparticles that were not removed by the intake filter.
4.2 Coolers
As air is compressed, it becomes heated. Compressed air is often 149 °C (300 °F) or hotter. At this temperature, aircan hold large amounts of water vapor which, when condensed downstream, has the potential to damage pneumaticequipment. It is good practice to use a cooler. Coolers can be found either outside (after-cooler) or inside thecompressor. Coolers use either atmospheric air or water in a heat exchanger to bring down the temperature of thecompressed air.
4.3 Dryers
4.3.1 The air is saturated with water vapor after going through the cooler and further cooling causes the water vaporsto condense in the system. Thus, it is good practice to install a dryer to remove the moisture.
4.3.2 There are various types of dryers: for example refrigerated, desiccant, deliquescent, membrane and others.
NOTE it is a very good practice to use one of these drying methods to remove the moisture. The closer the drying method is tothe compressor, the better. The purpose is to limit moisture from being distributed thoughout the air system.
5 Secondary air processing
Secondary air processing is located at each air line drop from the main distribution system and conditions the air that isused at that point. It is used to further remove moisture and contaminants, regulate the pressure and add lubrication.The equipment to accomplish this usually consists of filters, regulators and lubricators (FRLs).
5.1 Filters
5.1.1 In most filters, the incoming air passes through a set of baffles, which causes a high velocity rotary motion thatforces most of the dirt and moisture droplets to separate by centrifugal force. These contaminants collect in the bottomof the bowl and are discharged through the drain cock (when mounted vertically). The filter drain can be operatedmanually, semi-automatically or automatically.
5.1.2 Then the air passes through a filter element to strain out solid particles. The elements may consist of screens,sintered bronze or various porous materials. The elements are typically sized in nominal ratings of 40, 20 and 5 microns(micrometers) and the smaller the nominal rating, the finer the filtration.
8/20/2019 Application Guideline Compendium Draft No2
37/62
Application guidel ines - Pneumat ic fi lters, regulators and lubricators
33
5.1.3 Filters should be selected to adequately protect the downstream pneumatic components. Elements rated at40 microns (micrometers) are often used, as it gives adequate filtration for most industrial pneumatic components(cylinders, valves, air motors, etc.). In most cases, an element rated at 40 microns (micrometers) provides a higher flowthan the smaller element sizes.
5.1.4 However, there are applications for the other element sizes. The 5 micrometer element could be used in an airbearing application where the cleaner air is required. It is good practice to discuss the filter requirements with thedownstream equipment manufacturer.
5.1.5 A second level of filtration, called coalescing, is used to remove the liquid oil droplets carried over from thecompressor. A standard filter should be installed upstream, before the coalescing unit, to protect the special coalescingelement from dirt and moisture.
5.1.6 A third level of filtration, for the removal of hydrocarbon vapors, is also available for special applicationsContact your filter supplier for more information.
5.1.7 Consideration should be given to the type of bowl used on the filter. Clear plastic bowls provide easy monitoringof the fluid level, but are not compatible with some materials. Therefore, filter manufacturers offer metal or composite
bowl options for chemical compatibility and safety. Metal bowls can be plain or have sight gauges for viewing fluidlevels. Composite bowls usually do not allow for viewing of the fluid level. When selecting the filter bowl, strongconsideration should be given to the environment the filter will be placed in. Chemicals in the atmosphere and in thecompressed air must be considered, as well as, the material used to clean the bowl and element. Make sure all itemsare compatible with the bowl material and element. For further information, consult the instruction materials from yourfilter supplier.
5.1.8 Filters are manufactured with a wide variety of port sizes. Consult the manufacturers’ literature to determine theflow ratings for each size (not by just matching port sizes to other components in the system). The filter should alwaysbe sized to provide a higher air flow than the downstream equipment requires. This will allow for pressure and flow lossdue to fittings and other restrictions in the distribution system.
5.1.9 Make sure the pressure and temperature ratings of the filter are adequate for the application.
5.2 Regulators
5.2.1 The regulator is used to control and maintain a nearly constant downstream air pressure. Often, thecompressor will supply a higher pressure than the downstream pneumatic equipment requires for optimumperformance and, therefore, the regulator is used to reduce pressure to the desired level.
5.2.2 The regulator provides a more consistent delivery of air pressure to the downstream equipment. As pneumaticequipment is turned on and off during an operating cycle, air pressure in the distribution system will vary. The regulatorminimizes this fluctuation.
EXAMPLE As the air consumption varies, system pressure could drop from a high of 896.35 kPa (130 psi) to as low as689.5 kPa (100 psi) at any given point in the system. A regulator set at 620.55 kPa (90 psi) for its point of use will supply
approximately 620.55 kPa (90 psi) to downstream equipment, regardless of the upstream variations.
5.2.3 Typically, a regulator has a spring that exerts a force against a diaphragm or piston, which pushes on the valvestem, holding the valve open. The compression of the spring determines the downstream pressure. The compressedair passes through the open valve to the downstream system. As downstream pressure begins to build, it createsincreased force on the diaphragm or piston, against the spring, until that force exceeds the force of the spring. Whenthis happens, the valve opening is automatically reduced enough to keep the downstream pressure at the preset level.
5.2.4 Regulators usually have several different spring ranges. The different spring ranges allow the regulator to reactand perform better in the desired pressure range.
8/20/2019 Application Guideline Compendium Draft No2
38/62
Applicat ion guidelines - Pneumatic f il ters, regulators and lubricators
34
EXAMPLE If a user wants to regulate the supply pressure to 103.43 kPa (15 psi), a 6.90 to 206.85 kPa (1 to 30 psi) springallows for a finer adjustment than a 34.475 to 861.88 kPa (5 to 125 psi) spring. Therefore, it is good practice to know the requireddownstream pressure requirement and choose the regulator with a spring range to achieve the desired pressure.
5.2.5 In addition, some regulators are air-piloted instead of spring-biased. Air-piloted regulators are controlled by pilotpressure from another source.
5.2.6 Elastomers in regulators are generally provided in nitrile and fluorocarbon. When selecting the elastomer type,consider the application temperature and fluids that may come in contact with the regulator.
5.2.7 Almost all regulators have at least one gauge port to sense the downstream pressure. It is good practice to usea gauge at the regulator so that the downstream pressure can be measured when adjusting or initially setting theregulator.
5.2.8 Regulators are manufactured in a wide variety of sizes. Consult the manufacturer's literature to determine theflow ratings for each size. The regulator should always be sized to provide a higher flow than the downstream devicesrequire and often it is the lowest flowing component in the filter-regulator-lubricator set. Over sizing will allow moreflexibility for pressure and flow loss due to connectors and other restrictions in the distribution system.
5.2.9 Two types of available regulators
5.2.9.1 Relieving
5.2.9.1.1 If the downstream pressure becomes higher than the regulator setting, the excess pressure is released orrelieved into the atmosphere. The increased downstream pressure can be a result of expansion due to heat, a fallingload on a cylinder or a reduction in the regulator setting. To achieve the relief, there is a small hole in the center of thepiston or diaphragm. The valve stem normally seals the relief hole, but when the downstream pressure is higher thanthe spring setting, the pressure lifts the piston or diaphragm from the valve stem, relieving the excess pressure throughthe hole. The advantage of the relieving regulator is that the downstream equipment starts up close to the pressure atwhich the regulator has been set. This will occur even when the regulator has been placed in a dead-ended, no flowsystem.
5.2.9.1.2 The relieving regulator is more commonly used than the non-relieving type.
5.2.9.2 Non-relieving
5.2.9.2.1 Non-relieving regulators do not have a relief hole in the piston or diaphragm; so, air cannot escape whenthe downstream pressure increases above the setting. Non-relieving regulators are often used in special applications orin cases where the air or gas passing through the regulator cannot be released into the atmosphere for safety or costreasons. In these cases, some means such as a relief valve must be employed to avoid excessive pressure build up ofthe downstream pressure.
5.2.9.2.2 The regulator should be positioned after the filter.
5.3 Filter-regulator unit
5.3.1 A filter and regulator are often combined into one unit. The air comes in a common inlet port, is filtered,regulated and then exits out a common outlet port.
5.3.2 The two functions are done in one unit, providing major space savings and reduction in installation time.
8/20/2019 Application Guideline Compendium Draft No2
39/62
Application guidel ines - Pneumat ic fi lters, regulators and lubricators
35
5.4 Lubricators
5.4.1 A lubricator is used to provide a consistent supply of lubricated air to downstream equipment. Oftendownstream equipment such as air tools, motors, cylinders, boosters, etc., require lubrication to reduce wear and heat.This can lengthen the service life of the downstream devices.
5.4.2 In a basic lubricator, a portion of the inlet air passes through a venturi causing a pressure drop in the venturiand accelerates the stream of air. The air pressure upstream from the venturi is applied to the surface of the oilreservoir (i.e. oil in the bowl). This pressure forces oil through a tube to the top of the lubricator, where a control sightfeed dome meters the amount of oil feed, before the oil drops into the venturi throat. The oil is broken into a fine aerosolby the velocity of the air flowing through the venturi throat.
5.4.3 Each lubricator has an adjustment to control the oil feed rate. The rate of oil delivery does vary with the flowrate. A rule of thumb is to feed one drop of oil for every 9.44 l/sec, ANR (20 standard cubic ft/min, SCFM) required bythe downstream component. However, one should be prepared to fine tune the lubricator adjustment for the first coupleof weeks after installation. One technique calls for adjusting the lubricator and then, after a few days, measure theamount of oil that has gone through the system by using a piece of paper at the tool exhaust. If there is a lot of oil, thenthe lubricator needs to be adjusted to provide less oil feed and the system re-tested a few days later. If there is no oil
then the lubricator needs to be adjusted to provide more oil feed and the system re-tested a few days later. If there is alittle mist on the paper, then the lubricator is properly adjusted.
5.4.4 It is also good practice to install one lubricator per piece of equipment requiring lubrication. If only onelubricator is used to supply oil to several pieces of equipment, the piece of equipment closest to the lubricator may getflooded, while other pieces of equipment receive very little oil. Also, lubricators should be installed downstream from thefilter and regulator and as close as possible to the point of use.
5.4.5 The lubricator must be filled with oil that is suitable for the downstream equipment and compatible with thematerials in the lubricator, particularly plastic bowls. Consult the manufacturer’s literature for compatibility of oils. Also, ifthe downstream equipment requires lubrication, consult the equipment supplier for recommendation concerning thetype and amount of oil the equipment requires.
5.4.6 An injection lubricator is another lubricator design. The injection lubricator is positive displacement, air-impulse-operated, with adjustment for variable lubricate delivery. They are used for lubricating a number of pneumatic devicesfrom a convenient, central location. A station may consist of one or more oil injectors, using a common oil supply and acommon pressure signal for operation. The air pressure for injector operation is taken from a normally closed port onan existing pneumatic control valve that operates at some regular frequency. The oil injectors dispense a consistent,metered quantity of oil with each cycle and can be individually adjusted to suit the device being lubricated. Consult yourmanufacturer for specific details.
5.4.7 Lubricators are manufactured in a wide variety of port sizes. Consult the manufacturer’s literature to determinethe flow ratings for each size. The lubricator should always be sized to provide a higher air flow rate than thedownstream equipment requires. This will allow for pressure and flow loss due to connectors and other restrictions inthe distribution system.
5.5 Uses and connections
5.5.1 Filters, regulators and lubricators (FRLs) can be used as stand alone components, but are often used incombination with each other. It is very common to use a filter, regulator and lubricator (FRL set) connected together at apoint of use.
5.5.2 In some applications, a lubricator is not used because the downstream device does not require lubrication orthe user does not want lubrication to be expelled into the atmosphere through exhaust passages from the downstreamdevice, for example, air valves or tools. Often, a lubricator is not used in food processing or clean room applications.
8/20/2019 Application Guideline Compendium Draft No2
40/62
Applicat ion guidelines - Pneumatic f il ters, regulators and lubricators
36
5.5.3 If an application requires both lubricated and non-lubricated air, then a branch line can be installed after theregulator and before the lubricator. Some manufacturers offer a manifold block to be installed between the regulatorand lubricator for this purpose.
5



![Case Compendium Update 3 - Sentencing Council€¦ · Guideline Judgments Case Compendium – Update 3: April 2007 Imprisonment for public protection R v Johnson and others [2006]](https://img.pdfslide.us/doc/110x75/5f05f8237e708231d415a25c/case-compendium-update-3-sentencing-council-guideline-judgments-case-compendium.jpg)